涡轮导向叶片热应力计算
【摘要】某航空发动机在长时间试验中发生了涡轮导向叶片裂纹的故障。本文利用数值方法分析了叶片裂纹位置的应力,开展了对涡轮导向叶片和燃气的流固耦合计算,最终得到了叶片的热应力分布情况。计算结果表明叶片的裂纹是由于局部热应力过高引起的。
【关键词】涡轮导向叶片;流固耦合;热应力;航空发动机
1.引言
某型发动机在工厂进行完长时间试验后,发动机分解检查时发现部分涡轮导向叶片有裂纹。裂纹位于排气边中部,并基本垂直于排气边。
本文使用CFX软件计算燃气的流场,然后将流场计算得到的温度场结果导入ANSYS中进行耦合计算,最终得到叶片的热应力分布情况。
2.导向叶片结构
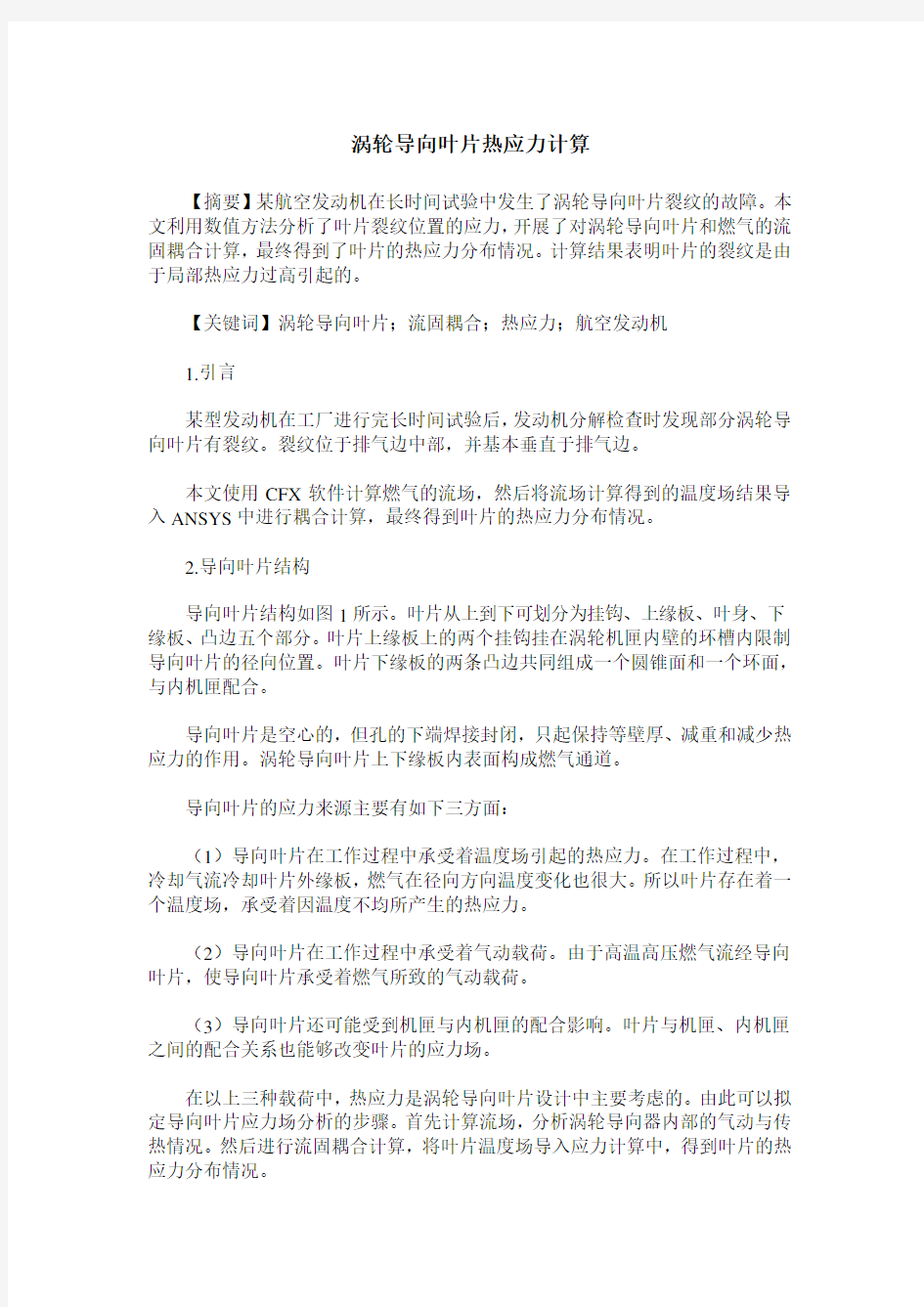
导向叶片结构如图1所示。叶片从上到下可划分为挂钩、上缘板、叶身、下缘板、凸边五个部分。叶片上缘板上的两个挂钩挂在涡轮机匣内壁的环槽内限制导向叶片的径向位置。叶片下缘板的两条凸边共同组成一个圆锥面和一个环面,与内机匣配合。
导向叶片是空心的,但孔的下端焊接封闭,只起保持等壁厚、减重和减少热应力的作用。涡轮导向叶片上下缘板内表面构成燃气通道。
导向叶片的应力来源主要有如下三方面:
(1)导向叶片在工作过程中承受着温度场引起的热应力。在工作过程中,冷却气流冷却叶片外缘板,燃气在径向方向温度变化也很大。所以叶片存在着一个温度场,承受着因温度不均所产生的热应力。
(2)导向叶片在工作过程中承受着气动载荷。由于高温高压燃气流经导向叶片,使导向叶片承受着燃气所致的气动载荷。
(3)导向叶片还可能受到机匣与内机匣的配合影响。叶片与机匣、内机匣之间的配合关系也能够改变叶片的应力场。
在以上三种载荷中,热应力是涡轮导向叶片设计中主要考虑的。由此可以拟定导向叶片应力场分析的步骤。首先计算流场,分析涡轮导向器内部的气动与传热情况。然后进行流固耦合计算,将叶片温度场导入应力计算中,得到叶片的热应力分布情况。
涡轮叶片精铸全过程及其影响因素 无余量熔模精密铸造目前为涡轮叶片制造的最佳手段。其工艺流程主要包括型芯模具的设计与制造、压制型芯、蜡模模具的设计与制造、装配注蜡、涂浆制壳、干燥型壳、脱蜡、烧结、浇注金属、脱壳脱芯、激光打孔等环节。 模具的设计定型:1、精铸模具型腔体设计,首先建立叶片零件模型,包括叶身、缘板、榫头伸根的内型特征,以此构建叶身实体。此后进行叶片的多态模型转化,由叶片零件模型转化到型腔体模型。2、型腔优化及精铸仿真,根据铸件的收缩原理采用反变形优化工艺方法对型腔进行放型最终得到模具型腔。3、精铸模具结构设计与制造,确定核心包络块并设计叶片精铸模具模架,再由模具标准件经机械加工、表面处理、装配、检测、修模到定型。模具结构的合理性和尺寸精度对于熔模精铸件十分重要。设计制造高质量的内外型模具即精铸模具就成为精密熔模铸造技术的关键。 陶瓷型芯的制造:在叶片蜡型压制之前是需制作设计陶瓷型芯模具,并压制合格陶瓷型芯。陶瓷型芯的制备包括浆料的配制、型芯压制、型芯素肧的修理、烧结、强化及其过程质量控制与检验等。决定浆料性能的因素有陶瓷粉料的成分与颗粒形状、增塑剂的成分和性质、粉料和增塑剂的比例等。陶瓷型芯的质量很大程度上取决于素胚的压制质量,压制压力、锁模压力、浆料温度、保压时间等是影响陶瓷型芯压制质量的主要原因。 蜡模的制造工艺:合格的蜡型是制备精密铸件的前提,压制蜡型时,将陶芯放入蜡型模具中,并依靠定位元件对其定位。生产中大多采用压力把糊状模料压入压型的方法制造熔模。压制蜡基模料时,分型剂可为机油、松节油等;分型剂层越薄越好,使熔模能更好地复制压型的表面,提高熔模的表面光洁度。模料压制温度、压注压力、保压时间、压型温度、和模力、分型剂种类及其用量,以及制模和存放熔模的环境都会影响蜡模的质量。 熔模铸型的制造工艺:首先是熔模的组装,把形成铸件的熔模和形成浇冒口系统的熔模组合在一起,主要采用焊接法,用薄片状的烙铁,将熔模的连接部位熔化,使熔模焊在一起。后再经过若干次涂料、挂砂,干燥硬化,密封加固,脱蜡,焙烧最终制成型壳。型壳的性能与质量取决于面层与加固层材料的性能、相应涂挂工艺和过程控制。
摘要 摘要 本论文着重论述了涡轮叶片的故障分析。首先引见了涡轮叶片的一些根本常识;对涡轮叶片的结构特点和工作特点进行了详尽的论述,为进一步分析涡轮叶片故障做铺垫。接着对涡轮叶片的系统故障与故障形式作了阐明,涡轮叶片的故障形式主要分为裂纹故障和折断两大类,通过图表的形式来阐述观点和得出结论;然后罗列出了一些实例(某型发动机和涡轮工作叶片裂纹故障、涡轮工作叶片折断故障)对叶片的故障作了详细剖析。最后通过分析和研究,举出了一些对故障的预防措施和排除故障的方法。 关键词:涡轮叶片论述,涡轮叶片故障及其故障类型,故障现象,故障原因,排除方法
