C/M线常见故障原因及处理方法
1.GL541报警:Machine not ready?或者报警Encode Alarm?
答:发生此类报警的时候第一时间需要检查Z1、Z2、Z3三个头上方的传感器是不是正常的,传感器亮或者灭都不能代表传感器正常,此时需要在IO里查看传感器是否有信号输出,方法就是进入IO找到Z1 AXIS ZERO,如果该传感器亮灭的时候,IO里的信号相应的在”O”和”X”之间变化,则表示此传感器是正常的,否则可以肯定传感器不正常,此时检查该传感器的黑色线是否断了。当传感器正常的时候,要检查是哪个头发生了故障,方法就是检查哪个驱动器报警了,电箱中从左至右依次为Z1、Z2、Z3、Q,找出亮红灯的驱动器,一般情况下都是马达的电源线断或者接触不良,12M1、12M1ENCODE、12M2、12M2ENCODE、12M3、12M3ENCODE、11M1、11M1ENCODE分别代表Z1马达电源线、Z1马达信号线、Z2马达电源线、Z2马达信号线、Z3马达电源线、Z3马达信号线、Q马达电源线、Q马达信号线,不要检查其他地方,传感器、马达电源线、马达信号线,可以肯定是这三者之一出了问题。
2.GL541报警HEATER ALARM?
答:加热报警。a.检查温度调节器上的温度显示是否正常,如果低于36度并且升不上来,则可能是加热线断了,此时需要关闭电源接线。还可能是后面的加热模块上的按钮异常,此时要将此按钮按下去。b.如果温度调节器上没有显示温度,则表示电箱中控制加热部分的空气开关跳闸了,跳闸的原因是短路或者接触不良,关闭电源检查加热部分的线后将空气开关推上去再开电。c.如果温度调节器上显示乱码,则可以肯定是测温线断开了,接好就可以了。
3.JVK生产时脚长?
答:一般要先检查基板定位是否合理,再检查坐标是否正确,有必要时重新修正坐标(照孔),如果全部是一边的脚长,就考虑偏移值的问题;
JVK的INTERFERENCE DATA CHECK SETTING的含义
如果0度的跨接线左边脚长,则可以把0度的X值输一个正值,右边脚长则输一个负值;如果90度的跨接线上面脚长,则可以把90度的Y输一个负值,下面脚长输一个正值;可以想一下,为什么这样选择输正和输负?
如果0度的跨接线左边弯脚角度太大,则可以把0度的X值输一个正值,右边角度太大则输一个负值;如果90度的跨接线上面角度太大,则把90度的Y输入一个负值,下面角度太大就输入一个正值,同样,结合这个值的含义分析一下选择正或者负的原因。
4. CP642/643取不到部品,元件翻现象频繁发生,并且不固定机种不固定头?
答:首先,检查FEEDER是否装载好,并且装FEEDER的位置不能有部品;
其次,检查该部品的元件数据是否正确,如外形尺寸、吸嘴型号等,如果使用错误的吸嘴,就很有可能会造成元件取不到;
再就是检查吸嘴是不是有真空,进入IO将真空泵打开,将4号吸嘴朝下,按下SHAFT上的真空阀,如果有真空的话会听到吸气的声响,可以用手感觉,最好用真空表测一下,一般会在-80左右,如果没有真空或者真空值很小,则可能是HOLDER组装错了,或者是HOLDER后面的真空管破了漏气,此时可将HOLDER拆下,更换一个试一下;
最后检查1站的取料气缸和压FEEDER气缸是否正常,一般情况下,此两个气缸电磁阀上的消音器如果脏了的话,就会发生取不到部品的现象,并且取料时会发出一声响,肯定是电磁阀消音器堵死了。
5.JVK生产时,基板移动到切刀下方就不动作了?
答:此故障发生时不报警,机器还是会显示绿灯,表示一个动作没做完,此种情况一般是H轴没给电(H轴驱动器位于WA轴驱动器的上方),此时可能是电源被关掉了,如果电源打开后还是没有给电,可能是其中保护了,可将H轴驱动器拆除,清理灰尘后即可。
6. 下板机无动作或者动作异常(如:NO.1下板机不停下降或者不停推板;NO.3下板机无动作;NO.5下板机全部没有信号等等)?
答:完全无动作或者动作异常一般情况都是信号不对引起的;
首先检查推板气缸的前后限位传感器,这个非常重要,很多情况下都是这两个传感器的问题;
其次,要检查感应基板框是否到位的传感器或者限位开关,如果不到位的话机器就不会动作;
再次,检查升降限位开关或者传感器,上限位和下限位两个;
如果机器全部没有信号,请确认24V电源是否正常,如果不正常,可能是电源坏或者哪个传感器短路了,检查方法是将电源上的输出全部取掉,测试输出电压是否正常,如果正常,说明是传感器方面的问题。
