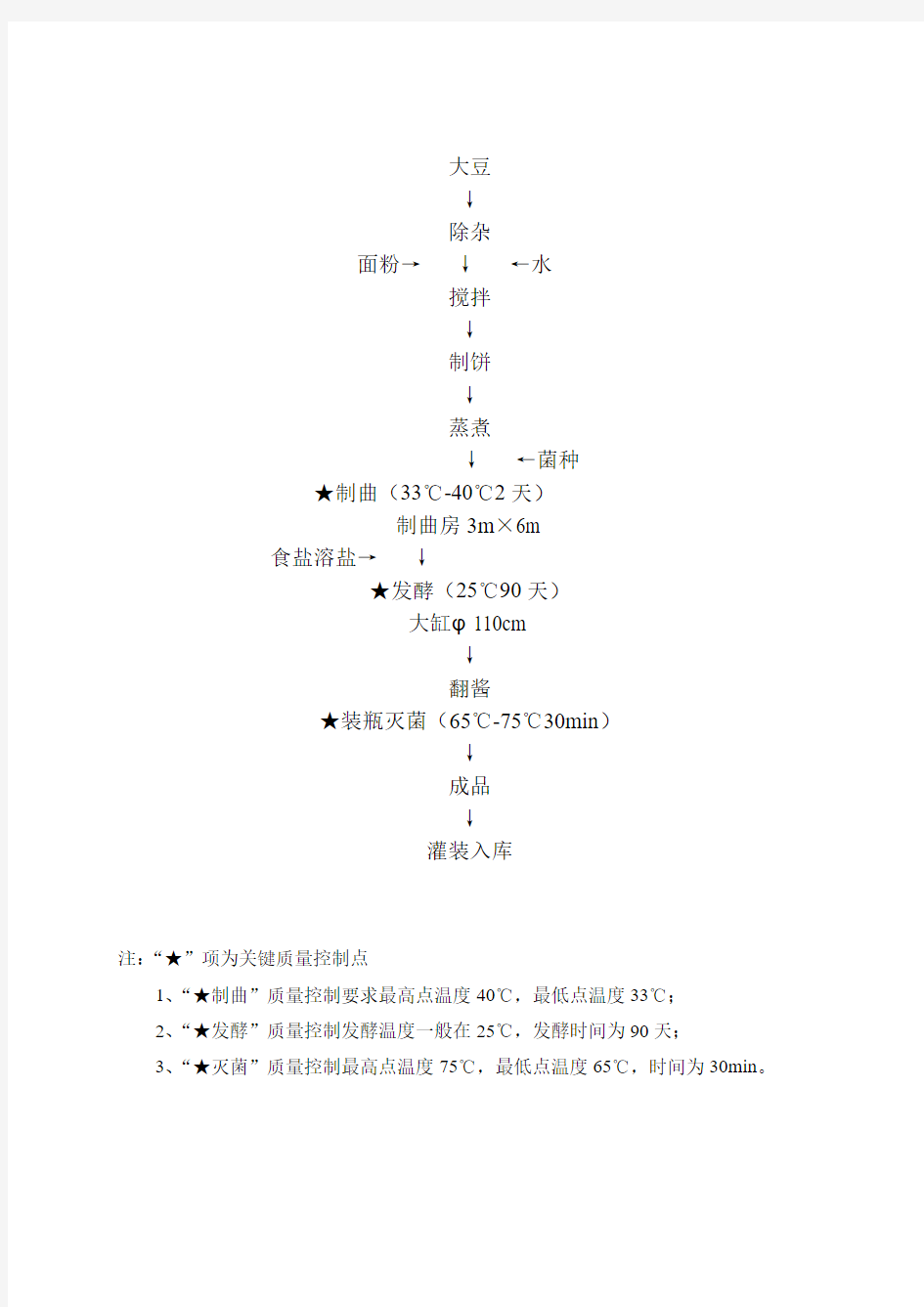
大豆
↓
除杂
面粉→↓←水
搅拌
↓
制饼
↓
蒸煮
↓←菌种
★制曲(33℃-40℃2天)
制曲房3m×6m
食盐溶盐→↓
★发酵(25℃90天)
大缸φ110cm
↓
翻酱
★装瓶灭菌(65℃-75℃30min)
↓
成品
↓
灌装入库
注:“★”项为关键质量控制点
1、“★制曲”质量控制要求最高点温度40℃,最低点温度33℃;
2、“★发酵”质量控制发酵温度一般在25℃,发酵时间为90天;
3、“★灭菌”质量控制最高点温度75℃,最低点温度65℃,时间为30min。
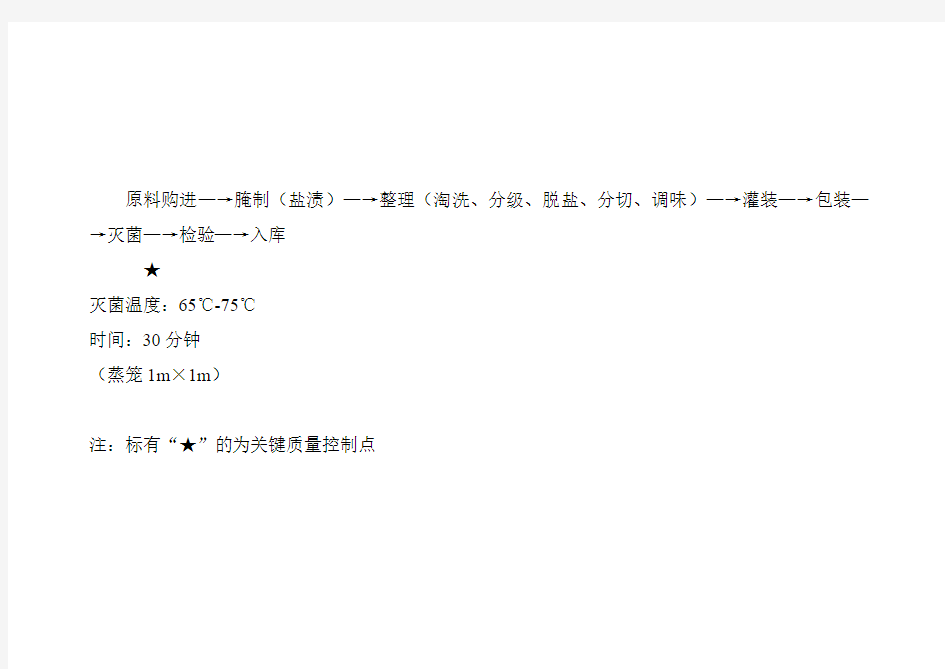
原料购进—→腌制(盐渍)—→整理(淘洗、分级、脱盐、分切、调味)—→灌装—→包装—→灭菌—→检验—→入库
★
灭菌温度:65℃-75℃
时间:30分钟
(蒸笼1m×1m)
注:标有“★”的为关键质量控制点
酱腌菜生产许可证审查细 则 High quality manuscripts are welcome to download
酱腌菜生产许可证审查细则 一、发证产品范围及申证单元 实施食品生产许可证管理的酱腌菜是指以新鲜蔬菜为主要原料,经淘洗、腌制、脱盐、切分、调味、分装、密封、杀菌等工序,采用不同腌渍工艺制作而成的各种蔬菜制品的总称。 酱腌菜的申证单元为1个。在生产许可证上应当注明获证产品的名称即酱腌菜。生产许可证有效期为3年,其产品类别编号为:1601。 二、基本生产流程及关键控制环节 (一)基本生产流程。 原辅料预处理→腌制(盐渍、糖渍、酱渍等)→整理(淘洗、晾晒、压榨、调味、发酵、后熟)→ 灌装→灭菌(或不灭菌)→ 包装 (二)关键控制环节。 1.原辅料预处理:将霉变、变质、黄叶剔除。 2.后熟:掌握适宜时间,避免腌制时间不当导致亚硝酸盐超标。 3.灭菌:主要控制灭菌的温度及灭菌的时间以及包装容器的清洗和灭菌。 4.灌装:注意灌装时样品不受污染。 (三)容易出现的质量安全问题。 1.食品添加剂超范围或超量使用。 2.亚硝酸盐超标。 3.微生物指标超标。 三、必备的生产资源 (一)生产场所。
对于生产酱腌菜的企业,应具备原辅材料及包装材料仓库、成品仓库、洗瓶间(仅有软包装的企业不适用)、腌制车间、分选车间、灭菌灌装封盖车间、包装车间等满足工艺要求的生产场所。 直接购买咸坯的生产企业可减少腌制车间。 (二)必备的生产设备。 1.原料清洗设施(不锈钢、瓷砖贴面水槽或清洗机);2.腌制设施(腌制容器,材质为不锈钢、陶瓷、水泥池内壁涂聚酰胺环氧树脂涂料,应防腐、易清洗);3.分选台(不锈钢、瓷砖贴面);4.切菜设备(视产品情况而定,可用切菜机);5.半自动、自动洗瓶机(仅适合瓶装酱腌菜);6.灭菌设备(无灭菌过程的不适用);7.包装设备(如真空封盖机,真空包装机等半自动、自动包装线、包装机、打包机、生产日期打印装置、计量称重设备等)。 直接购买咸坯的生产企业必须具备3~7的设备。 四、产品相关标准 GB2714-2003《酱腌菜卫生标准》;GH/T1011-1998《榨菜》;GH/T1012-1998《方便榨菜》;SB/T10215-1994《酱渍菜》;SB/T10216-1994《盐渍菜》;SB/T10217-1994《酱油渍菜》;SB/T10218-1994《虾油渍菜》;SB/T10219-1994《糖醋渍菜》;SB/T10220-1994《盐水渍菜》;SB/T10221-1994《糟渍菜》;备案有效的企业标准。 五、原辅材料的有关要求 企业生产酱腌菜所用的蔬菜、水果原料应该新鲜、无霉变腐烂,所使用的原辅材料必须符合国家标准、行业标准的要求,原辅材料中涉及生产许可证管理的产品必须采购有证企业的合格产品。
辣椒酱生产工艺描述 一、原辅料、包装物验收挑选: 原辅料、包装物采购有生产技术部指定专人负责,原辅料、包装物进厂后,有生产技术部按照公司采购计划及《检验操作规程》的要求进行验收,并要求供方其资质资料及产品质量检测所要求的全部证明。不符合质量要求的原材料及包装物、一律拒收、以保证产品安全齐全。同时做好《原料检验记录》及《原辅料入库记录》《包装材料入库》 二、原料初加工: 1、干、鲜辣椒挑选加工:干线辣椒挑选要求无把、无杂质泥沙、无腐烂霉变、无青椒、花白椒。 2、清洗:弃除泥沙杂质。 3、加工:鲜椒加工按产品工艺要求,用绞切机或粉碎机加工成细颗粒状或小块状备用,干椒精特手工艺处理后用绞切机绞切成形备用。 4、辅料加工:根据陈品配方要求,对所需辅料姜、蒜等进行破碎成形加工。 5、鲜肉类采购验收与加工:鲜肉类验收必须按《食品安全法》规定要求控制好进货渠道、鲜肉类原料必须提供各采购批次的检疫检验证明及肉类经营资质证明。鲜肉进厂验收有生产技术部按《检验操作规程》要求进行验收、验收内容包括实物验收、相关证明验收:经验收合同的鲜肉立刻交车间加工,相关证明立刻存档,并做到《原料检验记录》。经验收的鲜肉送到车间、立刻按各类产品的生产工艺要求进行煮、切、炒等加工、制成半成品等用。 6、配料:所有原材料经初加工成半成品后、通过物流通道送主料、配料间按配方配料,辅料配料有专人在辅料室预选配置,用配料专用食品袋装,有领料人员凭领料单领取使用、辅料中涉及使用的化学添
