
其中
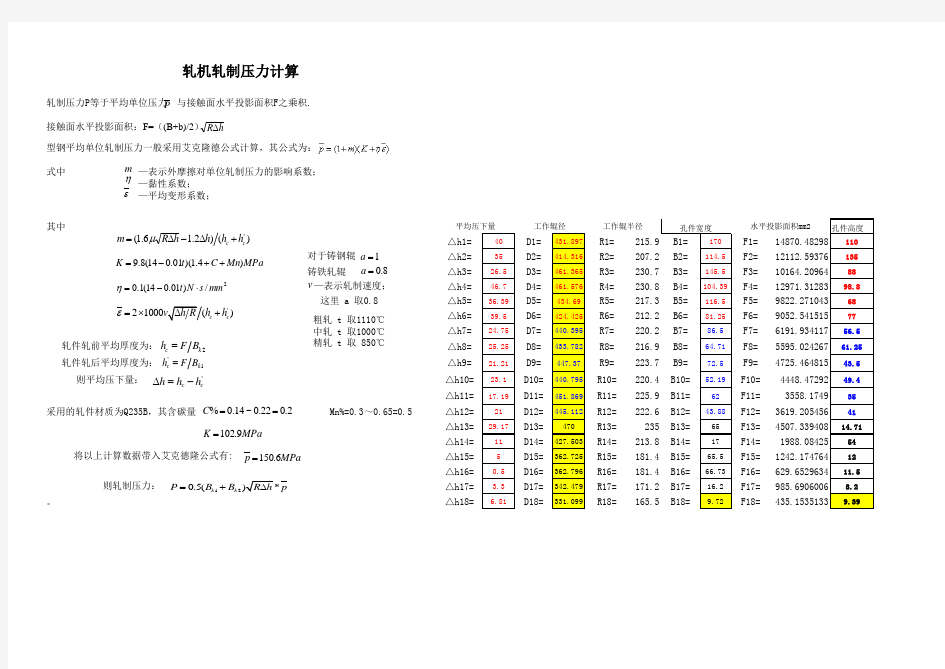
孔件高度
△h 1=
40D1=431.897R1=215.9B1=170F1=14870.48298110
△h 2=35D2=414.316R2=207.2B2=114.5F2=12112.59376135铸铁轧辊
△h 3=26.5D3=461.365R3=230.7B3=145.5F3=10164.2096488△h 4=46.7D4=461.576R4=230.8B4=104.39F4=12971.3128398.8△h 5=36.39D5=434.69R5=217.3B5=116.5F5=9822.27104368△h 6=39.5D6=424.425R6=212.2B6=81.25F6=9052.54151577△h 7=24.75D7=440.395R7=220.2B7=86.5F7=6191.93411756.5△h 8=25.25D8=433.782R8=216.9B8=64.71F8=5595.02426761.25△h 9=21.21D9=447.37R9=223.7B9=72.5F9=4725.46481543.5△h 10=23.1D10=440.795R10=220.4B10=52.19F10=4448.4729249.4△h 11=
17.19D11=451.869R11=225.9B11=62F11=3558.174935△h 12=21D12=445.112R12=222.6B12=43.88F12=3619.20545641△h 13=29.17D13=470R13=235B13=65F13=4507.33940814.71△h 14=11D14=427.503R14=213.8B14=17F14=1988.0842554△h 15=5D15=362.725R15=181.4B15=65.5F15=1242.17476412△h 16=0.5D16=362.796R16=181.4B16=66.73F16=629.652963411.5△h 17= 3.3D17=342.479R17=171.2B17=16.2F17=985.69060068.2。
△h 18=
6.81
D18=
331.099
R18=
165.5
B18=
9.72
F18=
435.1535133
9.39
则轧制压力:
对于铸钢辊水平投影面积mm2
孔件宽度
工作辊半径
工作辊径
平均压下量
这里 a 取0.8粗轧 t 取1110℃
中轧 t 取1000℃精轧 t 取 850℃
采用的轧件材质为Q235B,其含碳量Mn%=0.3~0.65=0.5
将以上计算数据带入艾克德隆公式有:
轧件轧前平均厚度为:式中 —表示外摩擦对单位轧制压力的影响系数;
—黏性系数; —平均变形系数;
—表示轧制速度;
轧件轧后平均厚度为:则平均压下量:轧制压力P等于平均单位压力 与接触面水平投影面积F 之乘积.接触面水平投影面积:F=((B+b)/2)轧机轧制压力计算
型钢平均单位轧制压力一般采用艾克隆德公式计算,其公式为:
m ηε)
()2.16.1('
c
c h h h h R m +?-?=μ'21000()
c c v h R h h ε=??+v 1
=a 8.0=a 2
/)01.014(1.0mm s N t ?-=ηMPa
Mn C t K )4.1)(01.014(8.9++-=2
c k h F B ='
1
c k h F B ='
c c
h h h ?=-2
.022.0~14.0%==C MPa
K 9.102=MPa
p 6.150=120.5()k k P B B R h p
=+?P h
R ?
