X射线测厚仪在宝钢1420轧机上的应用 Application of X-ray Thickness Gauge in the 1420mm TCM of Baosteel
任波伟
(宝钢集团公司宝钢分公司设备部,上海 201900)
摘 要:简要分析应用在1420轧机上的德国IMS公司X射线测厚仪的测量原理、系统架构、性能指标及部分维护要领。
关键词:X射线测厚 性能指标
Abstract:This paper analyzes briefly the measuring principle,system frame, performance index and some points of maintenance of the X-ray thickness gauges which manufactured by IMS, applying in 1420 TCM.
Keywords:X ray thickness measurement Performance index.
0 引言
随着生产工艺对测量精度、测量稳定性要求的提高和旧设备的性能劣化,宝钢分公司1420冷轧轧机测厚仪更换改造于2006年10月年修期间实施完成,把原来3台DMC公司的480型测厚仪改造为德国IMS公司的X射线测厚仪。至此,分别位于1机架前后、5机架前后的4台冷轧带钢测厚仪全部为技术先进、集成化程度高、性能稳定可靠、测量精度高的德国IMS公司的X射线测厚仪,为稳定生产、提高产品质量、增加产能提供了有力的保证。
1 系统分析
1.1 X射线测厚原理
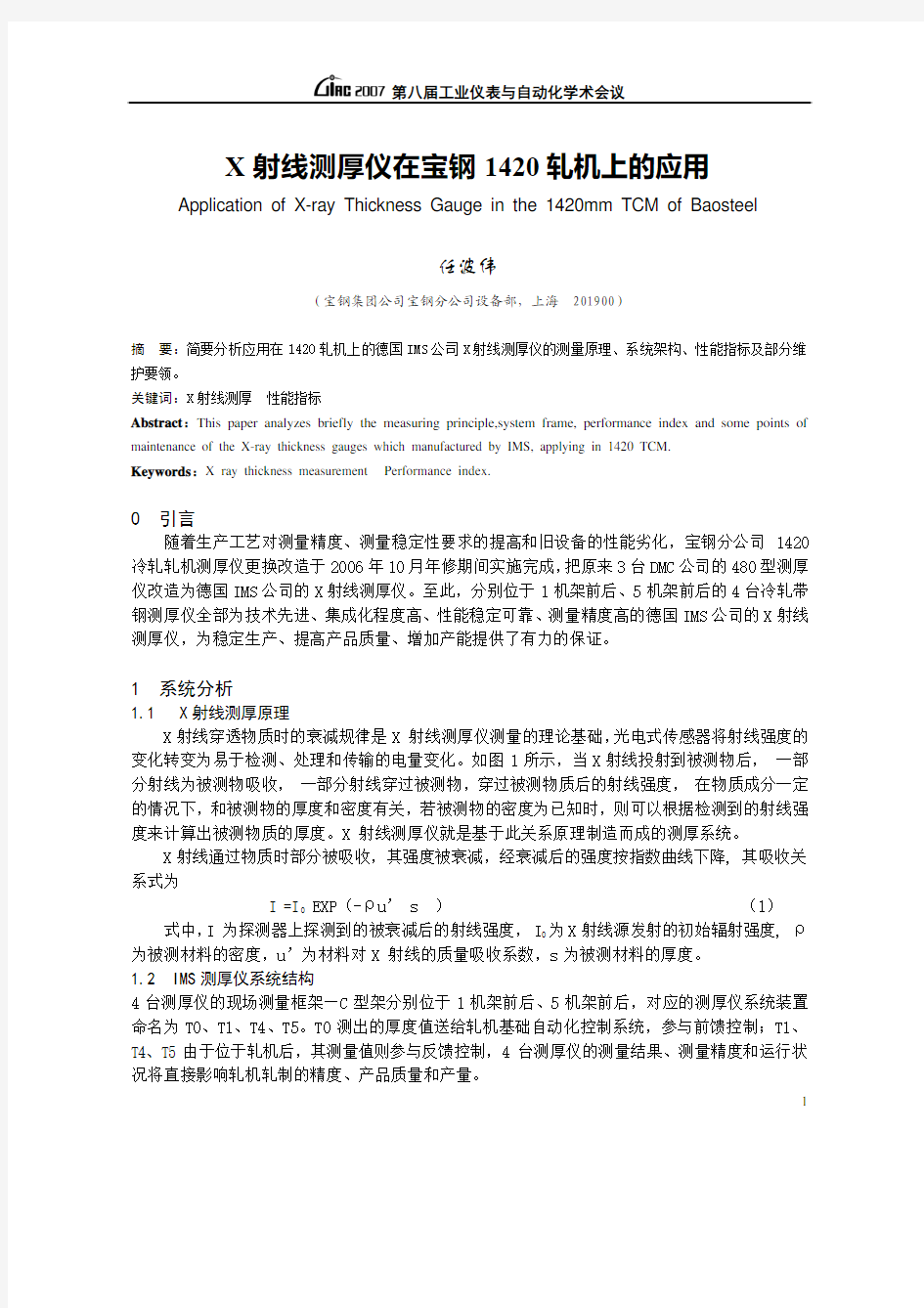
X射线穿透物质时的衰减规律是X 射线测厚仪测量的理论基础,光电式传感器将射线强度的变化转变为易于检测、处理和传输的电量变化。如图1所示,当X射线投射到被测物后, 一部分射线为被测物吸收, 一部分射线穿过被测物,穿过被测物质后的射线强度, 在物质成分一定的情况下,和被测物的厚度和密度有关,若被测物的密度为已知时,则可以根据检测到的射线强度来计算出被测物质的厚度。X 射线测厚仪就是基于此关系原理制造而成的测厚系统。
X射线通过物质时部分被吸收,其强度被衰减,经衰减后的强度按指数曲线下降, 其吸收关系式为
I =I0 EXP(-ρu’ s ) (1)
式中,I 为探测器上探测到的被衰减后的射线强度, I0为X射线源发射的初始辐射强度, ρ为被测材料的密度,u’为材料对X 射线的质量吸收系数,s为被测材料的厚度。
1.2 IMS测厚仪系统结构
4台测厚仪的现场测量框架—C型架分别位于1机架前后、5机架前后,对应的测厚仪系统装置命名为T0、T1、T4、T5。T0测出的厚度值送给轧机基础自动化控制系统,参与前馈控制;T1、T4、T5由于位于轧机后,其测量值则参与反馈控制,4台测厚仪的测量结果、测量精度和运行状况将直接影响轧机轧制的精度、产品质量和产量。
1
2
处理电路
厚度
图1 测量原理图
其中T1、T4、T5的C 型架上集成了激光测速仪的激光探头,但测速仪的操作、处理、显示部分独立于测厚仪之外,通过内部Ethernet 网络可以和测厚仪通信;T1、T4共用一个电气柜(位于电气室内),亦即二者共用处理、存储、显示部分。不考虑现场C
型架上的激光测速部分,则4台测厚仪具有相同的系统配置、网络结构和信号处理流程,下面以
T0为例来加以解释说明。
T0
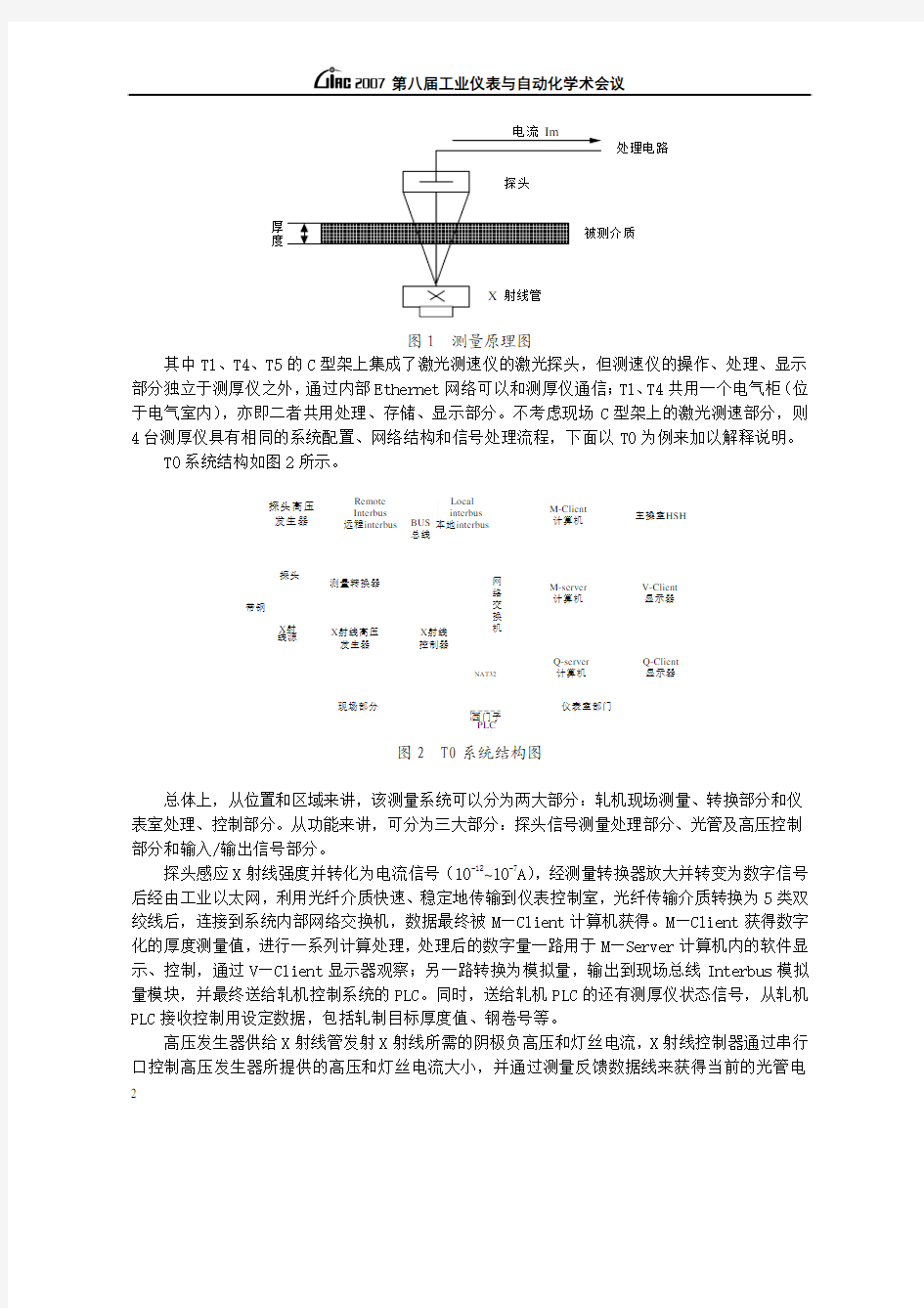
系统结构如图2
所示。
BUS 探头
西门子
图2 T0系统结构图
总体上,从位置和区域来讲,该测量系统可以分为两大部分:轧机现场测量、转换部分和仪表室处理、控制部分。从功能来讲,可分为三大部分:探头信号测量处理部分、光管及高压控制部分和输入/输出信号部分。