ABSTRACT ABSTRACT This paper emphatically discusses the failure analysis of turbine blade.First introduced some basic knowledge of turbine blades;The structure characteristics and working characteristics of turbine blade were described in she wants,for the further analysis of turbine blade failure Then the failure and failure mode of turbine blades;Turbine blade failure form mainly divided into two major categories of crack fault and broken,Through the graph form to illustrate ideas and draw conclusions ;Then lists some examples(WJ5 swine and turbine engine blade crack fault,turbine blade folding section)has made the detailed analysis of the blade.Through the analysis and research,finally give the preventive measures for faults and troubleshooting methods. Key words: The turbine blades is discussed,turbine blade fault and failure type,The fault phenomenon,fault caus,Elimination method
汽轮机热应力、热膨胀、热变形 一、汽轮机启停和工况变化时的传热现象: 1、凝结放热: 当蒸汽与低于蒸汽饱和温度的金属表面接触时,在金属壁表面发生蒸汽凝结现象,蒸汽放出气化潜热,蒸汽凝结放热在金属表面形成水膜——膜状凝结,其放热系数达4652~17445w/m2·k,如果蒸汽在壁面上凝结,形不成水膜则这种凝结——珠状凝结,珠状凝结的放热系数是膜状凝结的15~20倍。 汽轮机冷态启动,从开始冲转2~3min内,剧烈的换热使汽缸表面很快上升到蒸汽的饱和温度,尤其是转子表面上升更快。 2、对流放热: 汽轮机部件的最大允许温差,由机组结构、汽缸转子的热应力、热变形以及转子与汽缸的胀差决定的。 汽轮机启停和工况变化由于高、中压缸进汽区温度较高,热交换剧烈,因而汽缸转子内形成的温差也大,因此监视好这些部件温差不超允许值,其它部件的温差就不超允许值。 当蒸汽的温升率一定时,随着启动时间的增长及蒸汽参数的提高,蒸汽对金属单位时间的放热量并不相等,在金属部件内部引起的温差也不是定值。当调节级的蒸汽温度升到满负荷所对应的蒸汽温度时(约为503℃)蒸汽温度不再变化,此时金属部件内部温差达到最大值,在温升率变化曲线上的这一点为准稳态点,准稳态附近的区域为准稳态区。经过一段时间热量从内壁传到外壁,不考虑外壁的散热损失,内外壁温度相同,汽轮机进入稳定状态。 在汽轮机启停和变工况运行时,在金属部件内引起的温差不仅与蒸汽的温升率有关还与蒸汽温度的变化量有关,温差随蒸汽的温升率增大而增加,随蒸汽温度变化量的增加而增大。 机组启动时暖机,有效的减少了金属部件内引起的温差,所谓暖机,就是在蒸汽参数不变的情况下,对汽缸、转子进行加热,此时蒸汽传给金属的热量等于金属内部的导热量,使金属内外壁温差减小,暖机结束时,金属部件的温差很小或接近于零,金属部件的温度接近暖机开始的温度。 二、热应力: 1、由于温度的变化引起零件的变形——热变形,如果热变形受到约束,则物体内就产生应力,这种应力称为热应力。 物体在加热或冷却时,物体内的温度时不均匀的,这是物体虽没有约束,物体各部分的膨胀是不同的,互相间受到约束,将产生热应力,高温区手压缩应力,低温区受拉伸应力。 2、汽轮机启停和工况变化时汽缸和转子的热应力: (1)汽轮机冷态启动时的热应力: 汽缸内壁受压应力,外壁受拉应力 转子外壁受压应力,内壁受拉应力 (2)汽轮机停机过程的热应力: 汽缸内壁受拉应力,外壁受压应力 转子外壁受压应力,外壁受拉应力 汽轮机从冷态启动,稳定工况下运行至停机过程中,转子表面的热应力由压缩变化拉伸,中心孔的热应力由拉伸变为压缩。汽缸内外壁变化也是如此,刚好完成一个交变热应力循环。在交变应力的反复作用下,金属表面出现疲劳裂纹,并逐渐扩展,以致断裂,由于汽轮机正常运行时间长,启停时产生的热应力的频率很低,故称这种交变热应力为低周波应力又称低周疲劳,一般机械的交变应力称为高周波应力。
航空发动机叶片涂层技术 一.涡轮叶片是先进航空发动机核心关键之一 航空发动机被称为现代工业“皇冠上的明珠”,航空发动机是飞机的“心脏”,价值一般占到整架飞机的20%-25%。目前,能独立研制、生产航空发动机的国家只有美、英、法、俄、中5个。但是,无论“昆仑”、“秦岭”发动机、还是“太行”系列,我国航空发动机的水平距离这一领域的“珠穆朗玛”依然存在不小的差距。美、俄、英、法四个顶级“玩家”能够自主研发先进航空发动机。西方四国由于对未来战场与市场的担忧,在航空发动机核心技术上一直对中国实施禁运和封锁。技术难关有很多。本人认为涡轮叶片是先进航空发动机的核心技术之一。 随着航空航天工业的发展,对发动机的性能要求越来越高,要使发动机具有高的推重比和大的推动力,所采用的主要措施是提高涡轮进口温度。国外在20世纪90年代,要求涡轮前燃气进口温度达1850-1950K。美国在IHPTET计划中要求:在海平面标准大气条件下,航空燃气涡轮机的的涡轮进口温度高达2366K。涡轮进口温度的提高要求发动机零件必须具有更高的抗热冲击、耐高温腐蚀、抗热交变和复杂应力的能力。对于舰载机,由于在海洋高盐雾环境下长期服役,要求发动机的叶片的耐腐蚀性更高;常在沙漠上飞行的飞机,发动机的叶片要具有更好的耐磨蚀。 众所周知:镍基和钴基高温合金具有优异的高温力学和腐蚀性
