
冲压模具讲座
第一章 概论
一.冲压加工的重要性及优点。
1.重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产
品。如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。
2.优点:1)生产率高。2)精度高,质量稳定。3)材料利用率高。4)操作简便,特别适
宜于大批量生产和自动化。
二.冲压加工的概念。
1. 概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状
和尺寸零件的加工方法。
冲压加工的三要素:冲床,模具,材料。
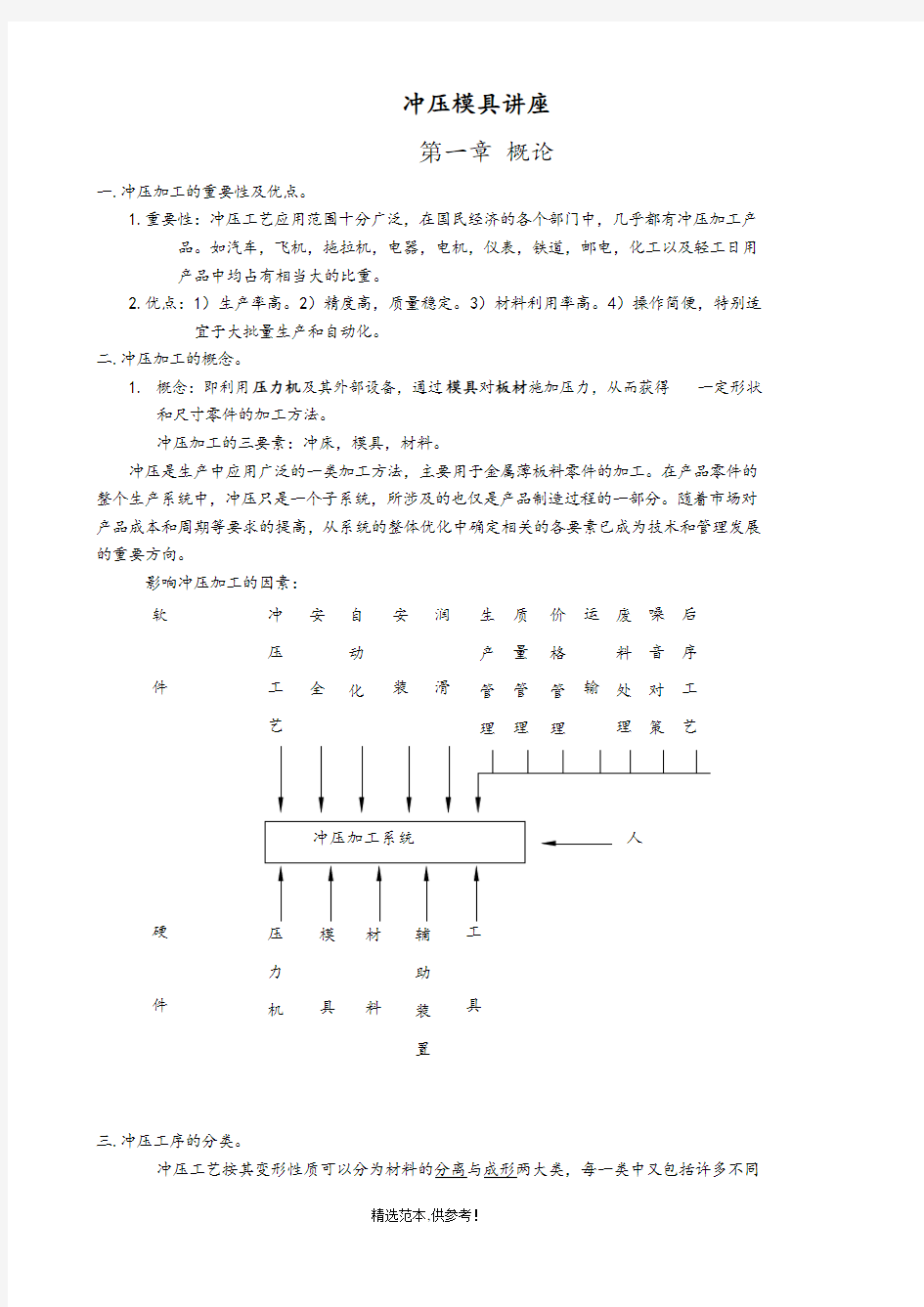
冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。随着市场对产品成本和周期等要求的提高,从系统的整体优化中确定相关的各要素已成为技术和管理发展的重要方向。
影响冲压加工的因素:
三.冲压工序的分类。
冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同
冲压加工系统
人
冲
压 工
艺
安 全
自 动 化 安 装
润 滑 生 产 管 理 质 量 管 理 价 格 管 理
运 输 废 料 处 理 噪 音 对 策 后 序 工 艺 压
力 机 模具 材料 辅助 装 置
具
软 件
硬
件
的工序。
冲压的基本工序:
1.冲裁:包括落料和冲孔两个工序。
1)落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上;
2)冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。
2.剪切:用模具切断板材,切段线不封闭.