探头感应X 射线强度并转化为电流信号(10-12~10-7
A),经测量转换器放大并转变为数字信号后经由工业以太网,利用光纤介质快速、稳定地传输到仪表控制室,光纤传输介质转换为5类双绞线后,连接到系统内部网络交换机,数据最终被M—Client 计算机获得。M—Client 获得数字化的厚度测量值,进行一系列计算处理,处理后的数字量一路用于M—Server 计算机内的软件显示、控制,通过V—Client 显示器观察;另一路转换为模拟量,输出到现场总线Interbus 模拟量模块,并最终送给轧机控制系统的PLC。同时,送给轧机PLC 的还有测厚仪状态信号,从轧机PLC 接收控制用设定数据,包括轧制目标厚度值、钢卷号等。
高压发生器供给X 射线管发射X 射线所需的阴极负高压和灯丝电流,X 射线控制器通过串行口控制高压发生器所提供的高压和灯丝电流大小,并通过测量反馈数据线来获得当前的光管电
3
流、高压、灯丝电流等实际值,用于状态监视和控制。这些数据由射线控制器串行口输出,经由COM—Server 接口转换器,转换为RJ-45接口后,送给内部网络交换机,于是便可在M—Server 内的软件上显示、控制。
该测厚系统辅助I/O 信号用现场总线来传输,选用的是德国Phoenix Contact 电气公司的Interbus 总线。现场的高压有无、快门状态、C 型架位置、冷却水温度流量是否超限等状态信号,均通过现场总线Interbus 传输至仪表控制室的工控处理机M—Client,并由前述M—Server 内的软件显示出来,用于监视、处理。
Q-Server 计算机用于大量数据长期存储和数据统计分析,其内装有SQL Server 数据库和数据显示、分析软件,Q-Client 显示器用于对Q-Server 内容的显示。数据的海量存储和数据统计,既适应了生产工艺的需求,又有利于测厚仪的长期维护。NAT32作为一个网关,用于测厚仪TCP/IP 协议和西门子H1协议的转换和两个网络的通信,完成设定数据、测量数据和状态数据的传输。 1.3 测厚仪的网络结构
测量数据从现场到仪表控制室的传输、测量结果和状态被M—Server 内软件调用、测量数据存储到Q—Server 数据库、测量数据偏差及测厚仪状态数字量信号送出、设定数据的接收、各测厚仪间通信等等都是通过网络来实现的。如果把与测厚仪系统通信的轧机控制系统所在网络理解为外部网络,则测厚仪系统各装置之间的联系则是通过内部以太网网络来实现的。如图3所示。
测厚仪系统内部网络分为两个子网:① 数据测量传输子网N1;② 测量数据处理、调用、存储、显示及系统各参数配置管理子网,亦即系统控制管理子网N2。
外部网络.用户数据接口用于与西门子PLC 数据交换
Lans
Lans 计算机
计算
机
M-Server M01CPU
M-Client M01CPU
192.168.4.100192.168.0.64
192.168.4.11
192.168.4.125用于服务
连接到T1.T4
内部以太网交换机(100M)
192.168.0.32
192.168.4.26
测量传感器
接口转换器COM-Server
X 射线控制器
N1
图3 T0网络结构图
在测厚仪系统内部,该通信网络及其终端称为MEVInet,它是“Measuring and visualization network”的缩写,由IMS 公司开发、已经注册的标准自动化系统网络。该系统符合通用技术标准,并能在软件和硬件间提供最大化的透明度。因此,网络性能稳定,通信速度快(100MB/s),便于扩展,维护起来非常方便。MEVInet 由4个子系统组成:
① MEVInet-M (测量、控制、管理功能) - M-Server - M-Client
② MEVInet-V (显示、监视功能)
4 - V-Client
③ MEVInet-Q (质量管理功能)
- Q-Server
- Q-Client
④ MEVInet-N(通信连接功能)
-Switch
-Ethernet Card
-5UTP and Fiber
MEVInet-N建立起通信链路,把MEVInet-M、MEVInet-V、MEVInet-Q等3个子系统组成一个
内部局域网。
1.4 仪表特性
系统选用MXR161型号的金属陶瓷管,最大承受高压为160KV;高压发生器型号为HSG101,最高可提供100KV的高压。在正常工作状态下,系统采用了约80KV的管高压和3.0mA的管电流,使射线管长期工作于最大耐压的1/2处,可以有效地延长射线管的使用寿命。该射线管正常使用寿命可以达到4~6年。
T0选用了4个相同型号KG20/20的电离室作探头,每个电离室的高压均用1200V,电离室最大可输出电流约为100000pA。
现场测量装置采用C型框架,从“待机”位向“测量”位由电动马达驱动,可自由移动。快门及内部标准板的动作由压缩空气和弹簧机构组成的力平衡系统驱动,实现快门开光和标准板的进(IN)/出(OUT)。X射线管用二次循环冷却水冷却,冷却水循环控制系统自行设计。测厚仪系统参数见表1。
表1 测厚仪系统参数
C型架移动的最大距离 1700 mm
喉部深度 1150 mm
测量间隙 600 mm
射线管与被测带钢距离 200/400 mm
每一个探头上的测量点大小 4.5╳22.5 mm
C型架移动速度 2.0 – 8.0 m/min
1.5 系统性能指标
2006年10月年修期间施工安装并完成调试后,以T0为例,得出如下性能指标:
① 被测材料为碳钢和高强度钢板;
② 测量范围0.1~4.0mm;
③ 线性≤±0.05%;
④ 时间常数1.4ms(图4);
⑤ 重复性(2σ)≤±0.1%;
⑥ 漂移短期漂移 ≤±0.05%、长期漂移(8小时)≤±0.1%;
⑦ 统计噪声(2σ)≤±0.1%(在总的有效时间常数为10ms的条件下 )。
关闭系统定时(8小时)校正功能,连续测量15个小时厚度为3451μm的钢板,得到的漂移趋势图如图5所示。图6所示为所测钢板厚度为0mm时得到的噪声曲线图。
5
图4 T0时间常数
图5 长时间漂移测试
2 结束语
本系统X 光管采用二次水循环冷却,在日常的点检维护过程中,X 光管冷却水的温度和流量监视是重要工作之一,因为冷却的效果将直接影响到光管性能和寿命,进而影响到测量精度和稳定性。光管高压接头定期涂抹硅胶,以确保其良好的绝缘性,对于光管维护和确保测量精度意义重大。轧机现场的恶劣环境,如:噪音、水、油、乳化液等,如吹扫工作不到位,将会影响X 射线光路的清洁度;振动、机械移位等,将会改变测量的角度和距离(passline 高度)。如果这种影响在一定范围内,则可以通过系统“校正”功能修正、消除,不仅可以提高测量精度,也方便了日常设备的维护。
6
图6 噪声曲线图
本测厚系统采用了噪声低、寿命长、性能稳定的X射线源以及惰性气体电离室、光纤传输介
质和现场总线技术,利用集成化程度很高、功能强大的工控机(M—Client)进行数据信号的处理。一系列先进技术的应用,大大提高了测量的精度和稳定性,有效地降低了故障点,减轻了日常点检维护工作的强度。虽然较高的集成化程度降低了系统的复杂性和故障点,但同时带来了主要备件更换的昂贵代价。另外,该系统本身高昂的价格,也为其应用增添了一些局限性。
参考文献
1 谢忠信,等.X射线光谱分析.科学出版社,1982.
2 德国 IMS公司.操作手册(Operating Manual).设备资料,2006.
