1000MW超超临界锅炉启动过程分析
刘崇刚国电泰州发电有限公司生产运行部
江苏泰州 213000
择要:本文简单介绍泰州电厂工程概况及等离子助燃点火,重点论述超超临界1000MW机组在启动过程如何成功实现无油点火,而且对启动过程中出现的具体问题进行详细分析并提出针对性解决方法,具有很大的推广价值,为即将投产和在建机组超超机组提供了实现无油启动成功的范列。
关键词:等离子无油点火锅炉启动参数控制关键点控制
一、工程概况
国电泰州电厂一期工程2×1000MW超超临界燃煤机组锅炉是哈尔滨锅炉厂有限责任公司由三菱重工业株式会社(Mitsuibishi Heavy Industries Co. Ltd)提供技术支持,设计的锅炉是超超临界变压运行直流锅炉,采用П型布置、双炉膛、一次中间再热、低NO X PM 主燃烧器和MACT燃烧技术、反向双切园燃烧方式,底层1A磨煤机采用等离子助燃技术,炉膛为内螺纹管垂直上升膜式水冷壁,循环泵启动系统;调温方式除煤/水比外,还采用烟气分配挡板、燃烧器摆动、喷水等方式。
锅炉采用平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构,设计煤种为神华煤,校核煤种分别为兖州煤和同忻煤。
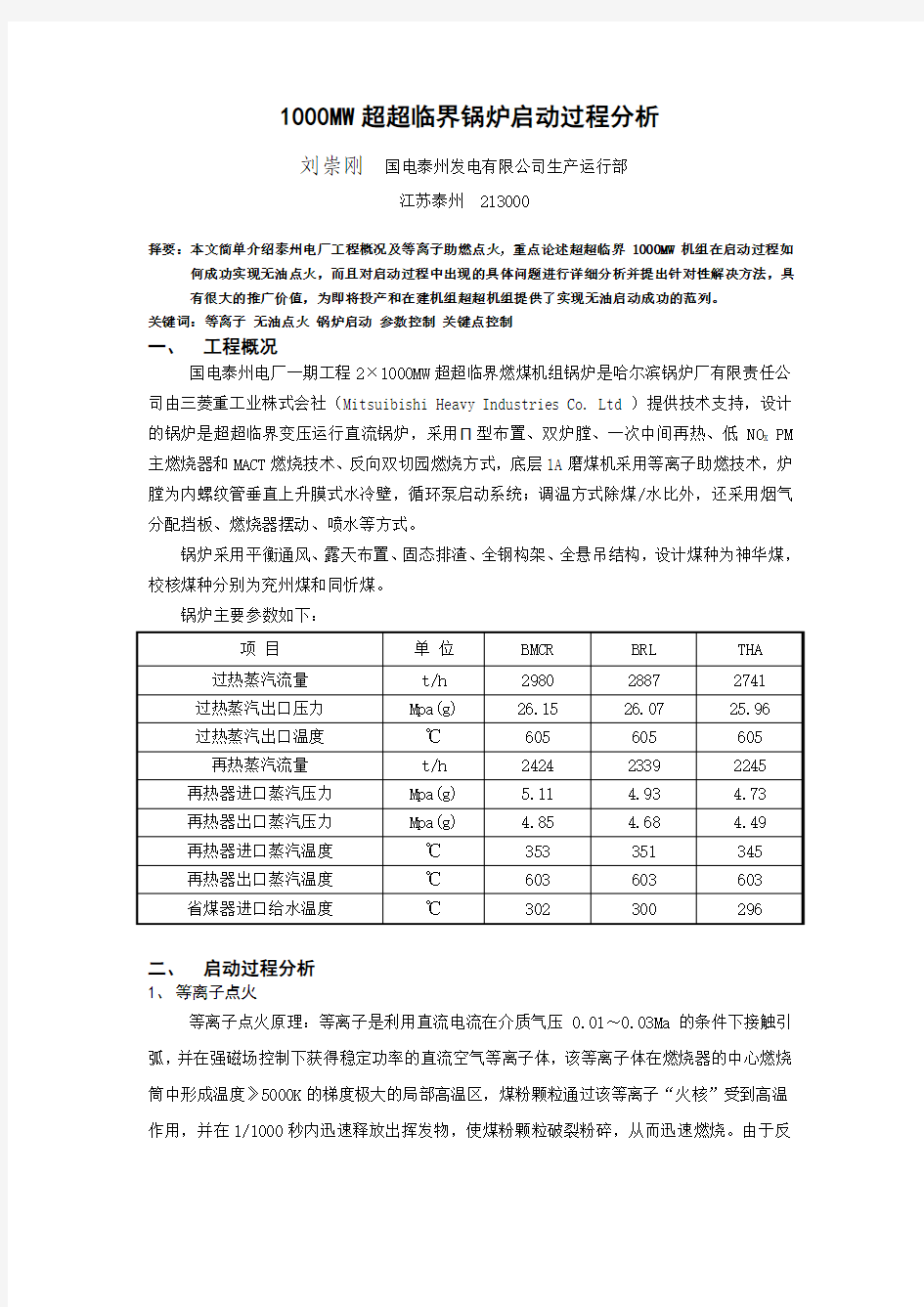
锅炉主要参数如下:
二、启动过程分析
1、等离子点火
等离子点火原理:等离子是利用直流电流在介质气压0.01~0.03Ma的条件下接触引弧,并在强磁场控制下获得稳定功率的直流空气等离子体,该等离子体在燃烧器的中心燃烧筒中形成温度》5000K的梯度极大的局部高温区,煤粉颗粒通过该等离子“火核”受到高温作用,并在1/1000秒内迅速释放出挥发物,使煤粉颗粒破裂粉碎,从而迅速燃烧。由于反
应是在气相中进行,使混合物组分的粒级发生了变化,煤粉的燃烧速度加快,也有助加速煤粉的燃烧,大大减少了点燃煤粉所需要的引燃能量,使无油点火成为可能。
等离子点火的难点:
1)如何获得初始的制粉热风
泰州电厂采用等离子厂家提供的方案:在热风母管上加装厂家提供的暖风器,加热汽源来自辅汽系统,暖风器入口加装一个热风隔绝门,出口加装一个热风电动调节挡板和冷风电动调节挡板。暖1A磨时,开启暖风器入口热风隔绝门和出口冷、热一次风调挡板,打通1A磨出口风道进行暖磨即可获得启动初期的制粉热风。
2)磨煤机的初始煤量选择
在锅炉启动初期,热量的投入是缓慢而均匀的。但如果煤量过小,磨煤机振动大,煤粉着火不稳定;煤量大,锅炉启动特别是第一次启动,升温升压太快将给机组带来极大的危害。根据锅炉厂提供的技术资料,锅炉点火时可投入一层油枪,总出力约为13.2t/h,磨煤机厂家提供最小出力为25T/H,初步选择28/h.在实际启动时,根据现场看火、火焰监视屏、DCS火检强度和炉膛负压波动,结合就地磨煤机振动情况,初始煤量在35T/H较为合理。
3)一次风速和风温
等离子厂家要求一次风速在18~21M/S为宜,风温在初期尽量高(不大于85℃)。实际上由于一次风机以及风管路特性,加上保护值的限制,一次风速只能维持在21~25M/S。一次风温由于暖风器出力的影响,只能维持磨煤机出口温度在55℃左右。所幸的是锅炉空预器加热一次风温在运行约1小时后可以达到180℃,切换至正常热风供给已无问题。
4)初次点火时,难度很大,表现在以下方面:A)磨煤机初次投运,从煤投入到煤粉进入炉膛燃烧有一个过程,火检初期检测不到煤粉着火,必须修改相关逻辑,否则MFT 会频繁动作。泰州电厂将火检延时改为90S。B)炉膛负压在点火前必须选择一个合理的值,过大影响着火;过小则由于等离子点火实际上是一个爆燃点火过程,瞬间炉膛负压可能达到保护定值而导致点火失败。它的选择还和磨煤机中是否有存煤有关,如果有存煤负压值应该大点。泰州电厂将炉膛负压控制在-0.4 Kpa 比较合适。C)等离子的载体风压要控制在7~9 Kpa:过高不易形成稳定的等离子弧;过低阳极容易烧损。
D)点火成功后炉膛负压的调整也很重要,要有前瞻性,要手动非常及时调整,否则往往也会导致点火失败。炉膛负压投自动是不可能满足如此恶劣工况。
5)等离子点火的锅炉配风
点火时,总风量维持在1200T/H左右,各角风箱与炉膛压差维持在0.2Kpa,将1A燃烧器周围的小风门关至10%左右,最下层风门开度在50%,稍微把1AB油枪的风门开启到20%即可,根据煤量将制粉风量与煤量的比值控制在0.35~0.45之间,当煤粉稳定着火后将煤量降至磨煤机稳定运行的最低煤量35T/H左右,根据燃烧实际情况逐渐开大1A燃烧器周围的风门。
6)调试初期出现的等离子经常断弧和对应对应油枪不自投问题已经解决,1A磨煤机启动后不应该把立即切至正常模式,而是按规程规定启动第二台磨煤机且燃烧稳定火检无大幅度闪烁后才切至正常模式。如果很快切至正常模式,MFT风险减低,但是炉膛安全性能大大降低,这是不允许的。
泰州电厂在启动过程中,抓住以上关键点,成功的实现无油点火,节省大量调试用油,获得巨大的经济效益同时,为以后机组实现无油启停、低负荷稳燃取得重要的经验和主要参数,为机组以后安全经济运行获得宝贵的经验。
2、解决1C磨点火能源的问题
目前看来,由于1A、1B两台磨煤机出力在120T/H时,高旁仍然保持一定开度,电负荷达不到300MW,1C磨点火能源不能满足。如果过早关闭高旁,多次这样会给汽轮机带来SPE 问题;如果增大1A、1B两台磨煤机出力来满足负荷要求,等离子投用时,1A磨出力不宜超过65T/H,防止热负荷过高烧毁等离子中心套筒。建议投运CD层油枪,由于锅炉结构特点,#2、3油枪不允许同时投入,将负荷升至300MW以上,锅炉转态结束后逐渐退CD层油枪,要注意保证中间点温度的过热度,不允许在干湿态之间来回。
3、干湿态转换
干湿态转换时要保证给水流量按厂家提供在750T/H左右。900T/H转态时三级过热器29、30屏出现高温情况,最高温度29屏第#8管子达到627℃,转完态后以及在后来高负荷时,该处温度均未达到600℃。干湿态转换时要注意:
●保证给水流量在750T/H以上,但不要超过850T/H;
●如果需要启动1C磨,应事先暖好1C磨,根据金属温度控制热负荷,启动1C磨后,将
总煤量控制在120T/H左右,由于投入CD层油枪(#2、3不允许同时投入),相当于14T/H 煤,水量可根据情况增加,保证中间点温度有3~5℃过热度,一次转态,不要反复。
●如果只用1A、1B两台磨转态,水量尽可能维持在750T/H,逐渐增加1B磨出力,燃烧
充分且炉膛温度较高的话,只需要120 T/H煤足够,实际上可能远不止,但如果煤量在140 T/H时还不能成功转态,必须启动1C 磨或投入CD层油枪,不允许一味增加1A、1B两台磨出力来转态。
●在该过程中,要加强中间点温度、贮水箱水位、给水流量、主汽压力、温度、再热汽压
力、温度、各受热面金属温度、高、低旁开度和BCP运行工况监视。当中间点温度有2~3℃过热度时,贮水箱水位开始缓慢下降,要逐渐增大电泵出力,开启BCP的再循环阀,逐步关小BR阀至全关。BCP通过过冷水保持循环,直到锅炉稳定直流运行。
