
ts16949产品审核计划 产品审核缺陷分级规定 产品审核检查表 德信诚培训网 产品审核检查表 篇二:产品审核实施计划 xxxxxxxxxxxxxxxxxxxxx限公司产品审核实施计划 编号: xxxxx 序号: 1.审核目的:验证产品实际质量与产品技术标准的相符性,评价产品质量,发现产品缺 陷, 改进缺陷,提高产品质量。 2.审核产品:xxxx件 3.审核依据:产品技术标准、国家法律法规。 4.审核时间:xxx 10月 10 日至 xxxx 年10月 17 日 5. 审核组成员及分工: 6.审核时间计划 制订:xxxx 审批:xxxx 日期:xxxx 产品审核计划表 编号:jl-8.2.2.3-01 共1页第1页 篇三:产品审核实施计划 编号:hg/s.04—02 重庆市慧冠机电有限公司 2014年度产品审核实施计划 编制/日期: 何安邦/2014.9.20 审核/日期: 聂维胜/2014.9.20 批准/日期: 张小彬/2014.9.20 一、产品审核的目的 为了获得公司产品质量信息,确定产品的适用性和符合性满足规定质量特性的程度,保证 最大限度地满足用户的要求。二、审核组成员构成组长:何安邦成员:何文炳审核时间按照重庆市慧冠机电有限公司《产品审核实施计划表》的时间安排进行。 三、审核依据 产品图、检验规范、客户特殊要求以及用户质量信息。四、审核步骤: 1、样件提取:按照《产品审核实施计划》的规定提取; 2、产品审核; 2.1、产品外观审核:依据《产品检验规程》上对工件外观的要求进行审核; 2.2、尺寸审核:依据产品图、客户信息反馈、客户特殊要求以及《产品检验规程》上的 有关规定进行审核; 2.3、产品性能审核:依据产品图上的技术要求和供需双方签定的技术协议 六、数据处理 1、产品缺陷评定 1.1产品缺陷程度可分为以下三级: a级(致命缺陷):缺陷直接形成安全隐患,回导致安全事故,或直接影响 产品的寿命和可靠性,或缺陷非常严重明显,顾客不能接受; b级(严重缺陷):缺陷可能造成安全隐患,可能导致安全事故,会影响产 品的寿命和可靠性,或缺陷明显明显,一定引起顾客不满意; c级(一般缺陷):缺陷可能会对安全有影响或无影响,可能有轻微影响,
1.目的 过程审核用于对质量能力进行评定,使过程达到受控和有能力,能在各种干扰因素的影响下仍然稳定受控。 2.适用范围 适用于公司新产品和批量生产过程的审核活动。 3.职责 3.1管理者代表负责确定审核组组长及成员,负责内部质量审核计划、审核报告的审批。 3.2体系办负责编制过程审核计划,负责验证纠正措施的有效性。 3.3被审核部门负责提供必要的信息,负责确定和落实纠正措施。 4.术语 4.1过程:利用输入实现预期结果的相互关联或相互作用的一组活动。 4.2审核:为获得审核证据并对其进行客观的评价,以确定满足审核准则的程序所进行的系统的、独立的并形成文件的过程。 5.工作程序
5.4 评分与定级 5.4.1 提问和过程要素的单项评分 根据对提问的要求以及在产品诞生过程和批量生产中满足要求的情况对提问进行评定。 过程要素符合率E E 的计算公式: E E%= 各相关问题实际得分的总和 ×100% 各相关问题满分的总和 5.4.2审核结果的综合评分 每个产品组工序平均值E PG 的计算公式: E PG % = E 1+E 2+……+E n ×100% 被评定工序的数量
整个过程的总符合率的计算公式: E P% = E DE +E PE+E Z+E PG+E k ×100% 被评定过程要素的数量 5.4.3 注:1、若被审核企业的总符合率超过90%或80%,但在一个或多个要素上符合率只达到75%以下,则必须从A级降到AB级,或从AB级降到B级。 2、若有的提问得分为零,而不符合要求可能会给产品质量造成严重的影响,则可把被审核方 从A级降到AB级,或从AB级降到B级。 3、降级必须说明原因。 6.过程绩效指标及计算方法 纠正措施完成率% = 纠正措施完成项目数 / 缺陷总项目数× 100% 7.相关文件 文件控制程序 记录控制程序 不合格品控制程序 纠正预防措施控制程序 8.相关记录 会议签到表 过程审核检查表 过程审核报告 措施计划表
过程审核控制程序集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
过程审核控制程序 编制: 审核: 批准: 日期: 日期: 日期: 1.0) 目的/范围 1.1)明确过程审核流程和职责,通过对过程开发、制造过程的有效性进行评定,发现工作流程以及它们之间的接口当中存在的风险以及薄弱环节,及时发现缺陷并改进,从而确保过程的有效性和可靠性。 1.2)关注焦点(产品质量和相关的过程): 1.2.1)以便确定所选择的产品/产品组及其过程的质量能力; 1.2.2)针对选择有质量能力的产品/产品组,检查相应策划的研发和生产过程的适用性以及合理性; 1.2.3)这对产品不能满足要求,和/或产品在进一步加工过程或者使用过程中失效或者出现问题的情况,对潜在的风险开展评价。 1.3)适用于本公司的过程开发过程、批量生产过程。 2.0) 职责 2.1)质量部负责过程审核计划的编制,成立审核小组和过程审核的实施; 2.2)审核小组负责依审核计划实施过程审核和审核后整改措施落实情况追踪; 2.2.1)审核员:
)有效地策划和履行被赋予的审核职责;遵守法律,坚持诚实以及正直两项原则,使用所掌握的专业技能开展工作并对结果做出评价。 报告和提交审核结果; 评审和认可纠正措施建议; )验证所采取的纠正措施的有效性; )配合并支持审核组长的工作; 2.2.2)审核组长: 协助选择审核组的其他成员; )给审核组成员布置工作; )代表审核组同受审核部门的负责人接触; )提交审核报告; )报告在审核过程中遇到的重大障碍; 2.3)各相关部门配合审核员按计划完成审核过程; 2.4)责任部门负责审核后的整改措施计划的落实; 3.0) 定义/说明 3.1)*-问题:在过程要素中,涉及特别的产品风险和过程风险的问题,对此类问题,一旦出现不符合项,则应将其评定为非常严重的不符合项。因为在这里,存在过程不可靠或者产品可能发生失效的风险。 3.2)过程必须满足的基本条件(基本属性/基本出发点): PV(过程责任关系):必须有人对过程负责 ZI(目标导向):过程必须在客户要求的基础上以目标为导向 KO(联络沟通):重要信息(例如质量,问题···)必须及时且全面的与必要的人员沟通 RI(风险识别):过程中风险必须被以适当的形式发现并且加以考虑 3.3)问题评分原则:
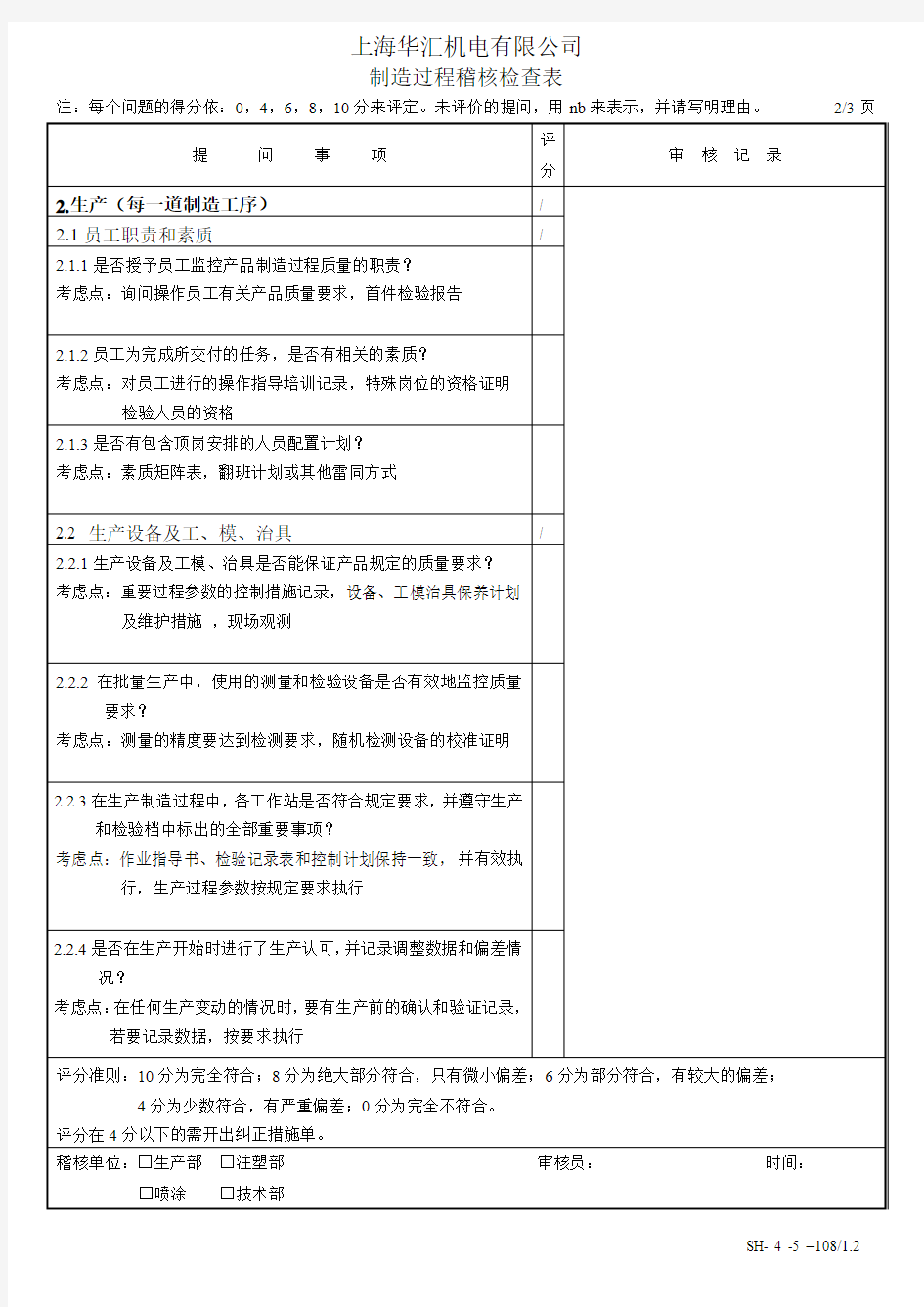
改进计划 报告号 Auftrag:VA -S-01592上海大众Verbesserungsprogramm 页次 Seite:4弱项/推荐的措施供应商的措施 期限/状态/负责人Schwachstellen/empfohlene Massnahmen Massnahmen des Lieferanten Termin/Status/Verantwortl. 1分供方/原材料 () -按Formel Q(第4版)的要求,开展分供方审核工 作。对外协件分供方必须到生产现场进行过程审核。 国外的分供方必须提供合格的第三方质量体系认证 证明(1.1〕 -增添维卡仪,完善试验室装配。(1.2〕 -在分供方供货业绩评定的基础上确定质量、成本 优化和服务的定量目标。(1.4) -仓库管理要注意降低贮存成本,实施JIT (1.7〕 -加强仓库管理,内部剩余料要分开存放和标识。 (1.8)-采购和营销包括仓库员工也要进行质量培训,如产 品标准、储存、运输、物流等(1.9及3.5) 2.生产 2.1人员/素质 -开展人员素质调查,系统开展员工培训,建立培训有 效性的评价工作。(2.1.3) -进一步开展岗位培训,如注塑过程的控制、设备 的TPM工作等(2.1.1及2.1.2) 2.2生产设备及工装模具
2.2生产设备及工装模具 改进计划报告号 Auftrag:VA-S-01592上海大众Verbesserungsprogramm页次 Seite:5 弱项/推荐的措施供应商的措施期限/状态/负责人Schwachstellen/empfohlene Massnahmen Massnahmen des Lieferanten Termin/Status/Verantwortl.-样架须定期标定,贴上准用证并建立管理台帐。 (2.2.2) -极限标样太少,没有包括产品的主要缺陷,须 补充。(2.2.5) 2.3搬运/储存及2.4缺陷分析 -产品/零件按要求存放,注意有序、清洁、不超 装。(2.3.2〕 -检测设备要注意环境影响,试验室要保持温度 23±2度。(2.3.5) -运用统计技术如排列图、因果图开展质量分析, 并且导出改进计划。(2.4.2) -完善FMEA ,增加外购件的缺陷分析,注塑过程发 生的缺陷需逐一进行分析,提出预防措施。 (2.4.3) -及时实施风险分析,对纠正措施有效性必须进行 验证。(2.4.4) -定期进行内部过程审核,每年开展一次. (2.4.5) -确定产品和过程的目标过程中还需要包括设备 完好率和人员出勤率的考核. (2.4.7)
过程审核控制程序 编制: 审核: 批准: 日期: 日期: 日期: 1.0) 目的/范围 1.1)明确过程审核流程和职责,通过对过程开发、制造过程的有效性进行评定,发现工作流程以及它们之间的接口当中存在的风险以及薄弱环节,及时发现缺陷并改进,从而确保过程