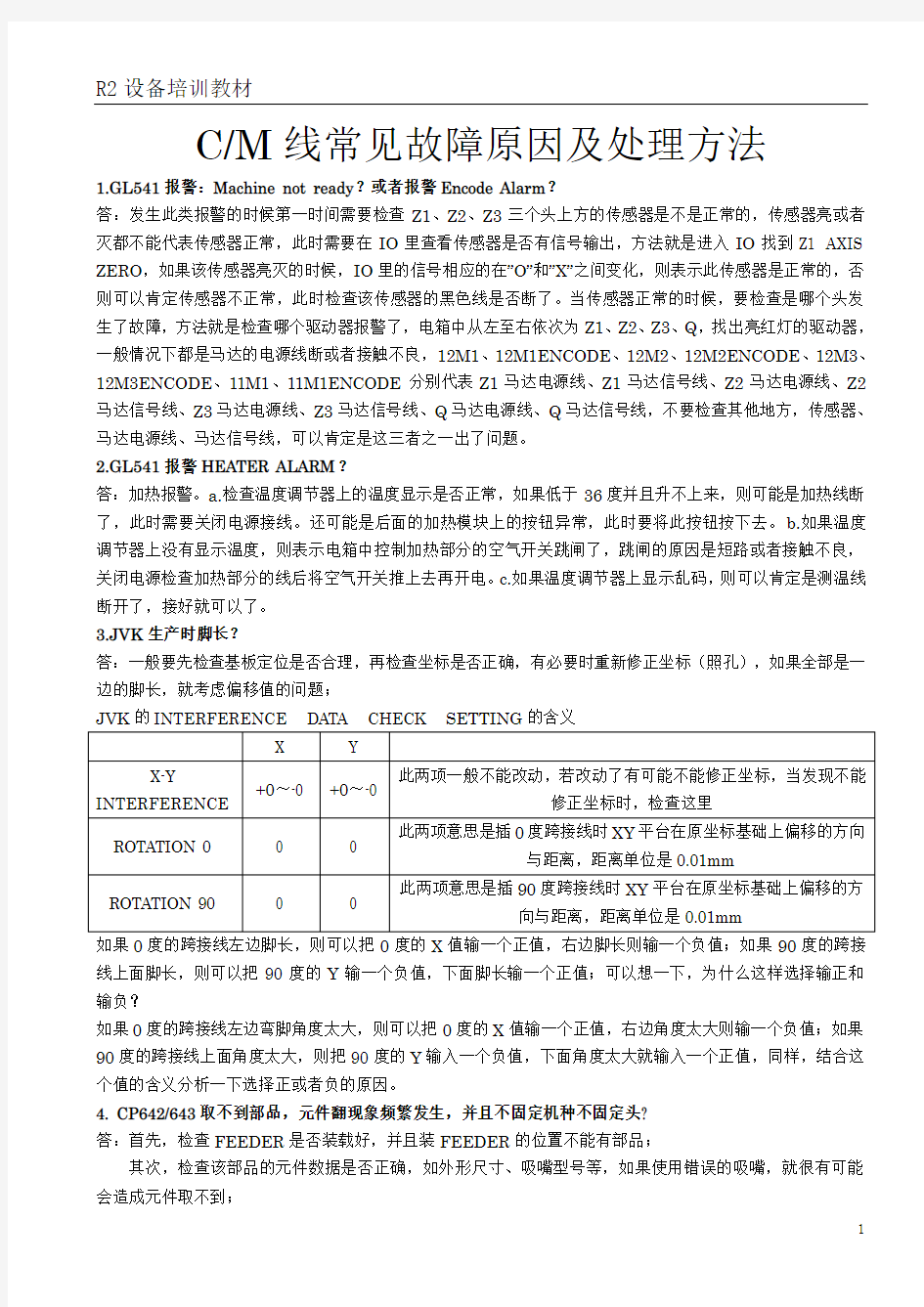
7. CP643开机后回原点很慢,最后提示找不到原点?
答:因为CAM轴原点感应器处于常亮或者常灭状态,如下图,用棉棒擦干净即可。
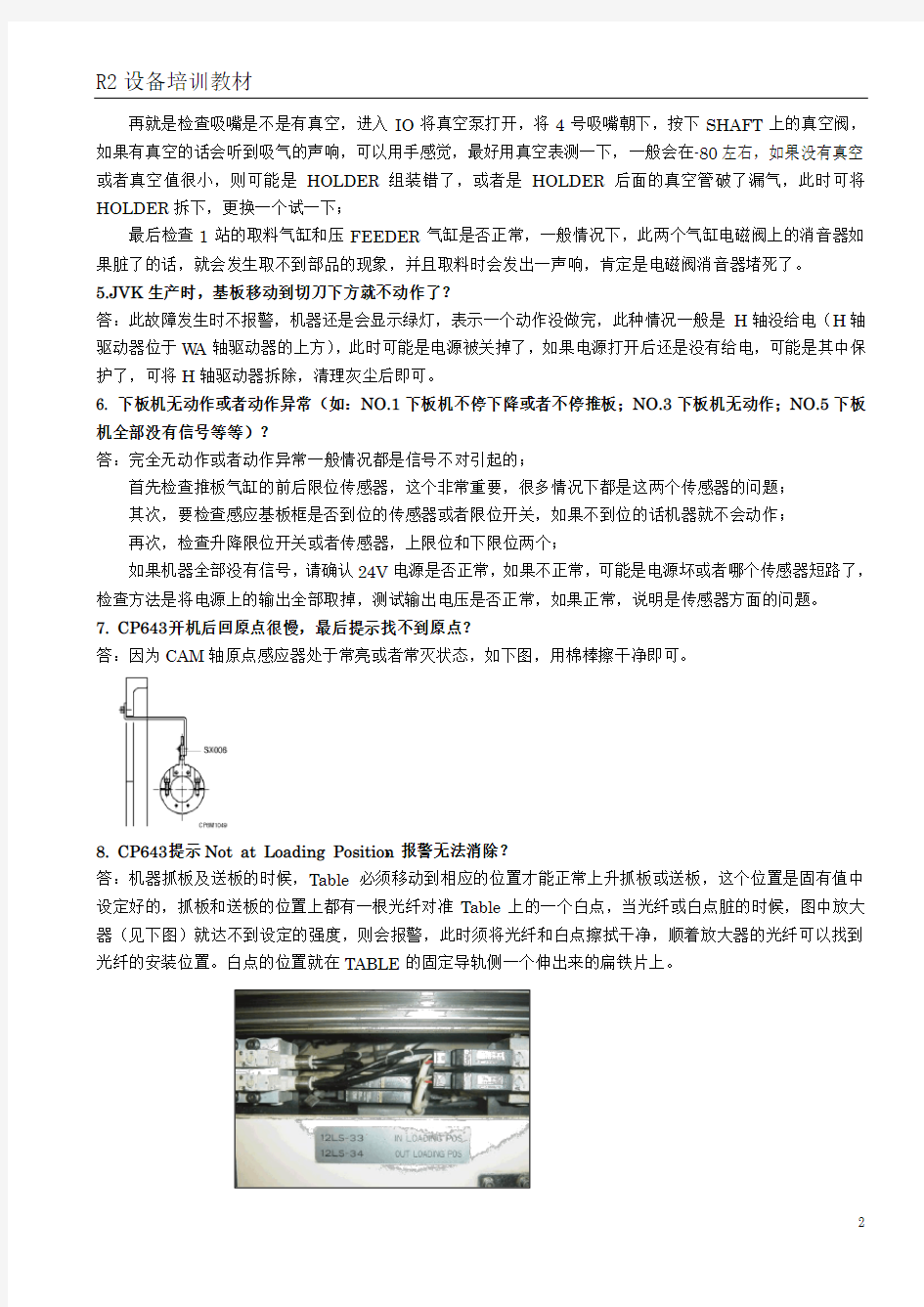
8. CP643提示Not at Loading Position,报警无法消除?
答:机器抓板及送板的时候,Table必须移动到相应的位置才能正常上升抓板或送板,这个位置是固有值中设定好的,抓板和送板的位置上都有一根光纤对准Table上的一个白点,当光纤或白点脏的时候,图中放大器(见下图)就达不到设定的强度,则会报警,此时须将光纤和白点擦拭干净,顺着放大器的光纤可以找到光纤的安装位置。白点的位置就在TABLE的固定导轨侧一个伸出来的扁铁片上。
9. GL541提示Memory Backup NG(存储器备份失败)?
答:机器主板上的电池损坏,导致断电后电量耗尽,开机后须充电一段时间,然后重新传送一下PROPER DATA。
10. XP系列生产中显示:Corner Dog Error?
答:Corner Dog就是指机器贴装头下方(复位盘旁边)的半圆型物体,其作用就是寻找吸嘴中心,引起这种报警的原因主要是影像处理方面的错误导致,可能是此物体上的那两个白点太脏,或者是相机亮度太亮/太暗,或者是棱镜面太脏等等,擦拭白点、清洁棱镜面,然后检查是否还有此现象。
11. XP143在正常生产过程中出现取料后再回来进行影像处理的现象,导致贴片时间长?
答:首先可以肯定是频闪灯的问题;拆下频闪灯,发现灯管上很脏,整个灯管内壁都是黑的,导致光亮强度不够,用清洁剂擦拭后安装好,此现象消失,如果仍不行的话更换频闪灯;
12. CP643出现:XY CLP LMT ALARM?
答:首先要知道这个报警是指的哪一部分,XY可以知道是XY TABLE平台部分,CLP是CLAMP的简写,意思是“夹、抓”;LMT是LIMIT的简写,意思是“极限”,现在就可以判断是XY平台上夹板限位感应器不良;夹板部分总共有大约6个感应器,包括夹板气缸的4个感应器,手动操作一下夹板动作,检查各个感应器是否都正常工作;检查后发现是夹板气缸的感应器不灵敏,这也是最容易出问题的地方;
13. CP643在正常生产时发生报警,报警显示:out lifter up/down movement time up?
答:此报警意思是说:出板处的基板升降装置在动作时超时了;超时的意思是说在一定时间内升降气缸上的感应器没有感应到,说明气缸动作太缓慢(很多时候的报警都是因为这种原因),检查气缸动作时有没有阻碍,或是阻力比较大,是不是需要加油了?气缸的气压是否可以再大一点,只要保证动作速度正常即可。
14. XP143调用程序、更改程序后反应迟钝,需要一分钟左右时间才能正常生产?
答:大部分的时间是显示正在登录FUJI Flexa,一般情况下是因为服务器电脑没有开启;若检查电脑运行正常,网线正常,那么就是网络设置的问题;在机器上打开维修保养B-网络设定,将IP地址改成和电脑中的设定一致;机器IP地址查看位置C:\Windows\system32\drivers\etc\hosts,但绝对不能改动此文件中的设定。
15.CP6发生ST17/ST19报警?
答:主要原因还是SHAFT的蘑菇头太脏了,导致转不到位,需要使用脱脂清洁剂和白布擦拭干净,并且要保证SHAFT最顶端的CLUTCH也是干净的,因为如果它脏了的话,光纤就不能透过上面的小孔,也会报警。再就是ST17和ST19处的光纤(各有三个)是不是脏了,用棉棒沾清洁剂擦拭干净。然后要检查HOLDER 的反光面是不是磨损了,如果磨损了就会报警,HOLDER上的一个小垫片是必须要装的,不然光面就很容易磨损了。还要检查的地方就是SHAFT上方的CLUTCH与HOLDER是否对正,使用专用治具(俗称狗骨头)卡一下。
16.CP6报警:NOZZLE CHG ERROR?
答:意思是换嘴错误。CP6机器是在第17站确认当前吸嘴型号,然后在18站换成下一个部品所需要的型号,然后在19站会确认是否换对了。如果换嘴不对或者没有换,那么在19站就会报警,所以一般发生此类报警的时候,报警的头会停在19站的位置,如果是某一个头报警,那么就要检查此头上的HOLDER是不是已经转不动了或者光面磨损了,转不动的时候要用WD-40少许润滑一下;如果是所有的头都报警,那么就要检查一下18站换嘴的CLUTCH部分是不是磨损了,或者19站的光纤是不是太脏了。
17.CP6发生部品贴飞贴歪的现象?
答:首先检查元件数据是不是正确的,吸嘴是否用对,如果吸嘴用错的话就会经常发生这类不良;再检查是
不是有吸嘴太脏了,压进去后弹不出来,这当然会导致元件贴飞了;如果是CP643的话,还有可能是基板夹板不好的缘故,可尝试加一个弹性顶针试一下。还有一个就是胶水是不是正常的,遇到这些问题的时候不要一开始就去调坐标,那样永远不能真正解决问题,要从根本上入手。
18.XP142/143部品贴歪?
答:如果是小部品歪,那首先检查的还是程序设定,元件数据一定要确保正确,再去找其他地方的问题,如果吸嘴用错或者影像处理错的话,其他地方再怎么调都无济于事;
然后检查胶水是不是点的不好,没有完全粘住部品;
检查贴飞或者贴乱的部品是不是同一台机贴装的,再检查是哪几个吸嘴贴装的,用真空表测试一下那几个吸嘴的真空值,如果真空PIN(里面长些的那根)没有压下来的情况下还存在-20以上的真空,那么肯定会贴飞了,如果真空PIN压下来后真空值只有-70或更低,那么就是该保养了。真空破坏PIN压下来后吸嘴的真空就会被断掉,如果断不掉,那么也是机器有问题了;
最后看吹气,真空PIN和破坏PIN全部压下后,吸嘴上应该会有+14左右的吹气存在,如果吹气太小,那么也会导致贴飞;以上情况均表示该机器的头部需要保养了。
19.XP142/143 IC贴歪?
