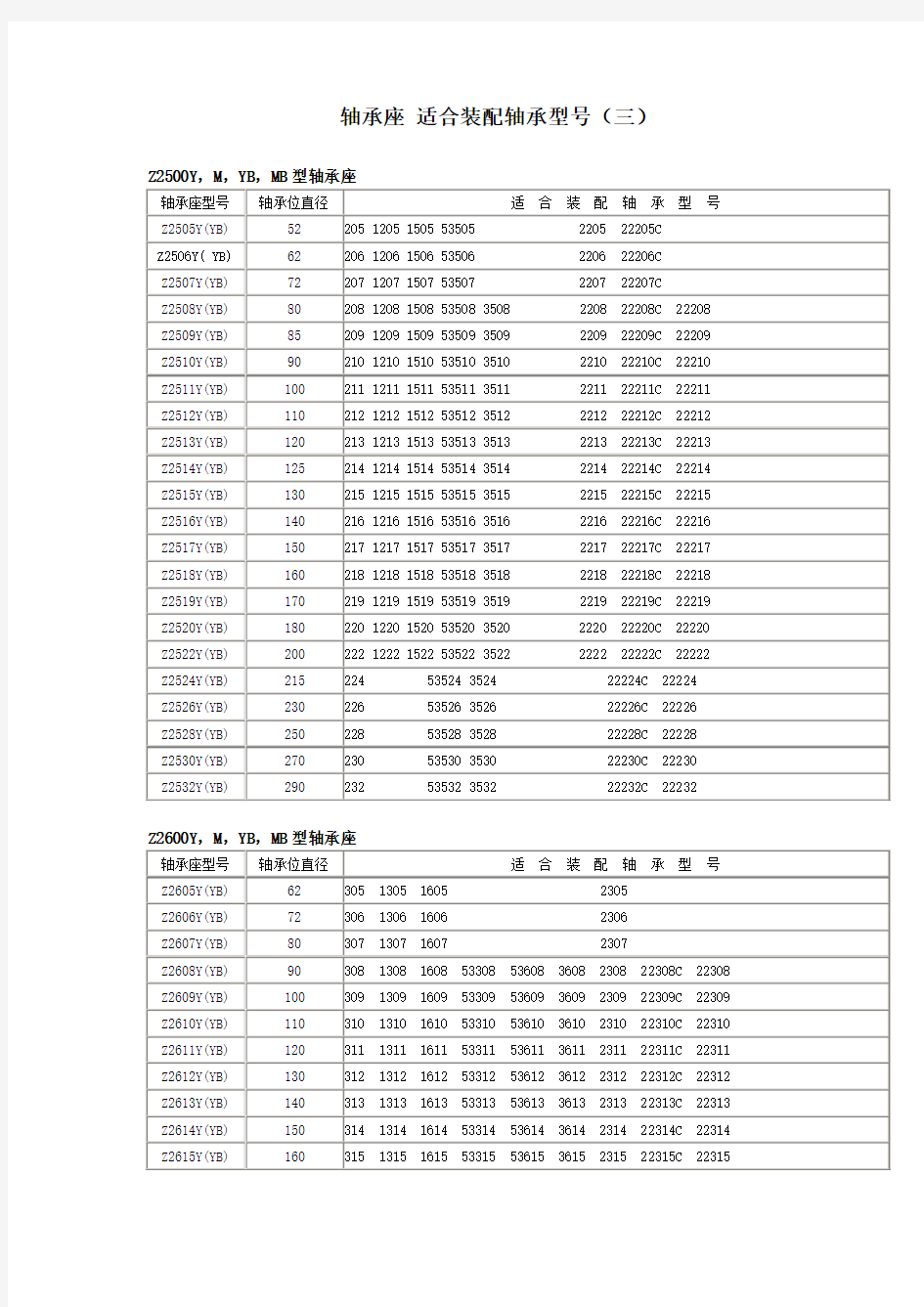
轴承座适合装配轴承型号(三)Z2500Y,M,YB,MB型轴承座
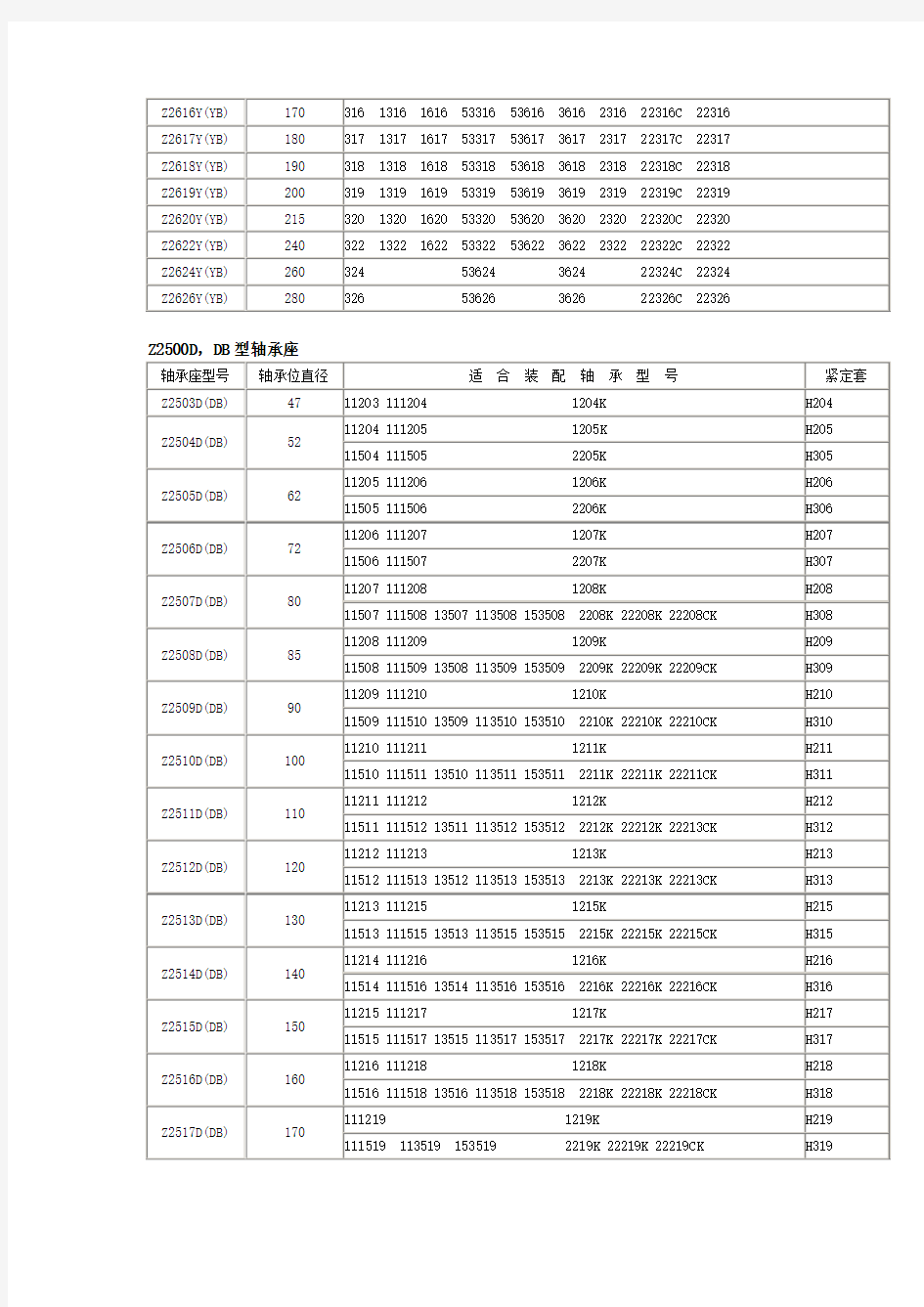
Z2600Y,M,YB,MB型轴承座
Z2500D,DB型轴承座
Z2600D,DB型轴承座
Z4500/4600Y,M,YB,MB,D,DB型轴承座
自润滑轴承装配图 安装注意事项: 1. 装配前应确保轴套、座孔表面无异物,座孔表面应尽可能光洁以免在装配时划伤。 2. 装配时可在轴套外表面适当涂上润滑油,帮助轴套较方便地安装,但不易过多以免在重载或往复运动时轴套会脱离出来。 3. 装配时应采用芯轴慢慢压入(建议使用油压机),禁止直接敲打轴套以免发生变形。 4. 座孔设计时如需采用易变形材料或座孔壁厚较薄时,请予以说明,以免压装时使座孔变形。 5. 为了使装配更简单且不会破坏耐磨层,轴的端面必须有倒角圆滑过度,轴的材质建议为轴承钢表面淬火处理 HRC45 ,表面粗糙度为 Rz2-3,表面也可镀硬铬。 6. 装配时有可能的话,请在轴表面涂上油脂以缩短轴套走合期。 轴套检验方式:
1. 外径:采用环规通(GO)与止(NO GO)方式,环规通端为外径最大尺寸,环规止端为外径最小尺寸。 2. 内径:将轴套压入基准孔( H7 中间值公差)用圆柱塞规检验轴套,塞规的通端为轴套内孔最小尺寸,塞规的止端为轴套内孔最大尺寸。一般卷制类轴套内孔的精度等级为 H9 。 3. 环规、塞规尺寸按 DIN1494 第一部分。 相关文章推荐: 1. 无油润滑轴承在铝锭铸造机的应用(文章来源:中国金属加工网) 2. 无油轴承带动模具行业革命(文章来源:中国建材网) 3. 自润滑轴承将会成为轴承行业主导产品(文章来源:中国轴承网) 4. 浅释缝机“固体润滑”(文章来源:中国纺织服装网) 5. 免维护系列滑动轴承、复合轴承、自润滑轴承、无油轴承的应用实例 安装注意事项: 1. 装配前应确保轴套、座孔表面无异物,座孔表面应尽可能光洁以免在装配时划伤。 2. 装配时可在轴套外表面适当涂上润滑油,帮助轴套较方便地安装,但不易过多以免在重载或往复运动时轴套会脱离出来。 3. 装配时应采用芯轴慢慢压入(建议使用油压机),禁止直接敲打轴套以免发生变形。 4. 座孔设计时如需采用易变形材料或座孔壁厚较薄时,请予以说明,以免压装时使座孔变形。 