能,广泛用于制造航空发动机和各类燃气轮机的涡轮叶片(blade and vane)。就材质来看:各国的高温合金型号虽各不相同,但就相近成分的高温合金来说,其性能相近(生产工艺方法不同有也造成性能有大的差异)。好的高温合金的使用温度也只有1073K左右,为达到前面所说的要求温度,采用的方法有二:一是制成空心的叶片。空心叶片自20世纪60年代中期出现以来,经历了对流冷却、冲击冷却、气膜冷却以及综合冷却的发展历程,使进气口温度高出叶片材料约300—500℃,内腔的走向复杂化和细致化。这一步的改进仍难满足需要,且英国发展计划将取消冷却。二是涂层,常进行多材质多层次涂层。 PVT公司研究表明:军用直升机上的发动机叶片采用涂层,在沙漠上飞行,寿命可提高3倍左右,不仅大大降低了制造发动机叶片的成本,同时也使飞机的维护时间延长了两倍。 二.涡轮叶片的涂层 高温合金的生产方法或晶形结构对产品的性能是有很大影响的,如图1所示,GE公司20年前开始采用单晶高温合金制作战机用发 Fig.1 Comparative preperties of polycrystal,columnar and single-crystal superallys
汽轮机的热应力、热变形、热膨胀 主要内容:主要介绍汽轮机的热应力、热膨胀和热变形;汽轮机寿命及如何进行汽轮机的寿命管理。 Ⅰ汽轮机的受热特点 一、汽缸壁的受热特点 汽轮机启停过程是运行中最复杂的工况。在启停过程中,由于温度剧烈变化,各零部件中及它们之间形成较大的温差。导致零部件产生较大的热应力,同时还引起热膨胀和热变形。当应力达到一定水平时,会使高温部件遭受损伤,最终导致部件损坏。 1.汽缸的受热特点 (1)启动时,蒸汽的热量以对流方式传给汽缸内壁,再以导热方式传向外壁,最后经保温层散向大气,汽缸内外壁存在温差,内壁温度高于外壁温度,停机过程则产生相反温差。 (2)影响内外壁温差的主要因素: ①汽缸壁厚度δ,汽缸壁越厚,内外温差越大。 ②材料的导热性能; ③蒸汽对内壁的加热强弱。 加热急剧:温度分布为双曲线型,温差大部分集中在内壁一侧,热冲击时; 加热稳定:温度分布为直线型,温差分布均匀,汽轮机稳定运行工况; 缓慢加热:温度分布为抛物线型,内壁温差较大,实际启动过程中; 2.转子的受热特点 蒸汽的热量以对流方式传给转子外表面,再以导热方式传到中心孔,通过中心孔散给周围环境,在转子外表面和中心孔产生温差,温差取决于转子的结构、材料的特性及蒸汽对转子的加热程度。 Ⅱ汽轮机的热应力 一、热应力
热应力概念:当物体温度变化时,热变形受到其它物体约束或物体内部各部分之间的相互约束所产生的应力。 ①温度变化时,物体内部各点温度均匀,变形不受约束,则物体产生热变形而没有热应力。当变形受到约束时,则在内部产生热应力。 ②物体各处温度不均匀时,即使没有外界约束条件,也将产生热应力;在温度高的一侧产生热压应力,在温度低的一侧产生热拉应力。 二、汽缸壁的热应力 1.启动时,汽缸内壁为热压应力,外壁为热拉应力,且内外壁表面的热压和热拉应力均大于沿壁厚其他各处的热应力。 内壁;t E i ??-?-=μ ασ132 外壁:t E ??-? -=μασ1310 在停机过程中,内壁表面热拉应力,外壁表面热压应力。
涡轮叶片的材料和制造工艺 涡轮叶片是航空发动机的关键件,其承受温度的能力是评价发动机性能和决定发动机寿命上的重要因素,为了使涡轮叶片获得高耐温能力,应从两方面进行考虑:铸造工艺和叶片材料。 涡轮叶片的工作环境极其恶劣,一方面叶片的工作温度很高,对于航机的涡轮进口温度最高已达1950℃,因此要求叶片材料在高温下应具有较高的持久强度和蠕变强度,足够的韧性,良好的抗热疲劳和机械疲劳性能,以及较高的抗高温氧化和抗热腐蚀能力。另一方面,由于叶片承受温度的不均匀性,使其存在很高的热应力,并且燃机在变工况时将承受很大的热冲击,所以要求叶片拥有耐热冲击能力。随着大推力、高效率、长寿命的涡轮发动机的发展,需要不断提高涡轮进口燃气温度,为适应这一要求,无论叶片结构还是叶片材料都应不断改进以提高其耐高温能力。 无余量熔模精密铸造目前为涡轮叶片制造的最佳手段。其工艺流程主要包括型芯模具的设计与制造、压制型芯、蜡模模具的设计与制造、装配注蜡、涂浆制壳、干燥型壳、脱蜡、烧结、浇注金属、脱壳脱芯、激光打孔等环节。 模具的设计定型:1、精铸模具型腔体设计,首先建立叶片零件模型,包括叶身、缘板、榫头伸根的内型特征,以此构建叶身实体。此后进行叶片的多态模型转化,由叶片零件模型转化到型腔体模型。2、型腔优化及精铸仿真,根据铸件的收缩原理采用反变形优化工艺方法对型腔进行放型最终得到模具型腔。3、精铸模具结构设计与制造,确定核心包络块并设计叶片精铸模具模架,再由模具标准件经机械加工、表面处理、装配、检测、修模到定型。模具结构的合理性和尺寸精度对于熔模精铸件十分重要。设计制造高质量的内外型模具即精铸模具就成为精密熔模铸造技术的关键。 陶瓷型芯的制造:在叶片蜡型压制之前是需制作设计陶瓷型芯模具,并压制合格陶瓷型芯。陶瓷型芯的制备包括浆料的配制、型芯压制、型芯素肧的修理、烧结、强化及其过程质量控制与检验等。决定浆料性能的因素有陶瓷粉料的成分与颗粒形状、增塑剂的成分和性质、粉料和增塑剂的比例等。陶瓷型芯的质量很大程度上取决于素胚的压制质量,压制压力、锁模压力、浆料温度、保压时间等是影响陶瓷型芯压制质量的主要原因。 蜡模的制造工艺:合格的蜡型是制备精密铸件的前提,压制蜡型时,将陶芯放入蜡型模具中,并依靠定位元件对其定位。生产中大多采用压力把糊状模料压入压型的方法制造熔模。
