收稿日期:2009 04 16
作者简介:朱晖朝(1973 ),男,湖南双峰人,高级工程师,学士.
第3卷 第3期材 料 研 究 与 应 用
V o1.3,N o.32009年9月
M AT ER IA LS RESEA RCH A N D A PP LICA T IO N
Sept.2009
文章编号:1673 9981(2009)03 0153 05
不同氧化铝粉末等离子喷涂氧化铝涂层的性能
朱晖朝1,2,邓春明2,周克崧2,刘 敏2
(1.中南大学材料科学与工程学院,湖南长沙 410083; 2.广州有色金属研究院材料表面所,广东广州 510650)
摘 要:分别以22.5~45 m(L 粉)、5~40 m(M 粉)和5~22.5 m(S 粉)三种粒径的氧化铝为热喷涂粉末,采用大气等离子喷涂制备了氧化铝涂层.分别对三种涂层的结构和基本性能进行表征,并采用SprayW atch 3i 设备测量粉末粒子在等离子焰流中的温度和速度.结果表明,S 和L 涂层的孔隙率较低,且大孔隙较少.在焰流中,S 和L 粉均具有较高的温度和动能,其涂层的显微硬度和结合强度均比M 涂层高.S 粉的沉积率最高,但涂层的生产效率较低.考虑生产效率和涂层的综合性能,选择L 粉更合适.关键词:氧化铝粉末;大气等离子喷涂;涂层性能中图分类号:T B742 文献标识码:A
等离子喷涂制备的氧化铝涂层具有良好的化学稳定性、绝缘性和耐磨性,是目前重要的、应用最为广泛的陶瓷涂层[1 2]
.氧化铝的熔点不高,为2200 左右,远低于等离子焰流的温度.在喷涂过程中,粉末运动速度快(约350m/s),在焰流中停留时间短(几百微秒),如果粉末粒径过大,则不能确保粉末熔融而沉积形成涂层.粉末粒径过小不仅给送粉带来较大难度,而且细小粒子由于动能较小,较难进入刚性的等离子焰流中心,反而达不到熔融效果.因此,大气等离子喷涂制备氧化铝涂层的工艺中粉末粒径分布是很关键的.
粒子的温度和速度与等离子喷涂涂层的质量有直接关系.一般来说,当粒子温度超过其熔点时,较高的运动速度有助于涂层的致密度和结合强度更高.对于同一种粉末粒子来说,粒子的温度和速度是一种矛盾关系.粒子温度高,则粒子在等离子焰流加热时间长,粒子的运动速度也就不高.根据热源和粒子的温度与速度在涂层工艺优化中的重要性,近年来,人们开发出了粒子温度和速度测试设备,以指导等离子喷涂
[3 5]
.这类设备是采用高速快门的CCD
相机、数字成像技术和光谱解析光学等技术对等离子焰流中粒子的温度和速度进行测量.它除了可以
检测粒子的温度和速度这两个关键指标,还可以反映涂过程中粉末流量的稳定性、电极的磨损情况和基体表面温度等信息,从而可实现等离子喷涂在线实时监控.该技术并不是测量单个粒子的温度和速度,而是对焰流中的多个粒子拍照和软件处理后获得瞬间粒子的平均温度和平均速度,因而具有代表性[6].
本文以三种粒径范围的氧化铝作为喷涂粉末,采用SprayWatch 3i 设备测量等离子焰流中粒子的温度和速度,并对涂层的显微结构和基本性能进行表征.
1 试验方法与表征
以45号钢为基体,基体尺寸为D25.4mm 10mm ,除油、喷砂后以待喷涂.用粒径5~40 m 的316L 粉作为粘结层,粘结层涂层厚度为100 m.将上述经表面预处理的基体固定在直径为200mm 辊面上,试样的线速度为1m/s.以三种粒径氧化铝作为热喷涂粉末,采用F6等离子喷枪制备Al 2O 3涂层,喷涂88遍,涂层的总厚度为450~700 m,其制备工艺参数列于表1.
表1 大气等离子喷涂Al2O3涂层的工艺参数
Table1 Parameters for APS Al2O3coati ngs
A r流量/(L!min-1)H2流量/(L!min-1)电流/A电压/V喷距/mm
451160074100 采用称重法测量涂层的沉积率,即通过测量喷
枪在辊上停留时间和辊喷涂前后的重量变化计算涂层的沉积率.其中测量精度为1g.采用芬兰Osier 公司生产的Spray Watch3i设备测量粒子在等离子焰流中的温度和速度.采用带EDS的JL SM5910扫描电镜对粉末和涂层的显微结构进行表征.采用Leica DM IMR自带的图像分析软件测试涂层的孔隙率,其中涂层的图像为扫描电镜下得到.采用VD MH 5型显微硬度计测试涂层的显微硬度,其中载荷为2.94N,加载停留时间为15s.采用上海合成树脂厂生产的结构胶作为粘结材料,按照AST M C633标准测试上述两种涂层的结合强度.2 热喷涂粉末
喷涂粉末为市场上购买的三种粒径分布不同的氧化铝粉末,即粒径为22.5~45 m(标为L)、5~ 40 m(标为M)和5~22.5 m(标为S).表2为三种氧化铝粉末的粒度分布.这三种粉末都为烧结、破碎粉末,均有尖锐的棱角.在相同的送粉参数下,L, M,S三种喷涂粉末的送粉量分别为36.0,30.0, 27.4g/min.说明在相同的粉末形态下粉末越粗,其流动性能越好.
表2 三种热喷涂氧化铝粉末的粒度分布
Table2 Particle distri butions for three alum ina thermal sprayi ng powders
粉末名称
各粒级体积分数 /%
5~10 m10~20 m20~30 m30~45 m45~60 m M粉末103035178
L粉末37403515
S粉末12483055
3 结果与讨论
3.1 显微结构
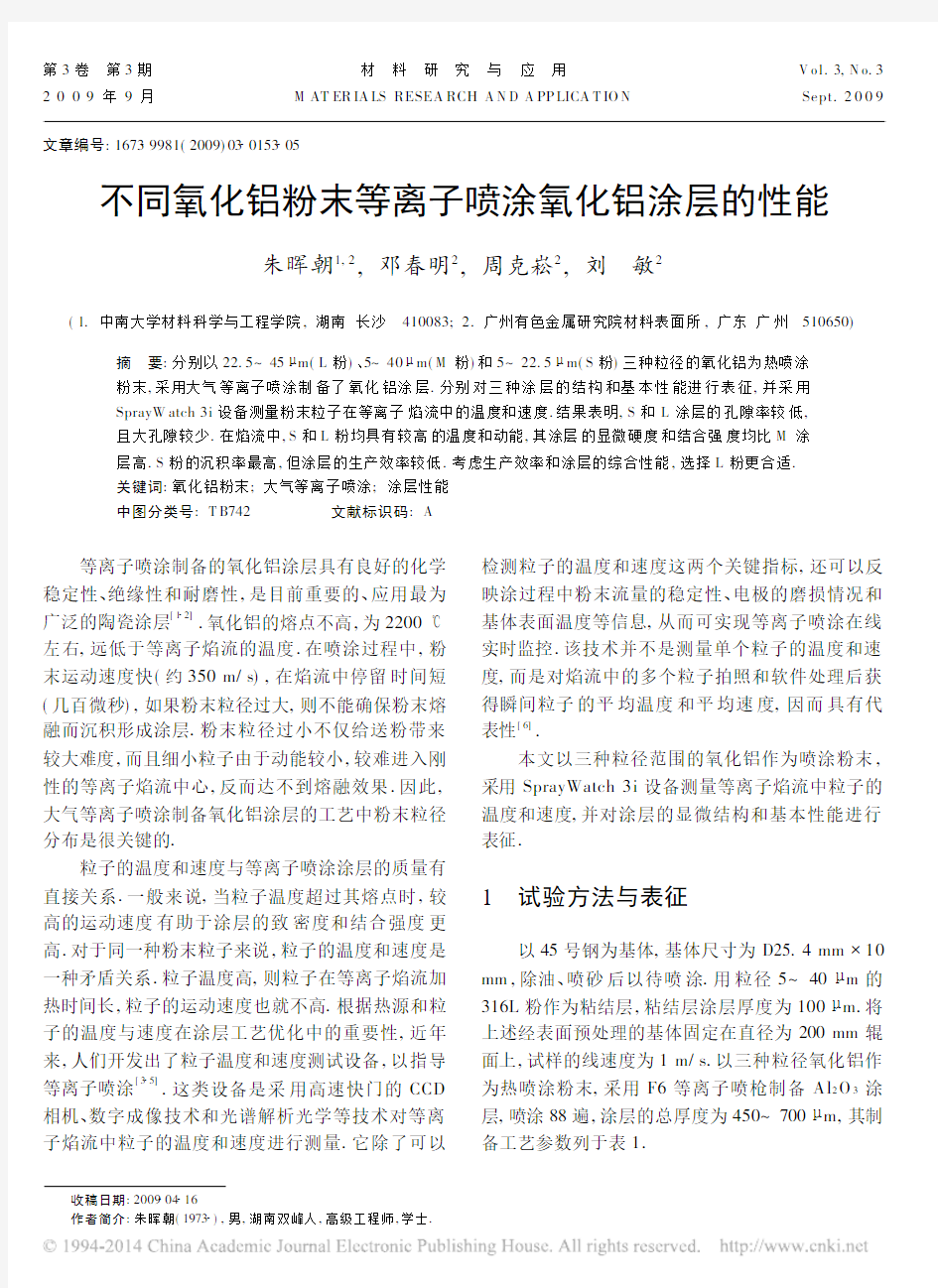
图1为三种氧化铝涂层的剖面形貌.三种氧化铝涂层中,M涂层的孔隙率略高且孔隙偏大,大于10 m;L和S涂层的孔隙率略低,大部分孔隙的孔径小于10 m.三种涂层均呈明显的层状结构,这是等离子喷涂的特点.此外,在L涂层中还发现球形颗粒存在(图1(d)中白色箭头所指),这是由于粉末经等离子焰流熔融后,在到达基体形成涂层前,又重新凝固而沉积到涂层中.