答:IC歪是一个难点,但也不是没有解决方法的思路;
首先要确认的还是元件数据,用VISION TYPE 18编辑的IC肯定没有用100编辑的好,因为18编辑的查找线只是四角的几个点,而100编辑的是所有的引脚和元件本体,定位方面的话比18要好很多,所以在编辑IC的时候,如果可以用100编辑时尽量用100编辑,实在不能通过的时候用18也要多做一些查找线,确保查找的元件中心和角度准确一点;
吸嘴使用正确无误;
胶水正常,如果胶水较少或者几个胶水点分布不合理,也会导致贴歪,当然胶水点也不能太大,一般用5.0吸嘴贴装的IC最好做成5个点的胶水,并且尽量不要成一条直线,让其分散一点;
程序确认,程序中的坐标数据是标准的,并且门形贴装比弧形贴装要相对稳定一点,再就是贴装速度尽量的放快,那样能保证贴装时稳定一点;
真空确认,当前贴装IC的吸嘴是不是满足-80以上的真空,如果太小肯定不能保证正常贴装;
20.GL541胶水拖丝、点一个点、点不出来等?
答:也是一个难点,但值得注意的也有几个方面;
首先确认连接器、点胶嘴是不是配合好了,有没有间隙,再就是连接器是不是没有完全放到底,因为装载连接器的头里面有很多干胶水,如果不清理干净的话,连接器就会放不到底,这样生产时点胶嘴与基板面之间就存在一定的间隙,肯定会导致点胶不良,如果连接器装好以后可以晃动的话,也会导致点胶不良,所以尽可能要清理干净装载头里面的胶水;
其次要确认气压,一般来说气压大一点的话,点胶会好一点,所以气压一般调到35左右,胶水量尽可能的以标准值走;
最根本的原因还是点胶嘴的问题,点胶嘴磨损的时候肯定导致点胶不良;
顶针,也是一个较重要的因素,如果基板固定不好的话,那点胶肯定也不好;
机器固有值,点胶时Z轴在基板面停留的时间、Z轴下降的高度等等,都对其有影响,但一般不要动固有值。
电磁阀接触不良或者电磁阀脏了,会导致点不出来等不良;
21.CP6抛料严重?
答:元件抛料肯定是影像处理出错,要么吸取的时候已经是吸歪了或吸竖了,那肯定不能通过了,此时就是取料方面的问题;要么是吸好了但影像处理不对,此时就看抛料的是哪些元件,如果是单个的元件,务必检查该元件的元件数据是否正确,特别注意一下VISION TYPE是否正确,还有元件的尺寸公差是不是合理;
紫光灯的问题,紫光灯镜面上掉落了部品,或者比较脏,都会导致影像处理出错,要将紫光灯镜面都擦拭干净,不能有异物;还有要检查是不是两个紫光灯都是亮的,有一个不亮也不可能通过影像处理;
如果是所有元件都抛料,那么就要检查是不是同一个相机处理的,如果是那样,则做一下吸嘴中心测试,一般相机出问题的时候吸嘴中心是通不过的,NARROW相机处理的测1号嘴,WIDE相机处理的测6号嘴,如果都能通过,那就可排除相机的问题;
22.CP6报警ST1 NOZ UP/DN ERROR或ST11 NOZ UP/DN ERROR?
答:从报警字面上理解就是第1站或者第11站的吸嘴没有正常的上下动作,这时最常见的原因就是第1站与第11站的感应吸嘴上下的传感器信号不对,此时要进入IO将1站和11站的电磁阀(PICK SOL ON/OFF 和PLACE SOL ON/OFF)打开,然后摇动CAM轴,检查传感器是否能正常的亮灭,否则就是传感器太脏了,请使用棉棒和清洁剂擦拭干净。注意的一点是,传感器的位置千万不要动。
23.CP6报警PQ ROTATION ERROR或PRQ ROTATION ERROR?
答:此报警表示3站和13站的圆气缸出了问题。
首先检查的是圆气缸传感器,进入IO将PQ 90 SOL ON打开,摇动CAM轴到212度,检查3站圆气缸上的两个传感器是否有亮,如果都不亮,那么就将最靠近气缸活塞的那个传感器调亮,再将IO里的PQ 270 SOL ON打开,调亮另一个传感器;同样的方法调整13站的圆气缸传感器,此时需要打开的是PRQ 90 SOL和PRQ 270 SOL。
24.CP6显示ORIGIN PIN ERROR?
答:TABLE平台上的固定导轨侧有两个对射的光纤,两光纤之间有两个带孔的位置PIN(如下图),当光纤不能通过时,就会报警,此时要检查光纤是不是脏了,或者孔是不是堵了,还有两光纤之间是不是有料带等物体挡住了光线,清除干净即可。
位置PIN
25.CP6报警IN CARR LMT SENSOR BOTH OFF或OUT CARR LMT SENSOR BOTH OFF?
答:只有在CP643才会出现,CP642不会出现此类报警,当出现此类报警的时候,主要是因为进板或出板处的CARRY没有走到位,要么传感器被撞坏了,要么传感器位置不对,要么进出板处的液压缓冲器没有起到作用,导致传感器信号断断续续,所以此时要检查的就是这些地方,但是要注意液压缓冲器是不能随便调动的,传感器的位置也是不能随便调动的,因为这些地方调动之后,有可能造成轨道撞毁,所以不可调动。
检查此四个传感器
是否正常
26.CP643报警REF SIDE AMP ERROR?
答:TABLE上的铝箔纸部分与光纤部分没有正常对准,或者铝箔纸皱了,不能正常反光,或者光纤放大器数值低于100,这样都会造成报警,此时要确认铝箔纸的好坏,然后看导轨宽度是否一致,如果TABLE轨道宽度与抓板部分轨道宽度不一致的时候,必须要调整成一致,铝箔纸不能太宽,太宽容易造成轨道撞毁。27.CP6报警TAPE END?
答:为了检测FEEDER翘起和部品翘起,在第1站取料的两边安装了对射光纤,当光纤被碰歪或者脏了的时候,所对应的放大器就不能给出正确的信号,此时需要清洁光纤的发射和接收部分,注意光纤不能折弯,并且不能用普通的剪刀剪切,必须要使用专用的光纤剪,剪断面一定要平。
28.CP6报警HARDWARE NG或者COOLANT OIL ERROR?
答:为了保证机器能正常的散热,设计了机器主要部件的散热控制回路,包括冷却油循环、CAM轴马达风扇、X轴马达风扇等,这些风扇是特殊设计的,只有达到一定转速时才能给机器控制板信号,当某一个风扇坏掉或者转速过低时,机器就会报警HARDWARE NG,此时要检查各个风扇是不是在正常运转,并且要清除干净风扇上的灰尘;此种报警最常见的是冷却油循环部分的问题,冷却油温度过高(一般设定是45度)造成冷却油控制器报警,冷却油不循环,所以会同时报冷却油故障和硬件NG,务必保证冷却风扇部分的冷凝器叶片上清洁。打开冷却油控制箱,检查控制器的报警代码,如果是显示一个H在闪烁,则表示温度过高,停机清洁冷凝器叶片降温;如果显示其他报警代码,需要报告处理。
29.JVK发生WA轴/U轴报警?
答:WA轴报警主要有以下几个方面的原因:
首先交换WA与WH的驱动器,确认驱动器是否正常;
其次检查WA轴的三个传感器是否能正常亮灭;
再检查WA轴马达的电源线与信号线是否完好;
一般情况下,驱动器与传感器的原因比较多,因为驱动器更换较方便,所以一般先更换驱动器。
U轴报警主要有:
首先交换U轴与WA轴的驱动器,确认驱动器是否正常;
再检查U轴的马达电源线与信号线是否完好。
30.XP机器报警复位气缸出错?
答:复位气缸上升时传感器没有感应到或者下降时传感器持续感应到,可以进入IO使复位气缸动作,如果是前者则需要调整传感器的位置,方法就是在复位盘上放一个0.9mm的塞尺,使气缸上升,此时将传感器调到刚好亮即可;如果是后者,此时需要清洁传感器。
31.XP机器报警Z轴散热风扇出错?
答:Z轴散热风扇太脏,不转了,拆下来清洁干净即可。
32.JUKI KD770按任何健都没反应?
答:机器后侧的安全门没有关好,后侧的安全开关出于开的状态。
33. JUKI KD770开机后无法回到原点,点胶头持续转动?
答:点胶头上有一个表示原点的传感器,回原点的时候,圆铁片上的缺口转动到传感器中时,就应该停止转动,如果持续转动,则表示该传感器太脏或者位置不正确,此时将缺口对准传感器中心,调亮即可,如果调亮后还是持续转动,则表示传感器的输出线断了,找到传感器的输出线(一般是黑色线,位于端子的中间)。
34.JUKI KE750开机无法回到原点?
答:开机后回原点之前,机器上方的小显示器上应该显示当前机器的版本信息,如果不显示,则说明控制板有问题了。
35.CP643进板时发生报警,基板还没有完全走到位就停止?
答:首先检查感应器是否都正常感应到、没有感应到孔中的情况;
然后检查机器下方第一个配电箱中的进出板速度控制旋钮是否被调得太小了,如果被调成零的话就会发生走不到位的现象;
最后检查被感应到的感应器是不是都有输出,方法就是进入IO的INPUT中看该感应器被感应到的时候是否会显示绿色的”O”。不同的传感器会有不同的编号,一定注意要分清是哪一个编号的O代表哪一个传感器,如果传感器亮或者灭的时候所对应的编号无任何变化,那么可以肯定是传感器没有输出了,检查线有无问题。
36.GL541发生Table无法夹板的故障?