加剂、任何人不准擅自购买、到用添加剂。 7、包装材料袋洗洗、消毒灭菌:根据产品特性、使用不同的内包装材料、有食品没塑料包装袋、塑料包装盒、玻璃瓶。密封包装的塑料袋、塑料盒、使用前按生产计划预领料送紫外线灭菌室,经30min 以上的直接照射灭菌后才能使用,玻璃瓶因为是自动包装线,包括有清晰灭菌流程,只需在理瓶时捡去破损瓶即可。 8炼油:将食用在炼油锅中加热至150℃度、达到预热和熟制的工序。 9炒制:根据产品要求、将初加工好原材料、半成品、辅料、经不同温度要求进行炒制,关键控制点是炒制温度、炒制时间、原料、辅料投放顺序。不许用专人掌握。同时必须注意生产安全。 10、感官品质检验:炒制产品灌《包》装前必须经感官后在进行灌《包装》。 11灌《包.》装:瓶装、袋装产品都是自动计量、灌装、打印日期、封口,关键控制点是灌装温度、计量精确度的调控,必选个产品的特点控制好物料温度。盒装产品除做好上诉控制外、还必须在人工贴标、加盖环节加强控制。 12灭菌:玻璃瓶装产品自带灭菌冷却功能、只需调控好湿度及时间,袋装、盒装产品因物料不同,包装不同,需要根据不同物料、不同包装、调整水温及蒸汽温度、同时调整传送带速保证灭菌时间、达到灭菌效果。 13送检、留样:按照公司《产品质量检验操作规程》,除委托检验外、还有质检员感官检验、,要求取样、送检、浏阳都必须按《产品质量检验操作规程》执行。 14装箱、入库:产品按品种、规格、批次分装于外包装箱内、纸箱上贴合格证,标注有产品品名、生产日期、批次装箱员、检验员等信息。
金属镁冶炼工艺比较 李晓波 (山西阳煤丰喜股份责任有限公司闻喜复肥分公司闻喜礼元镇PC043802) 摘要:阐述了皮江法炼镁的存在的问题,提出了解决措施,指明了冶炼金属镁的最佳工艺是渣炼镁。 关键词:电解镁皮江法炼镁回转窑无渣炼镁硅铁Magnesium metal smelting process is compared Li Xiao-bo (Shanxi YangMei FengXi wenxi compound branch shares responsibility co., LTD Wenxi li yuan town pc043802) Abstract: expounds the existing problems of smelting magnesium was numerically simulated, and the solution measures are put forward, pointed out the best technology of smelting magnesium metal magnesium smelting slag. Key words: Electrolytic magnesium Pidgeon magnesium smelting Rotary kiln No slag smelting magnesiumFerrosilicon 2000年到今天, 中国金属镁企业均向万吨级转向,其总生产能力已超过80万吨/年,而全世界金属镁的使用量在60万吨/年以上,也就是说供大于求已是不争之实事,如何解决此矛盾,使企业走出困境,重点分析硅热法(皮江法)炼镁及碳热法炼镁。
花生酱生产工艺操作规程
花生酱工艺流程图 ▲参数:按照NY/T1067-2006标准验收 设备:花生上料提升机、花生振动筛 ↓ ↓ ▲参数:烘烤温度:180℃-185℃时间:25min ↓设备:花生烤箱 ↓ ↓ ↓ ↓ ↓ ▲参数:粗磨:70-80目 精磨细化:170—220目 ↓设备:花生酱磨酱机、真空搅拌罐、刮壁带电热搅拌罐, 刮板式热交换器 ▲参数:SUS304,φ1.5;Fe φ1.2 设备:金属探测器 ↓
▲参数:符合JJF1070 设备:500g称重式灌装机 ↓ ↓ ↓ 其中:▲原料验收、烘烤、调配磨酱,金探、灌装为关键控制点。 ****有限公司 花生酱加工工艺操作规程 工艺说明: 1. 原料验收:有合格供方提供原料,每批花生在入厂后进行感官检查,后进行水 分、杂质不完善等检验,检验合格后方使用。 2. 烘烤:将合格的花生仁放入花生烤箱进行烤制,设定温度约为180-185℃,时 间约为20-25min.。烘烤后的花生颜色均匀、无焦糊现象。 3. 冷却:烘烤后的花生放入不锈钢冷却箱内进行冷却。 4. 脱皮筛选:冷却后的花生放入脱皮机进行脱皮。 5. 色选仪:花生经过脱皮后先用色选仪色选。 6. 人工拣选:经过色选的花生再进行人工拣选,去除异物、虫蚀粒、霉粒、焦糊 粒、杂质等。 7. 金探:经过挑选的花生经过金探进入下一道工序。 8.调配磨酱:将拣选合格的花生放入磨酱锅进行打磨,进行第一次盐碾磨粗磨,
磨成100目的中等细度,然后加入稳定剂及相关辅料,在搅拌罐里,把花生酱加热至100-110℃混合均匀并高温杀菌。再进行第二次糖碾磨细磨,磨成200目精细爽滑的成品。 9.金探:经过降温的花生酱产品进行检测,每2小时检测一次。 10.灌装:把成品花生酱装入客户指定的包装物中,定量包装. 11.稳定:包装好的成品花生酱转入稳定间,待产品达到最佳稳定状态后,即可装箱. 12.包装:经检验合格的产品加挂标示包装入库。 13.成品检验:每批产品出厂前,应进行出厂检验。出厂检验的内容包括感官、水 分、脂肪、蛋白质、净含量、菌落总数以及标签、标志和包装,检验合格并附合格证后方可出厂。 ******有限公司 花生酱加工工艺关键控制点操作规程 1.原料验收: 对每批花生进行感官检测,观察其表面质量是否有霉变、变异、泛油等现象。每袋任取上、中、下三个样,必要时摊开,查看其外形。核对其品种,并做出水份记录。 2.烘烤: 将花生烤箱预热10min后,将花生投入,设定温度约为180-185℃,烤制时间约为20-25min, 烤制过程中应注意观察其运转情况及花生成熟情况。如发现异常应立即停机。烤制完成后对花生进行感官检查,检查合格后方可进入下道工序。 3.调配磨酱: 将拣选合格的花生放入磨酱锅进行打磨,进行第一次盐碾磨粗磨,磨成100目的中等细度,然后加入稳定剂及相关辅料,在搅拌罐里,把花生酱加热至 100-110℃混合均匀并高温杀菌。再进行第二次糖碾磨细磨,磨成200目精细爽滑