5. 为了使装配更简单且不会破坏耐磨层,轴的端面必须有倒角圆滑过度,轴的材质建议为轴承钢表面淬火处理 HRC45 ,表面粗糙度为 Rz2-3,表面也可镀硬铬。 6. 装配时有可能的话,请在轴表面涂上油脂以缩短轴套走合期。 轴套检验方式: 1. 外径:采用环规通(GO)与止(NO GO)方式,环规通端为外径最大尺寸,环规止端为外径最小尺寸。 2. 内径:将轴套压入基准孔( H7 中间值公差)用圆柱塞规检验轴套,塞规的通端为轴套内孔最小尺寸,塞规的止端为轴套内孔最大尺寸。一般卷制类轴套内孔的精度等级为 H9 。 3. 环规、塞规尺寸按 DIN1494 第一部分。 公差配合的推荐与配合公差的推荐值 发布时间:2010-11-23 09:49:01 公差配合的推荐 滚动轴承内径和外径的公差均是国际标准化。
课题二滑动轴承座的拆装 如图2—1所示为滑动轴承座是由上轴瓦、下轴瓦、轴承盖、轴承座、双头螺柱、螺母和垫片等组成。图2--1(a)、(b)两滑动轴承结构不同,但联接方法相同,轴承座和轴承盖都采用了双头螺柱连接,双头螺柱与轴承座配合紧固。 (a)(b) 图2—1 滑动轴承座装配图 1—螺母;2—双头螺柱;3—轴承座;4—垫片; 5—下轴瓦;6—上轴瓦;7—轴承盖 滑动轴承的装配过程如下: 1.将上、下轴瓦作出标记,背部着色,分别与轴承盖、轴承座配研接触。接触点应在6点/25mm2以上; 2.在上轴瓦上与轴承盖配钻油孔; 3.在上轴瓦内壁上錾削油槽; 4.在轴承座上钻下轴瓦定位孔,并装入定位销,定位销露出长度应比下轴瓦厚度小3mm; 5在定位销上端面涂红丹粉,将下轴瓦装入轴承座,使定位销的红丹粉拓印在下轴瓦瓦背上。根据拓印,在下轴瓦背面钻定位孔; 6.将下轴瓦装入轴承座内,再将4个双头螺柱装在轴承座上,垫好调整垫片,并装好上轴瓦与轴承盖。然后利用工艺轴反复进行刮研,使接触斑点达6点/25mm2,工艺轴在轴承中旋转没有阻卡现
象; 7.装上要装配的轴,调整好调整垫片,装配轴承盖,稍稍拧紧螺母,用木锤在轴承盖顶部均匀地敲打几下,使轴承盖更好地定位,拧紧所有螺母,拧紧力矩要大小一致。经过反复刮研,轴在轴瓦中应能轻捷自如地转动,无明显间隙,接触斑点在12点/25mm2时为合格; 8.调整合格后,将轴瓦拆下,清洗干净,重新装配,并装上油杯。 任务引入1 拆装螺纹联接 1 用双螺母安装双头螺柱 (1)识读装配图(图2—1),了解装配关系、技术要求和配合性质。 (2)根据图样要求,选择双头螺柱1个、六角螺母2个、长螺母1个、止动螺钉1个(图2—2 )。 图2—2 螺纹联接件图2—3 螺柱的旋入 (3)选择开口扳手和活扳手各1把,机械油(N32)适量,90°角尺1把。 (4)在机体的螺孔内加注机械油(N32)润滑,以防拧入时产生螺纹拉毛现象,同时也可防锈。 (5)按图样要求将双头螺柱用手旋入机体螺孔内(图2—3)。 (6)用手将两个螺母旋在双头螺柱上,并相互稍微锁紧。(图2-4) (7)用一个扳手卡住上螺母,用右手按顺时针方向旋转;用另一
带座外球面轴承的安装方法 带座外球面轴承的辗轧声及其控制方法辗轧声是圆柱滚子轴承在所有场合都可能发生的刺耳的金属摩擦声,大多发生在脂润滑的较大型号轴承中,而在基油性能劣化的润滑脂中更易发生,在油润滑时几乎不发生。 此外,在冬季时较易发生,当承受纯径向负荷时,在径向游隙大的场合容易发生,并且随带座外球面轴承型号大小的不同,在某一特定的转速范围内容易发生,既会连续发生又会间歇出现。对外圈滚道采取特殊的加工方法可以防止辗轧声的出现,必要时可选用这种轴承,或适当减少轴承的径向游隙,使用性能优良的润滑脂和提高与轴承相配机件的刚性。 (1)正确的安装,对于带座外球面轴承的使用来说是非常重要的。希望大家能够在以后的使用中使用正确的安装方法。 (2)安装时,可以根据其类型和尺寸,选择机械、加热或液压等方法进行。安装时对带座外球面轴承施加的作用力,绝不可通过滚动体从一个轴承圈传递到另一个轴承圈,否则可能会对滚道造成损坏。但在任何情况下,都不可以直接敲击轴承圈、保持架、滚动体或密封件。 (3)固定轴承座的螺栓先不要拧紧,要让带座外球面轴承外套在轴承座内能转动。再将轴承座螺栓紧固好。同样装好同一根轴上的另一端轴承和座,将轴转动几圈,让轴承本身自动找正位置后。 (4)装偏心套。先将偏心套套在轴承内套的偏心台阶上,并用手顺轴的旋转方向拧紧.然后再将小铁棍插入或顶住偏心套上的沉孔.用手锤顺轴的旋转方向敲击小铁棍.使偏心套安装牢固,最后锁紧偏心套上的内六角螺钉。 (5)往轴上安装带座外球面轴承前,必须先拔下轴承外套的固定销,同时将轴颈表面打磨光滑干净,并在轴颈处涂油防锈兼润滑(允许轴承在轴上有稍微转动)。 (6)在轴承座与轴承配合面涂润滑油,把轴承装入轴承座内。然后将装配好的轴承与轴承座一起套在轴上.推至所需位置处进行安装。带座外球面轴承拆装技巧保养方法与轴承安装的技术要点轴承。
