
第二篇镀铬薄钢板(T F S)
第一章前言
所谓的Tin Free Steel(简称TFS)就是指“没镀锡但可取代马口铁用途的涂层钢板”。再者本来TFS是指适合此类用途的任何种类钢板,但后来则专指经铬酸电解处理的薄钢板。这种薄钢板的底层是金属铬,表层则是覆盖着一层由铬的水合氧化物组成的薄膜。
为逐步取代马口铁,陆续开发出较以往镀镍、铝等更薄电镀层的薄钢板,铬酸液浸渍处理薄钢板,磷酸盐液处理薄钢板等的化学处理薄钢板等等。但是这些制品从其品质特性,生产成本来看,都比经铬酸电解处理,底层是金属铬,表层是由铬的水合化合物组成的薄钢板差,故目前只承认后者型态的薄钢板可取代马口铁。而在美国为区别该类型的TFS和别种类型TFS的不同,将此称之为TFS-CT(Tin Free Steel-Chromium Type)或TFS—CCO(Tin Free Steel-CrCr2O3 Type)。可是最近只要一提到TFS就是指经铬酸电解处理薄钢板的TFS。故在本篇中出现的所有TFS-CT或TFS-CCO都以TFS称之。
TFS被视为是一种新开发的制罐材料,历史不长,所以有关其生产方法的公开资料仍很欠缺。因此不能在此详述,实为可惜,但我们会竭尽所能的搜集更多的研究及调查资料以满足读者需求。
第二章TFS的历史
关于食品制罐材料,就如马口铁历史一文中所提及的,它在十九世纪初始就受到人们重视和青睐,且随着饮食生活的变化,其需求量明显地增加。既使是目前仍保持其为主流制罐材料的主导地位。但是众所周知的,马口铁是一种在薄钢板上镀锡的制品,且由于锡产地仅限于东南亚、波利维亚等国,在第二次世界大战中,美国已深感锡供应量的不足。再加上这些产锡国本身政局不稳,随时会引起锡的供应中断,而且锡的资源也日趋枯竭。
故以第二次世界大战马口铁的需求量明显地增加为契机,急速地发展电镀马口铁的制造技术,且其制法也由传统的高镀鍚量的热浸镀锡马口铁,转换为镀锡量少的电镀锡马口铁。但这种镀锡量少的电镀马口铁其耐蚀性较差。
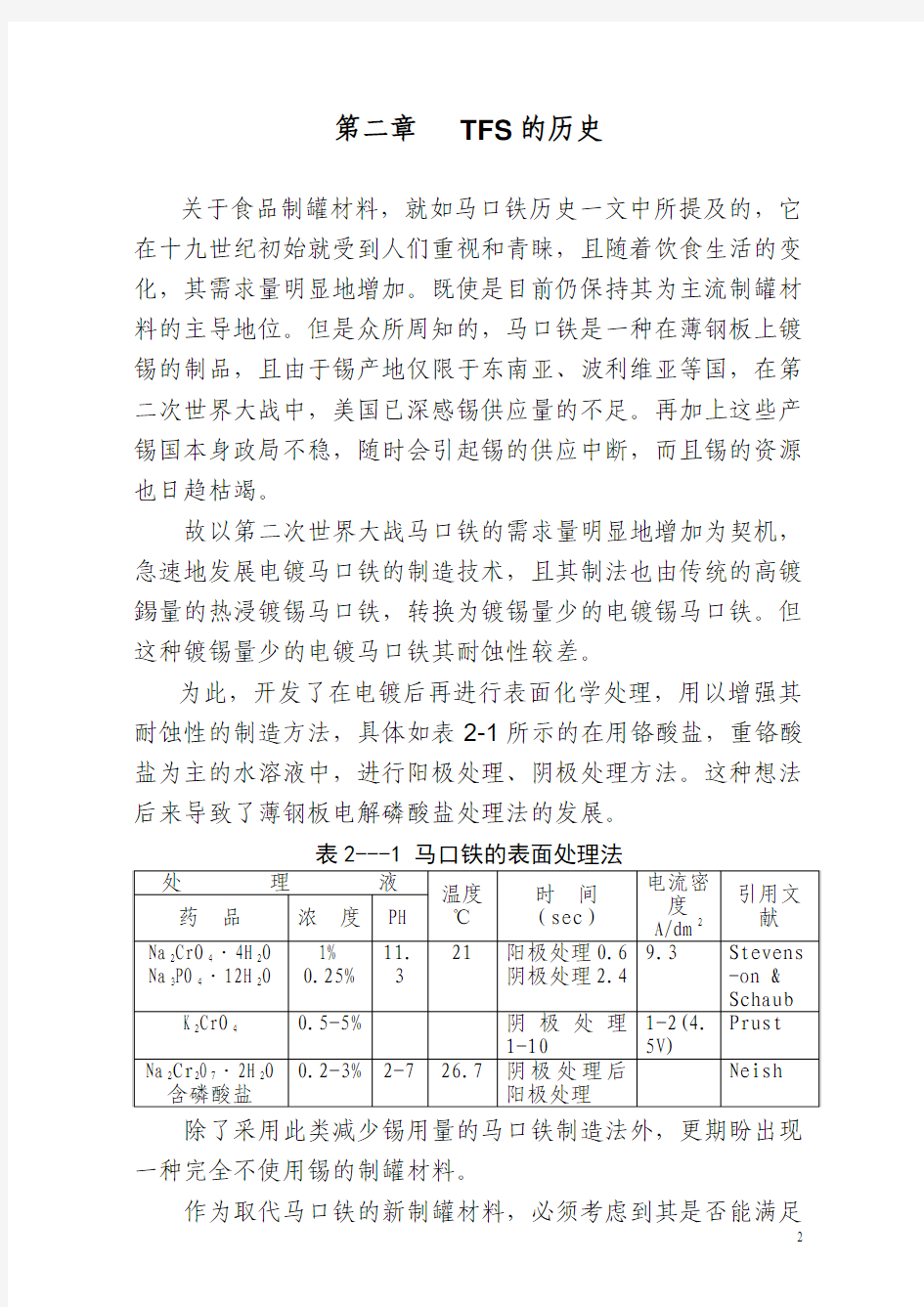
为此,开发了在电镀后再进行表面化学处理,用以增强其耐蚀性的制造方法,具体如表2-1所示的在用铬酸盐,重铬酸盐为主的水溶液中,进行阳极处理、阴极处理方法。这种想法后来导致了薄钢板电解磷酸盐处理法的发展。
表2---1 马口铁的表面处理法
除了采用此类减少锡用量的马口铁制造法外,更期盼出现一种完全不使用锡的制罐材料。
作为取代马口铁的新制罐材料,必须考虑到其是否能满足
以下所示的特性。
(1)注意在贮藏中及输送途中不要有小线状锈迹发生。(2)使用涂料和印刷油墨之类的有机加工剂,薄钢板表面有良好浸润性,还有涂料、印刷之际不能发生鱼眼的缺陷。(3)涂料和印刷经烘烤后,冲、挤压加工等成型时,不能引起涂膜剥离。
(4)涂料和印刷经烘烤后,对于各种装罐的内容物的耐蚀性要更佳。
(5)具有和马口铁罐身焊锡作业相匹敌的高速制罐作业。
以上所述都是不使用锡的新制罐材料所应具备的特性,再者这种新制罐材料制造方法,要尽量简单化,生产线的设计、建设要容易;且比镀锡生产制罐材料的制造工程更具经济性,处理速度更快等,这些都是新制罐材料应具备的条件。
而能满足以上所提条件的,首先是由美国开发出的二种化学处理薄钢板法最受瞩目。当时正值朝鲜战争之际,面对着金属锡供应不足的形势,美国工业界开发上述薄钢板。而其中备受瞩目的化学处理钢板之一是Heintz Manufacturing开发的铬酸液热浸处理的ハイナック。另一个可和此相抗衡的是U.S.Steel公司开发出的磷酸盐电解处理钢板。
成功开发出HEINAC制造法的Heintz Manufacturing公司于1953年和Bethlehem Steel在其公司的Sparrows Point工厂建立一条Pilot line,提供大量的试验薄钢板给制罐公司。
将上述制造方法生产的薄钢板进行各项试验,结果是用在液体合成洗涤剂方面的制罐材料比马口铁好,而且当时液体合成洗涤剂急速增产于是1954年8月开始连续生产。再者,American Can公司也在其Hamilton的新工厂实施HEINAC制造法处理。而1955m年左右为了和HEINAC制造法相抗衡,U.S.Steel公司根据在磷酸和重铬酸钠水溶液中,将薄钢板
作为阴极进行电解处理,而开发出一种以磷酸为主的磷酸盐电解处理钢板。此钢板本想供给液体合成洗涤剂的制罐材料用,但因其耐蚀性及其它方面较HEINAC制造法的制罐材料差,故在此范畴内,其发展就不能像HEINAC制造法那样快。
纵观磷酸盐电解处理钢板的发展,即使为改良U.S.Steel 制造法的缺点,而使用更改补助添加剂的种类,及进行略为提高PH值等的试验。尽管如此,结果仍不能提高其使用实用性。我们将这种磷酸盐电解处理法整理如表2-2。
表2-2 电解磷酸盐处理法
而且至1956年以来,美国的Bethlehem Steel公司和Republic Steel公司开发了一种足以和HEINAC制造法及磷酸盐电解处理法
抗衡的制造法,他们的表面处理,是采用铬酸水溶液的阴极还原法,从而诞生了在薄钢板形成一层阴极皮膜的表面处理方法。这是薄钢板铬酸电解处理的起源。但最初的铬酸电解处理,其生成皮膜只不过是一种不均匀性的铬的水合氧化物,以黄色皮膜及褐色皮膜居多。此皮膜会呈粗糙粉粒状,所以无法实用化。
另外,日本也自1955年以来,致力于铬酸电解处理的研究,且从1959年到1973年间发表了如表2-3及表2-4所示的多种方法。首先在1961年东洋钢板的Hi-Top工业化生产拉开了当今TFS大量生产的序幕。 Hi-Top制造法有取代马口铁的趋势,首先被广泛使用在美术罐、杂罐及其它家庭用品等制罐行业中。紧接着于1962年,富士制铁开始生产的镀铬钢板-- Cansuper。当时八幡制铁以在钢板上生成由铬的水合氧化物来提高其耐蚀性的方法,当时发表了为数不少的铬酸电解处理法论文,且进行实用试验。但是在这些方法中,特别是涂透明腊卡场合,由于制品有了干涉颜色之故,所以颜色较黯淡。还产生加热后耐蚀性变差的情况。故除了进一步研究改良此种方法之外,又开发出如Hi—Top制造法那样的一次电解处理方法,此新方法是在钢板上形成由金属铬和铬的水合氧化物组成的皮膜。在1966年我们将依此法生产的制品称之为Supercoat,并开始生产。这之后八幡制铁和富土制铁合并为新日本制铁,而随着这家新日本制铁的诞生开始,从1971年7月两个制铁所开始生产TFS,并统称为Cansuper。接着于1972年日本钢管开始真正的生产TFS,并命名为Britecote正式上市。目前的Hi-Top,Cansuper 及Britecote在其制法上各具特色,且形成的表面镀层,无论是哪种均是由极薄金属铬层和铬的水合氧化层形成的TFS。
表2-3 形成铬的水合氧化物的铬酸电解处理法
表2-4 形成由金属铬、铬的水合氧化物的铬酸电解处理法
*这是直接在钢板上电镀0.05μ铬的专利,那只不过是那些方法中的一个例子罢了。有关其后处理条件并没有详细记载。(根据Brit p.939136,Na2Cr2O7 2~3%)
