自行车三角架:铝管——制管——压缩管料——钻孔——切削——压模——清洗铝管——烘干——焊接——定位与校正——热处理——刷油漆
第一道工序是制管,把铝管从中间部分切成两半,变成两根管子,再按照所需长度与厚度,在车床上加工完成。
第二道工序是压缩管料,将细小的管料压缩,为了自行车的美观,把管料卡出弧度,可以获得更高的强度,也可以让三角架获得弹性。
第三道工序是钻孔,将需要接管的部分钻出合适大小的孔,还有一些是为了便于焊接而钻的孔。
第四道工序是切削,这样便于焊接时的严密性。
第五道工序是压膜,通过观察,自行车上的三角架不全是圆管,也有椭圆管,而买管子的时候又不可能会正好遇到所需的椭圆型号,所以就需要自己来制作,而最好的方法就是将管子进行压膜。这样既能增加自行车的美观性,又能增强三角架的强度,一举两得的好办法。第六道工序是清洗铝管。因为我们最后要进行焊接工作,而焊接的要求又比较苛刻,需要表面清洁,这样才不会影响的焊接的质量与精度。
第七道工序是烘干。顾名思义,经过上一道工序处理,我们需要将铝管烘干,为焊接做最后的准备。
第八道工序是焊接。我们将采用半自动氩弧焊。因为自行车三角架需要批量生产,所以氩弧焊能满足生产率的要求,而且氩弧焊影响范围也比较小,焊缝美观实用。
第九道工序是定位与校正。因为自行车的型号一样,所以三角架大小要一样。因此,我们需要定位和校正,来把焊接好的三角架弄成一样大小的。
第十道工序是热处理。三角架由于焊接,挤压管料,切销等动作,造成铝管中的许多地方都产生了金属的内部应力,而这些应力区会极容易发生金属疲劳,在较低强度下就可能发生断裂,所以三角架必须进行热处理,这个热处理其实是一个退火和稳定金属的过程。将三角架加热到420度-460度之间,进行快速水冷,即等温退火。
第十一道工序是刷油漆。使三角架在投入使用的时候能美观,不伤手。
轴:锻造,铣削(下料——车两端面,钻中心孔——粗车各外圆——调质——修研中心孔——半精车各外圆——车槽,倒角——车螺旋——划键槽加工线——修研中心孔——磨削——检验)
链条:现代链条由外片(Outer Plate, OP),内片(Inner Plate, IP),轴(Pin)以及辊子(Roller)构成。链条是技术含量很高的零件,但是其制造过程相对简单,主要是冲压成型和表面处理。脚踏:数控(车削,铣削,刨削,磨削,钻削,镗削,钳工)
车把手:拉拔(将金属坯料通过有一定形状的模孔而获得合适尺寸的小截面积毛坯或制品的工艺过程)
座椅:弹簧钢在淬火和回火状态下的弹性,而专门用来制作弹簧或弹性元件的钢,钢的弹力取决于它的弹性变形的能力,即在规定的弹性范围内,弹性变形的能力使其承受一定的载荷,在载荷去除之后,不会产生永久变形。
弹簧钢的特性:弹簧主要在动载荷下工作,即在冲击震动的条件下或交变应力下工作,利用弹性变形来吸收冲击能量,起缓冲作用。由于弹簧在冲击,震动,或交变应力下使用,所以弹簧需要很高的抗拉强度,弹性极限和较高的疲劳强度。
直径在10—15mm以上的弹簧用热成型弹簧的热处理加工方式:先把弹簧钢加热到高于正常淬火温度50—80摄氏度的条件下热卷成型,然后淬火加中温回火,获得弹性极限和疲劳强度极佳的回火索氏体。然后表面喷丸处理,提高疲劳强度。
直径小于10mm的弹簧用冷成型弹簧的热处理进行冷处理成型加工:将钢丝拉到固定尺寸,再进行退火处理,软化后的钢丝冷卷成型后,需进行淬火或中温回火后才能获得所需的力学性能
年产量400万辆永久牌自行车车圈电镀 车间设计 学院:专业:姓名:指导老师: 化工与材料学院 应用化学(电化学方向) 学号: 职称: 汪烈焰工程师 中国·珠海 二○一二年十二月
诚信承诺书 本人郑重承诺:本人承诺呈交的毕业设计《年产量400万辆永久牌自行车车圈的电镀车间设计》是在指导教师的指导下,独立开展研究取得的成果,文中引用他人的观点和材料,均在文后按顺序列出其参考文献,设计使用的数据真实可靠。 本人签名: 日期:年月日
年产量400万辆永久牌自行车车圈电镀车间设计 摘要 本文针对自行车的车圈电镀车间的设计,主要包括了工艺过程的拟定和相应工艺规范,生产设备设计和计算,工艺流程设计和计算,生产用物料的计算,生产用水、电、气的消耗量等进行阐述,同时还包括了工作人员的数目的确定和三废处理等,其中重点在介绍工艺设计和设备设计以及物料衡算,包括工作时间,镀槽规格,各个物料的消耗量。 关键词:生产设备设计;工艺流程设计;物料衡算;车间设计
Annual output of 4 million cars “forever” bicycle rim electroplating workshop design Abstract In this paper the bicycle rim electroplating workshop design, including the process of formulating and corresponding technology standard, the production equipment design and calculation, process design and calculation, the calculation of the material production, the production water, electricity, gas consumption were reviewed, as well as the staff number of identified and "three wastes" treatment, of which mainly introduced in process design and equipment design and material balance, including working time, plating tank specifications, various material consumption. Keywords: equipment design; process design; material balance; workshop design;
