涂层残余应力预测解析模型:平面几何模型
热喷涂涂层:熔化的金属颗粒高速碰撞基板然后快速冷却(淬火),在几毫秒时间内冷却。形成大的拉应力。蠕变和屈服是主要的应力释放的机理。
一个典型的预测热喷涂涂层残余应力分布的数学模型。
1 模型公式
建立在平面几何的基础之上。
1.1 沉积应力
1.1.1 第一层
应变(1)σq——内(淬火)应力;E d——杨氏模量
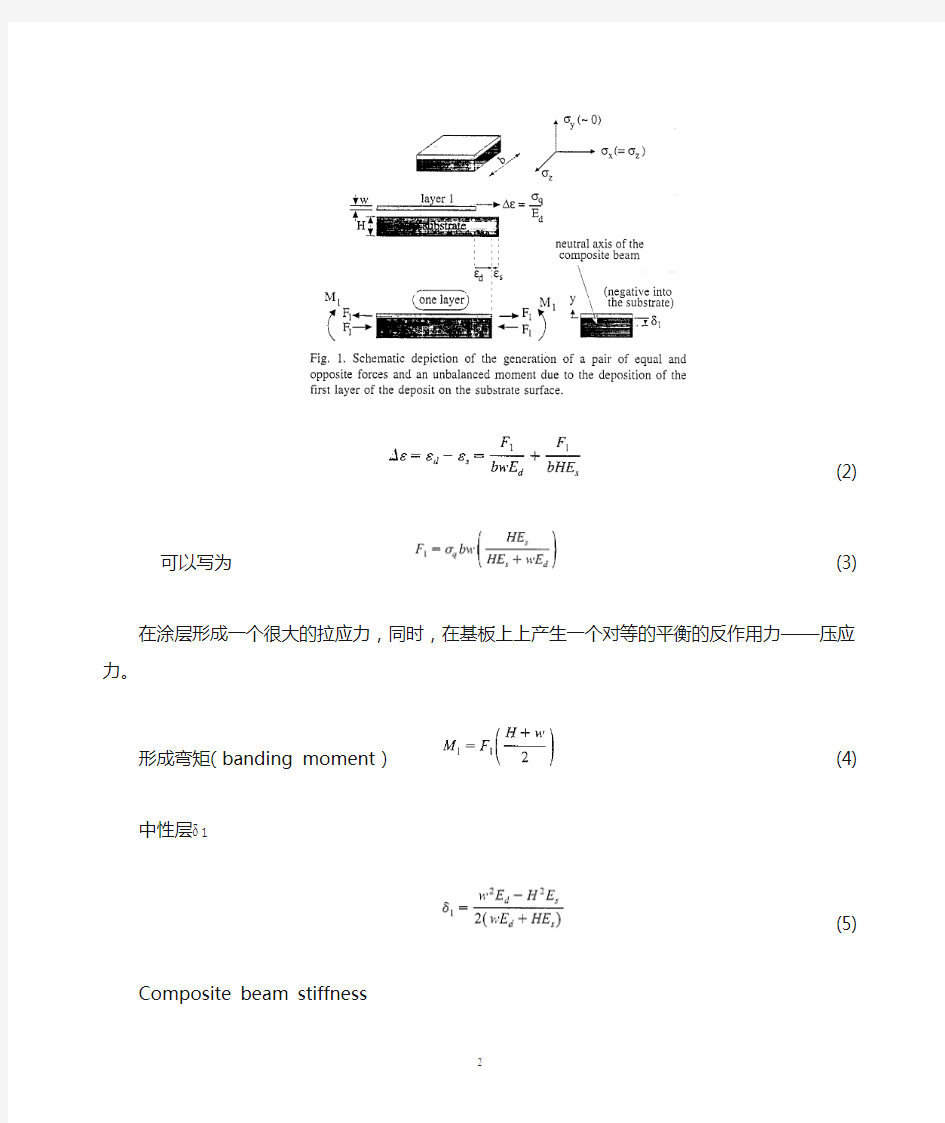
假设每一个部位产生的应变是不相等的,并产生反作用力F(图1),于是有
(2)
可以写为(3) 在涂层形成一个很大的拉应力,同时,在基板上上产生一个对等的平衡的反作用力——压应力。
形成弯矩(banding moment)(4) 中性层δ1
(5)
Composite beam stiffness
(6)
平衡弯矩M1,产生曲率变化,κ1-κ0
(7)
通常,κ0可以处理为零。如果涂层在凹面,则曲率是可以明确的。图1的情况。
假设双向应力相等(σx =σz),厚度方向应力可以忽略(σy =0)。
由泊松效应(Poisson effect),σz将在x方向导致一个应变。X方向的net应变可以写为
(8) 于是,x方向的应力应变关系可以表示为:
(9) Effective young’s modulus value.