4、启动过程中锅炉配风
启动初期,总风量控制在1200~1300T/H之间,风箱角风压控制在0.2Kpa,1A磨煤机风量在80~90T/H,1A燃烧器的周界风开度控制在10%,AB油枪层的燃料风开度在10%左右,其周界风开度控制在30%。AA风在低负荷时只作为调节两侧偏差的手段。然后根据燃烧情况和投运磨煤机逐渐开大风门和提高风箱角风压,应该通过就地看火结合烟囱烟色来判断煤粉实际燃烧好坏。当负荷在500MW时,风箱角风压控制在0.5Kpa以上,此时AA风才渐渐开启。总之,低负荷时燃烧器周围的风量不宜过大,而且可以有效防止水冷壁超温;较高负荷时要根据需要来进行配风。
5、启动过程中参数控制
在启动过程中,往往出现主汽温度或再热汽温偏高,两侧温度偏差的情况。主要有以下几个方面的因数:1)、旁路开度和燃料量不匹配。高压旁路通常在主汽压力达到0.7Mpa 时最小开度10%开启,当主汽压力达到1.0Mpa时保持该压力直到60%开度,保持该开度直到主汽压力达到8.5Mpa,保持该压力逐渐开大,如果需要可以开足;低压旁路在高压旁路有开度时即可开足。在湿态运行时,控制好升压速度就是控制了温升率,旁路开启应该根据具体情况来获得自己所需要的参数。2)、燃料量偏大。初期燃料量应维持在1A磨稳定运行的最小出力,当压力、温度上升缓慢时,缓慢而均匀地增加煤量。当炉膛温度升高煤粉燃尽率增大时,可以适当降低煤量。要充分考虑到煤粉燃尽率问题,启动过程中燃料量是有所变化的,而不是一直在增加。到冲转参数时总煤量大致在50T/H左右。3)、启动初期尽可能利用启动炉汽源把给水温度提得高些,必要时可以利用再热汽冷段汽源投入B列高加以提高给水温度;机组并网后低加随机滑启,当机组负荷200MW高加投用条件满足时应尽快投运,有利于温度的控制。4)、加强配风。当温度上升较快时,可以开大燃烧器区域的二次风门开度,减少顶部风量,让火焰中心低点,但一定要注意不能让水冷壁超温。开大AA风的方法值得商榷,也许在一定工况时有用。因为低负荷煤粉燃烧情况很复杂,与正常情况相差很大,甚
至相反;刚投运金属管表面相对洁净,表面还没有达到稳定的污染度;低负荷流量分配也是变化多端。5)、提前采取措施控制温度,不要等到温度高时才想办法,要有意识控制。开减温水降温的方法不可取,但是当温度接近冲转参数100℃时,可以将减温水手动阀开启,利用漏量来抑制温升,既安全又有效。发现温度上升较快时,要适当降低煤量。6)、WDC阀应该保持在关闭状态。如果经常开启,汽水混合物被排放,进入过热器的饱和蒸汽减少,在燃烧量一定的情况下,必然导致汽温偏高。7)、两侧汽温偏差主要是调平两侧烟温差。哪个炉膛出口烟温高,开大其顶部AA风或者关小另一个炉膛顶部AA风即可。
6、受热面超温问题
11月12日21:00 启1C磨,升负荷至300MW。从200MW加负荷至300MW过程中,由于负荷较长时间在区域反复,水冷壁局部、二过、三过特别是29、30屏金属壁温出现报警,分析原因如下:
●该负荷区域为干湿态转换区,热负荷分配极为复杂,导致金属内部工质反复变化;蒸汽
流量较低,容易产生流量不均匀,加上热负荷较低,炉内温度场分布不均匀加剧金属管受热产生热偏差。
●由于结构上的原因,前墙水冷壁二次风箱内风压较低,二次风速相对后墙低,不但起不
到加强一次刚性作用,而且引起一次风发散,导致着火提前;前墙#2、#3角燃烧器相互距离较近,该区域热负荷高,更容易使燃烧剧烈,附近水冷壁吸热增多,引起水冷壁局部超;制粉系统管路布置时,前墙燃烧器管路短,一次风调平不均匀,导致前墙燃烧器煤粉量偏多。后墙由于前者原因,所以水冷壁温度分布较均匀。
●三过超温主要还是低负荷时流量、烟温偏差产生的热偏差所致。至于29、30屏温度偏
高,和其位置有很大的关系:它们处于炉膛水平烟道正中央,正好又是A、B侧三过的端部,而且很有可能异物堵塞。
从玉环和我厂实际来看,八角双切圆PM燃烧器锅炉很大的特点是炉膛水平烟道中间热负荷比较集中,有必要将AA风#2、3和#6、7的水平挡板开大,让热负荷相对往两侧移动,减少中间金属管壁的吸热量,从而达到解决中间受热面超温的问题。
7、机组正常运行过程中,当参数到额定值时,个别受热面壁温会出现报警。有的时报警值偏低,已更改;有的是属于燃烧调整问题;个别确实偏高,如水冷壁前墙入口#311管,一直在430~540℃之间变化,初步估计认为可能是由于异物堵塞引起水动力问题。后来经过燃烧调整,偏高的金属壁温已经完全解决。只是该锅炉水冷壁热敏感性比较强,所以在启动、低负荷和正常运行变负荷启停磨煤机时,要尤其加强对受热面壁温和运行参数的监视和调整。
三、结束语
通过各单位的共同努力,中国国电集团公司第一台1000 MW超超临界机组高质量高标准投产。但是由于缺乏相关的设计、安装、调试和运行经验,超大容量机组还有许多问题需要我们电力人继续探索,为我国电力事业赶上发达国家水平作出我们应有的贡献。
特级调试证书单位(证书号:第2090号) 通过GB/T19001-2008、GB/T28001-2011、GB/T24001-2004 调试方案日期2015.03.25XTS/F 项目名称 湖南华电常德一期2×660MW项目 审核: 批准:
目录 1.试运目的 (1) 2.系统及设备概况 (1) 3.技术标准和规程规范 (2) 4.系统投运前应具备的条件 (2) 5.调试工作程序及步骤 (3) 6.调试需使用的仪器 (8) 7.质量控制点 (9) 8.人员分工 (9) 9.环境、职业健康、安全风险因素识别和控制措施 (9) 附录1整套启动调试危险源辨识表 (11)
湖南华电常德一期2×660MW项目 1号机组整套启动调试方案 1试运目的 依据DL/T5437—2009《火力发电建设工程启动试运及验收规程》的规定和湖南华电常德发电有限公司调试技术合同的要求,在整套启动过程中对机组汽水品质进行化学监督,防止热力设备腐蚀。保证机组顺利投产及以后的长期安全、经济运行。 2系统简介 2.1 机组概况 湖南华电常德电厂一期工程2×660MW项目超超临界机组发电工程锅炉为超临界参数变压运行螺旋管圈直流炉,单炉膛、一次中间再热、四角切圆燃烧方式、平衡通风、Π型露天布置、刮板捞渣机机械除渣装置、全钢架悬吊结构。炉后尾部布置两台三分仓容克式空气预热器。主要参数如表1: 表1 锅炉主要参数 名称单位最大连续蒸发量 (BMCR) 额定工况蒸发量 (BRL) 过热蒸汽流量t/h 2035 1976 过热蒸汽出口压力MPa.g 26.15 26.08 过热蒸汽出口温度℃605 605 再热蒸汽流量t/h 1603 1551 再热蒸汽进口压力MPa.g 5.73 5.54 再热蒸汽进口温度℃374 368 再热蒸汽出口压力MPa.g 5.53 5.34 再热蒸汽出口温度℃603 603 给水温度℃299 297 2.2 经混凝澄清处理的沅江干流水→清水池→双层滤料过滤器→UF装置(自带自清洗过滤器)→超滤水箱→一级RO→RO缓冲水箱→二级RO→淡水箱→ EDI装置→除盐水箱。 2.3 加药系统主要设备 机组启动期间给水处理采用全挥发AVT碱性工况,正常运行时采用加氨加氧联合水处理CWT工况。2台机组设一套给水加氨、一套凝结水加氨设备,加氨泵均为2用1备;每台机设1套加氧设备,包括给水、凝结水加氧。