答:首先确认Table有无夹板的信号,检查方法就是看夹板气缸的电磁阀有无动作,可以看电磁阀上的指示灯,也可将夹板气缸上的两个气管拔掉,如果电磁阀有动作,那么两个气管肯定会换气,如果确认可以换气,那么肯定是气缸或者夹板部分的机械故障,一般是夹板部分的连接器断了,拆开更换掉即可。如果确认连换气都不可以,那么同样将夹板气缸的气管拔掉,手动操作夹板,不能换气证明是电磁阀故障或者信号不对,检查电磁阀是否接触良好。
37.KE750启动后发现屏幕完全没有显示,并且键盘无反应?
答:一般发生这种故障时,原因是屏幕后方的110V电源没有供给,或者是接触不良;开机后,检查屏幕后方电路板上的有个绿色LED,如果启动时常亮,启动好后灭掉,然后生产时一闪一闪,则是正常表现;如果启动时就一闪一闪,则肯定是电源线接触不良,检查屏幕后方的一个6芯端子,看是否接触良好,不行的话可以重新接好。
38.JVK屏幕显示很暗或者无显示?
答:首先要确保是在开机状态下发现屏幕无显示或者显示很暗,此时就可能是屏幕内部的灯管坏了,更换灯管就可以了。
技术服务技术培训售后服务的内容和措施 文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)
技术服务、技术培训、售后服务的内容和措施 项目实施措施以及售后服务说明 我公司将向客户提供免费技术支持,其内容包括:电话支持、现场维护、备件更换、系统故障报告和预防、对客户的定期巡检等。 1)7*24小时提供电话支持;第一时间电话响应:接到报修电话后,本地技术服务人员在30分钟内响应,2小时到达现场,查明原因,提出解决方案;在节假日、休息日或下班期间,用户可通过手机或电话与技术支持人员取得联系,我们保证用户的问题在任何时间都能得到及时的响应。我们在接到客户技术支持请求或故障报告后,将立即以电话方式同该用户取得联系,了解其系统故障的详细情况,并指导用户解决问题,对于无法立即解决的技术问题会记入我公司的客户报告系统,并将告诉用户预计解决问题的时间。 2)实行备件先行服务方式:当设备出现故障时我公司将2小时内赶到现场并将备件替换上以保证系统的正常运行。在8小时内无法修理时我们更换替待设备。我们将保证项目中我方所提供采购量的15%的设备备件供应。以方便用户快速地更换零部件。一旦设备发生故障,我们将及时从库中为用户提供备件(可能是同型号产品或同等功能产品或性能更优越的产品),以替换损坏的设备,维持用户系统的正常运行。 3)在维护的过程中对已经维护的设备和系统进行统计,来确定设备的使用情况和及时发现设备可能存在的隐患来预防设备出现的故障。同时也做好设备的备件。 4)为了使客户的系统状态达到最佳并及时发现潜在的故障隐患,防患于未然,减少设备发生故障的概率,保证系统的稳定运行。承诺按季度进行巡检,每年提供4次巡检,具体巡检时间和年度巡检次数我方可以根据用户的要求进行更改。巡检服务的具体内容:预先提供检查内容,得到用户确认后进行服务;收集上一系统运行周期的运行参数信息;
专业音响客户反馈常见问题解答 1、扩声系统没有声音,一般先通过设备的指示灯判定,各设备需要判定哪些指示灯,各代表什么意思? 答:功放上显示灯分为以下几种: POWER(电源指示灯) SIG(信号指示灯):有信号输入,灯闪烁或者常亮 CLIP(削波指示灯):偶尔闪烁一两下,表示已到峰值功率;常亮表示已经过载 PRO(保护灯):故障保护灯 2、扩声系统有杂音,怎么一步步排查是什么问题造成的,怎么处理?答:从设备后端往前一级逐级检查,以检查信号线和电源线为主(详见音响系统有杂音处理方法) 3、话筒会啸叫,话筒啸叫的原因,怎么处理啸叫? 答:话筒啸叫是由于厅堂墙壁和顶部对声波频率的吸收和反射的不同而引起的。处理方法比较复杂,一般通过房间均衡器或参量均衡器,
寻找啸叫点,衰减相应的频率,保持声场平衡。 4、为什么扩声系统经常烧低音或高音,哪些因素导致的,怎么预防?答:烧单元都是由于设备大电流工作引起的,你们如话筒啸叫,配置功放功率偏小,系统长时间超负荷工作,设备电源电压低,电压不稳定,供电电源线太细等,都是导致少单元的主要原因 5、根据音箱功率,怎么样选择功放,不同阻抗的时候,如何配置功放? 答:音箱与功放的功率配比主要时根据其使用功能来配置,不同功能的使用场所其功率配置比例均有所不同。语音、会议或背景音乐等小功率扩声,按照1.5倍左右配置功放。室内演出,小型娱乐场所,按照1.5-2倍配置功放。户外演出、大型娱乐场所,按照2-3倍配置功放。正常的音箱在瞬间可承受其4-5倍功率。至于阻抗问题,一般中小功率扩声可以让功放以4欧推动音箱,长期大功率的扩声建议让功放以8欧状态推动音箱,毕竟音箱阻抗越小,功放推动时电流越大,相应的功放和喇叭单元发热量也会大一些。 6、多大面积的场所适合用线阵?如果使用线阵,对楼层的高度有什么要求,线阵底部离地面的高度要多高? 答:通常是根据使用场所的长度、层高、用途来决定,长度一般超过20米,层高5米以上便可以用线阵,线阵音箱底部离地面要保持2.5米以上。小功率扩声可以做多点扩声,可使整个厅堂的声压分布均匀且柔和。 7、各个场所超低音音箱的数量及功率如何确定,超低音音箱的数量
今天给大家带来的就是燃气灶常见故常及解决方法,大家一起来关注关注吧。 煤气里含水,这样造成燃烧不完全,发出扑扑的声音:1.风门进风不足,一般调节一下进风量就可以没有声音了。2.煤气灶和煤气输出管道里有残液和垃圾,有点堵塞需要清理。无论是啥炉灶都有一定的危险,不用担心注意一点就是了.没有必要换新的。这是由于气阀塞与连杆并非硬性连接所导致,影响不大,检查是否漏气才最重要的。 指导建议: 1、检查是否漏气:用洗洁晶少对一点水和好,把主阀门打开,炉具阀门关好。把调好的洗洁晶涂到器件连接处。如果没有气泡,说明不漏气。 2、在下次换气时,可以到检瓶处去做一下瓶检。 3、可调减压阀: (1)打开主阀并点着火,把火开到最大。 (2)顺时针(向里拧火会增大,逆时针向外拧火会减小)或逆时针,轻轻的拧动减压阀的调节杆,直到认为火力大小合适
为止。火盖也可能是产生燃气灶异响的罪魁祸首:火盖就是散发出火苗的地方。把它拿出来后,仔细看看火盖有没有变形。因为火盖一旦变形就会出现回火,发出异响。要是火盖变形了,那重新换一个就好了。 天燃气灶故障: 1.天燃气灶接口处泄漏。如果软管破裂或脱落,可以从头部连接软管。 2.如果在燃气管与天燃气灶开关的连接处有气体泄漏,则可以关闭燃气,并且天燃气灶和吸收管之间的连接从喷头连接。 3.如果在天燃气灶的天燃气灶处泄漏,最好更换天燃气灶。 4.如果有炉子意外熄火的现象,请务必等到气体耗尽然后点燃。不要重复点火,这会积聚太多气体而且不安全。 5.如果角阀之间的管道有问题,最好从头开始更换安装。如果您不需要找专业工人进行安装,则必须拧紧管道之间的接口,并且不存在漏气的可能性。
1.1技术服务、技术培训、售后服务的内容和措施 1.1.1项目实施措施以及售后服务说明 我公司将向客户提供免费技术支持,其内容包括:电话支持、现场维护、备 件更换、系统故障报告和预防、对客户的定期巡检等。 1)7*24小时提供电话支持;第一时间电话响应:接到报修电话后,本地技 术服务人员在30分钟内响应,2小时到达现场,查明原因,提出解决方案;在 节假日、休息日或下班期间,用户可通过手机或电话与技术支持人员取得联系, 我们保证用户的问题在任何时间都能得到及时的响应。我们在接到客户技术支持请求或故障报告后,将立即以电话方式同该用户取得联系,了解其系统故障的详细情况,并指导用户解决问题,对于无法立即解决的技术问题会记入我公司的客 户报告系统,并将告诉用户预计解决问题的时间。 2)实行备件先行服务方式:当设备出现故障时我公司将2小时内赶到现场并将备件替换上以保证系统的正常运行。在8小时内无法修理时我们更换替待设备。我们将保证项目中我方所提供采购量的15%的设备备件供应。以方便用户快速地更换零部件。一旦设备发生故障,我们将及时从库中为用户提供备件(可能是同型号产品或同等功能产品或性能更优越的产品),以替换损坏的设备,维持用户系统的正常运行。 3)在维护的过程中对已经维护的设备和系统进行统计,来确定设备的使用 情况和及时发现设备可能存在的隐患来预防设备出现的故障。同时也做好设备的备件。 4)为了使客户的系统状态达到最佳并及时发现潜在的故障隐患,防患于未然,减少设备发生故障的概率,保证系统的稳定运行。承诺按季度进行巡检,每 年提供4次巡检,具体巡检时间和年度巡检次数我方可以根据用户的要求进行更改。巡检服务的具体内容:预先提供检查内容,得到用户确认后进行服务;收集 上一系统运行周期的运行参数信息;指导用户进行系统优化的实施;针对出现的