3.切口:在坯料上将板材部分切开,切口部分发生弯曲.
4.切边:将拉深或成形后的半成品边缘部分的多余材料切掉。
5.剖切:将半成品切开成两个或几个工件,常用于成双冲压。
切口切边剖切
6.弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型弯曲)。
7.卷圆:将板料端部卷圆。
8.扭曲:将平板的一部分相对于一部分扭转一个角度。
弯曲卷圆扭曲
9.拉深:将板料压制成空心工件,壁厚基本不变。
10.变薄拉深:用减小直径与壁厚,增加工件高度的方法来改变空心件的尺寸,得到要求的底
厚,壁薄的工件。
11.孔的翻边:将板料或工件上有孔的边缘翻成竖立边缘。
拉深变薄拉深孔的翻边
12.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。
13.缩口:将空心件的口部缩小。
14.扩口:将空心件的口部扩大,常用于管子。
外缘翻边缩口扩口
15.起伏:在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。
16.卷边:将空心件的边缘卷成一定的形状。
17.胀形:将空心件(或管料)的一部分沿径向扩张,呈凸肚形。
起伏卷边胀形
18.旋压:利用赶棒或滚轮将板料毛坯赶压成一定形状(分变薄与不变薄两种)。
19.整形:把形状不太准确的工件校正成形。
20.校平:将毛坯或工件不平的面或弯曲予以压平。
旋压整形校平
21.压印:改变工件厚度,在表面上压出文字或花纹。
22.正挤压:凹模腔内的金属毛坯在凸模压力的作用下,处于塑性变形状态,使其由凹模孔挤出,金属流动的方向与凸模运动方向相同。
23.反挤压:金属挤压过程中,沿凸模与凹模的间隙塑流,其流动方向与凸模运动方向相反。
24.复合挤压:正挤与反挤的结合。
压印正挤压反挤压复合挤压
四.冷冲模类型和特点。
1.模具分类(按冲压工序的组合方式分)。
1)单冲模:在模具上只有一个加工工位,而且在冲床的一次行程中只完成一类冲压
加工工艺。
2)复合模:在模具上只有一个加工工位,在冲床的一次行程中完成两类以上的加工
工艺。
3)级进模:有多个工位组成,各工位完成不同的加工,各工位顺序关联,在冲床的
一次行程中完成一系列不同的冲压加工。
三类模具的优缺点比较:
2.级进模特点:
1)冲压生产效率高。级进模可以完成复杂零件的冲裁、翻边、弯曲、拉深、立体成形以及装配等工艺,减少了中间转运和重复定位等工作,而且工位数量的增加不影响生产效率,可以冲制很小的精密零件。
2)
用自动送料机构,模具内装有安全检测装置。
3)模具寿命长。复杂的内形和外形可分解为简单的凸模和凹模外形,分段逐次冲切,工序可以分散在若干个工位,在工序集中的区域还可以设置空位,从而避免了凸、凹模壁厚过小的问题,改变了凸、凹的受力状态,提高了模具强度。此外,级进模还采用卸料板兼作凸模导向板,对提高模具寿命也非常有利。
4)产品质量高。级进模在一副模具内完成产品的全部成形工序,克服了用简单模时多次定位带来的操作不变和累积误差。
5)生产成本较低。级进模由于结构比较复杂,所以制造费用较高,同时材料利用率较低,但由于级进模生产效率高、压力机占有数少、需要的操作工人数和车间面积少,减少了半成品的储存和运输,因而产品零件的综合生产成本并不高。
6)设计和制造难度大,对经验的依赖性强。级进模结构复杂,技术含量高,设计灵活性大、难度大;设计和制造中的经验、推断和目测工作量多,人才培养时间长,个人之间的差异大;同一产品零件可有多种不同的设计方案,设计的灵活性大;设计和制造周期长,费用高,适用于批量生产。级进模还受产品零件尺寸限制,产品尺寸不宜太大。
7)按订单生产,而不是按计划生产,订货受市场影响大,交货期要求短。
五.级进模的功能
功能:级进模的基本功能是利用凸模和凹模在板料上施加一定形式和大小的作用力,使材
料产生塑性变形,从而将毛胚转变为产品零件的能力。
六.级进模的设计方法。 1.级进模设计流程。
级进模设计也是一个系统,其流程如图1-8所示。具体可以分为四个阶段:工艺设计、排样、概要设计、结构设计、零件设计。
1)工艺设计:即是对产品零件所包括的成形工序逐一进行分析,以确定产品零件的加工工艺方案。工艺设计前应充分了解产品零件的要求及实际的生产条件。
2)排样与概要设计以工艺设计可行为前提,具体确定级进模加工产品零件时的工序方案和模具的基本结构形式,初步给出模具的估价和制造周期,确定是否继续开展模具详细的设计和制造。
3)结构设计和零件设计就是为级进模正式投入生产而具体地开展的设计,在这一阶段部分模具零件的加工也将同期展开。结构设计与零件设计的结果是模具装配图、需加工的模具零件的工程图。 2.设计注意事项。
1)要用系统的观点,从冲压、模具制造等多方面构成的大系统中确定级进模的结构和零件方案,要重视实践经验的作用。要切合实际,确立切实可行的模具方案,同时要考虑现有的模具制造条件、冲压生产条件。
2)级进模结构复杂,设计难度大,制造费用高,周期长,因此设计应坚持科学、严谨、求实的精神,认真分析、详细规划,务求设计合理、制造方便、满足使用要求。要充分了解产品零件加工的需求和模具制造和使用条件,表1-5是级进模设计前应掌握的数据。表1-6是级进模设计时的规划表。
3)模具设计和制造具有技术密集型的特点,设计和制造密切相关。随着产品市场竞争的加剧和计算机技术的发展,产品制造周期日益缩短,对模具设计和制造周期的要求也愈来愈短,因此,模具设计和制造的交叉并行已成为必然。
表1-5 级进模设计前应掌握的数据
材 料 插 入
产 品 搬 出
表1-6 级进模设计规划表
冲压模具讲座 第一章 概论 一.冲压加工的重要性及优点。 1.重要性:冲压工艺应用围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产品。 如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。 2.优点:1)生产率高。2)精度高,质量稳定。3)材料利用率高。4)操作简便,特别适 宜于大批量生产和自动化。 二.冲压加工的概念。 1. 概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状 和尺寸零件的加工方法。 冲压加工的三要素:冲床,模具,材料。 冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。随着市场对产品成本和周期等要求的提高,从系统的整体优化中确定相关的各要素已成为技术和管理发展的重要方向。 影响冲压加工的因素: 三.冲压工序的分类。 冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同的工序。 冲压的基本工序: 1.冲裁:包括落料和冲孔两个工序。 1)落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以 冲压加工系统 人 冲 压 工 艺 安 全 自 动 化 安 装 润 滑 生 产 管 理 质 量 管 理 价 格 管 理 运 输 废 料 处 理 噪 音 对 策 后 序 工 艺 压 力 机 模具 材料 辅助 装 置 具 软 件 硬 件
