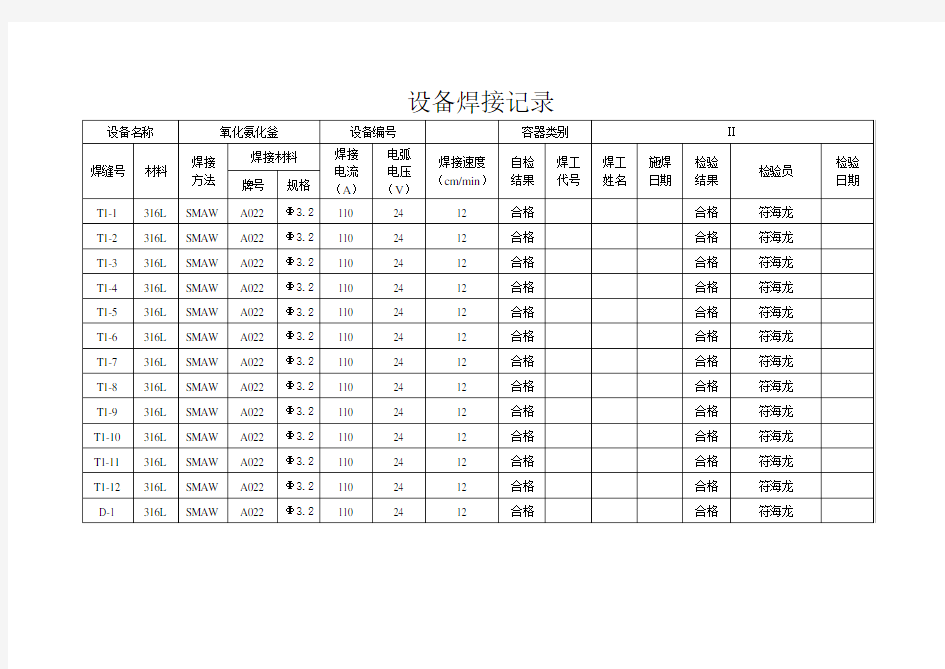

设备焊接记录
设备名称氧化氨化釜设备编号容器类别Ⅱ
焊缝号材料焊接
方法
焊接材料焊接
电流
(A)
电弧
电压
(V)
焊接速度
(cm/min)
自检
结果
焊工
代号
焊工
姓名
施焊
日期
检验
结果
检验员
检验
日期牌号规格
T1-1 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-2 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-3 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-4 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-5 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-6 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-7 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-8 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-9 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-10 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-11 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-12 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙D-1 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙
焊接接头表面质量检验记录
设备名称氧化氨化釜设备编号容器类别Ⅱ
201 5年
接头
编号焊工
代号
焊接接头表面质量
月日裂纹未焊透未熔合表面
气孔
弧坑未填满夹渣咬边余高焊脚高飞溅
T1-1 无无无无无无无无 2.1 无无T1-2 无无无无无无无无 2.0 无无T1-3 无无无无无无无无 1.8 无无T1-4 无无无无无无无无 1.9 无无T1-5 无无无无无无无无 1.9 无无T1-6 无无无无无无无无 2.1 无无T1-7 无无无无无无无无 2.0 无无T1-8 无无无无无无无无 1.8 无无T1-9 无无无无无无无无 1.9 无无T1-10 无无无无无无无无 1.9 无无T1-11 无无无无无无无无 1.8 无无T1-12 无无无无无无无无 1.9 无无D-1 无无无无无无无无 1.9 无无
检验结论合格焊接检验员
江苏星瑞化工工程科技有限公司焊缝代号布置
示意图
产品图号产品编号母材材质δ=14mm316L
产品名称氧化氨化釜容器类别Ⅱ焊接材料A022
D-1
焊缝为釜内增加挡
板焊缝共计道
D
北东
西南
下
上
编制日期审核日期会签日期
设备编号:513车间共计6台氧化氨化釜加挡板,检修管道接口08R042、08R046、08R029、08R032、08R040、08R027、日期与资料上的日期同步。
502车间共计2台氧化釜加挡板检修DN25设备接口1只,编号为06R814、07R160。
设备焊接记录
设备名称氧化釜设备编号容器类别Ⅱ
焊缝号材料焊接
方法
焊接材料焊接
电流
(A)
电弧
电压
(V)
焊接速度
(cm/min)
自检
结果
焊工
代号
焊工
姓名
施焊
日期
检验
结果
检验员
检验
日期牌号规格