酱油生产工艺流程 一、前期蒸煮、制曲、发酵: 原料浸泡(浸泡罐或者浸泡池)→原料进锅(斗式提升机)→原料润水(润水绞龙)→混合料蒸煮(旋转蒸煮锅)→熟料出锅(下料斗)→熟料出料(定量绞龙)→熟料输送(皮带输送机)→熟料冷却(风冷机)→混合料接种(接种混合机)→混合料输送(平面输送机)→制曲通风(酿造专用风机)→温度湿度调节(加温加湿装置)→翻曲(翻曲机)→出曲(真空吸曲送料系统或人工)→自动化制曲(圆盘制曲机)→盐水罐→温水罐→发酵(发酵罐)→灭菌(酱油灭菌机)→板框式过滤机→室外沉淀罐。 二、中期调配: 室内沉淀罐→溶糖锅→调配罐→焦糖色煮色锅→酱油浓缩锅→酱油灭菌器→酱油过滤器→包装。 三、后期包装线 上瓶机→外刷瓶机→洗灭灌封一体机→贴标机→热收缩膜机→自动装箱机→入库。 将黄豆浸泡2-3小时左右用斗提机提至三楼,浸泡方案有两种,一种是用水池来浸泡,一种是用浸泡罐,再输送到蒸煮锅蒸煮。再到风冷机将物料冷却→在接种混合机将菌种接入熟料→用输送机输送到每一个曲池里面进行制曲,制曲时间40个小时.制曲是酱油酿造的关键流程,制曲直接影响霉活率,霉活率越高出油率越高.目前,全国酱油的出油率普遍都在2.5左右,而我们现在的设备工艺可以达到一
吨混合料出4吨原油,甚至4.5吨原油。真空吸曲机(或人工)将物料盐水搅拌以后送至每一个发酵池,发酵一定时间后就可以出原油了。从出曲到送料整个操作过程只要几个人操作,节省劳动力。发酵有两种方案,一种是发酵池,一种是采用不锈钢发酵罐。 中国做了几百年的原油,1.味2.色。老抽的波米度32。生抽28。但是目前很多生抽还达不到28。在波美度达不到的情况下使用增稠剂来提高波美度。增稠剂易与下列物品结合: 1.未变性的蛋白质; 2.固形悬浮物; 3.其它分子; 与上述物质结合后易生成沉淀物。 而广东目前使用浓缩锅,其优点: 1.将水分蒸发; 2.将酱油里面的焦化物质带走。 酱油内的焦糖色素是经过5-6小时100多度高温熬制出的,里 面约有15%的焦化物质。焦化物质使酱油呈红带乌的颜色, 其形态为一点点的小颗粒。而经过浓缩锅的酱油呈红带金黄 的颜色。浓缩锅只有50度的工作温度。 3.酱油沸腾后其固性悬浮物浮于表面,被负压抽走。 瞬时高温灭菌机 1.酱油在高温区低于10秒钟。防止酱油的雾化和气化。
酱香型白酒工艺流程图 1.2.1《下沙工艺》 1.2.1.1工艺流程: 过筛整粒高粱加95℃热水润料装甑蒸粮出甑聚堆补浆摊凉聚拢加曲翻拌堆积入池封窖。 1.2.1.2原、辅料使用要求: 1.2.1.2.1、酱香型白酒生产第一次投料称为下沙。每甑投料1200kg【根
据本公司实际甑体容积2.3立方米左右计算】。 1.2.1.2.2、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染。 1.2.1.2.3、投料数量:下沙为总投料量的50%。 1.2.1.2.4、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,下沙用曲用量为原料量的10%。 1.2.1.3作业规程: 每甑投高粱数量1200kg。 1.2.1.3.1、泼水堆积 a、将备好的高粱按每甑1200kg单独堆放。 b、泼95℃以上的热水【称为发粮水】,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,【注:不许泼开以防水温降低不利于高粱吸收并能使原料内的杂质、异味随水冲掉】。 c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水。 d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次。 e、上甑时翻拌不加水,翻拌后上甑蒸粮。 1.2.1.3.2、蒸粮【蒸生沙】P1.1大气压 a、装甑前要将甑锅、底锅等用水刷洗干净后并在底锅内加入3-4桶水【为使蒸气上气均匀】然后在甑篦上撒一层稻壳,防止原料掉进底锅。 b、上甑采用见气撒料,在一小时内完成上甑工序,园气后蒸料3小时
【随气压而定】,即可出甑,以不出现破粒、硬粒、发粘为主。 c、每甑活接两篓冷却水以备出甑补水,或加曲时补水用。 1.2.1.3.3、出甑摊凉 出甑时用推车将蒸好的熟粮推到操作场上,倒成堆进行补95℃热水,每车以原粮计约60-80kg,每堆补水2kg左右,聚好堆,堆积约15分钟左右后用掀摊开,然后脱鞋光脚趟凉。 1.2.1.3.4、聚拢加曲翻拌 将趟凉粮渣【温度32-33℃】聚拢,中间扒沟,适当加蒸粮冷却水5-10kg 泼撒,然后将大曲粉根据量比加入沟内,用粮将沟填满盖严大曲,然后从一头翻拌3次,【注:低翻撒匀,并使曲粉与高粱充分接触】,然后推到堆积场,水分控制在38-42%,温度26-28℃。 1.2.1.3.5、堆积 做好粮渣后,用推车抓紧推到堆积场上,要求随推随将粮渣堆成园堆型,堆积时间22-24小时,温度38-43℃。 1.2.1.3.6、入池发酵 a、先将池底用黄粘土铺8-10公分,铺底的黄粘土用80%的酱香黄水和20%的酱香酒尾与50kg大曲粉混匀,泼在黄土上,光脚踩实、踏平,在撒5kg大曲粉、1公分厚稻壳,【如用酱香黄水建池更好】。 b、堆积后入池前,对堆积粮渣的表面用约80kg的纯净水泼撒,扬凉降温28-33℃入池【注:扬凉时须使用吹风机吹】。 1.2.1.3.7、封窖发酵 将粮渣入满后摊平盖席,将席上面撒一薄层稻壳,然后将活柔的封顶泥