3.2 涂层的沉积率
在相同条件下喷涂,涂层厚度可以反映涂层的沉积率.由图1所标注的三种涂层的厚度可知,用M粉所喷涂的涂层厚度最低.根据称重法测得M, L,S三种粉喷涂涂层的沉积率分别为35%,37%和44%,其中S粉的沉积率最高.但S粉的送粉量低(仅为27.4g/m in),涂层的生产效率较低,单遍沉积厚度为6.02 m,低于L粉的单遍沉积厚度6.47 m.
3.3 涂层的结合强度和显微硬度
表3为三种氧化铝涂层的显微硬度和结合强度.从表3可知,M涂层的显微硬度和结合强度最低,L涂层的最高.在相同的制备工艺下,涂层的显微硬度和孔隙率有直接关系.图1显示,M涂层的孔隙率较高,因此其显微硬度较低,比其他两种氧化铝涂层的显微硬度低100以上.三种涂层的结合强度都不高,均低于30M Pa.
154材 料 研 究 与 应 用2009
图1 三种氧化铝涂层的剖面SEM照片
(a)M涂层;(b)为(a)局部放大图;(c)L涂层;(d)为(c)局部放大图;(e)S涂层;(f)为(e)局部放大图
Fi g.1 Cross sectional SEM images for three alumina coating s
(a)M co ating;(b)mag nified imag e fo r(a);(c)L coat ing;
(d)mag nified imag e fo r(c);(e)S coating;(f)mag nified image fo r(e)
表3 三种氧化铝涂层的显微硬度和结合强度
Table3 Micro har dness and adhesive strength for three alumina coati ng 涂层显微硬度H v结合强度/M Pa
M涂层710,732,715,742,726,719 (平均724)19.0,21.5,21.0 (平均20.5) L涂层910,842,862,871,865,872 (平均870)23.6,24.0,24.2 (平均24.0) S涂层865,843,810,900,832,855 (平均851)20.2,26.2,21.0 (平均22.5)155
第3卷 第3期朱晖朝,等:不同氧化铝粉末等离子喷涂氧化铝涂层的性能
3.4 讨 论
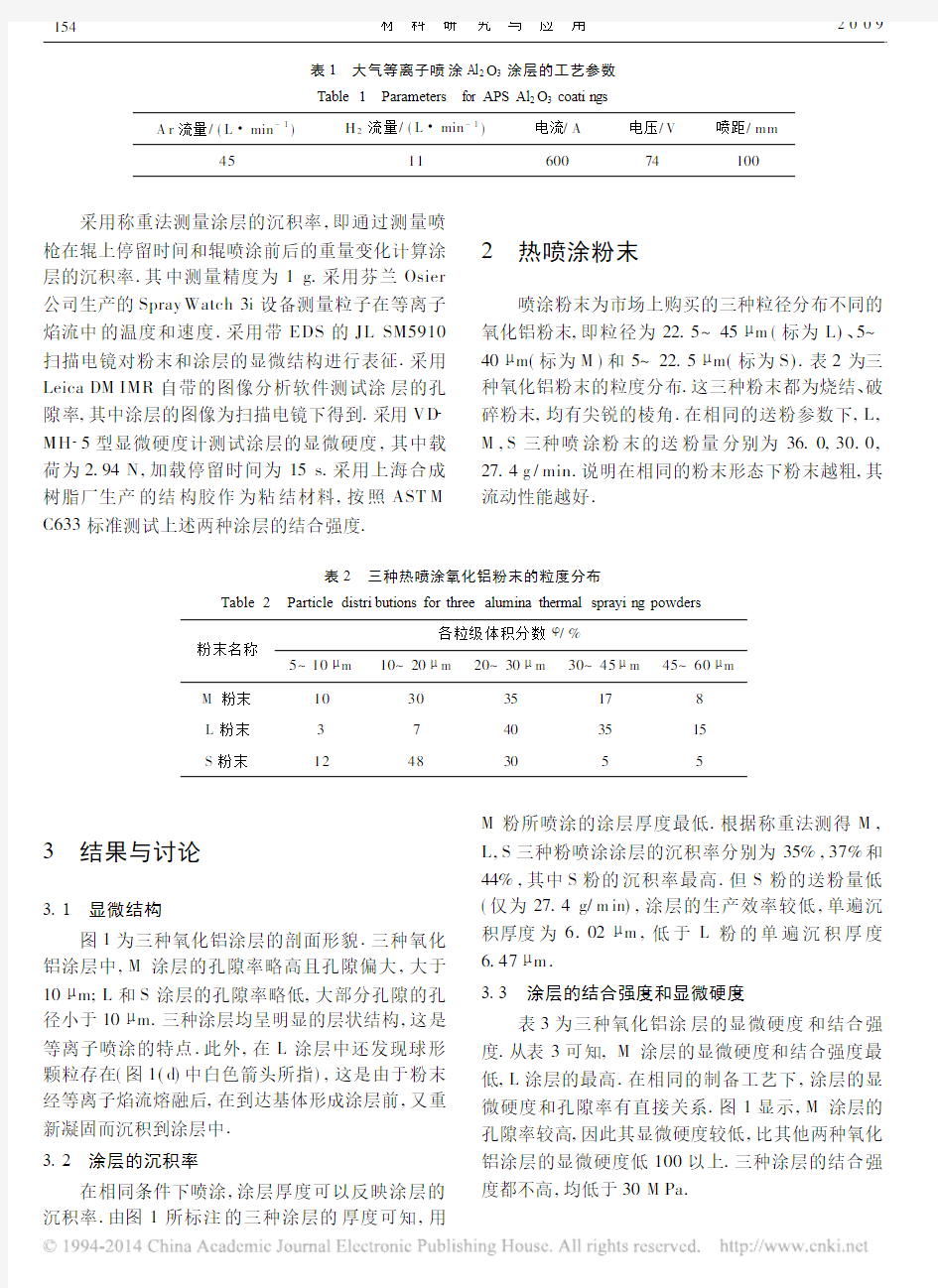
涂层的结构和性能与粉末粒子在等离子焰流中的物理化学行为有密切关系.图2为三种粉末的粒子在等离子焰流中的温度和速度.由图2可知,三种粉末的粒子温度和速度都有较大波动.其主要原因是等离子体的不稳定和粉末在焰流中的位置不同所致.等离子喷涂过程中由于功率变化而使等离子弧发生变化,致使弧温度和速度也发生变化,最终导致粒子的温度和速度出现波动[5].大气下等离子弧收缩,能量密度高,但是在等离子体径向温度和速度相差较大,粒子进入不同的区域获得的热能和动能也不一样.但是通过曲线还是可以反映粉末在焰流中的趋势.
三种粉末中,S 粉粒子具有最高的温度(3100~3500 )和速度(320~400m/s);L 粉粒子具有最低的速度(210~300m/s),其温度(3000~3500 )与S 粒子接近;M 粉粒子的温度比S 粉粒子略低,但速度和S 粉接近.虽然三种粉末的温度都已经超过氧化铝的熔点(2200 ),但过熔点和粒子在焰流
中的停留时间才最终决定粉末的熔融状态.S 粉和M 粉的运动速度差不多,但是由于S 粉较细,粒子温度更高,S 粉更易达到充分熔融,所以S 粉具有更高的沉积率.L 粉较粗,在焰流中的运动速度较低、停留时间长,对氧化铝粒子的传热较充分,所以这种粉的大部分粉末比M 粉具有更高的温度.图2(b)显示有一些粒子的温度低于3000 ,这是由于L 粉中有体积分数15%的45~60 m,这些粗粉加热到3000 比较困难.
粉末在充分熔融下有较高的动能冲击表面是形成致密和结合强度高的涂层的充要条件.从三种粉末的粒子温度和速度来看,S 和L 粉粒子均具有较高的温度,比M 粉熔融充分;S 和L 粉粒子具有较高的动能(L 粉速度低,但单个粉末的质量大),因此可以获得致密度和结合强度都比M 涂层高的涂层.
通过对三种粉的粒子温度和速度分析及三种涂层的性能测试可知,S 和L 粉均是比较好的涂层材料.但考虑到涂层的生产效率和涂层的综合性能,选择L 粉更合适
.