1.铸造 铸造是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。为了在砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质的铸件。砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。浇注时,铁水温度在1250—1350度,熔炼时温度更高。 2.锻造 在汽车制造过程中,广泛地采用锻造的加工方法。锻造分为自由锻造和模型锻造。自由锻造是将金属坯料放在铁砧上承受冲击或压力而成形的加工方法(坊间称“打铁”)。汽车的齿轮和轴等的毛坯就是用自由锻造的方法加工。模型锻造是将金属坯料放在锻模的模膛内,承受冲击或压力而成形的加工方法。模型锻造有点像面团在模子内被压成饼干形状的过程。与自由锻相比,模锻所制造的工件形状更复杂,尺寸更精确。汽车的模锻件的典型例子是:发动机连杆和曲轴、汽车前轴、转向节等。 3.冷冲压 冷冲压或板料冲压是使金属板料在冲模中承受压力而被切离或成形的加工方法。日常生活用品,女口铝锅、饭盒、脸盆等就是采用冷冲压的加工方法制成。例如制造饭盒,首先需要切出长方形并带有4个圆角的坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。在拉深工序,平面的板料变为盒状,其4边向上垂直弯曲,4个拐角的材料产生堆聚并可看到皱褶。采用冷冲压加工的汽车零件有:发动机油底壳,制动器底板,汽车车架以及大多数车身零件。这些零件一般都经过落料、冲孔、拉深、弯曲、翻边、修整等工序而成形。为了制造冷冲压零件,必须制备冲模。冲模通常分为2块,其中一块安装在压床上方并可上下滑动,另一块安装在压床下方并固定不动。生产时,坯料放在2块冲模之间,当上下模合拢时,冲压工序就完成了。冲压加工的生产率很高,并可制造形状复杂而且精度较高的零件. 4。焊接 焊接是将两片金属局部加热或同时加热、加压而接合在一起的加工方法。我们常见工人一手拿着面罩,另一手拿着与电线相连的焊钳和焊条的焊接方法称为手工电弧焊,这是利用电弧放电产生的高温熔化焊条和焊件,使之接合。手工电弧焊在汽车制造中应用得不多。在汽车车身制造中应用最广的是点焊。点焊适于焊接薄钢板,操作时,2个电极向2块钢板加压力使之贴合并同时使贴合点(直径为5—6甽的圆形)通电流加热熔化从而牢固接合。2块车身零件焊接时,其边缘每隔50—100甽焊接一个点,使2零件形成不连续的多点连
想玩转自行车,首先要学习的当然就是自行车各部分都叫什么了,今天小编给大家说说自行车各部分零件名称。了解自行车,从名称入手。
自行车零件名称(中英文对照) 1、Main Accessory/主要部件 Frameset(Frame): 车架 Fork : 前叉 Suspension : 避震,前避震叫Fork,后避震叫Shock,一般不用Suspension Crankset : 大齿盘 Bottom Bracket(BB) : 中轴(简称BB) 2、Transmission/传动部件
Derailleur : 拨链器变速器 Shift Cables : 变速线 Shift Lever set : 变速手把手拨 Cassette Sprockets : 飞轮,一般就直接说成Cassette Chain : 链条 3、Brake System/刹车系统 Brake : 刹车 V-Brake : V型刹车 Disc-Brake : 碟刹 Handelbar : 把横 Aheadset Stem(stem): 把立 Cartridge Headset : 车头碗组(前叉碗 ),一般就直接说Headset Brake cables:刹车线 4、Else/其他 Crank:曲柄(公路赛车) Pedals : 脚踏 Wheel : 车轮 Rim : 车圈 Tire : 车胎 tube:内胎 Hub : 花鼓,车轮轴 Spoke : 辐条 Saddle : 车座 Seatpost : 座管
Bar End:副把 wheelset:轮组 Grip:把套 Weigh: 车重 Ski pad: 护盘 Chain tensioner :拉链片Bar : 把手 R-rim: 后圈 Seat: 座包
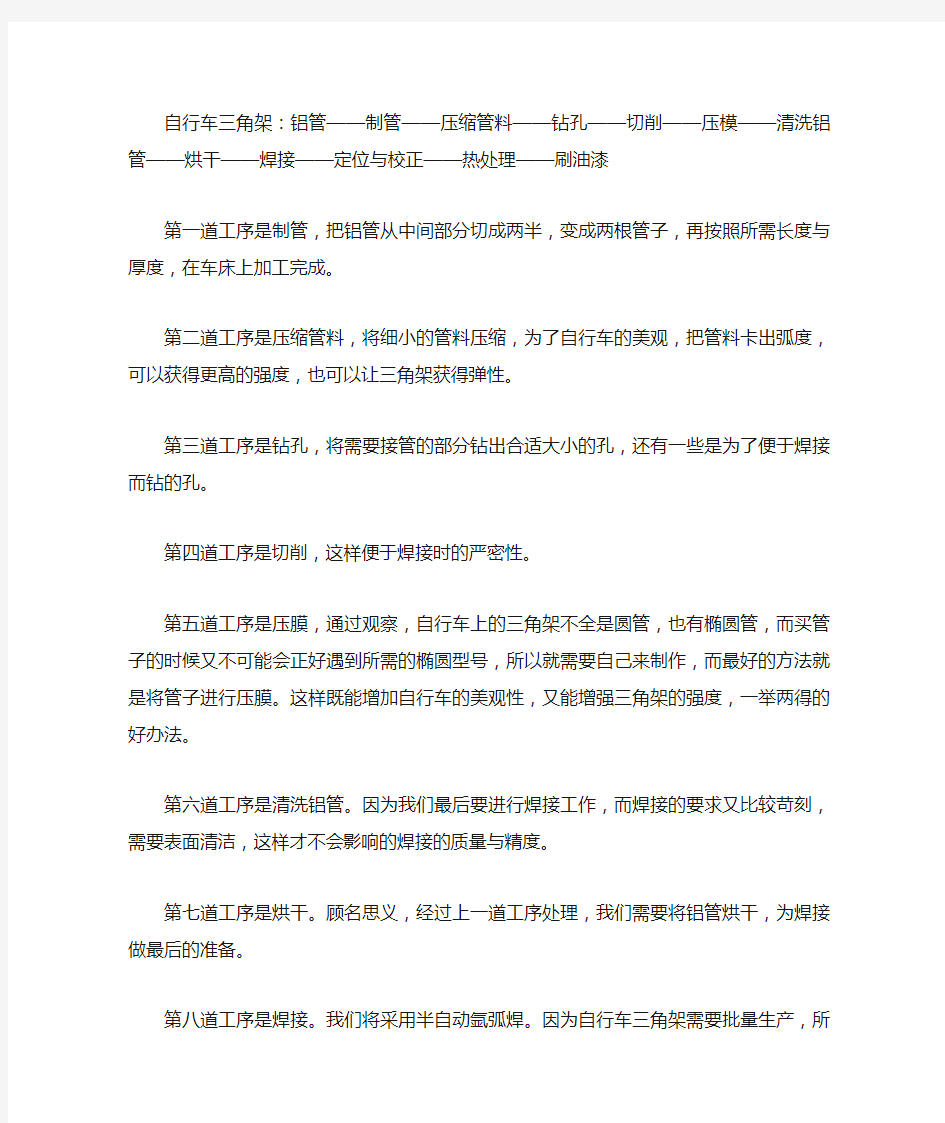
车架V型刹车器 避震前叉 碟刹 自行车外胎
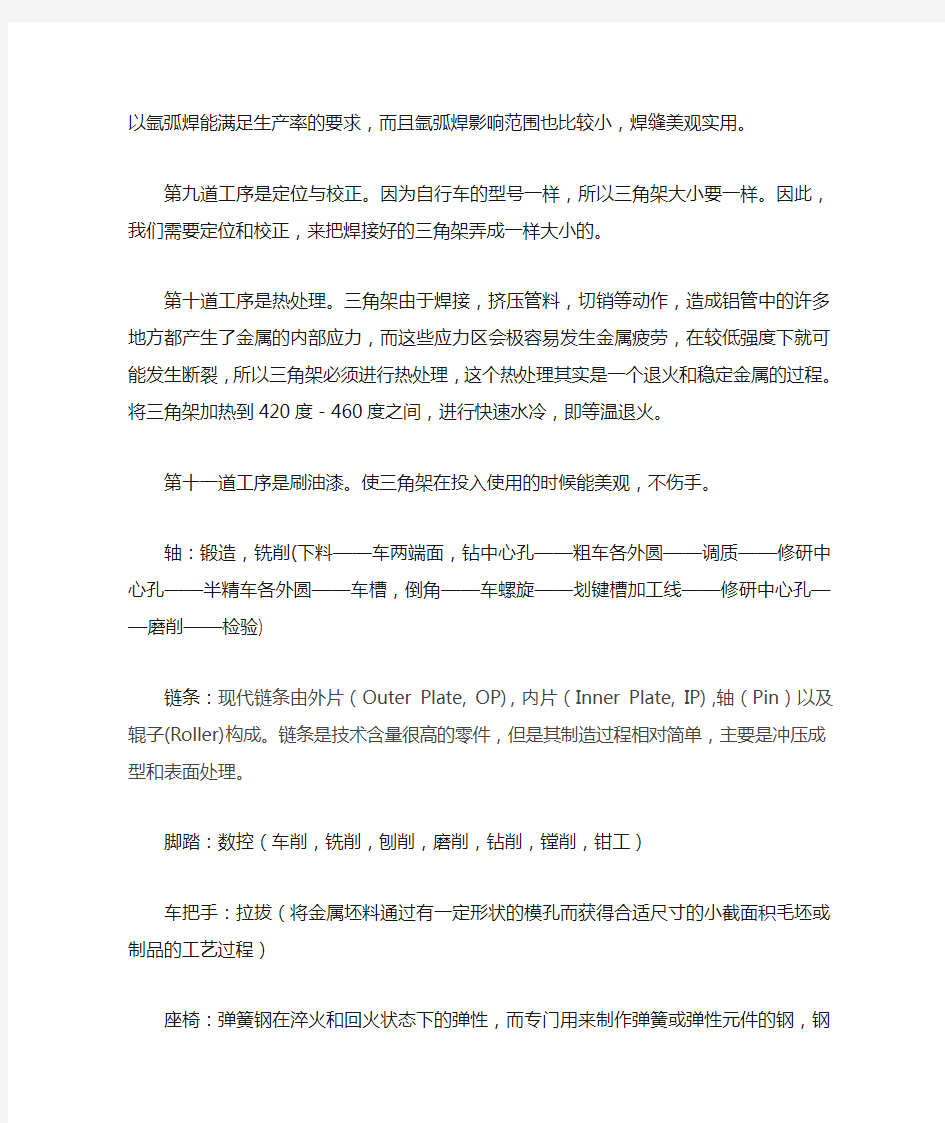
后避震 车把 鞍座与座管 曲柄组(左右曲柄+牙盘) 脚踏(左右)花鼓(前后)快拆 飞轮 拨链器(前后)