T1-1 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-2 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-3 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-4 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙T1-5 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙
焊接接头表面质量检验记录
设备名称氧化釜设备编号容器类别Ⅱ
201 5年
接头
编号焊工
代号
焊接接头表面质量
月日裂纹未焊透未熔合表面
气孔
弧坑未填满夹渣咬边余高焊脚高飞溅
T1-1 无无无无无无无无 2.1 无无T1-2 无无无无无无无无 2.0 无无T1-3 无无无无无无无无 2.1 无无T1-4 无无无无无无无无 2.1 无无T1-5 无无无无无无无无 2.0 无无
检验结论合格焊接检验员
江苏星瑞化工工程科技有限公司焊缝代号布置
示意图
产品图号产品编号母材材质δ=14mm316L
产品名称氧化釜容器类别Ⅱ焊接材料A022
修补焊缝B长度280mm,挖补深度2mm
修补焊缝A长度260mm,挖补深度1.5mm
修补焊缝B长度270mm,挖补深度2mm
修补焊缝A长度300mm,挖补深度1.5mm
修补焊缝B长度180mm,挖补深度2mm
编制日期审核日期会签日期
502车间共计2台筒体焊缝维修,编号07R156 06R807
设备焊接记录
设备名称氧化釜设备编号容器类别Ⅱ
焊缝号材料焊接
方法
焊接材料焊接
电流
(A)
电弧
电压
(V)
焊接速度
(cm/min)
自检
结果
焊工
代号
焊工
姓名
施焊
日期
检验
结果
检验员
检验
日期牌号规格
D 316L SMAW A022 Φ3.2110 24 12 合格合格符海龙
焊接接头表面质量检验记录
设备名称氧化釜设备编号容器类别Ⅱ
201 5年
接头
编号焊工
代号
焊接接头表面质量
月日裂纹未焊透未熔合表面
气孔
弧坑未填满夹渣咬边余高焊脚高飞溅
D 无无无无无无无无 1.8 无无检验结论合格焊接检验员
江苏星瑞化工工程科技有限公司焊缝代号布置
示意图
产品图号产品编号母材材质δ=14mm316L
产品名称氧化釜容器类别Ⅱ焊接材料A022
D
北东
西南
下
上
D
编制日期审核日期会签日期
502车间共计1台接口维修,编号07R165
大气自动监测设备运行与维护记录表 一、大气自动监测设备运营维护日常巡检表 设备巡检内容、情况、及处理情况说明 日常维护工作记录 (一)维护预备 查询日志 滤膜、耗材准备 (二)系统检查 供电系统(稳压、UPS等) 通讯系统(本地通讯、远程通讯等) 控制系统(PLC、工控机等) 子站设施(泵、阀等) 气泵系统 (三)仪器检查 仪器显示 故障报警 仪器管路 仪器校验 滤膜更换 耗材更换 卫生打扫 站房记录 (五)其他情况 异常情况 处理记录 更换耗材 维护人员日期
二、大气自动监测仪校准记录表 站点名称图们空气自动监测站时间 常规项校准项目校准内容 校准后各参数 是否正常 异常参数SO2 NOx CO O3 PM2.5 P,M10 结果记录(异常情况描述): 原因分析与采取措施: 处理结果及器件更换: 线形变动记录: 校验前: 校验后: 实施人1:实施人2: 领导 审批 签字: 年月日
三、大气自动监测设备零漂、跨漂校准记录表 站点名称: 设备名称规格型号设备编号: 维护管理单位安装地点上次校准时间 SO2分析仪校准 分析仪原理:分析仪量程:计量单位: 零气浓度值校前测试值零点漂移% 仪器校准是否正常校准后测试值零点漂移校准 标气浓度值校前测试值跨度漂移% 仪器校准是否正常校准后测试值跨度漂移校准 NO x分析仪校准 分析仪原理:分析仪量程:计量单位: 零气浓度值校前测试值零点漂移% 仪器校准是否正常校准后测试值零点漂移校准 标气浓度值校前测试值跨度漂移% 仪器校准是否正常校准后测试值跨度漂移校准 CO分析仪校准 分析仪原理:分析仪量程:计量单位: 零气浓度值校前测试值零点漂移% 仪器校准是否正常校准后测试值零点漂移校准 标气浓度值校前测试值跨度漂移% 仪器校准是否正常校准后测试值跨度漂移校准 O3分析仪校准 分析仪原理:分析仪量程:计量单位: 零值校前测试值零点漂移% 仪器校准是否正常校准后测试值零点漂移校准 校准用跨度值校前测试值跨度漂移% 仪器校准是否正常校准后测试值跨度漂移校准 本次校准人本次校准时间负责人(签章)