模仁为准,间隙取在冲子上; 2)冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。 2.剪切:用模具切断板材,切段线不封闭. 3.切口:在坯料上将板材部分切开,切口部分发生弯曲. 4.切边:将拉深或成形后的半成品边缘部分的多余材料切掉。 5.剖切:将半成品切开成两个或几个工件,常用于成双冲压。 切口切边剖切 6.弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型弯曲)。 7.卷圆:将板料端部卷圆。 8.扭曲:将平板的一部分相对于一部分扭转一个角度。 弯曲卷圆扭曲 9.拉深:将板料压制成空心工件,壁厚基本不变。 10.变薄拉深:用减小直径与壁厚,增加工件高度的方法来改变空心件的尺寸,得到要求的底 厚,壁薄的工件。 11.孔的翻边:将板料或工件上有孔的边缘翻成竖立边缘。 拉深变薄拉深孔的翻边 12.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。 13.缩口:将空心件的口部缩小。 14.扩口:将空心件的口部扩大,常用于管子。 外缘翻边缩口扩口 15.起伏:在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。 16.卷边:将空心件的边缘卷成一定的形状。 17.胀形:将空心件(或管料)的一部分沿径向扩,呈凸肚形。 起伏卷边胀形 18.旋压:利用赶棒或滚轮将板料毛坯赶压成一定形状(分变薄与不变薄两种)。 19.整形:把形状不太准确的工件校正成形。 20.校平:将毛坯或工件不平的面或弯曲予以压平。
任务分析 本任务要求了解以下内容: ● 冷冲压模具概述。 ● 冷冲压的概念。 ● 冷冲压的特点。 ● 冷冲压的发展现状及应用。 ● 冷冲压工序的分类。 ● 冲压设备及技术参数。 ● 曲柄压力机的主要结构类型。 ● 曲柄压力机的基本组成。 任务实施 冷冲压的概念 冷冲压的特点 冷冲压工序的分类 曲柄压力机的结构及组成 本章要点
冷冲压工艺与模具设计 2 1.1 冷冲压模具概述 日常生活中人们使用的很多用具是用冲压方法制造的,例如不锈钢饭缸,它就是用一块圆形金属板料在压床上利用模具对圆形板料加压而冲出来的。可以看出,冷冲压是一种在常温(冷态)下利用冲模在压床上对各种金属(或非金属)板料施加压力使其分离或者变形而得到一定形状零件的金属压力加工方法。 冷冲压是一种先进的金属加工方法。在冷冲压加工中,冷冲模就是冲压加工中所用的工艺装备。没有先进的冷冲压技术,先进的冲压工艺就无法实现。 1.1.1 冷冲压的概念 冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件加工方法。它是一种压力加工方法,是机械制造中的先进加工方法之一。 1.1.2 冷冲压的特点 冷冲压加工是一种先进的金属加工方法,与其他加工方法(切削)比较,它有以下特点: ● 采用冷冲压加工方法,在压床简单冲压下,可以得到形状复杂、用其他加工方法 难以加工的工件。如汽车的前顶盖、车门等薄壳零件。 ● 冷冲压件的尺寸精度是由模具保证的,制出的零件一般不进一步加工,可直接 用来装配,而且有一定精度,具有互换性。因此,冷冲压加工的尺寸稳定、互换 性好。 ● 在耗材不大的情况下,能得到强度高、足够刚性而重量轻、外表光滑美观的零件, 因此,工件的成本较低。 ● 操作简单,劳动强度低,材料利用率高(一般为70%~85%)。 ● 生产率高,冲床冲一次一般可得一个零件,而冲床一分钟的行程少则多次,多则 几百次。同时,生产出的毛坯和零件形状规则,便于实现机械化和自动化。最近 几年发展起来的简易冲模、组合模具、锌基合金冲模等为单件大批量生产创造了 条件,因此,产品造价成本低。 冷冲压的缺点是模具要求高、制造复杂、周期长、制造费用昂贵,因而在小批量生产中受到限制。同时,冲压件的精度决定于模具精度,若零件的精度要求过高,用冷冲压生产就难以达到要求。 1.1.3 冷冲压的发展现状及应用 由于冷冲压具有表面质量好、重量轻、成本低的优点,它还是一种经济的加工方法,
冲压模具基础知识 冲裁 冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 切开 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。 切边 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。 切舌 切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。 切断 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔 冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺 冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽 冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 冲中心孔 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 精冲 精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。 连续模 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。 单工序模 单工序模是在压力机一次行程中只完成一道工序的冲模。 