由于仅考虑弹性状态,因此,基板内沿着厚度方向的应力变化应该是线性的,只需要计算基板的底部和顶部的应力即可。从材料力学可以计算:
(10)
(11) 于是,可以得出涂层第一层中部的应力:
(12) 1.1.2 第二层
考虑在基板(镀层)上冲击形成第二层,如图2所示。
不等应变的大小与前面相同。平衡应变改为:
(13) 该式中,F2是作用在前面的镀层与基板构成的复合板上的,其中性层δ1如图1所示。这一层与基板具有相同的应变,E2e是等效杨氏模量:
(14) 代入上式,可以得到F2的表达式:
(15)
F2分摊在镀层第一层和基板中。
作用在基板上的力为:
(16)
同样,作用第一层镀层上的力为:
(17)
显然地,F2s和F2w都是压应力。在镀层的第二层上存在与F2大小相等的拉应力。
大小相等方向相反的力对形成力矩M2:
(18)
平衡弯矩M2,产生曲率变化,κ2-κ1
(19)
组合板的硬度(强度)可以写为:
(20) 而且可以确定δ2为:
(21)
基板底部和顶部的应力可以写为:
(22) 和
(23)
镀层第一层中部(心)的应力变为:
(24)
镀层第二层中部(心)的应力可以计算为:
(25) 1.1.3 n th层的应力
上述的分析和计算可以扩展到n层。
(26)
(27)
(28)
(29)
(30)
(31) 运用式26-29可以估算第j层的应力。用j代替各式中的n,j层中部(心)的应力为:
(32) 这里,1 实际上,并不需要使用w值等于实际的长板的厚度,例如在热喷涂时。最终镀层厚度的任何方便的分数都可以应用。(显然,镀层厚度h必须等于nw:一般取n为有理数,如10)从内应力,试样尺寸,泊松比和杨氏模量,就可以依式26-32计算镀覆时的应力。可以编一个计算机小程序,以便节省计算的时间。 1.2 冷却过程中不同的热收缩 由于热喷涂层在冷却过程中不同的收缩导致的应力可以按下面的方法进行估算。冷却最终的曲率用κc表示,κn表示最后一层完成但还没有开始冷却时的曲率。(喷涂过程中的任何热的波动都被忽略)如果有了温度的降低,试样的尺寸,材料的泊松比、杨氏模量和热胀冷缩系数,就可以确定中部分应力。可以按照1.1中的计算过程进行估算。 考虑两块板从无应力状态冷却?T,则产生不适配的应变变量?ε =(αs - αd)?T。假设这一应变在试样底部和顶部产生大小相等的反作用的平衡力F(CTE),则在x轴上由力平衡(图4)可以得到: (33)这两个力行成力矩M(CTE)。为了平衡这一力矩,则有曲率变化κ2-κ1 (34) (35) 在镀层表面会发生反向的曲率变化,凸更凸或凹变小。如果αs >αd,?α是确定的。则在复合 板中的硬度为 (36) δ是中性层(y c=0)到表面(y=0)的距离且等于δn。当在涂层中时,δn是固定的,为: (37)从式(34)和(35),可以得出F(CTE)的表达式: (38)结合式(33)和式(36)-(38),曲率变化从应变变量?ε增加到κc-κn,可以表示为: (39)因而,可以从式(37)计算(CET)导致的应力: (40a) (40b) (40c) (40d) (40e) 1.3 最终的应力水平 最终的基板底部和顶部的应力水平可以从式(30)和式(40e)或者(31)和(40d)来进行计算: (41)和 (42) 对于涂层,j th层中部(心)的应力为: (43)这里,1≤j≤n。作为一个例子,n th层中部(心)的应力为: (44) 2 模型的应用 一旦涂层性能和工艺参数被确定,这一模型就可以被直接来应用。 An analytical model for predicting residual stresses in progressively deposited coatings-Part 1: Planar geometry, Y C Tsui, T W Clyne, Thin Solid Film, 306(1997) 23-33 涂层残余应力预测解析模型:平面几何模型 热喷涂涂层:熔化的金属颗粒高速碰撞基板然后快速冷却(淬火),在几毫秒时间内冷却。形成大的拉应力。蠕变和屈服是主要的应力释放的机理。 一个典型的预测热喷涂涂层残余应力分布的数学模型。 1 模型公式 建立在平面几何的基础之上。 1.1 沉积应力 1.1.1 第一层 应变(1)σq——内(淬火)应力;E d——杨氏模量 假设每一个部位产生的应变是不相等的,并产生反作用力F(图1),于是有 (2) 可以写为(3) 在涂层形成一个很大的拉应力,同时,在基板上上产生一个对等的平衡的反作用力——压应力。 形成弯矩(banding moment)(4) 中性层δ1 (5) Composite beam stiffness (6) 平衡弯矩M1,产生曲率变化,κ1-κ0 (7) 通常,κ0可以处理为零。如果涂层在凹面,则曲率是可以明确的。图1的情况。 假设双向应力相等(σx =σz),厚度方向应力可以忽略(σy =0)。 由泊松效应(Poisson effect),σz将在x方向导致一个应变。X方向的net应变可以写为 (8) 于是,x方向的应力应变关系可以表示为: (9) Effective young’s modulus value. 由于仅考虑弹性状态,因此,基板内沿着厚度方向的应力变化应该是线性的,只需要计算基板的底部和顶部的应力即可。从材料力学可以计算: (10) (11) 于是,可以得出涂层第一层中部的应力: (12) 1.1.2 第二层 考虑在基板(镀层)上冲击形成第二层,如图2所示。 不等应变的大小与前面相同。平衡应变改为: (13) 该式中,F2是作用在前面的镀层与基板构成的复合板上的,其中性层δ1如图1所示。这一层与基板具有相同的应变,E2e是等效杨氏模量: (14) 代入上式,可以得到F2的表达式: (15) F2分摊在镀层第一层和基板中。 作用在基板上的力为: (16) 同样,作用第一层镀层上的力为: (17) 显然地,F2s和F2w都是压应力。在镀层的第二层上存在与F2大小相等的拉应力。 大小相等方向相反的力对形成力矩M2: (18) 平衡弯矩M2,产生曲率变化,κ2-κ1 (19) 组合板的硬度(强度)可以写为: (20) 而且可以确定δ2为: (21) X射线衍射在材料分析中的应用 一、X射线衍射原理 X射线照射晶体,电子受迫振动产生相干散射,同一原子内各电子散射波相互干涉形成原子散射波。由于晶体内各原子呈周期排列,因而各原子散射波间也存在固定的位相关系而产生干涉作用,在某些方向上发生相长干涉,即形成了衍射波。由此可知,衍射的本质是晶体中原子相干散射波叠加(合成)的结果。 二、X射线衍射在材料分析中的应用 X射线衍射分析方法在材料分析与研究工作中具有广泛的用途: 1)物相分析:物相分析是指确定材料由哪些相组成和确定各组成相的含量。