yamaha windows 贴片机常见报警及解决方法 1、PCB传输故障: ①E0070:PCB TRANSFER ERROR Unexpected PCB is on the Conveyor PCB传输故障,额外的PCB在运输轨上 意义:在运输轨上的PCB,数量超过额定的数量。 ②E0071:The PCB detected before transfer is not detected after transfer. Maybe there is the PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually. 传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。 意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。 ③E0072:Machine in Unable to start running because the conveyor width is not ready . The conveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB on conveyor may danage machine . Assure Safety and push the [ENTER] key. 意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB 或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。 ④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normal Position mannally. 在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。 意义:在移动运输轨的的连接部分,危险警告传感器检测到一块PCB。 ⑤E0074:PCB FIXING ERROR PCB trans-Unit, Locate-Pin or push-up-Unit does not response to command. PCB固定故障 PCB传输部件,定位针或上推部件不响应指令。 意义:在PCB传输部件上的定位针传感器或上推部件,传感器不能正确响应电磁阀的状况。 ⑥E0078: When the PCB was transfered to fixed conveyor of PCB exit Side ,error happened for time over Maybe the PCB stoppered between fix conveyor and moving enveyor or the PCB stopped is fixed Conveyor of PCB exit side . Set the PCB to its normal position mannally. 当PCB 传送到PCB出口处边的固定运输轨时,发生超时故障,PCB 可能停在固定运输轨和移动轨之间,或PCB停在PCB出口边的固定运输轨中,用手将PCB放在正常位置。 意义:当从运输轨上卸出PCB时,PCB不能到达出口传感器。 ⑦E0079: The PCB was not able to exit from fixed conveyor of PCB exit side . Maybe the PCB stopped on edge of fixed conveyor of PCB exit side. Set the PCB to its mormal position
现代服务业发展存在的问题及发展措施 现代服务业是相对于“传统服务业”而言的,它伴随着信息技术的应用和信息产业的发展而出现,是信息技术与服务产业结合的产物。它不仅包括直接因信息产业和信息化的发展而产生的新兴服务业形态,如计算机和软件服务、信息咨询服务等;同时也包括通过应用信息技术,从传统服务业改造和衍生而来的服务业形态,如金融、物流服务等。 现代服务业是在工业化比较发达的阶段产生的,工业的发展是现代服务业的基础和条件。现代服务业主要是依托信息技术和现代经营理念而发展起来的,它是知识和技术相对密集的服务业;现代服务业是主要依靠信息科技、人才等与知识相关的要素投入的产业,发展现代服务业有利于促进增长方式由粗放型增长向集约型增长转变,由主要依靠消耗资源向更多地依靠智力支持和科技进步转变。 1、 2、 3、 4、现代服务业与现代制造业的互动关系 制造业是服务业发展的前提和基础,许多服务业部门的
发展必须依靠制造业的发展,因为制造业是服务业产出的重要需求部门,代表现代服务业的生产者服务业的活动,其产出的相当比例是用于制造业部门生产的中间需求,没有制造业的发展,他就失去了需求的来源。通过对美国投入产出数据的分析表明,用于制造业部门的生产者服务增加很快,约占整个生产者服务产出的48%;另一方面,制造业的良性发展离不开生产者服务业的有力支撑。许多生产者服务部门,如金融、保险、电信、会计、技术服务、咨询、R&D、物流等,都是支持制造业发展的重要部门。生产者服务能够提高制造业劳动生产率和产品的附加值,形成具有较强竞争力的制造业部门。因此,制造业整体水平和产品品质的提升,依赖于服务的附加和服务业的整合。服务作为一种软性生产资料正越来越多地进入生产领域,对提高经济效率和竞争力产生重要影响。由于制造业中间投入服务的增加,正在使服务业和制造业的关系变得愈来愈密切,传统意义上的服务业与制造业之间的边界越来越模糊,现代服务业与新型工业化之间出现了“耦合”现象。二者相互提供支撑,也日益交织,使得资源配置更加合理,产业结构日趋高度化。 3 现代服务业对现代制造业发展的推进作用
方正书版”常见疑难技术问题解答50 例 (原创)2012-6-1 00:44 阅读5 赞转载分享评论复制地址举报更多上一篇下一篇:安全工程师报考条... 问题一:安装9.11 后,出现乱码如何处理?答:乱码主要表现为换行符()、换段符()、空格符()、结束符()、盒子()、注解符(【】)等,在小样文件中不正常的显示,但排版后大样又能正常显示。这种现象通常出现在再次安装书版9.11 后,一般认为原因是在安装或卸载书版9.11 时,windows 的Fonts 管理出现问题。解决此项问题所采取的方法如下:(1)打开windows 的fonts 目录重新刷新一下字体,或将书版使用的字体全部删除到回收站,再从回收站还原。(2)重新安装书版9.11,把eu 安装之前先将9.11 卸掉,pcc-kt、开头的字体一级gbk-s 字体全部删除,重新启动机器后再安装。问题二:书版9.11 生成的PS 文件,为什么发排后发现书眉、页码、边文丢失?答:这可能是在输出PS 文件时没有指定页面边空,致使PS 文件只包含了版心内容。解决方法如下:在输出PS 文件时,单击“输出”对话框中的“选项”,打开“输出选项”对话框;在“页面设置”选项卡中指定页面的成品尺寸;或者指定页面的各边边空,使其包含版心四周的书眉、页码或边文;然后重新输出PS 文件,“丢掉”的书眉、页码或边文就可以看见了。问题三:PSPPRO 发排书版9.11 的PS 文件为何
不能挑页输出?答:在“输出选项”中,不能设置748 字体和GBK 字体下载,也不能在“其它选项”中选择“下载符号字体”,一旦选中任意一项下载属性,PSPPRO 就不能挑页输出。要想挑页发排,将所有下载选项设为不下载,这就要求必须安装书版9.11 的后端符号字库,以及尽量多安装后端字库。要使123 款方正748 字库和62 款GBK 字库不下载,在后端PSPPRO 或PSPNT 中,必须安装123 款方正748 字库和62 款GBK 字库才能正确的输出,否则就会报缺字体错,所缺字体就用楷体字体替换。问题四:书版9.11 的S92 和MPS 格式有何区别?答:书版9.11 重新提供对6.0 版符号的支持。实际上,对于几种常用外文字体,书版9.11 提供两种大样格式:S92 和MPS。S92 格式大样中的符号与原来S2、S72 格式大样中的符号风格非常接近,MPS 格式大样中的符号与原来的PS2 格式大样中的符号风格非常相近。同时,MPS 格式大样对英文字符的间距做了调整,修改了某些版本的PS2 文件中部分英文字母排列太紧的问题。问题五:为何PSPPRO 输出32 开文件时,单页在右而双叶在左?答:在RIP(或文杰打印机)的“纸张”下的“方向”选项中,有“纵向”、“横向” 和“旋转”3 个选项,如果选择“纵向”,A4 纸发排两个32 开时,单页在右双页在左;如果选择“横向”,A4 纸发排两个32 开时,单页在左双页在右。问题六:PSPPRO 发排书版9.11 的PS