蜗轮的计算公式: 1传动比=蜗轮齿数×蜗杆头数 2中心距=(蜗轮节圆直径+蜗轮节圆直径)△2 三。蜗轮中径=(齿数+2)×模数 4蜗轮齿数×蜗轮模数 5蜗杆螺距直径=蜗杆外径-2×模数 6蜗杆引线=π×元件×头数 7螺旋角(前角)TGB=(模数×头数)×蜗杆节径 基本参数: 蜗轮蜗杆模数m、压力角、蜗杆直径系数Q、导程角、蜗杆头数、蜗杆齿数、齿高系数(1)、间隙系数(0.2)。其中,模数m和压力角是蜗轮轴表面的模数和压力角,即蜗轮端面的模数和压力角,两者均为标准值。蜗杆直径系数q是蜗杆分度圆直径与其模数M的比值。 蜗轮蜗杆正确啮合的条件:
在中间平面,蜗杆和蜗轮的模数和压力角分别相等,即蜗轮端面的模数等于蜗杆轴线的模数,即标准值。蜗轮端面的压力角应等于蜗杆的轴向压力角和标准值,即==M。 当蜗轮的交角一定时,必须保证蜗轮和蜗杆的螺旋方向一致。 蜗轮结构通常用于在两个交错轴之间传递运动和动力。蜗轮相当于中间平面上的齿轮和齿条,蜗杆和螺钉的形状相似。 分类 这些系列大致包括:1。Wh系列蜗轮减速器:wht/whx/whs/whc2;CW系列蜗轮减速器:CWU/CWS/cwo3;WP系列蜗轮减速器:WPA/WPS/WPW/WPE/wpz/wpd4;TP系列包络蜗轮减速器:TPU/TPS/TPA/tpg5;PW型平面双包环面环面蜗杆减速器;另外,根据蜗杆的形状,蜗杆传动可分为圆柱蜗杆传动、环形蜗杆传动和斜蜗杆传动。[1] 组织特征 1该机构比交错斜齿轮机构具有更大的传动比。2两轮啮合齿面间存在线接触,其承载能力远高于交错斜齿轮机构。三。蜗杆传动相当于螺旋传动,即多齿啮合传动,传动平稳,
RENE150定向凝固高温合金涡轮叶片 摘要: 政府和工业界4年合作项目,属于MATE先进涡轮发动机材料项目,经改善铸造和加工方法的镍基高温合金RENE150定向凝固转子零件已经实施用于发动机测试。该部件制造用于CF6-50高压一级涡轮转子叶片,本项目的目标是:(1)表明在推力可调、先进的商用CF6-50发动机(提升燃油效率1.45%sfc)上提高运行温度的能力;(2)改善叶片铸造工艺,该工艺允许叶片在保证质量的前提下不超过原RENE80叶片制造成本的1.5倍。 本项目分成八个任务: TASK1:包括涡轮叶片的设计和分析; TASK2:包括合金制备和评估、机匣/核心机选择、初步铸造参数设计; TASK3:包括RENE150涡轮叶片外部涂层系统的适配和选择; TASK4:确定RENE150涡轮叶片铸造工艺,包括试制铸造过程和项目铸造成本分析。 TASK5:包括涡轮叶片成品制造,该叶片用于部件试验; TASK6:包括用于发动机试车的成品叶片制造; TASK7:包括地面发动机RENE150涡轮叶片成品测试; TASK8:地面发动机测试结果分析。 第二册文件是TASK5核心机试车结果和最后两个任务的结论。
RENE150高压涡轮叶片已成功完成投产型DS铸造,有涂层和没有涂层两种叶片机械和物理性能符合设计要求,叶片已完成加速持久试车,结论在第二册中分别给出。 1 概述 本项目的任务是扩大先进的DS涡轮叶片合金Rene150在CF6-50发动机HPT一级涡轮叶片的应用范围。本次扩展应用将许可RENE150提升运行温度(超过RENE80)以期实现商用发动机CF6-50提升1.45%燃油效率。本项目将通过改进铸造工艺,使得该叶片制造成本能够在不超过Rene80叶片1.5倍的前提下,完成批量生产。 项目开始阶段使用的是1977年9月的RENE150性能数据(见表1),初步设计分析确定RENE150材料应用于CF6-50叶片上时抗温度、载荷和应力的性能。该分析表明RENE150可应用于CF6-50一级高压涡轮叶片设计。通过研究空气冷却模式,确定其对叶片温度、应力和寿命的影响,并改进叶片冷却结构(对完成发动机试车验证是必须的)。相对RENE80叶片,RENE150涡轮叶片冷却性能改进后实现提升平均使用温度56℃(100℉)。去除一排进气边冷却孔,如图1所示,在叶片底部使用一个节流板控制进入叶片空气量。 与初始设计活动并行开展RENE150合金的采购和验证工作以满足整个项目需求。共采购1.6吨定型RENE150合金。该铸件已完成基于GE标准的测试验证,包括化学分析,可铸性、拉伸和应力断裂测试。
齿轮及蜗轮蜗杆的测绘 齿轮和蜗轮蜗杆结构较为复杂,因而此类零件的测绘较一般常见零件更为繁琐,是一项细致的工作。本章主要讨论我国最常用的标准直齿圆柱齿轮、标准斜齿圆柱齿轮和标准直齿圆锥齿轮以及蜗轮蜗杆的功用与结构、测绘步骤、几何参数的测量和基本参数的确定等内容。 8.1 齿轮测绘概述 8.1.1 齿轮的功用与结构 齿轮是组成机器的重要传动零件,其主要功用是通过平键或花键和轴类零件连接起来形成一体,再和另一个或多个齿轮相啮合,将动力和运动从一根轴上传递到另一根轴上。 齿轮是回转零件,其结构特点是直径一般大于长度,通常由外圆柱面(圆锥面)、内孔、键槽(花键槽)、轮齿、齿槽及阶梯端面等组成,根据结构形式的不同,齿轮上常常还有轮缘、轮毂、腹板、孔板、轮辐等结构。按结构不同齿轮可分为实心式、腹板式、孔板式、轮辐式等多种型式,如果齿轮和轴做在一起,则形成齿轮轴。按轮齿齿形和分布形式不同,齿轮又有多种型式,常用的标准齿轮可分为直齿圆柱齿轮、斜齿圆柱齿轮、圆锥齿轮等。 8.1.2 齿轮的测绘步骤 齿轮测绘是机械零部件测绘的重要组成部分,测绘前,首先要了解被测齿轮的应用场合、负荷大小、速度高低、润滑方式、材料与热处理工艺和齿面强化工艺等。因为齿轮是配对使用的,因而配对齿轮要同时测量。特别是当测绘的齿轮严重损坏时,一些参数无法直接测量得到,需要根据其啮合中心距a和齿数z,重新设计齿形及相关参数,从这个意义上讲,齿轮测绘也是齿轮设计。 