物相是决定或影响材料性能的重要因素,因而物相分析在材料、冶金、机械等行业中得到广泛应用。物相分析有定性分析和定量分析2 种: ①相定性分析的目的是检测固体样品中的相组成,采用未知样品衍射图谱与标 准图谱比较的办法. 如果衍射图谱相同即可确定为该物相。但如果样品为多相混合试样时,衍射线条谱多,谱线可能发生重叠,就需要根据强度分解组合衍射图谱来确定。 ②物相定量分析就是确定物质样品中各组成相的相含量. 根据衍射强度理论,物质中某相的衍射强度Ii与其质量百分数Xi 成如下关系 .Ii = KiXi/ Um 其中, Ki 为由实验条件和待测相而共同决定的常数;Xi 为质量百分数;Um 为待测样品的平均质量吸收系数,与Xi 有关。根据Um 的校正提出一系列物相定量分析方法,如内标法、K 值法、直接对比法,一般相定量分析误差可控制在5%以下; 2)结晶度:X 射线衍射图谱中,在一些情况下,结晶物质的图谱和非晶物质图谱重叠. 结晶度定义为结晶部分质量与总的试样质量之比的百分数. 目前非晶态合金用处很多,如软磁材料等. 而结晶度直接影响其材料的性能、损耗等. 测定结晶度方法主要是根据结晶相的衍射图谱面积与非晶相图谱面积的比,也可根据衍射线位置来确定结晶度; 3)残余应力分析:将产生应力的各种外部因素去除后,物体内部依然存在的应力称为残余应力. 在固体样品中,固体处于弹性极限内,该物质将随所受外力的大小而发生形变,从微观的角度来讲其晶面间距d 将发生改变,因此, 可根据d 值变化来测量残余应力σ.由于残余应力测试的特殊性,所以必须在X 射线衍射仪基础上加应力附件测试; 4) 微晶大小:X射线衍射图中峰宽β表现了构成物质的晶粒大小,峰宽化的原因除了晶粒的大小还有晶粒内部的非均匀应变. 使用Scherrer 公式和Hall 公式可计算微晶大小和非均匀应变; 5)晶体取向的测定:又称为单晶定向,是指测定晶体样品中晶体取向与样品外观坐标系的位向关系通过建立合适的外坐标系之后,对样品进行所要求的晶面或晶向的方位测定材料的性质与它的物相组成、结晶度和结晶粒子的大小、材料内部微观应变都有密切关系。 表面残余应力测试方法 由于X射线的穿透深度极浅,对于钛合金仅为5μm,所以X射线法是一种二维平面残余应力测试方法。现在暂定选择钛靶,它与钛合金的晶面匹配较好。(110)晶面 一、试样的表面处理 X射线法测定的是试件的表面应力,所以试件的表面状况对测量结果也有很大的影响。试件表面不应有油污、氧化皮或锈蚀等;测试点附近不应被碰、擦、刮伤等。 (1)一般可以使用有机溶剂(汽油)洗去表面的油泥和脏污。 (2)去除氧化皮可以使用稀盐酸等化学试剂(根据试样选择合适浓度,如Q235钢用10%的硝酸酒精溶液浸蚀5min)。 (3)然后依据测试目的和测试点表面实际情况,正确进行下一步的表面处理。如果测量的是切削、磨削、喷丸、光整、化铣、激光冲击等工艺之后的表面应力,以及其它表面处理后引起的表面残余应力,则绝不应破坏原有表面不能进行任何处理,因上述处理会引起应力分布的变化,达不到测量的目的。必须小心保护待测试样的原始表面,也不能进行任何磕碰、加工、电化学或化学腐蚀等影响表面应力的操作。对于粗糙的表面层,因凸出部分释放应力,影响应力的准确测量,故对表面粗糙的试样,应用砂纸磨平,再用电解抛光去除加工层,然后才能测定。 (5)若被测件的表面过于粗糙,将使测得的应力值偏低。为了提高试件的表面光洁度,又不产生附加产力,比较好的办法是电解抛光法。该法还可用于去除表面加工层或进行试件表层剥除。 (6)若单纯为了进行表层剥除,亦可以用更为简单的化学腐蚀法,较好的腐蚀剂是浓度为40%的(90%H202+10%HF)的水溶液。但化学腐蚀后的表面光洁度不如电解抛光。为此可在每次腐蚀前用金相砂纸打磨试件表面,但必须注意打磨的影响层在以后的腐蚀过程中应全部除去。 二、确定测量材料的物相,选定衍射晶面。 被测量的衍射线的选择从所研究的材料的衍射线谱中选择哪一条(hkl)面干涉线以及相应地使用什么波长的X射线是应力测定时首先要决定的。当然事先要知道现有仪器提供的前提条件:一是仪器配置了哪几种靶材的x射线管,它决定了有哪几个波长的辐射可以选用;二是测角仪的2θ范围。一般选用尽可能高的衍射角,使得⊿θ的增大可以准确测得。 在一定的应力状态下具有一定数值的晶格应变εφ,ψ对布拉格角θ0值越大的线条造成的衍射线角位移d(2θ)φ.ψ必也越大,因此测量的准确度越高。同时,在调整衍射仪时不可避免的机械调节误差对高角线条的角位置2θ的影响相对地也比较小。正因为如此X射线应力测定通常在2θ>90°的背反射区进行,并尽量选择多重性因子较高的衔射线。举例来说,对铁基材料常选用Cr靶的Ka线,α—Fe的(211)晶面的衍射线。 若已知X射线管阳极材料和Ka线波长,利用布拉格方程可计算出各条衍射线的2θ值,从中选择出高角线条。可以从《材料中残余应力的X射线衍射分析和作用》的附录中查得常用重要的金属材料和部分陶瓷材料在Cu,Co,Fe,Cr四种Kal线照射下的高角度衍射线。由于非立方晶系材料受波长较短的X射线照射时出现较多的衍射线,因此最好选择那些弧立的、不与其它线条有叠合的高角衍射线作为测量对象。 ------------------------------------------------------------------------------------------------------- 如何使用ABAQUS计算应力强度因子 Simwefanhj(fanhjhj@https://www.doczj.com/doc/6b4139217.html,) 2011.9.9 ------------------------------------------------------------------------------------------------------- 问题描述:以无限大平板含有一贯穿裂纹为例,裂纹长度为10mm(2a),在远场受双向均布拉应力σ=100N/mm2。按解析解,此I型裂纹计算出的应力=396.23(N.mm-3/2) 强度因子π σa K= I 以下为使用ABAQUS6.10的计算该问题的过程。 第一步:进入part模块 ①建立平板part(2D Planar;Deformation;shell),平板的尺寸相对于裂纹足够大,本例的尺寸为100×50(mm)。 ②使用Partation Face:sketch工具,将part分隔成如图1形式。 图1 第二步:进入property模块 ①建立弹性材料; ②截面选择平面问题的solid,homogeneous; ③赋予截面。 第三步:进入Assembly模块 不详述。