
射线检测缺陷长度测量结果的不确定度评定
一、射线检测方法
用最小刻度为0.1mm的直尺读出一块长度固定的试块重复测定期10次。
射线检测20mm厚的钢板对接焊缝。根据JB/T4730.2-2005标准对同一缺陷重复测定10次,得缺陷长度L,采用最小刻度为0.1mm的直尺读出。
二、分析测量不确定度的来源
1、量尺带来的不确定度可以通过最小分度值和对同一长度试块重复测量得到。
2、测试过程中,测试人员的操作误差可以通过大量试验得到。
3、射线检测过程中,有X光机引入的不确定度(管电压的波动、焦距的微小变化、透照时
的微小波动等),可通过大量重复性实验得到。
4、暗定在底片冲洗过程中采用同一条件、同时冲洗,所以带来的不确定度可以忽略。
5、黑度计的测量误差可以忽略。
6、透照角度的影响可以忽略(基本保持不变)。
7、测定过程中的环境的温度、湿度等也有影响,但太小,可忽略。
三、A类不确定度
1、尺的不确定度的测定
通过公式:U=(∑(X i-X)/(n(n-1))
可以求出平均值标准偏差:U=0. 03
取P=95%,Kp=2,得尺的不确定度U95%=2×0. 03=0.06mm
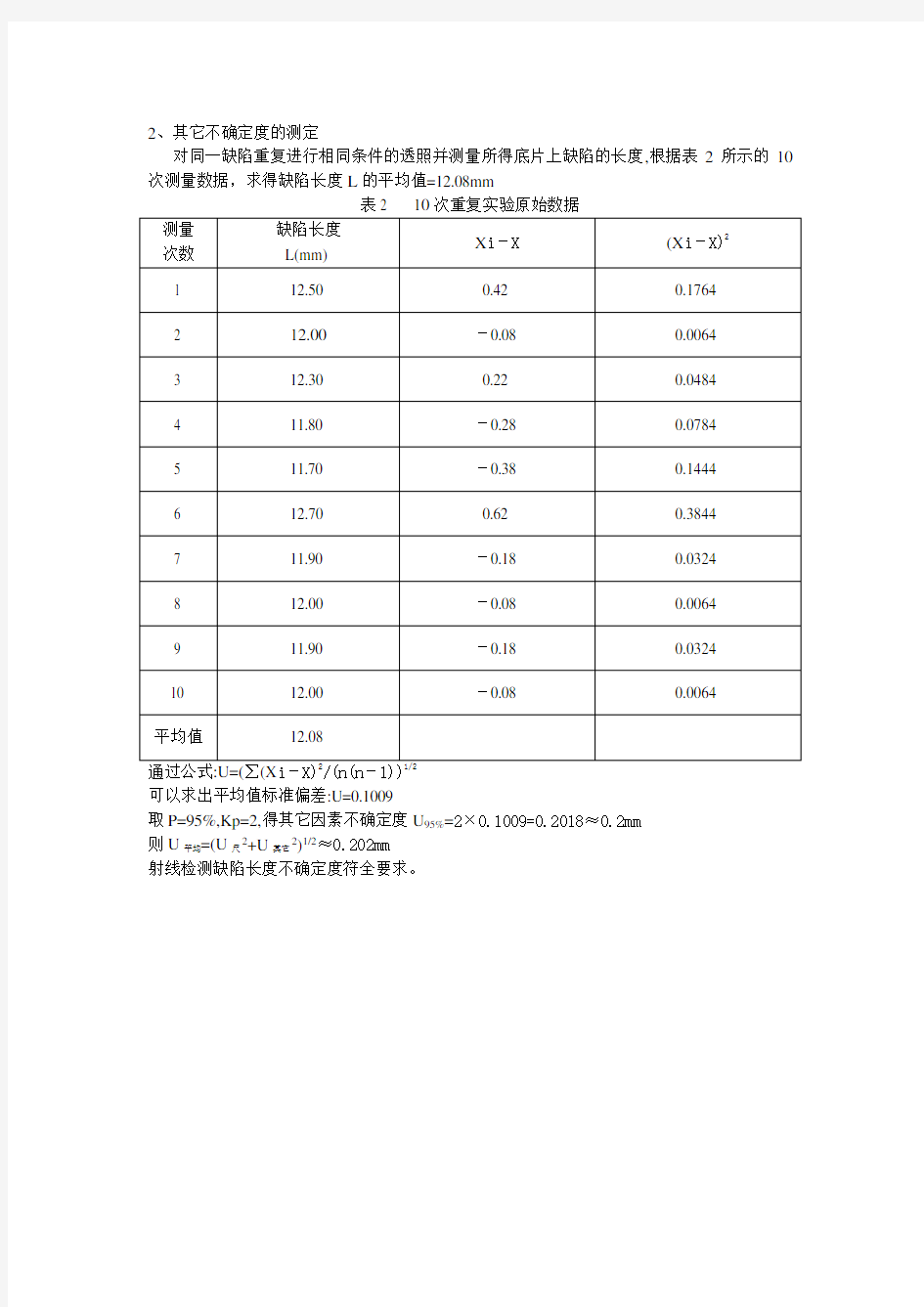
2、其它不确定度的测定
对同一缺陷重复进行相同条件的透照并测量所得底片上缺陷的长度,根据表2所示的10次测量数据,求得缺陷长度L的平均值=12.08mm
通过公式:U=(∑(X i-X)/(n(n-1))
可以求出平均值标准偏差:U=0.1009
取P=95%,Kp=2,得其它因素不确定度U95%=2×0.1009=0.2018≈0.2mm
则U平均=(U尺2+U其它2)1/2≈0.202mm
射线检测缺陷长度不确定度符全要求。
X射线得无损检测技术 一前言 无损检测方法就是利用声、光、电、热、磁及射线等与被测物质得相互作用,在不破坏与损伤被测物质得结构与性能得前提下,检测材料、构件或设备中存在得内外部缺陷,并能确定缺陷得大小、形状与位置。 无损检测得技术有很多,包括:染料渗透检测法、超声波检测法、强型光学检测法、渗透检测法﹑声发射检测法,以及本文介绍得x射线检测法。 X射线无损探伤就是工业无损检测得主要方法之一,就是保证焊接质量得重要技术,其检测结果己作为焊缝缺陷分析与质量评定得重要判定依据,应用十分广泛。胶片照相法就是早期X射线无损探伤中常用得方法。X射线胶片得成像质量较高,能够准确地提供焊 缝中缺陷真实信息,但就是,该方法具有操作过程复杂、运行成本高、结果不易存放且查询携带不方便等缺点。 由于电子技术得飞速发展,一种新型得X射线无损检测方法“X 射线工业电视”已应运而生,并开始应用到焊缝质量得无损检测当中。X射线工业电视己经发展到由工业CCD摄像机取代原始X 射线无损探伤中得胶片,并用监视器(工业电视)实时显示探伤图
像,这样不仅可以节省大量得X射线胶片,而且还可以在线实时检测,提高了X射线无损检测得检测效率。但现在得X射线工业电视大多还都采用人工方式进行在线检测与分析,而人工检测本身存在几个不可避免得缺点,如主观标准不一致、劳动强度大、检测效率低等等。 x射线无损探伤计算机辅助评判系统得原理可以用两个“转换”来概述:首先X射线穿透金属材料及焊缝区域后被图像增强器所接收,图像增强器把不可见得X射线检测信息转换为可视图像,并被CCD摄像机所摄取,这个过程称为“光电转换”;就信息量得性质而言,可视图像就是模拟量,它不能被计算机所识别,如果要输入计算机进行处理,则需要将模拟量转换为数字量,进行“模/数转换”,即经过计算机处理后将可视图像转换为数字图像。其方法就是用高清晰度工业CCD摄像机摄取可视图像,输入到视频采集卡当中,并将其转换为数字图像,再经过计算机处理后,在显示器屏幕上显示出材料内部缺陷得性质、大小与位置等信息,再按照有关标准对检测结果进行等级评定,从而达到焊缝焊接质量得检测与分析。 二 X射线无损检测系统结构与原理 射线无损探伤缺陷自动检测系统得硬件组成与结构如图1所示。系统主要由三个部分组成:信号转换部分、图像处理部分及缺陷位置得获取与传输部分。
无损检测与射线评片 1、什么是无损检测? 无损检测是在不破坏或损伤被检物体的条件下检查被被检测物体的状态的一种检测工艺方法。 2、无损检测的目的 ①、改进制造工艺②、降低制造成本③、保证产品质量④、确保设备安全运行 3、常规无损检测方法及代号 ①、射线检测(RT)②、超声波检测(UT)③、磁粉检测(MT)④、渗透检测(PT) ⑤、电磁(涡流)检测(ET) 除此之外,《特种设备无损检测人员考核与监督管理规则》还规定了以下两种方法的考核要求:⑥、声发射(AE)⑦、热像/红外(TIR) 4、无损检测方法的应用特点 ①选择合理的检测方法 工件材质 加工工艺和缺陷类型 质量要求 ②选择合理的检测时机 缺陷出现时机 工件表面状态 ③综合运用无损检测方法 缺陷类型和特征 检测方法的特点和适用性 二、无损检测方法及应用 1、射线检测(RT) 1)射线检测用的射线X射线γ射线中子射线 2)X射线和γ射线的性质 X射线和γ射线与可见光一样属于电磁波。主要性质: ·不可见,以光速沿直线传播 ·能穿透可见光不能穿透的物质 ·穿透物质时能被物质吸收和散射而发生衰减。 ·能使气体电离 ·光化学效应,能使胶片感光 ·荧光效应,能使某些荧光物质发荧光 ·生物效应,能杀死有生命的细胞 3)射线检测方法 按记录方式不同分为 -射线照相法 -荧光屏成像法 -气体电离法 -电视成像法 按射线源不同分为 -X射线探伤法 -高能X射线探伤法