齿轮测绘主要是根据齿轮及齿轮副实物进行几何要素的测量,如齿数z,齿顶圆直径da,齿根圆直径df、齿全高h、公法线长度W k、中心距a、齿宽b、分度圆弦齿厚s及固定弦齿厚sc、齿轮副法向侧隙n及螺旋角β、分锥角δ、锥距R等,经过计算和分析,推测出原设计的基本参数,如模数m、齿形角α、齿顶高系数h a*、顶隙系数C*等,并据此计算出齿轮的几何尺寸,如齿顶圆直径d a、分度圆直径d及齿根圆直径d f等,齿轮的其它部分结构尺寸按一般测绘原则进行,以达到准确地恢复齿轮原设计的目的。 由于齿轮的特殊性,齿轮测绘有别于其它一般零件。首先,齿轮通常精度较高,测量时要选用比较精密的量具,有条件时可借助于精密仪器测量,其次,齿轮的许多参数都己标准化,测绘中必须与其标准值进行比较;再则,齿轮的许多参数都是互相关联的,必须经过计算获得。齿轮测绘的一般步骤为: 1. 首先对要测绘的齿轮进行结构和工艺分析。 2. 画出齿轮的结构草图和必须的参数表,并画出所需标注尺寸的尺寸界线及尺寸线。 130
发电机甩负荷,转子表面承受应力原因分析 机组甩负荷也要分多种情况,所以转子表面在不同情况不同时间所受应力也有不同,有时是受到交变应力的影响: (1) 当由电气原因造成机组甩负荷时,则发电机甩去全部或大部分负荷(仅剩下厂用电负荷),这时机组最显著的特征是转速升高,若汽轮机调速系统的动态特性不理想,就会造成汽轮机超速保护动作而停机。这时由于转速上升,使汽缸内鼓风摩擦热量增加,同时转子内部受到泊桑效应影响收缩变短,再加上转子表面暂时受热膨胀,所以瞬间是受到压应力。但是后期由于汽机调门的关小,转速下降且蒸汽量减少的同时转子又受到冷却,故此时转为收缩受阻,所以承受拉应力。 (2) 当由汽轮机保护动作造成机组甩负荷时,则发电机组会甩去全部负荷,此时机组转速与甩负荷前相比基本不变。由于高中压自动主汽门的关闭,切断了进入汽轮机的所有蒸汽,此时机组得以维持稳定转速全靠电网的返送电,即发电机组变为电动机运行模式,称为逆功率运行,在逆功率运行期间由于鼓风摩擦热量的存在,转子表面冷却影响不大。但目前大型机组一般都有逆功率保护联跳发电机,此时由于转速的下降再加上无蒸汽进入汽轮机,通过汽轮机通流部分的蒸汽温度将发生大幅度的降低,使汽缸、转子表面受到急剧冷却,致使其中产生很大的热应力,这时转子表面主要应该是受拉应力。 (3) 当由部分主汽门或部分调门突关造成机组甩负荷时,则发电机组仅甩去部分负荷,机组转速保持不变。其甩负荷量视突然关闭的主调门的通流量,占机组当时进汽量的份额而定,同时也与主调门的类别有关。此类甩负荷后机组负荷发生了大幅度的变化,则进入汽轮机的蒸汽量随之而减小,由于调速汽门的节流作用,通过汽轮机通流部分的蒸汽温度将发生大幅度的降低,使汽缸、转子表面受到急剧冷却,转子表面收缩受阻,故无疑同样是受拉应力。
蜗轮、蜗杆的计算公式: 1,传动比=蜗轮齿数÷蜗杆头数 2,中心距=(蜗轮节径+蜗杆节径)÷2 3,蜗轮吼径=(齿数+2)×模数 4,蜗轮节径=模数×齿数 5,蜗杆节径=蜗杆外径-2×模数 6,蜗杆导程=π×模数×头数 7,螺旋角(导程角)tgβ=(模数×头数)÷蜗杆节径 一.基本参数: (1)模数m和压力角α: 在中间平面中,为保证蜗杆蜗轮传动的正确啮合,蜗杆的轴向模数m a1和压力角αa1应分别相等于蜗轮的法面模数m t2和压力角αt2,即 m a1=m t2=m αa1=αt2 蜗杆轴向压力角与法向压力角的关系为: tgαa=tgαn/cosγ 式中:γ-导程角。 (2)蜗杆的分度圆直径d1和直径系数q 为了保证蜗杆与蜗轮的正确啮合,要用与蜗杆尺寸相同的蜗杆滚刀来加工蜗轮。由于相同的模数,可以有许多不同的蜗杆直径,这样就造成要配备很多的蜗轮滚刀,以适应不同的蜗杆直径。显然,这样很不经济。 为了减少蜗轮滚刀的个数和便于滚刀的标准化,就对每一标准的模数规定了一定数量的蜗杆分度圆直径d1,而把及分度圆直径和模数的比称为蜗杆直径系数q,即: q=d1/m 常用的标准模数m和蜗杆分度圆直径d1及直径系数q,见匹配表。 (3)蜗杆头数z1和蜗轮齿数z2
蜗杆头数可根据要求的传动比和效率来选择,一般取z1=1-10,推荐z1=1,2,4,6。
选择的原则是:当要求传动比较大,或要求传递大的转矩时,则z1取小值;要求传动自锁时取z1=1;要求具有高的传动效率,或高速传动时,则z1取较大值。蜗轮齿数的多少,影响运转的平稳性,并受到两个限制:最少齿数应避免发生根切与干涉,理论上应使z2min≥17,但z2<26时,啮合区显著减小,影响平稳性,而在z2≥30时,则可始终保持有两对齿以上啮合,因之通常规定z2>28。另一方面z2也不能过多,当z2>80时(对于动力传动),蜗轮直径将增大过多,在结构上相应就须增大蜗杆两支承点间的跨距,影响蜗杆轴的刚度和啮合精度;对一定直径的蜗轮,如z2取得过多,模数m就减小甚多,将影响轮齿的弯曲强度;故对于动力传动,常用的范围为z2≈28-70。对于传递运动的传动,z2可达200、300,甚至可到1000。z1和z2的推荐值见下表 (4)导程角γ 蜗杆的形成原理与螺旋相同,所以蜗杆轴向齿距p a与蜗杆导程p z的关系为p z=z