需注意的是:实体的类型(instance type)选择independent。 第四步:进入mesh模块 除小圈内使用CPS6单元外,其它位置使用CPS8单元离散(图2)。裂纹尖端的奇异在interaction模块中(图4)考虑。 图2 第五步:进入interaction模块 ①指定裂纹special/creak/assign seam,选中示意图3中的黄色线,done! ②生成裂纹crack 1,special/crack/create,name:crack 1,type: contour integral. 当提示选择裂纹前端时,选则示意图的红圈区域,当提示裂纹尖端区域时选择红圈的圆心,用向量q表示裂纹扩展方向(示意图3绿色箭头)。用同样的方法建立crack 2(示意图3中的蓝色区域)。 special/crack/edit,对两个裂纹进行应力奇异的设置,如图4所示。 氧化铝涂层残余应力拉曼光谱测量技术及其应用氧化铝因其优异的性能被广泛用作高速切削刀具的涂层材料。由于涂层与基底材料的性能差异,尤其是热膨胀系数的差异,涂层内不可避免地存在影响其服 役性能的残余应力。微拉曼光谱法是一种有潜力的涂层残余应力测量手段,然而将其应用于氧化铝涂层的残余应力测量,还有一些基础性的问题有待解决。本文针对氧化铝涂层残余应力拉曼光谱测量理论及其应用开展了研究。 本文首先在氧化铝材料缺少晶格动力学方程的背景下,结合单晶氧化铝主晶轴的压电光谱系数及欧拉旋转矩阵,推导出了任意取向氧化铝涂层的拉曼频移- 应力分量理论关系式。期间,结合氧化铝的拉曼张量和偏振特性,计算出了不同偏振配置下拉曼振动模的可见性;推导了不同激光入射方向下偏振拉曼强度和晶体欧拉角之间的关系;给出了根据密勒指数确定晶体欧拉角的方法,从而给出了确 定理论关系式中的待定系数的方法。针对具有特定织构的取向氧化铝涂层材料,本文确定出了氧化铝涂层表面和截面测量的拉曼频移-平面应力分量定量关系式。分别根据密勒指数与晶体欧拉角的关系、不同激光入射方向下偏振拉曼强度与欧拉角的关系以及CAD几何图解法,计算、测量得到了样品表面和截面的欧拉角, 结合单晶氧化铝不同晶轴对应的压谱系数,给出了(0 1-1 2)、(11-2 0)织构取向氧化铝涂层样品的表面和截面拉曼频移-平面应力分量定量关系式。 基于所确定的氧化铝涂层表面与截面的拉曼频移-应力分量定量关系式,本 文进一步开展了氧化铝涂层表面残余应力分布以及残余应力沿层深分布的测量 与分析。测量了不同厚度的氧化铝涂层和不同喷砂工艺的氧化铝涂层表面微区的残余应力分布情况,结果表明,厚涂层样品的残余应力值大于薄涂层样 品,ZrO2湿喷砂工艺处理的样品的残余应力比于未处理样品均 匀,A12O3湿喷砂工艺处理的样品的残余应力水平低于 未处理样品;通过截面拉曼测量,发现从氧化铝涂层表面向下涂层的残余应力逐 渐增大。最后,本文计算分析了表面和截面使用同一拉曼频移-应力定量关系获得的应力结果的偏差范围。 第1 页 共 2页 残余应力检测方法概述 目前国际上普遍使用的残余应力检测方法种类十分繁多,为便于分类,人们往往根据测试过程中被测样品的破坏与否将测试方法分为:应力松弛法(样品将被破坏)和无损检测法(样品不被破坏)两类。以下我们简单归纳了现阶段较为常用的一些残余应力检测方法。 一、常见的残余应力检测方法: 1. 应力松弛法 (1) 盲孔法 该方法最早由Mather 于1934年提出,其基本原理就是通过孔附近的应变变化,用弹性力学来分析小孔位置的应力,孔的位置和尺寸会影响最终的应力数值。由于这类设备操作起来非常简单,近年来被广泛使用。 (2) 切条法 Ralakoutsky 在1888年提出了采用该方法测量材料的残余应力。在使用这种方法时需要沿特定方向将试件切出一条,然后通过测量试件切割位置的应变来计算残余应力。 (3) 剥层法 该方法是通过物理或化学的方法去除试件的 一层并测量其去除后的曲率,根据测定的试件表面曲率变化就能计算出残余应力。该方法常用于形状简单的试件,且测试过程快捷。 2. 无损检测方法 (1) X 射线衍射法 X 射线方法是根据测量试件的晶体面间距变化来确定试件的应变,进而通过弹性力学方程推导计算得到残余应力,目前最被广泛使用的是Machearauch 于1961提出的sin2ψ方法。日本最早研制成功了基于该方法的X 射线残余应力分析仪,为该方法的推广做出了巨大的贡献。 (2) 中子衍射法。 中子衍射方法的原理和X 射线方法本质上是一样的,都是根据材料的晶体面间距变化来求得应变,并根据弹性力学方程计算残余应力。但中子散射能量更高,可以穿透的深度更大,当然中子衍射的成本也是最昂贵的。 (3) 超声波法。 该方法的物理和实验依据是S.Oka 于1940年发现的声双折射现象,通过测定声折射所导致的声速和频谱变化反推出作用在试件上的应力。试件的晶体颗粒及取向会影响数据的准确度,尽管超声波方法也属无损检测方法,但其仍需进一步完善。 二、最新的残余应力检测方法 cos α方法早在1978年就由S.Taira 等人提出, 但真正应用于残余应力测试设备中还是近几年的事情。日本Pulstec 公司于2012年研制出了世界上首款基于cos α方法的X 射线残余应力分析仪,图1是设备图片(型号:μ-x360n )。 第二章 应力强度因子的计算 K --应力、位移场的度量?K 的计算很重要,计算K 值的几种方法: 1.数学分析法:复变函数法、积分变换; 2.近似计算法:边界配置法、有限元法; 3.实验标定法:柔度标定法; 4.实验应力分析法:光弹性法. §2-1 三种基本裂纹应力强度因子的计算 一、无限大板Ⅰ型裂纹应力强度因子的计算 K Z ξ→=→ⅠⅠ计算K 的基本公式,适用于Ⅱ、Ⅲ型裂纹. 1.在“无限大”平板中具有长度为2a 的穿透板厚的裂纹表面上,距离x b =±处各作用一对集中力p . Re Im x Z y Z σ'=-ⅠⅠ Re Im y Z y Z σ'=+ⅠⅠ Re xy y Z τ'=-Ⅰ 选取复变解析函数: 22 2() Z z b π=-边界条件: a.,0x y xy z σστ→∞===. b.,z a <出去z b =±处裂纹为自由表面上0,0y xy στ==。 c.如切出xy 坐标系内的第一象限的薄平板,在x 轴所在截面上内力总和为p 。 y ' 以新坐标表示: Z= ?lim() K Z ξ ξ → == Ⅰ 2.在无限大平板中,具有长度为2a的穿透板厚的裂纹表面上,在距离 1 x a =±的范围内受均布载荷q作用. 利用叠加原理: 微段→集中力qdx →dK= Ⅰ ? K=? Ⅰ 令cos cos x a a θθ ==,cos dx a d θθ = ?111 sin() 1 cos 22( cos a a a a a K d a θ θ θ - - == Ⅰ 当整个表面受均布载荷时, 1 a a →. ?1 2()a a K- == Ⅰ 3.