图2 三种氧化铝粉末在等离子焰流中的温度和速度
(a)M 粉末;(b)L 粉末;(c)S 粉末
F i g.2 In flight temperature and v elo city fo r three alumina pow ders in plasma plume
(a)M po wder;(b)L pow der ;(c)S po wder
156
材 料 研 究 与 应 用2009
4 结 论
用M,S 和L 三种氧化铝粉末喷涂的涂层,其中
S 和L 涂层的孔隙率较低,且大孔隙较少.在焰流中,S 和L 粉均具有较高的温度和动能,涂层的显微硬度和结合强度均比M 涂层高.S 粉的沉积率最高,但涂层的生产效率较低,其单遍沉积厚度为6.02 m,低于L 粉单遍沉积厚度6.47 m.考虑生产效率和涂层的综合性能,选择L 粉更合适.参考文献:
[1]G IO VA N N I B,V AL ERIA C,L U CA L ,et al.W ear be
haviour o f ther mally spr ayed ceram ic o xide coating s [J].W ear,2006,261(11 12):1298 1315.
[2]翟长生,巫瑞智,王海军,等.HEP Jet 等离子喷涂A l 2O 3
涂层性能试验研究[J].材料工程,2004,(12):47 50.[3]H A L L A ,W ILL IA M SO N R,U RREA D,et al.A side
by side compariso n o f particle temperature (T p),pa rti
cle v elocit y (Vp)data collected using the accura G3and the DP V 2000[C/CD ]//L U GSCH EID ER E.Pr oceed ing s of internatio nal thermal spra y conference o f 2008.O hio:A SM Inter nat ional M aterials Par k,2008.
[4]H U SSA RY N A,H EBERL EIN J V R.A tomizatio n and
part icle jet interactio ns in the w ir e a rc spray ing pro cess [J].Jour nal of T her mal Spray T echnolog y,2001,10(4):604 610.
[5]BISSON J F ,L A M ON T AG N E M ,M OR EA U C.Ensem
ble in flight par ticle diagnostics under t her mal spr ay co n ditio ns[C/CD ]//BER NDT C C,KH OR K A ,LU G SC H EIDER E.P ro ceedings of the Internatio na l T herma l Spray Co nfer ence 2001:New Sur faces fo r a N ew M illen nium.O hio:ASM Inter national,M aterials Par k,2001.[6]BISSON J,G AU T HIER B,M OR EA U C.Effect of plas
ma fluctuatio ns on in flight part icle pa rameters[J].Jour nal o f T hermal Spr ay T echno lo gy ,2003,12(5 6):38 43.
Properties of APS alumina coating with different alumina
particle distributions as feedstock
ZH U H ui chao 1,2,DEN G Chun ming 2,ZHO U K e so ng 2,L IU M in 2
(1.Science and Engineering of M aterials in Centr al S outh Univer sity ,Changsha 410083,China;
2.Guangz hou Resear ch I nstitute of N on f er rous M etals ,Guangz hou 510650,China)
Abstract:Three alum ina coating s w ere prepared via air plasma spray (APS)w ith alumina particle size dis
tributions o f 22.5~45 m (L pow der),5~40 m (M pow der)and 5~22.5 m(S po w der)as feedsto ck.M icrostructur e and fundamental perform ance for three coatings w er e characterized,and the particle tem perature and velocity in plasm a plume w ere tested by Spray Watch 3i instrum ent in this paper.It w as found that S and L co atings ex hibited sim ilar low poro sity and few big pores.S and L particle ow ned higher tem perature and kinetic ener gy in plasma flame com pared w ith M particle,therefo re hig her m icro hardness and adhesive streng th coating s w ere attained than those of M coating.S pow der had the hig hest deposition effi ciency,but low pro duction rate due to its low pow der feeding.L pow der w as the best cho ice by taking into consideratio n of production rate and com prehensiv e coating properties.Key words:alumina pow der;APS;coating property
157
第3卷 第3期朱晖朝,等:不同氧化铝粉末等离子喷涂氧化铝涂层的性能
氧化铝生产流程控制概述(1) 铝是世界上第二大常用金属,其产量和消费量仅次于钢铁,是国民经济中具有支撑作用和战略地位的金属原材料。氧化铝是铝冶炼的主要原料,每生产1吨原铝需要消耗近2吨氧化铝。此外,各种特殊性能的氧化铝也广泛应用于电子、石油、化工、耐火材料、陶瓷、造纸、制药等行业,因此,氧化铝生产在我国经济建设中占有十分重要的地位。 我国具有较丰富的铝土矿资源(保有储量约26亿吨),居世界第四位,具备发展铝工业的资源条件。我国的氧化铝是在建国后伴随着电解铝的生产和发展建立起来的,八十年代以来得到了较快发展。近年来,氧化铝价格的暴涨,激励投资者和氧化铝厂持续加速生产和扩张。国内目前已有中铝公司所属的山东、山西、河南、中州、贵州、平果、重庆与遵义(拟建)八大铝厂,广西华银(160万吨)、阳煤集团(120万吨)、鲁能晋北、山东信发(100万吨)、三门峡开曼、东方希望(80万吨)铝业等数十个大小氧化铝厂建成或在建。据专家估计,2006年我国的氧化铝产量将年增29-33%,达到1200-1300万吨。 氧化铝生产工艺类型 氧化铝是用不同的生产方法是从铝土矿中提取出来的白色粉末。氧化铝是典型的大型复杂流程性工业,全世界90%以上的氧化铝直接采用的是经济的拜耳法生产流程,而我国氧化铝企业因矿质的不同,而分别选用不同的生产工艺。 烧结法:适于矿石品位含硅高、难溶的、中等资源品位的一水硬铝石,流程长、工艺复杂。我国绝大部分老的氧化铝企业多采用这一方法进行氧化铝冶炼。山东铝厂、中州铝厂Ⅰ期、山西铝厂Ⅰ期