另外,随著制罐方法的不断开发,美国的American Can 公司于1966年8月开发出一种粘接剂为11-nylon的Miraseam 制罐法, 1967年4月Continental Can公司,采用forge-weld 方式发明了Conoweld制罐法。1970年日本东洋制罐又推出
nylon为粘接剂的工业化生产法Toyoseam制罐法,故在啤酒,碳酸饮料罐的范畴内TFS的使用得到快速发展。
这种种新形式的空罐,虽然不具有马口铁的最大长处—焊接性能好,但相对地由于马口铁表面因存在着锡,反而没有上述用nylon为粘接剂的生产法具备良好的粘着性。因此,我们将粘着性、焊接性作为衡量制罐材料优劣的标准,再考虑制罐材料作为啤酒及碳酸饮料罐时所具备的耐蚀性和经济性。以后开发出的有关各种的表面处理钢板,无论是HEINAC、喷镀铝钢板、日本开发出的TFS、Bethlenem公司开发出称之为BC-l的钢板(其主要是由铬的水合氧化物形成的铬酸电解处理钢板)、还有U.S.Steel公司也为此项用途新开发出一种称为TCR-210的铬水合氧化物磷酸盐处理钢板、对这些钢板包括实罐试验在内,均进行大规模试验。
据说在美国的啤酒罐销售周期短,只要能保证其三个月的品质即可。而且啤酒的腐蚀性低,内面涂漆二次,故预计即使是稍加简单的化学处理钢板,也不会引起太大的质量问题。最初不使用马口铁的空罐是以TCR-210制成的,但比起啤酒来说碳酸饮料腐蚀性要强许多,特别是制罐材料使用粘着剂制罐的情况,将粘着剂注入TCR-210材料接合部的底下会促进空罐腐蚀,严重的还会有漏罐的情况。而由日本生产的TFS所作的一连串试验,证明大大减少了上述腐蚀及漏罐危险性。
表2-5 世界各国的TFS生产设备
力。采用板厚0.17mm,板幅900mm,开工率95%,还有生产线的速度是采over voltage和一般的平均。
为此,美国的制罐公司也承认日本开发出的TFS的优越性,并开始向国内马口铁制造业者提出要求。将此形态的TFS国产化。从此日本所开发出的TFS,因其具有的优良特性,不仅在美国,既使在欧洲也备受各国钢铁业者的青睐,而从1965年开始向美国、英国、西德、法国申请制造专利权,然后将技术输
往世界各国。
各国钢铁业者开始注意到日本的TFS时,当时的铬酸电解处理生产线的操作速度是100m/min左右,还有镀层总镀铬量,约15—35mg/m2。还有美国的National Steel公司从日本引进技术,并从利用高速生产减低成本及啤酒、碳酸饮料罐材所应具备的特性方面来研究探讨。采用线速度是300-600m/min的高速作业线生产,开始生产制造贩卖金属铬量是50mg/m2(0.3μin),水合氧化物中的铬量是0.5-1mg/m2的薄镀层量制品。
目前日本各公司的生产速度也都是属600m/min的高速生产线,但有关镀层量如后所述,其总铬量的标准定在10-20mg/m2。
日本的TFS于1961年,以液体洗洁剂罐等的美术罐、杂罐及一般家庭用品的材料形态登场。另外在美国,由于受到日本的刺激,于1966年根据USS开发出的#111和从日本引进的技术,开始生产TFS,但当时美国的两大制罐公司--American Can 公司和Continental Can公司开发了Miraseam法和Conoweld 法两种TFS制罐法,这促进美国啤酒、碳酸饮料用罐材的TFS 生产呈飞跃性成长,而成为目前世界最大的生产国。再者日本国内,也因东洋制罐于1970年开发出工业化的Toyosean法,而促成日本国内的TFS需求量显著增加。
表2-5所示的是1973年前,运转中的TFS生产线。另外表2-6是表示世界两大生产国—美国和日本—生产量的预计。而其它国家如英国、西德、法国、加拿大等的生产量都远不及美、日两国。
表2-6 日本及美国TFS产量预测
第三章 TFS的制造法
TFS的原板和马口铁一样,都是使用帽盖钢及净面钢(rimmed steel)及连铸钢的冷轧钢板。甚至在铬酸电解处理生产线上,也与马口铁的生产线相同。铬酸电解处理生产线的构成,不论是如下所述的l步液方式(one step process),还是2步液方式(two step process)都和弗罗斯坦生产线(Ferrostan Line)非常类似。其整条处理线大概由碱洗,酸洗,铬酸电解处理(在2液方式内还包含镀铬、水洗、铬酸电解处理),水洗,干燥及涂油等工序组合成的。
TFS生产、马口铁生产可共用同一条生产线来生产,生产马口铁时TFS停产,生产TFS时马口铁停产。其特点是:
1.铬酸电解处理工作槽和镀锡工作槽呈直线串列,通过转向辊
在生产马口铁时,让钢板跨过铬酸电解处理工作槽进镀锡工作槽而进行马口铁生产。同理通过转向辊在生产TFS时,让TFS板跨过镀锡工作槽。
2.铬酸电解处理工作槽兼用马口铁生产的钝化处理工作槽,只
不过槽液需要通过各自的储存槽交换的方法。至于所采用的工艺也依各公司的情况不同而有所差异。其和电解锡设备上的主要差异是在铬酸电解处理工作槽和各种辊子上使用的是耐蚀性材料不同,而在阳极上是使用铅锡合金系的不溶性阳极,再者没有软熔部份。
由于TFS是一种新技术,有关其制造法的公开情报仍相当缺乏,故在此难以详述其制造法,但可知其制造法可区分为l 步液方式和2步液方式两大类。而所谓的l步液方式是指在同一种类的电解液中,采用电解处理,同时,析出金属铬和铬的水合氧化物的生产方法。而2液方式则是指在一种电解液中镀
铬后,又用另一种电解液采用电解处理析出铬的水合氧化物的方法。
以下所述的是此两种方式的概要。
1. 1步液方式(0ne Step process)
采用1步液方式制造TFS的有东洋钢板的Hi—Top,旧八幡制铁的Supercoat,日本钢管的Britecoat,U.S. Steel公司的#11l及Kaiser Steel公司的TFS等。其他,拥有Hi-Top 法专利的有Rasselstein公司(西德),Steel Company of Canada 公司(加拿大),BritiSh Steel Corporation(英国),Italsider 公司(意大利),Dominion FoundrieS and Steel公司
镀铬挂具的基本要求 一般要求 镀铬电解液的分散能力差,采用的电流密度较高,因此镀铬对挂具的要求较为严格。设计合理的挂具是获得厚度均匀镀层的保证。挂具的设计要根据工件的形状、大小而异。 对挂具材料,要求在镀铬电解液中具有良好的化学稳定性,即不产生溶解和其他的化学作用。对挂具导电部分,要求有足够的横截面积,以保证电流能顺利通过且不发热。 挂具的结构应采用焊接形式连接,夹具的非工作部分应绝缘,以减少电流的损耗。 内孔镀铬挂具阴、阳极必须用绝缘体隔开,并采用绝缘块代替保护阴极,孔与阳极必须同心,如图1所示。 图1 内孔镀铬挂具单位:mm 常用的镀铬挂具如图2所示。
图2 常用镀铬挂具 2、耐磨镀铬的阳极和保护阴极 为了得到厚度均匀的耐磨镀铬层,对阳极的面积、长短、数量、形状等都要进行合理的选择。阳极的面积大小直接影响电解液中三价铬的稳定。一般在生产中,阴、阳极面积之比应控制在1:1.5或1:2。内孔镀铬时,阳极面积为阴极面积的1/2~1/3。镀棒状工件时,阳极的长度应该比工件的长度稍短一些;阳极表面必须均匀钻孔,以利电解液的对流;阳极与阴极相对应的各部分应保持等距离。以上这些措施都可减小工件在电镀后的椭圆度和锥度。