t C%Mn%92.9405226011100.20.50.32585.1500424511100.20.50.41278.1862322311100.20.50.554103.8162186.811100.20.50.72588.9336166.811100.20.50.93491.5554114511100.20.5 1.19573.82336133.510000.20.5 1.50574.00336117.7510000.20.5 1.88768.87931104.7510000.20.5 2.34471.3525292.910000.20.5 2.90162.3202584.410000.20.5 3.41768.364297610000.20.5 4.20182.7946355.718500.20.5 5.95548.4898668.718500.20.57.05230.11333668500.20.59.7089.52360223.58500.20.510.5323.7716319.78500.20.512.1133.57666
17.59
850
0.20.5
14.5
232.3512965286.3821889388.4768638805.853********.7934698534.7686633082.6366434456.2683185046.16843217700.30495995.97097051509.0857821664.4816952371.8784919953.4417427557.8520470.0000077350.000007735
0.00001190.000009520.000009520.00000773529225.8302955356.631
0.0000140.0000140.0000140.0000140.0000140.0000140.000015540.000015540.000015540.000015540.000015540.00001554113.19113.19113.19113.19113.19113.19
82.3282.3282.3282.3282.3282.320.2986758220.7643301161.062497327
59.68259.68259.68259.68259.68259.6820.3016902550.0731690350.1668287920.5606121050.3724623460.2741009410.1851241410.2199430230.2423269620.2754201280.50.50.50.50.5
0.041873510.0487798690.0795461620.0521302610.0760211430.440.440.440.440.440.50.3960.3960.3960.3960.3960.3960.44) 0005.005.1(t a -=μR h
?'()
c c h h +)
()2.16.1('c c h h h h R m +?-?=μMPa
Mn C t K )4.1)(01.014(8.9++-=2/)01.014(1.0mm s N t ?-=η'21000()
c c v h R h h =??+
Mpa P= *F (KN)决定于轧制速度的系数C'R/h ψ轧制力矩M(n*m)924.721 1.9631681820.58499100552.4995758.221 1.534503704
0.60417
78013.794654.941 2.6213920450.56065557419.3287814.681 2.3359109310.57058696517.12652630.941 3.19625
0.542924
60928.92245580.031 2.7560064940.55625259079.71242594.921 3.8973008850.52446646068.4008546.071 3.5410775510.53346943115.85474.811 5.1421839080.49779232559.95519455.281 4.4614878540.51155333236.17852373.901 6.4552714290.47560222164.66609388.311 5.4281951220.49251426149.41443797.68115.975526850.40008352846.07338309.110.8 3.9583611110.52299315677.75237179.270.815.113541670.4032494353.91818192.610.6515.77373913
0.40078
706.9694111197.240.6520.882865850.3901353658.464765101.97
0.65
17.630404690.395303
2706.957508
200.1033734234.3371998
176.9744015155.4790631144.3229377147.082850296.0805364797.59877289100.4783587102.3458615105.0826887107.292873662.1848567662.5979476164.4359911762.8064140464.2357478464.07404142在简单轧制情况下,转动两个轧辊所需的力矩M=2P ψl=2P ψSQRT(R*△h)
根据对于R/h<25条件下的分析,得到轧制软钢时的力臂系数为ψ=0.78+0.017R/h-0.163SQRT(R/h)根据实验数据得到范围更宽的力臂系数计算式,即对R/h<100,力臂系数为ψ=0.39+0.295EXP(-0.193R/h)
按轧制压力确定轧制力矩:
P