-γ射线探伤法 4)射线照相法原理 射线穿透物质时,其强度会由于物质的吸收和散射而发生衰减,衰减的程度取决于物质厚度和密度。当物体中存在缺陷时,由于缺陷部位的厚度和密度发生变化,穿过无缺陷完好部位和有缺陷部位的射线强度不同,因而使胶片的感光程度不同,胶片处理后,就形成了黑白不同的影像。 5)射线检测主要设备器材 射线源:X射线机、高能X射线机、γ射线机、X射线胶片、增感屏、象质计、铅标记、胶片处理设备 6)射线照相法适用范围 适用于检查各种金属和非金属材料和工件的内部缺陷,常用于铸件和焊缝。 7)射线照相法的特点和局限性 优点: -不受材料及表面状态限制,适用广泛。-检测结果直观。-定性定量容易。 -底片可永久性保存 局限性: -检测成本高,检测速度慢。-检测灵敏度与材料厚度相关。-对细微的密闭性裂纹和未熔合类面状缺陷可能漏检。-射线对人体有害,需安全防护。 2、超声波检测(UT) 1)声波、超声波和次声波 机械振动在弹性介质中的传播叫机械波,机械波按振动频率分为声波、超声波和次声波。 次声波:频率≤20Hz,人耳听不到 声波:频率>20—20000Hz,人耳能听到 超声波:频率>20000Hz,人耳听不到 2)超声波的主要特性 -具有良好的方向性,可定向发射 -传播过程中会因扩散和介质吸收和散射而发生衰减 -在异质界面上能产生反射、折射和波型转换 -频率高能量高,在大多介质中传播能量损失小,穿透厚度大。 3)超声波的类型 按介质质点振动方向分类: ①、纵波:介质质点振动方向与传播方向平行的波。在固、液、气中传播; ②、横波:介质质点振动方向与传播方向垂直的波。只在固体中传播; ③、表面波:沿固体表面传播的波(靠表面的质点椭圆振动)。 ④、板波:在板厚与波长相当的薄板中传播的波(两表面质点椭圆振动,中间层平行或垂直振动)。 超声波检测方法 4)按原理分类:
无损检测之射线检测试题汇编 评定篇 资料整理:无损检测资源网
评定1.钢板厚度15毫米,双面焊缝加强高之和为5毫米的焊接件,在底片上能发现直径为0.4mm的钢丝透度计,这时所达到的灵敏度为下列哪一个?(b):a.1% b.2% c.3% d.1.5% 2.决定可检出缺陷在射线透照方向最小尺寸的是影像的(a) a.对比度 b.不清晰度 c.颗粒度 d.以上都是 3.射线底片上所能记录的细节最小尺寸决定于(c):对比度 b.不清晰度 c.颗粒度 d.以上都是 4.射线照相灵敏度实际是(d)的一种综合评定:a.对比度b.清晰度 c.颗粒度 d.三者都是 5.射线照相灵敏度这个概念是用来描述(d)的 a.射线照片记录、显示细节的能力 b.射线照片记录和显示缺陷的能力 c.射线照相能够发现最小缺陷能力的定性评价 d.以上都对 6.射线照相灵敏度这个概念是用来描述(a)的 a.射线照片记录、显示细节的能力 b.射线照相能够发现的最小缺陷尺寸 c.射线照相能够发现最小缺陷能力的定量评价 d.以上都对 7.射线照相灵敏度这个概念是用来描述(b)的 a.射线照相能够发现的最小缺陷尺寸 b.射线照片记录和显示缺陷的能力 c.射线照相能够发现最小缺陷能力的定量评价 d.以上都对 8.评定射线照相灵敏度是通过(a)的显示:a.像质计 b.底片黑度 c.底片清晰度 d.以上都不是 9.射线照相灵敏度的绝对灵敏度就是(b) a.射线照片上可发现的最小缺陷尺寸 b.射线照片上可识别的像质计最小细节尺寸 c.对所有像质计统一规定的像质指数 d.以上都不是 10.在射线检测中,能检出最小缺陷的能力称为(b) a.射线照相对比度 b.射线照相灵敏度 c.射线照像黑度 d.射线照相清晰度 11.在X射线底片上由于被显影的晶粒分布不均而引起的密度不均匀痕迹叫做(b) a.条纹 b.粒度 c.点 d.白垢 12.底片上局部或全部有灰雾的可能原因是(d) a.底片暗盒受热,例如阳光或辐射热 b.暗盒漏光 c.显影液温度过高 d.以
前言 船舶制造业自20世纪初开始研究焊接应用技术,并于1920年以英国船厂首次采用焊接技术建造远洋船为标志,焊接技术逐渐在船厂得到推广应用,并迅速取代铆接技术。由于焊接过程中各种参数的影响,焊缝中有时候不可避免地会出现裂纹、气孔、央渣、未熔合和未焊透等缺陷。为了保证焊接构件的产品质量,必须对其中的焊缝进行有效的检测和评价,尤其是在船舶压力管道、分段大接缝、外板及水密与强力接点等部位进行质量检测是十分必要的。 众所周知,船舶结构件发生焊接裂纹对结构强度和航行安全危害极大,特别是一些隐性裂纹不易发现,一旦船舶出厂,这些隐性裂纹后患无穷。因此,船舶在建造焊接过程中产生的裂纹一经发现,就必须立即查明原因并采取果断的措施彻底根除。焊接质量的检验方法,一般分无损检验和破坏检验两大类,采用何种方法,主要根据产品的技术要求和有关规范的规定。 无损探伤分渗透检验、磁粉探伤、超声波探伤和射线照相探伤。破坏检验方法是用机械方法在焊接接头(或焊缝)上截取一部分金属,加工成规定的形状和尺寸,然后在专门的设备和仪器上进行破坏试验。依据试验结果,可以了解焊接接头性能及内部缺陷情况,判断焊接工艺正确与否。经检验,船体结构焊缝超过质量允许限值时,应首先查明产生缺陷的原因,确定缺陷在工件上的部位。在确认允许修补时,再按规定对焊缝进行修补。