受二向均布拉力作用的无限大平板,在x轴上有一系列长度为2a,间距为2b 的裂纹. 基于ANSYS的断裂参数的计算 本文介绍了断裂参数的计算理论,并使用ANSYS进行了实例计算。通过计算说明了ANSYS可以用于计算断裂问题并且可以取得很好的计算结果。 1 引言 断裂事故在重型机械中是比较常见的,我国每年因断裂造成的损失十分巨大。一方面,由于传统的设计是以完整构件的静强度和疲劳强度为依据,并给以较大的安全系数,但是含裂纹在役设备还是常有断裂事故发生。另一方面,对于一些关键设备,缺乏对不完整构件剩余强度的估算,让其提前退役,从而造成了不必要的浪费。因此,有必要对含裂纹构件的断裂参量进行评定,如应力强度因了和J积分。确定应力强度因了的方法较多,典型的有解析法、边界配位法、有限单元法等。对于工程上常见的受复杂载荷并包含不规则裂纹的构件,数值模拟分析是解决这些复杂问题的最有效方法。本文以某一锻件中取出的一维断裂试样为计算模型,介绍了利用有限元软件ANSYS计算应力强度因子。 2 断裂参量数值模拟的理论基础 对于线弹性材料裂纹尖端的应力场和应变场可以表述为: 其中K是应力强度因子,r和θ是极坐标参量,可参见图1,(1)式可以应用到三个断裂模型的任意一种。 图1 裂纹尖端的极坐标系 应力强度因子和能量释放率的关系: G=K/E" (3) 其中:G为能量释放率。 平面应变:E"=E/(1-v2) 平面应力:E=E" 3 求解断裂力学问题 断裂分析包括应力分析和计算断裂力学的参数。应力分析是标准的ANSYS线弹性或非线性弹性问题分析。因为在裂纹尖端存在高的应力梯度,所以包含裂纹的有限元模型要特别注意存在裂纹的区域。如图2所示,图中给出了二维和三维裂纹的术语和表示方法。 图2 二维和三维裂纹的结构示意图 3.1 裂纹尖端区域的建模 裂纹尖端的应力和变形场通常具有很高的梯度值。场值得精确度取决于材料,几何和其他因素。为了捕获到迅速变化的应力和变形场,在裂纹尖端区域需要网格细化。对于线弹性问题,裂纹尖端附近的位移场与成正比,其中r是到裂纹尖端的距离。在裂纹尖端应力和应变是奇异的,并且随1/变化而变化。为了产生裂纹尖端应力和应变的奇异性,裂纹尖端的划分网格应该具有以下特征: ·裂纹面一定要是一致的。 ·围绕裂纹尖端或裂纹前缘的单元一定是二次单元,并且他的中间节点在四分之一边处。这样的单元也称作为奇异单元。 表面残余应力 胡宏宇 (浙江工业大学机械工程学院,浙江杭州 310032) 摘要:残余应力主要是由构件内部不均匀的塑性变形引起的。各种工程材料和构件在毛坯的制备、零件的加工、热处理和装配的过程中都会产生不同程度的残余应力。残余应力因其直观性差和不易检测等因素往往被人们忽视。残余应力严重影响构件的加工精度和尺寸稳定性、静强度、疲劳强度和腐蚀开裂。特别是在承力件和转动件上,残余应力的存在易导致突发性破坏且后果往往十分严重。因此,研究残余应力的产生机理、检测手段、消除方法以及残余应力对构件的影响[1]。 关键词:残余应力;切削变形;磁测法;喷丸强化; Surface residual stress (S chool of mechanical engineering,Zhejiang University of Technology,Hangzhou 310032,China) Abstract:Residual stress is mainly caused by the uneven plastic deformation of component. All kinds of engineering materials in the preparation of blank, parts and components processing, heat treatment and assembly process will produce different degree of residual stress. Residual stress because of its intuitive factors such as poor and difficult to detect is often neglected. Seriously affect the residual stress of component machining precision and dimension stability, static strength, fatigue strength and corrosion cracking. Especially on the bearing and rotating parts, the existence of the residual stress can lead to sudden destruction and the consequences are often very serious. Therefore, to study the mechanism of residual stress, detection means, elimination method and the influence of residual stress of components。 Key words:Residual stress;machining deflection;magnetic method;Shot peening strengthening; 前言 随着现代制造技术的发展,大飞机、高铁、核设施等大型设备相继出现;这些设备具有高速、重载和长时间运行的特点,其零部件工作环境恶劣、复杂,且往往对安全性有着极其苛刻的要求,因而对这些设备的关键部件,如轴承、曲轴、传动轴的疲劳寿命和可靠性也有很高的要求,对它们的疲劳寿命预测 和分析成为研究的重点. 金属切削加工是一个伴随着高温、高压、高应率的塑性大变形过程, 在已加工表面上存在着相当大 的残余应力; 同时又由于切削过程切削力和切削热作用及刀具与工件的摩擦等综合因素的影响, 使得零件内部初始的残余应力重新分布并与表面层残余应力耦合作用形成新的残余应力分布规律。残余应力以平衡状态存在于物体内部, 是固有应力域中局部内应力的一种。残余应力是一种不稳定的应力状态, 当物体受到外力作用时, 作用应力与残余应力相互作用, 使其某些局部呈现塑性变形, 截面内应力重新分配; 当外力作用去除后, 整个物体由于内部残余应力的作用将发生形变。 