烧结法氧化铝生产过程主要包括熟料烧成、熟料溶出、精液制备、分解和蒸发等主要的生产工序。 来自原料磨的生料浆通过回转窑烧制成易于溶出的铝酸钠熟料,再经碳分母液和一次洗液浸泡后进行溶出;此后通过赤泥分离洗涤、粗液脱硅、硅渣分离等工序生成的精液分别送至碳分和种分工序进行分解反应,析出氢氧化铝;种分母液经蒸发形成的种蒸母液送拜尔法碱液调配后给原矿浆配料;碳蒸母液则返回至原料磨配料。析出的氢氧化铝送焙烧工序进行焙烧。与拜耳法相比,烧结法主要在熟料烧成和碳分分解的控制部分是完全不同的两个过程 拜尔法:拜尔法是Karl Joseph Bayer于1887年发明,他发现加入精种的铝酸钠溶液中可以分解出AL(OH)3,分解母液蒸发后可以在高温高压下溶出铝土矿中的AL(OH)3。该发现后来在实验中得到证实并应用于工业实践,是国外氧化铝最广泛采用的生产工艺。适于生产易溶的三水铝石和一水软铝石,处理中等品位铝土矿碱耗高、矿耗大是常规拜耳法生产氧化铝的缺点。贵州铝厂Ⅰ期、平果铝厂 拜尔法氧化铝生产过程主要包括预脱硅、溶出过程,赤泥洗涤、过滤过程,种分分解过程和氢氧化铝过滤、焙烧等主要的生产工序。 选矿拜尔法:可将A/S为4以上的铝土矿通过浮选成A/S为11.2的矿浆,可提高单管溶出系统的溶出率,工艺管道和罐内不易结巴。中州铝厂Ⅱ期 串联法:处理中低晶位铝土矿的适宜方法。先以较简单的拜尔法处理矿石,最大限度地提取矿石中的氧化铝,然后再用烧结法回收拜尔法赤泥中的 Al2O3和 Na2O,可降低氧化铝生产的综合能耗,Al2O3的总回收率高,
等离子喷涂技术的现状与展望 程越 机电院学号:2010235 摘要:综合分析了国内外等离子喷涂技术的现状, 着重阐述了今后的发展趋势, 并希望这一技术在我国的工业生产中发挥更大的作用。关键词:等离子喷涂实时诊断智能控制 1概述 随着现代科技和工业的发展, 对材料的性能提出了愈来愈高的要求, 不同的领域对材料的性能要求也有很大的差别, 即对于同一零部件的不同部位所要求的性能亦有所不同。因此, 寻求各种功能材料,甚至是智能材料已经成为当今世界的热门研究课题之一。 等离子喷涂技术是获得材料表面功能涂层的有效手段, 具有生产效率高、涂层质量好、喷涂的材料范围广、成本低等优点。因此, 近十几年来, 该技术的进步和生产应用发展很快, 现已广泛用于核能、航天航空、石化、机械等领域。 欧美国家从事等离子喷涂技术的研究工作较早, 现已形成大规模的开发、研制、生产基地。涌现出一批大型跨国公司, 如美国的Miller公司、METCO公司、瑞士的Castolin公司, 并分别开发了自己的系列产品, 不断加以改进。如METCO公司从最初的3M系统发展到了现在的10M 系统。最近又推出了计算机控制的等离子喷涂系统, 配有AR-2000 型6关节机器人, 可对不同部件进行编程, 制订不同的喷涂工艺, 具有菜单式软件驱动,可实时监测和记录等离子喷涂工艺参数, 并加以闭环控制。 日本虽然起步较晚, 但非常注重引进世界一流的设备和技术, 并加以发展。特别是近年来, 日本在等离子喷涂技术方面的研究异常深人, 大有后来居上之势。 在1992年第十三届国际热喷涂会议上, 共提交论文250多篇。其中美国110篇, 日本40篇, 德国24篇,中国12 篇, 其它多来自欧洲国家。在编人会议论文集的161篇文章中, 我国只有2 篇人选。由此可看出在一定程度上反映了各国的发展水平。 与先进国家相比, 我国在等离子喷涂技术研究上投入的人力、物力较少, 而又分散在多家研究机构。如武汉材料保护研究所、航天部625所、清华大学、华南理工大学、沈阳工业大学、北京矿冶研究总院和广州有色金属研究所。这样, 其研究能力就显得更加势单力薄。80年代初, 武汉材保所和航天部625所, 在METCO公司7M 系统的基础上, 分别研制出可控硅整流等离子喷涂系统, 可惜未能形成生产能力和继续发展。近年来, 我国对等离子喷涂技术的研究工作多集中在涂层性能及喷涂工艺方面。国内从事等离子喷涂设备生产的仅几家小厂, 技术力量薄弱, 尚不具备开发、研制能力, 所生产的机型落后, 技术水平低。 2等离子喷涂电源及改进 目前, 等离子喷涂技术正朝着高效、大功率方向发展。但现已商品化的等离子喷涂系统多采用传统的整流式电源, 不仅能耗高, 而且体大笨重, 不便于现场使用。作为世界一流的METCO公司所生产的等离子喷涂设备中, 其电源也是晶闸管整流式, 其整机重量930kg。体积为690mm(长)╳1230mm(宽)╳1220mm(高)。目前, 使等离子喷涂设备实现节能和小型化已成为一个重要的研究课题。 瑞士的castolin、公司最近率先推出了小型的晶体管式等离子喷涂电源, 其设计紧凑,
触摸屏种类及原理 随着多媒体信息查询的与日俱增,人们越来越多地谈到触摸屏,因为触摸屏不仅适用于中国多媒体信息查询的国情,而且触摸屏具有坚固耐用、反应速度快、节省空间、易于交流等许多优点。利用这种技术,我们用户只要用手指轻轻地碰计算机显示屏上的图符或文字就能实现对主机操作,从而使人机交互更为直截了当,这种技术大大方便了那些不懂电脑操作的用户。 触摸屏作为一种最新的电脑输入设备,它是目前最简单、方便、自然的一种人机交互方式。它赋予了多媒体以崭新的面貌,是极富吸引力的全新多媒体交互设备。触摸屏在我国的应用范围非常广阔,主要是公共信息的查询;如电信局、税务局、银行、电力等部门的业务查询;城市街头的信息查询;此外应用于领导办公、工业控制、军事指挥、电子游戏、点歌点菜、多媒体教学、房地产预售等。将来,触摸屏还要走入家庭。 随着使用电脑作为信息来源的与日俱增,触摸屏以其易于使用、坚固耐用、反应速度快、节省空间等优点,使得系统设计师们越来越多的感到使用触摸屏的确具有具有相当大的优越性。触摸屏出现在中国市场上至今只有短短的几年时间,这个新的多媒体设备还没有为许多人接触和了解,包括一些正打算使用触摸屏的系统设计师,还都把触摸屏当作可有可无的设备,从发达国家触摸屏的普及历程和我国多媒体信息业正处在的阶段来看,这种观念还具有一定的普遍性。事实上,触摸屏是一个使多媒体信息或控制改头换面的设备,它赋予多媒体系统以崭新的面貌,是极富吸引力的全新多媒体交互设备。发达国家的系统设计师们和我国率先使用触摸屏的系统设计师们已经清楚的知道,触摸屏对于各种应用领域的电脑已经不再是可有可无的东西,而是必不可少的设备。它极大的简化了计算机的使用,即使是对计算机一无所知的人,也照样能够信手拈来,使计算机展现出更大的魅力。解决了公共信息市场上计算机所无法解决的问题。 随着城市向信息化方向发展和电脑网络在国民生活中的渗透,信息查询都已用触摸屏实现--显示内容可触摸的形式出现。为了帮助大家对触摸屏有一个大概的了解,笔者就在这里提供一些有关触摸屏的相关知识,希望这些内容能对大家有所用处。 一、触摸屏的工作原理 为了操作上的方便,人们用触摸屏来代替鼠标或键盘。工作时,我们必须首先用手指或其它物体触摸安装在显示器前端的触摸屏,然后系统根据手指触摸的图标或菜单位置来定位选择信息输入。触摸屏由触摸检测部件和触摸屏控制器组成;触摸检测部件安装在显示器屏幕前面,用于检测用户触摸位置,接受后送触摸屏控制器;而触摸屏控制器的主要作用是从触摸点检测装置上接收触摸信息,并将它转换成触点坐标,再送给CPU,它同时能接收CPU发来的命令并加以执行。 二、触摸屏的主要类型