组合冲模 组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 压凸 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 压花 压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 成形 成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。 光洁冲裁 光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。 卷边 卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。 卷缘 卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。 拉延 拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。 拉弯 拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。 胀形 胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。 剖切 剖切是将成形工序件一分为几的一种冲压工序。 校平 校平是提高局部或整体平面型零件平直度的一种冲压工序。 起伏成形 起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。 弯曲 弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。 凿切
冲压模具讲座 第一章概论 .冲压加工的重要性及优点。 1. 重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产 品。如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用 产品中均占有相当大的比重。 2. 优点:1)生产率高。2)精度高,质量稳定。3)材料利用率高。4)操作简便,特别适 宜于大批量生产和自动化。 .冲压加工的概念。 1. 概念:即利用 压力机及其外部设备,通过 模具对板材施加压力,从而获得 一定形状 和尺寸零件的加工方法。 冲压加工的三要素:冲床,模具,材料。 冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。在产品零件的 整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。随着市场对 从系统的整体优化中确定相关的各要素已成为技术和管理发展 的重要方向。 影响冲压加工的因素: 压 模 材 辅 工 力 助 机 具 /、 料 装 具 /、 置 三.冲压工序的分类。 冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同 冲 安 自 安 润 生 压 动 产 工 全 化 装 滑 管 艺 理 质价运废噪后 量格 料音序 管管输处对工 理理 理策艺 产品成本和周期等要求的提高,
的工序。 冲压的基本工序: 1. 冲裁:包括落料和冲孔两个工序。 1 )落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以 模仁为准,间隙取在 冲子上; 2 )冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取 在模仁上。 2. 剪切:用模具切断板材,切段线不封闭? 3. 切口 :在坯料上将板材部分切开,切口部分发生弯曲? 4. 切边:将拉深或成形后的半成品边缘部分的多余材料切掉。 12.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。 在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。 16. 卷边:将空心件的边缘卷成一定的形状。 17. 胀形:将空心件(或管料)的一部分沿径向扩张,呈凸肚形。 5.剖切: 将半成品切开成两个或几个工件,常用于成双冲压。 切口 切边 剖切 6.弯曲: 7.卷圆: 用模具使材料弯曲成一定形状( 将板料端部卷圆。 V 型/U 型/Z 型弯曲)。 将板料压制成空心工件,壁厚基本不变。 10. 变薄拉深:用减小直径与壁厚,增加工件高度的方法来改变空心件的尺寸, 厚,壁薄的工件。 11. 孔的翻边:将板料或工件上有孔的边缘翻成竖立边缘。 9.拉深: 得到要求的底 ”咱??… 1 X ---------- 1 变薄拉深 孔的翻边 13.缩口: 将空心件的口部缩小。 14.扩口: 将空心件的口部扩大,常用于管子。 n. ! n 外缘翻边 缩口 扩口 15.起伏: 8.扭曲: 拉深
冲压模具基础知识(术语) 冲裁 冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 切开 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。切边 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。 切舌 切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。切断 切断 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔 冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺 冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽 冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 冲中心孔 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 精冲 精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。 连续模 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。 