条码打印机操作标准培训教程
在数月前的我对条码打印机的操作一无所知,感觉有点难以操作与控制,特别是那
种一个Label的Width与Height极小的贴纸,那精度实在是难认控制。通过数月接触,
终于熟练的操作条码打印机。有一些人认为,竟然花了几个月的时间才清楚弄明白,那
学习也不怎么容易,其实不然,因为没有相关学习资料,所以摸索了大量时间,所以本
人做了此培训教程,让不知者很快掌握这一些知识与技能。我制定了初学部份、进阶部
份、高级技巧三方面进行讲解。
一、初学部份
在要学会打印前,必需要知道在条码打印方面用到的一些专用名词:
1、贴纸:要实现被打印,用于主要目的一种介质,像文档打印中的A4纸一样。
它又分为:黑标贴纸、间隙贴纸。
防刮贴纸
黑标贴纸
贴纸普通贴纸各种尺寸的贴纸
防刮贴纸
间隙贴纸
普通贴纸
2、黑标贴纸:此种贴纸不借助于碳带即能直接打印,打印纸张后面有黑标标记。
3、间隙贴纸:此种贴纸必须借于碳带才能打印,打印纸张之间有等距间隙。
4、碳带:与贴纸配合,是贴纸上色料的载体。主要是用于间隙贴纸。
普通碳带
碳带
防刮碳带
5、探测器:是条码打印机上必备部份,主要用来识别贴纸,来控制贴纸的进纸。
它又分为:间隙探测器、黑标探测器。
6、间隙探测器:能够识别间隙贴纸。
7、黑标探测器:能够识别黑标贴纸。
8、打印模块:条码打印机上负责把我们编辑的模版进行打印的器件。
9、滚筒:负责把碳带或贴纸缠绕起来,用于支撑作用。
10、滚轴:打印机器件上的一部份,用于支撑滚筒。
11、定位卡:打印机器件上的一部分,用于固定贴纸左右位置的卡子。
12、进纸(Feed):移动一张纸,它是从打印机中向外移动,不会打印。
13、常量:在打印中,数据不变化的量,即所见即所得。
14、变量:在打印中,数据有序变化的量,打印批量有序的流水号与MAC就是变量。
15、步长:数值数据变动的浮度,第二次要打印的数据与第一次要打印的数据的
差(只针对整数。)
16、Label:在一卷贴纸中,它是一个最小单位,是我们使用最基本的成份,用宽度(Width)、高度(Height)来描述。
17、PageSize:也是由宽度(Width)、高度(Height)来描述。宽度为单行所有Label 的宽度和它们的间距之和。高度为N行(N>=1)Label的Height与N行之间隙之和。
18、数据结构:用于描述事物的属性。
19、记录:对数据进行筛选后的内容。
20、表:由数据结构与记录组成。
21、数据库:管理数据的仓库,内由表构成。
22、底纸:打印使用贴纸下面的一层纸。
有了上面的一些基本知识,后提到它,就应该知道它指代什么。
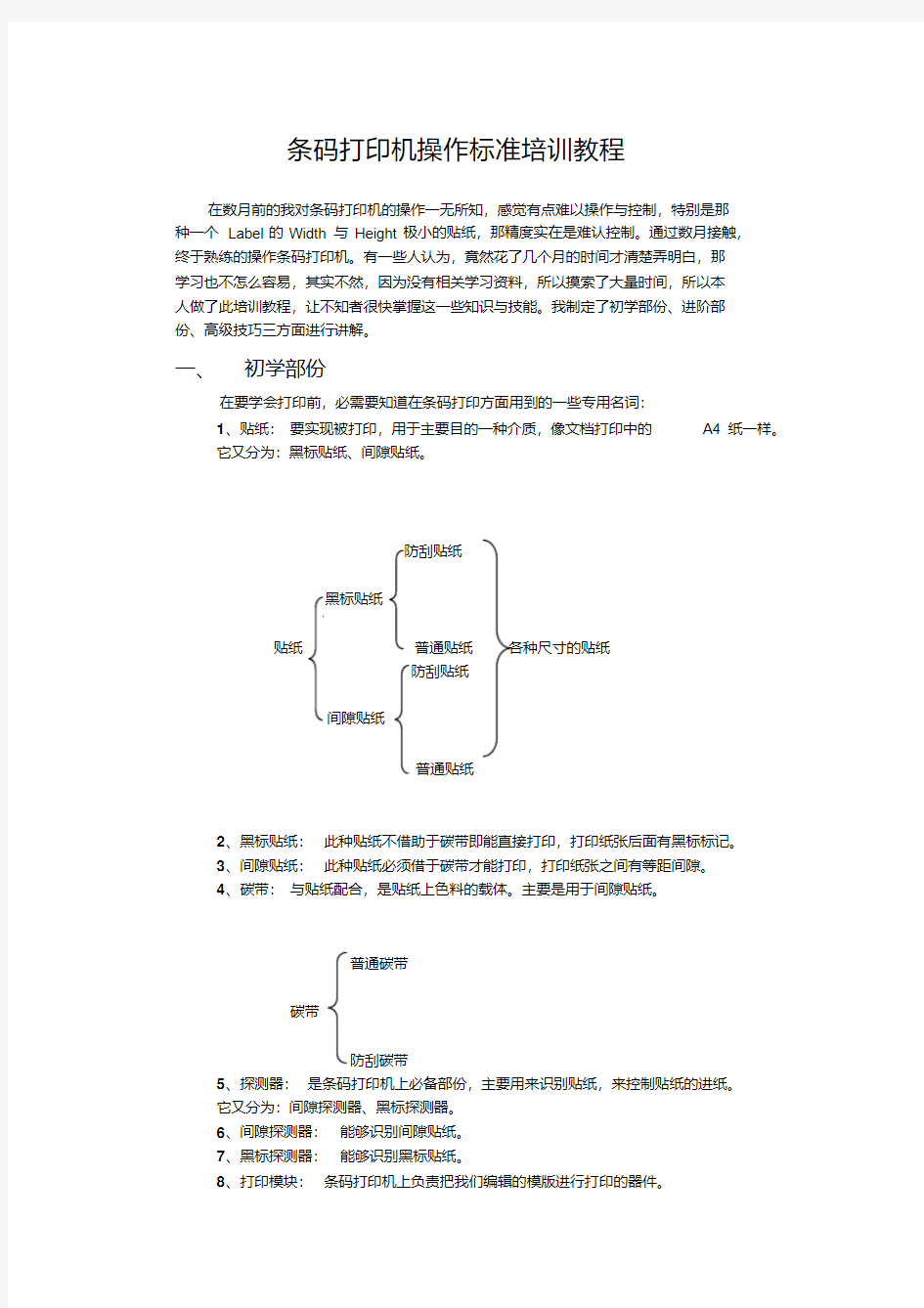
下面就介绍条码打印机的常见部份,条码打印机都类似,这里讲解其中一种,见
图。
此处接数据通信线,负
责与主机进行通信。
此处接电源
线,为此机
供电。
图1
开关按
扭
按键控制面板POWER:电源批示FEED:进纸键PAUSE:暂停键RESTART:重启键
碳带滚轴
贴子滚轴打印模块
定位卡
图3
图2
黑标探测指示与
间隙探测测指示
图4
探测器
图5
条码打印机要能正常工作,必须得经过以下步骤:
1、把条码打印机的数据通信线与电脑主机并口相连接,并接通电源线。
2、打开条码打印机电源,启动计算机进入系统。
3、进入电脑操作系统“控制面板”,点击“打印机与传真”,在左边的打
印任务中点“添加打印机任务”,弹出以下窗体,图6、7、8,直接点下一步,出现图9时,点从磁盘安装,选,条印打印机驱动所在位置,,选择“打开”,后,点下一步,出现是否测试打印,点确定,这
时,打印机会发出试打的声音,如果没有,可能是数据通信线接触不
良或者驱动未正确安装。如果测试打印成功,点“完成”,成功安装打击驱动。
图6
图7 图8 图9
4、安装条码打印机软件,选择相应条码打印机软件的安装程序进行安装。
5、运行条码打印机软件,(如果有多个打印机驱动,确保目前加载的是当前
要用的驱动。
现在就可以自由打印了,默认此软件会有许多的模版,选择相应的或者稍加修改就可以Print 了。
二、进阶部份
鉴于许多人对于此类软件从未接触过,打开条码打印软件无从下手,
,本部份着重
讲一讲该类软件的相关组件极其功能。本教程中以
LABEL MATRIX 7 PowerPro v7.02
02软件为例进行讲解,我们用间隙贴纸其它软件大同小异。
1、LABEL MATRIX 7 PowerPro
软件的界面及功能按钮
安装过程LABEL MATRIX 7不再讲述,与一般软件一样,这里我们直接点击LABEL MATRIX 7运行图标。第一次打开会弹出新建窗体界面,我们直接点击
“OK ”进入主界面。
行数据编辑按钮:通过该按键,可以设置常量、变量、数据库等,得到我们想得到的数据,进行打印。(该功能只能以行的形式生成,不能换行)
。
段落数据编辑按钮:通过该键,同样实现行数据编辑按钮的功能,
但它可以换
行,形成段落格式。
添加一维条码:该工具按钮可以生成UPC-A 、Code 128 Auto/A/B/C 、Code 93、
Extended 39等二维条码。