轴承的装配 轴承的装配 工艺要点 轴向间隙规定 轴向间隙调整 1轴承外圆与剖分式箱体或轴承座的半圆孔间不准有“卡帮”。各半园孔的“修帮”尺寸,不准超过表7-92规定的最大值。 2. 轴承外圈与轴承座及轴承盖的半圆孔均应贴合自好可用着色方法检查或塞尺测量缝隙。着色检查时,轴承与轴承座在对称于中心线120o范围内应均匀接触,与轴承盖在对称于中心线90范围内应均匀接触.并且在该范围内用0.03MM塞尺检查.不准塞入轴承外圈宽度的1/3内用0.03mm塞尺检查.不准塞入轴承外圈宽度的1/3 3可拆卸的轴承在清洗后必须按原状态组装。轴承原包装防锈良好者可拆除包装层,立即在清洁状态下进行配装,否则应防尘保护或再清洗后才可装配 4可以调个装配的轴承在装配时,应将轴承的打印端朝外 5滚动轴承可以采用清洁的机油加热,但加热温度不得超过120℃,轴承不得与加热油箱直接接触,防止轴承局部过热 6.对于非标准的,有特殊过盈配合要求的轴承,其热装温度以实测过盈量按热装法加热公式计算 7滚动轴承常温下,采用压装或敲击法装时,只允许在有过盈的座圈上施力不允许让滚珠(滚柱)或保持器承受轴向力 8轴承装在轴上后应靠紧轴肩。圆锥滚子轴承和向心推力球轴承与轴肩间隙小于0.05mm,其他轴承与轴肩间隙小于0.01mm 9采用润滑油脂的轴承,装配后在轴承空腔内注入相当于空腔容积65%~80%的清洁润滑油脂 1.在轴两端采用径向间隙不可调的向心轴承而且留出间隙c.通常可按c=0.2~0.4mm执行。 2.对径向间隙可调的滚动轴承,其轴向间隙图样中未作规定,又是在普通条件下使用时,轴向间隙见有关手册 1单列园柱滚子轴承轴向间隙的调整 1)调整螺钉或锁紧螺母作轴承轴向间隙调整:先拧紧带螺纹的调整件,使轴承到无间隙状态,
轴向间隙规定和轴向间隙调整 1.轴承外圆与剖分式箱体或轴承座的半圆孔间不准有“卡帮”。各半园孔的“修帮”尺寸,不准超过表7-92规定的最大值。 2. 轴承外圈与轴承座及轴承盖的半圆孔均应贴合自好可用着色方法检查或塞尺测量缝隙。着色检查时,轴承与轴承座在对称于中心线120o范围内应均匀接触,与轴承盖在对称于中心线90范围内应均匀接触.并且在该范围内用0.03MM塞尺检查.不准塞入轴承外圈宽度的1/3内用0.03mm塞尺检查.不准塞入轴承外圈宽度的1/3 3.