超临界锅炉运行技术 4. 超临界机组协调控制模式 (1)CCBF,机炉自动,机调负荷,炉调压力; 能充分利用锅炉蓄热,负荷响应快;主汽压力控制存在较大延迟,降低了主汽压稳定性。 (2)CCTF,机炉自动,炉调负荷,机调压力; 主汽压稳定性好,负荷响应慢。 (3)机炉协调; 机炉同时接受负荷和主汽压力指令,同步响应负荷和主汽压力的变化。 其中:(1)应用最广,(3)的调节器若匹配不当,机炉间容易引起震荡。 3.2.3 600MW超临界机组协调控制策略 1. 被控参数 (1)给水流量/蒸汽流量 因为给水系统和蒸汽系统是直接连通的,且由于超临界锅炉直流蓄热能力较小,给水流量和蒸汽流量比率的偏差过大将导致较大的汽压波动。 (2)煤水比 稳定运行工况时,煤水比必须维持不变,以保证过热器出口汽温为设计值。而在变动工况下,煤水比必须按一定规律改变,以便既充分利用锅炉蓄热能力,又按要求增减燃料,把锅炉热负荷调到与机组
新的负荷相适应的水平. (3)喷水流量/给水流量 超临界锅炉喷水仅能瞬时快速改变汽温.但不能始终维持汽温,因为过热受热面的长度和热焓都是不定的。为了保持通过改变喷水流量来校正汽温的能力,控制系统必须不断地把喷水流量和总给水流量之比恢复到设计值。 (4)送风量/给煤量(风煤比) 为了抑制NOx的产生,以及锅炉的经济、安全运行,需对各燃烧器的进风量进行控制,具体是通过各层燃烧器的二次风门和燃尽风门控制风量,每层风量根据负荷对应的风煤比来控制。 2 协调控制回路 超临界机组蓄热能力相对较小.锅炉跟随系统的局限性较大,对于锅炉和汽机的控制指令既考虑稳态偏差又要考虑动态偏差。为了在机组负荷变化时机炉同时响应,机组负荷指令作为前馈信号分别送到锅炉和汽机的主控系统,以便将过程控制变量维持在可接受的限度内。 汽轮机调节汽门直接控制功率,锅炉控制主汽压力(CCBF),给水流量由锅炉给水泵改变。功率指令直接发送到汽轮机调节汽门,使得功率响应较快。由于锅炉惯性大,负荷应变较慢.为防止汽机调门动作过大锅炉燃烧跟不上,设计了压力偏差拉回逻辑,当压力偏差过大时限制调门进一步动作,直到燃烧满足负荷需求。 在协调控制模式下,主汽压力偏差一直作为限制主汽调门响应负荷需
2009年12月(下 ) [摘要]现代大型燃煤机组为了能保证机组安全和调峰快速启停都装配有旁路系统,本文以东方汽轮机和锅炉厂600MW 机组旁路系统为 例介绍了其构成和功能,为正常启停、调峰运行和事故处理时提供参考。[关键词]旁路;旁路系统;回收工质;快速启停600MW 超临界机组旁路系统简介 马旭涛 王晓晖 (广东红海湾发电有限公司,广东汕尾516600) 广东红海湾发电有限公司一期工程#1、#2机组为国产600MW 超临界压力燃煤发电机组,循环冷却水取自海水,为开式循环,三大主设备由东方电气集团公司属下的东方锅炉厂、东方汽轮机厂、东方电机股份有限公司制造,容量及参数相互匹配。汽轮机型号:N600-24.2/566/566,型式:超临界压力、一次中间再热、单轴、双背压、三缸四排汽、凝汽冲动式汽轮机。 1设备概况 机组旁路采用高压和低压两级串联的旁路系统,其中高压旁路容量为40%锅炉最大容量,布置在汽机房的6.4m 平台上。低压旁路设置两套装置,总容量为高压旁路的蒸汽流量与喷水流量之和,布置在汽机房的13.7m 平台上。高、低压旁路各由一套液压控制装置驱动控制。 高压旁路系统从汽机高压缸进口前的主蒸汽总管接出,经减温减压后接入再热蒸汽冷段总管上。低压旁路系统从汽机中压缸进口前的再热蒸汽总管接出,经两路减温减压后,分别接入A 、B 凝汽器。 高、低压旁路各设有独立的液压控制装置,通过电液伺服阀调节。高、低旁正常调节全行程开、关均需20~30秒,在事故状态下,高、低压旁路均可实现快开(2秒全开)和快关(2秒全关),高压旁路减温水来自给水母管,低压旁路减温水来自凝结水精处理装置出口母管。高、低压旁路减温水调节阀也是用各自液压控制装置电液伺服阀控制。 2旁路系统的构成及主要作用 2.1构成 由高压旁路和低压旁路串联而成,高压旁路为40%容量,低压旁路为52%容量。高压旁路和高压缸并联,低压旁路和中、低压缸并联。示意图如(图一) : 图1旁路系统结构组成 2.2主要作用 1)回收工质(凝结水)和缩短机组启动时间,从而可以大大节省机组启动过程中的燃油消耗量; 2)调节新蒸汽压力和协调机、炉工况,以满足机组负荷变化的要求,并可实现机组滑压运行; 3)保护锅炉不致超压,有安全门的作用,保护再热器在机组启动初期因没有蒸汽流通发生干烧而损坏; 4)实现在FCB 时,停机不停炉。 3旁路的基本控制及功能介绍 由于我厂采用的是中压缸启动,在汽机冲转时,要求高低旁控制好冲转参数,因此,启动初期,调节锅炉出口压力是旁路主要的控制功能,正常运行之后,旁路处于跟随状态,实现对主汽压力,再热器,凝汽器的一些保护功能。具体的自动启动过程如下: 在冷态时,也就是主汽压力小于1.0Mpa 的时候,旁路自动启动的过程如下,在锅炉点火以后,在触摸屏上点击STARTUP 按钮,这时候旁路系统的状态显示会出现Ymin on 和cold start ,这时候是最小阀位过程,高旁阀门会开启到设定的最小阀位( 10%),这时候保持这个阀位不动,让压力上升,在主汽压力上升到设定的最小压力1.0MPa 时候,显示切换到Warm start 状态,同时阀门开启维持这个压力,在阀门开度达到设定的阀位30%的时候,程序根据计算出来的锅炉允许的升压速率升高主汽压力的设定值,如果这时候锅炉燃烧能和设定速率配合,阀位基本保持30%不变,同时主汽压力上升,这时候就是设定阀位状态,如果锅炉燃烧使得主汽压力升速率过快,设定值低于实际压力,阀门便会开大维持压力为设定值,实际压力如果升速率过慢,则阀门会关小。在阀门低于30%的时候,设定值则不会继续增加,只有阀门重新开到30%以上才会继续增加设定值。在这个过程中主汽压力根据调节上升,到了设定的冲转压力则整个自动启动过程结束,高旁自动切换到压力控制方式,屏幕显示Press CTRL .这时候可以从屏幕上设定压力设定值,高旁就会来调整主汽压力到设定值。在汽机准备冲转的时候要低旁设自动并跟踪再热蒸汽压力,随着汽轮机转速上升关小低旁,一般3000转定速低旁还是未关闭完全的。再并网后随着继续开大阀位,准备高压缸进汽(即切缸),这时候需手动快速加阀位的同时快速把高压旁路切除。检查高压缸排气VV 阀关闭并给高排逆止门开启信号。高旁切除以后,旁路保持快关状态,这时候检查高排逆止门确已开启高低旁关闭。在切缸过程中,高低旁和阀位协调控制好主再热蒸汽压力,过程连续快捷保证高排逆止门顺利开启是关键。当然按每次启动的实际情况,我们常用手动控制来实现上述过程。 高旁温度控制,目的是控制进入再热器的蒸汽温度在适当的范围内,设定值由运行人员手动设定,它是通过简单的单回路偏差调节,取高旁出口温度与设定值比较形成偏差。当高旁出口温度达到360℃时,旁路系统会延时20S 发出报警,当高旁出口温度达到400℃时,高旁保护快关。 低旁在投入自动以后就一直是压力控制,来控制热再压力,屏幕上的压力设定值是热再压力的最小限制,低旁的压力设定值是根据调节级压力计算出来的一个值,如果这个值小于设定的最小压力,取最小压力设定值作为实际的压力设定值。 低旁温度控制,目的是控制进入凝汽器的蒸汽温度在适当的范围内,由于低旁出口饱和蒸汽温度不能准确测量,故不是采用单纯的偏差调节。根据低旁的阀位和进入低旁的蒸汽压力和温度可得出进入低旁蒸汽的焓值。另外低旁喷水取用的是凝结水,温度和压力已知,再通过喷水调节阀开度和阀前后差压可得出喷水的流量,通过能量平衡计算出所需减温水的量,即得出喷水调节阀的开度。 喷水截止阀是开关门,当截止阀所对应的减压阀开度大于2%时,截止阀联锁全开,小于2%时,联锁全关。 226