涡轮导向叶片热应力计算 【摘要】某航空发动机在长时间试验中发生了涡轮导向叶片裂纹的故障。本文利用数值方法分析了叶片裂纹位置的应力,开展了对涡轮导向叶片和燃气的流固耦合计算,最终得到了叶片的热应力分布情况。计算结果表明叶片的裂纹是由于局部热应力过高引起的。 【关键词】涡轮导向叶片;流固耦合;热应力;航空发动机 1.引言 某型发动机在工厂进行完长时间试验后,发动机分解检查时发现部分涡轮导向叶片有裂纹。裂纹位于排气边中部,并基本垂直于排气边。 本文使用CFX软件计算燃气的流场,然后将流场计算得到的温度场结果导入ANSYS中进行耦合计算,最终得到叶片的热应力分布情况。 2.导向叶片结构 导向叶片结构如图1所示。叶片从上到下可划分为挂钩、上缘板、叶身、下缘板、凸边五个部分。叶片上缘板上的两个挂钩挂在涡轮机匣内壁的环槽内限制导向叶片的径向位置。叶片下缘板的两条凸边共同组成一个圆锥面和一个环面,与内机匣配合。 导向叶片是空心的,但孔的下端焊接封闭,只起保持等壁厚、减重和减少热应力的作用。涡轮导向叶片上下缘板内表面构成燃气通道。 导向叶片的应力来源主要有如下三方面: (1)导向叶片在工作过程中承受着温度场引起的热应力。在工作过程中,冷却气流冷却叶片外缘板,燃气在径向方向温度变化也很大。所以叶片存在着一个温度场,承受着因温度不均所产生的热应力。 (2)导向叶片在工作过程中承受着气动载荷。由于高温高压燃气流经导向叶片,使导向叶片承受着燃气所致的气动载荷。 (3)导向叶片还可能受到机匣与内机匣的配合影响。叶片与机匣、内机匣之间的配合关系也能够改变叶片的应力场。 在以上三种载荷中,热应力是涡轮导向叶片设计中主要考虑的。由此可以拟定导向叶片应力场分析的步骤。首先计算流场,分析涡轮导向器内部的气动与传热情况。然后进行流固耦合计算,将叶片温度场导入应力计算中,得到叶片的热应力分布情况。
西安航空职业技术学院 实习报告 报告题目:WP-6 发动机二级叶片、Ⅱ级导向器及涡轮的拆装所属系部:航空维修工程系 实训老师:职称: 学生姓名:班级、学号 专业:航空机电设备维修 西安航空职业技术学院制 2013 年 5 月 24日
目录 一实训目的 --------------------------------------------- 1 1.1了解涡轮的构造和工作原理-------------------------------------- 1 1.2了解Ⅱ级导向叶片的组成及功用---------------------------------- 1 1.3了解涡轮的组成及功用------------------------------------------ 1 1.4了解发动机二级叶片、Ⅱ级导向叶片和涡轮拆装注意事项------------ 1 二工具------------------------------------------------- 1三工作内容 --------------------------------------------- 1 3.1分解内容------------------------------------------------------ 1 3.1.1扩压器的拆卸------------------------------------------------ 1 3.1.2涡轮叶片的拆卸---------------------------------------------- 2 3.1.2Ⅱ级导向器的拆装-------------------------------------------- 2 3.1.4涡轮的拆装-------------------------------------------------- 2 3.2装配内容 ------------------------------------------------------ 2 3.2.1涡轮的装配-------------------------------------------------- 2 3.2.2Ⅱ级导向器的装配-------------------------------------------- 2 3.2.3涡轮的装配-------------------------------------------------- 3 3.2.4扩压器的装配------------------------------------------------ 3 四知识链接 --------------------------------------------- 4 4.1扩压器 -------------------------------------------------------- 4 4.2涡轮 ---------------------------------------------------------- 4 4.3工作叶轮 ------------------------------------------------------ 4 4.4发动机喘振的原因及防止措施有哪些------------------------------- 4
Ⅰ汽轮机的受热特点 一、汽缸壁的受热特点 汽轮机启停过程是运行中最复杂的工况。在启停过程中,由于温度剧烈变化,各零部件中及它们之间形成较大的温差。导致零部件产生较大的热应力,同时还引起热膨胀和热变形。当应力达到一定水平时,会使高温部件遭受损伤,最终导致部件损坏。1.汽缸的受热特点 (1)启动时,蒸汽的热量以对流方式传给汽缸内壁,再以导热方式传向外壁,最后经保温层散向大气,汽缸内外壁存在温差,内壁温度高于外壁温度,停机过程则产生相反温差。 (2)影响内外壁温差的主要因素: ①汽缸壁厚度δ,汽缸壁越厚,内外温差越大。 ②材料的导热性能; ③蒸汽对内壁的加热强弱。 加热急剧:温度分布为双曲线型,温差大部分集中在内壁一侧,热冲击时; 加热稳定:温度分布为直线型,温差分布均匀,汽轮机稳定运行工况; 缓慢加热:温度分布为抛物线型,内壁温差较大,实际启动过程中;