一、船舶焊接缺陷及无损探伤技术简介 1、船舶焊接中的常见缺陷分析 船舶焊接是保证船舶密性和强度的关键,是保证船舶质量的关键,是保证船舶安全航行和作业的重要条件。如果焊接存在着缺陷,就有可能造成结构断裂、渗漏,甚至引起船舶沉没。因此,在船舶建造中焊接质量是重点验收工作之一,规范也明确规定,焊缝必须进行外观检查,外板对接焊缝必须进行内部检查。船体焊缝内部检查,可采用射线探伤与超声探伤等办法。射线探伤能直接判断船体焊缝中存在的缺陷的种类、大小、部位及分布情况,直观可靠,重复性好,容易保存,当前船厂普遍采用X射线探伤来进行船体焊缝的内部质量检查。船舶焊接缺陷种类很多,按其位置不同,可分为外部缺陷和内部缺陷。常见缺陷有气孔、央渣、焊接裂纹、未焊透、未熔合、焊缝外形尺寸和形状不符合要求、咬边、焊瘤、弧坑等. 2、焊接缺陷分类 (1)气孔 气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。产生气孔的。 主要原因有:坡口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质、剥落等。由于气孔的存在,使焊缝的有效截面减小,过大的气孔会降低焊缝的强度,破坏焊缝金属的致密性。 预防产生气孔的办法是:选择合适的焊接电流和焊接速度,认真清理坡口边缘水份、油污和锈迹。严格按规定保管、清理和焙烘焊接材料。 (2)夹渣 夹渣就是残留在焊缝中的熔渣。夹渣也会降低焊缝的强度和致密性。 产生夹渣的原因主要是:焊缝边缘有氧割或碳弧气刨残留的熔渣;坡口角度或焊接电流太小,或焊接速度过快。在使用酸性焊条时,由于电流太小或运条不当形成“糊渣”;使用碱性焊条时,由于电弧过长或极性不正确也会造成夹渣。 防止产生夹渣的措施是:正确选取坡口尺寸,认真清理坡口边缘,选用合适的焊接电流和焊接速度,运条摆动要适当。 (3)咬边 焊缝边缘留下的凹陷,称为咬边。
无损检测之射线检测试题汇编 防护篇 资料整理:无损检测资源网
1.当管电压在400KV以上时,如果采用铅防护,会发生其他有害因素,故一般可选用(d)来代替 a.钢 b.硼 c.铝 d.含钡水泥混凝土 2.一般常用的钡水泥防护材料中所含的钡盐是(b)a.硝酸钡 b.硫酸钡 c.氯化钡 d.亚硫酸钡 3.常见的用作X、γ射线防护材料的是(e) a.贫化铀 b.铅 c.铅玻璃 d.重晶石水泥混凝土 e.以上都是 4.X射线操作人员终身累计剂量不得超过多少雷姆(rem)?(b):a.400 b.250 c.150 d.25 5.X射线操作人员每小时最大照射剂量不得超过多少毫雷姆(mrem)?(b) a.10 b.2.5 c.0.25 d.0.025 6.工作人员全身生殖腺或红骨髓之累积剂量应不超过(d) a.D=18(N-5) b.D=18(5-N) c.D=5(18-N) d.D=5(N-18) (式中:D-一生中之总剂量;N-工作人员之年龄) 7.依照法规,工作人员之全身,生殖腺或红骨髓在一年内所接受之最高许可剂量为(c) a.2.5mrem b.25mrem c.5rem d.15rem 8.某办公室的自然背景辐射剂量是100mR/年,这样的剂量(c): a.太高了 b.太低了 c.应属正常 d.可能是辐射屋 9.在医院作健康检查,照胸部X光,如果每次的辐射剂量是50mR,这样的剂量(a) a.太高了 b.太低了 c.应属正常 d.是半致死剂量 10.依据放射性防护安全标准的规定,工作人员一次紧急照射剂量不得超过一年剂量限度的(a) a.两倍 b.三倍 c.五倍 d.工作人员不要做紧急照射 11.在什么情况下对人员应予特别医务监护?(a) a.一次意外或紧急照射超过年许可量的两倍者 b.一次意外或紧急照射超过年许可量的5倍者 c.累积紧急照射超过年许可量的两倍者 d.紧急照射超过年许可量的5倍者 12.利用距离防护所依据的原理是(a) a.P2=P1R12/R22 b.P1=P2R12/R22 c.P2=P1R22/R12 d.以上都不对 (式中:P1-距放射源R1处的剂量率;P2-距放射源R2处的剂量率) 13.利用时间防护所依据的原理是(a):a.D=P?t b.D=P/t c.D=t/P d.以上都不对
X 射线的无损检测技术 .、八、一 一前言 无损检测方法是利用声、光、电、热、磁及射线等与被测物质的相互作用, 在不破坏和损伤被测物质的结构和性能的前提下, 检测材料、构件或设备中存在的内外部缺陷, 并能确定缺陷的大小、形状和位置。 无损检测的技术有很多,包括:染料渗透检测法、超声波检测法、强型光学检测法、渗透检测法、声发射检测法,以及本文介绍的 x 射线检测法。 X 射线无损探伤是工业无损检测的主要方法之一, 是保证焊接质量的重要技术, 其检测结果己作为焊缝缺陷分析和质量评定的重要判定依据, 应用十分广泛。胶片照相法是早期X 射线无损探伤中常用的方法。X射线胶片的成像质量较高,能够准确地提供焊 缝中缺陷真实信息, 但是, 该方法具有操作过程复杂、运行成本高、结果不易存放且查询携带不方便等缺点。 由于电子技术的飞速发展, 一种新型的X 射线无损检测方法“ X 射线工业电视”已应运而生, 并开始应用到焊缝质量的无损检测当中。X射线工业电视己经发展到由工业CCD摄像机取代原始X 射线无损探伤中的胶片, 并用监视器(工业电视)实时显示探伤图像, 这样不仅可以节省大量的X 射线胶片, 而且还可以在线实时检测,提高了