文件编号:GD/FS-1361 In Order To Simplify The Management Process And Improve The Management Efficiency, It Is Necessary To Make Effective Use Of Production Resources And Carry Out Production Activities. 编辑:_________________ 单位:_________________ 日期:_________________ (安全管理范本系列) 600 MW 超临界锅炉带循环泵启动系统的控制设计与运行详细版
600 MW超临界锅炉带循环泵启动 系统的控制设计与运行详细版 提示语:本安全管理文件适合使用于平时合理组织的生产过程中,有效利用生产资源,经济合理地进行生产活动,以达到实现简化管理过程,提高管理效率,实现预期的生产目标。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 综观世界锅炉制造商,直流锅炉的启动系统不管其形式如何变化,一般可分为内置式和外置式两种,而内置式启动系统又可分为扩容器式、疏水热交换式及循环泵式,对于带循环泵启动系统,就其布置形式有并联和串联两种。本文主要介绍600 MW超临界参数锅炉所带循环泵启动系统,而且循环泵与给水泵为串联布置的启动系统的工作原理、控制思想及运行特点,锅炉最低直流负荷不大于30 %BMCR。 锅炉的主要设计参数(锅炉型 号:SG1953P25.402M95X) 见表1。 1 带循环泵启动系统的组成
在锅炉的启动及低负荷运行阶段,炉水循环确保了在锅炉达到最低直流负荷之前的炉膛水冷壁的安全性。当锅炉负荷大于最低直流负荷时,一次通过的炉膛水冷壁质量流速能够对水冷壁进行足够的冷却。在炉水循环中,由分离器分离出来的水往下流到锅炉启动循环泵的入口,通过泵提高压力来克服系统的流动阻力和省煤器最小流量控制阀(V2507) 的压降,水冷壁的最小流量是通过省煤器最小流量控制阀来实现控制的,即使当一次通过的蒸汽量小于此数值时,炉膛水冷壁的质量流速也不能低于此数值。炉水再循环提供了锅炉启动和低负荷时所需的最小流量,选用的循环泵能提供锅炉冷态和热态启动时所需的体积流量,在启动过程中,并不需要像简单疏水扩容器系统那样往扩容器进行连续的排水,循环泵的设计必须提供足够的压头来建立冷态和热态启动时循环所需的最小流
国外超超临界机组技术的发展状况 一、超超临界的定义 水的临界状态点:压力 22.115MPa,温度374.15℃;蒸汽参数超过临界点压力和温度称为超临界。锅炉、汽轮机系列(通常以汽轮机进口蒸汽初压力划分等级):次中压2.5 MPa,中压3.5 MPa,次高压6.5 MPa,高压9.0MPa,超高压13.5 MPa ,亚临界16.7 MPa,超临界24.1 MPa。 超超临界(Ultra Super-critical)(也有称高效超临界High Efficiency Supercritical))的定义:丹麦人认为:蒸汽压力27.5MPa是超临界与超超临界的分界线;日本人认为:压力>24.2MPa,或温度达到593℃(或超过 566℃)以上定义为超超临界;德国西门子公司的观点:从材料的等级来区分超临界和超超临界;我国电力百科全书:通常把蒸汽压力高于27MPa称为超超临界。 结论:其实没有统一的定义,本质上超临界与超超临界无区别。 二、国外超超临界技术发展趋势 (一)超超临界机组的发展历史 超超临界机组发展至今有50年的历史,最早的超超临界机组于1957年投产,建在美国俄亥俄州(Philo 电厂6#机组),容量为125MW,蒸汽进汽压力31MPa,进汽温度621 / 566 / 566 C(二次再热)。汽轮机制造商为美国GE公司,锅炉制造商为美国B&W公司。 世界上超超临界发电技术的发展过程一般划分为三个阶段: 第一阶段(上世纪50-70年代)
以美国为核心,追求高压/双再的超超临界参数。1959年Eddystone 电厂1#机组,容量为325MW,蒸汽压力为34.5MPa,蒸汽温度为 649 / 566 / 566 C(二次再热),热耗为8630kJ/kWh,汽轮机制造商美国WH 公司,锅炉制造商美国CE公司。其打破了最大出力、最高压力、最高温度和最高效率的4项记录。1968 年降参数(32.2MPa/610/560/560 C)运行直至今,但至今仍是世界上蒸汽压力和温度较高的机组。 结果,早期的超超临界机组,更注重提高初压(30MPa或以上),迫使采用二次再热。使结构与系统趋于复杂,运行控制难度更难,并忽视了当时技术水平和材料水平,使机组可用率不高。 第二阶段(上世纪80年代) 以材料技术发展为中心,超超临界机组处于调整期。锅炉和汽轮机材料性能大幅度提高,电厂水化学方面的认识更趋深入,美国对已投运的超临界机组进行大规模的优化和改造,形成了新的结构和新的设计方法,使可靠性和可用率指标达到甚至超过了相应的亚临界机组。其后,美国将超临界技术转让给日本,GE公司转让给东芝和日立公司,西屋公司转让给三菱公司。 第三阶段(上世纪90年代开始) 迎来了超超临界机组新一轮的发展阶段。主要原因是国际上环保要求日趋严格,新材料的开发成功,常规超临界技术的成熟。大规模发展超超临界机组的国家以日本、欧洲(德国、丹麦)为主要代表。日本以川越电厂31 MPa /654℃/566℃/566℃超超临界为代表,开拓了一条从引进到自主开发,有步骤有计划的发展之路,成为当今超超临界技术领先国家。其值得我们认真学习。 三、各国超超临界发电技术情况