化工生产流程图 1.一工厂用软锰矿(含 MnO 2约70%及Al 2O 3)和闪锌矿(含ZnS 约80%及FeS )共同生产MnO 2和Zn (干电池原料): 已知① A 是MnSO 4、ZnSO 4、Fe 2(SO 4)3、Al 2(SO 4)3的混合液。 ② IV 中的电解反应式为MnSO 4+ZnSO 4+2H 2O ══通电 MnO 2+ Zn +2H 2SO 4。 (1)A 中属于还原产物的是___________。 (2)MnCO 3、Zn 2(OH )2CO 3的作用是_____________________________;II 需要加热的缘故是___________;C 的化学式是____________。 (3)该生产中除得到MnO 2和Zn 以外,还可得到的副产品是______________。 (4)假如不考虑生产中的损耗,除矿石外,需购买的化工原料是___________。 (5)要从Na 2SO 4溶液中得到芒硝(Na 2SO 4·10H 2O ),需进行的操作有蒸发浓缩、________、过滤、洗涤、干燥等。 (6)从生产MnO 2和Zn 的角度运算,软锰矿和闪锌矿的质量比大约是__________。 2、碘化钠是实验室中常见分析试剂,常用于医疗和照相业。工业上用铁屑还原法来制备,工艺流程如下: (1)碘元素属于第 周期第 族;反应②中的氧化剂是(写化学式) 。 (2)判定反应①中的碘是否已完全转化的具体操作方法是 。 (3)反应②的离子方程式为 ; 反应③的化学方程式为 。 (4)将滤液浓缩、冷却、分离、干燥和包装过程中,都需要注意的咨询题 碘 共热反应① NaIO 3溶液 反应② 混合物 过滤 Fe(OH)2滤液 灼烧 副产品 浓缩冷却结晶 分离 干燥包装 铁屑 反应③
酱腌菜的生产工艺 蔬菜是人们日常生活必须的副食品之一,但在自然条件下很容易受微生物的侵害而腐败变质。长期以来,蔬菜的生长受季节和地区条件的限制,市场上经常出现淡旺季。为解决这一问题,我国劳动人民在长期的生活实践中,发明创造了许多蔬菜加工贮藏的方法。随着人们生活水平的提高,蔬菜的加T.E不再是单纯的保鲜,更重要的是满足人们生活水平提高后对口感、营养与安全等方面的需求。因此,现代的蔬菜加工应在广泛收集和弘扬中国优秀传统蔬菜加工工艺的基础上,加以不断创新,才能受到消费者的青睐。 1.传统酱腌菜生产工艺 酱菜的品种很多,风味、口感各异,但是传统酱腌菜的制作过程、操作方法基本一致,都是先将蔬菜 腌成半成品,切制成形,然后再进行酱制工艺。 (1)酱腌菜生产工艺流程 蔬菜→腌制→切制成形→脱盐→当脱水→酱制(甜面酱或大豆酱,使用过2次的酱)第1次倒菜酱制(放入使用过1次的酱内)水→加入脱盐环节第2次倒菜酱制(放入上等好的酱内酱制)第3次倒菜酱制 →成品。 (2)酱腌菜的制作预先腌制好经贮藏的蔬菜食盐含量较高,需经脱盐工艺处理,以降低食盐的含量。根据蔬菜的品种及酱菜的要求,将咸蔬菜切制成不同的形状(有的品种不需要切制)。用清水浸泡,将菜坯中的食盐含量降低至质量分数为10%以下时,经适当的脱水处理,进行酱制。传统的酱菜生产工艺是将
处理后的菜坯装入布袋,放入甜面酱(或豆酱)进行酱制。酱制过程中需要经过3次倒菜。一般经1个月 的酱制过程即为成品。 (3)酱菜制作注意事项采用机械切菜时,应保持刀片的锋利,否则会使菜坯表面粗糙,光泽度较差, 同时产生碎末,造成浪费。 菜坯脱盐时,应采用少加水的方法,以水没过菜坯为佳。及时搅拌,当菜卤中的食盐含量达到平衡时及时换水。夏季天热时,应注意菜坯的食盐变化,要及时进行脱水酱制。防止因食盐含量过低,而产生杂 菌污染,使菜坯发黏或产生异味。 菜坯经适当脱水后要及时酱制。为提高酱菜的风味、口感,节约酱的用量,一般采用套用酱酱制的方法。每次使用的酱连续套用3次。即第1次酱制菜坯放入使用过两次的酱内酱制,使其脱卤,将菜坯中的不良气味渗出;第2次酱制,将第1次倒菜后的菜坯放入使用过1次的酱内酱制。使酱中残存的有效成分渗入菜坯,并继续将菜坯中的菜卤置换出来;第3次酱制,将经第2次倒菜后的菜坯放入上等好的酱内酱制。此时菜坯中的菜卤大部分已渗出,并有部分酱汁中的有效成分渗入,当菜坯中渗透的有效成分与酱中 的有效成分达到平衡时酱制过程结束。 菜坯人酱后应及时倒菜。切制好的蔬菜经脱盐后酱制时,食盐含量较低,一般在10%左右。放入酱中与空气隔绝,一些厌氧的微生物很容易产酸。第1次倒菜应在酱制7天进行。此时的菜坯经一周的静置渗透,在酱和菜坯自身的压力和渗透作用下,菜卤大部分进入次酱中,渗透基本达到平衡。此时倒菜的目的是使菜坯疏松,各部位疏松一致,并将菜坯中的卤汁控出,同时防止产酸。经第1次倒菜后的菜坯,一部分菜卤已被次酱中的有效成分置换,菜的风味有所改变。此时采用较第1次使用的酱质量较高的中等酱酱