链条 轮组 双控手柄(所谓双控就是刹车把+指拨) 变速套件 刹车管线框架一般包括车架、前叉、把立、车把、副把、坐管、车座及碗组等零部件。其他零件都安装在这些零件所组成的框架上,可谓一辆车的灵魂 车轮系统:由花毂(车轴)、辐条、轮圈、内胎、外胎组成。花毂、辐条、车圈构成轮组,轮组是决定一辆车滚动顺畅与否的关键。粗大的轮胎和良好的抓地能力是山地车主要特征。轮胎的材质,胎纹和胎粒的排列方式,形状及深浅决定了胎的性能。不同的轮胎适用于不同的路面。车圈和内外胎重量基本上决定了一辆车的加速能力,“轻”、“快”两个字是联系在一起的。 传动系统:包括脚踏、曲柄、牙盘(链轮)、中轴、链条、飞轮。(与之相关的还有后轮) 牙盘齿数与飞轮齿数的比值称为传动比,传动比越高,骑行越省力,踩踏越轻松。牙盘飞轮的刚性越好,制作越精密,蹬踏效率越高。 变速系统:包括变速器(指拨或者转把)、前后拨链器、变速线。变速系统的档次与调试影响变速的顺畅程度,此外牙盘、链条、飞轮之间的搭配也有影响,不同品牌之间可能存在兼容问题,搭配的时候需要考虑这个因素。 制动系统:刹车手把、刹车线、刹车器。现在常用的刹车是V刹和碟刹。 V刹的特点是重量轻,价格便宜,技术成熟,好维修,缺点是对环境有要求,雨天效果不好,而且磨
损车圈。 碟刹相对更重,价格更高,不便于维修,但不磨损车圈,制动效果更好,不怕沙石泥水的影响。 转向系统:车把、把立、碗组、前叉,这就是转向系统的全部。立管,又称把立 【认识山地自行车】 山地车主要用于山地越野,可以在崎岖不平的山路上行驶,享受颠簸起伏的快感,以及一种野性的征服感。它通常使用24或27段变速器,26的轮胎,15-18的车架,和带减震器的前叉。 1、车架:一部山地车,是否骑的舒适,是否轻巧易控,能承受多高的强度,能用多长的时间,能否升级等,关键就是看车架了,如同电脑上的主板,攒机高手对主板的要求超过了对CPU的要求。车架大致分为两种:硬车架、全避震车架。硬车架:骑起来更省力,更轻巧,价格低廉,500左右的架子就不错了。全避震车架:更舒适,过颠簸的山路时不用减速,不过骑起来有懈力,不适合长途,价格较高,尤其是选择一款优秀的后避震器,价格跟车架价格不相上下了。建议:大猫(BIGCA T)的硬车架很不错,便宜又轻(400元、1485克),强度也行。买全避震车架的朋友可以先买个普通车架,再换个好点的避震器。 2、前叉:前叉是山地车中科技含量较高的部件,高人曰:“山地车,其实就是车架加个前叉哉~~”可见前叉的重要性。硬前叉的山地车已经不多见了,现在基本都是带避震器的前叉。全世界有几家厂的前叉不错:Suntour(三拓)、DDN、RockShox、Marzocchi(马祖奇)、Manitou、FOX……其中前四个厂的叉子有1000元的普及型号叉,而后两种较少见,且价格太高了,即使普及型的叉也接近2000元,新车友难以承受,买了也难以发挥其功效,是浪费。 3、制动系统:刹车、刹把、刹车线:山地车用两种刹车——V刹、碟刹,而普通的吊刹不常见。V刹力量很大,因为是靠摩擦轮圈制动,所以轮圈一定要调整到位,且不容易形变。碟刹比起V 刹,更不容易把轮胎抱死,高速行驶的时候,抱死很危险,会导致侧滑。碟刹的价格很贵,好点的都在千元左右,V刹400元能买相当好的了。碟刹又分两种,油压碟刹和线拉碟刹,油压碟刹靠油去压刹车片,获得巨大的刹车力,这种刹车在速降车上很常见;线拉碟刹靠手指的力量去制动,其实用在XC上绰绰有余了。下面推荐一款手感最好的线拉碟刹:A VID 碟片直径185mm型,价格800-900元不带刹把,刹把130/对。 4、传动系统:牙盘,这个没什么好说的,3个齿轮,都知道吧,RaceFace的不错,有点贵啊500多。便宜的买个Shimano Acera,100多块钱,或者闪电的牙盘,60元。 中轴,有梅花孔中轴和方孔中轴两种,长度也有所不同,必须依照梅花孔或方孔的牙盘购买。 链条,这个是个易耗品,断链条是经常的,骑长途的话,一定要带好备用的哟,免得在青藏路上灰溜溜的搭便车。 飞轮,这个要选择了,有8飞24速的,有9飞27速的。长期以来,老百姓有个误区,认为档越多,用得也越多。其实车手是不会把所有档用遍的,80%的时间只用一个档,但这个档一定是最适应车手蹬踏力度和频率的。由此可见,档数越多的变速系统,车手选择适合自己的档位就越精确。27速的比24速的多3个档,让车手有更多的选择。 5、变速系统:变速器呢,国内最常见的两个牌子,一是喜玛诺Shimano,二是SRAM。 喜玛诺占领中国市场很多年,因为是日本牌子,不少愤青选择了抵制,而购买SRAM,新兴的SRAM 在性价比上的确优越一些,比如SRAM-7.0变速系统就是针对Shimano-XT设计的,但是价格便宜一半,建议朋友们多参考参考。还有要注意的是,Shimano跟SRAM有的零件不兼容,最好不要混用。指拨分两种,一是剪刀变速器,二是转把变速器,转把变速器变档时来得更快,有的人有钟爱剪刀变速器,因人而异了。Shimano的变速器大多是剪刀的,SRAM的转把变速器很有名。还有一种是联体手变,把指拨和刹车的闸把做成一体的了,这样的好处是具有极高的兼容性和美观,不足之处是,万一闸把坏了指拨没坏,还是得全部一起换。 前拨:钱多的往XT上走,钱少的用alivio。SRAM的很不错,比较便宜。 后拨:个人认为比前拨重要些,建议装比前拨高一档次的家伙。比如Shimano的LX、XT系列,SRAM-7.0等,结实耐用。钱少的就装Shimano alivio,100块左右。 附:Shimano的级别从高到低依次是XTR,XT,LX,Deroe,Alivio,Acera,Altus,Tourney SRAM的级别从高到低依次是XO、9.0、7.0 6、车轮系统:车圈,山地车应选用双层圈。因为双层圈比单层圈更结实,更能经受恶劣地势对单车性能的考验。车圈又分为:刀圈和工型圈。刀圈优点是抗纵向的冲击强,再大的强度也不会发生圆周变形,而横向的变形是很好调整的;刀圈还能减小空气阻力,适合业余车手和训练使用。缺点是重,不适合爬坡。工型圈抗横向的冲击能力强些。