根据理论分析和实验研究的结果,工件的疲劳寿命和加工表面的残余应力状态有重要的关系:残余压应力能抑制工件的疲劳破坏,延长疲劳寿命;残余拉应力则相反,会加速疲劳破坏的出现[2].因此,了解 航空发动机用涂层残余应力的产生及测试方法 发布时间:2014-5-8 8:47:29 热喷涂是国内外航空发动机公司使用最广泛的一种涂层制备技术,主要被用于耐磨、抗氧化、抗腐蚀、可磨耗封严、热障、防粘接、抗微振磨损、阻燃以及零件尺寸修复涂层的生产。物理气相沉积技术则用于发动机热端涡轮工作叶片和导向叶片部件的优质高温防护涂层制备。在国内,空心阴极电弧离子镀技术被用于MCrAlY和AlSiY抗氧化涂层的制造,电子束物理气相沉积技术用于热障涂层的生产。 在制备涂层的材料熔融、沉积过程中,由于粉末颗粒本身的淬火应力、其对已沉积涂层的冲击应力以及涂层与基体材料在热-机械性能方面差异造成的失配应变和热梯度效应,某些情况下还有后续加工和服役环境的作用,都会使涂层内不可避免地出现或大或小的残余应力。已有研究表明,残余应力的大小和分布严重影响着涂层零件整个体系的主要性能,如基体疲劳寿命[1]、涂层结合强度[2]、耐剥落以及硬度、耐磨、抗热冲击、热循环疲劳等性能,导致涂层开裂[3]、翘起[4]、剥落[5-6]和分层[7-8],因此残余应力对涂层质量、使用性能、涂层构件精度和尺寸稳定性等都有重要影响,甚至导致涂层零件过早失效。 形成涂层应力的影响因素 理论认为当残余应力超过涂层弹性极限时,拉伸应力会在垂直方向导致涂层开裂;一定的压应力对于金属涂层是有利的,因其能使涂层裂纹闭合,改善疲劳性能,但压应力过大会导致涂层粘附性失效。在实际涂层生产中,残余应力的产生及其影响非常复杂。对于热喷涂涂层,其残余应力与喷涂气体流速、基体温度、涂层/基体体系的温度梯度、涂层材料性能、送粉速率、零件尺寸和几何形状、夹具、冷却、喷枪相对于零件的表面速率、走枪路径、涂层与基体厚度、弹性模量、热膨胀系数、热导率等诸多因素密切相关。 基体预处理、涂层后续加工及其服役工况对残余应力也有很大影响。例如表面粗糙化预处理可以提高界面结合强度,然而粗糙界面复杂形貌容易出现垂直于界面的残余拉应力,导致涂层破裂和剥离[9-10]。精密磨削时,砂轮磨粒钝化导致小平面磨钝,使磨粒产生垂直于涂层表面的作用力,该力和摩擦力同时对涂层表面产生挤光作用,使涂层表面形成压应力。砂轮粘结剂对残余应力也有影响[11]。 残余应力还与涂层零件的结构和喷涂区域有关。圆周喷涂的轴类零件或环形件,涂层结合强度足够大时,涂层破坏以开裂形式为主,其裂纹走向为圆周方向,也有轴向裂纹扩展的现象。小型零件内孔表面喷涂涂层,在喷涂、加工或试车考核等阶段都会出现整体涂层剥落的严重质量问题。对于薄壁件,涂层应力导致零件变形,对涂层零件尺寸精度造 为什么会有残余应力 金属材料在产生应力的条件消失后,为什么有部分的应力会残留在物体内?为什么这些应力不会随外作用力一起消失? 金属材料在外力作用下发生塑性变形后会有残余应力出现!而只发生弹性变形时却不会产生残余应力. 原因:金属在外力作用下的变形是不均匀的,有的部位变形量大,而有的部位小,它们相互之间又是互相牵连在一起的整体,这样在变形量不同的各部位之间就出现了一定的弹性应力-----当外力去除后这部分力仍然存在,就是所谓的残余应力.根据它们存在的范围可分为:宏观应力\微观应力和晶格畸变应力.注意它们是在一定范围存在的弹性应力. 残余应力不只是金属有,非金属也存在,比如混凝土构件。残余应力的根源在于卸载后受力物体变形的不完全可逆性。 金属残留在物体内的应力是由分子间力的取向不同导致的。外力撤销后,外力所造成的残余变形导致了残余应力。通常用热处理、时效处理来消除残余应力。因为材料受外力作用后,金属的组织产生晶格变形,并不会随外力消失而恢复。所以会产生残余应力。组织产生晶格变形了,自身储存了一些能量但级别又克服不了别的晶格的能量。所以就回有残余应力。 我们真正关心的是零件加工后的质量。由于毛坯制造过程中会造成较大的残余应力,而这些零件毛坯中处于“平衡”状态的残余应力在加工之前不引起毛坯明显变形。当零件加工之后,原来毛坯中残余应力的“平衡状态”被打破,应力释放出来,会造成零件很快变形而失去应有的加工精度。减小毛坯中因制造而残留在毛坯内部残余应力对零件加工质量的影响,通常要进行消除应力的热处理,对要求精度高的零件要在粗加工后进行人工时效处理,加快残余应力的重新分布面引起的变形过程,然后再精加工。不仅对细长轴,而且包括所有要经过冷校直的零件(如型钢、导轨),应当注意残余应力对零件加工精度的影响。影响高精度零件质量的残余应力主要是在加工过程中产生的。在切削过程中的残余应力由机械应力和热应力两种外因引起。机械应力塑性变形是切削力使零件表层金属产生塑性变形,切削完成后又受到里层未变形金属牵制而残留拉应力(里层金属产生残余压应力)。第三变形区内后刀面与已加工表面的挤压与摩擦又使表面金属产生残余压应力(里层金属产生残余拉应力)。如果第一变形区内应力造成的残余应 XRD 在残余应力分析中的应用 摘要 X 射线衍射测量残余应力的原理是以测量衍射线位移作为原始数据,所测量的结果实际上是残余应变,而残余应力是通过虎克定律由残余应变计算得到的。 关键词 X 射线衍射 残余应力 XRD 0.引言 X 射线衍射在残余应力分析中具有重要的作用。X 射线应用在残余应力的分析中,是科技的一项重大突破。其中在:定量分析轴承和内燃机喷射器部件中的残余奥氏体;检测输片惰性轮中的残余应力;检测汽车发动机部件的残余应力(凸轮轴、连杆、发动机轴、均衡器);检测由于全回火引起的残余应力(家用电器、结构部件);检测气体传导时所存在的工作压力;检测大幅度拉伸结构件中的工作应力;通过检测应力来测量工件喷丸和轧制的效率;检测铸件的残余应力(机械工具铸铁件和汽车铸铝部件);检测焊接引起的应力(激光和电焊);研究铝合金汽车轮廓中的残余应力和应力阻抗的关系;优化切削去除的工作参数以提高机械部件的应力阻抗;检测螺旋式和叶式弹簧的残余应力;研究加上工作载荷后的临界区域(武器和航空)等很多领域都有贡献。 1.X 衍射射线分析 1.1 原理简介 X 射线衍射分析是利用晶体形成的X 射线衍射,对物质进行内部原子在空间分布状况的结构分析方法。将具有一定波长的X 射线照射到结晶性物质上时,X 射线因在结晶内遇到规则排列的原子或离子而发生散射,散射的X 射线在某些方向上相位得到加强,从而显示与结晶结构相对应的特有的衍射现象,图1为X 射线衍射的产生。衍射X 射线满足布拉格(W.L.Bragg )方程:λθn d =sin 2 式中:λ是X 射线的波长;θ是衍射角;d 是结晶面间隔;n 是整数。波长λ可用已知的X 射线衍射角测定,进而求得面间隔,即结晶内原子或离子的规则排列状态。将求出的衍射X 射线强度和面间隔与已知的表对照,即可确定试样结晶的物质结构,此即定性分析。