超临界锅炉的启动旁路系统 严格来说,超临界直流锅炉启动旁路系统主要由过热器旁路和汽轮机旁路两大部分组成。过热器旁路是针对直流锅炉单元机组的启动特点而设置的,为直流锅炉单元机组特有的系统。汽轮机旁路系统不但用于直流锅炉单元机组还用于汽包锅炉单元机组上。 下面介绍的启动旁路系统主要为过热器旁路系统。 一、启动旁路系统的功能和种类 1.功能 直流锅炉单元机组的启动旁路系统主要有以下功能: (1)辅助锅炉启动 1)辅助建立冷态和热态循环清洗工况 2)辅助建立启动压力与启动流量,或建立水冷壁质量流速 3)辅助工质膨胀 4)辅助管道系统暖管 (2)协调机炉工况 1)满足直流锅炉启动过程自身要求的工质流量与工质压力 2)满足汽轮机启动过程需要的蒸汽流量、蒸汽压力与蒸汽温度(3)热量与工质回收 借助启动旁路系统回收启动过程锅炉排放的热量与工质。 (4)安全保护 启动旁路系统能辅助锅炉、汽轮机安全启动。有的旁路系统还能
用于汽轮机甩负荷保护、带厂用电运行或停机不停炉等。 直流锅炉单元机组的启动旁路系统,不应该是功能越全面越好,要根据机组容量、参数及承担电网负荷的性质等合理的选定。此外,启动旁路系统在运行中的效果还与锅炉、汽轮机、辅机的性能有关,主机、辅机与系统的性能的统一才能获得预想的功能。总之,启动系统的选型要综合考虑其技术特点、系统投资及电厂运行模式等因素。 2.种类 直流锅炉启动系统(特指过热器旁路系统)有内置式分离器启动系统和外置式分离器启动系统两大类型。DG1900/25.4-II型超临界直流锅炉采用的是内置式分离器启动系统。 本超临界机组采用的汽轮机旁路系统是大旁路形式,即将过热蒸汽直接通过大旁路送到凝汽器。 二、内置式分离器启动系统的分类及技术特点 直流锅炉启动系统按分离器正常运行时是否参与系统工作可以分为内置式分离器启动系统和外置式分离器启动系统。内置式分离器启动系统是指在正常运行时,从水冷壁出来的微过热蒸汽经过分离器,进入过热器,此时分离器仅起一连接通道作用。内置式分离器启动系统大致可分为:(1)扩容器式(大气式、非大气式2种);(2)启动疏水热交换器式;(3)再循环泵式(并联和串联2种)。 1.带扩容器的启动系统 这种启动系统主要由除氧器、给水泵、高压加热器、启动分离器、大气式扩容器、疏水回收箱、疏水回收泵、冷凝器等组成。图9-2
超临界大型火电机组安全控制技术示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
超临界大型火电机组安全控制技术示范 文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 目前,国内装机容量已突破4亿千瓦,引进和建设低 煤耗、大容量的超临界大型火电机组可以提高我国发电厂 的经济性,同时也能满足节能、环保的要求,国内已投产 600 MW、800 MW、900 MW级超临界燃煤机组多台, 邹县电厂2×1000 MW超超临界燃煤机组立项在建。随着 超临界燃煤机组占国内装机容量的比重越来越大,其运行 情况将对电网安全产生很大影响。所以根据超临界大型火 电机组的特点,实施科学合理的安全控制监测,将对确保 电力安全生产发挥积极的作用。 1 超临界机组安全生产的特点 超临界大型火电机组蒸汽参数高(压力≥22.12 MPa、
温度≥540 ℃),和亚临界机组相比在运行过程中存在的问题有所不同。其主要问题有:①过热器进出口的部分管子过度磨损和水冷壁管、再热器管的泄漏,这些问题大多与燃料的含灰量和烟气流速有关;②汽机高压缸第一级叶片根部腐蚀,此种现象在机组投运6~8年后渐渐严重,蒸汽品质是主要的原因;③高压阀门的泄漏问题。 超临界大型火电机组的不可用率(包括强迫停炉、维修与计划停运)的影响因素是多方面的,超临界压力锅炉的不可用率约为汽轮机、发电机和电站辅机的3倍。水冷壁管泄漏是锅炉方面的主要问题,大部分是由于过热所致。管壁结垢和水冷壁中质量流量过低、管内紊流程度不够,使锅炉在高热负荷区发生核态沸腾所引起。造成上述问题的原因大多是锅炉水冷壁无法得到足够的冷却和缺少凝结水除盐设备或除盐设备不完善。水的品质对于超临界机组的可靠运行极为重要。
1000MW超超临界锅炉启动过程分析 刘崇刚国电泰州发电有限公司生产运行部 江苏泰州 213000 择要:本文简单介绍泰州电厂工程概况及等离子助燃点火,重点论述超超临界1000MW机组在启动过程如何成功实现无油点火,而且对启动过程中出现的具体问题进行详细分析并提出针对性解决方法,具有很大的推广价值,为即将投产和在建机组超超机组提供了实现无油启动成功的范列。 关键词:等离子无油点火锅炉启动参数控制关键点控制 一、工程概况 国电泰州电厂一期工程2×1000MW超超临界燃煤机组锅炉是哈尔滨锅炉厂有限责任公司由三菱重工业株式会社(Mitsuibishi Heavy Industries Co. Ltd)提供技术支持,设计的锅炉是超超临界变压运行直流锅炉,采用П型布置、双炉膛、一次中间再热、低NO X PM 主燃烧器和MACT燃烧技术、反向双切园燃烧方式,底层1A磨煤机采用等离子助燃技术,炉膛为内螺纹管垂直上升膜式水冷壁,循环泵启动系统;调温方式除煤/水比外,还采用烟气分配挡板、燃烧器摆动、喷水等方式。 锅炉采用平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构,设计煤种为神华煤,校核煤种分别为兖州煤和同忻煤。 锅炉主要参数如下: 二、启动过程分析 1、等离子点火 等离子点火原理:等离子是利用直流电流在介质气压0.01~0.03Ma的条件下接触引弧,并在强磁场控制下获得稳定功率的直流空气等离子体,该等离子体在燃烧器的中心燃烧筒中形成温度》5000K的梯度极大的局部高温区,煤粉颗粒通过该等离子“火核”受到高温作用,并在1/1000秒内迅速释放出挥发物,使煤粉颗粒破裂粉碎,从而迅速燃烧。由于反
安全管理编号:YTO-FS-PD447 600 MW超临界锅炉带循环泵启动系统的控制设计与运行通用版 In The Production, The Safety And Health Of Workers, The Production And Labor Process And The Various Measures T aken And All Activities Engaged In The Management, So That The Normal Production Activities. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
600 MW超临界锅炉带循环泵启动 系统的控制设计与运行通用版 使用提示:本安全管理文件可用于在生产中,对保障劳动者的安全健康和生产、劳动过程的正常进行而采取的各种措施和从事的一切活动实施管理,包含对生产、财物、环境的保护,最终使生产活动正常进行。文件下载后可定制修改,请根据实际需要进行调整和使用。 综观世界锅炉制造商,直流锅炉的启动系统不管其形式如何变化,一般可分为内置式和外置式两种,而内置式启动系统又可分为扩容器式、疏水热交换式及循环泵式,对于带循环泵启动系统,就其布置形式有并联和串联两种。本文主要介绍600 MW超临界参数锅炉所带循环泵启动系统,而且循环泵与给水泵为串联布置的启动系统的工作原理、控制思想及运行特点,锅炉最低直流负荷不大于30 %BMCR。 锅炉的主要设计参数(锅炉型 号:SG1953P25.402M95X) 见表1。 1 带循环泵启动系统的组成 在锅炉的启动及低负荷运行阶段,炉水循环确保了在锅炉达到最低直流负荷之前的炉膛水冷壁的安全性。当锅炉负荷大于最低直流负荷时,一次通过的炉膛水冷壁质量流速能够对水冷壁进行足够的冷却。在炉水循环中,由分离器分离出来的水往下流到锅炉启动循环泵的入口,通过泵提高压力来克服系统的流动阻力和省煤器最小流量控制阀(V2507)