X射线无损检测的检测效率。但现在的X射线工业电视大多还都采用人工方式进行在线检测与分析, 而人工检测本身存在几个不可避免的缺点, 如主观标准不一致、劳动强度大、检测效率低等等。 x 射线无损探伤计算机辅助评判系统的原理可以用两个“转换” 来概述:首先X射线穿透金属材料及焊缝区域后被图像增强器所接收,图像增强器把不可见的X射线检测信息转换为可视图像,并被CCD 摄像机所摄取,这个过程称为“光电转换”;就信息量 的性质而言, 可视图像是模拟量, 它不能被计算机所识别, 如果要输入计算机进行处理, 则需要将模拟量转换为数字量, 进行“模/ 数转换” , 即经过计算机处理后将可视图像转换为数字图像。其方法是用高清晰度工业CCD摄像机摄取可视图像,输入到视频采集卡当中, 并将其转换为数字图像, 再经过计算机处理后, 在显示器屏幕上显示出材料内部缺陷的性质、大小和位置等信息, 再按照有关标准对检测结果进行等级评定, 从而达到焊缝焊接质量的检测和分析。 二X 射线无损检测系统结构与原理射线无损探伤缺陷自动检测系统的硬件组成与结构如图 1 所示。系统主要由三个部分组成: 信号转换部分、图像处理部分及缺陷位置的获取与传输部分。 圧射器
射线检测缺陷长度测量结果的不确定度评定 一、射线检测方法 用最小刻度为0.1mm的直尺读出一块长度固定的试块重复测定期10次。 射线检测20mm厚的钢板对接焊缝。根据JB/T4730.2-2005标准对同一缺陷重复测定10次,得缺陷长度L,采用最小刻度为0.1mm的直尺读出。 二、分析测量不确定度的来源 1、量尺带来的不确定度可以通过最小分度值和对同一长度试块重复测量得到。 2、测试过程中,测试人员的操作误差可以通过大量试验得到。 3、射线检测过程中,有X光机引入的不确定度(管电压的波动、焦距的微小变化、透照时 的微小波动等),可通过大量重复性实验得到。 4、暗定在底片冲洗过程中采用同一条件、同时冲洗,所以带来的不确定度可以忽略。 5、黑度计的测量误差可以忽略。 6、透照角度的影响可以忽略(基本保持不变)。 7、测定过程中的环境的温度、湿度等也有影响,但太小,可忽略。 三、A类不确定度 1、尺的不确定度的测定 通过公式:U=(∑(X i-X)/(n(n-1)) 可以求出平均值标准偏差:U=0. 03 取P=95%,Kp=2,得尺的不确定度U95%=2×0. 03=0.06mm
2、其它不确定度的测定 对同一缺陷重复进行相同条件的透照并测量所得底片上缺陷的长度,根据表2所示的10次测量数据,求得缺陷长度L的平均值=12.08mm 通过公式:U=(∑(X i-X)/(n(n-1)) 可以求出平均值标准偏差:U=0.1009 取P=95%,Kp=2,得其它因素不确定度U95%=2×0.1009=0.2018≈0.2mm 则U平均=(U尺2+U其它2)1/2≈0.202mm 射线检测缺陷长度不确定度符全要求。
磁粉检测缺陷长度测量结果的不确定度评定 一、磁粉检测方法 用最小刻度为0.1mm的直尺读出一块长度固定的试块重复测定期10次,确定尺的不确定度。 磁粉检测φ219×6.4的钢管对接焊缝。根据JB/T4730.2-2005标准对同一缺陷重复测定10次,得缺陷长度L,采用最小刻度为0.1mm的直尺读出。 二、分析测量不确定度的来源 1、量尺带来的不确定度可以通过最小分度值和对同一长度试块重复测量得到。 2、测试过程中,测试人员的操作误差可以通过大量重复性试验得到。 3、磁粉检测过程中,温度引入的不确定度,可通过大量重复性实验得到。 4、磁粉检测工艺、检测人员操作和检测设备的影响,所带来的不确定度可通过大量重复性 实验得到。 5、磁粉检测过程中光强的影响选成的误差,通过大量重复性实验得到。 6、测定过程中的环境的湿度等也有影响,但太小可以忽略。 三、A类不确定度 1、尺的不确定度的测定 通过公式:U=(∑(X i-X)/(n(n-1)) 可以求出平均值标准偏差:U=0. 03 取P=95%,Kp=2,得尺的不确定度U95%=2×0. 03=0.06mm 2、其它不确定度的测定
对同一缺陷重复进行相同条件的磁粉检测所得缺陷的长度,根据表2所示的10次测量数据,求得缺陷长度L的平均值=12.08mm 通过公式:U=(∑(X i-X)/(n(n-1)) 可以求出平均值标准偏差:U=0.0132 取P=95%,Kp=2,得其它因素不确定度U95%=2×0.0132=0.0264≈0.02mm 则U平均=(U尺2+U其它2)1/2=≈0.02mm 射线检测缺陷长度不确定度符全要求。