编号:ZYLJ/东明重催-01-JS 山东东明石化集团股份有限公司 60万吨/年重油催化裂解装置 大型塔类设备现场组焊安装 施工方案 中国石油天然气第六建设公司 东明工程部 二00四年四月
目录 1、工程简况 2、塔现场组焊安装施工方法及施工程序 3、组对焊接施工工艺 4、压力实验以及基础沉降观测 5、劳动力安排计划 6、质量保证措施 7、HSE保证措施 8、主要施工机具及手段用料
9、附件 1 工程简况 1.1 工程简介 山东东明石化集团有限公司投资新建的60万吨/年重油催化裂解装置中的催化分馏塔T2201、吸收塔T2301、解吸塔T2302和稳定塔T2401等四台设备直径大、设备金属重、高度高,整体组焊后运输不便,采用设备制造厂家分段到货、我方现场组焊的方式进行安装。为节约投资,根据建设单位的安排,塔段运抵现场后选用CKE2500型履带吊车吊装。四台塔的分段情况以及设计条件见下表1.1-1、1.1-2。根据设备的实际情况催化分馏塔分五段吊装,空中组对、焊接的方式安装。 四台塔的分段情况一览表表1.1-1 四台塔主要设计条件一览表表1.1-2 1.2 编制依据 1.2.1设备图纸及有关技术文件 1.2.2质技监局锅发[ 1999 ] 154号《压力容器安全技术检察规程》
1.2.3 GB50236-98 《现场设备、工业管道焊接工程施工及验收规范》 1.2.4 HGJ211-85 《化工塔类设备施工及验收规范》 1.2.5 JB/T4709-2000《钢制压力容器焊接规程》 1.2.6 JB4730-94 《压力容器无损检测》 1.3工程特点 1.3.1 分段到货的塔类设备几何尺寸大,高度高,且施工工期短,现场组焊、安装施工安装技术含量高,需采用大型吊装设备进行作业。 1.3.2塔类设备均布置在装置区东西走向的轴线上,其北侧分别为配电室、新建空压站,仅有一条施工通道供大型吊车行走。现场施工场地狭窄,须在距离设备就位地点260m的15万吨/年气体分馏装置北面的预留空地处、30万吨/年重交沥青装置西面和装置区西面进行摆放,二次倒运至设备基础处进行空中组对安装。 1.3.3 设备吨位重,均需采用大型履带吊车吊装作业,进行空中组对,高空作业以及交叉安装多,对安全的要求高。 1.3.4分馏塔底段(即裙座)及基础环、筋板等为散件到货,现场组装、焊接工作量大。 2 塔现场组焊安装施工方法及施工程序 2.1原则施工方法 2.1.1考虑到施工现场的实际条件,分馏塔(T2201)、吸收塔(T2301)、解吸塔(T2302)、稳定塔(T2304)等四台塔安装采用一台250 t履带吊车主吊、一台40 t汽车吊溜尾进行吊装,空中组对焊接。分段吊装的塔首先将塔段倒运至基础附近后,先将底段吊装就位并找正、找平,而后依次将中段、上段吊至空中组对,进行环缝焊接。吊装过程详见《山东东明石化集团股份有限公司60万吨/年重油催化裂解装置大型设备吊装施工方案》。 分片到货的分馏塔裙座、基础环等在地面组焊平台上将散片预先安装点焊成型,检验片体尺寸进行预组装合格后拆除,然后倒运至设备就位地点的北侧正式将片体组焊为单节筒体,筒体在道木堆上进行预安装,核对尺寸后按照分段要求进行筒体环缝焊接组对两段,进行空中组对环缝。 2.1.2分段到货的设备吊装需用250t履带吊和一台40t汽车吊和一台35t汽车吊从分片组装起到分段空中组对完成止全程配合进行。安装时采用正装法将各段按由底往上的吊装顺序进行吊装。 2.1.3各段筒体到货后需用2吨的钢材进行吊装加固,用角钢L75×7 82m在设备内部和外部进行打设组对临时平台,并制作钢栏杆,设置安全网待安装完毕再拆除,并进行组对口处的内件组焊。 2.1.4分段到货的设备筒体的直径过大,为了防止筒体在吊装过程中发生变形,每段筒体的两端组对口都要加“M”字支撑和弓形板固定加强,以保证筒体的椭园度,便于对接环缝的组对,为此每段要用1.6吨钢材来进行加固措施。每段筒节吊装的吊耳