的有效性和可靠性。 1.2)关注焦点(产品质量和相关的过程): 1.2.1)以便确定所选择的产品/产品组及其过程的质量能力; 1.2.2)针对选择有质量能力的产品/产品组,检查相应策划的研发和生产过程的适用性以及合理性; 1.2.3)这对产品不能满足要求,和/或产品在进一步加工过程或者使用过程中失效或者出现问题的情况,对潜在的风险开展评价。 1.3)适用于本公司的过程开发过程、批量生产过程。 2.0) 职责 2.1)质量部负责过程审核计划的编制,成立审核小组和过程审核的实施; 2.2)审核小组负责依审核计划实施过程审核和审核后整改措施落实情况追踪; 2.2.1)审核员: 2.2.1.1)有效地策划和履行被赋予的审核职责;遵守法律,坚持诚实以及正直两项原则,使用所掌握的专业技能开展工作并对结果做出评价。 2.2.1.2)报告和提交审核结果; 2.2.1.3)评审和认可纠正措施建议; 2.2.1.4)验证所采取的纠正措施的有效性; 2.2.1.5)配合并支持审核组长的工作; 2.2.2)审核组长: 2.2.2.1)协助选择审核组的其他成员; 2.2.2.2)给审核组成员布置工作; 2.2.2.3)代表审核组同受审核部门的负责人接触; 2.2.2.4)提交审核报告; 2.2.2.5)报告在审核过程中遇到的重大障碍; 2.3)各相关部门配合审核员按计划完成审核过程; 2.4)责任部门负责审核后的整改措施计划的落实; 3.0) 定义/说明 3.1)*-问题:在过程要素中,涉及特别的产品风险和过程风险的问题,对此类问题,一旦出现不符合项,则应将其评定为非常严重的不符合项。因为在这里,存在过程不可靠或者产品可能发生失效的风险。 3.2)过程必须满足的基本条件(基本属性/基本出发点):
大众集团质量管理体系要求(doc 122页)
VOLKSWAGEN AG 德国××汽车集团 供应商质量能力评定准则 质量管理体系-要求 潜在供应商 评价 过程审核,产品审核验证(D/TLD-零件)
经全面修订的第四版德国××汽车集团2000年4月 4.vollstaendig ueberarbeitete Auflage Volkswagen AG, April 2000
第一版-1991年 第二版-1994年 1月 经全面修订的第三版-1997年 1月 经全面修订的第四版-2000年 4月 本中文版源自德文版的翻译。如有疑义,以德文版为准。 同时提供英文译本、西班牙文译本、葡萄牙文译本,捷克文译本。我们将保留所有的权利,尤其是复制、传播以及翻译的权利。 出版者:德国××汽车集团 集团供应商质量审核部 信箱:1467/0 D-38436 狼堡(Wolfsburg) 电话: (0049) 5361-973185 传真: (0049) 5361-972237
前言 此第四次全面修订版重视了德国汽车工业联合会(VDA)范围内的整车厂和供应商之间达成的新的质量战略,就是说,汽车工业的供应商必须证实其质量管理体系符合VDA 6.1或ISO/TS 16949的要求。 对于质量管理体系的具体要求,在VDA 6.1以及ISO/TS 16949中有详尽 的描述,本手册将不再把质量管理体系作为内容的组成部分。 针对新的质量战略,过程审核和产品审核是汽车制造厂和供应商们的重点,因此也就是本手册重点。对这两种审核的各种要求在实践经验的基础上进行了更准确的描述并部分地进行了补充。潜在供应商评价,作为对不了解的供应商在建立供货关系之前进行的先期检查,新被收录在本手册中。 “Formel Q-质量能力”手册是对“Formel Q-Konkret” 一书的补充,描述和介绍了有关评价大众集团供货厂质量能力的程序。它对大众集团的所有品牌的生产资料供应商以及大众集团全球范围的合资公司具有约束力。 本手册的内容依然与适用的VDA准则和VDA丛书相关。当然,它也描述了大众集团针对过程,产品,持续改进(KVP)以及为开展新项目与供货商进行合作提出的特殊要求。 本手册的目的是,向供货商阐明质量能力要求,并能使供货商通过自审使质量管理体系、过程和产品不失时宜地向国际上通常的要求和大众汽车集团的特殊要求靠拢并能有效地保持。 本手册是准则框架,是大众汽车集团对供货商提出的具有约束性的要求,本手册是对供货商的生产场所进行审核的依据。 F.J.Garcia Sanz H.Kreiner 大众品牌采购部董事大众集团质保部经理 狼堡(Wolfsburg) 2000年4月
产品审核程序 (IATF16949-2016) 1.0目的 通过对本公司产品的审核,按照公司技术文件(包括配方、工艺卡、检验标准等)的相关规定,以验证产品是否符合所有规定的要求,包括本公司的要求和顾客诉要求,以便及时制定纠正措施和产品质量的改进,提高产品质量水平,降低成本,提高顾客满意度。 2.0范围 产品审核适用于本公司汽车专用塑料粒子实现全过程的产品质量审核。 3.0定义 产品审核就是通过独立部门(质量部)对最近生产的产品进行随机抽查检验,判定是否与技术文件、法律法规、顾客的特殊要求相符合的审核工作。 4.0职责 4.1质量部在每年年初根据年度产品内、外部质量情况,制定《年度产品审核计划》(可与质量体系审核、制造过程审核一并制定),产品审核计划必须包括所有产品的规格类别,并经管理者代表审批后实施 4.2质量部依据年度产品审核计划,结合生产计划或库存产品,编制《产品审核计划表》。 4.3质量部根据《产品审核计划表》组织实施产品审核活动,并记录、评价、发放产品审核结果报告或《纠正预防措施表》到各责任部门。 4.4各责任部门负责对产品审核的不合格项进行原因分析,制定纠正措施,并