单工序模 单工序模是在压力机一次行程中只完成一道工序的冲模。 组合冲模 组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 压凸 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 压花 压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 成形 成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。 光洁冲裁 光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。 卷边 卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。 卷缘 卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。
冲压模具结构基础知识 一.冲压概述 1. 沖压原理: 是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。(冲压简单的定义是利用冲模对金属板料进行加工以得到所需要的零件形狀和尺寸.) 2. 沖压模具: 冲压模具,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。 3. 沖压模具加工的特点: A: 可沖制出各种形狀复杂、精度一致的制件,且可以保证互換性; B: 操作简便,易实现自动化,生产效率高; C: 节约能源,制造成本低; D: 冲压件表面质量好; E: 适用于大批量生产。 二.冲压模具的构成 模具是由模板,零件及标准件组成 1.模板(八块板): 上模部分(五块): 模板代号、材料模板名称 P01A (S45C/A7075)DIE(P) SET 上模座 P02A (SKD11) BACKING(P) PLATE 上模垫板 P03A (SKD11) PUNCH PLATE 冲子(凸模)固定板 S02A (SKD11) STOPPER PLATE 剥板背板 S01A (SKD11) STRIPPER PLATE 卸料板 下模部分(三块): D03A (SKD11)DIE PLATE 下模板 D02A (SKD11) BACKING(P) PLATE 下模垫板 D01A (S45C) DIE(P) SET 下模座 模具材料补充: 1. SKD11是日本牌号相对中国材料是Cr12MoV 。 Cr12MoV 这是一种耐磨性能较佳的通用冷作模具钢,有着良好的淬火性,并且淬火变形量小.SKD11材料易于车削,耐磨性良好。在300 ~400℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。例如,形状复杂的冲孔凹模、复杂模具上的镶块、钢板深拉深模、拉丝模、螺纹挫丝板、冷挤压模、冷切剪刀、圆锯、标准刀具、量具等。 2. A7075 铝合金 3. S45C 日本的牌号,中国的45#钢,高级优质碳钢,耐磨性优良,但延展性减少,淬火易变形和开裂,故热处理极为重要,且回火后必须急冷,以避免回火脆性发生。 2. 零件 1)下料冲子/成形冲子(PG冲子) 2) 冲子固定块SKD11
冲压模具基础知识 第一章概论 一?冲压加工的重要性及优点。 1?重要性:冲压工艺应用范畴十分广泛,在国民经济的各个部门中,几乎都有冲压加工产品。如汽车,飞机,拖拉机,电器,电机,外表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。 2?优点:1)生产率高。2)精度高,质量稳固。3)材料利用率高。4)操作简便,专门适宜于大批量生产和自动化。 二.冲压加工的概念。 概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得一定形状和尺寸零件的加工方法。 冲压加工的三要素:冲床,模具,材料。 冲压是生产中应用广泛的一类加工方法,要紧用于金属薄板料零件的加工。在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。随着市场对产品成本和周期等要求的提升,从系统的整体优化中确定有关的各要素已成为技术和治理进展的重要方向。 阻碍冲压加工的因素: 软冲安自安润生质价运废噪后 压动产量格料^音序件工全化装滑管管管输处对工 艺理理理理策艺 冲压加工系统= _______ 人 压模材辅工 力助 机具料装具
三?冲压工序的分类。 冲压工艺按其变形性质能够分为材料的分离与成形两大类,每一类中又包括许多不同的工序。 冲压的差不多工序: 1.冲裁:包括落料和冲孔两个工序。 1)落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上; 2)冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。 2?剪切:用模具切断板材,切段线不封闭. 3?切口 :在坯料上将板材部分切开,切口部分发生弯曲. 4?切边:将拉深或成形后的半成品边缘部分的余外材料切掉。 5?剖切:将半成品切开成两个或几个工件,常用于成双冲压。 切口切边剖切6?弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型弯曲)。 7.卷圆:将板料端部卷圆。 8?扭曲:将平板的一部分有关于一部分扭转一个角度。