辣椒是一种常见的蔬菜,其制品深受消费者的青睐。但传统的辣椒制品较为单一,配料粗放,质量指标不稳定。笔者采用辣椒及天然香辛料等物质,经过精细加工做成的辣椒酱产品,在辣味、营养成分、浓稠度及色泽等方面,均有较大的改进和提高,其制作工艺技术和要求如下: 一、工艺流程 加热加热加热加热加热 水→香味料增稠剂----→辣椒酱----→香辛料---→脂香料---→甜味料---→着色剂 煮沸↑ 辣椒坯磨碎 加热加热冷却 ---→助鲜剂、酸味剂---→防腐剂---→包装→成品(辣椒酱) 检验 二、工艺技术 1.原料处理。①辣椒坯。选用新鲜红辣椒,加工腌制成熟后磨成酱状备用。若用干辣椒、咸辣椒片、辣椒粉等代替,应按新鲜辣椒的质量标准调节配比。②花生酱。应选用优质纯花生酱,也可用花生仁焙炒去皮后磨成的酱。③甜味料、助鲜剂。甜酱、砂糖或两者的混合物均可作为甜味料,助鲜剂常用味精、呈味核苷酸等。④油。最好用芝麻油,因芝麻油香气足,维生素C含量较高,有较强的抗氧化能力,有利延长辣椒酱的保质期。⑤其它原料。鲜辣味粉、柠檬酸、高粱酒、红曲、山梨酸钾(有效浓度为0.07%~0.08%);新鲜的大蒜、生姜,若无鲜品可用酱制品或干粉代替。此外,在原料中加入1%左右的香葱,品质和风味将更佳。 表1.原料配方(%) 原料配比原料配比原料配比 辣椒坯70 助鲜剂0.7 高果 2.2 花生酱7 大蒜 2.5 芝麻油7 甜味料 6 生姜 2.5 山梨酸钾0.1 2.制酱操作。①加热煮沸。根据具体原料、设备、工艺技术的控制情况在升降夹层锅内加入原料总重20%左右的水,再开动搅拌机,加入香味料、增稠剂,充分混和均匀后,再将磨细的辣椒酱加入,继续搅拌,加热至80℃左右,保持5~10分钟后,再依次加入香辛料、甜味料、着色剂、助鲜剂和防腐剂,一般每锅操作时间为1~1.5个小时。②出锅冷却。将加工成熟的辣椒酱乘热出锅,一般盛放在清洁、消过毒的铝质或不锈钢容器内,及时运送至贮藏或包装车间,冷却备用。③取样检测。将冷却的制品按要求取样检测,质量指标只能高不能低;有指标不合要求时,必须检查原因,及时制定出改进措施,保证产品品质,直到检测合格才能包装。 三、质量标准及包装 本品尚无国家统一的质量标准,一般都以地方或企业自定标准,其标准参考如下: 1.感官鉴定。色泽:柠褐色、微红、有光泽。香气:辣椒酱香浓郁,且无其它不良气味。口味:鲜而带甜,酸辣适宜。形态:纯正稠腻,稍有籽粒(若经绞体磨细则更佳)。 2.理化鉴定。水分≥65%,氯化物≥7g/100ml,总酸≥1.2g/100ml,总固形物≥30%。 3.卫生标准。同酱类。 4.包装。辣椒酱一般有3种包装形式:5kg或10kg桶或坛装,230g或350g瓶装,100g 或150g的塑料质膜及锡箔制成的袋或牙膏管装。 四、注意事项
3年高考化学之工艺合成 (2016全国1卷)2NaClO 是一种重要的杀菌消毒剂,也常用来漂白织物等,其一种生 产工艺如下: 回答下列问题: (1)2NaClO 中Cl 的化合价为__________。 (2)写出“反应”步骤中生成2ClO 的化学方程式 。 (3)“电解”所用食盐水由粗盐水精制而成,精制时,为除去2Mg +和2Ca +,要加入的试剂分别为__________、__________。“电解”中阴极反应的主要产物是 。 (4)“尾气吸收”是吸收“电解”过程排出的少量2ClO ,此吸收反应中,氧化剂与还 原剂的物质的量之比为__________,该反应中氧化产物是 。 (5)“有效氯含量”可用来衡量含氯消毒剂的消毒能力,其定义是:每克含氯消毒剂的氧化能力相当于多少克2Cl 的氧化能力。2NaClO 的有效氯含量为 。(计算结果保留两 位小数)。 (2016年全国2卷)双氧水是一种重要的氧化剂、漂白剂和消毒剂。生产双氧水常采用蒽醌法,其反应原理和生产流程如图所示: 生产过程中,把乙基蒽醌溶于有机溶剂配制成工作液,在一定温度、压力和催化剂作用下进行氢化,再经氧化、萃取、净化等工艺得到双氧水。回答下列问题: (1)蒽醌法制备H 2O 2理论上消耗的原料是 ,循环使用的原料是 ,配制工作液时采用有机溶剂而不采用水的原因是 (2)氢化釜A 中反应的化学方程式为 进入氧化塔C 的反应混合液中的主要溶质为
(3)萃取塔D中的萃取剂是,选择其作萃取剂的原因是 (4)工作液再生装置F中要除净残留的H2O2,原因是 (5)(5)双氧水浓度可在酸性条件下用KmnO4溶液测定,该反应的离子方程式为 一种双氧水的质量分数为27.5%(密度为1.10g·cm-3),其浓度为mol·L?1. (2015全国2卷)28.(15 分)二氧化氯(ClO2,黄绿色易溶于水的气体)是高效、低毒的消毒剂,回答下列问題: (1)工业上可用KC1O3与Na2SO3在H2SO4存在下制得ClO2,该反应氧化剂与还原剂物质的量之比为。 (2)实验室用NH4Cl、盐酸、NaClO2(亚氯酸钠)为原料,通过以下过程制备ClO2: ①电解时发生反应的化学方程式为。 ②溶液X中大量存在的阴离子有__________。 ③除去ClO2中的NH3可选用的试剂是(填标号)。 a.水b.碱石灰c.浓硫酸d.饱和食盐水 (3)用右图装置可以测定混合气中ClO2的含量: Ⅰ.在锥形瓶中加入足量的碘化钾,用50 mL水溶解后,再加入 3 mL 稀硫酸: Ⅱ.在玻璃液封装置中加入水,使液面没过玻璃液封管的管口; Ⅲ.