按照措施计划组织实施,将制定的改进措施在要求完成时间内报质量部。 4.5质量部负责对责任单位上报的改进措施的实施情况和有效性进行跟踪、验证。验证结果不合格,责任单位必须重新分析问题的根本原因和制定改进措施。 4.6质量部可以根据内、外部重大质量事故或公司领导的指示,临时组织实施产品审核。 5.0工作规定和内容 5.1产品审核项目的确定 5.1.1功能、性能:根据顾客要求、标准及其本公司的相关技术文件,确定的产品的功能性能要求的技术指标。 5.1.2尺寸:主要的外形尺寸、联接尺寸等(本公司暂时没有尺寸要求,不适用)。 5.1.3外观:产品表面技术要求(颜色、黑点、麻点、颗粒的形状等)。 5.1.4包装:包装袋/箱的质量要求,是否与技术要求相符。 5.1.5标签:内/外包装的合格证、特殊标识(如RoHS标识)、产品型号批号、生产日期等。 5.2产品审核缺陷分级规定 5.2.1严重缺陷/关键缺陷(用A表示):影响产品安全或法规要求的项目,以及关键的功能性能的指标,会导致顾客退货或索赔。 5.2.2重要缺陷/主要缺陷(用B表示):严重影响产品的主要功能性能或使用要求,会引起顾客的不满或抱怨的缺陷,顾客可能会提出投诉。 5.2.3一般缺陷/次要缺陷(用C表示):不影响产品的使用要求,一般顾客不会发现,对那些要求极高的顾客会提出抱怨。
VOLKSWAGEN AG 德国大众汽车集团 供应商质量能力 评定准则 质量管理体系-要求 潜在供应商评价 过程审核,产品审核 验证(D/TLD-零件)
经全面修订的第四版德国大众汽车集团 2000年4月 4.vollstaendig ueberarbeitete Auflage Volkswagen AG, April 2000
第一版-1991年 第二版-1994年 1月 经全面修订的第三版-1997年 1月 经全面修订的第四版-2000年 4月 本中文版源自德文版的翻译。如有疑义,以德文版为准。 同时提供英文译本、西班牙文译本、葡萄牙文译本,捷克文译本。 我们将保留所有的权利,尤其是复制、传播以及翻译的权利。 出版者:德国大众汽车集团 集团供应商质量审核部 信箱:1467/0 D-38436 狼堡(Wolfsburg) 电话: (0049) 5361-973185 传真: (0049) 5361-972237
前言 此第四次全面修订版重视了德国汽车工业联合会(VDA)范围内的整车厂和供应商之间达成的新的质量战略,就是说,汽车工业的供应商必须证实其质量管理体系符合VDA 6.1或ISO/TS 16949的要求。 对于质量管理体系的具体要求,在VDA 6.1以及ISO/TS 16949中有详尽 的描述,本手册将不再把质量管理体系作为内容的组成部分。 针对新的质量战略,过程审核和产品审核是汽车制造厂和供应商们的重点,因此也就是本手册重点。对这两种审核的各种要求在实践经验的基础上进行了更准确的描述并部分地进行了补充。潜在供应商评价,作为对不了解的供应商在建立供货关系之前进行的先期检查,新被收录在本手册中。 “Formel Q-质量能力”手册是对“Formel Q-Konkret” 一书的补充,描述和介绍了有关评价大众集团供货厂质量能力的程序。它对大众集团的所有品牌的生产资料供应商以及大众集团全球范围的合资公司具有约束力。 本手册的内容依然与适用的VDA准则和VDA丛书相关。当然,它也描述了大众集团针对过程,产品,持续改进(KVP)以及为开展新项目与供货商进行合作提出的特殊要求。 本手册的目的是,向供货商阐明质量能力要求,并能使供货商通过自审使质量管理体系、过程和产品不失时宜地向国际上通常的要求和大众汽车集团的特殊要求靠拢并能有效地保持。 本手册是准则框架,是大众汽车集团对供货商提出的具有约束性的要 求,本手册是对供货商的生产场所进行审核的依据。 F.J.Garcia Sanz H.Kreiner 大众品牌采购部董事大众集团质保部经理 狼堡(Wolfsburg) 2000年4月
QPM4-3(B/1)过程审核控制程序 2018-12-02修订 2018-12-05 实施 发布
1 目的 本程序规定了内部过程审核的职责和要求,以定期进行制造过程的内部审核,确保每一个制造过程的符合性和有效性,并为其持续改进提供依据。 2 适用范围 本文件适用于对公司制造过程审核的管理。 3 职责 3.1XXX负责编制制造过程审核计划,进行策划、组织和协调,并组织内审员对受审核部门纠正措施的实施情况及有效性进行跟踪验证。 3.2 XXX经理负责批准年度审核计划,任命审核组组长,批准审核报告,并对审核的实施进行监督和评价。 3.3 审核组长负责组建审核组,编制审核具体的日程计划,并组织实施,对审核质量负责,提交审核报告。 3.4 审核员负责编制内部审核检查表、实施审核、做好记录。 3.5 各受审核部门应协助、配合审核活动,做好必要的准备工作,并对审核中确认的不合格项采取纠正措施。 4 工作流程及控制要求 4. 1过程审核策划 4.1.1审核组负责组织实施过程审核。 4.1.2审核员要求:高中(含职高)以上学历,在公司工作至少有两年以上,有制造过程管理工作经验,接受有培训资格的外部培训机构的过程审核教育培训达6 小时(含)以上,并经考试合格且具有合格证书,并经公司总经理聘任。为体现过程审核的客观性及公正性,审核员应与被审核领域无直接责任关系。 4.1.4审核依据 a)管理体系文件:手册、程序文件、作业指导书及产品图纸、顾客要求、合同/订单。 b)IATF16949标准; c)有关的技术标准; d)适用的法律、法规; e) 顾客指定的标准或特殊要求等。 4.1.6审核频次 本公司生产制造全过程的过程审核每年实施一次,当出现下列现象时,由XXX经理确定是否增加