Sony貼片機設備常見故障處理方法彙編 序號機故問題點描述原因分析問題處理過程資料來源 1 料站浮起Sensor報警 1. 供料器方面的因素 2. 機台方面的因素 3. 其它方面的因素 1. 檢查供料器有無上到位﹔檢查供料器有無SHUTTER【遮蔽器】翹起 2. 檢查SENSOR有無臟物﹔檢查SENSOR有無信號線連接不良﹔檢查SENSOR位置是否跑位 . 3. 檢查有無料帶浮起﹔檢查供料器下面有無壓零件 2 吸嘴NG 的處理 1. 吸嘴方面的因素 2. 供料器方面的因素 3. 其它方面的因素 1. 手動轉動吸嘴頭,檢查有無吸嘴斷裂或破損﹔檢查有無NOZZLE被堵塞﹔檢查被NG的NOZZLE相應的真空切換閥,有無切換不良的現象. 2. 檢查有無Feeder供料不良﹔上料沒上好,造成吸料不良 3. 有無測試NOZZLE的高度﹔有無來料變异,比如零件厚度的改變 4. 排除故障后,在吸嘴狀況里重新恢復OK繼續生產 3 生產過程中卡板,不出板的處理 1. PCB板來料的因素 2. 軌道方面的因 素 1. 檢查PCB板有無變形 2. 檢查軌道寬度調整是否合适﹔ 3. 檢查軌道有無變形,出現喇叭口情況﹔ 4. 檢查軌道皮帶有無磨損脫落或斷裂 4 全軸伺服馬達回復原點失敗 1. 馬達控制錯誤 2. 伺服驅動器錯誤 3. 伺服馬達錯誤 4. 原點感應器錯誤 5. 電路不良或線路不通 1. 檢查馬達控制部分 2. 檢查伺服驅動器 3. 檢查伺服馬達 4. 檢查原點感應器 5. 檢查電路或線路部分 5 (吸嘴回復感應器未開啟) 1. 吸嘴回復感應器壞或歪( 感應不到吸嘴) 2. "O"形圈(O-ring)臟 3. 彈簧變形或未裝好壓杆彈力不夠 1.檢查吸嘴回復感應器SENSOR感應是否異常(正常情況感應值200~400之間﹐H軸下壓-2mm時的臨界值為1501~4095之 間) 2.檢查并清潔."O"形圈(O-RING) 3.檢查壓杆彈簧是否裝好或變形。 6 (V軸遮蔽器未開啟/關閉) 1. V軸遮蔽器撞彎(與后側擋門相撞)
常见问题 空穴现象有什么危害,产生的原因,如何防止何减少? 添加时间:【2005-8-22 14:57:35】阅读次数:【45】 回答: 如果液压系统中发生了空穴现象,液体中的气泡随着液流运动到压力较高的区域时,气泡在较高压力作用下将迅速破裂,从而引起局部液压冲击,造成噪音和振动,另一方面,由于气泡破坏了液流的连续性,降低了油管的通油能力,造成流量和压力的波动,使液压元件承受冲击载荷,影响其使用寿命。同时气泡中的氧也会腐蚀金属元件的表面,我们把这种因发生空穴现象而造成的腐蚀叫汽蚀。 在液压传动装置中,汽蚀现象可能发生在油泵、管路以及其它具有节流装置的地方,特别是油泵装置,这种现象最为常见。 为了减少汽蚀现象,应使液压系统内所有各点的压力均高于液压油的空气分离压力。例如应注意油泵的吸油高度不能太大,吸油管径不能太小(因为管径过小就会使流速过快从而造成压力降得很低),油泵的转速不要太高,管路应密封良好,因油管出口应没入油面以下等。总之,应避免流速的剧烈变化和外界空气的混入, 汽蚀现象是液压系统产生各种故障的原因之一,特别在高速、高压的液压设备中更应注意。 【评论】【收藏】 液压泵的分类有哪些? 添加时间:【2005-8-22 14:57:14】阅读次数:【45】 回答: 液压泵的分类方式很多,它可按压力的大小分为低压泵、中压泵和高压泵。也可按流量是否可调节分为定量泵和变量泵。又可按泵的结构分为齿轮泵、叶片泵和柱塞泵,其中齿轮泵和叶片泵多用于中、低压系统,柱塞泵多用于高压系统。 【评论】【收藏】什么是液压泵的工作压力、额定压力和最高允许压力? 添加时间:【2005-8-22 14:56:48】阅读次数:【46】 回答: 1.工作压力液压泵实际工作时的输出压力称为工作压力。工作压力取决于外负载的大小和排油管路上的压力损失,而与液压泵的流量无关。 2.额定压力液压泵在正常工作条件下,按试验标准规定连续运转的最高压力称为液压泵的额定压力。3.最高允许压力在超过额定压力的条件下,根据试验标准规定,允许液压泵短暂运行的最高压力值,称为液压泵的最高允许压力,超过此压力,泵的泄漏会迅速增加。 【评论】【收藏
煤气灶常见故障与排除方法 一、点火不灵(点不着火) 1、脉冲点火器无电池或电池电压不足→安装电池或更换电池 2、气源开关未开或气压不足→打开气源开关或更换新钢瓶或询问煤气公司是否停气 3、点火电极,感应电极距离不当或有污染→调整点火电极至合理距离,并清洁电极 4、气压太高造成气流速度太快,冲击电火花→适当调整气源开关开度,以降低气压 5、点火喷嘴太大,喷嘴太大造成气流太多,冲击电火花→更换喷嘴 6、磙头破损,造成在破损部位超近点火→更换磁头 7、压电陶瓷老化→更换新压电陶瓷 8、点火输出电缆未与瓷头连接牢固→用力插紧并用502胶或其它胶粘牢 9、输出电缆破损,造成超近打火→更换电缆或将破损处用绝缘胶布包好 10、开关总程内部撞击块磨损或破裂→更换新撞击块,注意安装位置正确 11、脉冲点火总程微动开关接触不良→修理或更换微动开关 12、引火喷嘴前或点火支架内存有蜘蛛网→清除蜘蛛网 13、胶管压篇扭折或堵塞→清除堵塞物,矫正或更换胶管 二、打不着火(不点火) 1、脉冲点火未安装电池,或电池正负极装反,应正确安装电池; 2、电源线脱落或松动; 3、点火器内部结构损坏,更换点火器; 4、冲击锤,重新安装击锤。 三、火焰异常 1、脱火或离焰 a、风门太小,调整风门; b、喷嘴太小,扩大喷嘴; c、燃气管路中混有空气,重复点火动作,排尽空气; d、灶前压力太高,可适当调节总阀开度,液化气应请专业人员调节或修理调压器(出口压力太高)。 2、回火 a、强风吹动火焰,避免强风直接吹到火焰; b、气压太低,提高阀的开度呀询问供气部门是否停气; c、封密燃烧,提供适当的空气量; d、风门太大,关小风门; e、设计不合理,火孔直径太大,空间太大等; f、喷嘴太小或堵塞,更换喷嘴或用捅针清除喷嘴内杂物; g、火盖未放好,调整安装位置; h、火盖、燃烧器老化,更换火盖、燃烧器。 3、黑烟或黄焰 a、风门全关,适当开启风门; b、引射器管内结有蜘蛛网,去除蜘蛛网; c、灶具型号选错,人工气错当液化气灶使用; d、发火圈火孔堵塞,清理发火圈火孔; e、灶具喷嘴孔内有异物,清理异物。 四、漏气或有煤气异味 a、胶管破裂或未接好,更换新胶管并固定; b、阀门接头处密封老化,更换密封圈; c、阀门长时间失效,更换新阀门; d、炉头未点燃,排除故障,重新点火; e、脱火或离焰,清除脱火(按前面的方法解决); f、万向节漏气,修理或更换万向节; g、焊接不牢,有砂眼,更换或重焊三通管; h、喷嘴未套入引射管,重新装好喷嘴; i、钢瓶、角阀或调压器,更换钢瓶或调压器。
硅磷晶常见技术问题解答 一、技术性问题 问:地下水加热或放空气中一会儿发黄是什么原因?怎么处理? 答:地下水本身二价铁离子含量较高,见空气后二价铁离子氧化成三价铁离子,还有地下水中的泥沙分散造成发黄。解决方法是安装除铁设备和防腐阻垢器。 问:开水器中使用硅磷晶时,产生白色絮状沉淀物的处理 答:使用的硅磷晶浓度过高,聚合磷酸钙铁脱落过多及原来的水垢在硅磷晶作用下脱落引起的。也不排除浓缩积累部分暂时硬度成分。这时减少加药量或先清洗开水器后,再使用硅磷晶产品。 问:硅磷晶是磷系产品不影响污水排放磷标准吗? 答:① 最高使用浓度10ppm时,水中磷浓度低于污水排放标准。 ② 国家卫生部对硅磷晶评估时,已深入调查这个问题后,才发给卫生许 可批件的。 问:硅磷晶产品对人体有负作用吗? 答:①本产品经过严格的检验后,卫生部发给国家卫生许可证。 ②本产品在国外生活用水上已经使用近30年。 ③一杯咖啡中磷酸根含量等于3ppm硅磷晶处理水50-60公斤中磷酸根含 量相同。 问:硅磷晶一箱多少公斤,处理多少水? 答:硅磷晶一箱20公斤,内塑料袋、外纸箱包装。按每吨水加5-10克计算:可以处理2500-5000吨水,但具体使用中我们有硅磷晶用量与处理水量的关系表。 问:硅磷晶可以使用在铜管线上吗?为什么? 答:可以使用在铜管线上。 问:硅磷晶可以使用在蒸汽锅炉上吗?