将一定量的混合气体通入锥形瓶中吸收; Ⅳ.将玻璃液封装置中的水倒入锥形瓶中: Ⅴ.用0.1000 mol·L-1硫代硫酸钠标准溶液滴定锥形瓶中的溶液(I2+2S2O32-=2I- +S4O62-),指示剂显示终点时共用去20.00 mL硫代硫酸钠溶液。在此过程中: ①锥形瓶内ClO2与碘化钾反应的离子方程式为。 ②玻璃液封装置的作用是。 ③V中加入的指示剂通常为,滴定至终点的现象是。 ④测得混合气中ClO2的质量为g。 (4)用ClO2处理过的饮用水会含有一定最的亚氯酸盐。若要除去超标的亚氯酸盐,下列物质最适宜的是_______(填标号)。 a.明矾b.碘化钾c.盐酸d.硫酸亚铁 (2015全国1卷)27.硼及其化合物在工业上有许多用途。以铁硼矿(主要成分为Mg B2O5·H2O和Fe3O4, 2 还有少量Fe2O3、FeO、CaO、Al2O3和SiO2等)为原料制备硼酸(H3BO3)的工艺流程如图所示:
酱腌菜生产许可证审查细则 实施食品生产许可证管理的酱腌菜是指以新鲜蔬菜为主要原料,经淘洗、腌制、脱盐、切分、调味、分装、密封、杀菌等工序,采用不同腌渍工艺制作而成的各种蔬菜制品的总称。 酱腌菜的申证单元为1个。在生产许可证上应当注明获证产品的名称即酱腌菜。生产许可证有效期为3年,其产品类别编号为:1601。 二、基本生产流程及关键控制环节 (一)基本生产流程。 原辅料预处理→腌制(盐渍、糖渍、酱渍等)→整理(淘洗、晾晒、压榨、调味、发酵、后熟)→ 灌装→灭菌(或不灭菌)→ 包装 (二)关键控制环节。 1.原辅料预处理:将霉变、变质、黄叶剔除。 2.后熟:掌握适宜时间,避免腌制时间不当导致亚硝酸盐超标。 3.灭菌:主要控制灭菌的温度及灭菌的时间以及包装容器的清洗和灭菌。 4.灌装:注意灌装时样品不受污染。 (三)容易出现的质量安全问题。 1.食品添加剂超范围或超量使用。 2.亚硝酸盐超标。 3.微生物指标超标。 三、必备的生产资源 (一)生产场所。
对于生产酱腌菜的企业,应具备原辅材料及包装材料仓库、成品仓库、洗瓶间(仅有软包装的企业不适用)、腌制车间、分选车间、灭菌灌装封盖车间、包装车间等满足工艺要求的生产场所。 直接购买咸坯的生产企业可减少腌制车间。 (二)必备的生产设备。 1.原料清洗设施(不锈钢、瓷砖贴面水槽或清洗机);2.腌制设施(腌制容器,材质为不锈钢、陶瓷、水泥池内壁涂聚酰胺环氧树脂涂料,应防腐、易清洗);3.分选台(不锈钢、瓷砖贴面);4.切菜设备(视产品情况而定,可用切菜机);5.半自动、自动洗瓶机(仅适合瓶装酱腌菜);6.灭菌设备(无灭菌过程的不适用);7.包装设备(如真空封盖机,真空包装机等半自动、自动包装线、包装机、打包机、生产日期打印装置、计量称重设备等)。 直接购买咸坯的生产企业必须具备3~7的设备。 四、产品相关标准 GB2714-2003《酱腌菜卫生标准》;GH/T1011-1998《榨菜》;GH/T1012-1998《方便榨菜》;SB/T10215-1994《酱渍菜》;SB/T10216-1994《盐渍菜》;SB/T10217-1994《酱油渍菜》;SB/T10218-1994《虾油渍菜》;SB/T10219-1994《糖醋渍菜》; SB/T10220-1994《盐水渍菜》;SB/T10221-1994《糟渍菜》;备案有效的企业标准。 五、原辅材料的有关要求 企业生产酱腌菜所用的蔬菜、水果原料应该新鲜、无霉变腐烂,所使用的原辅材料必须符合国家标准、行业标准的要求,原辅材料中涉及生产许可证管理的产品必须采购有证企业的合格产品。
:
工艺描述
一、马口铁罐番茄酱产品工艺描述 1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。 2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。 3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。每班清除沉淀池中的沉淀物。 4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。 挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。 破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。 精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。筛网需定时清洗。 双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。 蒸发浓缩:精制后的番茄汁由泵输入真空浓缩系统。在一定的真空和加热条件下,番茄汁中的水份在分离器中分离,并经凝液抽出系统被抽出。预热蒸汽与物料为逆流方式,预热蒸汽被重复利用。物料由三效至一效逐步的连续进行浓缩,并且在一效上放置了浓度传感器(折光仪),当产品浓缩到需要的浓度后,自动由泵打向杀菌贮罐。