宜欣塑膠(東莞)有限公司 稽核查檢表 NO.YHP201808 2018年IATF16949產品審稽查檢表 稽核人員: 閆華平、王永林稽核類型: 產品審核第 1 页共2頁項次稽核內容稽核結果說明 1 2 3 4 5 6 產品信息 抽樣日期、數量 抽樣地點 生產日期、地點 產品審核依據: ①.客戶圖紙 ②.SIP、SOP ③.PMP 產品審核項目 6-1包裝方式的適宜性 6-2原材料檢驗 6-3外觀檢驗 2018/8/3、5PCS 成品倉庫 2018/7/31 製造B棟 42# B班生產 版本:0.1版 發行日期:2017.12.13 由宜欣制訂發行文件, 客戶承認狀態 a.622#紙箱/622#A隔 板/PE袋/ b. 1箱=800PCS c.層與層之間及箱底 箱面各放1pcs隔板 材質符合圖紙要求,特 性符合客戶要求 與樣品比對目視檢驗 無色差,測色De=0.68, 符合客戶De<1.0的規 格要求。 客戶:AE廠(待出貨成品) 品名:CAP 料號:A100001200200 此包裝方式適合產品運輸過程, 可保護產品表面,達到客戶要求 PP7633 40216#顏色:比對標準色 差目視檢驗OK,外觀:無異色, 環保:OK ESR-A-012
宜欣塑膠廠 稽核查檢表 NO.YHP201808 2018年IATF16949產品審稽查檢表 稽核人員: 閆華平、王永林受稽核單位: 產品審核過程第 2 页共2頁項次稽核內容稽核結果說明目視:6-3-2表面 水口 變形度 異色點 螺絲孔 縮水 氣紋 毛邊 缺料 結構 刻字 6-4尺寸檢驗 ①13.55±0.10mm
过程审核作业指导书 RX/QT-17 1. 目的 确保过程具有能力并受控,以及验证产品生产的过程活动和有关结果是否符合公司的产品生产的过程策划以及公司产品生产的过程是否被正确有效实施,并适时发掘产品在生产过程中的质量问题,同时采取有效的纠正和预防措施,使公司产品在各种环境和因素的影响下仍能稳定地生产和运行。 2. 范围 本程序适用于有限公司内部与质量管理体系一切有关的新产品和已批量生产的常规产品(亦称为老产品)的生产制造过程。 3. 引用文件 IATF16949 《质量管理体系要求》《VDA6.3》(2016) 4 术语和定义 过程审核:用于检查生产制造过程是否符合产品质量要求,生产制造过程是否受控和其是否有能力的活动。 计划内过程审核:公司质量体系运行过程中针对体系和项目进行的审核。依据年度内部审核计划,由内部审核小组对与质量管理体系有关的生产管理活动、质量手册、程序文件、作业指导书、检验标准、操作说明书、表单、质量记录、外部文件/资料和实施部门的工作环境及生产现场的所有工作班次进行计划内审核。 计划外过程审核:公司质量体系运行过程中针对事件/问题进行的审核。当出现下列情形时,
由管理者代表指派/任命的内部审核小组或/特定人员进行的计划外审核 a. 质量管理体系发生重大变化时。即:生产流程更改; b. 产品质量或可靠度有重大异常发生时。即:过程不稳定; c. 必须对受审核部门采取纠正与预防措施和查证时。即:强制降低成本; e. 当发生内部和/或外部较严重不合格或顾客抱怨时。即:顾客抱怨/退货和索赔。 5 职责 体系管理处负责公司年度过程审核计划的制订、审核小组的组建。 审核小组负责审核计划的执行及不符合项的跟踪验证。 受审核单位负责对不符合项制订纠正和预防措施并有效实施。 6 工作流程和内容 6.1过程审核策划 6.1.1机构和人员 本公司新产品和已批量生产的常规产品(亦称为旧产品或老产品)的过程审核每年至少实施一次(当出现下列现象时,其实施的过程审核频率由质量、技术和生产部门根据当时产品所发生的实际状况来确定)。 a. 顾客抱怨/退货和索赔; b. 生产流程更改; c. 过程不稳定; d. 强制降低成本。 6.1.5审核方式 计划内审核或计划外审核。 6.2. 制定年度审核计划
1. 目的: 确保过程具有能力并受控,以及验证产品生产的过程活动和有关结果是否符合公司的产品生产的过程策 划以及公司产品生产的过程是否被正确有效实施,并适时发掘产品在生产过程中的质量问题,同时采取有效 的纠正和预防措施,使公司产品在各种环境和因素的影响下仍能稳定地生产和运行。 2.围: 本程序适用于公司部与质量管理体系一切有关的新产品和已批量生产的常规产品(亦称为老产品)的生产制造过程。 3.引用文件: 《体系审核控制程序》 《过程审核》VDA6.3 2010版 4 术语和定义: 过程审核:用于检查生产制造过程是否符合产品质量要求,生产制造过程是否受控和其是否有能力的活动。 计划过程审核:公司质量体系运行过程中针对体系和项目进行的审核。