从衍射X 射线强度的比较,可进行定量分析。本法的特点在于可以获得元素存在的化合物状态、原子间相互结合的方式,从而可进行价态分析,可用于对环境固体污染物的物相鉴定,如大气颗粒物中的风砂和土壤成分、工业排放的金属及其化合物(粉尘)、汽车排气中卤化铅的组成、水体沉积物或悬浮物中金属存在的状态等等。]1[ 图1 X 射线衍射的产生 1.2 应用——物相分析 焊接残余应力的测试 一、实验目的 1.了解ASM1.0全自动应力、应变监测记录仪的结构和工作原理。 2.掌握应力释放法的测试原理及操作技术。 二、实验原理 焊接残余应力的测量方法,按其原理可分为应力释放法、物性变化法(X 射线法、磁性法)等,应力释放法又可分为小孔法(即盲孔法)、套孔法与梳状切条法(及全释法)。本实验采用小孔法进行测量。 对板钻小孔可以评价释放的径向应变。在应力场中去一直径为d 的圆环,并在圆环上粘贴应变片,在圆环的中心处钻一直接为d 0的小孔(图1),由于钻孔使应力的平衡受到破坏,测出孔周围的应力变化,就可以用弹性力学的理论来推算出小孔处的应力。设应变片中心与圆环中的连线与x 轴的夹角为α,其释放的径向应变r ε和钻孔释放的残余应力之间的关系,可按照带孔无线板的弹性理论,同时承受双轴薄膜应力x σ和y σ(理解为主应力)的条件求解。 ()()y x r B A B A σασαεcos cos +++= 2 021? ? ? ??+-=d d E A μ ??? ??? ????? ??-??? ??++-=4 02031421d d d d E B μμ 图1 小孔法所用的应变花示意图 为了完全确定未知的双轴残余应力状态(两个主应力σ1和σ2,以及主应力方向β),必须至少在圆环上的三个不同测量方向评价释放的径向应变r ε(如采用三个应变片组成的应变花)。常用的应变花布置是?=0α、?=45α和?=90α(对应00ε、45ε和90ε)。 ()()20090452009000 902,1--2-B 41 A 4εεεεεεε σ+±+= 三、实验设备及器材 1. ASM1.0全自动应力、应变检测仪一台 2. 残余应力打孔装置一台 3. 焊接铝板一块 4. 应变片、瞬干胶水若干 四、实验方法与步骤 1.将待测部位用砂纸磨至表面光亮,用酒精进行清洗,清除待测部位表面的杂志和氧化物,直到准备粘贴应变片的部位干净为止。 2.将502速干胶均匀涂于应变片背面,迅速把应变片粘在所测位置,轻压使其与工件表面紧密结合,应变片与金属之间无气泡无脱胶现象。 3.将应变片末端引线与应变仪连接的导线焊接。注意应使所有应变片的导线长度保持一致,以免产生电阻值的差异导致测量不准。将应变仪调零,用万用表检查应变片与工件绝缘程度和阻值变化情况。 4.设置残余应力相应参数,用直径为2.0mm的砖头在应变片中心处打出深2.0mm的盲孔,记录残余应力数据。 五、实验数据记录 六、实验结果整理及分析 1. 焊接残余应力测试过程中哪些因素容易引起测量误差?如何减小误差? 1、应变片的粘贴质量。应变片粘贴不好会引起数据漂移和精度下降。 龙源期刊网 https://www.doczj.com/doc/6b4139217.html, 应力—强度干涉模型在产品可靠性分析中的应用 作者:高洋牛耕 来源:《科学与财富》2017年第24期 摘要:根据机械零部件设计的目标是危险断面上的最小强度不低于最大应力的特点,建立应力—强度干涉模型对机械产品的可靠性进行预计。以某产品卡紧机构为例,在其应力和强度均服从正态分布的情况下对可靠性进行了预计,为可靠性预计在工程上的应用提供了手段。 关键词:可靠性预计;应力—强度干涉理论;正态分布 产品可靠性预计是根据组成产品的元件、部件及分组件的可靠性推测产品的可靠性,进行可靠性预计时应考虑到产品各组成部分的使用条件及环境、功能要求、设计水平、工艺条件等因素。通过可靠性预计结果与该产品要求的可靠性指标进行比较,审查是否达到产品设计任务中提出的可靠性指标和分配给各设备的可靠性指标,另外通过可靠性预计可以发现设计中的薄弱环节,并采取相应的措施加以改进,以提高产品的可靠性水平,同时可以为可靠性试验方案的选取提供依据。因此在产品方案研究和工程研制阶段,应及时地预计、分析系统或设备的可靠性,以利于比较不同设计方案的特点及可靠度,选择最佳设计方案,并实施“预计—改进设计”的循环,使产品达到规定的可靠性要求。 目前可靠性预计常见的方法有全概率法、相似产品预计法、数学模型法、故障率预计法等。这些方法往往精度不高,带有局限性。应力—强度干涉方法不仅综合考虑了应力和强度的均值及它们的变异性对可靠度的影响,而且还考虑了基本变量的概率分布类型,从而可以较全面地反映各种不确定因素的影响,提供较多的设计信息,实现将可靠度直接引入到零件的设计中,定量回答零件在运动中的安全与可靠的程度。 1 应力—强度干涉模型 机械零部件设计的基本目标是,在一定的可靠度下保证其危险断面上的最小强度(抗力)不低于最大的应力,否则,零件将由于未满足可靠度要求而导致失效。这里的应力和强度都不是一个确定的值,而是由若干随机变量组成的多元随机函数,它们具有一定的分布规律,随着时间的推移,由于环境、使用条件等因素的影响,材料强度退化,导致在某个时间应力与强度分布发生干涉(图中阴影部分),这时零部件可能发生失效。通常把这种干涉称为应力—强度干涉模型,如图1所示。 图1 应力—强度干涉模型 27th ICAF Symposium – Jerusalem, 5 – 7 June 2013 The Pursuit of K: Reflections on the Current State of the Art in Stress Intensity Factor Solutions for Practical Aerospace Applications R. Craig McClung,1 Yi-Der Lee,1 Joseph W. Cardinal,1 and Yajun Guo2 1Southwest Research Institute, San Antonio, Texas, USA 2Jacobs ESCG, Houston, Texas, USA Abstract: The stress intensity factor (K is the foundation of fracture mechanics analysis for aircraft structures. This paper provides several reflections on the current state of the art in K solution methods used