冲压模具基础知识 (术语) 冲裁 冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 切开 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。 切边 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。切舌 切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。切断 切断 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔 冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。冲缺 冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽 冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 冲中心孔 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 精冲 精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。 连续模 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。 单工序模 单工序模是在压力机一次行程中只完成一道工序的冲模。 组合冲模 组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 压凸 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 压花 压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 成形 成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。 光洁冲裁
模具常见的基础知识 1.塑胶材料常用收缩率?答:ABS PC PMMA PS 1.005 POM PVC PE 1.020 PP 1.015-1.020 2.塑胶件常出现的瘕疵?答:缺胶、披风、气泡、缩水、熔接痕、黑点、条纹、翘曲、分层、脱皮等. 3.常用的塑胶模具钢材?答:718 738 S136 NAK80 SKH51 SKD61 2344 8407 4.高镜面抛光用哪种钢材?答:常用高硬热处理钢材,如SKD61、8407、S136等! 5.什么是2D?什么是3D?答:,2D是指二维平面,3D是指三维空间。在模具部分,2D通常是指平面图,即CAD图;3 D通常是指立体图,即PRO/E、UG或其他3 D软件的图档。 6.UG的默认精度是多少?答:UG的默认精度是0.0254MM 7.什么是碰穿?什么是插穿?答:与PL面平行的公母模贴合面叫碰穿面;与PL面不平行的公母模贴合面叫插穿面! 8.条和丝的关系?答:条和丝都是长度单位。条为台湾用语,1条=0.01MM;丝为香港用语,1丝=0.01MM,所以,1条=1丝 9.枕位是什么?答:外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕状分型部分称为枕位. 10.火山口是什么?答:BOOS柱根部减胶部分反映在模具上的类似于火山爆发后的形状叫做模具火山口。深的骨位上也常做,目的是为了防止缩水。 11.呵是指什么?答:呵就是模仁,香港习惯用语,镶呵的意思就是镶模仁。 12.什么是虎口?答:虎口,又称管位,即用来限位的部分。常用在模仁的四个角上,起前后模仁一个精定位的作用,常用CNC或模床加工。 13.什么叫排位?答:模具上的产品布局称为排位。往往由进胶式样与模具结构及产品本身来决定的。 13.什么叫胶位?答:模具上产品的空穴称为胶位。也就是你需要的塑胶件 14.什么叫骨位?答:产品上的筋称为骨位。多是起连结或限位作用的 15.什么叫柱位?答:产品上的BOSS柱称为柱位。常是打镙丝或定位用的。 16.什么叫虚位?答:模具上的间隙称为虚位。也就是常说的避空位,常用在非封胶位。 17.什么叫扣位?答:产品联接用的钩称为扣位。一般需要做斜顶或行位结构。 18.什么叫火花纹?答:电火花加工后留下的纹称为火花纹。由放电量来决定粗细。 19.什么是PL面?答:PL是Parting Panel的简称,PL又称分型面,是指模具在闭合时公模
冲压模具讲座 第一章 概论 一.冲压加工的重要性及优点。 1.重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产 品。如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。 2.优点:1)生产率高。2)精度高,质量稳定。3)材料利用率高。4)操作简便,特别适 宜于大批量生产和自动化。 二.冲压加工的概念。 1. 概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状 和尺寸零件的加工方法。 冲压加工的三要素:冲床,模具,材料。 冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。随着市场对产品成本和周期等要求的提高,从系统的整体优化中确定相关的各要素已成为技术和管理发展的重要方向。 影响冲压加工的因素: 三.冲压工序的分类。 冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同 冲压加工系统 人 冲 压 工 艺 安 全 自 动 化 安 装 润 滑 生 产 管 理 质 量 管 理 价 格 管 理 运 输 废 料 处 理 噪 音 对 策 后 序 工 艺 压 力 机 模具 材料 辅 助 装 臵 工 具 软 件 硬 件
的工序。 冲压的基本工序: 1.冲裁:包括落料和冲孔两个工序。 1)落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上; 2)冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。 2.剪切:用模具切断板材,切段线不封闭. 3.切口:在坯料上将板材部分切开,切口部分发生弯曲. 4.切边:将拉深或成形后的半成品边缘部分的多余材料切掉。 5.剖切:将半成品切开成两个或几个工件,常用于成双冲压。 切口切边剖切 6.弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型弯曲)。 7.卷圆:将板料端部卷圆。 8.扭曲:将平板的一部分相对于一部分扭转一个角度。 弯曲卷圆扭曲 9.拉深:将板料压制成空心工件,壁厚基本不变。 10.变薄拉深:用减小直径与壁厚,增加工件高度的方法来改变空心件的尺寸,得到要求的底厚,壁薄的工件。 11.孔的翻边:将板料或工件上有孔的边缘翻成竖立边缘。 拉深变薄拉深孔的翻边 12.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。 13.缩口:将空心件的口部缩小。 14.扩口:将空心件的口部扩大,常用于管子。 外缘翻边缩口扩口 15.起伏:在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。 16.卷边:将空心件的边缘卷成一定的形状。 17.胀形:将空心件(或管料)的一部分沿径向扩张,呈凸肚形。