依据年度部审核计划,由部审核小组对与质量管理体系有关的生产管理活动、质量手册、程序文件、作业指导书、检验标准、操作说明书、表单、质量记录、外部文件/资料和实施部门的工作环境及生产现场的所有工作班次进行计划审核。 计划外过程审核:公司质量体系运行过程中针对事件/问题进行的审核。当出现下列情形时,由管理者代表指派/任命的部审核小组或/特定人员进行的计划外审核。 a. 质量管理体系发生重大变化时。即:生产流程更改; b.产品质量或可靠度有重大异常发生时。即:过程不稳定; c. 必须对受审核部门采取纠正与预防措施和查证时。即:强制降低成本; e.当发生部和/或外部较严重不合格或顾客抱怨时。即:顾客抱怨/退货和索赔。 5.职责: 品质部负责公司年度过程审核计划的制订、审核小组的组建。 审核小组负责审核计划的执行及不符合项的跟踪验证。 受审核单位负责对不符合项制订纠正和预防措施并有效实施。 6. 工作流程和容:
制造过程审核计划 一、审核目的:评价和验证制造过程的能力和有效性。 二、审核范围:冷拉型钢(7780)、加强圈(2401021-KC102)、飞轮总成(K033 2016) 的制造 三、审核依据:ISO/TS16949标准要求,公司有关质量管理体系文件,制造过程设计输出文件,客户要求,与产品有关法律法规要求。 四、审核组成员;组长1位,审核员2位 组长:支文锋 审核员:杨亚州李志伟 五、首次会议时间:2015.10.19 8:00——9:30 六、末次会议时间:2015.10.21 17:30——18:00 七、审核时间:2015.10.19--21 八、审核计划发布范围:发放总经理、各部门主管、管理者代表、各审核员 九、审核日程表 日期/时间审核的过程审核内容过程负责人审核员备注 2015.10.19 冷拉型钢(7780) 制造过程: 毛坯断料—冷轧头— 抛丸—轧制—平头— 退火—抛丸—磷皂化 —冷拉—矫直—定尺 —打包—入库 产品和过程特殊特性 控制计划 作业指导书 人员素质/能力 生产设备/工装 过程控制 不合格品控制 包装与搬运 纠正与预防措施 数据分析和目标业绩 持续改进 产品: 程军 杨亚州 李志伟 2015.10.20 加强圈 (2401021-KC102) 制造过程: 精车孔、端面—精车外 圆、端面—割缺—打标 —防锈、包装—入库 杨亚州 李志伟 2015.10.21 飞轮总成(K033 2016) 制造过程: 粗车外圆、轮缘面、曲 轴安装法兰面及轴孔 —粗车齿圈装配面、摩 擦面、琐紧结合面、车 离合器侧法兰面及斜 杨亚州
面—车环槽、斜面—精车齿圈装配面、摩擦面及锁紧结合面—精车曲轴安装法兰面及轴孔—钻孔、锪孔、攻丝—钻压盖螺纹底孔—铰孔、孔端倒角—攻压盖连接螺纹—清洗—总成套圈—动平衡—最终清洗—打标记—防锈包装—入库程军 李志伟 说明:1、各审核员接到审核计划后,应积极准备制造过程审核的检查表。 2、各审核员在审核完成后,如有不符合项需在审核当日与被审核方确认。 3、被审核部门/人接到审核计划后,需安排相应陪深渊及准备相关资料,以利审核顺利进行。审核组长支文锋管理者代表支文锋
中国水利水电第八工程局有限公司 特种设备制造安装改造维修 内部审核控制程序 MS/T-B-2011-01 批准人: 审核人: 编写人:欧乐洲 文件会签表 主管部门:质量管理部
1 目的 确定质量保证体系是否符合策划的安排;是否得到有效的实施和保持,及时发现质量保证体系中存在的问题,并不断改进、不断完善。 2 适用范围 本文件规定了特种设备制造安装改造维修内部质量保证体系审核(以下简称内审)的程序和控制要求,适用于公司内审。 3 职责 3.1内审由质量管理部归口管理,负责制定内审计划并组织内审的具体实施。必要时特种设备制造质量保证体系内审可由机电制造安装分局归口管理,特种设备安装改造维修质量保证体系由起重大队归口管理。 3.2质量保证工程师/质量保证副总工程师的职责包括: 1)批准内审计划和提供内审所需的资源; 2)委派内部审核员(包括任命审核组长及审核组员)组成内部审核组,以完成内审; 3)对内审结果进行审查,并向管理评审报告内审中发现的主要问题。 4.3内部审核员的职责 1)按本程序准备、实施和报告审核工作; 2)对审核中不符合项的纠正措施进行跟踪和验证; 3)审核组长编写内部质量保证体系审核报告,并质量保证工程师/质量副总工程师汇报。 (4)受审核部门的领导、陪同人员以及相关人员在审核中应给予全面的配合。 4 工作程序 4.1 审核计划 1)年度内审计划 质量管理部(或分局或起重大队质量管理部门)应于年初编制公司年度内审计划。计划应覆盖公司特种设备管理质量保证体系的所有过程和区域,包括审核依据、审核时间(月份安排)和受审核部门等内容。公司年度内审计划在下发前应经质量管理部门负责人校对、质量保证工程师(或质量副总工程师)审核、最高管理者(或分局、起重在队负责人)批准。 内审每年至少进行一次审核。对状况差、问题多、重要程度高的过程和区域,由质检部提出,经质量保证工程师(或质量副总工程师)批准,可随时安排局部或全部的审核。两次内审的时间间隔不超过12个月。