阳极的位置应由工件的外径大小、长短而定。当工件的直径在50mm以内、长度在100mm 以内的外圆镀铬时,可采用两面阳极。若外径和长度都超过这个尺寸时,则采用四面或多面阳极。阳极板的放置方法对镀层质量的影响如图3所示。 图3 阳极板放置方法对镀层质量的影响 而阳极板的合理悬挂位置如图4所示。 图4 镀铬时阳极的悬挂位置 对形状复杂的工件,应采用辅助阳极和仿形阳极;对带有棱角和尖端的工件,宜采用保护阴极,见图5和图6所示。
第五章铁碳合金相图及应用 [重点掌握] 1、铁碳合金的基本组织;铁素体、奥氏体、渗碳体、珠光体、菜氏体的结构和性能特点及显微组织形貌; 2、根据相图,分析各种典型成份的铁碳合金的结晶过程; 3、铁碳合金的成份、组织与性能之间的关系。 铁碳相图是研究钢和铸铁的基础,对于钢铁材料的应用以及热加工和热处理工艺的制订也具有重要的指导意义。 铁和碳可以形成一系列化合物,如Fe3C、Fe2C、FeC等, 有实用意义并被深入研究的只是Fe-Fe3C部分,通常称其为 Fe-Fe3C相图,相图中的组元只有Fe和Fe3C。 第一节铁碳合金基本相 一、铁素体 1.δ相高温铁素体:C固溶到δ-Fe中,形成δ相。 2.α相铁素体(用F表示):C固溶到α-Fe中,形成α相。 F强度、硬度低、塑性好(室温:C%=0.0008%,727度:C%=0.0218%)二、奥氏体 γ相奥氏体(用A表示):C固溶到γ-Fe中形成γ相)强度低,易塑性变形 三、渗碳体
Fe3C相(用Cem表示),是Fe与C的一种具有复杂结构的间隙化合物, 渗碳体的熔点高,机械性能特点是硬而脆,塑性、韧性几乎为零。 渗碳体根据生成条件不同有条状、网状、片状、粒状等形态, 对铁碳合金的机械性能有很大影响。 第二节 Fe-Fe3C相图分析 一、相图中的点、线、面 1.三条水平线和三个重要点 (1)包晶转变线HJB,J为包晶点。1495摄氏度,C%=0.09-0.53% L+δ→A (2)共晶转变线ECF, C点为共晶点。冷却到1148℃时, C点成分的L发生共晶反应:L→A(2.11%C)+Fe3C(6.69%C,共晶渗碳体)共晶反应在恒温下进行, 反应过程中L、A、Fe3C三相共存。 共晶反应的产物是奥氏体与渗碳体的共晶混和物, 称莱氏体, 以符号 Le表示。 (3)共析转变线PSK,S点为共析点。合金(在平衡结晶过程中冷)却到727℃时, S点成分的A发生共析反应:
4.4.4镀铬工艺 (1)防护一装饰性镀铬 防护一装饰性镀铬不仅要求镀层在大气中具有很好的耐蚀性,而且要有美丽的外观。 这类镀层也常用于非金属材料的电镀。 防护一装饰性镀铬可分为一般防护装饰镀铬与高耐蚀性防护装饰镀 铬。表4—28列出防护装饰性镀铬的工艺规范。 装饰性镀铬的工艺条件也取决于欲镀的基体金属材料。可根据基体材料的不同适当调整工作温度和阴极电流密度。 1)一般防护装饰性镀铬 一般防护装饰性镀铬采用中、高浓度的普通镀铬液,适用于室内环境使用的产品。钢铁、锌合金和铝合金镀铬必须采用多层体系,主要工艺流程如下。 ①钢铁基体铜/镍/铬体系工艺流程为: 除油→水洗→浸蚀→水洗→闪镀氰铜或闪镀镍→水洗→酸铜→水洗→亮镍→水洗→镀铬→水洗干燥。 表4-28 防护装饰性镀铬的工艺规范 多层镍/铬体系工艺流程为: 除油→水洗→浸蚀→水洗→镀半光亮镍→水洗→光亮镍→水洗→镀铬→水洗→干燥。 ↓ ↑ 高硫冲击镍 (1μm) ②锌合金基体弱碱化学除油→水洗→浸稀氢氟酸→水洗→电解除油→水洗→闪镀氰铜→水洗→光亮镀铜→光亮镍→水洗→镀铬→水洗→干燥。 ③铝及铝合金基体弱碱除油→水洗→电解除油→水洗→次浸锌→溶 解浸锌层→水洗一二次浸锌→水洗→闪镀氰铜(或预镀镍) →水洗→光亮镀铜→水洗→光亮镀镍→水洗→镀铬→水洗→干燥。 2)高耐蚀装饰性镀铬 高耐蚀装饰性镀铬是采用特殊工艺改变镀铬层的结构,从而提高镀层的耐蚀性,该镀层适用于室外条件要求苛刻的场合。 在防护装饰性镀铬体系中,多层镍的应用显著提高了镀层的耐蚀性,研究发现,镍、铬层的耐蚀性不仅与镍层的性质及厚度有关,同时在很大程度上还取决于铬层的结构特征。从标准镀铬溶液中得到的普通防护装饰性镀铬层虽只有0.25~0.5μm,但镀层的内应力很大,.使镀层出现不均匀的粗裂纹。在腐蚀介质中铬镀层是阴极,裂纹处的底层是阳极,因此,遭受腐蚀的总是裂纹处的底层或基体金属。由于裂纹处暴露出的底层金属面积与镀铬层面积相比很小,因而腐蚀电流密度很大,腐蚀速度很快,而且腐蚀一直向纵深发展。由于裂
铁碳相图以及铁碳合金 Post By:2009-12-6 16:33:51 钢(Steels)和铸铁(Cast irons)是应用最广的金属材料,虽然它们的种类很多,成分不一,但是它们的基本组成都是铁(Fe)和碳(C)两种元素。因此,学习铁碳相图、掌握应用铁碳相图的规律解决实际问题是非常重要的。 Fe和C能够形成Fe3C, Fe2C 和FeC等多种稳定化合物。所以,Fe-C相图可以划分成Fe-Fe3C, Fe3C-Fe2C, Fe2C-FeC和FeC-C四个部分。由于化合物是硬脆相5%),因此,通常所说的铁碳相图就是Fe-Fe3C部分。,后面三部分相图实际上没有应用价值(工业上使用的铁碳合金含碳量不超过化合物Fe3C称为渗碳体(Cementite),是一种亚稳定的化合物,在一定条件下可以分解为Fe和C,C原子聚集到一起就是石墨。因此,铁碳相图常表示为Fe-Fe3C和Fe-石墨双重相图(图1)。Fe-Fe3C 相图主要用于钢,而Fe-石墨相图则主要用于铸铁的研究和生产。这里主要分析讨论Fe-Fe3C相图,Fe -石墨相图与此类似,只是右侧的单相是石墨而不是Fe3C。 图1 铁碳双重相图 【说明】 图1中虚线表示Fe-石墨相图,没有虚线的地方意味着两个相图完全重合。
铁具有异晶转变,即固态的铁在不同的温度具有不同的晶体结构。纯铁的同素异晶转变如下: 由于Fe的晶体结构不同,C在Fe中的溶解度差别较大。碳在面心立方(FCC)的γ-Fe中的最大溶解度为2.11%,而在体心立方(BCC)的α-Fe和δ-Fe中最大仅分别为0.0218%和0.09%。 纯铁 纯铁的熔点1538℃,固态下具有同素异晶转变:912℃以下为体心立方(BCC)晶体结构,912℃到1 394℃之间为面心立方(FCC), 1394℃到熔点之间为体心立方。工业纯铁的显微组织见图2。 图2 工业纯铁的显微组织图3 奥氏体的显微组织 铁的固溶体 碳溶解于α-Fe和δ-Fe中形成的固溶体称为铁素体(Ferrite),用α、δ或F表示, 由于δ-Fe是高温相,因此也称为高温铁素体。铁素体的含碳量非常低(室温下含碳仅为0.005%),所以其性能与纯铁相似:硬度(HB50~80)低,塑性(延伸率δ为30%~50%)高。铁素体的显微组织与工业纯铁相同(图2) 碳溶解于γ-Fe中形成的固溶体称为奥氏体(Austenite),用γ或A表示。具有面心立方晶体