1、X射线的发现: 1895年,伦琴在做实验时偶然发现了一种尚未为人所知的射线。他发现这种射线的穿透能力很强,可以穿透千页书、2~3厘米厚的木板,甚至可以穿透肌肉照出手骨轮廓。这留下了一张经典的照片,底片上清晰的呈现出他夫人的手骨像,手指上的戒指也清清楚楚。 2、X射线的产生: 当高速运动着的电子被物质截制时,电子的运动速度急剧减小,根据电磁场理论,运动电荷的状态变化时,必须伴随有电磁效应,电子原有一部分或全部动能就会转换成另一种能量,以电磁波的形式辐射,此即韧致辐射。 在射线探伤法中,X射线是在一定的条件下,由阴级射出的高速电子撞击阳极金属靶发生韧致辐射效应而产生的。常规的X射线发生装置如下图所示
1-高压变压器2-钨丝变压器3-X射线管4-阳极 5-阴极6-电子7-X射线 3、X射线的性质 X射线与可见光在本质上完全相同,但X射线的光子能量远大于可见光,所以在性质上它们又存在明显的不同。X射线的主要性质可以归纳为下列几个方面: (1在真空中以光速直线传播,不受电场或磁场的影响; (2在媒质界面可以发生反射、折射,但其反射、折射与可见光有很大差别。对于常见的媒质,X射线不能产生可见光那样的镜面反射,因为媒质界面对它来说太粗糙了,X射线从一种媒质进入另一种媒质时也将发生折射,但折射率几乎就等于1; (3 X射线也可以发生干涉、衍射现象,但由于X射线的波长远小于可见光的波长,所以干涉、衍射现象只有对极微小的孔、狭缝等才能观察到;
(4与可见光不同,X射线人的眼睛是不可见的,并且它能穿透可见光不能穿透的物体(即对可见光是不透明的物体。短波长的X射线称为硬X射线,其光子的能量大,穿透物体的能力强;较长波长的X射线称为软X射线,其穿透物体的能力较弱; (5当X射线作用于物体时,将与物体发生复杂的物理作用和化学作用。它可使物质原子发生电离、使某些物质发出荧光、也可能产生光化学反应等; (6具有辐射生物效应,能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能 4、X射线的应用 X射线可以用于医疗诊断、晶体分析、工业探伤等多种领域。 X射线在焊接检测上的应用也由来已久,自从伦琴1895年发现X射线以来, 1900 年X射线胶片问世;1922 年始建工业X射线实验室;1930 年美国ASME 认可锅炉焊缝射线照相检测;1940 年工业专业X射线胶片问世;1980 年工业射线电视与工业CT问世。如今X射线探伤已被广泛应用于大型机械、锅炉、造船、铸造、化学、高压容器、国防工业等部门。如今,X射线实时成像技术,使射线检测不断拓宽其应用领域,另外,还引进计算机数字图像处理技术使图像质量得到改善,X射线检测技术正不断向前发展。 5、X射线探伤的原理: X 射线检测是利用X 射线具有较强的穿透能力,穿透被测物的射线带有反映被测物内部结构的信息,通过射线强度的变化来检测与评判材料或工件内部各种宏观或微观缺陷的性质、大小及其分布情况。显然,这里涉及X 射线在穿透物质时产生一系列极为复杂的物理过程。 用射线检测时,若被检工件内存在缺陷,缺陷与工件材料不同,其对射线的衰减程度不同,且透过厚度不同,透过后的射线强度则不同。如图 2.1 所示。若射线强度为 J0,透过工件和缺陷后的射线强度分别为J Y和J X。X射线在穿越物质后其基本物
课前习题 射线无损检测 1. X 射线又称伦琴射线,是射线检测领域中应用最广泛的一种射线,波长范围约为( 0.0006~1 00 nm ), 在X 射线检测中常用波长范围为( 0.001~0.1 nm) 。它具有(光) 的特性。 它能使一些结晶物体 (发生荧光) ,气体 (电离)和胶片(感光) . 2. 实际焦点与有效焦点:实际焦点:X 射线管焦点是 决定X 射线管光学特性好坏的重要标志,焦点大小 直接影响探伤灵敏度。由于多数X 射线管的阴极形 状是线焦点,在阳极靶面上呈长方形,X 射线从这 个长方形射线源发出,这就是实际焦点。有效焦点: 当靶面与X 射线管轴线的垂直线之间倾斜20度时 ,其有效焦点面积约为实际焦点面积的三分之一。 3. 连续X 射线的产生:轫致辐射(刹车辐射) 4. 放射性活度与比活度及其单位:在单位时间内衰变的原子核数量,称为放射性活度,单位为贝克或居里。单位质量放射性物质的活度称为比活度,单位为Bq/g 或Ci/g 。 5. 短波限定义及其与管电压关系式:由电子一次碰撞就耗尽能量所产生的X 射线。它只与管电压有关,不受其它因素的影响。 与管电压关系为: 6. 与连续X 射线的相关因素:管电流、管电压、靶材料的原子序数。 管电流越大,单位时间撞击靶的电子数越多; 管电压越高, 每个电子获得的能量增大,短波成分射线增加,且碰撞发生的能量转换过程增加;管电压愈高,连续 X 射线强度愈大;其最短波长λmin 愈向短波方向移动。 靶材料的原子序数越高,核库仑场越强,韧致辐射作用越强。 7. K 系标识X 射线产生机理 K 层电子被击出时,原子由基态升到K 激发态,高能级电子向K 层空位填充时产生K 系辐射。L 层电子填充空位时,产生K α辐射;M 层电子填充空位时产生K β辐射。 8. X 射线管的效率 : 9. 电子对效应及其产生条件 一个具有足够能量的光子释放出它的全部动能而形成具有同样能量的一个电子和一个正电子,称为电子对的产生。 每个电子最小能量为0.51 MeV ,故光子能量必须大于等于1.02 MeV 。 10. 射线衰减的相关因素,一般来讲: 射线的波长愈长,衰减(愈大);物质的密度及原子序数愈大, 衰减(也愈大);它们之间的关系并不是简单的直线关系, 而是成(指数关系)的衰减,其表达式为( )。 11. 射线的质量吸收系数和散射系数表示: min max λνhc h eU ==)nm (24.1min U eU hc ==λZU IU ZIU E E ααη===20d d e I I μ-=03 4λρτZ A C ?=质量吸收系数:A Z ?=4.0ρσ质量散射系数:
承压设备无损检测 第2部分:射线检测 1 范围 JB/T4730的本部分规定了承压设备金属材料板和管的熔化 焊对接接头的X射线和γ射线检测技术和质量分级要求。 本部分适用于承压设备的制造、安装、在用检测中对接焊 接接头的射线检测。用于制作焊接接头的金属材料包括碳 素钢、低合金钢、不锈钢、铜及铜合金、铝及铝合金和钛 及钛合金、镍及镍合金。 本部分规定的射线检测技术分为三级:A级——低灵敏度技 术;AB级——中灵敏度技术; B级——高灵敏度技术。 承压设备的有关支承件和结构件的对接焊接接头的射线检 测,也可参照使用。 1、理解:(1)适用对象包括承压设备的制造、安装、在用(2)检测的金属材料包括;碳素钢、低合金钢、不锈钢、铜及铜合金、铝及铝合金和钛及钛合金、镍及镍合金(3)A级AB级B级系指检测技术分级,不是底片质量分级。 2 、应用:(1)对不同的金属材料透照的厚度不同例如碳素钢、低合金钢、不锈钢、铜及铜合金、镍及镍合金透照厚度2-400mm
(5.1.1)铝及铝合金透照厚度2-80mm(5.2.1)钛合金2-50mm (5.3.1)(2)不适用范围;锻件、管材、棒材。T型焊缝、角焊缝、堆焊层一般也不宜采纳。(使用原则4.2.2) 3 、注意:如承压设备的支承件或结构件也采纳该标准时应在检测报告中注明《参照》同时应有托付方的确认。 2 规范性引用文件 下列文件中的条款,通过JB/T 4730的本部分的引用而成 为本部分的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本部分。 然而,鼓舞依照本部分达成协议的各方研究是否可使用这 些文件的最新版本。凡是不注日期的引用文件,其最新版 本适用于本部分。 GB 11533—1989 标准对数视力表 GB 16357—1996 工业X射线探伤放射卫生防护标准 GB 18465—2001 工业γ射线探伤放射卫生防护要求 GB 18871—2002 电离辐射防护及辐射源安全差不多标准 GB/T 19348.1—2003 无损检测工业射线照相胶片第1部分:工业射线胶片系统的分类 GB/T 19348.2—2003 无损检测工业射线照相胶片第2部分:
管道无损检测方案 1.概述 本工程各种管道约15000米,分不锈钢SS304、SS316、碳钢、合金钢、PP/GRP、CS+PTFE等多种材质。根据工艺、技术的不同要求,现场需拍片约40000张,硬度试验900点。 本方案编制参考了招标文件中技术说明S-00-1540-002以及美国ASME标准(1986)。 2.检验项目 2.1射线探伤 ⑴射线探伤的检查比例,按照JGC在“技术说明”中的要求执行。 ⑵射线探伤的检查比例应符合设计要求及有关技术条件的规定。 ⑶要求100%检查的管道应逐个焊口整圈100%检查,确保不漏检。 ⑷要求10%抽检的管道应按相应焊工的相应焊缝按10%比例整圈检查。 ⑸管径≤3″厚度δ≤7.62mm采用双壁双影椭圆透照,每个焊口间隔90°各拍一张,共两张。 ⑹管径=2″厚度≥8.74mm;管径=2-1/2″厚度≥9.53mm;管径=3″厚度≥11—13mm时应采用双壁单影分段透照,拍摄四张。 ⑺管径≥4″采用双壁单影或单壁单影透照,每个管口至少拍摄四张,T 各种规格管道焊缝的拍摄数量应与现场测试检查程序中的要求一致。 ⑻胶片选用FUJI“100”型。采用的铅箔增感屏,当采用X射线探伤时,前屏厚0.03mm,后屏厚0.1mm;当采用γ射线探伤时,前后屏厚均为0.1mm。 ⑼10″以下包括10″的管道探伤时,胶片规格为10″×4″;12″-
72″的管道探伤时,胶片规格为12″×3-1/3″。有特殊要求的按要求执行。 ⑽所摄底片应无划伤,水迹,伪缺陷,当采用X射线时AB级的底片黑度D=1.8-3.5,当采用γ射线时底片黑度D=2.0-3.5,底片象质指数均应满足不同厚度的要求。底片上标识应齐全(包括管段号,焊口号,焊工号,拍摄日期,返修次数)。 ⑾用Ir192γ射线探伤时,应加装准直器,以减少散射线对底片像质的影响。 ⑿所有要求做射线检查的焊口,必须在外观检查合格后进行,焊口表面应无气孔,飞溅,裂纹,焊缝余高和咬边均应不超过ASME B31.3表341.3.2的限值。 ⒀射线探伤焊缝质量的评判应和ASME B31.3表341.3.2一致,且符合GB50236-98,评片时注意区分由于不锈钢晶粒粗大引起的伪缺陷。 ⒁大口径管预制时,对接焊缝可采用环焊缝内透法或环缝外透法。现场组对焊缝,可采用双壁双影或双壁单影法,具体方法见图示。 探伤设备的选用:当穿透厚度<20mm时用X光机探伤,其穿透力应能满足透照