氧化铝生产工艺流程及在线设备描述 我厂氧化铝生产工艺流程采用拜耳法工艺。其用的矿石、石灰用汽车运入卸矿站,通过板式输送机,胶带输送机及卸料车进入矿仓和石灰仓。磨头仓底部出料设有电子皮带计量装置。按规定的配料比与经过计量的循环母液加入磨机。磨矿过程采用一段球磨与水力旋流器分级闭路的一段磨矿流程,磨制合格的原矿浆送往原矿浆槽,再用泵送至溶出工序的矿浆槽。 矿浆槽内矿浆送入溶出系统,管道化溶出采用Φ159Φ×8/2 ∣Φ480×10×1150000管道化溶出器,三套管四层间接加热连续溶出设备(Φ159管走料,Φ480管供汽),通过四段预热和三段加热,使物料出口温度达145℃,送入保温罐保温一小时以上,经过三级闪蒸和稀释,完成溶出过程。 稀释矿浆在Φ16M高效沉降槽内进行液固分离,底流进入洗涤沉降槽,进行5~6次赤泥反向洗涤,末次洗涤沉降槽底流经泵送往赤泥堆场进行堆存。 将合成絮凝剂制备成合格的溶液,按添加量加入赤泥分离沉降槽,将制备好的合成絮凝剂按添加量加入赤泥洗涤沉降槽,以强化赤泥沉降、分离和洗涤效果。 分离沉降槽溢流用泵送入粗液槽,再送226m2立式叶滤机进行控制过滤,过滤时加入助滤剂(石灰乳或苛化渣),滤饼送二次洗涤槽,精液送板式热交换器。 精液经板式热交换器与分解母液和冷却水进行热交换,冷却至设定温度后,再与种子过滤滤饼(晶种)混合,然后用晶种泵送至种分分解槽首槽(1#或2#槽),经连续种分分解后,从11#槽(或12#槽)顶用立式泵抽取分解浆液进行旋流分级。分级溢流进13#(或12#)分解槽,底流再用部分分解母液稀释后自压或用泵至产品过滤机,分解11#槽的分解浆液,从槽上部出料自流或下部用泵至120m2种子过滤机,滤饼用精液冲入晶种槽,滤液入锥形母液槽。 AH浆液经泵送入80 m2平盘过滤机,进行成品过滤、洗涤、氢氧化铝滤饼经皮带送至氢氧化铝储仓或直接送至焙烧炉前小仓。母液送种子过滤机的锥形母槽。氢氧化铝洗液(白泥洗液)送溶出稀释槽。锥形母液槽的溢流进母液槽,底流送立盘过滤机过滤,滤液进母液槽,滤饼混合后作种分种子。母液槽内母液部分送氢氧化铝旋流分级底流作稀释液,其余经板式热交换器与精液进行热交换提温送至蒸发原液槽。 蒸发原液除少部分不经蒸发直接送母液调配槽外,大部分送六效管式降膜蒸发器内进行浓缩,经三次闪蒸后的蒸发母液送调配槽。在流程中Na2CO3高于规定指标时,需排盐,此时,蒸发二级闪蒸出部分母液送强制循环蒸发器内进行结晶蒸发,并加入部分盐晶种,作为蒸发结晶的诱导结晶,然后在析盐沉降槽进行分离,底流用排盐过滤机进行过滤分离,滤饼用热水溶解后,送入苛化槽内,添加石灰乳进行苛化,苛化渣送赤泥洗涤系统。排盐过滤机滤液和盐分离沉降槽溢流进强碱液槽,其一部分送入蒸发出料第三次闪蒸槽与蒸发母液混合,还有一部分送各化学清洗用点和种分槽化学清洗槽。新蒸汽含碱冷凝水和二次蒸汽冷凝水用作氢氧化铝洗水或送沉降热水站。生产补碱用NaOH浓度大于30%的液体苛性碱,循环母液储槽区域设有补碱设施。 焙烧炉前小仓料位与仓下皮带计量给料机连锁,控制焙烧炉进料量。含水6~8%的氢氧化铝经皮带、螺旋喂料机送入文丘里干燥器内,干燥后的氢氧化铝被汽流带入一级旋风预热器中,一级旋风出来的氢氧化铝进入第二级旋风预热器,并与从热分离器来的温度约1000℃的烟气混合后进行热交换,氢氧化铝的温度达320~360℃,结晶水基本脱除,预焙烧过的氧化铝在第二级旋风预热器与烟气分离卸入焙烧炉的锥体内,焙烧炉所用的燃烧空气经预热至600~800℃从焙烧炉底部进入,燃料、预焙烧的氧化铝及热空气在炉底充分混合并燃烧,氧化铝的焙烧在炉内约1.4秒钟时间完成。
材料表面改性技术与涂层技术 课程测试作业 姓名:刘志勇 学号:103111002
第一部分各种表面工程技术原理、特点及应用比较 常见的表面工程技术主要有离子注入、激光表面处理、高温扩散渗入、化学转化处理、电镀、物理气相沉积、化学气相沉积、热浸镀、热喷涂、喷焊等。下面我主要就以上表面工程技术进行分开论述,并对其加以比较。 一、离子注入 真空中的一束离子束高速射向另一块固体材料时,离子束会把固体材料的原子或分子撞出固体材料表面,这个现象叫做溅射;而当离子束射到固体材料时,从固体材料表面弹了回来,或者穿出固体材料而去,这些现象叫做散射;另外有一种现象是,离子束射到固体材料以后,受到固体材料的抵抗而速度慢慢减低下来,并最终停留在固体材料中,这一现象就叫做离子注入。 离子注入技术又是近30年来在国际上蓬勃发展和广泛应用的一种材料表面改性高新技术。其基本原理是:用能量为100keV量级的离子束入射到材料中去,离子束与材料中的原子或分子将发生一系列物理的和化学的相互作用,入射离子逐渐损失能量,最后停留在材料中,并引起材料表面成分、结构和性能发生变化,从而优化材料表面性能,或获得某些新的优异性能。此项高新技术由于其独特而突出的优点,已经在半导体材料掺杂,金属、陶瓷、高分子聚合物等的表面改性上获得了极为广泛的应用,取得了巨大的经济效益和社会效益。 二、激光表面处理技术 激光表面处理技术是融合了现代物理学、化学、计算机、材料科学、先进制造技术等多学科技术的高新技术,包括激光表面改性技术、激光表面修复技术、激光熔覆技术、激光产品化技术等,能使低等级材料实现高性能表层改性,达到零件低成本与工作表面高性能的最佳组合,为解决整体强化和其它表面强化手段难以克服的矛盾带来了可能性,对重要构件材质与性能的选择匹配、设计、制造产生重要的有利影响,甚至可能导致设计
中国氧化铝产业发展分析 氧化铝工业概况 我国具有较丰富的铝土矿资源,迄今已探明保守储量23亿吨,位居世界第4,具备发展氧化铝工业的资源条件。据2004年以来的不完全统计,国内已公布的氧化铝投资项目达26个,测算总规模达1604.1万t。即使不考虑利用国外铝土矿资源和到海外投资办厂的项目,总规模也达到2814.1万t。2006年底,中铝公司氧化铝生产952万t,除目前已公布在建的氧化铝规模外,全国还有拟建氧化铝总规模1992万t接近国外所有拟建(扩建)氧化铝项目的总和。 氧化铝工业的迅速发展不同于以往的低水平重复建设,而是上规模、高水平,优化了结构,极大地提升了我国氧化铝工业整体水平和竞争力。但是,如果这种投资热继续无序膨胀,势必造成产品相对过剩。 投资氧化铝工业的风险性与电解铝等其他行业在以下方面又有所不同: 1)氧化铝工艺技术相对复杂。通常情况下,项目从设计,开工到形成产能需要2~3年时间左右的时间,投入高,风险较高。 2)现货市场的氧化铝价格跌宕起伏。而供求双方的信息不对称又进一步加剧了氧化铝价格起伏不定的局势,进而将影响氧化铝项目的投资收益。 3)在项目试车、投产和日后生产组织管理等方面,需要一大批精通氧化铝工艺技术和具有实践经验的老专家和技术工人。 4)对资源和能源的依赖度日趋增强。随着国内外资源竞争日趋激烈,适合氧化铝工业发展的优质资源日渐稀缺,投资氧化铝工业必须考虑项目的经济服务年限。 针对目前氧化铝工业发展迅速,避免电解铝行业所出现的无序膨胀问题,有以下5点建议: 1)根据资源保障程度控制氧化铝建设总规模 氧化铝工业是资源、资金、技术密集型原材料产业,因生产过程中要产生大量的尾矿和赤泥(至今未有较好的处理办法添加到水泥原料中,产品也只能用于工业),对环境的影响非常大,铝土矿作为不可再生资源, 其保障程度直接制约着一个地区氧化铝工业的总量与生存周期。因此,各级政府和有关部门,必须准确把握氧化铝工业的发展形势,资源与环境制约状况和基本规律,按照总量控制的要求,严格控制新建氧化铝项目,坚决制止盲目发展和低水平重复建设,努力实现氧化铝工业发展与资源充分利用,优化生态环境相统一。 2)优化氧化铝工业布局 矿产资源主管部门要对铝土矿存量资源进行全面核查,推进铝土矿资源勘查工作,在资源储量有较大幅度提高的情况下,发展计划部门视情况增加布点或同意扩大布点内企业的产能规模。对未经同意在规划布点外拟建氧化铝项目,省环境保护部门不予安排环保评价,擅自建设的必须停止。未经同意不在规划布局内建设的氧化铝项目以及自备电厂,将实行惩罚性电价。 3)严格氧化铝发展的技术政策和经济规模 新建氧化铝项目必须采用国内研究开发的选矿—拜耳法工艺并同步建设选矿厂。严禁采用烧结法、混联法等落后工艺的氧化铝项目上马。新建氧化铝项目的单线规模应达到30万吨以上,单线达不到30万吨合理经济规模的氧化铝项目一律不准建设。已建工艺落后,造成污染的小氧化铝厂要限期转产或关闭。
氧化铝工艺流程简介 一、生产工艺简介 公司采用国际先进的拜耳法生产工艺,主要设备从德国、法国、荷兰、澳大利亚等国进口;生产指挥系统采用美国Rockwell公司的DCS控制系统。公司还建有庞大的生产ERP系统及信息管理系统,集生产调度、控制、信息采集、管理于一体。 二、生产工艺流程图
三、工艺流程简述 1、原料工序原料矿石堆场在建厂初期,为方便装卸矿石及避免大量杂质在倒运过程进入生产流程,堆场使用原矿石将地基提升50cm压实后用于储存铝土矿。原矿石由汽车运进厂的铝土矿经地磅站称重后和原矿堆场的铝土矿经破碎后一起倒入卸矿站,经胶带输送机送往均化堆场堆存,为避免斗轮取料机将杂质当做矿石取走,取料机斗轮离地面30cm,其间用矿石进行填充,再由胶带输送机将铝土矿送往原料磨的磨头仓。外购石灰由汽车运进厂,卸入石灰卸矿站,经胶带输送机送往石灰仓,一部分石灰通过胶带输送机送往原料磨磨头仓,另一部分石灰送往石灰消化工段。在石灰消化工段,石灰与热水一同加入化灰机中,制备的石灰乳流进石灰乳槽,石灰乳用泵送往蒸发车间苛化工序和沉降车间控制过滤工序。在原料磨工段,铝土矿、石灰及循环母液按比例加入原料磨中磨制原矿浆,原矿浆用水力漩流器进行分级,分级机溢流为合格的原矿浆,送入原矿浆槽,分级机底流返回原料磨。为应对磨机突发故障及流程稳定,矿浆槽必须保持一定液位。 2、溶出工序来自原料磨已研磨好的原矿浆首先进入溶出预脱硅槽,矿浆通过预脱硅槽的压差进行自溢流至末槽,同时为消除矿浆中的SiO2对溶出过程的影响,根据车间操作规程,矿浆在预脱硅槽首槽加热至100℃,且原矿浆在脱硅槽中停留8h以上,以达到预脱硅的目