超超临界锅炉制造技术的研究 摘要:超超临界锅炉的材料以及结构有其自身的制造特点,要想能够使得超临 界锅炉的制造技术能够实现进一步的发展,就需要在有效掌握超临界锅炉制造工 艺特点的基础上,采取有效的方式来对超超临界锅炉制造技术进行改进,选取合 理的制造技术应用到超超临界锅炉的研制当中,从而使得超超临界锅炉的未来应 用范围更加的宽广。本文将对超超临界锅炉制造技术进行研究。 关键词:超超临界锅炉,螺旋管圈水冷壁,细晶粒不锈钢,集箱管座机械焊超超临界机组因其煤耗低,节约能源,我国已经把大幅度提高发电效率、加 速发展洁净煤技术的超超临界机组作为我国可持续发展、节约能源、保护环境的 重要措施。 1超超临界锅炉用钢 超超临界机组蒸汽压力和温度的提高对关键部件材料带来更高的要求,尤其 是材料的高温强度性能、抗高温腐蚀和氧化性能以及高温疲劳蠕变性能。超超临 界机组广泛采用各种低合金高强钢、耐热钢。如水冷壁采用具有优异的焊接性能 的T23和T24,联箱和蒸汽管道主要采用P91、P92、P122等马氏体高强钢,过热器、再热器主要采用P91马氏体高强钢及uper304H和TP347HFG奥氏体耐热钢。 2超超临界直流锅炉制造工艺方案 2.1 集箱制造工艺 超超临界锅炉集箱本体的材料与超临界、亚临界锅炉略有不同,主要体现在 过热器和再热器集箱选用了性能更好的 T P347H、P92 作为集箱本体材料。集箱管径较大、管壁较厚,特别是超长集箱给集箱制造、翻转、吊运及运输等均带来一 定的难度,另外,尤为关键的是所有管座与集箱连接的角焊缝均要求全焊透。根 据以上特点,我们采取了如下措施: (1)针对 TP347H、P92、P91 等钢的焊接难点,避免焊接返修,保证一次合格率,我们新研制了1 台集箱环缝对接的窄间隙自动焊机。此设备能实现不点固焊 装配、全自动氩弧焊打底及细丝窄间隙埋弧焊一次性焊妥,此技术在国内外尚无 先例,系自主创新成果。 (2)对于管径大于 108mm 的管座角焊缝,我们采用机械焊,用先进的工艺装 备保证产品质量。 (3)对于全焊透结构的小管座角焊缝,我们尽量采用自动内孔氩弧焊封底+ 手 工电弧焊焊妥工艺。对有些无法采用内孔氩弧焊设备的长管接头角焊缝,在选用 合理的焊接坡口的同时,我们采用独创的外壁自动氩弧焊打底设备焊接,保证根 部全焊透,然后用手工电弧焊焊妥。 (4)对于超长集箱的翻转、吊运及运输,除了添置必需的工艺装备之外,我们 还制定了一系列的吊运、运输工艺守则及注意事项,防止集箱碰伤、碰坏。 (5)针对 TP347H 不锈钢集箱的制造难点,我们设计制作了焊缝背面气体保护 防氧化工装,选用合理的焊接规范,控制层间温度,减少在敏化温度区域内的停 留时间,并通过焊后稳定化处理解决受焊接热循环影响出现的“贫铬区”间隙。 2.2 “三器”制造工艺 对于蛇形管的制造工艺,无论是超(超)临界机组还是亚临界机组均无明显区别,只是按锅炉容量的大小在管径、壁厚和外形尺寸上有所不同。超超临界锅炉的“三器”管排均为超长、超宽管排,且末级过热器和再热器采用 Super304H、TP347HFG 等细晶粒不锈钢,针对制造中的难点,我们采取如下措施:
超临界机组的自动发电(AGC)控制
江苏省电力试验研究院有限公司 2007 年 7 月 1. 超临界机组的特性 1.1 临界火电机组的技术特点 超临界火电机组的参数、容量及效率 超临界机组是指过热器出口主蒸汽压力超过22.129MPa。目前运行的超临界机组运行压力均为24MPa~25MPa,理论上认为,在水的状态参数达到临界点时(压力22.129MPa、温度374.℃),水的汽化会在一瞬间完成,即在临界点时饱和水和饱和蒸汽之间不再有汽、水共存的二相区存在,二者的参数不再有区别。由于在临界参数下汽水密度相等,因此在超临界压力下无法维持自然循环,即不再能采用汽包锅炉,直流锅炉成为唯一型式。 提高蒸汽参数并与发展大容量机组相结合是提高常规火电厂效率及降低单位容量造价最有效的途径。与同容量亚临界火电机组的热效率相比,采用超临界参数可在理论上提高效率2%~2.5%,采用超超临界参数可提高4%~5%。目前,世界上先进的超临界机组效率已达到47%~49%。 1.2 超临界机组的启动特点 超临界锅炉与亚临界自然循环锅炉的结构和工作原理不同,启动方法也有较大的差异,超临界锅炉与自然循环锅炉相比,有以下的启动特点: 1.2.1 设置专门的启动旁路系统 直流锅炉的启动特点是在锅炉点火前就必须不间断的向锅炉进水,建立足够的启动流量,以保证给水连续不断的强制流经受热面,使其得到冷却。 一般高参数大容量的直流锅炉都采用单元制系统,在单元制系统启动中,汽轮机要求暖机、冲转的蒸汽在相应的进汽压力下具有50℃以上的过热度,其目的是防止低温蒸汽送入汽轮机后凝结,造成汽轮机的水冲击,因此直流炉需要设置专门的启动旁路系统来排除这些不合格的工质。 1.2.2 配置汽水分离器和疏水回收系统 超临界机组运行在正常范围内,锅炉给水靠给水泵压头直接流过省煤器、水冷壁和过热器,直流运行状态的负荷从锅炉满负荷到直流最小负荷。直流最小负荷一般为25%~45%。
方案报审表工程名称:山西国金一期2×350MW煤矸石发电供热工程编号:WGJDL-FD-TSS-GL-FA09
三份,由承包单位填报,建设单位、项目监理机构、承包单位各一份。填报说明:本表一式 全国一流电力调试所 发电、送变电工程特级调试单位 I S O9001:2008、ISO14001:2004、GB/T28001:2011认证企业 山西国金电力有限公司 2×350MW煤矸石综合利用发电工程 机组锅炉启动系统
1#调试方案 四川省电力工业调整试验所月11 年2014.技术文件审批记录
目录 1、概述 (1) 1.1系统及结构简介 (1) 2、技术措施 (2) 2.1试验依据 (2) 试验目的............................................................................................................................... 2.22 目标、指标........................................................................................................................... 32.3试验仪器仪表....................................................................................................................... 2.43试验应具备的条件 2.5 (3) 试验内容、程序、步骤....................................................................................................... 32.6 3、组织措施 (5) 3.1施工单位职责 (5) 生产单位职责 3.2 (5) 调试单位职责