添加二维条码:该工具按钮可以生成Data Matrix 、Code 49、Code 16K A/B/C\TLC 39等二维条码。
行数据编辑按钮添加一维条码
添加二维条码绘图工具添加图片按钮编辑区
对齐按钮
段落数据编辑按常用菜单与工具栏
状态栏图10
绘图工具:可以绘制线、图、棱形、长方形等常见图形。
添加图片按钮: 可以把Bmp、Jpeg图片文件加载进行打印。
对齐按钮:当编辑区有多个编辑内容时,可快速移动它的位置。
2、打印前软件的除始设置
不同贴纸的排版不样,它们的标签间隙不一样,所以要手动设定。点击LABEL MATRIX 7 PowerPro菜单栏“Fil e→Print Setup→Setup”或工具栏打印按钮后点“Setup”弹出以下属性设置对话框。选择“卷”进入,确认设置如下图所示。
3、模版制作实例
用一个60X30MM的贴纸制作模版,内容如下
根据打印介质设
置
更换介质,必需确认
根据实际环境
更改。
自定义高级设置,
一般不需设置
图11
图12
首先,打开LABEL MATRIX 7 PowerPro,点击“新建”,选择“OK ”出现
一个新标签创建的向导
选择“NEXT ”、“FINISH ”完成,进行标签编辑窗口,进入标签编辑状态后,
在编辑区单击右键,在弹出的右键菜单选择“Properties …”在弹出的对话框里
对标签进行设置。
30MM
60MM
图片
图片
常量
流水号
图形框
图13
图14
切换到“Printer ”选项卡,选择打印机
设置标签边距
设置页面尺寸
选择打印机
多行多列标签选择
图15
图16
图17
在“Page Size”选项卡里设置好页面尺寸为:
设置页面宽度
设置页面高度
预览区
图18
在“Margins”选项卡里面,设置标签边距,一般情况都不用留边距直接为零,如图
如果所使用标签为多行列的,转到“Multiple”选项卡里面设置行列数及标签尺寸
标签行数
标签列数标签宽度设置标签高度设置
图19
图20
设置好上面各项参数后就可以进行标签的设计工作了。添加流水号,点击工具箱中的条码按钮
,进行添加条码。
选择“BarCode ”,设置如下,点确定。
数据内容,
上下一对样
设置字体和样式
设置文本样式,水平或垂直
高级设置,可设同时打印份数
变量名,只作标识
数据类型选择步长
条码类型,宽度选择选择条码类型
设置条码高度
设置条码密度
条码内容显示的位置
图21
图22
注:Counter:变量Constant:常量Combination:组合,该选项用得也比较多,特别用于那种常量
与变量的组合。Database:数据库其它的选项根据实际情况运用。
选择按钮,添加图片,选择好文件后,点确定,另外一个图片用相同的方
式添加。
选择文件存放路径
预览框
图23
选择按钮,像以下设置,可以显示出“B”字样,设置适当字体大小,
后确定。
设置常量
输入显示内容
图24 选择按钮,然后选择矩形,在如下设置适当值后确定完成。
设置图形的水
平位置、垂直
位置、宽度、
高度
设置图形边框粗
细
图25
最后,适当的调节各个部分的位置,即完成。
图26
注:开始操作可以用鼠标或键盘拖
动,操作熟练后,输入精度值,
这样操作更精确,特别制作铜
板贴的模版,这样调试浪费率
更低。
三、高级技巧部份
本部份着重讲解关于条码打印机与软件的一些深入设置方法
(这里以
Toshiba
SXT5这款机为例,不同机型操作应该有差异,可查相关资料),有利于不同贴纸的正确识别与进纸、恢复默认设置,有利于保证打印机正常工作、有利于提高打印质量、有利于控制精度要求高的贴纸打印、有利于节约贴子的打印数量等。
1、不同介质的切换,调整打印机对其的识别
当即将要打的贴纸的底纸厚度不一,可以通过如下设置达到效果:
首先同
时按住SXT5这打印机的
Pause 与Feed 键,再打开电源,这时打印机的软件
进入用户设置状态,显示屏幕出现如下状态:
连续按Feed 键或Restart 键,调整选项到如下界面:
将要打的贴纸Label 除去,把底纸放在探测器上,连续按Pause 键,直到
出现如下后,按住
Feed 键不放,直到
V 后出现*号为止。
注:如果设置黑标探测器,此项不设置,设置项左下角
[REFLECT]
再通过按Pause 键,使出现如下界面
:
将纸从打印机中取下,按住Feed 键不放,直到V 后出现*为止。按Pause
键,出现如下界面:
将碳带正确装入打印机,按住Feed 键不放,直到出现V 后面出现*号为止。这样设置即完成,就可以用刚设置的贴纸进行打印。
2、打印机软件恢复默认设置
由于对打印机软件不熟悉,
不慎把里面参数修改,打印出现不期望的结果。
可以通过如下方式进行恢复。首先同时按住
SXT5这打印机的Pause 与Feed 键,再打开电源,这时打印机的
<1>DIAG ..
V4.4.
<5>SENSOR ADJ.
<5>SENSOR ADJ. [TRANS]
4.1V
根据实际情况显示数据
<5>SENSOR ADJ. [PE]R1.OVT
4.8V
<5>SENSOR ADJ. [RIBBON]
0.3V
根据实际情况显示数据
根据实际情况显示数据
软件进入用户设置状态,显示屏幕出现如下状态:
<1>DIAG.. V4.4.