二、基本生产流程及关键控制环节 (一)基本生产流程。 原辅料预处理→腌制(盐渍、糖渍、酱渍等)→整理(淘洗、晾晒、压榨、调味、发酵、后熟)→灌装→灭菌(或不灭菌)→包装 (二)关键控制环节。 1.原辅料预处理:将霉变、变质、黄叶剔除。 2.后熟:掌握适宜时间,避免腌制时间不当导致亚硝酸盐超标。 3.灭菌:主要控制灭菌的温度及灭菌的时间以及包装容器的清洗和灭菌。 4.灌装:注意灌装时样品不受污染。 (三)容易出现的质量安全问题。 1.食品添加剂超范围或超量使用。 2.亚硝酸盐超标。 3.微生物指标超标。 三、必备的生产资源 (一)生产场所。 对于生产酱腌菜的企业,应具备原辅材料及包装材料仓库、成品仓库、洗瓶间(仅有软包装的企业不适用)、腌制车间、分选车间、灭菌灌装封盖车间、包装车间等满足工艺要求的生产场所。 直接购买咸坯的生产企业可减少腌制车间。
(二)必备的生产设备。 1.原料清洗设施(不锈钢、瓷砖贴面水槽或清洗机);2.腌制设施(腌制容器,材质为不锈钢、陶瓷、水泥池内壁涂聚酰胺环氧树脂涂料,应防腐、易清洗);3.分选台(不锈钢、瓷砖贴面);4.切菜设备(视产品情况而定,可用切菜机);5.半自动、自动洗瓶机(仅适合瓶装酱腌菜);6.灭菌设备(无灭菌过程的不适用);7.包装设备(如真空封盖机,真空包装机等半自动、自动包装线、包装机、打包机、生产日期打印装置、计量称重设备等)。(这部分仪器要根据你厂的规模大小,跟相关厂家联系制作,这个价格不好说是多少) 直接购买咸坯的生产企业必须具备3~7的设备。 四、产品相关标准 GB2714-2003《酱腌菜卫生标准》;GH/T1011-1998《榨菜》;GH/T1012-1998《方便榨菜》;SB/T10215-1994《酱渍菜》;SB/T10216-1994《盐渍菜》;SB/T10217-1994《酱油渍菜》;SB/T10218-1994《虾油渍菜》;SB/T10219-1994《糖醋渍菜》;SB/T10220-1994《盐水渍菜》;SB/T10221-1994《糟渍菜》;备案有效的企业标准。 五、原辅材料的有关要求 企业生产酱腌菜所用的蔬菜、水果原料应该新鲜、无霉变腐烂,所使用的原辅材料必须符合国家标准、行业标准的要求,原辅材料中涉及生产许可证管理的产品必须采购有证企业的合格产品。
第1 页共50 页
第 2 页 共 50 页 金属镁工艺操作规程 金属镁是当前一种新型工业材料,而冶炼镁业是一项高温、高压、 高转速,易燃、易爆、易中毒的行业,了解与掌握炼镁工艺规程,规 范操作、熟练操作是冶炼镁业的关键所在。冶炼镁业由白云石经煅白、 配料压球、还原、精炼最后成为镁块,其每一环节都关系到镁的产出 率。 从第一环节煅白开始,煅烧温度过高,煅白会过烧,虽然煅白的 灼减量低,但其水化活性度也低。煅烧温度偏低,煅白残留的CO 2量 大,即碳酸盐未分解彻底,灼减量就高。对于耐磨指大,热强低的白 云石其煅烧时间相应缩短,否则煅烧出的白云石不是过烧就是生烧。 因此灵活调节温度,根据石质把握煅烧时间非常重要。 煅烧白云石的吸湿和二氧化碳(CO 2)全相同,而且时间越长, 吸湿越大,氢氧化钙[Ca (OH )2]和碳酸钙[CaCO 3]不仅能氧化还原析 出的镁,生成氧化镁和氧化钙,而且还能氧化还原剂硅铁中的硅(Si ), 同时吸湿后的煅烧白云石在真空和比较低的温度一并发生离解,使反 应区的剩余压力增大,减慢镁的升华速度。因此,煅烧白云石不宜长 期存放,应尽快投入到下一道工序。 竖窑要求白云石粒度较小(50—200MM ),炉料要均匀,竖窑操作 简单,煅烧活性度高,灼减量低,并且无论白云石是何种结构,只要 控制好工艺条件,料满预热好,其煅烧效果均很好,因此,煅烧出口 的煅白温度控制在300—400℃之间,有利于还原反应。
第 3 页 共 50 页 硅热法炼镁采用的还原剂应具有足够的还原能力,钙、硅、碳化 钙及炭质材料等均能将镁从氧化镁[MgO]中还原出来,还原剂的还原 能力按AL 、Si 、CaC 2的顺序递减的,从经验观点出发,在硅热法炼 镁中,通常是用硅铁作还原剂。 硅铁还原剂对于硅热法炼镁的还原过程是十分重要的,硅铁的反 应性与硅铁中的Si 、 Fe 、SiO 2、 FeSi 等组分有关,还原性能最好 的是Si ,其它的Fe —Si 化合物反应速度较小,而且随着铁含量的增 加,还原反应不易进行,含硅量高的硅铁脆而硬,易碎,易氧化。在 硅铁中含硅量85%以上的硅铁几乎全是Si 存在,含硅量75%的硅铁, 由Si 和Fe 、 SiO 2组成,其硅铁不适合硅热法炼镁,先用含硅量最高 的硅铁作还原剂,不仅其反应好,而且硅的利用率也高,但是工业生 产中,仍选用75%Si 的SiFe ,故常用Si 量75%的Si 作业硅热法的还 原剂。 硅热法炼镁的还原过程属于固相反应过程。对固相反应来说,要 求炉料有较细的粒度,并具有较大的比表面,即炉料越细越好,但是 炉料太细,压形时压缩比小,又难于成形,故炉料的细度必须控制在 一定的范围内,炉料的细度对镁的还原效率,硅的利用率有较大的影 响,炉料的粒度比不恰当,不仅影响还原效率,还影响团块的抗压强 度,所以炉料中的粒度比是非常重要的。 煅白的强度不大,一般比较易磨,白云石矿物结构不同,所以锻 白也呈现不同性质,网状结构的白云石其煅白成六方菱形结构的块
第六节果酱加工工艺 一、果酱和果冻的加工工艺 1、果酱和果冻的定义 果酱 果冻
2、果酱的工艺流程 原料处理→加热软化→加热、配料→浓缩→装罐和密封→杀菌和冷却 3、果胶一糖一酸凝胶形成的理论解释 果胶的半乳糖醛酸单体α—1,4键相连成线形结构,它在水合以后形成粘性溶液,这种高度亲水性的溶液在中性范围内最稳定,并带负电性。当溶液的pH值低于3.5和糖(脱水剂)含量达50%以上时,果胶即能脱水,并因电性中和而成凝胶。果胶胶凝时,果胶分子因氢键结合相连成网状结构。