for practical aerospace applications, including a brief historical perspective, descriptions of some recent and ongoing advances, and comments on some remaining challenges. Examples are selectively drawn from the recent literature, from recent enhancements in the NASGRO and DARWIN software, and from new research, emphasizing integrated approaches that combine different methods to create engineering tools for real-world analysis. Verification and 应力强度因子的求解方法的综述 摘要:应力强度因子是结构断裂分析中的重要物理量,计算应力强度因子的方法主要有数学分析法、有限元法、边界配置法以及光弹性法。本文分别介绍了上述几种方法求解的原理和过程,并概述了近几年来求解应力强度因子的新方法,广义参数有限元法,利用G*积分理论求解,单元初始应力法,区间分析方法,扩展有限元法,蒙特卡罗方法,样条虚边界元法,无网格—直接位移法,半解析有限元法等。 关键词:断裂力学;应力强度因子;断裂损伤; Solution Methods for Stress Intensity Factor of Fracture Mechanics Shuanglin LU (HUANGSHI Power Survey&Design Ltd.) Abstract: The solution methods for stress intensity factor of fracture mechanics was reviewed, which include mathematical analysis method, finite element method, boundary collocation method and photo elastic method. The principles and processes of those methods were introduced, and the characteristics of each method were also simply analyzed in this paper. Key words: fracture mechanics; stress intensity factors 0 引言 断裂力学的基础理论最初起源于1920年Griffith的研究工作[1]。Griffith在研究玻璃、陶瓷等脆性材料的断裂现象时,认为裂纹的存在及传播是造成断裂的原因。裂纹的扩展过程,从能量的观点来看,存在着两种完全对抗的因素:一种是阻止裂纹扩展的因素,另一种是推动裂纹扩展的因素。Griffith由此建立了材料的脆性断裂判据[1]: (1) 在(1)式中:—断裂应力;E—材料的弹性模量;—材料的表面能;a—裂纹长度的一半。 Griffith判据并不能完全成功地应用于金属断裂问题。1949年, Orowan考虑到裂纹释放的应变能不仅转化成表面能,也同时转化成使裂纹顶附近材料发生塑性变形所需要的功。因此,Orowan对Griffith判据进行修正并得到了具有塑性变形的金属材料的断裂判据[1]: 热处理残余应力是指工件经热处理后最终残存下来的应力,对工件的形状、尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时,便引起工件的变形,超过材料的强度极限时就会使工件开裂,这是它有害的一面,应当减少和消除。但在一定条件下控制应力使之合理分布,就可以提高零件的机械性能和使用寿命,变有害为有利。分析钢在热处理过程中应力的分布和变化规律,使之合理分布对提高产品质量有着深远的实际意义。例如关于表层残余压应力的合理分布对零件使用寿命的影响问题已经引起了人们的广泛重视。 1 钢的热处理应力 工件在加热和冷却过程中,由于表层和心部的冷却速度和时间的不一致,形成温差,就会导致体积膨胀和收缩不均而产生应力,即热应力。在热应力的作用下,由于表层开始温度低于心部,收缩也大于心部而使心部受拉,当冷却结束时,由于心部最后冷却体积收缩不能自由进行而使表层受压心部受拉。即在热应力的用下最终使工件表层受压而心部受拉。 这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。 另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的最终结果是表层受拉应力,心部受压应力,恰好与热应力相反。组织应力的大小与工件在马氏体相变区的冷却速度、形状、材料的化学成分等因素有关。 实践证明,任何工件在热处理过程中,只要有相变,热应力和组织应力都会发生。只不过热应力在组织转变以前就已经产生了,而组织应力则是在组织转变过程中产生的,在整个冷却过程中,热应力与组织应力综合作用的结果,就是工件中实际存在的应力。这两种应力综合作用的结果是十分复杂的,受着许多因素的影响,如成分、形状、热处理工艺等。就其发展过程来说只有两种类型,即热应力和组织应力,作用方向相反时二者抵消,作用方向相同时二者相互迭加。 不管是相互抵消还是相互迭加,两个应力应有一个占主导因素,热应力占主导地位时的作用结果是工件心部受拉,表面受压。组织应力占主导地位时的作用结果是工件心部受压表面受拉。 2 热处理应力对淬火裂纹的影响 存在于淬火件不同部位上能引起应力集中的因素(包括冶金缺陷在内),对淬火裂纹的产生都有促进作用,但只有在拉应力场内(尤其是在最大拉应力下)才会表现出来,若在压应力场内并无促裂作用。 淬火冷却速度是一个能影响淬火质量并决定残余应力的重要因素,也是一个能对涂层残余应力预测分析模型
X射线衍射在残余应力分析中应用
表面残余应力测试方法
使用ABAQUS计算应力强度因子
氧化铝涂层残余应力拉曼光谱测量技术及其应用
残余应力检测方法概述
第二章应力强度因子的计算.
计算应力强度因子
表面残余应力分析
航空发动机用涂层残余应力的产生及测试方法
残余应力及如何测量
XRD在残余应力分析中的应用
焊接残余应力的测试
应力—强度干涉模型在产品可靠性分析中的应用
常用应力强度因子计算方法比较.
应力强度因子的求解方法的综述
金属热处理残余应力及其影响分析
相关主题
文本预览