承压设备现场焊接规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
承压设备现场焊接规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1 范围 本规程规定了大型塔式容器设备现场组装焊接的基本 要求。 本规程适用于焊条电弧焊、埋弧焊、钨极气体保护 焊、气焊,熔化极气体保护焊焊接的压力容器。 2 引用标准 《钢制塔式容器》JB 4710-2005 《压力容器》GB 150-2011 《压力容器封头》GB/T25198-2010 《承压设备焊接工艺评定》NB/T47014-2011 《压力容器焊接规程》NB/T47015-2011 《承压设备无损检测》JB/T4730-2005
《钢结构工程施工质量验收规范》GB 50205-2001 《现场设备、工业管道焊接工程施工及验收规范》GB 50236-98 3 通用焊接规程 3.1焊接材料 3.1.1选用原则 应根据母材的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,必要时通过试验确定。 焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术条件要求。对各类钢的焊缝金属要求如下: 3.1.1.1相同钢号的焊缝金属 1)碳素钢、低合金钢的焊缝金属应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa。耐
上海焦化有限公司4万吨/年苯酐工程设备组对焊接施工方案 中国化学工程第六建设公司 二○○三年三月
目录 1 编制说明 2 编制依据 3 设备概况 4 设备组对前的准备工作 5 组对与焊接 6 安全技术措施 7 劳动力配置 8 机具、材料计划 9 检验、测量器具配备表 1 编制说明 上海焦化有限公司4万吨/年苯酐项目中有部分设备系分段到货,需现场组装焊接。这些设备直径大,且组对位置均为空中组对,为保证施工进度和质量,特编制本方案。 2 编制依据
2.1 上海焦化有限公司4万吨/苯酐项目招标文件 2.2 中国华陆工程公司设计的《上海焦化公司苯酐工程设备布置图》(初步设计) 2.3 《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 2.4 我公司以往施工经验 3 设备概况 3.1 需组焊设备的各种设计参数如下表所示 重点介绍T101和E108A/B/C/D 的现场组焊工作,根据现场的实际情况及吊装机具的能力,以上设备均采用分段正装,立式组对的方法。 4 设备组对前的准备工作 4.1 清理现场 施工现场应清除一切有碍工作的障碍物,保持整洁。 4.2 基础准备 4.2.1 T101基础:塔体基础业经验收,清理、放线、铲麻面和放垫铁等工作。在塔体吊装就位前,基础混凝土强度必须达到设计强度的80%以上。 4.2.2 E108A/B/C/D 基础 4.2.2.1 其钢架基础业经验收,各项偏差应符合下表要求 E108A/B/C/D 钢架偏差表 表 支撑([12),如图4-1所示,连接方式采用焊接。
4.3 其它组对用电和手段用料等已准备齐全,并能满足施工需要。 5 组对和焊接 5.1 设备复验:设备到货后,应对设备进行复验,检查其规格尺寸,应符合表5-1的要求。若有不合格处,则应及时报告业主和监理单位,并进行调整、处理。
污水处理设施运行记录表单位名称:吉安昊丰化工有限公司 日期:年月日---月日 处理设备运行情况药品使用情况 设备名处理水加药加药数量 开闭时间(公称量(吨)时间名称 斤) 罗茨风 - 日--- 机 --- - --- - --- - 日--- - --- - --- - --- - 日--- - --- - --- - --- - 药品名称 用药 量合 投加总量 计 交接班 情况 水质处理情况及 监控 进 项目出水 水 BOD COD PH SS BOD COD PH SS BOD COD PH SS 设施 维修、 维护 记录 操作 人员 备注