1、X射线的发现: 1895年,伦琴在做实验时偶然发现了一种尚未为人所知的射线。他发现这种射线的穿透能力很强,可以穿透千页书、2~3厘米厚的木板,甚至可以穿透肌肉照出手骨轮廓。这留下了一张经典的照片,底片上清晰的呈现出他夫人的手骨像,手指上的戒指也清清楚楚。 2、X射线的产生: 当高速运动着的电子被物质截制时,电子的运动速度急剧减小,根据电磁场理论,运动电荷的状态变化时,必须伴随有电磁效应,电子原有一部分或全部动能就会转换成另一种能量,以电磁波的形式辐射,此即韧致辐射。 在射线探伤法中,X射线是在一定的条件下,由阴级射出的高速电子撞击阳极金属靶发生韧致辐射效应而产生的。常规的X射线发生装置如下图所示 1-高压变压器2-钨丝变压器3-X射线管4-阳极 5-阴极6-电子7-X射线
3、X射线的性质 X射线与可见光在本质上完全相同,但X射线的光子能量远大于可见光,所以在性质上它们又存在明显的不同。X射线的主要性质可以归纳为下列几个方面: (1)在真空中以光速直线传播,不受电场或磁场的影响; (2)在媒质界面可以发生反射、折射,但其反射、折射与可见光有很大差别。对于常见的媒质,X射线不能产生可见光那样的镜面反射,因为媒质界面对它来说太粗糙了,X射线从一种媒质进入另一种媒质时也将发生折射,但折射率几乎就等于1; (3) X射线也可以发生干涉、衍射现象,但由于X射线的波长远小于可见光的波长,所以干涉、衍射现象只有对极微小的孔、狭缝等才能观察到; (4)与可见光不同,X射线人的眼睛是不可见的,并且它能穿透可见光不能穿透的物体(即对可见光是不透明的物体)。短波长的X射线称为硬X射线,其光子的能量大,穿透物体的能力强;较长波长的X射线称为软X射线,其穿透物体的能力较弱; (5)当X射线作用于物体时,将与物体发生复杂的物理作用和化学作用。它可使物质原子发生电离、使某些物质发出荧光、也可能产生光化学反应等; (6)具有辐射生物效应,能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能 4、X射线的应用 X射线可以用于医疗诊断、晶体分析、工业探伤等多种领域。 X射线在焊接检测上的应用也由来已久,自从伦琴1895年发现X射线以来,1900 年X射线胶片问世;1922 年始建工业X射线实验室;1930 年美国ASME 认可锅炉焊缝射线照相检测;1940 年工业专业X射线胶片问世;1980 年工业射线电视与工业CT问世。如今X射线探伤已被广泛应用于大型机械、锅炉、造船、铸造、化学、高压容器、国防工业等部门。如今,X射线实时成像技术,使射线检测不断拓宽其应用领域,另外,还引进计算机数字图像处理技术使图像质量得到改善,X射线检测技术正不断向前发展。 5、X射线探伤的原理: X 射线检测是利用X 射线具有较强的穿透能力,穿透被测物的射线带有反映被测物内部结构的信息,通过射线强度的变化来检测与评判材料或工件内部各种宏观或微观缺陷的性质、大小及其分布情况。显然,这里涉及X 射线在穿透物质时产生一系列极为复杂的物理过程。 用射线检测时,若被检工件内存在缺陷,缺陷与工件材料不同,其对射线的衰减程度不同,且透过厚度不同,透过后的射线强度则不同。如图 2.1 所示。若射线强度为J0,透过工件和缺陷后的射线强度分别为J Y和J X。X射线在穿越物质后其基本物理过程的总效果是射线强度的减弱,这种强度的减弱可能部分来自射线的偏转,即散射,部分是被物质吸收而转化为其他形式的能量。实验结果表明,导致射线在穿透物质后的强度衰减,将决定于射线本身的强度和穿透物质
工艺管道无损检测(X射线)施工工艺标准 1适用范围 1适用范围 本标准规定了工艺管道金属熔化焊焊接接头射线照相的施工要求、施工方法和质量控制标准。本标准适用于金属材料板和管的熔化焊焊接接头。 2 引用标准 《无损检测人员资格鉴定与认证》 GB/T9445-1999 《工业X射线探伤放射卫生防护标准》 GB16357–1996 《电离辐射防护与辐射源安全基本标准》 GB18871-2002 《线型像质计》 JB/T7902-1999 《金属溶化焊接接头射线照相》 GB/T3323-2005 《承压设备无损检测》第二部分:通用要求 JB/T4730.2-2005 《现场设备、工业管道焊接工程施工及验收规范》 GB/T50236-2011 3 术语 3.1 透照厚度:射线透照方向上的母材工程厚度。 3.2 工件—胶片的距离:沿射线束中心线测出的射线源侧被检工件表面至胶片间的距离。 3.3 射线源—胶片距离:沿射线束中心线测出的射线源至胶片的距离。 3.4 射线源—工件距离:沿射线束中心线测出的射线源至射线源侧被检工件表面间的距离。 4施工准备 4.1 技术准备 4.1.1 无损检测责任工程师负责现场无损检测质量控制工作,无损检测责任工程师应具有无损检测Ⅱ级或Ⅲ级资格。 4.1.2 检测人员必须经技术培训,应按照《特种设备无损检测人员考核监督管理规则》进行考核,取得资格证书,方能承担与资格证书技术等级相适应的无损检测工作。 4.1.3 Ⅰ级人员应在Ⅱ级或Ⅲ级人员的指导下进行相应的探伤操作和记录。Ⅱ级或Ⅲ级人员有权对检测结果进行评定并签发检测报告。