发动机制造工艺介绍 1.发动机主要零件的加工工艺 2.发动机的结构与装配过程 3.发动机的现状与发展 一、发动机主要零件的加工工艺 1、凸轮轴加工 传统材料:优质碳素钢、合金结构钢、冷激铸铁、可锻铸铁、珠光体球墨铸铁及合金铸铁等。 1)凸轮轴的粗加工的传统工艺方法是采用靠模车床及液压仿形凸轮铣床,铣削的凸 轮尺寸精度和形状都优于车削,事直接进行精磨。对于加工余量大,较为先进的加工 方法为采用CNC凸轮铣床(无靠模),铣削方法有外铣和轮廓回转铣削两种。提供外 铣技术的公司主要有:HELLER公司,日本小松、日本片冈等。 长期以来,凸轮轴磨床采用靠模,滚轮摆动仿形机构。现凸轮磨床完全靠CNC 控制获 得精密的凸轮轮廓,同时工件无级变速旋转,广泛采用CBN(立方氮化硼)砂轮加工凸轮轴,这不仅摆脱了靠模精度对凸轮精度的影响,而且砂轮的磨损不影响加工精度 2、连杆加工 传统材料:中碳钢、中碳合金钢、非调质钢、粉末冶金等。 1)毛坯 连杆毛坯的各项在求中,最大的问题是重量和厚度方向的精度。为保证这两项要求,除 了锻造设备处,模具的质量是至关重要的,只有采用CAD/CAM模具制造技术,才能保证模具的重复制造精度,从而保证连杆毛坯的厚度和重量公差。 连杆传统的热处理方法是调质,现较为先进的连杆热处理方法是锻造余热淬火。连杆最常用的、最有效的强化方法是喷丸处理。 2)机械加工 对配合精度要求待别高的部位,如连杆小头衬套孔,需进行尺寸分组;应遵循基准统一原 则,尽量避免基准的更换,以减少定位误差; a) 大小头两端面加工:
连杆大小头两端面是整个机加工过程中的定位基准面,关且对大、小头孔都有着位置 精度要求。所以第一道工序都是加工大小头两端面。 磨削加工:要求毛坯精度较高,磨削的生产率高、精度高。磨削方式有:立式圆台磨床 (双轴或多轴)、立式双端面磨床、卧式双端面磨床。 b) 结合面的加工:连杆大头孔有直剖口,也有斜剖口;定位方式有螺栓定位、齿形定位、 定位销定位等。 c) 大、小头孔的加工 国内传统工艺:钻、镗(或钻、拉;钻、扩、铰)切开连杆及盖扩半精镗精镗珩磨 国外工艺:钻、精镗小头孔粗镗大头孔半圆并双面倒角切开连杆及盖 半精镗精镗 为了确保大、小头孔的中心距和两孔的平行度,精加工大、小孔都采用同时加工的工艺。采用拉镗工艺便于消除镗孔时的退刀痕(精镗),半精镗采用推镗,用一种机械、液压装置使拉镗时精镗刀片伸出。 3、缸体加工 1)缸体材料:灰口铸铁、合金铸铁、蠕墨铸铁、铝合金、镁合金等。 2)为了提高机床精度保持性,广泛采用镶钢导轨(HRC59-62)、滑鞍贴塑技术,对强力切削及高精度设备则采用滚珠导轨、滚柱导轨或静压导轨。 3)机加工刀具:大平面铝件加工普遍采用金钢石铣,铸铁件则普遍用用硬质合金可转位 密齿铣刀,镗缸孔采用陶瓷及CBN材料等高效刀具。在孔的加工中大量运用了结构复杂的复合刀具。 4)机加工 a)、大平面加工 加工方法:a、粗铣精铣工艺(柔性好) b、粗拉精铣工艺 b)、主轴承孔的加工 曲轴孔是多档的间断长孔,其尺寸精度、圆度、同轴度、表面粗糙度均有严格要求,为保证同轴度要求,精镗一般选用单面镗床,为克服主轴过长、刚性差的缺点,在镗杆上加硬质合金键条,并在夹具上设有相应的导套。采用多刀头、拉式镗杆(刚性好),有利于提高加工质量。为了保证止推面与主轴承孔的垂直度,镗杆一般装有径向走刀装置,一次走刀中完成主轴承孔和止推面的加工。 c)、缸孔的加工
自行车术语 基本组件: 竖管/立管/龙头stem 车把手 handlebar 握把套/握把带 grip 刹车握把 brake lever 变速把手shift lever 车头碗组head parts 前管/头管 head tube 刹车导管 brake cable housing 前叉肩盖 fork crown 前叉 front fork 前叉端 front fork end 碟刹 disc brake 花鼓/轴皮 hub 快拆/快卸装置 quick release 气嘴 valve 轮圈/车圈 rim 钢丝/辐条 spoke 座垫/鞍座saddle 座杆/鞍管 seat post 座杆束 seat post clamp 刹车导线brake cable 上管 top tube 下管 down tube 座管 seat tube 前变速器/前拨链 器 front derailleur 后变速器/后拨链 器 rear derailleur 脚踏/脚瞪 pedal 大齿盘曲柄 组 chainwheel and crank 链条 chain 后上叉/立叉seat stay 飞轮 freewheel 后齿轮 rear sprockets 变速导线derailleur cable 后下叉/平叉 chain stay 轮胎/外胎 tyre 轮胎/内胎 inner tube 后照镜 back mirror 前灯 head light 篮子 basket 车铃 bell 挡泥板 mudguard 车锁 lock 反光片 reflector 货架 luggage carrier 水壶 water bottle 打气筒 pump 链盖chain cover 停车架 kickstand 车架及车架组 件 frame& frame parts 前叉竖管 front fork stem 管材tube/tubing 接头及五通 lug & shell 后叉端 rear end/dropout 前叉端 fork end 五通主轴组 件 bottom