作者任波伟,男,1983年生,2005年7月毕业于内蒙古科技大学,获工学学士学位,现为宝钢分公司设备部计量管理室技术协理,从事同位素仪表工作。
1.1 宝山钢铁股份有限公司2030mm冷轧厂 1.1.1 生产规模及产品方案 1.1.1.1 生产规模 宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案 产品方案如表1-1所示。 1.1.1.3 热轧原料 热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。 热轧钢卷规格: 带钢厚度 1.8~6.0 带钢宽度900~1900 钢卷内径φ762mm 钢卷外径∮1200~2150mm 钢卷质量最大43.6t 单位质量最大23kg/mm 年需要量:237.8万t
供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给 1.1.2 机组组成 1号连续酸洗机组1条 2号连续酸洗机组1条 连续式五机架冷轧机组1条 罩式退火炉152座 单机架平整机1条 连续退火机组1条 连续热镀锌机组1条 连续电镀锌机组1条 彩涂机组1条 电解脱脂机组1条 压型机组1条 横剪机包装机组1条 纵剪及包装机组1条 重卷机组1条 1.1.3 机组设备 1.1.3.1 1号连续酸洗机组 (1)机组主要工艺参数如下: 机组形式:连续酸洗机组。 酸洗工艺:浅槽紊流酸洗。 钢卷规格:入口出口 带钢厚度 1.8~6.0mm 1.8~6.0mm 带钢宽度900~1900mm 900~1900mm 钢卷内径φ762mm φ762mm 钢卷外径∮1200~2150mm ∮1200~2150mm 钢卷质量最大43.6t 最大45t 单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm) 最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min 酸洗介质:HCl 200g/l 年酸洗量:237.8万t 投产年月:1988年 供货商:西马克 (2)机组主要单体设备性能如表1-2所示。 表1-2 宝钢2030mm冷轧厂1号酸洗机组主要单体设备性能
冷轧品名冷轧材质冷轧规格冷轧 价格 宝钢冷轧卷板SPCE 0.5*1140*C 电议 宝钢冷轧卷板SPCEN 0.5*1270*C 电议 宝钢冷轧卷板SPCE 0.6*1170*C 电议 宝钢冷轧卷板SPCEN 0.65*1400*C 电议 宝钢冷轧板卷SPCEN 0.65*1221*C 电议 宝钢冷轧卷板SPCEN 0.7*1210*C 电议 宝钢冷轧卷板SPCE 0.7*1250*C 电议 宝钢冷轧板卷SPCE 0.8*1250*C 电议 宝钢冷轧卷板SPCEN 0.8*1219*C 电议 宝钢冷轧板卷SPCEN 1.0*1250*C 电议 宝钢冷轧卷板SPCEN 1.2*1000*C 电议 宝钢冷轧板卷SPCE 1.2*1250*C 电议 宝钢冷轧卷板SPCE 1.5*1225*C 电议 宝钢冷轧板卷SPCEN 1.75*1001*C 电议 宝钢冷轧卷板SPCEN 2.0*1255*C 电议 宝钢冷轧卷板SPCE 2.3*1000*C 电议 宝钢冷轧卷板SPCE 2.5*1245*C 电议 宝钢冷轧卷板SPCE 3.0*1182*C 电议 宝钢冷轧钢板SPCE 0.6*1250*2500 电议 宝钢冷轧钢板SPCE 0.7*1250*2500 电议 宝钢冷轧平板SPCE 0.8*1250*2500 电议 宝钢冷轧钢板SPCEN 0.8*1000*2000 电议 宝钢冷轧钢板SPCE 1.0*1000*2000 电议 宝钢冷轧钢板SPCE 1.2*1250*2500 电议 宝钢冷轧钢板SPCE 1.4*1250*2500 电议 宝钢冷轧薄板SPCE 1.5*1250*2500 电议 宝钢冷轧钢板SPCE 1.6*1250*2500 电议
材料类别宝钢企标国标 日本工业 标准 德国工业 标准 欧州标 准 美国材料试验 协会标准备注牌号牌号牌号牌号牌号标准号 冷轧低碳及超低碳钢板及钢带 商用级 (CQ) SPCC ST12 Q195 10 -P 10-S 08-P 08-S 08Al-P 08Al-S SPCC ST12FeP01 ASTM A366/A366M- 96(已由ASTM A366/A366M- 97取代) 1.1.GB11253 -89中的Q195 为普通碳素结 构钢。 2.2.此类钢可 制作汽车零部 件,家具外壳、 桶钢制家具等 简单成型、弯曲 或焊接加工的 产品。 冲压级 (DQ) SPCD ST13 10-Z 08-Z 08Al-Z SPCD USt13 RRSt13 FeP03 ASTM A619/A619M- 96(1997年后 作废) 可制作汽车门、 窗、挡泥板、马 达外壳等冲压 成型及较复杂 变形加工的零 部件。 深冲级 (DDQ) SPCE-F SPCE-HF SPCE-ZF ST14-F ST14-HF ST14-ZF ST14-T 08Al-F 08Al-HF 08Al-ZF SPCE ST14FeP04 ASTM A620/A620M- 96(已由ASTM A620/A620M- 97取代) 1. 1.可制作 汽车前车灯、油 箱、门、窗等深 冲成型及复杂、 剧烈变形加工 的零部件。 2.2.Q/BQB403 -99新增加 ST14-T是专供 上海大众汽车 厂用的。 特深冲级 (SD DQ) ST15FeP05 可制作汽车油 箱、前车灯、复 杂的车底板等 变形很复杂的 零部件。 超深 冲级(ED DQ) ST16 BSC2 (BIF2) FeP06 1. 1.此类为 超深冲无间隙 原子钢。 2. 2. EN 10130 -91的FeP06取
霍尼韦尔X光测厚仪系统操作说明 测厚仪开始测量操作步骤: 1、带材穿入前,在“换卷”画面输入合金号、目标厚度,点击“装载数据”,系统自动做 标准化,18秒钟;(合金号见附表) 2、切换到“数据显示”画面; 3、穿入带材; 4、在PLC触摸屏画面上,点击“测厚仪进入”按钮,测厚仪进入到正常工作位置; 5、测厚仪进入工作位置后,在测厚仪触摸屏上点击“开始测量”按钮,测厚仪开始测量。 测厚仪结束测量步骤: 1、在一卷轧制快要结束时,点击“停止测量”按钮,测厚仪停止测量; 2、在PLC触摸屏画面上,点击“测厚仪退出”按钮 3、测厚仪检测头退回到停止工作位置; [注] 1、在带材尾部穿过工作辊前,把测厚仪检测头退出工作位置。 2、在当日班次结束后,若无后续班次,操作人员可以把操作台触摸屏电源关闭,以延长触摸屏使用寿命。 3.放射性安全要求: 对扫描头进行维修保养时应使X射线快门关闭,即绿灯亮,红灯灭; 当红灯亮时禁止将身体的任何部分放入两测量头间隙,或将眼睛贴近间隙观察; 当红/绿灯都不亮时应通知维护人员处理 常用显示内容在画面的顶部、底部和右侧,包括有: 标题栏(Title Bar) –位于画面的顶部,包含有系统当前状态的常用信息。 -生产线号(Line or Process Name) -菜单状态(Recipe State) –“启动”或“停止” -菜单名称(Recipe Name) –目前正在使用的菜单名称 -x射线工作状态(Scanner Status) –“扫描”,“离板”或“离线” -时间和日期(Time/Date)