2.转子的受热特点 蒸汽的热量以对流方式传给转子外表面,再以导热方式传到中心孔,通过中心孔散给周围环境,在转子外表面和中心孔产生温差,温差取决于转子的结构、材料的特性及蒸汽对转子的加热程度。二.热应力 由于温度的变化而引起物体的变形称之为热变形。如果物体的热变形受到约束,则在物体内部就会产生应力,这种应力称之为热应力。 当温度变化时,如果物体内各点的温度变化是均匀的,并且其变形不受约束,既可以自由膨胀或收缩,则物体只存在热变形,而不产生热应力。如果物体膨胀受到约束,则物体内将产生压应力;如物体冷却收缩受到约束,则物体内将产生拉应力。当物体加热或冷却不均匀,温度分布不均匀时,物体即使不受到外部约束,其内部也会产生热应力,高温区产生压应力,低温区产生拉应力。汽轮机转子和汽缸的热应力主要是由于温度分布不均匀引起的。在汽轮机启动及变工况时,由于掠过转子和汽缸表面的蒸汽温度是不断变化的,这就引起转子和汽缸内部温度分布不均匀且随工况变化。正是由于这种不均匀的温度分布,使得转子和汽缸内部产生了热应力。热应力的大小只与金属部件内的温度分布有关,温度分布越不均匀,产生的热应力就越大。而金属部件的温度分
蜗轮蜗杆-齿轮-齿条的计算及参数汇总渐开线齿轮有五个基本参数,它们分别是: 标准齿轮:模数、压力角、齿顶高系数、顶隙系数为标准值,且分度圆上的齿厚等于齿槽宽的渐开线齿轮。 我国规定的标准模数系列表 注:选用模数时,应优先采用第一系列,其次是第二系列,括号内的模数尽可能不用.
系列(1)渐开线圆柱齿轮模数(GB/T 1357-1987)第一系列0.1 0.12 0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 1 1.25 1.5 2 2.5 3 4 5 6 8 10 12 16 20 25 32 40 50 第二系列0.35 0.7 0.9 0.75 2.25 2.75 (3.25)3.5 (3.75) 4.5 5.5 ( 6.5)7 9 (11)14 18 22 28 (30)36 45 (2)锥齿轮模数(GB/T 12368-1990) 0.4 0.5 0.6 0.7 0.8 0.9 1 1.125 1.25 1.375 1.5 1.75 2 2.25 2.5 2.75 3 3.25 3.5 3.75 4 4.5 5 5.5 6 6.5 7 8 9 10 11 12 14 16 18 20 22 25 28 30 32 36 40 45 50 注: 1.对于渐开线圆柱斜齿轮是指法向模数。 2.优先选用第一系列,括号内的模数尽可能不用。 3.模数代号是m,单位是mm 名称含有蜗轮的标准 SH/T 0094-91 (1998年确认)蜗轮蜗杆油94KB SJ 1824-81 小模数蜗轮蜗杆优选结构尺寸206KB JB/T 8809-1998 SWL 蜗轮螺杆升降机型式、参数与尺寸520KB JB/T 8361.2-1996 高精度蜗轮滚齿机技术条件206KB JB/T 8361.1-1996 高精度蜗轮滚齿机精度261KB 名称含有蜗杆的标准 SH/T 0094-91 (1998年确认)蜗轮蜗杆油94KB QC/T 620-1999 A型蜗杆传动式软管夹子347KB QC/T 619-1999 B型和C型蜗杆传动式软管夹子83KB GB/T 19935-2005蜗杆传动蜗杆的几何参数-蜗杆装置的铭牌、中心距、用户提供给制造者的参数121KB SJ 1824-81 小模数蜗轮蜗杆优选结构尺寸206KB JB/T 9925.2-1999 蜗杆磨床技术条件160KB JB/T 9925.1-1999 蜗杆磨床精度检验244KB JB/T 9051-1999 平面包络环面蜗杆减速器922KB JB/T 8373-1996 普通磨具蜗杆砂轮250KB JB/T 7936-1999 直廓环面蜗杆减速器731KB JB/T 7935-1999 圆弧圆柱蜗杆减速器467KB JB/T 7848-1995 立式圆弧圆柱蜗杆减速器175KB JB/T 7847-1995 立式锥面包铬圆柱蜗杆减速器203KB JB/T 7008-1993 ZC1型双级蜗杆及齿轮蜗杆减速器548KB JB/T 6387-1992 轴装式圆弧圆柱蜗杆减速器679KB JB/T 5559-1991 锥面包络圆柱蜗杆减速器524KB JB/T 5558-1991 蜗杆减速器加载试验方法96KB JB/T 53662-1999 圆弧圆柱蜗杆减速器产品质量分等274KB JB/T 3993-1999 蜗杆砂轮磨齿机精度检验287KB