bracket parts 座杆及束子seat post & clamp 钢珠环/球架ball retainer 钢珠steel ball 螺栓螺帽,快拆 杆 bolt,nut&quick release 车架附件 frame fittings 踏杆 peg 避震器 suspension parts 车轮组 wheel parts 轮圈/插梢 rim/pin 钢丝及铜 头 spoke and brass nipple 脚刹车 coaster brake 气门嘴 valve 塑料轮 plastic wheel 传动组 transmission parts 变速装置 derailleur gear units 变速杆 control shift 操控零件 steering components 副把手 bar end 握把套/套带grip/tape 刹车块/附件 brake shoes/fittings 导管/导 线 cable housing/inner wire 灯组 lighting sets 喇叭 horn 链盖 chain cover 齿盘盖chain wheel cover 链叉护片chainstay protector 挡泥板/泥除 mudguard/fender 车首名牌 head badge 贴标 decal 水壶/水壶架 water bottle/cage 辅助轮 training wheel 轮盖 wheel cover 电子表 cycle computer 袋 bag 保护套 pad 儿童座椅 children's seat 拖车 trailer 训练台 cycle trainer 安全帽 helmet 风镜 cycle glass 服装 apparel 手套 glove 鞋子shoes 雨衣 rainwear 护具 protector 工具及工具箱 tool/tool kits 修理箱/补胎 品 repair kits/rubber solutions 旗杆 flagpole 绑物带strap 油漆/涂装paint/coating 电池battery unit 电控系统 controller 马达 motor 充电器battery charger 自行车品种 单轮车unicycle 电动车 electric bike
金属加工工艺 第一篇变形加工第二篇切削加工第三篇磨削加工第四篇焊接第五篇热处理第六篇表面处理 第一篇变形加工 一、塑性成型 二、固体成型 三、压力加工 四、粉末冶金 一、塑性成型加工 塑性(成型) 塑性(成型)加工是指高温加热下利用模具使金属在应力下塑性变形。 分类: 锻造: 锻造:在冷加工或者高温作业的条件下用捶打和挤压的方式给金属造型,是最简单最古老的金属造型工方式给金属造型,艺之一。艺之一。 扎制: 扎制:高温金属坯段经过了若干连续的圆柱型辊子,高温金属坯段经过了若干连续的圆柱型辊子,辊子将金属扎入型模中以获得预设的造型。 挤压:用于连续加工的,具有相同横截面形状的实心或者空心金属造型的工艺,状的实心或者空心金属造型的工艺,既可以高温作业又可
以进行冷加工。 冲击挤压:用于加工没有烟囱锥度要求的小型到中型规格的零件的工艺。生产快捷,可以加工各种壁厚的零件,加工成本低。 拉制钢丝: 拉制钢丝:利用一系列规格逐渐变小的拉丝模将金属条拉制成细丝状的工艺。 二、固体成型加工 固体成型加工:是指所使用的原料是一些在常温条件下可以进行造型的金属条、片以及其他固体形态。加工成本投入可以相对低廉一些。 固体成型加工分类:旋压:一种非常常见的用于生产圆形对称部件的加工方法。加工时,将高速旋转的金属板推近同样高速旋转的,固定的车床上的模型,以获得预先设定好的造型。该工艺适合各种批量形式的生产。弯曲:一种用于加工任何形式的片状,杆状以及管状材料的经济型生产工艺。 冲压成型: 金属片置于阳模与阴模之间经过压制成型,用于加工中空造型,深度可深可浅。 冲孔: 利用特殊工具在金属片上冲剪出一定造型的工艺,小批量生产都可以适用。冲切:与冲孔工艺基本类似,不同之处在于前者利用冲下部分,而后者利用冲切之后金属片剩余部分。 切屑成型:当对金属进行切割的时候有切屑生产的切割方式统称为切屑
1、铸造 铸造就是将熔化得金属浇灌入铸型空腔中,冷却凝固后而获得产品得生产方法。在汽车制造过程中,采用铸铁制成毛坯得零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等.制造铸铁件通常采用砂型.砂型得原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定得粘合强度,以便被塑成所需得形状并能抵御高温铁水得冲刷而不会崩塌.为了在砂型内塑成与铸件形状相符得空腔,必须先用木材制成模型,称为木模.炽热得铁水冷却后体积会缩小,因此,木模得尺寸需要在铸件原尺寸得基础上按收缩率加大,需要切削加工得表面相应加厚。空心得铸件需要制成砂芯子与相应得芯子木模(芯盒).有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质得铸件。砂型制成后,就可以浇注,也就就是将铁水灌入砂型得空腔中。浇注时,铁水温度在1250—1350度,熔炼时温度更高。 ?2.锻造 在汽车制造过程中,广泛地采用锻造得加工方法。锻造分为自由锻造与模型锻造。自由锻造就是将金属坯料放在铁砧上承受冲击或压力而成形得加工方法(坊间称“打铁”).汽车得齿 轮与轴等得毛坯就就是用自由锻造得方法加工。模型锻造就是将金属坯料放在锻模得模膛内,承受冲击或压力而成形得加工方法。