4、果胶凝胶的条件和组分 糖65~70%,pH2.88~3.3(相当于成品中含柠檬酸0.7%),果胶0.6~1%。 果实原料; ?含果胶量及酸量丰富的原料:苹果(指含酸高的品种)、山楂等。 ?含果胶量高、含酸量低的原料:无花果、甜樱桃、桃、香蕉、番石榴等。 ?含果胶量和酸量中等的原料:葡萄、成熟的苹果等。 ?含果胶量少、含酸量多的原料;酸樱桃、菠萝、草莓 ?含果胶和酸均少的原料:成熟的桃子、洋梨、梨等。 果胶、琼脂、羧甲基纤维素、海藻酸钠; 糖和柠檬酸。
果胶的胶凝能力 系指一份的果胶能与多少份的糖制成具有一定强度和质量的果冻的能力。所谓果冻的一定强度(硬度)系指破碎压力为60.7克/平方厘米,而一定的质量是指其可溶性固形物达65%。 5、低甲氧基果胶果胶凝胶的条件和组分 低甲氧基果胶(相当于50%的羧基游离存在)在用糖很少甚至不用糖的情况下,加入钙离子(10一30毫克/克果胶)把果胶分子中的羧基相连生成凝胶,它是离子键结合而相连成的网状结构。
6、草莓酱的加工的主要问题 原料:红色或浅红色,红色或浅红色的部分占整果面积的70%以上为宜。 草莓呼吸强度大,采收后及时加工,避免污染。草莓产期短,进厂原料集中,故必要进行贮藏。 草莓浸泡后,在流动水槽中淘洗,去净泥砂等杂质,逐个拧去蒂把,去净蒂叶,剔除杂质和不合格果。 鲜草莓所含的花青素加工过程中极易受热分解,温度越高,时间越长,分解也越多。在加工过程中必须注意避免不必要的热处理。 真空浓缩至酱体可溶性固形物达66%时,加入柠檬酸,破除真空,搅拌加热至90 ~98℃,迅速出锅分装。 玻璃罐装的果酱罐头易发生霉菌污染质量事故。允许在玻璃罐装果酱中加入山梨酸或其盐类,加入量为成品的0.04~0.05%。
本技术提供鲜泡菜的制备工艺,该工艺包括下述步骤:A、制备泡水Ⅰ和泡水Ⅱ,备用;其中,泡水Ⅰ和泡水Ⅱ的区别在于泡水Ⅰ添加了高福记泡乐美乳酸菌菌粉,泡水Ⅱ未添加高福记泡乐美乳酸菌菌粉;B、循环发酵:将步骤A制备好的泡水Ⅰ用于发酵蔬菜,得到鲜泡菜,当发酵至第4n次时,将第4n次发酵后的泡水依次经离心、丢水等处理后继续用于发酵蔬菜;n依次取连续的正整数;发酵为20~24℃下密封发酵15~40?h;该工艺通过泡水制备、循环发酵控制,尤其是泡水中添加高福记泡乐美乳酸菌菌粉和循环发酵过程中各参数和指标的控制,缩短了鲜泡菜的制备时间,提升鲜泡菜的品质和口感,适合大规模生产,促进了泡菜行业的发展,经济效益好。 技术要求 1.鲜泡菜的制备工艺,其特征在于:所述工艺包括下述步骤: A、制备泡水Ⅰ和泡水Ⅱ,备用; 其中,泡水Ⅰ和泡水Ⅱ的区别在于泡水Ⅰ添加了高福记泡乐美乳酸菌菌粉,泡水Ⅱ未添 加高福记泡乐美乳酸菌菌粉; B、循环发酵:将步骤A制备好的泡水Ⅰ用于发酵蔬菜,得到鲜泡菜,当发酵至第4n次时,将第4n次发酵后的泡水依次经离心、丢水、补充泡水Ⅱ、添加高福记泡乐美乳酸菌 菌粉、检测、调整处理后继续用于发酵蔬菜;所述的n依次取连续的正整数;所述的发酵是在20~24℃下密封发酵15~40h; 所述泡水Ⅰ包括以下按重量份计的原料:饮用水100.00份、泡小米椒1.00~3.30份、泡生姜0.20~0.65份、泡大蒜0.10~0.33份、乙二胺四乙酸二钠0.01~0.05份、高福记泡乐美乳酸菌菌粉0.01~0.10份、安赛蜜0.01~0.02份、柠檬酸0.10~0.22份、乳酸0.10~0.36份、无碘食盐2.00~6.00份、味精0.70~1.45份、白酒0.10~0.20份、香辛料浓缩液0.80~1.00份。
酱油生产流程:
1、关键控制点(CCP) 危害分析和危害评估完成之后,确定关键控制点,并填写《HACCP计划表》。酱油的生产过程至少可设以下几个关键控制点:(1)原料验收,(2)蒸煮,(3)菌种制备,(4)制曲,(5)制醪,(6)发酵,(7)调配,(8)灭菌,(9)贮存,(10)罐装。 2、关键限值(CL)的确定 根据酱油的生产工艺及生产过程中检验,进行多次修定,最终确定产品的关键限值。 3、原料验收控制 所采购的原材料必须符合相应的国家标准、食品行业强制性标准或企业标准,采取原材料索证制度和验收制度对达不到要求的原材料应拒收、拒用,更不能选用发霉、失效、污染和有毒、有害的物质。 4、蒸煮 严格控制原料的粉碎粒度、配比、蒸煮的时间、压力和水份,保证蛋白质的适度变性,杀灭原料上的微生物,防止二次污染。 5、制曲 对制曲的温度、通风量、制曲、翻曲时间及成曲的质量应严格控制,对制曲设备、设施应建立完善的清理消毒制度。 5、制醪 控制醪液的盐度、水份和温度和制醪设备、设施的卫生管理。6、发酵 控制发酵温度、发酵周期,随时检测发酵的成熟度,防止发酵过
程的污染。 7、淋油 控制淋油水的温度,淋油速度和泡淋时间。 8、调配 严格执行产品的标准,制定调配操作规程,控制防腐剂的使用。 9、灭菌 对酱油的灭菌要进行人员、设备、工艺的确认,并严格执行要求。 10、罐装 要保证酱油在灭菌后到罐装过程中间环节的卫生,防止酱油的二次污染。 11、建立监控程序并实施纠正预防措施 关键控制点和关键限值确定后,必须对CCP实施有效的监控,对在监控中发现的问题,立即采取纠正措施,保证CCP处于受控状态并评估产品的安全性及对受影响的产品做出合理的处置。 12、建立CCP记录和验证程序 在生产中严格执行HACCP计划表的规定,并做好相应的验证记录,对验证资料进行统一管理,并至少保留三年以上。