制造过程审核控制程序 M3.2 版本号:3 编号:SKT-C-M3.2 编制:年月日 审核:年月日 批准:年月日 受控状态: 年月日发布年月日起实施
制造过程审核控制程序 1 目的 确保制造过程能够生产制造顾客满意的产品。 2 范围 与制造过程有关的现场和部门。 3 职责 3.1技术质量部负责编制“年度内部过程审核计划”。 3.2管理者代表审阅批准“年度内部过程审核计划”。 3.3相关部门在接收审核计划通知后,落实/准备审核前期工作,如:过程审核准备,协助人员合理调配等。 3.4技术质量部组织审核跟踪并验证纠正和预防措施的有效性。 4 程序流程图(见本程序最后一页) 5程序概要 5.1技术质量部编制“年度过程审核计划”。 5.1.1 过程审核每隔6-12个月审核一次。 5.1.2 特殊过程、关键过程、新产品过程等为过程审核主要对象,遇有下列情况时增加审核频次: a) 生产转移。 b) 从新的分供方采购重要物资。 c) 有关顾客或法规的特殊要求。 d) 发生批次产品不符合要求时或未能满足顾客和法规要求等。 5.2 管理者代表审阅批准“内部过程审核计划”;指定审核组长和审核人员。 5.3过程审核人员资格 5.3.1应具备一定的产品和过程方面知识。 5.3.2至少要有二年的过程管理经验。 5.3.3审核人员必须具有内审员资格的人员。 5.3.4必要时可聘请有关外单位有资格人员参加。 5.4审核人员按照内部过程审核计划安排,编制“过程审核计划”,并确定审核方案,重点考虑曾出现重大不合格的产品或顾客对产品有特殊质量特性要求的产品。 5.4.1 审核计划于过程审核之日提前5~7日编制完成,且将该审核计划于编制完成当日或隔天分发通知各相关部门。 5.4.2 审核计划必须包括审核组成员、审核过程名称、审核日程安排、引用的标准或规范、顾客的技术要求、审核目的、审核范围。 5.5 审核组长审阅批准过程审核计划安排的合理性和有效性,若发现审核计划制订不完善或需改进时,可要求编制人员重新制订,特殊情况下审核组长可自行制订过程审核计划。特殊情况指的是顾客对产品过程控制有特殊要求或过程出现重大不合格等系列情况。 5.6 相关部门接收审核计划通知后,落实/准备审核前期工作如:过程审核准备,安排人员等。 5.7审核工作前期准备 5.7.1召开审核组会议,依据审核计划明确分工,落实审核员或配合人员(技术质量部、公司办、生产部)。 5.7.2 过程审核按专门指定的产品(零件)要求,以及所属过程进行,并分为以下二类: a)产品诞生过程中的过程审核,包括依照顾客要求对产品和过程开发全部任务评价,如样件生产的过程审核。 b)对已发现较为严重的产品和过程(实物质量)问题均应列入过程审核范围。 5.8 审核实施
过程审核程序 (IATF16949-2016/ISO9001-2015) 1.0目的 确保本公司的过程得到有效的控制,过程能力满足顾客要求,生产出符合顾客要求的产品。 2.0范围 适用于本公司的所有型号产品之过程审核。 3.0职责 管理者代表负责督促和指导过程审核。 质检部负责过程审核的实施。 被审核部门派过程负责人参与,并提供所有必要的信息。 4.0程序内容 4.1 工作程序
4.2提问和过程要素的单项评分 根据对提问的要求以及在产品诞生过程(服务诞生过程)和批量生产(实施服务)中满足该要求的情况对提问进行评定。每个提问的得分可以是2、4、6、8或10分,满足要求的程度是打分的根据。评定为8分的项目作为观察项改进,评定不满8分(8分以下,不包括8分)则必须制订改进措施并确定落实期限。 “绝大部分符合”指的是证明已满足了约3/4以上的规定要求,并且没有特别
的风险。 过程要素符合率EE[%]= 5.0 审核结果的综合评分 5.1评价内容和评分 由于在要素‘生产’中的产品组不同,其工序也不同,所以必须把产品组各生产工序的得分汇总起来(平均值EPG ),然后计算汇总符合率。 每个产品组工序平均值EPG 的计算公式如下: EPG[% 整个过程的总符合率计算如下: EP[% 此外,作为对整个过程评定的补充,也可以另外对 “生产”要素中的各分要素
进行评定,来反映质量体系的情况。 对于产品来说分要素为: EU1[%] 人员/素质 EU2[%] 生产设备/工装 EU3[%] 运输/搬运/贮存 EU4[%] 缺陷分析/纠正措施/持续改进(KVP), 通过对各道工序进行评定,然后汇总得出有关质量体系要素的情况,指出不足。这对于总评定(见定级标准)也有重要的意义。 5.2 定级 注*: 1.若被审核企业的总符合率超过90%,但其在一个或多个要素上符合率只达到75%以下,则必须从A级降到B级。 2.若有的提问得分为零,而不符合要求可能会给产品质量和过程质量造成严重的影响,则可把审核方从A级降到B级或从B级降到C级。在特别的情况下,也可以降为C级。 3.必须在说明页中说明降级的原因。 5.3当质量等级为B级时由质检部组织相关单位一起分析原因,制定纠正/预防措施,其有效性由质检部派人负责评定并形成报告提交厂长。当质量等级为C 级时,必须书面报告总经理请求下一步措施。 5.4对于审核中发现的不符合项由审核人员开出不符合报告,相关单位立即制订纠正/预防措施,质检部负责对落实的措施进行跟踪和评定,如通过验证发现