填表说明: 一、开闭时间,填写实际开启及关闭时间,如:9:00-11:00; 二、处理水量,填写抽进污水池的水量,按实际估计量填写,如, ( 吨); 三、药品品使用情况:“--- ”可不填此项,加药名称 , 填写实际使用的物品 名称 , 如: 片碱等 , 数量 :1KG,PH 值正常或无污水进入时,可以不填; 四、水质处理情况及监控:进/ 出 PH值:测试实际污水的酸碱度,如填写 6/7 ,进水:填写混浊,出水:填写清澈,如不清澈需增加处理时间,以上有污水进入处理池时是必填项; 五、用药量合计:药品名称,投加总量,填写表格内实际使用量的总量和上 具体名称,无使用可不填; 六、设施维修、维护记录:填写是否设施维修,如,更换机罗茨风机机油等; 七、交接班情况:填写正常,不正常填写实际情况等; 八、备注:填写备注事项,如没有可不填。 污水处理设施运行记录表 单位名称:吉安昊丰化工有限公司 日期: **** 年 ** 月** 日--- ** 月** 日 处理设备运行情况药品使用情况水质处理情况及 监控 操作 设备名处理水加药加药数量 进 / 出进 人员 开闭时间(公出水称量(吨)时间名称PH值水 斤) 罗茨 ** 日 9:0.5 --- 片碱1 6/7 浑清澈李四00-11 : 00 --- 浊 ** 日9:李四 00-11 : 00 --- ---
编订:__________________ 单位:__________________ 时间:__________________ 承压设备现场焊接规程 (正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7848-53 承压设备现场焊接规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1 范围 本规程规定了大型塔式容器设备现场组装焊接的基本要求。 本规程适用于焊条电弧焊、埋弧焊、钨极气体保护焊、气焊,熔化极气体保护焊焊接的压力容器。 2 引用标准 《钢制塔式容器》 JB 4710-2005 《压力容器》 GB 150-2011 《压力容器封头》 GB/T25198-2010 《承压设备焊接工艺评定》 NB/T47014-2011 《压力容器焊接规程》 NB/T47015-2011 《承压设备无损检测》 JB/T4730-2005 《钢结构工程施工质量验收规范》 GB 50205-2001 《现场设备、工业管道焊接工程施工及验收规范》
GB 50236-98 3 通用焊接规程 3.1焊接材料 3.1.1选用原则 应根据母材的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,必要时通过试验确定。 焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术条件要求。对各类钢的焊缝金属要求如下: 3.1.1.1相同钢号的焊缝金属 1)碳素钢、低合金钢的焊缝金属应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa。耐热型低合金钢的焊缝金属还应保证化学成分。 2)高合金的焊缝金属应保证力学性能和耐腐蚀性能。 3)不锈钢复合钢基层的焊缝应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa;
焊接记录表 焊材烘干记录 工程名称: 巨野麒麟化工锅炉安装 烘干储存 焊材牌焊材数量 日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度? 温度? 温度? (h) E4303 Φ3.2 52 19 150 8:30—9:50 100? 7 合格 11.3.3 QILU422 E4303 Φ3.2 47 22 150 8:20—9:40 100? 