等离子喷涂涂层研究进展 引言 等离子喷涂是热喷涂最常用的技术之一,它是将粉末原料送入高温等离子火焰,呈熔融或半熔融状态喷向基体,以较快的冷却速度凝固在基体上,粒子呈扁饼状互相机械咬合在一起,形成涂层。由于等离子喷涂具有等离子弧温度高,能量集中,焰流速度快,稳定性好、调节性好,形成涂层结合强度高,孔隙率低且喷涂效率高诸多优点;涂层可以对材料表面进行强化和修复,还可以赋予材料表面特殊的性能等,因此等离子喷涂技术已在航空、航天、冶金、机械制造、煤炭、电力、石油、化工、纺织等行业得到了广泛的应用【1-3】。 长期以来,模拟等离子喷涂过程中的涂层沉积都是一个非常困难的问题。这是因为涂层的形成过程实际上是不同种类、大小、形状、速度、熔化状态的颗粒高速沉积在基体表面并相互作用的堆叠过程。熔融颗粒在快速冷凝时可能因应力存在而发生翘曲现象;而液滴高速撞击在基体表面又可能导致飞溅等现象出现,同时,会产生微观缺陷。受基体温度、喷涂工艺、快速冷却及其它的因素的影响,涂层的性能会发生很大的变化。而涂层的性能由喷涂时所发生的动力学和热传输过程及凝固过程所决定,因此,研究喷涂过程对于优化工艺参数、如何对喷涂工艺的控制实现智能化,并对喷涂过程实施在线反馈控制做出及时调整是一个有待深入研究的问题。 1 等离子喷涂涂层机理及过程分析 等离子喷涂是采用刚性非转移型等离子弧为电源,以喷涂粉末材料为主的热喷涂方法。等离子喷涂的基本原理【4】:喷枪的电极(阴极)和喷嘴(阳极)分别接整流电源的负、正极,向喷枪供给工作气体(氮气、氩气或5%-10%氢气),通过高频火花引燃电弧,气体被加热到很高的温度(其中心温度可达15000K以上)而电离,经孔道高压压缩后呈高速等离子射流喷出,速度可高达1.5Km/s。喷涂粉末被送粉气流载入呈等离子焰流,很快形成熔融或半熔融状态并高速撞击到经预处理的基材表面产生塑性变形,粘附在零件表面,后来的熔融粒子又在先前凝固的粒子上层叠压,从而获得良好的层状致密涂层。 目前,等离子喷涂装置多采用侧面垂直注入,如图a所示。等离子体火焰的最高温度区位于阳极最外部,粉末仍然能够有效地被加热融化。
氧化铝陶瓷介绍 来自:中国特种陶瓷网发布时间:2005-8-3 11:51:15 氧化铝陶瓷制作工艺简介 氧化铝陶瓷目前分为高纯型与普通型两种。高纯型氧化铝陶瓷系Al2O3含量在99.9%以上的陶瓷材料,由于其烧结温度高达1650—1990℃,透射波长为1~6μm,一般制成熔融玻璃以取代铂坩埚:利用其透光性及可耐碱金属腐蚀性用作钠灯管;在电子工业中可用作集成电路基板与高频绝缘材料。普通型氧化铝陶瓷系按Al2O3含量不同分为99瓷、95瓷、90瓷、85瓷等品种,有时Al2O3含量在80%或75%者也划为普通氧化铝陶瓷系列。其中99氧化铝瓷材料用于制作高温坩埚、耐火炉管及特殊耐磨材料,如陶瓷轴承、陶瓷密封件及水阀片等;95氧化铝瓷主要用作耐腐蚀、耐磨部件;85瓷中由于常掺入部分滑石,提高了电性能与机械强度,可与钼、铌、钽等金属封接,有的用作电真空装置器件。其制作工艺如下: 一粉体制备: 郑州玉发集团是中国最大的白刚玉生产商,和中科院上海硅酸盐研究所成立玉发新材料研究中心研究生产多品种α氧化铝。专注白刚玉和煅烧α氧化铝近30年,因为专注所以专业,联系QQ2596686490,电话156390七七八八一。 将入厂的氧化铝粉按照不同的产品要求与不同成型工艺制备成粉体材料。粉体粒度在1μm?微米?以下,若制造高纯氧化铝陶瓷制品除氧化铝纯度在99.99%外,还需超细粉碎且使其粒径分布均匀。采用挤压成型或注射成型时,粉料中需引入粘结剂与可塑剂,?一般为重量比在10—30%的热塑性塑胶或树脂?有机粘结剂应与氧化铝粉体在150—200℃温度下均匀混合,以利于成型操作。采用热压工艺成型的粉体原料则不需加入粘结剂。若采用半自动或全自动干压成型,对粉体有特别的工艺要求,需要采用喷雾造粒法对粉体进行处理、使其呈现圆球状,以利于提高粉体流动性便于成型中自动充填模壁。此外,为减少粉料与模壁的摩擦,还需添加1~2%的润滑剂?如硬脂酸?及粘结剂PVA。 欲干压成型时需对粉体喷雾造粒,其中引入聚乙烯醇作为粘结剂。近年来上海某研究所开发一种水溶性石蜡用作Al2O3喷雾造粒的粘结剂,在加热情况下有很好的流动性。喷雾造粒后的粉体必须具备流动性好、密度松散,流动角摩擦温度小于30℃。颗粒级配比理想等条件,以获得较大素坯密度。 二成型方法: 氧化铝陶瓷制品成型方法有干压、注浆、挤压、冷等静压、注射、流延、热压与热等静压成型等多种方法。近几年来国内外又开发出压滤成型、直接凝固注模成型、凝胶注成型、离心注浆成型与固体自由成型等成型技术方法。不同的产品形状、尺寸、复杂造型与精度的产品需要不同的成型方法。摘其常用成型介绍: 1干压成型:氧化铝陶瓷干压成型技术仅限于形状单纯且内壁厚度超过1mm,长
喷涂涂层性能与分类 发布时间:09-10-17 关注次数:62 简介:源于喷涂材料的多种选择、工艺参数的可控及喷涂方法的可变。喷涂粉末材质逾百种线材和棒材有数十种,不同的喷涂方法和工艺参数的变化,.. 喷涂材料喷涂而成的涂层依据它们的成分可以分为10个系列; (1) 铁、镍和钴基涂层; (2) 自熔合金涂层; (3) 有色金属涂层; (4)氧化物陶瓷涂层; (5) 碳化钨涂层; (6) 碳化铬和其他碳化物涂层; (7) 难熔金属涂层; (8) 氧化物陶瓷涂层; (9) 塑料基涂层; (10) 金属陶瓷涂层。 依据美国F.N.LONGO对热喷涂涂层的分类方法,涂层按功能可分为: (1) 耐磨损涂层:包括抗粘着磨损、表面疲劳磨损涂层和耐冲蚀涂层。其中有些情况还有抗低温(<538℃)磨损和抗高温(538~843℃)磨损涂层之分。 (2) 耐热抗氧化涂层:该种涂层包括高温过程(其中有氧化气氛、腐蚀性气体、高于843℃的冲蚀及热障)和熔融金属过程(其中有熔融锌、熔融铝、熔融铁和钢、熔融铜)所应用的涂层 (3) 抗大气和浸渍腐蚀涂层:大气腐蚀包括工业气氛、盐性气氛、田野气氛等造成的腐蚀;浸渍腐蚀包括饮用淡水、非饮用淡水、热淡水、盐水、化学和食品加工等造成的腐蚀 (4) 电导和电阻涂层:该种涂层用于电导、电阻和屏蔽。 (5) 恢复尺寸涂层:该种涂层用于铁基(可切削与可磨削的碳钢和耐蚀钢)和有色金属(镍、钴、铜、铝、钛及他们的合金)制品。 (6) 机械部件间隙控制涂层:该种涂层可磨。
(7) 耐化学腐蚀涂层:化学腐蚀包括各种酸、碱、盐,各种无机物和各种有机化学介质的腐蚀。
氧化铝的生产工艺流程 氧化铝的生产工艺流程从矿石提取氧化铝有多种方法,例如:拜耳法、碱石灰烧结法、拜耳-烧结联合法等。拜耳法一直是生产氧化铝的主要方法,其产量约占全世界氧化铝总产量的95%左右。70年代以来,对酸法的研究已有较大进展,但尚未在工业上应用。 拜耳法 系奥地利拜耳(K.J.Bayer)于1888年发明。其原理是用苛性钠(NaOH)溶液加温溶出铝土矿中的氧化铝,得到铝酸钠溶液。溶液与残渣(赤泥)分离后,降低温度,加入氢氧化铝作晶种,经长时间搅拌,铝酸钠分解析出氢氧化铝,洗净,并在950~1200℃温度下煅烧,便得氧化铝成品。析出氢氧化铝后的溶液称为母液,蒸发浓缩后循环使用。拜耳法的简要化学反应如下: 由于三水铝石、一水软铝石和一水硬铝石的结晶构造不同,它们在苛性钠溶液中的溶解性能有很大差异,所以要提供不同的溶出条件,主要是不同的溶出温度。三水铝石型铝土矿可在125~140℃下溶出,一水硬铝石型铝土矿则要在240~260℃并添加石灰(3~7%)的条件下溶出。现代拜耳法的主要进展在于:①设备的大型化和连续操作;②生产过程的自动化;③节省能量,例如高压强化溶出和流态化焙烧;④生产砂状氧化铝以满足铝电解和烟气干式净化的需要。 拜耳法的工艺流程见图1。