第5期(总第174期) 2012年10月机械工程与自动化 MECHANICAL ENGINEERING & AUTOMATIONNo.5 Oct. 文章编号:1672-6413(2012)05-0195-0 2涡轮增压器叶片加工方法的比较 张占贵 (太原安吉尔机械工业有限公司,山西 太原 030024 )摘要:通过对两种涡轮增压器叶片加工方法的比较,确定了线切割加工叶片的新方法,并取得了满意的生产效果。 关键词:涡轮增压器叶片;榫齿;线切割加工 中图分类号:TG48∶TK474.7+ 1 文献标识码:B 收稿日期:2012-07-16;修回日期:2012-07-2 3作者简介:张占贵(1976-) ,男,山西应县人,助理工程师,本科。1 概述 叶片是涡轮增压器涡轮驱动组件中极为重要的零件,发动机工作时高速旋转产生的离心力和高温工作条件使涡轮叶片承受较大的拉应力和热应力,因此,涡轮增压器叶片须具有足够的屈服强度、抗拉强度以及高的抗高温蠕变、高温氧化及燃气腐蚀性能。 叶片主要由叶身和榫头两个部分组成。叶身具有复杂的空间形状,由许多不同截面的型面组成。各截面间扭成一定的角度,最后形成扭转的叶身。榫头通过榫齿使叶片安全可靠、准确合理地固定在涡轮盘上,以保证涡轮驱动组件的正常工作。榫齿形状有T形、圆柱形、叉形、枞树形等。 叶片的加工难度很大。其一是材质为耐热合金钢, 强度、硬度、韧性都很高,对加工刀具要求很高,生产效率低;其二是叶身形状复杂,为变扭截面,一般机械加工难以胜任; 其三是精度要求高,特别是榫齿,采用成形铣削加工达不到要求的精度,目前广泛采用蠕动进给磨削加工。 太原安吉尔机械工业有限公司使用美标牌号 713LC、713C、713等低碳镍基合金, 采用无余量真空精铸成形涡轮叶片毛坯,叶身型面不需要进行机械加工,主要加工枞树形榫齿部分。由于榫齿的尺寸精度及形位公差要求很高,其材料又是难切削的耐热合金,加工榫齿时的定位基准只能用叶片曲线型面,而加工榫头其他部位时又是以榫齿 作为定位基准的, 依据工艺的特殊性,必须有一系列的工艺保证措施,故需要有专用的叶片机械加工生产线。2 传统加工方法 传统加工方法是蠕动进给磨削加工,此方法又称 强力成形磨削加工,此工艺采用大切削深度、缓进给速 度,一个工作循环即可磨削成形。它的优点是:①生产效率高,不仅比普通磨削高,而且胜过了铣削;②简化了加工工艺,不受工件表面状况的影响,因此可直接由精铸毛坯磨削成形;③改善工件表面质量,表面粗糙度可达Ra0.8μm~Ra0.4μm;④可加工难以切削的高强度合金。 2.1 加工设备 主要加工设备为缓进成形强力磨床(含两套滚轮 支架及砂轮反靠装置),配套加工设备为光学曲线磨 床、平面磨床等。 该缓进成形强力磨床,系统刚性好,精度高,操作方便,加工效率高。机床上配有高压冲洗和冷却系统,以保证磨削过程中工件、砂轮的冷却,且冷却液通过过滤系统充分过滤之后,可重新输送到冷却和冲洗喷嘴循环使用。2.2 工装 工装包括磨榫齿大夹具、磨榫齿小夹具、磨榫齿端(底)面夹具、磨榫齿侧面夹具、磨榫凸缘夹具、榫齿标准检具等。2.3 加工工艺 磨削加工时,以叶身型面为定位基准,叶片在专用夹具上安装、定位并夹紧之后直接在蠕动磨床上磨削成形。 为了验证缓进磨用砂轮几何尺寸的正确性及加工 工艺参数的可行性, 先试加工样件。样件加工后用光学投影仪检测榫齿型面几何尺寸,用荧光渗透法检测磨削表层状况,在确定合格后方可批量加工。2.4 砂轮
一、蜗轮、蜗杆齿轮的功用与结构 蜗轮、蜗杆的功用主要用于传递交错轴间运动和动力,通常,轴交角∑=90°。其优点是传动比大,工作较平稳,噪声低,结构紧凑,可以自锁;缺点是当蜗杆头数较少时,传动效率低,常需要采用贵重的减摩有色金属材料,制造成本高。 蜗轮是回转形零件,蜗轮的结构特点和齿轮基本相似,直径一般大于长度,通常由外圆柱面、内环面、内孔、键槽(花键槽)、轮齿、齿槽等组成。根据结构形式的不同,齿轮上常常还有轮缘、轮毂、腹板(孔板)、轮辐等结构。按结构不同蜗轮可分为实心式、腹板式、孔板式、轮辐式等多种型式。 蜗杆的结构和轴相似,其结构特点是长度一般大于直径,通常由外圆柱面、圆锥面、螺纹及阶梯端面等所组成。蜗杆上啮合部分的轮齿呈螺旋状,有单头和多头之分,单头蜗杆的自锁性能好、易加工,但传动效率低。 二、普通圆柱蜗轮、蜗杆的测绘步骤 蜗轮、蜗杆的测绘比较复杂,要想获得准确的测绘数据,就必须具备较全面的蜗杆传动方面的知识。同时应合理选择测量工具及必要的检测仪器,掌握正确的测量方法,并对所测量的数据进行合理的分析处理,提出接近或替代原设计的方案,直接为生产服务。 测绘蜗轮、蜗杆时,主要是确定蜗杆轴向模数m a(即蜗轮端面模数m t),蜗杆的直径系数q和导程角γ(即蜗轮的螺旋角β)。下面以普通圆柱蜗轮蜗杆测绘为例,说明标准蜗轮蜗杆的基本测绘步骤。 1. 首先对要测绘的蜗轮、蜗杆进行结构和工艺分析。 2. 画出蜗轮、蜗杆的结构草图和必须的参数表,并画出所需标注尺寸的尺寸界线及尺寸线。 3. 数出蜗杆头数z1和蜗轮齿数z2。 4. 测量出蜗杆齿顶圆直径d a l、蜗轮喉径d a i和蜗轮齿顶外圆直径d ae。 5. 在箱体上测量出中心距a。 6. 确定蜗杆轴向模数m a (即涡轮端面模数m t) 7. 确定蜗杆的导程角γ(蜗轮的螺旋角β),并判定γ及β的方向。 根据计算公式tgγ= z 1m a / d1,因d1= d a1-2m a则 γ= tg -1 z1m a/ (d a1-2m a) 8. 确定蜗杆直径系数q 根据计算公式q = d 1/ m a 或q = z1/ tgγ计算出q值,且应按标准系列选取与其相近的标 准数值。 9. 根据计算公式,计算出其它各基本尺寸,如齿根圆直径d f1、d f2,齿顶高h a1、h a2,齿根高h f1、h f2等。 10. 所得尺寸必须与实测中心距a核对,且符合计算公式: a = m a / 2 (q+z2) 11. 测量其它各部分尺寸,如毂孔直径、键槽尺寸等。 12. 根据使用要求,确定蜗轮、蜗杆的精度,一般为7~9级。 13. 用类比法或查资料确定配合处的尺寸公差和形位公差。 14. 用粗糙度量块对比或根据各部分的配合性质确定表面粗糙度。 15. 尺寸结构核对无误后,绘制零件图。 三、普通圆柱蜗杆、蜗轮的测绘 1. 几何参数的测量 (1)蜗杆头数z1〔齿数)、蜗轮齿数z2 目测确定z1,并数出z2。