? 垂直工具栏(Vertical Taskbar) – 位于画面的右侧,包含有常用的特定功能和显示的按 键。具体内容在后面描述。 ? ? 水平工具栏(Navigation Taskbar) – 位于画面的底部,包含有画面选择按键、目录选择 菜单和一些较重要的系统状态报警信息。具体内容在后面描述。 很多画面通常可以从水平工具栏调用,大部分的画面是 所有用户都可使用的, 一小部分 只给控制工程师(ControlEngineer)或开发人员(Developer)使用。所有的画面按用途或功能分类,有些画面用于显示测量数据,有些用于功能设置或调整。 在较高的用户权限下,可以通过显示设置(DisplaySetup)画面对显示画面重新分类。 Vertical Taskbar Navigation Taskbar Category Select Menu Display Navigation Buttons Operator Login On-Line Help/Fly-Over Help Alarm Display Event Viewer Print Screen System Maintenance Mini Profile / Mini Trend Simple Recipe Change Scanner Control All Scan All Off Sheet Radiation Indicators Minimize / Maximize Status Messages Title Bar Line Name Recipe State Recipe Name Scanner Status Time / Date Clean Screen
测厚仪的维护保养与检修排故 马健儿 (江苏省丝绸学校,江苏苏州215008) 摘 要:本文简单介绍了差动变压器式测厚仪的日常维护要点及常见故障排除方法。 关键词:测厚仪;差动变压器式中图分类号:TH707 文献标识码:B 文章编号:167125276(2002)0320020202 The Maintenance and T rouble Shooting of the Thickness G auge MA Jian 2er (Jiangsu Silk School ,J S Suzhou 215008,China ) Abstract :This paper introduces briefly a kind of the thickness gauge with differential transformer ,and me 2thods about its routine maintenance and usual 2failure elimination.K ey w ords :thickness gauge ;differential transformer 1 引言 测厚仪,作为一种检测手段,在工业生产,尤其是在压力加工工业中有着举足轻重的地位。 根据工作原理的不同,测厚仪一般有超声波式、电容式、电感式等几种。下面以电感式中的一种———差动变压器式测厚仪为例,来谈谈它的日常维护保养及检修排故方法。 2 结构及工作原理 这种差动变压器式测厚仪常用在金属压力加工工业中,如在轧机高速轧制过程中,连续测量带材厚度,其工作原理图如图1 。 图1 测厚仪工作原理 它一般由两个电子传感器一起操作,测厚仪工作时,它们分别从上方及底部对正在运行的带材进 行扫描,其中一个末端会因带材厚度发生变化而被推开或彼此靠近,而末端套上了钻石头,故不会在带材上留下任何痕迹,称它们为测量端头。它们的另一个末端各与差动变压器的衔铁相连,钻石头在 带材表面滑动,测量端头的撞击通过感应被测出来。最终,传感器间的这些变化被传到了测量放大器(此放大器总是与测厚仪安装在一起的)。两信号经叠加,将测量结果与预先设定的标准尺寸相比较。其偏差可在测量放大器显示仪上直接读出。若所需材料厚度与标准厚度相符,则显示“0”。测厚仪装有一个步进电机,由它带动传感器上的千分尺沿螺纹转动,使其调节到预设标准厚度。“C ”形框架用来支撑传感器。结构图如图2 。 图2 结构图 测厚仪自动地运行,它由一PLC 及定位装置 控制。此外,它还与一测量放大器VMF 安装在一起,并由它显示实际厚度与标准厚度之间的偏差 收稿日期:2001212222
宝钢冷轧各机组代码 作业线名称机组名称厂别备注C401 新酸洗2030冷轧 C101 老酸洗2030冷轧 C102 酸轧2030冷轧 C104 重卷2030冷轧 C108 镀锌2030冷轧 C109 彩涂2030冷轧 C111 电镀锌2030冷轧 C112 连退2030冷轧 C311 电镀锌2030冷轧 C129 酸再生2030冷轧 C202 酸轧1420冷轧 C212 连退1420冷轧 C117 1#镀锡1420冷轧 C217 2#镀锡1420冷轧 C211 电镀锌1550冷轧 C312 连退1550冷轧 C208 镀锌1550冷轧 C209 彩涂1550冷轧
C308 镀锌1550冷轧C309 彩涂1550冷轧C502 酸轧1730冷轧C512 连退1730冷轧C608 镀锌1730冷轧C708 镀锌1730冷轧C402 酸轧1800冷轧C412 连退1800冷轧C408 镀锌1800冷轧C508 镀锌1800冷轧C808 镀锌1800冷轧C302 硅钢酸轧1550硅钢Q118 硅钢连退1550硅钢Q218 硅钢连退1550硅钢Q318 硅钢连退1550硅钢Q101 硅钢酸洗硅钢 Q102 硅钢酸轧硅钢 Q202 硅钢酸轧硅钢 Q302 硅钢酸轧硅钢 Q418 硅钢连退硅钢 Q112 DCL 硅钢 Q212 DCL 硅钢
Q312 DCL 硅钢 Q114 ECL(镀铬硅钢 Q214 ECL 硅钢 Q402 酸轧硅钢 Q502 酸轧硅钢 Q518 硅钢连退硅钢 Q412 DCL 硅钢 Q314 ECL 硅钢 C633 新酸洗1220冷轧C602 酸轧1220冷轧C608 1#电镀锡1220冷轧C612 连退1220冷轧C6317 2#电镀锡1220冷轧C6217 TFS 1220冷轧
宝钢冷轧牌号对照表低碳钢 Q/BQB 402-2003 Q/BQB 403-2003 Q/BQB 408-2003 JIS G3141-1996 JFS A2001-1998 EN 10130-1999 DIN 1623 (1) -1983 ASTM A1008-02el GB/T 5213-2001 ISO 3574-1994 SPCC DC01 BLC SPCC JSC270C DC01 St12 CS - CR1 SPCD DC03 BLD SPCD JSC270D DC03 RRSt13 DS - CR2 SPCE DC04 BUSD SPCE JSC270E DC04 St14 DDS SC1 CR3 SPCE DC05 BUFD SPCEN JSC270F DC05 - EDDS SC2 CR4 - DC06 BSUFD - JSC260G DC06 - - SC3 CR5 碳素结构钢 Q/BQB 410-2003 DIN 1623-(2)-1986 t37-2G St37-2G St44-3G St44-3G St52-3G St52-3G 加磷钢 Q/BQB411 JFS A2001-1998 JIS G3135-1986 PrEN 10268-2002 B170P1 JSC340P SPFC340 - B210P1 JSC390P SPFC390 - B250P1 JSC440P SPFC440 - B180P2 JSC340W - H180P B220P2 JSC390W - H220P 烘烤硬化钢 Q/BQB 416-2003 JFS A 2001-1998 JIS G 3135-1986 prEN 10268-2002 B140H1 JSC270H -- B180H1 JSC340H -- B180H2(BH340)-SPFC 340 H H180B 双相钢 Q/BQB 418-2003 JFS A2001-1998 SAE J2340-1999 B240/390DP -- B280/440DP -- B340/590DP JSC590Y 600DL1 B400/780DP JSC780Y - 低合金高强钢 Q/BQB419-2003 JFS A2001-1998 SAE J2340-1999 prEN 10268-2002 B340LA JSC440R 340X H340LA B410LA JSC590R - H420LA