效益,使现代冲压技术水平提高到一个新的高度。 模具的发展与现状 模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要标志。随着国民经济总量和工业产品技术的不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。目前我国模具工业的发展步伐日益加快,“十一五期间”产品发展重点主要应表现在 [2]:(1)汽车覆盖件模; (2)精密冲模; (3)大型及精密塑料模; (4)主要模具标准件; (5)其它高技术含量的模具。 目前我国模具年生产总量虽然已位居世界第三,其中,冲压模占模具总量的40%以上[2],但在整个模具设计制造水平和标准化程度上,与德国、美国、日本等发达国家相比还存在相当大的差距。以大型覆盖件冲模为代表,我国已能生产部分轿车覆盖件模具。轿车覆盖件模具设计和制造难度大,质量和精度要求高,代表覆盖件模具的水平。在设计制造方法、手段上已基本达到了国际水平,模具结构功能方面也接近国际水平,在轿车模具国产化进程中前进了一大步。但在制造质量、精度、制造周期和成本方面,以国外相比还存在一定的差距。标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种,在制造精度、使用寿命、模具结构和功能上,与国外多工位级进模和多功能模具相比,存在一定差距[2-3]。 模具CAD/CAE/CAM技术 冲压技术的进步首先通过模具技术的进步来体现出来。对冲模技术性能的研究已经成为发展冲压成形技术的中心和关键。 20世纪60年代初期,国外飞机、汽车制造公司开始研究计算机在模具设计与制造中的应用。通过以计算机为主要技术手段,以数学模型为中心,采用人机互相结合、各尽所长的方式,把模具的设计、分析、计算、制造、检验、生产过程连成一个有机整体,使模具技术进入到综合应用计算机进行设计、制造的新阶段。模具的高精度、高寿命、高效率成为模具技术进步的特征。 模具CAD/CAE/CAM是改造传统模具生产方式的关键技术,是一项高科技、高效益的系统工程。它以计算机软件的形式,为企业提供一种有效的辅助工具,使工程技术人员借助于计算机对产品性能、模具结构、成形工艺、数控加工及生产管理进行设计和优化[4]。模具CAD/CAE/CAM 技术能显着缩短模具设计与制造周期,降低生产成本和提高产品质量已成为模具界的共识。模具CAD/CAE/CAM在近20年中经历了从简单到复杂,从试点到普及的过程。进入本世纪以来,模具CAD/CAE/CAM技术发展速度更快,应用范围更广。
冲压模具基础知识(术语) (一)冲裁分类 冲裁:是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。如下: ①落料:是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面 形的。 ②冲孔:是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的 孔。 ③冲缺:是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不 超过宽度。 ④冲槽:是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过 宽度。 ⑤剖切:是将成形工序件一分为几的一种冲压工 序。 ⑥凿切:是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被
冲材料绝大多数是非金属。 ⑦切边:是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工 序。 ⑧切舌:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。 ⑨切开:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本 位于分离前所处的平面。 (二)关于拉模 ①拉深: 拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。 ②连续拉深: 连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。 ③变薄拉深:
冲压模具基础知识 冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。 切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。 切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。 切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。 冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 精冲精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。 连续模连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。
单工序模单工序模是在压力机一次行程中只完成一道工序的冲模。 组合冲模组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。 压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。 压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。 成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。 光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。 卷边卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。 卷缘卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。 拉延拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。 拉弯拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。 胀形胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。 剖切剖切是将成形工序件一分为几的一种冲压工序。 校平校平是提高局部或整体平面型零件平直度的一种冲压工序。 起伏成形起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程