连续按Feed键或Restart键,调整选项到如下界面:
<5>RAM CLEAR
按一下Pause键,然后按Feed或者Restart键,选择这项:
Parameter Clear
再按Pause键,会出现
***QQ TYPE***
现在按Feed或Restart键,会有另外三个类型
***QP TYPE***
***JA TYPE***
***CN TYPE***
选择“*** CN TYPE ***”项类型,然后按Pause键,执行4秒左右,关掉打印机电源,即完成打印机的恢复默认设置。
注:QQ代表North/Central/South America地区
OQ代表Europe 和Asia地区
JA 代表Japan地区
CN代表China地区
3、软件优化设置,提高打印效果
不同介质打印出来效果有一定差异。当用某一些碳带或贴纸,贴纸打印出来,颜色很淡,这时可以修改软件中控制打印机的温度的参数。点击LABEL MATRIX 7 PowerPro菜单栏“Fil e→Print Setup→Setup”或工具栏打印按钮后点“Setup”弹出以下属性设置对话框。选择“选项”进入,作适当设置即可,
数据越大,温度越高。
根据打印类型设置
相应参数
图27
当贴纸中打印区域,色彩不协调,特别是打印图片,可以点击LABEL MATRIX 7 PowerPro菜单栏“Fil e→Print Setup→Setup”或工具栏打印按钮后点
“Setup”弹出以下属性设置对话框。选择“图形”进入,点击“颜色调整”选项,
对各参数作适当设置,使打印效果更佳。
调整适当,可以改善
效果
图28
4、高精度贴纸的打印设置
对于那种一个Label非常小,打印时,稍有偏差,打印效果都不好。这种
精度较高的贴纸,可以在设置Page Size的时候,可以把Label与底纸左、右未重
叠边距加上(为了便于叙述,后就简称这为左距、右距)。然后在Margin项的Left、Right中除去,这样在编辑区,可以适当上下调整被打印内容,使打印的位置更
精确,效果更好。比如:打印60X30 MM ,6行6列,左距与右距都是2MM的贴纸,PageSize的Width为:6.4 CM 、Height为:3CM;Multiple的Across为:6、Down为:6、Label的Width为:1、Height为:0.5;Margin的Left为:0.2CM、Right为:0.2CM.。
5、访问数据库进行打印
如果有现存的数据库,直接把它加载进来,不必要亲自去输入每一个数据进行打印,效率很高。数据库在条码打印中,尤其是对多行多列的贴纸,要打
印不连续的数据内容时,起着非常重要的作用,极大减少贴纸的浪费率。下面以一个实际例子进行讲解。
点击工具栏的此图标,弹出数据库编辑器窗体。
图29 再点工具栏的“新建”按键钮,弹出New DBF File窗体,此窗体可以编辑
数据库结构。我们就编辑一个字段名为MAC,数据类型为Numeric,数据宽度为12的一个结构表。
,点“Create ”按钮,保存名为MacLabel 的数据库文件后,出现如下窗体,就可
以输入要打印的数据,输入完毕,关闭此窗体。
。
现在就可以访问开始创立的MacLabel 数据库文件了。设定好即将打印页面尺寸,
然后点
按钮,后在数据类型中选择“
Database ”,通过“Add ”按钮进入后选择要添
此处输入表的字段名
此处输入表的字段类型
此处输入表的字段宽度
Add:增加结构记录Insert:插入结构记录Delete:删除结构记录
创建
取消
小数位数
输入要打印的记录数据
图29
图30
加的数据库文件。打印时设定打印的位置就OK。
设定打印位
置。
图31
注:条码打印过程中还会遇以许多的细节问题,这里
就不再叙述了,大家在打印中慢慢去体会,去积
累。
斑马G K T条码打印机 设置指南 集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-
斑马G K888T条码打印机设置一:安装驱动程序 因无法读光驱,官网找到驱动程序安装 解压缩安装 确定 选Unzip,注意此时的C:\ZD2667在识别硬件时手动选择此路径安装驱动 确定后弹出如下界面 点击下一步选安装打印机如下图: 点击安装打印机后如下图: 在右边选择框中选择ZSesignerGK888t之后点击下一步,因为用户已有关个USB设备,故选了usb0003如下图: 选择语言:简体中文。下一步,如下图: 点击完成后如下图: 点击确定后如下图: 点击下一步、下一步、下一步、下一步如下图: 驱动安装完成。 二、打印设置 1、点击电脑屏幕左下角的开始---打印机和传真,如图 将ZDesignerGK888t设置为默认打印机 2、右键点击选择属性,如下图: 3、点击如下图: 在选项中:标签格式选择---毫米、纵向、旋转180
大小:宽度97.5.00高度131.3.00 非打印区域---左5.00 完成以上设置后点击 4、在高级设置中选择撕纸、热敏、Web检测 完成以上设置后点击 5、完成以上设置后点击,此时打印机会自动对打印纸进行校正。 6、关闭打印机电源,开启打印机电源(重启打印机) 7、斑马打印机GK888t设置完成。 三、大客户发件平台设置 1、从顺丰官网下载顺丰大客户发件管理系统,安装并打开 2.选择“设置打印方式”选择“Zabar专用” 之后可以正常使用。 如果在使用过程中遇到其它问题欢迎与我们联系! 天津区IT服务部
华运通物流 标签打印机设置手册IT信息部
一、标签打印工具介绍 使用软件进行标签打印,需要进行对打印机格式设置 1.硬件:标签打印机。打印机型号TSC TTP-342E Pro 2.软件:BarTender 9.4 和License Server 二、打印机设置 每次更换不同型号的标签纸,都要进行打印机设置: 1.间隙感应器灵敏度的校正 此项功能用来校正标签纸间隙感应器灵敏度,当使用者更换新的标签纸或使用打印机初始化,请重新校正标签纸间隙感应器灵敏度。 注意:间隙感应器校正不当可能导致纸张无法正确定位,导致错误指示灯闪烁。 操作步骤: 1.1.打印机先装好新的标签纸,装好碳带,并关闭电源; 1.2.按住暂停键(PAUSE键)不放,然后开机; 1.3.当打印机进纸,2秒之后,即可放开暂停键,直到打印机停止动作,电源和连接指示灯正常。 三、打印机属性设置 每次更换不同型号的标签纸,都要进行打印机设置: 1.打印机属性设置位置:打开“控制面板”→“设备和打印机”→打印机“TSC TTP-342E Pro”→选中,鼠标右键“打 印机属性”,如下图 2.设置打印标签纸格式:在“打印机属性”中,点击“首选项”→“打印机首选项”→“新建”→“输入标签名称、大小、 和露出的宽度”→点击确定保存,如下图
3.设置打印打印打印方向:在“打印机属性”中,点击“首选项”→“打印机首选项”→点击“方向”,点击确定保存。, 如下图。 4.保存预设纸张标签格式:在“打印机属性”中,点击“首选项”→“打印机首选项”→点击“管你”→点击“新建”→输 入“格式名称”,点击确定保存。 5. 四、打开标签软件的服务: 此License Server服务用于打印软件BarTender 9.4的打印服务,让打印软件能正常打印,在当前局域网电脑中开启其中一台就可以了,打开之后就如下图 1.当局域中端口的软件服务重复时,请更改网络端口,如下图。 五、打印软件的设置 1.新建新格式的标签,点击“开始新的标签格式”开始新签标签,如图 2.在向导中点击“空白标签格式”,点击“下一步”如下图