标准号 Q/BQB 402-2003 Q/BQB 403-2003 Q/BQB 408-2003 JIS G3141-1996 JFS A2001-1998 EN 10130-1999 DIN 1623-(1)-1983 ASTM A1008-02e1 GB/T 5213-2001 ISO 3574-1999 SPCC DC01(St12)BLC SPCC JSC270C DC01St12CS -CR1SPCD DC03(St13)BLD SPCD JSC270D DC03RRSt13DS -CR2SPCE DC04(St14,St15) BUSD SPCE JSC270E DC04St14DDS SC1CR3SPCEN DC05(BSC2)BUFD SPCEN JSC270F DC05-EDDS SC2CR4- DC06 (St16,St14-T BSC3) BSUFD - JSC260G DC06 - - SC3 CR5 标准号 Q/BQB 411-2003 JFS A2001-1998 JIS G3135-1986 prEN 10268-2002 B170P1JSC340P SPFC340-B210P1 JSC390P SPFC390-B250P1JSC440P SPFC440-B180P2(BP340)JSC340W -H180P B220P2(BP380) JSC390W - H220P 标准号Q/BQB 416-2003 JFS A2001-1998 JIS G3135-1986 prEN 10268-2002 B140H1JSC270H --B180H1JSC340H --B180H2(BH340) - SPFC340H H180B 标准号 Q/BQB 418-2003 JFS A2001-1998 SAE J2340-1999 B240/390DP --B280/440DP --B340/590DP JSC590Y 600DL1B400/780DP JSC780Y - 标准号Q/BQB 419-2003 JFS A2001-1998 SAE J2340-1999prEN 10268-2002 B340LA JSC440R 340X H340LA B410LA JSC590R - H420LA 标准号 Q/BQB 420-2003 EN 10142-2000JIS G3302-1994(Z) JFS A3011-1998(ZF) ASTM A653M-02a DC51D+Z (St01Z,St02Z,St03Z)DC51D+ZF SGCC JAC270C DD51D+Z (St01ZR,St02ZR)SGHC JAH270C DC52D+Z(St04Z) DC52D+ZF DX52D+Z,+ZF SGCD1JAC270D CS Type A, Type B DC53D+Z (St05Z) DC53D+ZF DX53D+Z,+ZF SGCD2 SGCD3 JAC270E FS Type A, Type B DC54D+Z(St06Z) DC54D+ZF -JAC270F DD54D+Z(St06ZR)--DC56D+Z(St07Z) DC56D+ZF DX56D+Z,+ZF - JAC270G EDDS 标准号 Q/BQB 420-2003 EN 10147-2000JIS G3302-1994(Z) ASTM A653M-02a S220GD+Z,S220GD+ZF S220GD+Z,+ZF -SS 230S250GD+Z,S250GD+ZF S250GD+Z,+ZF -SS 255S280GD+Z(StE280-2Z) S280GD+ZF S280GD+Z,+ZF SGC340SS 275S320GD+Z,S320GD+ZF S320GD+Z,+ZF -- S350GD+Z(StE345-2Z) S350GD+ZF S350GD+Z,+ZF -SS 340 Class 1 S550GD+Z,S550GD+ZF S550GD+Z,+ZF - SS 550 牌 号 宝钢冷轧企标与国内外相关标准对照 冷轧产品相近牌号对照表(1)-低碳钢 牌 号冷轧产品相近牌号对照表(2)-加磷钢 牌 号 冷轧产品相近牌号对照表(3)-烘烤硬化钢 牌 号 冷轧产品相近牌号对照表(4)-双相钢 热镀锌产品相近牌号对照表(1)-低碳钢 牌 号 冷轧产品相近牌号对照表(5)-低合金高强钢 牌 号DX51D+Z,+ZF CS Type C DX54D+Z,+ZF DDS 牌 号 热镀锌产品相近牌号对照表(2)-结构钢
宝钢热轧产品牌号对照表 热轧产品相近牌号对照表 ①Q/BQB302 Q/BQB 302-2003 DIN1614-2 -86 EN111-77 EN10111 -199 8 JIS G 3131 -1996 GB 710-91 /GB 711-88 DD11 SPHC StW22 FeP11 DD11 SPHC 08 DD12 SPHD RRStW23 FeP12 DD12 SPHD 08或08Al DD13 SPHE StW24 FeP13 DD13 SPHE 08Al ②Q/BQB303 表1 Q/BQB 303-2003 JIS G 3101:1995 GB 912-89/GB 3274-88 GB 71 0-91/GB 711-88 SS330 SS330 Q195,Q215A,Q215B,15 SS400 SS400 Q235A,Q255A SS490 SS490 Q275A SS540 SS540 - 表2 Q/BQB 303-2003 DIN17100-80 EN10025:1990 EN10025:199 3 GB 912-89/GB 3274-88 St33 St33 Fe310-0 S185 Q195,Q215A,Q215B St37-2 St37-2,RSt37-2 Fe360B S235JR Q235B St37-3 St37-3 Fe360C S235J0 Q235C St44-2 St44-2 Fe430B S275JR Q255B St50-2 St50-2 Fe490-2 E295 Q275,Q345A St52-3 St52-3 Fe510C S355J0 Q345C,Q390B,Q390C 表3 Q/BQB303-2003 DIN17102-80 EU113-72 EN10113-2:199 3 GB 912-89 GB 3274-88 StE255 StE255 FeE255KGN -- StE355 StE355 FeE355KGN S355N Q345B、Q345C 表4 Q/BQB303-2003 DIN17200-84 EN10083-2:1991 GB710-91 GB711-88
宝钢冷轧厚度公差 字体大小:大| 中| 小2007-08-10 14:34 - 阅读:1991 - 评论:0 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 (Q/BQB 401-2003 代替Q/BQB 401-1999) 1 范围 本标准规定了冷连轧钢板及钢带的定义、分类和代号、尺寸、外形、重量及其允许偏差。 本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.50mm、宽度为700mm~1850mm的冷连轧钢带以及由它切成的钢板及纵切钢带,以下简称钢板及钢带。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 8170-1987 数值修约规则 3 定义 3.1纵切钢带由钢带经纵切而成的窄钢带。 4 分类和代号 4.1 按边缘状态分为 切边EC 不切边EM 4.2 按尺寸精度分为 普通厚度精度PT.A