超(超)临界锅炉的特点 一、引言 随着我国火力发电事业的快速发展和节能、环保要求的日趋严格,提高燃煤机组的容量与蒸汽参数,进一步降低煤耗是大势所趋。在这个基础上,节约一次能源,加强环境保护,减少有害气体的排放,已越来越受到国内外的高度重视。超超临界机组因其煤耗低,节约能源,我国已经把大幅度提高发电效率、加速发展洁净煤技术的超超临界机组作为我国可持续发展、节约能源、保护环境的重要措施。尽管在同等蒸汽参数情况下,联合循环的效率比蒸汽循环的效率高10%左右,但是,由于PF-BC和IGCC尚处于试验或示范阶段,在技术上还存在许多不完善之处,而超临界技术已十分成熟,超超临界机组也已批量投运,且积累了良好的运行经验,国外已有一套完整而成熟的设计、制造技术。因此,技术成熟的大容量超临界和超超临界机组将是我国清洁煤发电技术的主要发展方向,也是解决电力短缺、能源利用率低和环境污染严重等问题的最现实和最有效的途径。 超超临界压力锅炉的关键技术是多方面的,在材料的选择、水冷壁系统及其水动力安全性、受热面布置、再热系统汽温的调控等多方面均存在设计和制造上的高难技术。 二、超(超)临界锅炉的特点 超临界机组区别与普通机组主要有以下特点: 1、蒸汽参数的选择 机组的蒸汽参数是决定机组热经济性的重要因素。一般压力为16.6~31.0MPa、温度在535~600℃的范围内,压力每提高1MPa,机组的热效率上升0.18%~0.29%:新蒸汽温度或再热蒸汽温度每提高10℃,机组的热效率就提高0.25%~0.3%;因此提高蒸汽参数是提高机组热效率的重要途径。目前超超临界与超临界的划分界限尚无国际统一的标准,下表列举了一些发达国家的典型机组的参数[1]。 现在常规的超临界机组采用的蒸汽参数为24.1MPa、538℃/566℃。一般认为蒸汽压力大于25MPa,蒸汽温度高于580℃称为超超临界。研究分析[2]指出对600/600℃这一温度等级,当主汽压力自25MPa升高到28MPa,锅炉岛和汽机岛的钢耗量将分别增加3.5%和2%。此外主汽压力28MPa时,汽机低压缸末级叶片排汽湿度将达到10.7%,已接近采用一次再热的极限值。 有文章表明[3]我国今后重点发展的超临界机组的参数将为汽机进口参数24.2MPa/566℃/566℃,锅炉的出口参数则为25.4MPa/571℃/569℃;超超临界机组的参数为汽机进口参数26.25MPa/600℃600℃,锅炉出口的参数则为27.56MPa/605℃/603℃;机组容量将主要为600MW和1000MW两种。
龙源期刊网 https://www.doczj.com/doc/5a12393831.html, 超临界直流机组启动冲洗过程分析与探讨 作者:田磊 来源:《科协论坛·下半月》2013年第09期 摘要:对河南某新投产350MW超临界直流炉机组临修后启动过程的化学监督进行分析,发现启动冲洗流程存在缺陷,冲洗过程部分数据超标。对超标原因进行分析,并针对该机组情况,对启动冲洗过程及化学监督提出建议。 关键词:超临界机组直流锅炉启动冲洗化学监督控制 中图分类号:TK227.7 文献标识码:A 文章编号:1007-3973(2013)009-009-03 1 引言 机组化学监督贯穿在机组启动、运行及停备的整个阶段,而机组启动过程是水汽品质等化学监督指标最为恶劣的阶段。机组启动期间实施全面的化学监督是非常必要和重要的,否则,对机组安全经济稳定运行会造成极大影响。但是,目前电力市场竞争加剧,各发电企业尽量缩短机组启动时间,尽快带上负荷,致使机组启动期间的化学监督得不到足够的重视。 本文结合河南省内某350MW超临界直流炉机组临修后启动冲洗过程的分析,对如何做好机组启动冲洗及启动过程化学监督管理进行分析与探讨。机组启动期间的化学监督是全过程的监督工作,在启动过程中,化学监督的范围、内容、对象不断地发生变化,一般可分为冷态冲洗、热态冲洗、汽轮机冲转、并网及正常监督等阶段。 2 概述 河南省内某350MW机组于2011年11月通过168h试运投产,2012年9月6日开始实施 弱氧化处理加氧转化,2012年10月18日-11月13日,机组临时停机。按生产计划和调度要求,机组于11月13日18:10开始水冲洗,除氧器水温50℃,进行冷态冲洗。14日8:00转入热态冲洗,14日12:07机组并网。机组启动冲洗过程中,部分技术监督数据超标,延长水汽品质合格时间,机组经济性、安全性收到很大影响。因此,有必要查明原因,采取措施,做好机组启动过程化学监督工作。 3 冲洗系统分析 3.1 理想的冲洗系统 理想的水冲洗系统应具备以下几方面条件: (1)冲洗水加药(氨)调节及其监控系统,防止腐蚀产物溶解度增大。
超临界、超超临界锅炉用钢 杨富1,李为民2,任永宁2 (1. 中国电力企业联合会,北京100761;2. 北京电力建设公司北京 100024 摘要:提高火力发电厂效率的主要途径是提高蒸汽的参数即提高蒸汽的压力和温度,而提高蒸汽参数的关键有赖于金属材料的发展。从发展超临界、超超临界机组与发展新钢种的关系以及超临界、超超临界锅炉对钢材的要求,概述了火电锅炉用钢的发展历程以及部分新钢种的性能。 关键词:临界、超超临界;锅炉;材料 2020年全国装机容量将达到9.5亿kW,其中火电装机仍然占70%,即今后17年将投产4.0亿kW左右的火电机组。火电建设将主要是发展高效率高参数的超临界(SC)和超超临界(USC)火电机组。从目前世界火力发电技术水平看,提高火力发电厂效率的主要途径是提高蒸汽的参数,即提高蒸汽的压力和温度。发展超临界和超超临界火电机组,提高蒸汽的参数对于提高火力发电厂效率的作用是十分明显的。表1给出了蒸汽参数与火电厂效率、供电煤耗关系[1]。表1 蒸汽参数与火电厂效率、供电煤耗关系