可拆卸的轴承在清洗后必须按原状态组装。轴承原包装防锈良好者可拆除包装层,立即在清洁状态下进行配装,否则应防尘保护或再清洗后才可装配 4.可以调个装配的轴承在装配时,应将轴承的打印端朝外 5.滚动轴承可以采用清洁的机油加热,但加热温度不得超过120℃,轴承不得与加热油箱直接接触,防止轴承局部过热 6.对于非标准的,有特殊过盈配合要求的轴承,其热装温度以实测过盈量按热装法加热公式计算 7.滚动轴承常温下,采用压装或敲击法装时,只允许在有过盈的座圈上施力不允许让滚珠(滚柱)或保持器承受轴向力 8.轴承装在轴上后应靠紧轴肩。圆锥滚子轴承和向心推力球轴承与轴肩间隙小于0.05mm,其他轴承与轴肩间隙小于0.01mm 9.采用润滑油脂的轴承,装配后在轴承空腔内注入相当于空腔容积65%~80%的清洁润滑油脂 1)在轴两端采用径向间隙不可调的向心轴承而且留出间隙c.通常可按c=0.2~0.4mm执行。 2)对径向间隙可调的滚动轴承,其轴向间隙图样中未作规定,又是在普通条件下使用时,轴向间隙见有关手册 一、单列园柱滚子轴承轴向间隙的调整 1)调整螺钉或锁紧螺母作轴承轴向间隙调整:先拧紧带螺纹的调整件,使轴承到无间隙状态,然后.反转调整件,而得到所规定的间隙值。其反转圈数N按下式计算N=α/(tn) (圈)式中α-轴承规定的轴向间隙值(mm) t--调整螺钉的螺距(mm) n--螺纹头数 2)塞尺测量调整 (1)塞尺测量轴承外圈与滚子(滚珠) 之间的间隙S.则轴向间隙c=S/sinβ通过调整旧c值与规定的轴向间隙一致 (2)压紧轴承端盖,测量端盖与轴承座间隙,该间隙加上规定间隙为调整垫片的装配总厚度 3)百分表测量调整,对装配精度要求高的轴承.轴承间隙的调整,必须采用百分表测定。一般可在轴两端轴承外圈先做预定位,再将百分表固定在随轴窜动的某一零件上,使轴作轴向窜动,用百分表指针测得最大轴向窜动量,以增减调整垫的数量达到所要求的轴向间隙。 二、双列圆锥滚子轴承轴向间隙的调整整套双列圆锥滚子轴承,平放在检验平台上,测出其总高度值(需对称位置准度差应符合隔环拆下,再测其总高度值,两高度差应符合图纸中规定的轴向间隙值,否则修磨隔环达到要求。 三、四列圆锥滚子轴承轴向间隙的调整四列圆锥滚子轴承轴向间歇的调整同双列圆锥滚子轴承的调整,只要分两个层次分别测出一个轴承内圈隔环,两个外圈隔环所需修磨数值,最终达到图样规定的轴向间隙要求。