起落架镀铬件的大修与NDT 北京飞机维修工程有限公司潘建华 摘要:起落架的大修中,镀铬件的NDT检查和显示的判定是非常重要的。本文详细介绍了起落架镀铬件修理工序、在役铬层和新镀铬层的NDT(磁粉和渗透)检查,以及判断显示,尤其是龟裂显示判断的经验和体会。 关键词:NDT;磁粉检查;渗透检查;起落架大修;镀铬件缺陷;龟裂显示 起落架的大修周期依据飞行循环数确定,通常是8-10年左右。从起落架修理经历来看,内筒、外筒以及轮轴等带镀铬层的零件的检查和修理是重点。因为铬层区出现缺陷时,需要进行退铬和重新镀铬等深度修理。NDT检查不但是决定起落架零件是否需要深度修理的重要手段,而且在修理过程中几乎各个阶段都需要NDT检查。这是因为,修理过程中也会因修理工艺不当而产生缺陷。另一方面,检查中如果发生误判,会造成不必要的重复修理,导致修理周期延长、增加修理费用和成本。因此,了解起落架的修理工序、掌握NDT检查方法、正确判断显示,是保证起落架修理质量的重要环节之一。 本文以起落架内筒零件为例,讨论镀铬面的修理工序、修理工序中的NDT检查以及对显示的判断。这里,起落架镀铬件的NDT检查是指磁粉检查和渗透检查。 图1是737主起落架内筒示意图,图中阴影部分是镀铬区。铬层厚度约150-170μm (0.0059in-0.0067in)。
图1 737 MLG内筒 1 起落架镀铬件的修理工序 起落架镀铬件的修理工序通常如下: ① 起落架完全分解,包括拆除所有衬套; ② 清洗、退漆、去应力; ③ NDT检查(磁粉或渗透); ④ 目视检查和尺寸测量; ⑤ 零件的修理(需要时),包括;去除磨损、过热点、腐蚀、裂纹等缺陷,加工(所有拆除衬套的孔),退、镀铬,酸蚀,消除应力,除氢等工序; ⑥ 对⑤中各阶段NDT检查,以彻底去除在役缺陷以及机加工或修理工艺中可能产生的缺陷; ⑦ 退、镀镉(铬层以外的表面); ⑧ 磁粉检查; ⑨ 安装衬套、喷漆和装配。 镀铬件的修理步骤多,也比较复杂。当NDT或目视检查发现零件的铬面有脱落、腐蚀、过热、裂纹或严重刻伤等缺陷时,需要去除镀层、重新电镀和NDT检查。据修理情况统计,内筒、轮轴等大件需要去除铬层的修理比例约有70%左右。
编制: 校对: 标准检查: 审定: 批准: 受控标识:
镀铬技术条件 1. 范围 1.1 本标准规定了深铃车业有限公司无锡分公司电动车主要零部件镀铬前后的质量要求,电镀后的试验方法、检验规则。 1.2 本标准适用于深铃车业有限公司无锡分公司电动车金属和塑料零部件防护装饰性镀铬。 2. 规范性引用文件 2.1 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.2 GB/T 4955-1997 金属覆盖层覆盖层厚度测量阳极溶解库仑法 2.3 GB/T 4956-2003 磁性基体上非磁性覆盖层覆盖层厚度测量磁性法 2.4 GB/T 5270-1985 金属基体上的金属覆盖层(电沉积层和化学层沉积层)附着强度试验方法 2.5 GB/T 6461-2002 金属基体上的金属和其它无机覆盖层经腐蚀试验后的试样和试样的评级 2.6 GB/T 10125-1997 人造气氛腐蚀试验盐雾试验 2.7 GB/T 13911-1992 金属镀覆和化学处理表示方法 3. 电镀件外观类别及镀层体系表示方法 3.1 电镀件外观类别 A类 对成车自然观察十分容易看见,装饰价值很高的部位。 包括:方向把管、后货架、保险杠、前照灯、转向灯、后视镜、仪表、装饰件、减震器、刹把等零部件主视面。 B类
对成车自然观察容易看见,装饰价值较a级稍低的部位。 包括:标牌、平叉护板装饰件等零部件。 C类 对成车自然观察不容易看见,装饰价值低或无装饰价值的零部件。 3.2 镀层体系分类及表示方法 3.2.1常用镀层的种类及简化表示的含义见表1。 表1
民事起诉书 原告:王福,男,汉族,住吉林省四平市铁东区城东乡立业村二组,身份证号码(略),电话: (略)。 被告:阳某某,男,汉族,住四川省xx县xx镇街道中路xx号,身份证号码:(略)。电话:(略) 被告:骆某某,男,汉族,住四川省xx县xx镇xx村x组,身份证号码:(略)。电话(略): 案由:房屋买卖合同纠纷 诉讼请求: 1、依法判决确认原程某某与被告阳某某签订的房屋买卖合同有效。 2、依法判决被告阳某某协助原告程某某将xx县xx镇街道中路xx、号门市及对应的地下室房屋产权过户到 原告程某某名下。 3、依法判决被告骆某某返还原告程某某的剩余购房款121000元整(大写:人民币壹拾贰万壹仟元整)。 4、判决二位被告承担本案的全部诉讼费用和保全费用. 事实及理由: 2014年1月7日,被告骆某某代理原告程某某同被告阳某某签订房屋买卖合同,合同约定原告购买被告阳某某位于xx县xx镇街道中路56号门市及对应的地下室。房屋产权证号为:竹权村字第xx 号和xxx号。国有土地使用证为:x国用(九五)字第xxx号。原告于2014年1月2日下午在自己的楼下将现金20000(大写:人民币贰万元)交给被告骆某某作为购房定金(将作为房款的一部分),原告又于同年1月5日上午在xx县农业银行取出现金200000元整(大写:人民币贰拾万元整)交给被告骆某某作为购房款,当天上午原告又在xx县工商银行通过转账方式将50000元整(大写:人民币伍万元整)转给被告骆某某作为购房款。原告又于同年1月26日上午在xx县城将现金10000(大写:人民币壹万元)交给被告骆某某作为购房款。总共交给骆某某人民币共计280000元整。(大写:人民币贰拾捌万元整)。根据合同约定的xx镇街道中路56号门市及对应的地下室房屋总房款为159000元整。因此被告骆某某应当退还给原告程某某剩余房款121000元整(大写:人民币壹拾贰万壹仟元整)。原告多次联系被告骆某某要求过户,
铁碳相图以及铁碳合金Post By:2009-12-6 16:33:51 钢(Steels)和铸铁(Cast irons)是应用最广的金属材料,虽然它们的种类很多,成分不一,但是它们的基本组成都是铁(Fe)和碳(C)两种元素。因此,学习铁碳相图、掌握应用铁碳相图的规律解决实际问题是非常重要的。 Fe和C能够形成Fe C, Fe2C 和FeC等多种稳定化合物。所以,Fe-C相图可以划分成Fe-Fe3C, 3 Fe3C-Fe2C, Fe2C-FeC和FeC-C四个部分。由于化合物是硬脆相5%),因此,通常所说的铁碳相图就是Fe-Fe3C部分。,后面三部分相图实际上没有应用价值(工业上使用的铁碳合金含碳量不超过化合物Fe3C称为渗碳体(Cementite),是一种亚稳定的化合物,在一定条件下可以分解为Fe和C,C原子聚集到一起就是石墨。因此,铁碳相图常表示为Fe-Fe3C和Fe-石墨双重相图(图1)。Fe-Fe3C 相图主要用于钢,而Fe-石墨相图则主要用于铸铁的研究和生产。这里主要分析讨论Fe-Fe3C相图,Fe-石墨相图与此类似,只是右侧的单相是石墨而不是Fe3C。 图1 铁碳双重相图 【说明】 图1中虚线表示Fe-石墨相图,没有虚线的地方意味着两个相图完全重合。 铁具有异晶转变,即固态的铁在不同的温度具有不同的晶体结构。纯铁的同素异晶转变如下:
由于Fe的晶体结构不同,C在Fe中的溶解度差别较大。碳在面心立方(FCC)的γ-Fe中的最大溶解度为2.11%,而在体心立方(BCC)的α-Fe和δ-Fe中最大仅分别为0.0218%和0.09%。 纯铁 纯铁的熔点1538℃,固态下具有同素异晶转变:912℃以下为体心立方(BCC)晶体结构,912℃到1 394℃之间为面心立方(FCC), 1394℃到熔点之间为体心立方。工业纯铁的显微组织见图2。 图2 工业纯铁的显微组织图3 奥氏体的显微组织 铁的固溶体 碳溶解于α-Fe和δ-Fe中形成的固溶体称为铁素体(Ferrite),用α、δ或F表示, 由于δ-Fe是高温相,因此也称为高温铁素体。铁素体的含碳量非常低(室温下含碳仅为0.005%),所以其性能与纯铁相似:硬度(HB50~80)低,塑性(延伸率δ为30%~50%)高。铁素体的显微组织与工业纯铁相同(图2) 碳溶解于γ-Fe中形成的固溶体称为奥氏体(Austenite),用γ或A表示。具有面心立方晶体结构的奥氏体可以溶解较多的碳,1148℃时最多可以溶解2.11%的碳,到727℃时含碳量降到0.8%。奥
镀铬件常见故障及解决方案 1.故障现象:光亮度不足 产生的原因: a)温度低或电流密度过高 b)硫酸根含量低 c)三价铬高 d)铁杂质含量高 纠正方法: a)升温,检查电流是否在工艺范围 b)分析补充 c)大阳极,小阴极电解 d)用离子交换或隔膜电解 2. 故障现象:覆盖能力差 产生的原因: a)温度高而电流密度低 b)硫酸含量高, c)三价铬不足 d)锌、铜、铁杂质多 纠正方法: a)降低,检查电流是否在工艺范围
b)分析后用BaCO3,除去部分硫酸根; c)大阴极,小阳极电解 d)离子交换或隔膜电解处理 3. 故障现象:局部无铬层 产生的原因: a)孔眼未堵塞 b)装挂不当,产生气袋或导电不良 c)零件形状复杂,未使用辅助阳极 d)零件互助屏蔽 e)镀件表面有油污 f)挂具未绝缘 纠正方法: a)用塑料管堵塞 b)改用挂具 c)选择适当的辅助阳极 d)少挂零件 e)对镀件进行重新处理 f)改进挂具绝缘 4. 故障现象:镀铬层同镀镍层一起剥皮产生的原因:
a)镀前处理不彻底 b)镀镍层内应力大 纠正方法: a)加强镀前处理 b)调整镀镍溶液 5. 故障现象:铜锡合金镀层上镀铬时出现黑花产生的原因: a)溶液温度低 b)镀铬前处理不彻底 c)通电过快或过慢 e)铜锡合金中含锡量过高 纠正方法: a)升高温度 b)加强镀铬前处理 c)改进操作 e)调整铜锡合金 6. 故障现象:镀层剥落 产生的原因: a)镀前处理不良 b)镀铬过程中途断电
c)零件进槽预热时间短 d)溶液温度或阴极电流密度变化太大 e)硫酸含量过高 纠正方法: a)加强镀前处理 b)重新镀铬时,进行阳极处理或阴极小电流活化处理 c)加长预热时间 d)严格控制溶液温度和阴极电流密度 e)加碳酸钡处理 7. 故障现象:铸铁件镀不上铬层,仅有析氢反应 产生的原因: a)镀前浸蚀过度 b)进行阳极处理时,造成石墨裸露 c)阴极电流密度过低 纠正方法: a)重新全加工后再镀 b)重新全加工后再镀 c)提高阴极电流密度 8. 故障现象:镀层粗糙,有铬瘤 产生的原因:
第三章 铁碳合金相图 非合金钢[(GB /T 13304-91),将钢分为非合金钢、低合金钢和合金钢三大类]和铸铁是应用极其广泛的重要金属材料,都是以铁为基主要由铁和碳组成的铁碳合金。了解铁碳合金成分与组织、性能的关系,有助于我们更好地研究和使用钢铁材料。本章将着重讨论铁碳相图及其应用方面的一些问题。 铁与碳可以形成一系列化合物:C Fe 3、C Fe 2、FeC 等。C Fe 3的含碳量为6.69%,铁碳合金含碳量超过6.69%,脆性很大,没有实用价值,所以本章讨论的铁碳相图,实际是Fe -C Fe 3相图。相图的两个组元是Fe 和C Fe 3。 3.1 Fe -C Fe 3系合金的组元与基本相 3.l.l 组元 ⑴纯铁 Fe 是过渡族元素,1个大气压下的熔点为1538℃,20℃时的密度为 2/m kg 3107.87?。纯铁在不同的温度区间有不同的晶体结构(同素异构转变) ,即: δ-Fe (体心) γ-Fe (面心) α-Fe (体心) 工业纯铁的力学性能大致如下:抗拉强度b σ=180~230MPa ,屈服强度2.0σ=100~170MPa ,伸长率=δ30~50%,硬度为50~80HBS 。 可见,纯铁强度低,硬度低,塑性好,很少做结构材料,由于有高的磁导率,主要作为电工材料用于各种铁芯。 ⑵C Fe 3 C Fe 3是铁和碳形成的间隙化合物,晶体结构十分复杂,通常称渗碳体,可用符号Cm 表示。C Fe 3具有很高的硬度但很脆,硬度约为950~1050HV ,抗拉强度b σ=30MPa ,伸长率0=δ。 3.1.2 基本相 Fe -C Fe 3相图中除了高温时存在的液相L ,和化合物相C Fe 3外,还有碳溶于铁形成的几种间隙固溶体相: ⑴高温铁素体 碳溶于δ-Fe 的间隙固溶体,体心立方晶格,用符号δ表示。 ⑵铁素体 碳溶于α-Fe 的间隙固溶体,体心立方晶格,用符号α或F 表示。F 中碳的固溶度极小,室温时约为0.0008%,600℃时约为0.0057%,在727℃时溶碳量最大,约为0.0218%,但也不大,在后续的计算中,如果无特殊要求可忽略不计。力学性能与工业纯铁相当。 ⑶奥氏体 碳溶于γ-Fe 的间隙固溶体,面心立方晶格,用符号γ或A 表示。奥氏体中碳的固溶度较大,在1148℃时最大达2.11%。奥氏体强度较低,硬度不高,易于塑性变形。 3.2 Fe -C Fe 3相图 3.2.1 Fe -C Fe 3相图中各点的温度、含碳量及含义 Fe -C Fe 3相图及相图中各点的温度、含碳量等见图3.1及表3.1所示。
目录 1.工艺鉴定要求 (4) 1.1.总则 (4) 1.2.设计要求 (4) 1.3.工艺鉴定程序 (4) 1.4.工艺鉴定试验及试样要求 (4) 1.4.1.试样要求 (4) 1.4.2.试验项目及试样数量 (4) 1.5.试验方法及质量指标 (5) 1.5.1.外观 (5) 1.5.2.镀层厚度 (5) 1.5.3.结合强度 (5) 1.5.4.耐蚀性 (5) 1.6.鉴定状态的保持 (5) 2.批生产检验要求 (5) 2.1.镀前表面质量要求 (5) 2.2.镀层外观 (5) 2.3.镀层厚度 (6) 2.4.结合强度 (6) 2.5.耐蚀性 (6)
错误!未找到引用源。 范围: 本规范规定了华为技术有限公司产品的钢、铜、锌合金等金属基体零件上镀装饰铬的工艺要求及其质量要求。 本规范适用于装饰镀铬的工艺鉴定和批生产质量检验。 简介: 本规范分两部分,第一部分“工艺鉴定要求”规定了加工商必须保证的技术管理、工艺设施及产品质量水平要求,用作对供应商进行技术资格认证和首样质量鉴定,是华为对装饰镀铬零件进行质量鉴定的依据;第二部分规定了正常批生产条件下产品质量要求,是生产方控制批生产镀层质量的标准依据,也是产品验收的质量依据。 关键词: 镀铬,镀层,耐蚀性 引用文件: 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的 术语和定义:
1. 工艺鉴定要求 1.1. 总则 在对供应商进行工艺技术资格认证时、或者供应商有新产品首次生产时必须按本节要求进行工艺质量鉴定。原则上,已经鉴定过的材料、工艺只需要提供相关报告。生产者的工艺质量必须满足第1节的要求。 生产者的工艺设备、工艺流程、质量保证措施应在其主要的工艺文件中加以说明。 1.2. 设计要求 按本规范要求进行的装饰镀铬工艺,对钢铁基体必须是电镀铜-镍-铬的工艺。生产者应保持并遵守经华为技术有限公司(以下简称“华为”)正式批准的工艺和检验文件。 1.3. 工艺鉴定程序 被鉴定的工厂必须完成以下全部试验工作,这些试验必须在零件批生产所用的条件下完成: 试样加工(注1) 表面处理(注2) 试样检查及测试 提供试验报告(注3)及试片给华为技术有限公司以便复验。 注:1、鉴定用试样也可由华为技术有限公司完成并提供给被鉴定工厂。 2、所有试样必须同时进行处理。 3、试验报告的发出者必须是华为技术有限公司质量鉴定部门认可的试验室或单位。 1.4. 工艺鉴定试验及试样要求 1.4.1. 试样要求 材料:冷轧钢 尺寸:80×125×1 ~ 4 (mm) 或φ10 ~20 ×125(mm) 表面粗糙度:Ra ≤ 0.8 μm 表面处理:镀铜+镍+铬 1.4. 2. 试验项目及试样数量
铁碳平衡图 (The Iron-Carbon Diagrams) 连聪贤 本章阐述了铁碳合金的基本组织,铁碳合金状态图,碳钢的分类、编号和用途。要求牢固掌握铁碳合金的基本组织(铁素体、奥氏体、渗碳体、珠光体、莱氏体)的定义、结构、形成条件和性能特点。牢固掌握简化的铁碳合金状态图;熟练分析不同成分的铁碳合金的结晶过程;掌握铁碳合金状态图各相区的组织及性能,以及铁碳合金状态图的实际应用。掌握碳钢中常存元素对碳钢性能的影响;基本掌握碳钢的分类、编号、性能和用途。 铁碳合金基本组织铁素体、奥氏体、渗碳体、珠光体和莱氏体的定义、表示符号、晶体结构、显微组织特征、形成条件及性能特点。铁碳合金状态图的构成、状态图中特性点、线的含义。典型合金的结晶过程分析及其组织,室温下不同区域的组织组成相。碳含量对铁碳合金组织和性能的影响。铁碳合金状态图的实际应用。锰、硅、硫、磷等常存杂质元素对钢性能的影响。碳铁的分类、编号、性能和用途。 铁碳合金状态图是金属热处理的基础。必须配合铁碳合金平衡组织的金相观察实验,结合课堂授课,作重点分析铁碳合金的基本组织及其室温下不同成分铁碳合金的组织特征。练习绘制铁碳合金状态 四、课程纲要 (一)铁碳合金的构成元素及基本相
1. 合金的构成元素与名词解释 (1)金属特性:具有不透明、金属光泽良好的导热和导电性并且其导电能力随温度的增高而减小,富有延性和展性等特 性的物质。金属内部原子具有规律性排列的固体(即晶 体)。 (2)合金:由两种或两种以上金属或金属与非金属组成,具有金属特性的物质。 (3)相:合金中成份、结构、性能相同的组成部分,物理上均质且可区分的部分。 (4)固溶体:是一个(或几个)组元的原子(化合物)溶入另一个组元的晶格中,而仍保持另一组元的晶格类型的固态 金属晶体,固溶体分间隙固溶体和置换固溶体两种。(5)固溶强化:由于溶质原子进入溶剂晶格的间隙或结点,使晶格发生畸变,使固溶体硬度和强度升高,这种现象叫固溶强化现象。 (6)化合物:合金组元间发生化合作用,生成一种具有金属性能的新的晶体固态结构。 (7)机械混合物:由两种晶体结构而组成的合金组成物,虽然是两面种晶体,却是一种组成成分,具有独立的机械性能。
铁碳相图以及铁碳合金 发布日期:[08-03-10 14:26:26] 浏览人次:[5779 ] https://www.doczj.com/doc/702240912.html, 马棚网 钢(Steels)和铸铁(Cast irons)是应用最广的金属材料,虽然它们的种类很多,成分不一,但是它们的基本组成都是铁(Fe)和碳(C)两种元素。因此,学习铁碳相图、掌握应用铁碳相图的规律解决实际问题是非常重要的。 Fe 和C 能够形成Fe 3C, Fe 2C 和FeC 等多种稳定化合物。所以,Fe-C 相图可以划分成Fe-Fe 3C, Fe 3C-Fe 2C, Fe 2C-FeC 和FeC-C 四个部分。由于化合物是硬脆相5%),因此,通常所说的铁碳相图就是Fe-Fe 3C 部分。,后面三部分相图实际上没有应用价值(工业上使用的铁碳合金含碳量不超过 化合物Fe 3C 称为渗碳体(Cementite),是一种亚稳定的化合物,在一定条件下可以分解为Fe 和C ,C 原子聚集到一起就是石墨。因此,铁碳相图常表示为Fe-Fe 3C 和Fe-石墨双重相图(图1)。Fe-Fe 3C 相图主要用于钢,而Fe-石墨相图则主要用于铸铁的研究和生产。这里主要分析讨论Fe-Fe 3C 相图,Fe-石墨相图与此类似,只是右侧的单相是石墨而不是Fe 3C 。 图1 铁碳双重相图 【说明】 图1中虚线表示Fe-石墨相图,没有虚线的地方意味着两个相图完全重合。 铁具有异晶转变,即固态的铁在不同的温度具有不同的晶体结构。纯铁的同素异晶转变如下:
由于Fe的晶体结构不同,C在Fe中的溶解度差别较大。碳在面心立方(FCC)的γ-Fe中的最大溶解度为2.11%,而在体心立方(BCC)的α-Fe和δ-Fe中最大仅分别为0.0218%和0.09%。 纯铁 纯铁的熔点1538℃,固态下具有同素异晶转变:912℃以下为体心立方(BCC)晶体结构,912℃到1394℃之间为面心立方(FCC), 1394℃到熔点之间为体心立方。工业纯铁的显微组织见图2。 图2 工业纯铁的显微组织图3 奥氏体的显微组织 铁的固溶体 碳溶解于α-Fe和δ-Fe中形成的固溶体称为铁素体(Ferrite),用α、δ或F表示, 由于δ-Fe 是高温相,因此也称为高温铁素体。铁素体的含碳量非常低(室温下含碳仅为0.005%),所以其性能与纯铁相似:硬度(HB50~80)低,塑性(延伸率δ为30%~50%)高。铁素体的显微组织与工业纯铁相同(图2) 碳溶解于γ-Fe中形成的固溶体称为奥氏体(Austenite),用γ或A表示。具有面心立方晶体结构的奥氏体可以溶解较多的碳,1148℃时最多可以溶解2.11%的碳,到727℃时含碳量降到0.8%。奥氏体的硬度(HB170~220)较低,塑性(延伸率δ为40%~50%)高。奥氏体的显微组织见图3,图4表示碳原子存在于面心立方晶格中正八面体的中心。
第四章铁碳合金相图 教学目的及其要求 通过本章学习,使学生们掌握铁碳合金的基本知识,学懂铁碳相图的特征点、线及其意义,了解铁碳相图的应用。 主要内容 1.铁碳合金的相组成 2.铁碳合金相图及其应用 3.碳钢的分类、编号及应用 学时安排 讲课4学时 教学重点 1.铁碳合金相图及应用 2.典型合金的结晶过程分析 教学难点 铁碳合金相图的分析和应用。 教学过程 第一节纯铁、铁碳合金中的相 一、铁碳合金的组元 铁:熔点1538℃,塑性好,强度硬度极低,在结晶过程中存在着同素异晶转变。不同结构的铁与碳可以形成不同的固溶体。 由于纯铁具有同素异构转变,在生产上可以通过热处理对钢和铸铁改变其组织和性能。 碳:在Fe-Fe3C相图中,碳有两种存在形式:一是以化合物Fe3C形式存在;二是以间隙固溶体形式存在。 二、铁碳合金中的基本相 相:指系统中具有同一聚集状态、同一化学成分、同一结构并以界面隔开的均匀组成部分。 铁碳合金系统中,铁和碳相互作用形成的相有两种:固溶体和金属化合物。固溶体是铁素体和奥氏体;金属化合物是渗碳体。这也是碳在合金中的两种存在形式。 1.铁素体