8 合格 11.3.4 QILU422 编制人:韩茂盛 焊材发放与回收记录 工程名称巨野麒麟化工锅炉安装分项名称出汽管管线号 C 焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放 人牌号代号数量 (个) C-01 QILU422 E4303 Φ3.2 36 5 16 11.3.3 C-06 C-02 C-03 QILU422 E4303 Φ3.2 59 3 14 11.3.4 C-04 C-05 编制:韩茂盛 焊缝外观质量检查记录工程名称:郓城诚信液化气站分项工程名称: 残液管出液管线号:CC 检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹 陷错位结论 编号代号日期收缩厚度不足日期
无无无无无无无 1.5,3.6 无 0.08mm 合格 03.8.25 CC-1 B4 03.8.25 无无无无无无无 1.0,3.6 无无合格 03.8.25 CC-2 A3 03.8.25 无无无无无无无 2.0,3.2 无无合格 03.8.25 CC-3 A3 03.8.25 无无无无无无无 1.7,3.0 无无合格 03.8.25 CC-4 A3 03.8.25 无无无无无无无 1.7,4.0 无无合格 03.8.25 CC-5 A3 03.8.25 无无无无无无无 1.2,3.7 无无合格 03.8.26 CC-6 A3 03.8.26 无无无无无无无 1.5,3.2 无无合格 03.8.26 CC-7 A3 03.8.26 无无无无无无无 1.4,2.9 无无合格 03.8.26 CC-8 A3 03.8.26 无无无无无无无 1.7,2.9 无无合格 03.8.26 CC-9 A3 03.8.26 技术员: 王建刚质检员: 焊缝外观质量检查记录 工程名称:郓城诚信液化气站分心项工程名称: 残液管出液管线号:CC 检查 焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位 结论 编号代号日期收缩厚度不足日期 无无无无无无无 1.5,3.6 无无合格 03.8.26 CC-10 B4 03.8.26 无无无无无 0.01 mm 无 1.0,3.6 无无合格 03.8.29 CC-11 B4 03.8.29 无无无无无无无 2.0,3.2 无无合格 03.8.29 CC-12 A3 03.8.29 无无无无无无无 1.7,3.0 无无合格 03.8.29 CC-13 A3 03.8.29 无无无无无无无 1.7,4.0 无 0.05mm 合格 03.8.29 CC-15 A3 03.8.29 无无无无无无无 1.2,3.7 无无合格 03.9.2 CC-14 B4 03.9.2 技术员: 质检员: 焊缝外观质量检查记录
15 万吨/ 陕西金泰氯碱化工有限公司二期年 聚氯乙烯扩建项目现场组焊设备 制作方案 编制: 审核: 审定:批准:
中化二建集团设备制造厂二零一三年七月十二日 中化二建集团有限公司 目录 1、工程概况 2、编制依据和执行标准 3、施工前应具备的条件 4、主要施工顺序及施工方法 5、材料采购、验收、保管 6、设备预制 7、打包运输 &现场设备组装 9、现场设备焊接 10、检验 11、酸洗钝化 12、设备水压试验 13、气密性试验
14、涂漆防腐 15、质量保证措施 16、安全保证措施 17、环境保证措施 18、人员配备计划质量记录 19、压力容器组焊设备配备计划表 20、质量记录 中化二建集团有限公司 1、工程概况 陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目20台设备,其中13台设备在厂内预制现场组焊。其中,压力容器7台,常压设备6台。设备明细如下。