设备标准操作规程 目录 SC-SOP-A-001-01 空调系统标准操作规程 SC-SOP-A-002-01 水冷螺杆型冷水机组标准操作规程 SC-SOP-A-003-01 30B高效粉碎机标准操作规程 SC-SOP-A-004-01 BGB-80E型高效包衣机标准操作规程 SC-SOP-A-005-01 BYF型十头灌封机标准操作规程 SC-SOP-A-006-01 CLQ链式多功能超声波清洗机标准操作 SC-SOP-A-007-01 CTCG—SM醇沉罐标准操作规程 SC-SOP-A-008-01 自控温电炒药机标准操作规程 SC-SOP-A-009-01 DJ型口服液灯检机标准操作规程 SC-SOP-A-010-01 DPP-250DII型铝塑包装机标准操作规程 SC-SOP-A-011-01 DXDK-40Ⅱ型颗粒包装机标准操作规程 SC-SOP-A-012-01 二维混合机标准操作规程 SC-SOP-A-013-01 FL-120沸腾干燥制粒机标准操作规程 SC-SOP-A-014-01 干燥箱标准操作规程 SC-SOP-A-015-01 GHL-250型高效湿法制粒机标准操作规 SC-SOP-A-016-01 提取罐标准操作规程 SC-SOP-A-017-01 KZ–180型快速粉碎整粒机标准操作规程 SC-SOP-A-018-01 LK(P)系列拼装式冷库标准操作规程 SC-SOP-A-019-01 MSH-500型(高温灭菌隧道烘箱)标准操作规程SC-SOP-A-020-01 NJP1200全自动胶囊充填机标准操作规程 SC-SOP-A-021-01 抛光机标准操作规程 SC-SOP-A-022-01 QY120-4往复式切药机标准操作规程 SC-SOP-A-023-01 S49-1000型振荡筛标准操作规程 SC-SOP-A-024-01 TG-Z-A系列热风烘箱标准操作规程
条码打印机操作标准培训教程 在数月前的我对条码打印机的操作一无所知,感觉有点难以操作与控制,特别是那种一个Label的Width与Height极小的贴纸,那精度实在是难认控制。通过数月接触,终于熟练的操作条码打印机。有一些人认为,竟然花了几个月的时间才清楚弄明白,那学习也不怎么容易,其实不然,因为没有相关学习资料,所以摸索了大量时间,所以本人做了此培训教程,让不知者很快掌握这一些知识与技能。我制定了初学部份、进阶部份、高级技巧三方面进行讲解。 一、初学部份 在要学会打印前,必需要知道在条码打印方面用到的一些专用名词: 1、贴纸:要实现被打印,用于主要目的一种介质,像文档打印中的A4纸一样。 它又分为:黑标贴纸、间隙贴纸。 黑标贴纸 贴纸普通贴纸各种尺寸的贴纸 防刮贴纸 间隙贴纸 普通贴纸 2、黑标贴纸:此种贴纸不借助于碳带即能直接打印,打印纸张后面有黑标标记。 3、间隙贴纸:此种贴纸必须借于碳带才能打印,打印纸张之间有等距间隙。 4、碳带:与贴纸配合,是贴纸上色料的载体。主要是用于间隙贴纸。 普通碳带 碳带 防刮碳带 5、探测器:是条码打印机上必备部份,主要用来识别贴纸,来控制贴纸的进纸。 它又分为:间隙探测器、黑标探测器。 6、间隙探测器:能够识别间隙贴纸。 7、黑标探测器:能够识别黑标贴纸。 8、打印模块:条码打印机上负责把我们编辑的模版进行打印的器件。
9、滚筒:负责把碳带或贴纸缠绕起来,用于支撑作用。 10、滚轴:打印机器件上的一部份,用于支撑滚筒。 11、定位卡:打印机器件上的一部分,用于固定贴纸左右位置的卡子。 12、进纸(Feed ):移动一张纸,它是从打印机中向外移动,不会打印。 13、常量:在打印中,数据不变化的量,即所见即所得。 14、变量:在打印中,数据有序变化的量,打印批量有序的流水号与MAC 就是变量。 15、步长:数值数据变动的浮度,第二次要打印的数据与第一次要打印的数据的差(只针对整数。) 16、Label:在一卷贴纸中,它是一个最小单位,是我们使用最基本的成份,用宽度(Width )、高度(Height )来描述。 17、PageSize:也是由宽度(Width )、高度(Height )来描述。宽度为单行所有Label 的宽度和它们的间距之和。高度为N 行(N>=1)Label 的Height 与N 行之间隙之和。 18、数据结构:用于描述事物的属性。 19、记录:对数据进行筛选后的内容。 20、表:由数据结构与记录组成。 21、数据库:管理数据的仓库,内由表构成。 22、底纸:打印使用贴纸下面的一层纸。 有了上面的一些基本知识,后提到它,就应该知道它指代什么。 下面就介绍条码打印机的常见部份,条码打印机都类似,这里讲解其中一种,见图。
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 电气设备的安全操作规程(标准 版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
电气设备的安全操作规程(标准版) 1、电气设备必须由专职电工或在专职电工的指导下进行维修,维修前必须切断电源。并挂立“禁止合闸”警示牌或派人守闸,严防误送电。 2、电源电压必须与电气设备的额定电压相同(三相电压变动应在±5%范围内)。供电变压器的容量必须满足机械设备的要求,并应按规定配备电动机的起动装置。所用保险丝必须符合规定,严禁用其他金属丝代替。 3、电动机驱动的机械设备在运行中移动时,应由穿戴绝缘手套和绝缘鞋的人挪移电缆,并防止电缆擦损。如无专人负责电线、电缆时,应由操作人员负责照顾,以免损坏而导致触电事故。 4、电气装置跳闸时,应查明原因,排除故障后再合闸,不得强行合闸。
5、电气设备启动后应检视各电气仪表,待电流表指针稳定和正常后,才充许正式工作。 6、定期检查电气设备的绝缘电阻是否符规定,不应低于每伏1000欧姆(如对地220伏绝缘电阻应不小于0.22兆欧)。 7、漏电失火时,应先切断电源,用四氯化碳或干粉灭火器灭火,禁止用水或其他液体灭火器泼浇。 8、发生人身触电时,应立即切断电源,然后用人工呼吸法作紧急救治。但在未切断电源之前,禁止与触电者接触,以免再发生触电。 9、所有电气设备应接地良好,不得借用避雷器地线做接地线。 10、电气设备的所有连接桩头应紧固,并须作经常的检查,如发现松动,应先切断电源,再行处理。 11、各种机械的电气设备,必须装有接地和接零的保护装置。接地电阻不得大于10欧姆,但在一个供电系统上不得同时接地又接零。 13、种机械设备的电闸箱内,必须保持清洁,不准存放任何东
INTERMEC 3400E条码打印机使用及维护 1.3400E的基本参数: 精度:200DPI或400DPI 打印宽度:112MM 打印速度:51~203毫米/秒 2.3400E的基本构成: 后面图: 前面图:
3.介质的类型及安装: 介质的分类: 碳带: 按碳粉分:内碳和外碳 按基带分:蜡基、树脂基、混合基 标签: 按材质分:普通铜板纸和其他合成材料 按类型分:连续型(continuous)、有间距型(gap)、带黑标型(mark) (炭带和标签必须匹配使用才会有好的打印效果。) 3400E使用的介质: 碳带:内外碳都可用,推荐使用外炭,碳带的长度不能超过300M,碳带的 宽度不能超过112MM。 标签:三种类型(gap,continous,mark)的标签都可使用,但默认是有间距型
的,要使用其他两种类型应更改设置。有间距的标签间距的大小(上 图中C的值)应在3毫米左右,标签高度(D的值)应在12毫米以 上。带黑标的标签黑标的高度(F的值)应在5毫米左右。 3400E的介质安装方法: 标签纸的安装: (在安装过程中确保标签纸穿过了标签传感器,并且前后都处于同一水平线上) 碳带的安装:
(安装过程中应保证碳带紧贴最里面,并保证碳带的平滑) 标签碳带安装完毕后,扭动打印头的操纵杆(Head lift lever)使打印头压紧碳带和标签。 4.打印机的状态及LED指示灯的含义: 打印机通过前面板的LED指示灯来表示打印机的当前状态。 打印机的自检:安装好介质后,一直按住前面板的FEED键,打开电源开关直到打印机开始走纸后才松开,打印机会在走纸一段后打出一张关于硬件配置的自 检标签。如果打印出自检标签,说明打印机本身工作正常,关闭电源然 后在打开电源以退出自检模式。 打印机的正常状态:在正确安装好介质,打开电源开关,打印机的正常状态是绿红黄三 灯一块闪,直到打印机走纸一段后,红黄两灯熄灭,绿灯长亮,此 后每按两次FEED键打印机都会走一张纸,并停在两张标签之间的 间隙处。 打印机黄灯亮:表示介质错误,此时打印机也不能自检,必须先排除介质错误.打印机红灯亮:表示打印头过热或硬件故障. 打印机三个灯都亮:常亮为故障,非常亮为开机自检或Reset. 前面板LED指示灯及打印机相应状态示意图:
精心整理 设备操作作业指导书 1目的 规范设备的日常维护操作行为,对设备的维护标准化,规范化。2适用范围 适应于所有设备的操作维护保养 3 4 。 连杆等)以防发生意外。 4.2.2设备运行中如有异响应立即停止运行,待查清原因后方 可开机。 4.2.3灌注大灌量容器时,使用灌嘴口径不得过小,以防灌注
时压力过大而使胶料喷射或灌嘴损坏。 4.2.4气动三联件应定期加油和排水。 4.2.5定期检查各运转部件的润滑油及油脂,及时更换干净的润 滑油及油脂。 4.3.6工作完成结束时,依次关闭开关,并关好气源。 4.4维护保养 4.4.1日常维护 4.4.1检查润滑部位的油位,如有油量不足,及时增添;
4.4.2定期检查机器上紧固螺钉是否松动,确保机器运行可靠。 4.4.3二级保养维护(每季度进行一次) 4.4.5检查气动系统有无漏气,清理气压表内部存水; 4.4.6检查气动元件功能和工作情况是否正常,并重新紧固安装 螺钉; 5 5.1 5.2操作注意事项 5.2.1绝不可在设备运行中将手伸入锅内。 5.2.2不得用手或其他方式去触摸运行中的转动的主轴; 5.2.3设备运行中如有异响应立即停止运行,待查清原因后方可
开机。 5.2.4下班前操作人员应关闭主电源,并清理设备和工作区卫生。 5.3操作过程 5.3.1接通电源,三个电源指示灯和右边红色灯亮; 5.3.2设备正式使用前,空机运转十分钟。确保设备使用时正常 00”, 5.3.8工作完成,停止搅拌时,先按下速度调节按钮“↓”,至变频器显示“00”,再按下变频器上的“STOP”按钮,最后按下搅拌开关,再打开锅底阀将搅拌好的物料排至罐外容器内。 5.4日常维护
一、条码打印机技术参数: 工商用条码打印机 分辨率:203dpi(8点/毫米) 打印方式:热敏和热转印 打印速度:8ips(203.2mm/s) 最大打印宽度:4.25″(108mm) 最大打印长度:315″(8000mm) 条形码类型:Code 39,Code 93,Code 128/subset A,B,C,Codabar,Interleave 2 of 5,UPC A/E 2 and 5 add-on,EAN-13/8/128,UCC-128等一维条形码; MaxiCode,PDF417,Data matrix,QR Code等二维条形码;字体:内置五种西文字体,多种语言字体可选 通信接口:USB接口,串行接口,并行接口,PS/2接口 内存:32bit ARM CPU,16MB SDRAM 闪存:4MB 介质类型:标签 介质宽度:最大110mm,最小25mm 介质厚度:0.08-0.20mm(0.003-0.008″),包括底纸厚度 最大外径:最大6″(152mm) 卷芯直径:最小1″(25.4mm) 碳带长度:300M 碳带宽度:110mm 碳带外径:最大2.75″(70mm)
卷芯内径:1″(25.4mm) 电源电压:输入:AC 100-240V,47-63Hz 输出:DC 24V 环境参数:工作温度:0-40℃,工作湿度:5-85%RH(非凝结)存储温度:-40-60℃,存储湿度:5-85%RH(非凝结) 可选附件:旋转式切刀、内置100/10M以太网卡、外置标签回绕器、导纸片附加帽 二、条码及读卡设备技术参数: 无线实时通讯:集成先进的802.11b/g;无线模块,提供实时数据传输,并支持高级无线安全标准 Microsoft Windows CE5.0操作平台和PXA300处理器:整合先进的处理器和功能强大、操作方便的平台,便于用户开发和使用 强大的软件工具:配备一系列简单实用的软件工具,简化机器设置、应用程序开发和远程设备管理 集多种数据采集功能于一身,性能卓越:采用Adaptus5.0影像技术。能识读所有标准一维和二维条码并捕捉数字影像,实现一机多用设计精良,可靠耐用:精湛的内部构造设计使其能可靠地应用于轻工业操作环境
TSC TTP-244 Pro条码打印机 安装使用方法及常见问题 1.安装驱动 1.1 打开光盘内Driver目录,运行安装驱动程序: 1.2安装驱动要选择USB端口。 { 产品说明书里有详细的安装步骤} 标签纸:50 x 20mm 双排铜板不干胶标签纸 碳带:110mm热转印碳带 2.安装碳带 2.1 将碳带回卷轴插入空的碳带纸轴中。并将其安装入碳带回收轴的位置。 2.2 请注意碳带回收轴较大的那边是装在碳带机构的右边位置。 2.3 依相同方法将碳带卷轴插入碳带轴中。并将其安装入碳带供应轴的位置。
2.4 将印字头座架释放杆往上拉,打开印字头座架。 2.5 拉住碳带前端向后拉,经由印字头座架下方( ↓RIBBON贴纸处)往前拉到碳带回卷轴上方。用胶带将碳带前端的透明部份平整地贴附于碳带回卷轴上的纸轴上。 2.6 以顺时针方向卷动碳带回滚动条,使碳带前端的透明部份平整地依附在回滚动条上,直到看见黑色碳带为止。
2.7 卷紧碳带使碳带上没有任何皱折(否则打印出的条码不清晰)。 3.标签纸的安装 3.1 打开打印机的上盖。 3.2 按下印字头座架释放杆打开印字头座架。 3.3 将卷标滚动条插入卷标卷﹝印字面向外卷﹞之中心孔内。将固定片接到标签滚动条上。将卷标卷平稳地放置于标签架的凹槽中。
3.4 依底座印有的Label↓的箭头指示方向,将标签卷之前端从印字头座架下,经由压杆上方,再向前经过标签出口拉出。 3.5 标签纸从电路板下方穿过;依照纸卷之宽度调整导纸器,使其与标签卷宽度相符并保证居中位置。 3.6 压下印字头座架。 3.7 将卷标卷往反方向卷紧,使标签纸保持张紧的状态。 3.8 关闭打印机上盖。 4.机器初始化操作 机器初始化(恢复机器出厂设置)步骤: 4.1将机器关机; 4.2 在关机状态下,同时按住FEED进纸键和PAUSE暂停键不要松开;
Zebra 105SE/SL中文使用手册 1、打印机的参数 斑马公司推出的105SE/SL打印机是一款经济实用的条码条印机,它具有较 多的打分辨率选择,除了应用最广的203dpi标准配置外,还有152dpi打印头,特 别适用于打印UPC码和EAU码,它可以达到令人满意的100%放大率,当需要在一 张标签上打印很多信息时,可以选择300dpi的打印头,特别适用于打印高密度条 码和明快的图像以及小字号的文字。 Zebra 105SL热传感打印机为一种工业级,金属壳条形码打印机,它是斑马 公司经典机型105SE的换代机型.在105SE 基础上增加了液晶面板控 制,ZebraLink网络连接以及更大的内容空间等多项功能。105SL适用于任何场 合的标签打印,如:钢厂的金属卷、码头上的货盘、锯木场中的木材/工厂的零 件以及仓贮打印标签。 .全金属外壳,可长时间工作。 .特有的后备电池(选件)可以使打印机关机后仍能将图文长时间保存下来。 .内置回绕器(选件)可以将直径8英寸的标签回卷,以防沾染灰尘。 .32位RISC微处理器,当需要打印尺寸且有复杂图形的标签时,内存可扩至1MB。 .快速的32位微处理器,配以简单易用的ZPII编程语言,可以做到一边打印一边排版,令您在很短的时间内.打印出更多的标签。 .自动测纸、可升级字体、彩色可操作部件、Zebra的E3打印元件控制技术、反射式传感器。 1.1 Zebra 105SL打印机参数表 .打印机规格打印方式: 热转/热敏方式(不用碳带) 最大打印宽度:104mm最大打印长度:(203dpi)2692mm或(300dpi)165mm(标准内存) 分辨率:203dpi(8点/mm);300dpi(12点/mm)打印速度:(203dpi)203mm/秒或(300dpi)203mm/秒.物理特性: 长度:495mm 宽度:283mm 高度:394mm 结构:全金属结构,大视窗净重:25kg .产品特性: 标准内存:3MB DRAM 750K FLASH;扩展内存到8Mb 32位RISC微处理器自动测纸可升级字体 彩色可操作部件 Zebra 的E3打印元件控制技术 穿透式传感器选配:回卷器、切刀、底纸剥离器 .软件: ZPL II 编程语言 .使用环境: 操作温度:5—40度存储温度:-40—60度 操作湿度:20%—80% 存储湿度:5%—85% .其它参数: .电气参数: 内置自动转换电源90V/265V 48—62Hz 最大电流5A .通迅接口: RS232/422/485 接口及标准并口:IEEE1284双向并口准并口 .标签:
设备操作规程模版 Prepared on 22 November 2020
XXX 公司 标准管理规程 标题 500L 配料罐操作规程 制定人 日期 编号 JSS2-12-2 第一审核人 日期 页数 10 第二审核人 日期 生效日 批准人 日期 颁发部门 企业管理部 分发 接收部门 — 目的:规范配料罐的操作 责任者:配料罐操作人员 规程: 1.设备示意图 配料罐盖示意图 配料罐面板示意图 2.准备工作 按《热水罐操作规程》(JSSN-12-33)运行热水罐。 按《配料服务站操作规程》(JSSN-12-1)运行配料服务站。 3.运行前检查 配料罐与循环水、氮气、真空、纯化水(或热水)连接的软管连接牢固。 配料罐罐盖与罐体的紧固螺丝已旋紧,罐盖与罐体密封良好。 胶体磨电源线连接正确。 控制面板上紧急开关已解开。 配料罐罐控制面板上、 两指示灯亮。 4.运行 VOLTAGE PANEL SERVICE AIR PRESENCE 5.照明灯 7.视镜口 6.真空阀 4.安全阀 3.清洗阀 2.氮气阀 1压力表.
开启配料罐电源 4.1.1旋转配料罐控制面板上的电源开关至水平位置。 、、三个指 示灯亮,按钮灯亮。 4.1.2按下按钮,按钮灯灭。 4.1.3按,屏幕显示: 4.1.4按,输入“1”,按确认。 指示灯亮,按钮灯亮。 4.1.5按下按钮,按钮灯灭。 指示灯 灭。 连接到配料服务站 4.2.1按 ,屏幕显示: 4.2.2按,在FROMMIXING=10处输入“1”,按确 认。 指示灯亮。 4.2.3按下按钮,按钮灯亮。 开启配料罐夹套水循环 4.3.1打开配料罐夹套循环水进水、出水阀门。 4.3.2按下按钮,按钮灯亮。循环泵启动。屏幕显示: 4.3.3按,输入目标温度,按确认。 4.3.4当实际温度低于设定时按钮灯亮,配料罐夹套热水启动。 4.3.5当实际温度高于设定时按钮灯亮,配料罐夹套冷却水启动。 抽真空 4.4.1确认排气阀、清洗阀、氮气阀、进料口以及罐底阀门已关闭。 4.4.2按下按钮,按钮灯亮。真空泵启动。 4.4.3打开真空软管两端的阀门。 4.4.4观察压力表指针,待指针所指示的数字与工艺要求相一致时,按“4.6”停止抽真空。 VACUUM PUMPSTART-STOP COLDWATER VALVE START-STOP HOTWATER VALVE START-STOP ENTER PRODUCTION HOTWATERC..99 PRODUCTIONC..99 NEWTEMPC..99 RECIRCLE PUMP START-STOP CONNECTION TO SERVICE CONTROL FROM MIXING ENTER ←CONTROLPANEL → FROMMIXING=10 OR → OPEN PORTHOLE EMERGENCY RESET EMERGENCY RESET OPEN PORTHOLE ENTER GENERALPOWER ←ON=0→ F1 EMERGENCY RESET EMERGENCY RESET STOPPAGE COLLOID MILL STOPPAGE TURBOMIXER VOLTAGE PANEL MIXING
标签打印机: 标签打印机或智能标签打印机指的是无需与电脑相连接,打印机自身携带输入键盘或者智能触屏操作,内置一定的字体、字库和相当数量的标签模板格式,通过机身液晶屏幕可以直接根据自己的需要进行标签内容的输入、编辑、排版,然后直接打印输出的打印机。 得力标签打印机设置步骤: 得力标签打印机DL-820T拥有热敏和热转印两种打印方式,后者需要安装碳带耗材,而热敏要求打印纸是热敏纸。如果只使用热敏打印,可不安装碳带,另需在得力的打印机设置工具DeliUtilityTool 中进行设置。这些设置除了在“设置打印机”中将相关打印方式设置成热敏外,还需要在设置结束时,点击“标签自动学习”进行保存,否则前面所有热敏设置是不生效的。 热敏打印除了以上设置外,其余地方一般都可使用默认值。设置完成后就可以打印热敏标签了。该型号打印机最大进纸宽度可达110mm,可通过纸张调节杆对进纸宽度进行定位,唯一的不便是原装打热敏标签中间的圆孔太大,安装在打印机内部不大牢靠。 起源 在办公室、工厂、仓库以及商场等许多地方都需要使用各种类型的标签。比如:购买服装时,服装上的吊牌,火车票、登机牌、行李牌,在商店中商品的标签等等。由于标签一般都较小,使用普通的打印机打印并不合适。针对这一情况,一些打印机厂商设计出了标签打印机、智能标签打印机。
操作考虑 操作界面是标签打印机性能一个至关重要的因素。对于标签打印机来说,操作界面直接关系到它使用的方便性和功能的发挥。良好的操作界面能够实现功能设置独立、便捷;规范化的文档管理,方便文件查阅存取,还可以根据内容变化适时更换“表格制作”的功能,可以为所需打印的标签提供统一登记样式套管功能;布线方便,一些细琐线件的添加,井然有序,能让用户随时拥有独具个性的实用标签。 一台好的标签打印机应该具有多种的中英文字体,可以在实际的操作中供用户所选择。在中文字体中宋、黑、楷三种字体是最基本的要求;而英文字体中则至少要有6~7字体,如:Song、HV、CR、BR、PL、CB、ST等。当然,如果能够拥有更加丰富的字体系统则更好。而字库系统方面,仅仅具有GB2312规定的汉字6763个字是远远满足不了实际使用要求的,机器中需要含有多种图形文字、各种符号、计量单位、俄文字母、希腊字母、日文字母和各种图形标志。不过在实际的应用中,需求是不断地增加的。为了解决这一问题,某些产品设计了造字造图功能可以自行设计未被内置的文字、符号,极大拓展和丰富了应用的领域。在实际的标签打印中,不同的边框、表格和修饰能够使标签更加的美观,标识、区分的功能和作用更佳。因此字框线、外框、表格、网格的种类,倾斜、对齐、阴影等文字修饰效果的数量以及背景印刷、定长是标签打印机的一个非常的功能技术指标。 其他需求
XXX 公司 标准管理规程 P1/10 标题 500L 配料罐操作规程 制定人 日期 编号 JSS2-12-2 第一审核人 日期 页数 10 第二审核人 日期 生效日 批准人 日期 颁发部门 企业管理部 分发 接收部门 — 目的:规范配料罐的操作 责任者:配料罐操作人员 规程: 1.设备示意图 配料罐盖示意图 配料罐面板示意图 2.准备工作 按《热水罐操作规程》(JSSN-12-33)运行热水罐。 按《配料服务站操作规程》(JSSN-12-1)运行配料服务站。 3.运行前检查 配料罐与循环水、氮气、真空、纯化水(或热水)连接的软管连接牢固。 配料罐罐盖与罐体的紧固螺丝已旋紧,罐盖与罐体密封良好。 胶体磨电源线连接正确。 控制面板上紧急开关已解开。 5.照明灯 7.视镜口 6.真空阀 4.安全阀 3.清洗阀 2.氮气阀 1压力表.