碳溶于α-Fe中形成的间隙固溶体称为铁素体,用α或者F表示,为体心立方晶格结构。塑性好,强度硬度低。 2.奥氏体 碳溶于γ-Fe中形成的间隙固溶体称为奥氏体,用γ或者A表示,为面心立方晶格结构。塑性好,强度硬度略高于铁素体,无磁性。 3.渗碳体Fe3C:晶体结构复杂,含碳量6.69%,熔点高,硬而脆,几乎没有塑性。 渗碳体对合金性能的影响: (1)渗碳体的存在能提高合金的硬度、耐磨性,使合金的塑性和韧性降低。 (2)对强度的影响与渗碳体的形态和分布有关: 以层片状或粒状均匀分布在组织中,能提高合金的强度; 以连续网状、粗大的片状或作为基体出现时,急剧降低合金的强度、塑性韧性。 二、两相机械混合物 珠光体:铁素体与渗碳体的两相混合物,强度、硬度及塑性适中。 莱氏体:奥氏体与渗碳体的混合物;室温下为珠光体与渗碳体的混合物,又硬又脆。 铁素体、奥氏体、渗碳体、珠光体和莱氏体为铁碳合金中的基本组织,是铁碳合金中的组织组成物。 组织组成物:指构成显微组织的独立部分,可以是单相,也可以是两相或多相混合物。 显微组织:指在金相显微镜下所观察到的金属及合金内部的微观形貌,包括相和晶粒的形态、大小、分布等。 第二节铁碳合金相图 一、相图中的点(14个) 1.组元的熔点: A (0, 1538) 铁的熔点;D (6.69, 1227) Fe3C的熔点 2.同素异构转变点:N(0, 1394)δ-Fe ?γ-Fe;G(0, 912)γ-Fe?α-Fe 3.碳在铁中最大溶解度点: P(0.0218,727),碳在α-Fe中的最大溶解度 E(2.11,1148),碳在γ-Fe 中的最大溶解度 H (0.09,1495),碳在δ-Fe中的最大溶解度 Q(0.0008,RT),室温下碳在α-Fe中的溶解度
编制: 校对: 标准检查: 审定: 批准: 受控标识: 镀铬技术条件 1. 范围 1.1 本标准规定了深铃车业有限公司无锡分公司电动车主要零部件镀铬前后的质量要求,电镀后的试验方法、检验规则。 1.2 本标准适用于深铃车业有限公司无锡分公司电动车金属和塑料零部件防护装饰性镀铬。 2. 规范性引用文件 2.1 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.2 GB/T 4955-2019 金属覆盖层覆盖层厚度测量阳极溶解库仑法 2.3 GB/T 4956-2019 磁性基体上非磁性覆盖层覆盖层厚度测量磁性法 2.4 GB/T 5270-1985 金属基体上的金属覆盖层(电沉积层和化学层沉积层)附着强度试验方法 2.5 GB/T 6461-2019 金属基体上的金属和其它无机覆盖层经腐蚀试验后的试样和试样的评级 2.6 GB/T 10125-2019 人造气氛腐蚀试验盐雾试验
2.7 GB/T 13911-1992 金属镀覆和化学处理表示方法 3. 电镀件外观类别及镀层体系表示方法 3.1 电镀件外观类别 A类 对成车自然观察十分容易看见,装饰价值很高的部位。 包括:方向把管、后货架、保险杠、前照灯、转向灯、后视镜、仪表、装饰件、减震器、刹把等零部件主视面。 B类 对成车自然观察容易看见,装饰价值较a级稍低的部位。 包括:标牌、平叉护板装饰件等零部件。 C类 对成车自然观察不容易看见,装饰价值低或无装饰价值的零部件。 3.2 镀层体系分类及表示方法 3.2.1常用镀层的种类及简化表示的含义见表1。 表1
第四章铁碳合金 第一节铁碳合金的相结构与性能 一、纯铁的同素异晶转变 δ-Fe→γ-Fe→α-Fe 体心面心体心 同素异晶转变——固态下,一种元素的晶体结构 随温度发生变化的现象。 特点: ? 是形核与长大的过程(重结晶) ? 将导致体积变化(产生内应力) ? 通过热处理改变其组织、结构→ 性能 二、铁碳合金的基本相 第二节铁碳合金相图 一、相图分析 两组元:Fe、Fe3C 上半部分图形(二元共晶相图) 共晶转变: 1148℃727℃ L4.3 → A2.11+ Fe3C → P + Fe3C莱氏体Ld Ld′ 2、下半部分图形(共析相图) 两个基本相:F、Fe3C 共析转变: 727℃ A0.77→ F0.0218 + Fe3C 珠光体P 二、典型合金结晶过程 分类:
三条重要的特性曲线 ① GS线---又称为A3线它是在冷却过程中由奥氏体析出铁素体的开始线或者说在加热过程中铁素体溶入奥氏体的终了线. ② ES线---是碳在奥氏体中的溶解度曲线当温度低于此曲线时就要从奥氏体中析出次生渗碳体通常称之为二次渗碳体因此该曲线又是二次渗碳体的开始析出线.也叫Acm线. ③ PQ线---是碳在铁素体中的溶解度曲线.铁素体中的最大溶碳量于727oC时达到最大值0.0218%.随着温度的降低铁素体中的溶碳量逐渐减少在300oC以下溶碳量小于0.001%.因此当铁素体从727oC冷却下来时要从铁素体中析出渗碳体称之为三次渗碳体记为Fe3CⅢ. 工业纯铁(<0.0218%C) 钢(0.0218-2.11%C)——亚共析钢、共析钢(0.77%C)、过共析钢 白口铸铁(2.11-6.69%C)——亚共晶白口铸铁、共晶白口铸铁、过共晶白口铸铁 L → L+A → A → P(F+Fe3C) L → L+A → A → A+F → P+F L → L+A → A → A+ Fe3CⅡ→ P+ Fe3CⅡ 4、共晶白口铸铁L → Ld(A+Fe3C) → Ld(A+Fe3C+ Fe3CⅡ) → Ld′(P+Fe3C+ Fe3CⅡ) 5、亚共晶白口铸铁L → Ld(A+Fe3C) + A → Ld+A+ Fe3CⅡ→ Ld′+P+ Fe3CⅡ 6、过共晶白口铸铁L → Ld(A+Fe3C) + Fe3C → Ld + Fe3C→ Ld′+ Fe3C
网址h t t p://w w w.z t x d z x.c o m 材料表面处理中心年处理1.2万吨镀锌件、50万m2镀铬件项目环评报告 目录 前言 (1) 第一章总论 (2) 1.1评价目的与指导思想 (2) 1.2编制依据 (2) 1.3评价等级与评价范围 (3) 1.4评价标准 (4) 1.5 评价重点 (6) 1.6 环境保护目标 (6) 第二章项目概况与工程分析 (8) 2.1 建设项目概况 (8) 2.2 工程分析 (12) 第三章区域环境现状评价 (37) 3.1自然环境概况 (37) 3.2 社会经济概况 (38) 第四章环境质量现状评价 (38) 4.1环境质量现状监测 (38) 4.2 环境质量现状评价 (42) 第五章环境影响预测与评价 (51) 5.1大气环境影响分析 (51) 5.2 地表水环境影响预测与评价 (59) 5.3 噪声环境影响预测与评价 (61) 第六章环境污染防治对策 (65)