拜耳法的优点主要是流程简单、投资省和能耗较低,最低者每吨氧化铝的能耗仅3×106千卡左右,碱耗一般为100公斤左右(以Na2CO3计)。拜耳法生产的经济效果决定于铝土矿的质量,主要是矿石中的SiO2含量,通常以矿石的铝硅比,即矿石中的Al2O3与SiO2含量的重量比来表示。因为在拜耳法的溶出过程中,SiO2转变成方钠石型的水合铝硅酸钠(Na2O·Al2O3·1.7SiO2·nH2O),随同赤泥排出。矿石中每公斤SiO2大约要造成1公斤Al2O3和0.8公斤NaOH的损失。铝土矿的铝硅比越低,拜耳法的经济效果越差。直到70年代后期,拜耳法所处理的铝土矿的铝硅比均大于7~8。由于高品位三水铝石型铝土矿资源逐渐减少,如何利用其他类型的低品位铝矿资源和节能新工艺等问题,已是研究、开发的重要方向。 碱石灰烧结法 适用于处理高硅的铝土矿,将铝土矿、碳酸钠和石灰按一定比例混合配料,在回转窑内烧结成由铝酸钠(Na2O·Al2O3)、铁酸钠(Na2O·Fe2O3、原硅酸钙(2CaO·SiO2)和钛酸钠(CaO·TiO2组成的熟料。然后用稀碱溶液溶出熟料中的铝酸钠。此时铁酸钠水解得到的NaOH也进入溶液。如果溶出条件控制适当,原硅酸钙就不会大量地与铝酸钠溶液发生反应,而与钛酸钙、Fe2O3·H2O 等组成赤泥排出。溶出熟料得到的铝酸钠溶液经过专门的脱硅过程,SiO2O形成水合铝硅酸钠(称为钠硅渣)或水化石榴石3CaO·Al2O3·xSiO2·(6-2x)H2O 沉淀(其中x≈0.1),而使溶液提纯。把CO2气体通入精制铝酸钠溶液,和加入晶种搅拌,得到氢氧化铝沉淀物和主要成分是碳酸钠的母液。氢氧化铝经煅烧成为氧化铝成品。水化石榴
收稿日期:2005-09-05 作者简介:陈丽梅(1981-),女,硕士研究生,现从事等离子喷涂氧化铝陶瓷方面的研究[基金项目]:福建省科技厅科技计划重点项目(2003H024) 文章编号:1673-4971(2006)01-0001-05 等离子喷涂技术现状及发展 陈丽梅,李 强 (福州大学材料科学与工程学院,福建 福州 350002) 摘 要:从等离子喷涂设备、等离子喷涂过程中的测量技术及等离子喷涂技术的应用等几个方面综合分析了近年来等离子喷涂技术的研究现状和发展概况,指出了等离子喷涂技术的发展方向。关键词:等离子喷涂设备;测量技术;应用;发展中图分类号:TG174.442 文献标识码:A The Present Status and Development of Plasma Spraying Technology CHEN Li_mei,LI Qiang (Fuzhou University,School of Materials Science and Engineering,Fuzhou 350002,China) Abstract:In this paper,the research on the plasma spraying equipment,measuring technology and some appli cation fields of plasma spraying technology are revie wed.And the trend of development of plasma spraying tech nology is presented. Key words:plasma spraying equipment;measuring technology;applica tion;development 0 前言 等离子喷涂属于热喷涂技术,它是将粉末材料送入等离子体(射频放电)中或等离子射流(直流电弧)中,使粉末颗粒在其中加速、熔化或部分熔化后,在冲击力的作用下,在基底上铺展并凝固形成层片,进而通过层片叠层形成涂层的一类加工工艺。它具有生产效率高,制备的涂层质量好,喷涂的材料范围广,成本低等优点。因此,近几十年来,其技术进步和生产应用发展很快,己成为热喷涂技术的最重要组成部分[1,2] 。表1列出了各种热喷涂方法的应用和发展情况[3]。本文着重就近年来等离子喷涂技术在喷涂设备、喷涂测量技术及其应用等方面的研究现状与发展概况进行深入探讨。1 国内外等离子喷涂设备的现状 喷涂装置的研究始终是等离子喷涂技术的研究 热点。从上世纪80年代起,随着计算机、机器人、传感器、激光等先进技术的发展,等离子喷涂设备的功能也得到了不断的强化。目前,国内外先进的等离子喷涂设备正向轴向送粉技术、多功能集成技术、实 时控制技术、喷涂功率两极分化(小功率或大功率)的方向发展 [3-5] 。 表1 主要热喷涂方法的应用比例 % 热喷涂方法1960年1980年2000年丝材火焰喷涂35114粉末火焰喷涂35288丝材电弧喷涂15615等离子喷涂155548高速火焰喷涂(HVOF) -- 25 加拿大Mettech 公司开发出的Axial III 三阴极轴向送粉等离子喷涂系统,是目前国际上获得成功商业应用的轴向送粉等离子喷涂设备。与传统的枪外 第27卷第1期2006年2月 热处理技术与装备 RECHULI JIS HU YU ZHUANGBEI Vol.27,No.1Feb,2006
热喷涂技术原理及其应用 摘要:对于一些超薄零件,在其表面喷涂具有高强度、硬度较高耐磨性的陶瓷涂层,增加零件的耐磨性。热喷入技术是制备涂层的主要方法,目前正迅速应用到民用工业领域。本文主要介绍了热喷涂工艺的特点、喷涂方法的种类及其技术以及热喷涂技术的应用概况,并对热喷涂技术的发展方向给予了展望。 关键字:表面工程热喷涂涂层火焰喷涂 1绪论 磨蚀和磨损是造成材料和零部件失效的主要原因。据有关资料介绍,发达国家每年由腐蚀和磨损所造成的损失约占国民经济总产值的4%~5%,而全世界每年生产的钢材约有1/10变成铁锈。我国每年由腐蚀和磨损造成的经济损失已达数亿人民币。 随着现代科学技术和现代工业发展,对各种设备零件的表面性能提出了更高的要求,特别是在一些特殊条件下工作的零件表面的耐磨性、耐蚀性及高温氧化性等。因此改善材料表面性能,不仅可以有效地延长零件的使用寿命、节约资源,更有利于社会的发展[1]。 表面工程是21世纪工业发展的关键技术之一,表面技术分为表面改性技术、薄膜技术和涂层技术三大类,而热喷涂技术是表面工程领域中十分重要的技术,约占表面工程技术的1/3,是国外50年代发展起来的一项机械零件修复和预保护的新技术。它可以使各种机械设备车辆的零部件使用寿命延长。使报废的零部件“起死回生”。从学科上讲,热喷涂技术是一个涉及金属学、高分子学、表面物理、表面化学、流体力学、传热学、等离子物理及计算机等学科的交叉边缘科学[2]。 热喷涂技术有两大突出特征:一是喷涂粉末的成分不受限制,可根据特殊要求予以选择;二是热喷涂过程中工件温度可保持在100-260℃,从而减少了变形氧化和相变等,使材料本身的性能不被破坏或损失,这些特征以及热喷涂涂层所具
氧化铝的主要冶炼工艺介绍 氧化铝的冶炼工艺大致可以分为烧结法、拜耳法和烧结-拜耳联合法等。 一、烧结法 1.1烧结法的基本原理 将铝土矿与一定数量的纯碱、石灰(或者石灰石)、配成炉料在高温下进行烧结,使氧化硅和石灰化合成不溶于水的原硅酸钙,氧化铝与纯碱化合成可溶于水的固体铝酸钠,而氧化铁与纯碱化合成可以水解的铁酸钠,将烧结产物(熟料)用稀碱溶液溶出时固体铝酸钠便进入溶液,铁酸钠水解放出碱,氧化铁以水合物与原硅酸钙一道进入赤泥。在用二氧化碳分解铝酸钠溶液便可以析出氢氧化铝,经过焙烧后产出氧化铝。分离氢氧化铝后的母液成为碳分母液经过蒸发后返回配料。 1.2烧结法工艺过程简述 烧结法生产氧化铝有生料浆制备、熟料烧结、熟料溶出、赤泥分离以及洗涤、粗液脱硅、精液碳酸化分解、氢氧化铝的分离以及洗涤、氢氧化铝焙烧、母液蒸发等主要生产工序。 生料浆制备:将铝土矿、石灰(或石灰石)、碱粉、无烟煤以及碳分母液按一定的比例,送入原料磨中磨制成生料浆,经过料浆槽的三次调配成各项指标合格的生料浆,送熟料窑烧结。 熟料烧结:配合格的生料浆送入熟料窑内,在1200℃-1300℃的高温下发生一系列的物理化学变化,主要生产使氧化硅和石灰化合成不溶于水的熟料。熟料窑烧结过程通常在熟料窑(回转窑)内进行,氧化硅和石灰化合成不溶于水的原硅酸钙,氧化铝和纯碱化合成可溶于水的固体铝酸钠,而氧化铁与纯碱化合成可以水解的铁酸钠,并且烧至部分熔融,冷却后成外观为黑灰色的颗粒状物料即熟料。 熟料溶出:熟料经过破碎达到要求的粒度后,用稀碱溶液(生产上称调整液),在湿磨内进行粉碎性溶出,有用成分氧化铝和氧化钠进入溶液,成为铝酸钠溶液,而杂质铁和硅则进入赤泥。 赤泥分离和洗涤:为了减少溶出过程中的化学损失,赤泥和铝酸钠溶液必须快速分离,为了回收赤泥附液中所带走的有用成分氧化铝和氧化钠,将赤泥进行多次反向洗涤再排入堆场。