4.1.4 射线检测人员未经矫正或经矫正的视力应不低于1.0,从事评片的人员每年检查一次视力。 4.2 物资准备 4.2.1 胶片应使用锅炉压力容器安全监察机构监制认可的胶片,或性能符合要求的其他胶片。如天津Ⅲ型、AGFA-C7等。 4.3 施工设施准备 4.3.1 本施工工艺标准施工过程中使用的机具有:X射线探伤机、增感屏、观片灯、裁片刀、像质计、字码。 4.3.2 检测仪器仪表:黑度计(光学密度计)、钢卷尺、焊接检验尺、射线剂量计。 4.3.3 主要工机具和仪器仪表分别按表4.3-1和表4.3-2的规定确定。 表4.3-1 机具选用 注:机具必须是经过检查,校验。 表4.3-2 仪器仪表选用 注:所有仪器仪表必须是经过检验合格的产品,并在检验有效期内。 4.4 作业条件准备 4.3.1 管道对接接头施焊完成,焊缝外观检查合格。
X射线的无损检测技术 一前言 无损检测方法是利用声、光、电、热、磁及射线等与被测物质的相互作用,在不破坏和损伤被测物质的结构和性能的前提下,检测材料、构件或设备中存在的内外部缺陷,并能确定缺陷的大小、形状和位置。 无损检测的技术有很多,包括:染料渗透检测法、超声波检测法、强型光学检测法、渗透检测法﹑声发射检测法,以及本文介绍的 x射线检测法。 X射线无损探伤是工业无损检测的主要方法之一,是保证焊接质量的重要技术,其检测结果己作为焊缝缺陷分析和质量评定的重要判定依据,应用十分广泛。胶片照相法是早期X射线无损探伤中常用的方法。X射线胶片的成像质量较高,能够准确地提供焊 缝中缺陷真实信息,但是,该方法具有操作过程复杂、运行成本高、结果不易存放且查询携带不方便等缺点。 由于电子技术的飞速发展,一种新型的X射线无损检测方法“X 射线工业电视”已应运而生,并开始应用到焊缝质量的无损检测当中。X射线工业电视己经发展到由工业CCD摄像机取代原始X 射线无损探伤中的胶片,并用监视器(工业电视)实时显示探伤图像,这样不仅可以节省大量的X射线胶片,而且还可以在线实时检测,提高了X射线无损检测的检测效率。但现在的X射线工业电视大多还都采用人工方式进行在线检测与分析,而人工检测本
身存在几个不可避免的缺点,如主观标准不一致、劳动强度大、检测效率低等等。 x射线无损探伤计算机辅助评判系统的原理可以用两个“转换”来概述:首先X射线穿透金属材料及焊缝区域后被图像增强器所接收,图像增强器把不可见的X射线检测信息转换为可视图像,并被CCD摄像机所摄取,这个过程称为“光电转换”;就信息量 的性质而言,可视图像是模拟量,它不能被计算机所识别,如果要输入计算机进行处理,则需要将模拟量转换为数字量,进行“模/数转换”,即经过计算机处理后将可视图像转换为数字图像。其方法是用高清晰度工业CCD摄像机摄取可视图像,输入到视频采集卡当中,并将其转换为数字图像,再经过计算机处理后,在显示器屏幕上显示出材料内部缺陷的性质、大小和位置等信息,再按照有关标准对检测结果进行等级评定,从而达到焊缝焊接质量的检测和分析。 二 X射线无损检测系统结构与原理 射线无损探伤缺陷自动检测系统的硬件组成与结构如图1所示。系统主要由三个部分组成:信号转换部分、图像处理部分及缺陷位置的获取与传输部分。
五大常规无损检测技术之一:射线检测(RT)的原理和特点 射线检测(Radiographic Testing),业内人士简称RT,是工业无损检测(Nondestructive Testing)的一个重要专业门类。 射线检测主要的应用是探测工件内部的宏观几何缺陷。按照不同特征,可将射线检测分为多种不同的方法,例如:X射线层析照相(X-CT)、计算机射线照相技术(CR)、射线照相法,等等。 射线照相法是五大常规无损检测技术之一,其他四种是:超声检测(Ultrasonic Testing):A型显示的超声波脉冲反射法、磁粉检测(Magnetic Particle Testing)、渗透检测(Penetrant Testing)、涡流检测(Eddy Current Testing)。
第一行左起一:固定式磁粉探伤机;第一行左起二:射线检测室的防护屏蔽门。第二行左起一:便携式X射线管;第二行左起二:A型显示的模拟式超声波探仪。 射线照相法,利用X射线管产生的X射线或放射性同位素产生的γ射线穿透工件,以胶片作为记录信息的器材的无损检测方法。该方法是最基本、应用最广泛的的一种射线检测方法,也是射线检测专业培训的主要内容。 射线照相法的原理 射线检测,本质上是利用电磁波或者电磁辐射(X射线和γ射线)的能量。 射线在穿透物体过程中会与物质发生相互作用,因吸收和散射使其强度减弱。强度衰减程度取决于物质的衰减系数和射线在物质中穿透的厚度。详情请看:铅门为什么可以防止核辐射?
射线照相法的原理:如果被透照物体(工件)的局部存在缺陷,且构成缺陷的物质的衰减系数又不同于试件(例如在焊缝中,气孔缺陷里面的空气衰减系数远远低于钢的衰减系数),该局部区域的透过射线强度就会与周围产生差异。把胶片放在适当位置使其在透过射线的作用下感光,经过暗室处理后得到底片。 射线穿透工件后,由于缺陷部位和完好部位的透射射线强度不同,底片上相应部位等会出现黑度差异。射线检测员通过对底片的观察,根据其黒度的差异,便能识别缺陷的位置和性质。 以上描述的基本原理和医院拍X光大同小异。