配料罐罐控制面板上、 两指示灯亮。 4.运行 开启配料罐电源 4.1.1旋转配料罐控制面板上的电源开关至水平位置。 、、三个指 示灯亮,按钮灯亮。 4.1.2按下按钮,按钮灯灭。 4.1.3按,屏幕显示: 4.1.4按,输入“1”,按 确认。 指示灯亮, 按钮灯亮。 4.1.5按下 按钮,按钮灯灭。 指示灯灭。 连接到配料服务站 4.2.1按 ,屏幕显示: 4.2.2按,在FROMMIXING=10处输入“1”,按确 认。 指示灯亮。 4.2.3按下按钮,按钮灯亮。 开启配料罐夹套水循环 4.3.1打开配料罐夹套循环水进水、出水阀门。 4.3.2按下按钮,按钮灯亮。循环泵启动。屏幕显示: 4.3.3按,输入目标温度,按确认。 4.3.4当实际温度低于设定时按钮灯亮,配料罐夹套热水启动。 4.3.5当实际温度高于设定时按钮灯亮,配料罐夹套冷却水启动。 抽真空 4.4.1确认排气阀、清洗阀、氮气阀、进料口以及罐底阀门已关闭。 4.4.2按下按钮,按钮灯亮。真空泵启动。 4.4.3打开真空软管两端的阀门。 4.4.4观察压力表指针,待指针所指示的数字与工艺要求相一致时,按“4.6” VACUUM PUMPSTART-STOP COLDWATER VALVE START-STOP HOTWATER VALVE START-STOP ENTER PRODUCTION HOTWATERC..99 PRODUCTIONC..99 NEWTEMPC..99 RECIRCLE PUMP START-STOP CONNECTION TO SERVICE CONTROL FROM MIXING ENTER ←CONTROLPANEL → FROMMIXING=10 OR FROMSERVICE=10 → OPEN PORTHOLE EMERGENCY RESET EMERGENCY RESET OPEN PORTHOLE ENTER GENERALPOWER ←ON=0→ F1 EMERGENCY RESET EMERGENCY RESET STOPPAGE COLLOID MILL STOPPAGE TURBOMIXER VOLTAGE PANEL MIXING VOLTAGE PANEL SERVICE AIR PRESENCE
TSC TTP-244ME Plus 说明书 用户手册 操作手册 操作说明 它采用铁制外壳,, 是一部稳定耐用的中型工业级条码列印机。。它采用铁制外壳TSC TTP-244ME Plus是一部稳定耐用的中型工业级条码列印机 我们特别设计透明视窗,,方便您随时检查碳 于机器上方,,我们特别设计透明视窗 适用于各种不同条件的工作环境。。于机器上方 适用于各种不同条件的工作环境 带及纸张的使用情形。
TSC TTP-244ME Plus操作简单,配备中文化LCD控制面板,可以显示关于条码机的各种讯息及功能,例如列印标签张数、纸张用尽、碳带用尽、打印头未关、切刀控制等。它还可以模拟其他品牌程式语言,为您创造一个最佳化的软体相容环境。 TSC TTP-244ME Plus规格优越,采用32位元中央微处理器(CPU);标准记忆体内建2MB DRAM/2MB Flash ROM;每秒4英吋列印速度(203DPI);提供Centronics Parallel和Serial RS-232C两种通讯介面;具备自动测纸功能,节省您每次开机使用时的作业时间与纸张成本。 TSC TTP-244ME Plus特点: ◆203dpi解析度,每秒4英寸打印速度 ◆32位中央微处理器(CPU) ◆内建2MB DRAM/2MB Flash ROM记忆卡,最大可扩展至6MB Flash ROM(选购) ◆内建100-240V电压自动切换电源供应器 ◆标签剥离功能 ◆自动切刀(选购)可裁切厚度达0.25mm的各式标签 ◆世界级条码标签编辑软件,可支持数据库打印,Windows驱动程序可支持Win95,98,ME,2000,XP,Vista等操作系统 TSC TTP-244ME Plus应用范围:电子、家电、通讯产品的规格标签、生鲜冷冻食品标签、外箱标签、票务收据、服饰业吊牌、吊贴等各种中英文字、数字、条码、图形、框线的打印需求 选购配件:自动切刀/时间日期计数器(RTC)/标签剥离装置/外部以太网打印服务器/1MB-4MB Flash记忆卡/扫描器/单机操作键盘 TSC TTP-244ME详细参数: 列印模式:热转式/热敏式 解析度:203dpi(8dots/mm) 最大列印速度:每秒4〞(101.6mm) 最大列印宽度:104mm 最大列印长度:1016mm(40〞) 机壳:金属结构含透明视窗 打印机尺寸:360mm(W)×295mm(H)×220mm(D) 打印机重量:11.2KG 可容卷纸尺寸:178mm(7〞)外径 碳带:300公尺,内卷式和外卷式碳带皆适用 碳带宽度:25.4mm-110mm 碳带轴心:25.4mm 中央处理器:32-bit RISC CPU 记忆体:2MB FLASH Memory,2MB DRAM 通讯接口:标配RS232串口、并口 电源规格:内建电压自动切换电源供应器,交流输入:100-240V,50/60Hz,交流输出:24V,3.75A
机械设备安全操作规程(标准 版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0852
机械设备安全操作规程(标准版) 1、机械设备开机前,应先检查机械设备是否装设了合理、可靠而又不影响操作的安全装置,若不符合安全要求,应及时向车间提出安全整改意见或方案; 2、检查零部件是否有磨损严重、报废和安全松动的迹象,发现后应及时更换、维修、维护,防止设备带病运行; 3、检查电线、控制柜是否破损,所处环境是否可靠,设备的接地或接零等设施是否安全,发现不良状况,应及时采取防护措施; 4、检查各传动部位有无安全防护罩,作业巡视及靠近其附近时不得身着宽大的衣物,女同志不得披长发; 5、作业人员在操作时应按规定穿戴劳动防护用品; 6、作业人员不得随意拆除机械设备的安全装置; 7、维护保养维修及清理设备、仪表时应确认设备、仪表已处于
停机状态且电源已完全关闭;同时应在工作现场分别悬挂或摆放警示牌标识,提示设备处于维护维修状态或有人在现场工作; 8、设备运转时,严禁用手调整、测量工件或进行润滑、清除杂物、擦拭设备; 9、维护、维修等操作工作结束后,应将器具从工作位置退出,并清理好工作场地和机械设备卫生。 10、车间应定期做好设备的维护、保养、和维修工作,保证机械设备的正常运行。 11.维护保养维修前应知此项工作应注意的事项,维护保养维修的操作程序,维护保养维修时工作人员思想要集中,穿戴要符合安全要求,站立位置要安全; 12.根据维护保养维修的部位和实际情况切断相应的电源,并用完好的万用表或测电笔检验确认。 13.维护维修设备时,要正确使用拆卸工具,严禁乱敲乱拆,不得随意拆除、改变设备的安全保护装置。 14.车间内和机器上的说明、安全标志和标志牌,在任何时间都