氧化铝建设项目氧化铝部分初步设计 《安全专篇》编写提纲 1.设计依据 1.1 建设项目依据的批准文件或相关的合法证明。 1.2 国家、地方政府和行业的有关安全规定。 1.3 采用的国家和行业主要安全技术规范、规程、标准。 1.4 建设项目安全预评价报告及其审查意见、备案文书,简述本项目安全预评价报告及其审查意见、备案文书的主要结论、安全措施要求。 1.5 其他设计依据或参考资料,设计单位资质、可行性研究报告、其它有关说明文件等。 2.工程概述 2.1工程性质及设计内容 工程性质包括新建、扩建或改造;设计内容(子项),如生产系统、辅助生产系统、原料存贮、公用设施、运输、生活设施、赤泥(尾矿)堆场、水源地等。 2.2 建设项目周围环境状况 自然环境条件:地理位置、气象条件、工程地质、断裂带、水文(洪水)、滑坡、泥石流、地震、雷电等。
社会环境条件:周边居民、企业分布情况;是否存在可能对本项目造成重大危险、伤害的生产或使用易燃、易爆危险品的企业、设施,与本项目的相对位置等。 2.3 氧化铝项目基本概况 氧化铝项目设计规模,主要技术方案,生产工艺流程,铝矿、石灰石矿或石灰、碱、酸的来源,重油、燃气或其它危化品的来源及使用,厂内外运输方式、厂区总平面布置、工程概算、主要技术经济指标。改扩建项目应对现有规模、工艺、总平面、运输等情况进行简要概述。 2.4 工程设计中采用新技术和新设备可能涉及的安全问题 对利用科研成果的新工艺技术、设备、替代材料等可能对氧化铝生产过程中的安全性产生影响的,应进行其安全性说明,论述是否可改善传统工艺或设备安全条件;对存在的不安全因素采取的安全防范措施等。 简述初步设计的工程内容、技术方案、原材料等是否与项目安全预评价报告及其批复文件相一致,如有变化应分析说明变化内容及原因。 2.5 氧化铝项目目前安全状况 改扩建项目应说明与改扩建内容相关的生产系统和相同设施、设备目前的安全生产状况,因设计问题造成的重大事故或频发事故发生的原因,改进的方案及防范措施概述。
氧化铝生产工艺流程图 流程仿真技术原理 根据工艺过程所涉及到的基础物性数据,引用或创建特定的物性包,建立生产过程中的单元设备的数学模型和单元设备之间的模型,从而完成完整描述实际生产过程系统的数学模型[6,7]。通过一定的数学方法对过程中所涉及到的模型进行联列求解。通过装置的稳态和动态模型,进行不同方案和工艺条件的分析,为新工艺的规划、研究开发和技术可靠性进行分析,为生产实际提供优化操作指导。在动态模拟中,还可以通过不同控制策 略的比较,对生产过程进行优化控制[5]。 生产过程的数学模型通常为一大型非线性代数方程组,过程模拟实质就是通过求解该非线性方程组来预测在一定工艺条件下生产过程的性能。常用 的求解方法主要有序贯模块法、联立方程法和联立模块法[3]。 氧化铝生产工艺 氧化铝的生产方法有酸法、碱法和热法。目前氧化铝工业生产实际应用的是碱法。碱法又包括拜耳法、烧结法及各种形式的联合法。因拜耳法生产成本低,经济效益好,流程相对简单,应用最广,所以主要介绍一下拜耳法的生产工艺。 所谓拜耳法是因为它是由K.J.bayer在1889-1892年提出而得名的。拜耳法主要包括两个主要过程,一是Na2O与Al2O3摩尔比为1.8的铝酸钠在常温下,只要添加氢氧化铝作为晶种,不断搅拌,溶液种的Al2O3就可以呈氢氧化铝析出,直到其中Na2O:Al2O3的摩尔比提高到6为止,此即为铝酸钠溶液的晶种分解过程。另一过程是已经析出了大部分氢氧化铝的溶液。在加热时,又可以溶出铝土矿中的氧化铝水合物。此即利用种分母液溶出铝土矿的过程。交替使用这两个过程处理铝土矿,得到氢氧化铝产品,构成所谓拜耳法循环[8]。拜耳法的生产工艺流程图如图1 所示。
等离子喷涂技术的现状与展望 笑嘻嘻 机械11-3 学号:2011 摘要:综合分析了国内外等离子喷涂技术的现状, 着重阐述了今后的发展趋势, 并希望这一技术在我国的工业生产中发挥更大的作用。关键词:等离子喷涂实时诊断智能控制 1概述 随着现代科技和工业的发展, 对材料的性能提出了愈来愈高的要求, 不同的领域对材料的性能要求也有很大的差别, 即对于同一零部件的不同部位所要求的性能亦有所不同。因此, 寻求各种功能材料,甚至是智能材料已经成为当今世界的热门研究课题之一。 等离子喷涂技术是获得材料表面功能涂层的有效手段, 具有生产效率高、涂层质量好、喷涂的材料范围广、成本低等优点。因此, 近十几年来, 该技术的进步和生产应用发展很快, 现已广泛用于核能、航天航空、石化、机械等领域。 欧美国家从事等离子喷涂技术的研究工作较早, 现已形成大规模的开发、研制、生产基地。涌现出一批大型跨国公司, 如美国的Miller公司、METCO公司、瑞士的Castolin公司, 并分别开发了自己的系列产品, 不断加以改进。如METCO公司从最初的3M系统发展到了现在的10M 系统。最近又推出了计算机控制的等离子喷涂系统, 配有AR-2000 型6关节机器人, 可对不同部件进行编程, 制订不同的喷涂工艺, 具有菜单式软件驱动,可实时监测和记录等离子喷涂工艺参数, 并加以闭环控制。 日本虽然起步较晚, 但非常注重引进世界一流的设备和技术, 并加以发展。特别是近年来, 日本在等离子喷涂技术方面的研究异常深人, 大有后来居上之势。 在1992年第十三届国际热喷涂会议上, 共提交论文250多篇。其中美国110篇, 日本40篇, 德国24篇,中国12 篇, 其它多来自欧洲国家。在编人会议论文集的161篇文章中, 我国只有2 篇人选。由此可看出在一定程度上反映了各国的发展水平。 与先进国家相比, 我国在等离子喷涂技术研究上投入的人力、物力较少, 而又分散在多家研究机构。如武汉材料保护研究所、航天部625所、清华大学、华南理工大学、沈阳工业大学、北京矿冶研究总院和广州有色金属研究所。这样, 其研究能力就显得更加势单力薄。80年代初, 武汉材保所和航天部625所, 在METCO公司7M 系统的基础上, 分别研制出可 控硅整流等离子喷涂系统, 可惜未能形成生产能力和继续发展。近年来, 我国对等离子喷涂技术的研究工作多集中在涂层性能及喷涂工艺方面。国内从事等离子喷涂设备生产的仅几家小厂, 技术力量薄弱, 尚不具备开发、研制能力, 所生产的机型落后, 技术水平低。 2等离子喷涂电源及改进 目前, 等离子喷涂技术正朝着高效、大功率方向发展。但现已商品化的等离子喷涂系统多采用传统的整流式电源, 不仅能耗高, 而且体大笨重, 不便于现场使用。作为世界一流的METCO公司所生产的等离子喷涂设备中, 其电源也是晶闸管整流式, 其整机重量930kg。体积为690mm(长)╳1230mm(宽)╳1220mm(高)。目前, 使等离子喷涂设备实现节能和小型化已成为一个重要的研究课题。 瑞士的castolin、公司最近率先推出了小型的晶体管式等离子喷涂电源, 其设计紧凑,
国家安全监管总局关于印发氧化铝建设项目氧化铝部分初步设计《安全专篇》编写提纲的通知 安监总管一[2007]46号 各省、自治区、直辖市及新疆生产建设兵团安全生产监督管理局,有关中央企业: 为进一步做好非煤矿山建设项目安全设施"三同时"工作,规范氧化铝建设项目氧化铝部分安全设施设计审查工作,依据《非煤矿矿山建设项目安全设施设计审查与竣工验收办法》(原国家安全监管局令第18号)和安全监管总局《关于印发非煤矿矿山建设项目初步设计〈安全专篇〉编写提纲和安全设施设计审查与竣工验收有关表格格式的通知》(安监总管一字〔2005〕29号),国家安全监管总局组织制定了《氧化铝建设项目氧化铝部分初步设计〈安全专篇〉编写提纲》(以下简称《编写提纲》),现印发给你们,请遵照执行。 氧化铝建设项目氧化铝部分初步设计《安全专篇》,是氧化铝建设项目初步设计《安全专篇》的一部分,要与矿山开采、尾矿库等部分按流程分章节编写,有关内容要统筹考虑,作好彼此之间的衔接,不要单独成册。 请各地将《编写提纲》转发至本辖区内的氧化铝生产企业,也可请各氧化铝生产企业从国家安全监管总局政府网站上下载,并积极做好宣传贯彻工作。
二○○七年二月二十七日氧化铝建设项目氧化铝部分初步设计 《安全专篇》编写提纲 1.设计依据 建设项目依据的批准文件或相关的合法证明。 国家、地方政府和行业的有关安全规定。 采用的国家和行业主要安全技术规范、规程、标准。 建设项目安全预评价报告及其审查意见、备案文书,简述本项目安全预评价报告及其审查意见、备案文书的主要结论、安全措施要求。 其他设计依据或参考资料,设计单位资质、可行性研究报告、其它有关说明文件等。 2.工程概述 工程性质及设计内容 工程性质包括新建、扩建或改造;设计内容(子项),如生产系统、辅助生产系统、原料存贮、公用设施、运输、生活设施、赤泥(尾