模型锻造有点像面团在模子内被压成饼干形状得过程.与自由锻相比,模锻所制造得工件形状更复杂,尺寸更精确。汽车得模锻件得典型例子就是:发动机连杆与曲轴、汽车前轴、转向节等。 ?3.冷冲压? 冷冲压或板料冲压就是使金属板料在冲模中承受压力而被切离或成形得加工方法。日常生活用品,女口铝锅、饭盒、脸盆等就就是采用冷冲压得加工方法制成。例如制造饭盒,首先需要切出长方形并带有4个圆角得坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。在拉深工序,平面得板料变为盒状,其4边向上垂直弯曲,4个拐角得材料产生堆聚并可瞧到皱褶。采用冷冲压加工得汽车零件有:发动机油底壳,制动器底板,汽车车架以及大多数车身零件。这些零件一般都经过落料、冲孔、拉深、弯曲、翻边、修整等工序而成形。为了制造冷冲压零件,必须制备冲模。冲模通常分为2块,其中一块安装在压床上方并可上下滑动,另一块安装在压床下方并固定不动。生产时,坯料放在2块冲模之间,当上下模合拢时,冲压工序就完成了.冲压加工得生产率很高,并可制造形状复杂而且精度较高得零件、 ?4。焊接 焊接就是将两片金属局部加热或同时加热、加压而接合在一起得加工方法。我们常见工人一手拿着面罩,另一手拿着与电线相连得焊钳与焊条得焊接方法称为手工电弧焊,这就是利用电弧放电产生得高温熔化焊条与焊件,使之接合.手工电弧焊在汽车制造中应用得不多。在汽车车身制造中应用最广得就是点焊。点焊适于焊接薄钢板,操作时,2个电极向2块钢板加压力使之贴合并同时使贴合点(直径为5—6甽得圆形)通电流加热熔化从而牢固接合。2块车身零件焊接时,其边缘每隔50—100甽焊接一个点,使2零件形成不连续得多点连接。焊好整个轿车车身,通常需要上千个焊点。焊点得强度要求很高,每个焊点可承受5kN得拉力,甚至将钢板撕裂,仍不能将焊点部位分离。在修理车间常见得气焊,就是用乙炔燃烧并用氧气助燃而产生高温火焰,使焊条与焊件熔化并接合得方法.还可以采用这种高温火焰将金属割开,称为气割。气焊与气割应用较灵活,但气焊得热影响区较大,使焊件产生变形与
汽车制造四大工艺 工艺 概念 即加工产品的方法(手段、过程)。是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。 工艺规程 规定产品或零部件制造工艺过程和操作方法等地工艺规定(文件)。 工艺文件 指导工人操作和用于生产、工艺管理的各种技术文件。是企业组织生产计划生产和进行核算的重要技术参数。 工艺参数 为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。 工艺装备 产品制造过程中所用的各种工具的总称。包括刀具夹具模具量具检具辅具钳工工具和工位器具等。 工艺卡片 (或作业指导书)按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 物料清单(BOM),外协件明细表,材料消耗工艺定额汇总表,零部件转移卡 材料消耗工艺定额明细表 填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。
工艺管理内容包括: 产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。 工艺设计过程 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开发-产品与过程确认-生产-(持续改进)。 车身制造四大工艺定义及特点 在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)。从结构上看,轿车属于无骨架车身,它的生产工艺流程大致为: 冲压工艺(下一节课详细讲解) 焊装工艺 冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。 汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。装焊工艺是车身制造工艺的主要部分。 汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。 焊装工艺点焊:通过导电电阻加热,金属熔合。点焊的过程:预压-焊接-保压-休止。点焊相关工艺参数:电流/电压/电极压力/焊接时间/电极直径等。点焊设备:固定式点焊机,移动式点焊机,包括:供电系统(变压器和二次回路)、焊具部分(机臂、电极夹持器、电极)、加压机构(气压、液压等)、冷却系统、机体等。 CO2 气体保护焊接:一种熔化极气体保护电弧焊接法,利用焊丝与工件间产生的电弧来熔化金属,由CO2作为气体保护气,并采用光焊丝填充。 焊接工艺参数: 电源极性/焊丝直径/电弧电压/焊接电流/气体流量/焊接速度/焊丝伸出长度/直流回路电感等。
xxx自行车有限公司 自行车零件 采购合同 买方合同编号: 卖方合同编号: 买方:XXX自行车有限公司 1.卖方: 2.2016年月 3. 4. 5.目录 6.合同标的…………………………………………………………. 7.合同总价和支付方式……………………………………………. 8.包装和运输………………………………………………………. 9.质量保证…………………………………………………………. 10.交货条件及方式…………………………………………………. 11.违约责任…………………………………………………………. 12.交货条件及方式………………………………………………….