高级厚度精度PT.B 普通宽度精度PW.A 高级宽度精度PW.B 普通长度精度PL.A 高级长度精度PL.B 4.3 按不平度精度分为 普通不平度精度PF.A 高级不平度精度PF.B 4.4 钢板及钢带按产品形态、边缘状态所对应的尺寸精度的分类按表1的规定。 表1 分类及代号 厚度精度宽度精度长度精度不平度精度产品形态 边缘状态 普通高级高级普通高级普通高级普通 不切边EM PT.A PT.B PW.A -----钢带 切边EC PT.A PT.B PW.A PW.B ---- 不切边EM PT.A PT.B PW.A -PL.A PL.B PF.A PF.B 钢板 切边EC PT.A PT.B PW.A PW.B PL.A PL.B PF.A PF.B 纵切钢带切边EC PT.A PT.B PW.A ----- 5 尺寸 5.1钢板及钢带的可供尺寸范围按表2的规定。 表2 mm
冷轧钢板知识汇总 我们通常所说的板材是指薄钢板(带),是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。 本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。 1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa (N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等 1.2 冷轧优质薄钢板 同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。冷轧优质碳素薄钢板是以优质碳素结构钢为材质,经冷轧制成厚度小于4mm的薄板。 适用牌号:08、08F、10、10F 符号:08、10—钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;F—不脱氧的沸腾钢;b—半镇静钢,Z—一般脱氧的镇静钢(有时无字母表示)。 例如:08F表示其平均含碳量为0.08%的不脱氧沸腾钢;由于08F钢板的塑性好,冲压性能也好,大多用来制造一般有拉延结构的钣金件制品。 拉延级别:Z—最深拉延级,S—深拉延级,P—普通拉延级 表面质量:Ⅰ—高级的精整表面、Ⅱ—较高级的精整表面、Ⅲ—普通的精整表面 标记:尺寸精度—尺寸—钢板品种标准 冷轧板:钢号—表面质量组别——拉延组别—技术条件标准
测厚仪使用说明书 1、概述 1.1适用范围 金属、塑料、陶瓷及其它任何超声波的良导体,只要有上、下平行的两 个表面,就能用此仪器测量厚度。 此仪器可用在工业生产领域中对各种材料或零件作精确测量,其另一重 要方面是可以对生产设备中的各种管道和压力容器进行监测,监测它们 在使用过程中受腐蚀后的减薄程度。 1.2基本原理 超声波测量厚度的原理与光波测量原理相似。探头发射的超声波脉冲到 达被测物体并在物体中传播,到达分界面时被反射回探头,通过精确测 量超声波在材料中传播的时间来确定被测材料的厚度。 1.3仪器各部份名称 BATT---低电压标志---耦合标志m/s---声速单位 mm---厚度单位 ON------开机键ZERO---校准键VEL---声速键 ▲▼---声速、厚度、厚度单元调整键VE L+ZERO---厚度存储键 机器右下角的圆形铁块为校准试块 2、性能指标 显示方式:四位数字液晶显示 显示最小单位:0.1mm 工作频率:5MHz 测量范围:1.2~225mm(钢) 声速调节范围:1000~9999m/s 使用温度范围:0~40℃ 电源:二节5号电池 3、主要功能 自动校准零点,可对系统误差进行修正 线性自动补偿,在全范围内利用计算机软件对探头非线性误差进行修正,以提高准确度。 采用上下调节键可对声速、厚度进行快速调整,可快速查询厚度存储单元。 耦合状态提示:提供耦合标志通过观察其稳定状态可知耦合是否正常。 可存储十个厚度值,关机后数据不丢失,为高空及野外作业工作带来方便。 测声速功能,根据样块厚度直接测出其声速,避免了查表或换算带来的麻烦。 低电压提示 自动关机:定时自动关机会帮您断电 全键膜密闭式操作—防油污,提高使用寿命 4、测量步骤 4.1测量准备 将探头插入主机探头插座中,按ON键开机,全屏幕显示数秒后显示上 次关机前使用的声速。此时可以开始测量。 4.2声速的调整 如果当前屏幕显示为厚度值,按VEL键进入声速状态,屏幕将显示当前声 速存储单元的内容。每按一次,声速存储单元变化一次,可循环显示五个
1. 目的 1.1 规范TT100标准型超声波测厚仪操作程序,正确使用仪器,保证检测工作顺利 进行。 2. 范围 2.1 本规程适用于TT100标准型超声波测厚仪的使用操作。 3. 职责 3.1 操作人员按照本操作规程使用仪器,并进行日常维护。 3.2 保管人员负责监督仪器操作是否符合规程,并对仪器进行定期维护保养。 4. 规程 4.1 测量厚度步骤:①测量准备:将探头插头插入主机探头插座中,按ON键开机, 全屏幕显示数秒后显示上次关机前使用的声速,开始测量;②声速的调整:如 果当前屏幕显示为厚度值,按VEL键进入声速状态,屏幕将显示当前声速存储 单元的内容每按一次,声速存储单元变化一次,可循环显示五个声速值。如果 希望改变当前显示声速单元的内容,用▲或▼键调整到期望值即可,同时将此 值存入该单元。③校准:在每次更换探头、更换电池之后应进行校准。此步骤 对保证测量准确度十分关键。如有必要,可重复多次。在随机试块上涂耦合剂, 将探头与随机试块耦合,屏幕显示的横线将逐条消失,直到屏幕显示4.0即校 准完毕。④测量厚度:将耦合剂涂于被测处,将探头与被测材料耦合即可测量。 4.2 测量声速:如果希望测量某种材料的声速,可利用已知厚度试块测量声速。与 测量厚度步骤相似,用游标卡尺或千分尺测量试块,准确读取厚度值,将探头 与已知厚度试块耦合,直到显示出一厚度值,拿开探头后,用▲或▼键将显示 值调整到实际厚度值,然后按VEL键即可显示出被测声速,同时该声速被存入 当前声速存储单元。 4.3 存储:按住VEL键,再按ZERO键,进入厚度存储状态,显示某一厚度存储单 元号,此时可用上、下调节键找到所需单元(用▲或▼键科循环显示(0-9单 元))。测量厚度的同时,将测值存入单元。每测一次新值即将旧值刷新,该单 元记录的是最后一次测量的值。按VEL键可退出厚度存储状态。 4.4 如果两分钟内不进行任何操作,将自动关机。
各种薄板钢号说明 我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带 来了一定的困惑。 本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。 1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广 泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等 1.2 冷轧优质薄钢板 同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。冷轧优质碳素薄钢板是以优质碳素结构钢为材质,经冷轧制成厚度小于4mm的薄板。 适用牌号:08、08F、10、10F 符号:08、10—钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;F—不脱氧的沸腾钢;b—半镇静钢,Z—一般脱氧的 镇静钢(有时无字母表示)。 例如:08F表示其平均含碳量为0.08%的不脱氧沸腾钢;由于08F 钢板的塑性好,冲压性能也好,大多用来制造一般有拉延结构的钣金