珠海市华尚光电科技有限公司→ 新闻资料→ 条码知识 条码打印机常用参数解释 大家看到的所有的条码打印机有很多参数,现在我对一些条码打印机的重要参数进行一些简单介绍,以便朋友们能够更多的了解条码打印机的性能,为选购合适的条码打印机做一个参考! 条码打印机——字体 字体指的是条码打印机在没有外来字库的支持下,通过自身携带的字库,可以实现的字体种类和数量。其中字体又分为中文字体、英文字体和一些其它类型的字体。字体的变化一般可以通过打印机面板上的按钮来实现。 条码打印机——接口类型 接口类型指的是条码打印机与电脑系统采用何种方式进行连接。常见的接口类型:并口(也有称之为IEEE 1284,Centronics)和串口(也有称之为RS-232接口)和USB接口,还有PS/2接口。 目前在条码打印机上使用较多的还是并口和串口。并口又称为并行接口,目前主要作为打印机端口,采用的是25针D形接头。所谓“并行”,是指8位数据同时通过并行线进行传送,这样数据传送速度大大提高。但并行传送的线路长度受到限制,因为长度增加,干扰就会增加,数据也就容易出错。目前计算机基本上都配有并口。 串口叫做串行接口,现在的PC机一般有两个串行口COM1和COM2。串行口不同于并行口之处在于它的数据和控制信息是一位接一位地传送出去的。虽然这样速度会慢一些,但传送距离较并行口更长,因此若要进行较长距离的通信时,应使用串行口。 条码打印机——内存 由于需要存储编辑的条形码内容,同时也是为了提高产品的运行速度,尤其是打印时的速度,以在进行打印任务中起到存储打印任务和打印任务缓冲的作用,以确保打印任务的顺利完成,条形码打印机在产品中设计了内部存储器(简称内存),以存储用户编辑的内容和一些打印时需要进行存储交换的数据。条形码虽小,但实际上包含的信息量还是比较的大的,因此条形打印机内存需要量还是比较大,有的还另有闪存作为补充。 条码打印机——碳带长度 条码打印机的耗材称之为碳带,碳带长度自然就是指碳带有多长。碳带的长度越长,它的使用
XXX公司 标准管理规程 标题500L配料罐操作规程 制定人 日 期 编 号 JSS2- 12-2 第一审核人 日 期 页 数 10 第二审核人 日 期 生效 日 批准人 日 期 颁发 部门 企 业管理部 分发 接收 部门 — 目的:规范配料罐的操作 责任者:配料罐操作人员 规程: 1.设备示意图 5.照 6.真 4.安 3.清 2.氮气
配料罐盖示意图 7.视镜口 1压力
配料罐面板示意图 2.准备工作 2.1按《热水罐操作规程》(JSSN-12-33)运行热水罐。 2.2按《配料服务站操作规程》(JSSN-12-1)运行配料服务站。 3. 运行前检查 3.1配料罐与循环水、氮气、真空、纯化水(或热水)连接的软管连接牢固。 3.2配料罐罐盖与罐体的紧固螺丝已旋紧,罐盖与罐体密封良好。 3.3胶体磨电源线连接正确。 3.4控制面板上紧急开关已解开。 3.5配料罐罐控制面板上 、 两 指示灯亮。 4. 运行 4.1开启配料罐电源 4.1.1旋转配料罐控制面板上的电源开关至水平位置。 、 三 个指 按钮灯亮。 4.1.2按钮,按钮灯灭。 4.1.3按 ,屏幕显示:
4.1.4按 ,输入“1”,按 确认。 指示灯亮, 按钮灯亮。 4.1.5按下 按钮,按钮灯灭。 指 示灯灭。 4.2 连接到配料服务站 4.2.1按 ,屏幕显示: 4.2.2按 ,在FROM MIXING = 1 0 处输入“1”,按 确 认。 指示灯亮。 4.2.3按下 按钮,按钮灯亮。 4.3 开启配料罐夹套水循环 4.3.1打开配料罐夹套循环水进水、出水阀门。 4.3.2按下 按钮,按钮灯亮。循环泵启动。屏幕显示: OPEN PORTHOLE EMERGENC Y RESET EMERGENC Y RESET OPEN PORTHOLE RECIRCLE PUMP START-STO P CONNECTIO N TO SERVICE CONTROL FROM MIXING EN ← CONTROL PANEL → FROM MIXING = 1 0 OR FROM SERVICE = 1 0 → EN GENERAL POWER ← ON = 0 →
SATO LM412e条码打印机操作手册 1、SATO LM412e条码打印机各部位介绍 1.1 碳带回卷轴/碳带供给轴/操作面板/打印头/打印部件/打印辊轴/介质挡板/打印头锁闩/折叠纸进纸口/介质架 1.2 LCD液晶屏/功能键/电位器/LED指示灯/拨位开关
LM412e控制面板描述表:
2、SATO LM412e条码打印机安装说明 2.1 标签或吊牌的安装 ① 向上掀起侧盖 ② 逆时针旋转打印头开合机构,打开打印头机构 ③ 把介质卡位向外推,以达到最大介质宽度,然后旋转下压 ④ 把标签或吊牌卷放入介质供给架,然后沿着介质路径装入标签或吊牌 ⑤ 把介质卡位旋转复位,然后推到标签外侧(轻靠) 2.2 碳带的安装
① 向上掀起侧盖 ② 逆时针旋转打印头开合机构,打开打印头机构 ③ 把碳带卷插入碳带供应轴内(有碳面朝下),碳带拉动穿过打印头机构 ④ 将一个空纸轴插入碳带回卷轴,然后将碳带用粘带粘贴到空纸轴上,如图示旋转碳带回卷轴 ⑤ 标签和碳带安装完毕后,如图所示 ⑥ 顺时针旋转打印头开合机构,标签和碳带安装完毕 2.3 打印机操作模式选择 每次打印前首选需要确认打印机的操作模式 ①从标签的识别来确认,主要有连续纸模式、间隔定位模式、黑标定位模式。
◆连续纸模式:需调调整设置菜单里的“MOVE MODE”为CONT,“PITCH SENSOR”为OFF ◆间隔定位模式:需调整设置菜单里的“MOVE MODE”为TEAR,“PITCH SENSOR”为ON,DSW2=OFF ◆黑标定位模式:需调整设置菜单里的“MOVE MODE”为TEAR,“PITCH SENSOR”为ON,DSW2=ON ②从标签的打印方式来确认,主要有热转印模式、热敏模式 ◆热转印模式:需调调整DSW1为OFF ◆热敏模式:需调调整DSW1为ON ③ 根据标签的定位方式来确认标签传感器的位置,在制作标签时需要参考其定位最小尺寸,LM408e标签传感器的识别位置如图所示 2.4 打印机接口选择 ●RS232C高速串口