2006-2007年度产品审核报告JL-G06-03 No.总0701 1审核目的 通过对产品质量的客观评价,获得出厂产品的质量信息,以确定产品的质量水平及其变化趋势,进而采取相应的措施。 2受审产品的围 公司生产的为汽车整车或汽车零部件厂配套的所有减震器产品。 3审核准则 3.1质量不合格分级评定表; 3.2产品标准和技术规; 3.3产品图纸和检验指导书等。 4审核方式 从仓库随机抽取合格样品进行观察和实测。 5产品审核情况概述 5.1根据《产品审核方法》的规定,应对目前本公司生产的所有28个品种汽车用减震器产品进行审核。审核中从成品库的合格品中抽取样品,进行检测和分析。由于其中11个品种的产品未生产或库房无存货,实际上只审核了18种产品。 5.2产品审核小组分别于2006年12月26-28日和2007年1月8-10日,分两次进行了审核。 5.3未审核的10种减震器产品,审核组将根据生产或库存情况,安排在3月中旬再进行审核。 6两次审核情况汇报 一、测试条件检查情况 在两次审核中,审核组首先对车间的产品测试/试验设备和条件进行检查,测试/试验设备和条件皆处于良好状态,未发现任何问题。 产品型号55130 4A000 -1 55218 -6V00 55614 -4A00 55225 -4A00 55217 -4A00 55216 -4A00 B11-2 80101 1 B11-2 81008 S22-2 91205 3 A11-3 33010 25 B11-2 91902 B11-2 90911 JQ H4A0 21.0 JQ H4A0 51.0 JQ H 4A500 .0 JQ H4300 1.0 JQ H 4A200 .0 JQ H2181 1.0 产品名称总成橡胶 圈缓冲 块总 成 后衬 套总 成 后簧 上 后簧 下 (二) 后簧 下 (一) 橡胶 衬套 后橡 胶衬 套 钢板 弹簧 前衬 套 橡胶 铰链 总成 右连 总成 左连 总成 吊架 总成 吊架 总成 后限 位总 成 上限 位总 成 发动 机前 支承 发动 机前 支承 软垫 质量指数U 99.6 100 98 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 标准质量指数 U S 98 98 98 98 9898989898989898989898989898 质量水平 I=U/US 1.02 1.02 1 1.02 1.02 1.02 1.02 1.02 1.021.021.021.021.021.021.021.021.021.02扣分/抽样数 5 5 5 5 55555555555555三、质量指数统计图
康采恩-过程审核准则( VDA 6.5 ) 总成以及整车技术质量控制
目录 1.概述 ...................................................................................... ......... (4) 1.1.准则的结构 (4) 1.2.准则目的 (5) 1.3.术语和缩写 (5) 1.4.责任 (7) 1.4.1技术质量控制的责任 (8) 1.4.2品牌公司和工厂的责任 (8) 1.5.适用范围 (8) 1.6.报告构成 (8) 1.7.更改 (9) 2.过程审核 (10) 2.1.程序说明 (10) 2.2.审核准备 (10) 2.3.过程分界 (12) 2.4.实施审核 (12) 2.5.评价 (13) 2.6.分级规定 (14) 2.7.末次会谈和报告 (15) 2.8.改进措施的有效性 (16) 2.9.对审核员的要求 (17) 3.附件 (19) 3.1.检查表的审核准备 (19) 3.2.举例:工厂过程划分 (20) 3.3.(按VDA 6.5)评价入门指导 (21)
1. 概述 前言 过程的位置是联系所有工作步骤的纽带,它从顾客的角度来表明整体业绩。合适的过程对于一个以顾客为导向的组织来说是真正意义上的“支柱脊梁”。在此,企业内部的“顾客-供货商”原则是使得“支柱脊梁”保持平衡的“肌肉结构”。 Bernd Pischetsrieder , 来自 QZ 4 / 2001 过程导向管理 通过持续的过程引导以及评价确保原则,我们可以快速实现资源利用最优化。在事实以及战略角度基础上进行决策 摘录:大众汽车康采恩质量方针二零零三年八月 1.1. 准则的结构 建立在德国汽车工业联合会VDA准则6第三部分过程审核基础之上,在要素6“生产”中实施,并且在概述里对其结果进行说明。可以在工厂内部审核的时候对其它要素(比如说:供货厂/原材料)另外进行审核。然而这些要素的结果在对整个结果进行结算的时候不用考虑,而应该分别指出。 补充材料: - 大众汽车康采恩有关产品和过程特有的规定(比如说:过程设计任务书,康采恩准则等等) - 确定评价尺度以及确定分级 - 存档和报告构成举例 - 对康采恩的过程审核培训要求 - 针对事件引发的活动的准则和指导 - 有关车辆生产的康采恩标准提问表 - 过程审核要求目录