宝钢冷轧核心技术研发历程 冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。 冷轧机核心技术的发展 如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。 1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。1978年初,武钢从国外成套引进1700mm 五机架冷连轧设备,之后宝钢引进建成2030mm、1420 mm和1550 mm冷连轧机,实现了国内冷轧设备质的飞跃。近年来,国内各大钢铁企业纷纷上马冷连轧生产线,部分民
超声波测厚仪操作规程 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
超声波测厚仪操作规程 一.准备工作 1.超声波测厚仪属于国家强检的计量器具,使用前应检查仪器是否在有效检定期内,确认是否处于正常工作状态。 2.装入电池,并将探头插入主机探头插座中,按ON键开机,检查电源电压是否符合要求。 二.操作步骤 1.厚度测试 按CAL键进入声速状态,用▲或▼键调整到被测材料的声速值。 按PRB键进入校准状态,在随机试块上涂上耦合剂,将探头与随机试块耦合,屏幕显示的横线将逐条消失,直到屏幕显示随机试块的实际厚度值即校准完毕。 将耦合剂涂于被测处,手握仪器使探头与工件之间良好耦合,屏幕上将显示被测材料的厚度。 如耦合标志闪烁或不出现说明耦合不好,应重新校准后再测试。 2.声速测试 用游标卡尺或千分尺测量相关试件,准确读取其厚度值。 按PRB键进入校准状态,在随机试块上涂上耦合剂,将探头与随机试块耦合,屏幕显示的横线将逐条消失,直到屏幕显示随机试块的实际厚度值即校准完毕。
将探头与已知厚度试件耦合,直到显示一厚度,用▲或▼键将显示值调整到实际测试的厚度值。 按CAL键仪器即可显示出被测材料的声速。 三.注意事项 1.在测试过程中应随时观察仪器电源显示情况,不得在低压下使用,电池能量不足应及时更换。同时不得将仪器置于地面或其它硬部件上,严禁在打开后盖状态下使用。 2.测试完毕,应再次对仪器进行校准,以确定测试过程中仪器是否处于正常状态。 3.严格按照厂家说明书使用和保养仪器。 4.使用完毕后,将探头从主机探头插座上拔出,同时将电池取出。并用干净的卫生纸或抹布小心将探头、仪器擦试干净后,装入箱内。
超声波测厚仪操作规程 1 超声波测厚仪使用前的准备 1.1 工件表面要进行除锈打磨及除涂层,除去防碍测厚的一切障碍物。 1.2 工件表面粗糙度应不大于6.3um,确保探头与工件接触面不小于1/2个晶片尺寸。 1.3 不允许去除涂层的工件,则应作对比试验,以确定由涂层引起的厚度增加值。 1.4 打开仪器开关,检查仪器电压是否稳定(不允许低压运行)。 1.5 检查电缆线是否通电,有无信号。 1.6 粗校准时看仪器的读数是否稳定。 1.7 检查仪器配置的不等厚试块是否齐全。 2 超声波测厚仪的校准。 2.1 标准试块的选择:应选择材质相近,接触面与反射面相近的试块。 2.2 测厚仪的下限校准:仪器的测量下限通常是一块厚度为1.0-2.0mm的试块校准。 2.3 测厚仪的线性校准:仪器调整时将探头分别对准厚度不同试块表面,使仪器显示相应的试块厚度值。 2.4 根据被测工件的材料,确定声速从而进行声速设定。 2.5 调节仪器,使之测定本仪器配置的标准试块厚度值应与给定值相一致。 2.6 对于非钢铁材料(如铸铁设备、铝制设备等)测厚,应用与被检工件材料相同的标准试块或类似于标准试块进行校准。 3 施加耦合剂 3.1 对于粗糙平面可选用甘油、黄油、水玻璃等偶合剂。 3.2 对于光洁表面可用机油、洗涤净、化学浆糊等。 4 超声波测厚操作 4.1 正常条件下的测厚操作 4.1.1测厚前再次检查测厚仪是否良好,电池是否齐全。
4.1.2测厚时要保证有足够亮的光线。 4.1.3测厚时探头放置平稳,与工件接触良好,压力适当。每个测试位置尽量在互相垂直的方向各测试一次。 4.1.4每个测试位置应稍加移动多测几次。 4.1.5当锅炉、压力容器、压力管道内壁有沉积物,且沉积物声阻抗与工件相差不大时,要先用小锤敲击几下再测量。 4.1.6 测厚过程中发现有数值漂移时,应检查仪器电源是否充足,设备是否良好。如电池电量不足,应更换新电池。 4.1.7 长时间测厚时应边测厚边校验,以保证测厚值准确。 4.1.8 如遇到母材存在夹层缺陷,应增加测厚点或用超声波探伤仪,查明夹层分布情况,以及与母材表面的倾斜角。 4.1.9 测定临氢介质的压力容器壁厚时,如发现壁厚“增值”(即大于图示壁厚)时,应考虑氢腐蚀的可能性,应增加金相检测予以确定。 4.1.10 管道壁厚测定:选用双晶测薄管道专用探头,其接触面应不小于1/2个晶片尺寸。 4.1.11 如遇到母材存在夹层缺陷时,应按8.1.8方法处理。 4.1.12测定高温的材质壁厚时,如发现壁厚“增值”(即大于图示壁厚)时,应考虑到材质已石墨化或珠光体严重球化,应增加金相检测予以确定。 4.2 非正常条件下的测厚操作 4.2.1对于晶粒粗大的材料,如铸钢或铸铁,由于超声波衰减很大,得不到准确的测厚数值,故普通测厚仪无法使用,只有用频率较低、功率较大的专门用于粗晶材料的测厚仪。 4.2.2对于复合层材料测厚,需要制作与复合层材料材质和结构相同或相似的专用试块,并经校准后再进行测厚。 4.2.3普通测厚仪最大量程为199mm,对最大厚度超过200mm的厚工件无法测量,这时可用频率较低、功率较大的单晶探头进行测厚。 4.2.4当长时间工作在高温环境(大于100℃)时,应采用专用高温探头和高温耦合剂。
超声波测厚仪操作规程 Prepared on 22 November 2020
超声波测厚仪操作规程 一.准备工作 1.超声波测厚仪属于国家强检的计量器具,使用前应检查仪器是否在有效检定期内,确认是否处于正常工作状态。 2.装入电池,并将探头插入主机探头插座中,按ON键开机,检查电源电压是否符合要求。 二.操作步骤 1.厚度测试 按CAL键进入声速状态,用▲或▼键调整到被测材料的声速值。 按PRB键进入校准状态,在随机试块上涂上耦合剂,将探头与随机试块耦合,屏幕显示的横线将逐条消失,直到屏幕显示随机试块的实际厚度值即校准完毕。 将耦合剂涂于被测处,手握仪器使探头与工件之间良好耦合,屏幕上将显示被测材料的厚度。 如耦合标志闪烁或不出现说明耦合不好,应重新校准后再测试。 2.声速测试 用游标卡尺或千分尺测量相关试件,准确读取其厚度值。 按PRB键进入校准状态,在随机试块上涂上耦合剂,将探头与随机试块耦合,屏幕显示的横线将逐条消失,直到屏幕显示随机试块的实际厚度值即校准完毕。
将探头与已知厚度试件耦合,直到显示一厚度,用▲或▼键将显示值调整到实际测试的厚度值。 按CAL键仪器即可显示出被测材料的声速。 三.注意事项 1.在测试过程中应随时观察仪器电源显示情况,不得在低压下使用,电池能量不足应及时更换。同时不得将仪器置于地面或其它硬部件上,严禁在打开后盖状态下使用。 2.测试完毕,应再次对仪器进行校准,以确定测试过程中仪器是否处于正常状态。 3.严格按照厂家说明书使用和保养仪器。 4.使用完毕后,将探头从主机探头插座上拔出,同时将电池取出。并用干净的卫生纸或抹布小心将探头、仪器擦试干净后,装入箱内。