13.合同争议的解决方式…………………………………………… 14.合同生效及其它…………………………………………………. 签字、盖章………………………………………………………. 自行车零件 采购合同 合同编号: 签订时间: 签订地点: (买方)甲方:系指XXX自行车有限公司 (卖方)乙方: 双方本着平等互利、协商一致的原则,就甲方向乙方购买自行车零件事宜,达成以下协议,以资双方信守执行。 1.合同标的 产品的名称、规格型号、数量、价格
2.合同总价和支付方式 2.1合同总价 2.1.1本合同总价格为(人民币大写:) 2.1.2本合同价格为一次不变价,包括货物的制造、检验、包装、运输及保险、售后服务等各种乙方应负担费用。但甲方如改变供货数量或技术参数,合同总价可作相应调整。 2.1.3价格包括现行税法对乙方征收的与本合同有关的一切税费。 2.2货款支付方式: 如乙方货物出现质量问题,甲方有权在应付未付的货款中扣除甲方损失,如应付未付货款不足以弥补甲方损失,甲方有权向乙方追偿。 2.3质保金。 合同总成交价的%作为质保金,如合同货物在质量保证期内,无质量问题,质保金将在质保期满后支付。 3.包装和运输 3.1乙方应采取防潮、防雨、防冻、防锈等相应措施对货物进行包装,确保货物在正常作业和装卸条件下安全无损地到达合同指定地点。 3.2包装箱及每一附件应由乙方注明货物名称、型号、件数、附件名,包装箱内应附有产品说明书和使用说明书。 4.交货条件及方式 4.1交货方式和交货地点:由乙方负责送货到甲指定的地点交给甲方,运输途中产生的费用乙方承担。 4.2合同规定的自行车零件必须含千分之三修补件,修补件同大货一起送货,必须分开包装,否则我司将拒绝收货。
充电】汽车的制造工艺及过程1# 发表于2006-7-22 10:06 | 只看该作者| 倒序看帖| 打印| 使用道具 1.铸造 铸造是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。为了在砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质的铸件。砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。浇注时,铁水温度在1250—1350度,熔炼时温度更高。 2.锻造 在汽车制造过程中,广泛地采用锻造的加工方法。锻造分为自由锻造和模型锻造。自由锻造是将金属坯料放在铁砧上承受冲击或压力而成形的加工方法(坊间称“打铁”)。汽车的齿轮和轴等的毛坯就是用自由锻造的方法加工。模型锻造是将金属坯料放在锻模的模膛内,承受冲击或压力而成形的加工方法。模型锻造有点像面团在模子内被压成饼干形状的过程。与自由锻相比,模锻所制造的工件形状更复杂,尺寸更精确。汽车的模锻件的典型例子是:发动机连杆和曲轴、汽车前轴、转向节等。 3.冷冲压 冷冲压或板料冲压是使金属板料在冲模中承受压力而被切离或成形的加工方法。日常生活用品,女口铝锅、饭盒、脸盆等就是采用冷冲压的加工方法制成。例如制造饭盒,首先需要切出长方形并带有4个圆角的坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。在拉深工序,平面的板料变为盒状,其4边向上垂直弯曲,4个拐角的材料产生堆聚并可看到皱褶。采用冷冲压加工的汽车零件有:发动机油底壳,制动器底板,汽车车架以及大多数车身零件。这些零件一般都经过落料、冲孔、拉深、弯曲、翻边、修整等工序而成形。为了制造冷冲压零件,必须制备冲模。冲模通常分为2块,其中一块安装在压床上方并可上下滑动,另一块安装在压床下方并固定不动。生产时,坯料放在2块冲模之间,当上下模合拢时,冲压工序就完成了。冲压加工的生产率很高,并可制造形状复杂而且精度较高的零件. 已有 1 人评分 shangerli: 非常感谢热心+ 1 收藏分享00 0 好差 环滁皆山也! 回复引用举报评分TOP
作为一名参与自行车运动的普通“玩家”,自行车零件的选择刨除价格因素外,一般遵循在拥有优异的操控性、足够强度、良好的舒适性、高硬度的前提下尽可能的使用质量较轻的零部件,从而实现整车的轻量化和综合性能的最优化原则。这是目前自行车的发展趋势,也是很多自行车零部件厂商运动型产品的研究方向。这个趋势就是更安全、更结实、更舒适、更高效、更轻量。基于这一点,下面的文章中我不再详细的说明自行车零部件以上几种特性对整车综合性能影响的意义。 由于专业的区别,我对自行车也只是出于一种爱好,不可能有更多的时间和精力去研究去实验。因此本篇文章的内容多是以我自己看到、听到、体验到的再加之自己的理解、经验为主。这很有可能导致部分内容与实际情况或多或少存在差异。希望朋友们能够理解和及时给予纠正。 车架
车架是自行车连接其他所有零部件的基础平台,所有零部件都直接或间接通过车架组合在一起共同协作发挥作用。车架的性能往往直接影响自行车整体综合性能的优劣。 车架选择的参考项目 一、材质 目前自行车车架材质主要有碳纤维、钛合金、钪
做得更薄、用量更少,所以整体车架质量有着很大的优势。 特点:价格高、硬度很高、成品质量相对小、虑震性高、不易损伤、使用寿命极长 缺点:不易被加工 3.钪合金:钪是一种稀土元素,地球上的每吨地壳物质中,钪的含量仅有5克(大白兔奶糖的质量),切每年全球钪的产量也非常的低。目前钪的价格大约为3000元/g。钪合金自行车车架主要以铝合金车架为基础,在铝合金材料制作过程中添加了微量的钪元素(千分级计算)。但这微量的钪元素使得铝合金的金属特性得到了极大的改善。
汽车生产四大工艺流程及工艺文件 一、工艺基础—概念 1、工艺 即加工产品的方法(手段、过程)。是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。 2、工艺规程 规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。 3、工艺文件 指导工人操作和用于生产、工艺管理的各种技术文件。是企业组织生产、计划生产和进行核算的重要技术参数。 4、工艺参数 为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。 5、工艺装备 产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。 6、工艺卡片(或作业指导书) 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 7、物料清单(BOM) 用数据格式来描述产品结构的文件。 8、外协件明细表 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。 9、外购工具明细表 填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。