* 供电煤耗用标煤量统计,标煤量是一个统计折算标准,1千克标煤的发热量为7 000大卡。 从表1中的数据可以看出,随着蒸汽温度和压力的提高,电厂的效率在大幅度提高,供电煤耗大幅度下降,而提高蒸汽参数遇到的主要技术难题是金属材料耐高温、高压问题。 1 承压锅炉部件对钢材的要求 火电厂锅炉关键承压部件主要指水冷壁、过热器、再热器、联箱及管道等,这些承压部件运行在较为恶劣的工况条件下,是设计选用钢材关注的重要部位。以下分类简要介绍超临界、超超临界锅炉的关键承压部件用钢要求。 1.1 水冷壁 水冷壁用钢一般应具有一定的室温和高温强度,良好的抗疲劳、抗烟气腐蚀、耐磨损性能,并要有好的工艺性能,尤其是焊接性能。 通常SC、USC锅炉都采用膜式水冷壁。由于膜式水冷壁组件尺寸及结构的特点,其焊后不可能在炉内进行热处理,故所选用的钢材的焊接性至关重要。要在焊前不预热、焊后不热处理的条件下,满足焊后热影响区硬度不大于360HV10、焊缝硬度不大于400HV10的有关规定(TRD201),以保证使用的安全性。另外,水冷壁管内介质是汽液两相,管外壁又在炉膛燃烧时煤粉颗粒运动速度最快的区域,积垢导致的管壁温度升高和燃烧颗粒冲刷都是选用钢材要考虑的问题。由此可见,水冷壁用钢的开发也是发展SC、USC锅炉的技术关键之一。 随着SC、USC锅炉蒸汽压力、温度的升高,水冷壁温度将提高,如在31 MPa/620℃的蒸汽参数下出口端的汽水温度达475℃,投运初期中墙温度为497℃,
600MW超临界机组磨煤机点火能量浅析 摘要:现代大型燃煤机组在调峰运行时最频繁的操作就是启停制粉系统,在不 同的负荷工况下点火能量满足是制粉系统投入的重要条件之一。本文以600MW 超临界机组为例分析了各条件下如何满足制粉系统点火能量条件。为正常启停、 调峰运行和事故处理时提供参考。 关键词:制粉系统点火能量微油逻辑 0 引言 广东红海湾发电有限公司一期工程#1、#2机组为国产600MW超临界压力 燃煤发电机组,锅炉为东方锅炉厂DG1950/25.4-Ⅱ2,型式为∏型布置、单炉膛、一次中间再热、尾部双烟道结构、前后墙对冲燃烧方式、旋流燃烧器、平衡通风、固态排渣、全钢构架、全悬吊结构露天布置、采用内置式启动分离系统、三分仓 回转式空气预热器、采用正压冷一次风机直吹式制粉系统、超临界参数变压直流 本生型锅炉。 磨煤机为上海重型机械制造厂的碗式中速磨煤机,基本出力为68t/h。每台锅炉设6台中速磨煤机,对应前墙从下到上C、D、E层磨,后墙A、F、B层磨。每 台磨分6跟粉管对应的一层制粉系统的6个燃烧器。满负荷其中5套制粉系统运行,1套备用。 炉前燃油系统分为点火油与启动油两个部分,点火油系统设36只点火油枪,每只油枪出力250kg/h,采用机械雾化方式。点火油枪采用高能点火器点火,用 于启动油枪或者煤粉燃烧器的点火,在锅炉低负荷运行时,用于稳定煤粉燃烧器 的燃烧。启动油系统设18只启动油枪,每只油枪出力2200kg/h,采用蒸汽雾化 方式,雾化蒸汽由辅助蒸汽提供,启动油枪用于锅炉暖炉、维持锅炉负荷。 故障原因及处理过程:1号机400MW负荷,C,D,F 制粉系统运行。运行中F给煤机突然跳闸(首出为继电器跳闸),燃料量由160T/H降至110T/H。 处理过程:马上启动B制粉系统,但是由于B制粉系统长时间没有启动,煤 斗不下煤,立即减负荷至260MW(两台制粉系统最大出力对应的负荷),启动 刚检修结束的A制粉系统,投入微油枪(6只微油枪只有5只微油有火检)后也 进入了微油模式,点火源条件仍不满足。进过十几分钟处理后B制粉系统才有煤下,同时根据气温调整煤水比(过程中自动情况下给水响应缓慢,将汽泵切至手 动调整)。处理过程中1号机高加系统解列,迅速调整气温汽压,待稳定后重新 将高加投入运行。 上述事故过程中A制粉系统没有点火能量条件影响了事故处理时间,2次启 动不成功扩大了事故影响。正常应该是在F磨一跳后马上就能启动一套制粉系统 就不会有这么大的扰动,负荷影响就很小。下面我们具体探讨下各磨在各工况下 的点火能量条件。 1 机组启动时 1.1 锅炉第一台制粉系统的启动在微油改造前是用二级点火方式,即先用高 能点火器点燃点火油枪,然后由点火油枪点燃启动油枪或煤粉。点火能量条件如 下(任意一条满足即可):①至少12支启动油枪投运。②机组负荷>20%且至 少6支启动油枪投运。③机组负荷>30%。 在微油改造后比较简单了,锅炉采用气化微油点火的启动方式,在后墙A层 布置6支微油枪点火后直接点着煤粉。其点火能量条件为:微油模式且6支微油 枪在运行。
超临界/超超临界锅炉金属材料 1 前言 火力发电行业目前面临两方面的压力,首先市场竞争的加剧需要降低发电成本,另一方面人们对全球环境问题日益关注,要求电厂降低SO X、NOx、CO2的排放,满足严格的环保要求。发展洁净煤发电技术是解决这些问题的关键,就目前以及将来一段时间内,在众多的洁净煤发电技术中超超临界发电技术的继承性和可行性最高,同时具有较高的效率和最低的建设成本。 发展大容量高参数机组,特别是超超临界机组将是我国火力发电提高发电效率、节约一次能源、改善环境、降低发电成本的必然趋势。而这一发展与大量新型耐热合金钢材的开发与应用是分不开的。可以说,电力技术的发展在很大程度上取决于材料技术的发展。开发USC 机组的关键之一,在于开发强度高,耐高温腐蚀、耐汽侧氧化、有良好的焊接和加工性能、经济上比较合理的新型钢材。自二十世纪九十年代以来,日本和欧盟研发了新的高温钢材,并经过试验机组的使用考验,从而扫清了发展汽温达600/610℃USC机组的障碍。 2定义 对于火力发电机组,当机组作功介质蒸汽的工作压力大于水的临界状态点压力 (Pc=22.115MPa)时,我们称之为超临界机组。目前常规的超临界机组蒸汽参数一般为24.2MPa/538/566℃或24.2MPa/566/566℃。 所谓超超临界机组(Ultra Supercritical)是相对于常规超临界机组的蒸汽参数而言的,我国电力百科全书中称:通常把蒸汽压力高于27MPa或汽温高于580℃的超临界机组称为超超临界机组; 目前国外超超临界机组参数为初压力24.1~31MPa、主蒸汽/再热蒸汽温度 580~600/580~610℃。国内正在建设的超超临界机组参数为在容量上分600MW和1000MW 2个等级;在蒸汽参数上,按汽机主汽门入口处计,采用25或26.5 MPa,600℃/600℃,一次再热。目前USC机组在我国发展迅猛,在建的1000MW USC机组已有三个工程6台机组,600MW USC 机组已有二个工程4台机组。还有一些项目正在规划中。 3材料技术在超超临界发电中的作用 超超临界机组相对超临界机组蒸汽温度和压力参数的提高对电站关键部件材料带来了更高和更新的要求,尤其是材料的热强性能、抗高温腐蚀和氧化能力、冷加工和热加工性能等,因此材料和制造技术成为发展先进机组的技术核心。 国际上已经在运营或在设计建设阶段的超超临界机组温度参数大多在566-620℃,压力则分为25MPa、27MPa和30-31MPa三个级别。高的蒸汽参数对电站用钢提出了更苛刻的要求,对锅炉来说具体表现在: 高温强度对于主蒸汽管道、过热器/再热器管、联箱和水冷壁材料都必须有与高蒸汽参数相适应的高温持久强度。 高温腐蚀烟气侧的腐蚀是影响过热器、再热器、水冷壁寿命的一个重要因素,当金属温度提高,烟气腐蚀将大幅度上升,因此超超临界机组中腐蚀问题更加突出。 蒸汽侧的氧化运行温度的提高加剧了过热器、再热器甚至包括联箱和管道等蒸汽通流部件的蒸汽侧氧化,这将导致三种后果:氧化层的绝热作用引起金属超温;氧化层的剥落在弯头等处堵塞引起超温爆管以及阀门泄漏;剥落的氧化物颗粒对汽机前级叶片的冲蚀。因此在过