公共课、专业基础课、专业课(正稿删除)《冷冲压工艺与模具设计》课程标准 所属系部:机械工程系 课程性质:专业课 适用专业:高等职业技术院校模具设计与制造专业 一、前言· 1.课程性质与任务 冷冲压工艺是应用最广泛的模具品种之一,《冷冲压工艺与模具设计》是模具设计与制造专业的一门主干专业技术课,也是制造类其它专业的一门重要选修课。它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。 本课程根据模具技术发展对工程技术应用人才的实际要求,采用系统观点和并行工程的思想,将理论知识的传授与模具设计和制造的实践相结合,做到基础理论适度,突出专业知识的实用性、综合性和先进性。 2.设计思路 二、课程目标 1.综合目标
反映专业特色,突出职校教育特点;以学生为中心;反映社会进步与发展要求;以学生学习相关理论为指导;突出《冲压模具设计》的直观性,强调动手能力培养和学生综合素质以及思维能力的提高。 1、素质培养入手,贯穿课程始终 2、前沿理论引导,注重实践训练 2.具体目标 1、知识 (1)冲压设备知识:掌握冲压设备的基本原理,会选择冲压设备的规格、协调冲压设备与模具的关系。 (2)冲压工艺知识:能从生产批量、材料、形状结构、精度等方面分析冲压件的工艺性,确定工艺方案。 (3)冲压模具结构设计和计算知识:能正确选择冲压模具结构类型,熟悉国家标准、手册使用,进行模具零件结构设计和计算。 (4)冲压模具制造知识:掌握冲压模具加工方法和特点,能制订冲压模具零件的制造工艺(包含热加工、常规加工、数控加工、特种加工等)和冲压模具装配工艺,掌握检验方法。 (5)多工位级进模设计和制造知识:掌握多工位级进模有别于一般冲压模具设计和制造的特点。 (6)试模技术和冲压件质量分析知识 2、能力 (1)具有应用冲压变形理论,分析冲压件变形特点,制定合理冲压工艺规程的能力。 (2)具备协调冲压设备与模具的关系,选择冲压设备的能力。 (3)具备冲压模具结构分析和计算的能力。 (4)具有选择冲压模具结构类型,进行冲压模具结构设计的能力。 (5)具备正确选择冲压模具加工方法,制定制造工艺和装配工艺的能力。 (6)初步具备多工位级进模设计和制造的能力。 (7)初步具备试模和冲压件质量分析的能力。 3、素质结构
冲压模具术语基础知识 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1、卷边 卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。 2、卷缘 卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。 3、拉延 拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。 4、拉弯 拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。 5、胀形 胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。剖切剖切是将成形工序件一分为几的一种冲压工序。 6、校平 校平是提高局部或整体平面型零件平直度的一种冲压工序。 7、起伏成形 是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。 8、弯曲 弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。 9、凿切 凿切是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被冲材料绝大多数是非金属。 10、深孔冲裁 深孔冲裁是孔径等于或小于被冲材料厚度时的冲孔工序。
11、落料 落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面形的。 12、缩口 缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。 13、整形 整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。 14、整修 整修是沿外形或内形轮廓切去少量材料,从而提高边缘光洁度和垂直度的一种冲压工序。整修工序一般也同时提高尺寸精度。 15、翻孔 翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。 16、翻边 翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序。 17、拉深 拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。 18、连续拉深 连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。 19、变薄拉深 变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。 20、反拉深 反拉深是把空心工序件内壁外翻的一种拉深工序。 21、差温拉深 差温拉深是利用加热、冷却手段,使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程度的一种拉深工序。 22、液压拉深 液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。 23、压筋 压筋是起伏成形的一种。当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。