答:直接使用不行。可以与离子交换树脂搭配使用。硅磷晶在长时间保持100℃以上时,容易转换成正磷,阻垢效果明显下降,所以蒸汽锅炉上 不能单独使用硅磷晶。 问:水的硬度很高时,可以用硅磷晶阻垢吗? 答:浓缩之后水总硬度尽量不要超过600mg/L,高于600mg/L时,应进行排污。若原水硬度高于600mg/L,则适当增加硅磷晶使用浓度。 问:硅磷晶防腐试验怎么做,应注意什么? 答:矿泉水瓶里装500ml水,放1-2粒硅磷晶,半小时后,加铁钉或铁片。 同时进行不加硅磷晶的空白试验。2-3天后,对比可以看出效果。问:硅磷晶防腐试验时,长时间放硅磷晶,浓度高,不能代表实际吧。答:实际使用时,硅磷晶浓度始终保持在3-7ppm,但试验时,配成3-7-ppm 浓度,一会儿浓度因反应而降低。所以一般试验时,稍微增加硅磷晶浓度。还有硅磷晶本身溶解很慢和试片的大小不同,因此2-3天内判断效果。 问:硅磷晶的防腐膜会不会永久或越来越厚影响供水? 答:防腐膜是微溶性的,寿命是3-7天,所以不会越来越厚,也不是永久的。所以硅磷晶浓度低时,应及时补加药品。 问:使用硅磷晶时,最长多长时间可以不补加药品。 答:家庭使用硅磷晶时,最长1年,应补加药品。大型加药器最长6个月,应补加药品。若没有及时补加药品,出现锈水和结垢现象,那么问题 就严重了。最好别超过3个月为好。 问:硅磷晶保质期是多少? 答:硅磷晶是1500℃高温下,熔融聚合而成,与普通水处理剂不同,所以不潮解的情况下,5年内不会影响使用效果。 问:为什么硅磷晶长时间放置在空气中,表面一层发白。 答:硅磷晶在空气中与氧作用逐步形成白色保护膜,防止硅磷晶的氧化。使用时,用水冲一下就变半透明。
JUKI贴片机常见故障、分析、处理方法一.Z轴归零时报Return to home has not been completed. 原因分析:1.Z轴马达损坏. 处理方法:1.更换.Z轴马达,如下图所示. 原因分析:2.Z轴马达皮带损坏. 处理方法:2.更换.Z轴皮带马达 原因分析:3.NOZZLE OUT SHIFT轴杆弯曲 处理方法:3.更换NOZZLE OUT SHIFT轴杆弯曲,如上图所示. 原因分析:4.Z轴马达控制卡 处理方法:4.更换Z轴马达控制卡 二.X轴和Y轴归零时有异响,且报Return to home has not been completed 原因分析:1.X轴和Y轴马达损坏(各有两只). 处理方法:1.更换.X轴和Y轴马达,如图下所示.
原因分析:2.X轴和Y轴马达皮带损坏. 处理方法:2.更换X轴和Y轴皮带马达,如上图所示. 原因分析:3.X轴和Y轴线性磁尺(光学尺)损坏 处理方法:3.更换X轴和Y轴线性磁尺(光学尺)损坏,如下图所示.
原因分析:4.X轴和Y轴INCODE损坏 处理方法:4.X轴和Y轴INCODE损坏,如上图所示. 原因分析:5.X轴和Y轴马达电源卡损坏(没有供给x轴和Y轴马达电压) 处理方法:5.更换X轴和Y轴马达电源卡 原因分析:6.X轴和Y轴马达控制卡损坏 处理方法:6.更换X轴和Y轴马达控制卡. 三.MARK CAMERA无法读取机器的原点. 原因分析:1.CAMERA不亮 处理方法:1.检查CAMERA的电源线,接口和给MARK CAMERA供电的电源卡. 原因分析:2.机器的校准块的原点赃污. 处理方法:2.清洁赃物,如图所示. 原因分析:3.与机器的原点偏差太大. 处理方法:3.重新校准.
《液压气动技术》课程形成性考核作业(三) 第7章 一、填空题 1.节流调速回路是由_定量_泵、_溢流_阀、节流阀(或调速阀)和执行元件所组成。 2.用节流阀的进油路节流调速回路的功率损失有_溢流损失_和_节流损失_两部分。 3.在进油路节流调速回路中,确定溢流阀的_调定压力_时应考虑克服最大负载所需要的压力,正常工作时溢流阀口处于_打开_状态。 4.在旁油路节流调速回路中,溢流阀作_安全_ 阀用,其调定压力应大于克服最大负载所需要的压 力,正常工作时,溢流阀处于_关闭_状态。 5.泵控马达容积调速的方式通常有_定量泵- 变量马达_、_变量泵-定量马达_、_变量泵-变量马 达_三种形式,其中_变量泵-定量马达_为恒转矩调速,_定量泵-变量马达_为恒功率调速。 6.液压缸无杆腔面积A=50cm2,负载F=10000N,各阀的调定压力如图所示,试回答 下列问题:(1)活塞运动时,A点的压力值为_2MPa_、B点的压力值为_2MPa _; (2)活塞运动到终点停止时,A点的压力值为_5MPa_、B点的压力值为_3MPa_。 二、判断题 1.利用远程调压阀的远程调压回路中,只有当溢流阀的调定压力高于远程调压阀的调定压力时,远程调压阀才能起调压作用。(√)2.因液控单向阀关闭时密封性能好,故常用在保压回路和锁紧回路中。(√)3.压力控制的顺序动作回路中,顺序阀和压力继电器的调定压力应为执行元件前一动作的最高压力。(×)4.平衡回路的作用在于使回路平衡、保持速度、压力稳定。(×)5.在采用节流阀的进油路节流调速回路中,其速度刚度与节流阀流通面积A及负载F L 的大小有关,而与油泵出口压力无关。(×)6.在采用节流阀的回油路节流调速回路中,回油腔压力p2将随负载F L减小而增大,但不会高于液压泵的出口压力。(×)7.容积调速回路没有节流损失和溢流损失,适用于大功率系统。(√)8.由限压式变量泵与调速阀(置于进油路)组成的容积节流调速回路中,液压缸进油压力越高,节流损失也越大,则回路效率越低。(×)9.在采用液控单向阀的双向锁紧回路中,为了保证执行元件的可靠锁紧,三位四通换向阀应采用O型或M型中位机能。(×)10.同步运动分速度同步和位置同步两种,位置同步必定速度同步,而速度同步未必位置同步。(√)三、单选题 1.以定量泵为油源时,在泵的出口并联溢流阀是为了起 到___A___。 A.溢流定压作用B.过载保护作用 C.令油缸稳定运动的作用D.控制油路通断的作用 2.以变量泵为油源时,在泵的出口并联溢流阀是为了使
燃气灶是每个家庭厨房必备的器具,舌尖上的美味绝大部分通过它来实现。但现实生活中,消费者对于燃气灶的认识相当匮乏,故障出现以后对于我们也就是有非常明显的影响,对于使用过程中出现的一些小状况束手无策,就一些燃气灶经常出现的故障问题做具体讲解。 一、燃气灶为什么有时打不着火或者自动熄火? 燃气灶具打不着火的原因有很多,脉冲点火灶具出现打不着火现象大都是电池没电造成的,此时,用户需要更换燃气灶具内的电池;点火针不正、离内焰火盖距离较远也可导致灶具打不着火,用户可适当旋转内焰火盖,将火盖上的出气口对准点火针;部分用户家的燃气灶具点火针出现了生锈现象,影响点火,用户可用金属铁片等在点火针与内焰火上蹭一蹭,让其露出金属表面
方便点火;另外,点火支架及点火喷嘴不正、脉冲器损坏、点火针断裂等情况都会导致燃气灶具打不着火,遇到此类情况用户需找专业维修人员进行维修。 二、燃气灶具点火后为什么会“站不住火”,火焰没多久就熄灭了? 用户首先要检查燃气灶具内的电池是否有电,部分用户由于开关旋钮没有压到位导致“站不住火”;一些用户家中燃气灶具的风门调节过大,氧气进入过多也会导致该问题发生,此时应适当调节风门;部分带熄火保护装置的灶具,熄火保护针(在点火针旁)距离火焰过远,使熄火保护装置运行切断了气源,用户可通过调节内焰火盖来解决问题;个别用户燃气灶具内的熄火保护针被油污覆盖、电磁阀门损坏、脉冲损坏等也可导致火焰“站不住”,用户需找专业维修人员进行维修。 三、天然气正常燃烧时应为蓝色,居民在使用时经常会出现火焰为红色的“红火”现象,有时还会出现将锅熏黑的现象,这是什么原因引起的?应该如何解决?