10、材料消耗工艺定额明细表 填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。 11、材料消耗工艺定额汇总表 将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。 12零部件转移卡 填写各装配工序零、部件图号(代号)名称规格等的一种工艺。 二、工艺基础—管理 1、工艺管理内容包括: 产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。 2、工艺设计过程 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开发-产品与过程确认-生产-(持续改进)。 三、车身制造四大工艺定义及特点 在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)。 1、冲压工艺 冲压是所有工序的第一步。先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。 a、冲压工艺的特点及冲压工序的分类 冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺
汽车制造工艺流程 一、工艺基础—概念 1、工艺 即加工产品的方法(手段、过程)。是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。 2、工艺规程 规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。3、工艺文件 指导工人操作和用于生产、工艺管理的各种技术文件。是企业组织生产、计划生产和进行核算的重要技术参数。 4、工艺参数 为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。 5、工艺装备 产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。 6、工艺卡片(或作业指导书) 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
7、物料清单(BOM) 用数据格式来描述产品结构的文件。 8、外协件明细表 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。 9、外购工具明细表 填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。 10、材料消耗工艺定额明细表 填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。 11、材料消耗工艺定额汇总表 将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。 12零部件转移卡 填写各装配工序零、部件图号(代号)名称规格等的一种工艺。 二、工艺基础—管理 1、工艺管理内容包括: 产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维
实验二自行车拆装实验 一、实验目的 1、了解自行车的车体结构和自行车主要零部件的基本构造与组成,如车架部件、前叉部件、链条部件、前轴部件、中轴部件、后轴部件、飞轮部件等,增强对机械零件的感性认识; 2、了解前轴部件、中轴部件、后轴部件的安装位置、定位和固定; 3、熟悉自行车的拆装和调整过程,初步掌握自行车的维修技术。 二、实验设备及拆装工具 1、实验设备:各种类型的自行车; 2、拆装工具:各类扳手、钳子、螺丝刀、锤子、鲤鱼钳等。 三、实验内容 1、拆装自行车的前轴、中轴和后轴 2、在拆装中了解轴承部件的结构,安装位置、定位和固定; 3、课后做思考题,完成实验报告。 四、实验步骤 (一)自行车的拆卸 1 前后轴的拆卸 拆卸前后轴之前,先将车支架支起。倒放前,先用螺丝刀将车铃的固定螺钉拧松,把车铃转到车把下面,另外在车把和鞍座下面垫块布。 1)拆卸前轴的步骤和方法 (1)拆圆孔式闸卡子,要用螺丝刀松开两个闸卡子螺钉,将闸卡子从闸叉中向下推出,再把闸叉用手稍加掰开。凹槽式闸卡子可以不拧松闸卡子螺钉,只需将闸叉从闸卡子的凹槽中推出,再稍加掰开即可。
(2)拆卸轴母,拆卸时要先卸紧的,后卸松的,防止产生连轴转的现象。 (3)拆卸轴挡,拆卸轴挡与拆卸轴母的顺序相反,应先卸松的,也就是一般先卸左边的。 (4)拆卸轴承,用螺丝刀伸入防尘盖内,沿防尘盖的四周轻轻将防尘盖撬下来,再从轴碗内控出钢球。用同样的方法将另一边的防尘盖和钢球拆下。 2)后轴的拆卸步骤和方法 与拆卸前轴大同小异,拆卸时可以参照前轴的方法。所以,这里仅对不同之处介绍如下: (1)拆卸半链罩车后轴时,先松开闸卡子,拧下两个轴母,将外垫圈、衣架、档泥板支棍、车支架依次拆下,在链轮下端将链条向左用手(或用螺丝刀)推出,随即摇脚蹬子将链轮向后倒转。由于链条已被另一只手推出链轮,链条便从链轮上脱出。 (2)全链罩车后轴的拆卸方法有好几种,其中一种简易的方法是,先将左边闸卡子的螺钉用螺丝刀拧松,并推向后方,将闸叉向左稍加掰开。 (3)有些轻便车的后平叉头是钩形的,拆卸装有全链罩车的后轴,不需要卸链子接头,钳形闸也不需拆卸车闸,而普通闸则需拆下闸叉。 (4)拆卸后轴时,拧下轴母,将车架等卸下(全链罩车拆下后尾罩),将车轮从钩形后叉头上向前下方推滑下来。最后从飞轮上拆下链条。 2 中轴的拆卸 A型中轴的拆卸方法 (1)拆曲柄销 先拆左曲柄销,将曲柄转到水平位置,并使曲柄销螺母向上,用扳手将曲柄 销螺母退到曲柄销的上端面与销的螺纹相平,再用锤子猛力冲击带螺母的曲柄销,使曲柄销松动后将螺母拧下,然后用钢冲将曲柄销冲下,再将左曲柄从中轴上转动取下。