网址h t t p://w w w.z t x d z x.c o m 6.1废水污染防治措施 (65) 6.2 废气治理措施 (70) 6.3 噪声防治措施 (70) 6.4固体废弃物、废液污染防治措施 (71) 6.5 非正常排放防范措施 (72) 6.6 排污口等规范化设置 (72) 6.7 绿化计划 (72) 6.8 治理措施的投资及处理效果表 (73) 第七章环境风险评价 (74) 7.1 评价工作程序 (74) 7.2 评价等级 (75) 7.3 风险识别及源项分析 (75) 7.4风险事故防范措施 (80) 7.5 应急预案 (85) 7.6 风险评价结论 (88) 第八章清洁生产分析 (89) 8.1工艺清洁性分析 (89) 8.2电镀清洁生产指标评价 (90) 8.3清洁生产评价结论与建议 (94) 第九章总量控制分析 (95) 9.1总量控制因子的确定 (95) 9.2达标排放分析 (95) 第十章选址论证 (96) 10.1国家产业政策 (96) 10.2规划符合性 (96) 10.3厂址位置及周围环境 (96) 10.4建厂条件及厂址方案分析 (96) 10.5环境敏感因素分析 (97)
镀铬常见故障及处理 1. 工件因渗氢镀不上铬 某电镀厂镀一批由热轧钢板制成的镀铬件时,由于工作表面锈蚀严重,酸洗时,氧化皮难以除尽,不得不延长时间,此时氧化皮虽然尽了,但工件的表面却出现了坑坑哇哇,边缘部分因为是剪切加工的,酸洗时又极易过腐蚀,结果遭到严重渗氢,镀不上铬,经驱氢处理仍未能满足镀铬要求。 解决这个问题的最有效的方法是表面重新加工,把锈蚀处的平面和剪切加工的表面在重新加工一下,该厂经于来协单位商定,对工件加工后镀出铬层满足了质量要求。这种工件如果在机加时先把锈蚀处磨削掉,不仅不会发生这次故障,而且还能提高工件的表面质量。 2. 不锈钢镀铬的前处理要求 不锈钢表面想要获得牢固的铬层质量,首先要彻底除尽表面的氧化膜,这层结合牢固且致密的氧化膜很难除去,经过实践,摸索出下列工艺方法。 已经除尽油污的工件挂入镀铬槽的阴极上,以5~6的电流密度进行活化处理,这时不锈钢表面不会沉积上铬,只有氢气析出,这些氢原子与不锈钢表面的氧化膜作用,使表面获得充分活化,活化时间需视不锈钢表面的膜层情况而定,一般在5min即可,膜层过厚的需要8~10分钟,然后施以正常的电流镀铬,不要反镀,否则不利于结合强度。 3. 镀铬阳极的保护方法 新铸成的铅锑合金阳极,经刷洗干净后(或经过刷洗的旧铅锑阳极),如果直接挂入镀铬槽中,会很快生成一层导电性差的黄色铬酸铅,此铬酸铅会影响正常使用,但若在带电的情况下进入渡槽,并通过5~10A/dm2的电流阳极处理30~40min,阳极表面就会生成褐色的过氧化铅,有了这层过氧化铅,就很难再生成铬酸铅,但停产后还是应该把阳极从槽子中取出,经水洗后保存。 4. 阳极铬酸铅的的除去方法 清除可先在下列溶液中阳极电解处理。 NaOH 70~100g/L V 6~8v NaCO3 70~100g/L t 视退除情况而定 若采用这方法处理后未能彻底,最后还需要用钢丝刷洗,且勿用盐酸洗,盐酸洗会产生氯化铅,不仅不宜再除去,且氯离子带入槽液易造成污染。 5. 硬铬层生锈 铬的电位虽然很负,但它有很强的钝化能力,它本身在大气中很稳定,但铬层内有很大空隙和裂纹,若单层镀铬,极有可能出现锈蚀,为此,在镀铬前需先镀层铜或镍,以防止基体金属裸漏出来。 一般镀铬后可以先用热水洗,后用毛巾擦干和烘箱中烘烤,最后在高于105℃的机油中侵泡2~3分钟,以达到封闭镀层的目的。 6. 大面积件中间部位难以沉上理想铬层 某厂接到一批1.1*0.9m大板的抛光镀铬任务,质量总是过不了关,中间部位镀不上铬,中间镀上铬后四周,特别是四角即会严重烧焦,否则中间部位难以获得正常镀层。笔者采取以下2点措施。1)镀铬阳极由平面改为锅形,锅形阳极可用铅版制作。 2)镀单面,把一排阳极撤下来,阴极移动到阳极位置,使阴,阳距离由原来的35cm增加到50~70cm (锅底50cm,锅沿70cm)。 7. 镀铬件孔眼、狭缝等处铬难以沉积 镀铬件的孔眼、狭缝等部位难以沉积上铬,主要是由电力线对这一部位密集而成的,众所周知,电流在电解液中流动时要克服较大欧姆电阻,同时电阻也由于该处电流密度的增大而增大,所以铬离子不能到达表面而沉积。因此,要改善与解决这些部位的沉积问题,在电镀过程中要注意以下几点。1)要注意绑扎方法。要避免镀件与镀件,镀件与夹具以及不导电的护框贴靠过近等人为因素而引起的缝隙,否则该部位的镀层厚度将远远低于其他部位,甚至镀不上铬。为此,在绑扎过程中要考虑他们之间的距离,此外,镀件悬挂时的角度方向等也需要注意。 2)采取堵孔措施。避免孔的周围镀不上铬的有效办法就是堵孔(一般孔内是允许无镀层的),装饰铬可用乳胶塞子,镀硬铬以采取铅堵为好。可避免产生边缘效应以及由此而引起孔周围镀层过厚的弊端。 3)正确计算所需要的电流。否则不但这些部位镀不上铬,其他部位也镀不上。
三轮摩托车金属零部件镀铬技术条件
三轮摩托车金属零部件镀铬技术条件 1 范围 本标准规定了三轮摩托车金属零部件的外观等级分类和标注方法、要求、检验规则、试验方法、包装、运输及贮存。 本标准适用于三轮摩托车金属零部件(以下简称“零部件” )镀铬。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 13911-2008 金属镀覆和化学处理表示方法 GB/T 4955-2005 金属覆盖层 覆盖层厚度测量 阳极溶解库仑法 GB/T 6461-2002 金属基体上金属和其它无机覆盖层 经腐蚀试验后的试样和试件的评级 GB/T 10125-1997 人造气氛腐蚀试验 盐雾试验 JB/T 6986-1993 铝及铝合金电镀前表面准备方法 Q/PLX 101-2009 摩托车零部件焊接技术条件 3 外观等级分类及标注方法 3.1 外观等级分类 外观等级分类及区域划分见表1。 3.2 标注方法 镀覆标注方法由基体材料、镀覆方法、镀覆层名称、镀覆层厚度及镀覆层特征5部分组成(见图1)。 3.2.1 基体材料在图样或技术文件中有明确规定时,允许省略。 金属材料用其化学符号表示,合金材料用其主要成分的化学符号表示(见表2)。 3.2.2 镀覆方法与镀覆层名称、镀覆层厚度与后处理之间用间隔符号“2”隔开。 1
3.2.3 镀覆方法 电镀用“EP”(及electro plating)表示。 3.2.4 镀覆层名称 3.2. 4.1 镀覆层名称用镀覆层的化学元素符号表示。 3.2. 4.2 如镀覆层的金属纯度需表示时,应将其金属纯度列入该金属元素符号后的括号(“( )”)内,并精确到小数点后一位。 3.2. 4.3 镀覆层由多种镀覆方法形成时,而某镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”,应在该镀层名称的前面标出其镀覆方法符号及间隔符号“2”。 3.2.5 镀覆层厚度 镀覆层厚度用阿拉伯数字表示镀覆层厚度范围的下限(必要时,可以标注镀覆层厚度范围),单位为微米。镀覆层厚度数字应标注在镀覆层名称之前。 3.2.6 镀覆层特征及处理特征 镀覆层特征及处理特征表示符号见表3。 3.2.7 镀铬的其余表示方法可参照GB/T13911-2008里的规格。 3.2.8示例 示例1:在铁基体上镀暗镍层15μm以上、镀黑铬层3μm以上。 标注方法:F e/Ep2Ni15 mCr3bk。 示例2:在锌合金基体上电镀光亮镍层15μm以上、普通铬层0.3μm以上。 标注方法:Zn/Ep2Ni15bCr0.3br。