技术服务、技术培训、售后服务的内容和措施 项目实施措施以及售后服务说明 我公司将向客户提供免费技术支持,其内容包括:电话支持、现场维护、备件更换、系统故障报告和预防、对客户的定期巡检等。 1)7*24小时提供电话支持;第一时间电话响应:接到报修电话后,本地技术服务人员在30分钟内响应,2小时到达现场,查明原因,提出解决方案;在节假日、休息日或下班期间,用户可通过手机或电话与技术支持人员取得联系,我们保证用户的问题在任何时间都能得到及时的响应。我们在接到客户技术支持请求或故障报告后,将立即以电话方式同该用户取得联系,了解其系统故障的详细情况,并指导用户解决问题,对于无法立即解决的技术问题会记入我公司的客户报告系统,并将告诉用户预计解决问题的时间。 2)实行备件先行服务方式:当设备出现故障时我公司将2小时内赶到现场并将备件替换上以保证系统的正常运行。在8小时内无法修理时我们更换替待设备。我们将保证项目中我方所提供采购量的15%的设备备件供应。以方便用户快速地更换零部件。一旦设备发生故障,我们将及时从库中为用户提供备件(可能是同型号产品或同等功能产品或性能更优越的产品),以替换损坏的设备,维持用户系统的正常运行。 3)在维护的过程中对已经维护的设备和系统进行统计,来确定设备的使用情况和及时发现设备可能存在的隐患来预防设备出现的故障。同时也做好设备的备件。 4)为了使客户的系统状态达到最佳并及时发现潜在的故障隐患,防患于未然,减少设备发生故障的概率,保证系统的稳定运行。承诺按季度进行巡检,每
年提供4次巡检,具体巡检时间和年度巡检次数我方可以根据用户的要求进行更改。巡检服务的具体内容:预先提供检查内容,得到用户确认后进行服务;收集上一系统运行周期的运行参数信息;指导用户进行系统优化的实施;针对出现的故障或优化中的问题与用户的技术小组进行讨论;提交巡检报告;确定下阶段的主要工作内容和目标。 项目服务措施一览表
信息技术课堂教学中常见问题?? 1.信息技术的广泛运用,使课堂教学手段发生了很大的变化,板书逐渐为大屏幕投影所替代,尤其是在信息技术课堂上通常是黑板空空如也,请你谈一谈对这种现象的看法。 对这种现象的看法: 1)多媒体教学比传统的教学手段确实具有某些不可替代的优势,受到了广大师生的喜爱: ①声画并茂、形象直观、丰富多彩,提高了学生的学习兴趣。 ②用语言、板书难以表达清楚的重难点内容用更为形象的方式展示给学 生,解决教学内容中的重点和难点。 ③能节约教学时间 ④事先备课,便于修改 2)多媒体教学不可完全取代传统的教学手段,板书是教学的重要组成部分。 ①教学是一种动态的、即时的活动过程,随时都有新情况、新问题、新 的闪光点出现,这就需要教师即时、准确地在课堂活动中反映出来。 而板书正是最好的手段。 ②多媒体教学手段往往是教师课前备课的一个环节,无论教师多么精心 地准备,它也只是对课堂教学活动的预判,无法完全准确地把握整堂 的全部,因此,板书是必要的补充。 ③板书也具有多媒体无法取代的优势。如,停留时间长,便于学生记忆、 便于做笔记;更简要、更概括,能突出重点;能根据教学需要即时、 合理地改变等等。 2.信息技术教学中,采用哪几种教学评价策略?谈谈其实施过程及其注意问题。教学评价策略主要是指对课堂教学活动过程与结果作出的一系列的价值判断行为。 评价策略: (1)课前的诊断性的评价 (2)教学过程中采取表现性的评价,开展学生间的自评、互评,提倡参与性的评价。 (3)课后的教师或学生的总结性评价(如作品展示、研究性课题成果的评价) (4)长期性的评价(如利用信息技术手段长期开展电子档案袋的方式)。实施过程: 1)尽可能收集定量与定性两方面的信息,制订评价方案。 2)科学制订评价指标。评价指标控制在10-15个,而且必须是具体的、明确的,被评价者能根据自己的体会能作出判断。 3)细化、精化评价指标,其产生尽可能校本化,要广泛听取本校教师和学生的意见。 4)合理确定评价指标的权重
ELISA标准操作及技术服务的常见问题分析 一.ELISA 标准操作要点 优质的试剂,良好的仪器和正确的操作是保证ELISA 检测结果准确可靠的必要条件。ELISA 中用的蒸馏水或去离子水,包括用于洗涤的,应为新鲜的和高质量的本公司要求使用的纯化水电导率小于1.5μs/cm。 1. 标本的采取和保存 大部分ELISA 检测均以血清为标本。血清标本可按常规方法采集,应注意避免溶血,红细胞溶解时会释放出具有过氧化物酶活性的物质,以HRP 为标记的E LISA 测定中,溶血标本可能会增加非特异性显色。血清标本宜在新鲜时检测。如有细菌污染,菌体中可能含有内源性HRP,也会产生假阳性反应。一般说来,在5 天内测定的血清标本可放置于4℃,标本在冰箱中保存时间过长导致血清I gG 聚合,使间接法的试剂本底加深。超过一周测定的需-20℃保存。冻结血清融解后,蛋白质局部浓缩,分布不均,应充分混匀并避免产生气泡。混浊或有沉淀的血清标本应先离心或过滤,澄清后再检测。反复冻融会使抗体效价跌落,所以测抗体的血清标本如需保存作多次检测,宜少量分装冰存。保存血清自采集时就应注意无菌操作,也可加入适当防腐剂。 抗凝不完全的标本因纤维蛋白原的干扰而造成假阳性,建议尽量不用抗凝血尤其是肝素抗凝剂。 2.加样 加样时应将所加物加在ELISA 板孔的底部,避免加在孔壁上部,并注意不可溅出。 3.保温 在建立ELISA 方法作反应动力学研究时,实验表明,两次抗原抗体反应一般在37℃经 1-2 小时,产物的生成可达顶峰。为避免蒸发,板上应加盖,也可用塑料贴封纸或保鲜膜覆盖板孔,反应板不宜叠放,以保证各板的温度都能迅速平衡。应注意温育的温度和时间应按规定力求准确。由于公司的试剂盒温育是在空气浴中完
SMT贴片机 编程、原理、保养与维修“实训班” 一、参加对象与学院介绍 为了满足广大SMT行内人士的要求,学院最近推出SMT贴片机编程实训班,专门教授贴片机的编程、保养与维修等,报名者要求曾经从事过SMT技术人员,有一定的实践基础,想在SMT贴片机实践与理论上有提高的人士。 学习中包含了现代电子厂工程师所要掌握的全部知识量,有机器的编程操控、保养与维护控制等等。学院有与现代化电子厂相同的生产设备:EKRA 自动锡膏印刷机、YAMAHA YV-100Xg high speed 贴片机、FOLUNG 科隆威回流焊机、FOLUNG 波峰焊机、HOIKI、ICT 检测机等现代化电子生产设备,同时也讲到JUKI、YAMAHA、SANYO、FUJI (FLEXA)、SAMSUNG等机型机器结构与编程软件。 全新YAMAHA YV-100Xg 贴片机、锡膏印刷机、回流焊机、波峰焊机整条生产设备,YGOS、FLEXA、SAMSUNG学习,电子专家学者、厂家工程师手把手每天在生产线上教学,机器全天候开放给大家练习使用! 二、学习资料与培训内容 资料:SMT培训教材来源于贴片机厂家与技术研究机构的大力支持。除了有JUKI、YAMAHA、SANYO、FUJI(FLEXA)、SAMSUNG等机型机器的操作手册(全中文)提供给大家学习外,主要是教广东技术师
范学院SMT工程培训部教师自己编辑的书籍《贴片机编程、原理、维修与保养手册》(广东技术师范学院SMT培训部编辑,保密资料,仅供内部培训使用)。 本书详细讲述了SMT贴片机的工作原理、编程的步骤、常见故障的维修实例及贴片机的保养过程。讲述FUJI、SAMSUNG、YAMAHA机器的编程步骤与整体过程。尤其值得一提的是本书讲述了贴片机视觉系统工作的原理与结构,这个填补了国内贴片机资料的空白。 内容:讲到YAMAHA、SANYO、FUJI(FLEXA)、JUKI、SAMSUNG等机器结构与编程软件。 1、SMT贴片机编程生产实操(上机编程,也会教到其他机型) (1)设定电路板基本信息(Board); (2)固定电路板 (Unit Conveyor); (3)设定原点信息 (Board Offset); (4)设定基准点信息 (Board Fiducial); (5)设定标记点信息 (Mark); (6)设定贴装信息 (Board Mount); (7)设定元器件信息(Parts); (8)设定贴装信息里每个贴装元器件 (Board Mount); (9)保存、优化程序; (Save 、 Optimizer); (10)调出程序,按机器控制面板"start"按钮开始自动加工。 2、离线软件应用(YGOS、FLEXA、SAMSUNG) YGOS离线程序的应用;PROTEL文件的打开、材料清单BOM的提
液压与气动技术的发展趋势 摘要:液压技术在工程机械、冶金、军工、农机、汽车、轻纺、船舶、石油、航空和机床行业中,得到了普遍的应用。随着原子能、空间技术、电子技术等方面的发展,液压技术向更广阔的领域渗透,发展成为包括传动、控制和检测在内的一门完整的自动化技术。现今,采用液压传动的程度已成为衡量一个国家工业水平的重要标志之一。由于工业自动化以及FMS发展,要求气动技术以提高系统可靠性、降低总成本与电子工业相适应为目标,进行系统控制技术和机电液气综合技术的研究和开发。显然,气动元件的微型化、节能化、无油化是当前的发展特点,与电子技术相结合产生的自适应元件,如各类比例阀和电气伺服阀,使气动系统从开关控制进入到反馈控制。计算机的广泛普及与应用为气动技术的发展提供了更加广阔的前景。社会需求永远是推动技术发展的动力,降低能耗,提高效率,适应环保需求,机电一体化,高可靠性等是液压气动技术继续努力的永恒目标,也是液压气动产品参与市场竞争是否取胜的关键…… 关键词:液压,气动技术,发展趋势 The Development Trend of Hydraulic and Pneumatic Technology Abstract:With the development of atomic energy, space technology, electronic technology and other aspects of the infiltration, hydraulic technology to a wider area, developed into including the transmission, control and detection of a complete automation technology. Because of industrial automation and the development of FMS, the requirements of pneumatic technology to improve system reliability, reduce the total cost and the electronics industry to adapt to the target, the research and development of system control technology and electromechanical liquid gas comprehensive technology. Obviously, gas, energy saving, miniaturization of pneumatic components of non oil is the current characteristics of the development of electronic technology, and the combination of adaptive element is generated, the pneumatic system into the feedback control from the control switch. To reduce energy consumption, improve efficiency, adapt to the demand of environmental protection, mechanical and electrical integration, high reliability is the hydraulic and pneumatic technology to the eternal goal, the key is the hydraulic and pneumatic products to participate in market competition to win. Key Words:Hydraulic, pneumatic, development