2、编制依据和执行标准 2.1出料槽施工图纸1003-SB300-01 2.2气提进料槽施工图纸1003-SB300-02 2.3回收单体储槽施工图纸1003-SB500-06 2.4料仓施工图纸1003-SB400-02 2.5浆料罐施工图纸1003-SB300-08 2.6热无离子水槽施工图纸1003-SB900-02 2.7冷无离子水槽施工图纸1003-SB900-01 2.8母液水罐施工图纸1003-SB900-04 2.9VCM储槽施工图纸T10026-825FE12-0100 2.10《压力容器》GB150-2011 2.11《钢制塔式容器》JB/T4710-2005 2.12《锅炉和压力容器用钢板》GB713-2008 中化二建集团有限公司 2.13《压力容器用热轧复合钢板》YB/T4282-2012 2.14《压力容器封头》GB/T25198-2010 2.15《承压设备用不锈钢板及钢带》GB24511-2009 2.16《流体输送用不锈钢无缝管》GB14976-2002 2.17《固定式压力容器安全技术监察规程》TSG R0004-2009 2.18《承压设备用碳素钢和合金钢锻件》NB/T47008-2010 2.19《承压设备用不锈钢和耐热钢锻件》NB/T47010-2010 2.20《压力容器焊接规程》NB/T47015-2011 2.21《承压设备焊接工艺评定》NB/T47014-2011 2.22《钢制化工容器结构设计规定》HG20583-2011 2.23《钢制化工容器制造技术规定》HG20584-2011 2.24《承压设备无损检测》JB/T4730-2005 2.25《压力容器涂敷与运输包装》JB/T4711-2003 2.26压力容器制造质量手册(G版)QB/EHJ-RQ0100-2008 2.27压力容器制造程序文件(G版)QB/EHJ-RQ0200-2008 2.28压力容器制造管理规定(G版)QB/EHJ-RQ0300-2008
编号:ZYLJ/东明延迟焦化-01-JS-02 山东东明石化集团股份有限公司 100万吨/年延迟焦化装置 大型塔类设备现场组焊安装 施工方案 中国石油天然气第六建设公司 东明项目部 二00五年8月
目录
1 工程概况 (3) 2 施工程序 (5) 3 主要施工方法 (5) 4 质量、HSE保证措施 (10) 5 劳动力安排计划 (12) 6 施工设备及主要施工手段用料 (12) 7 施工资料收集与整理 (14) 8 附件 (14) 1 工程概况 1.1 工程简介 山东东明石化集团有限公司投资新建的100万吨/年延迟焦化装置中的焦化分馏塔T1102、V1101、T1201、T1202、T1203、T1204等6台设备直径大、设备金属重、高度高,整
体组焊后运输不便,采用设备制造厂家分段到货、我方现场组焊的方式进行安装。为节约投资,根据建设单位的安排,塔段运抵现场后选用CKE2500型履带吊车吊装。四台塔的分段情况以及设计条件见下表1.1-1、1.1-2。根据设备的实际情况采用焦化分馏塔分6段、其它设备分2段吊装,空中组对、焊接的方式安装。 表1.1-1 100万吨/年延迟焦化装置现场组焊设备一览表
表1.1-2 六台塔主要设计条件一览表 1.2.1 分段到货的塔类设备几何尺寸大,高度高,且施工工期短,现场组焊、安装施工安装技术含量高,需采用大型吊装设备进行作业。 1.2.2 塔类设备均布置在装置区东西走向的轴线上,仅有一条施工通道供大型吊车行走。现场施工场地狭窄,部分设备需在距离设备就位地点250m的装置北面的预留空地处进行摆放,二次倒运至设备基础处进行空中组对安装。 1.2.3 设备吨位重,均需采用大型履带吊车吊装作业,进行空中组对,高空作业以及交叉安装多,对安全的要求高。 1.2.4现场组装、焊接工作量大。 1.3 编制依据 1.3.1中国石化洛阳石油化工工程公司设计的设备图纸及有关技术文件 1.3.2 质技监局锅发[ 1999 ] 154号《压力容器安全技术检察规程》 1.3.3 GB50236-98 《现场设备、工业管道焊接工程施工及验收规范》 1.3.4 HGJ211-85 《化工塔类设备施工及验收规范》 1.3.5 JB/T4709-2000《钢制压力容器焊接规程》 1.3.6 JB4730-94 《压力容器无损检测》 2 施工程序 施工技术准备→塔段进场检查验收→二次倒运至设备基础周围→基础检查验收、地脚螺栓尺寸核对→设备梯子、平台安装、附塔管线安装、临时组对平台栏杆安装→垫铁摆放→塔底段吊装就位→找正、找正→塔上段等由下往上依次空中组对、环缝焊接→焊接质量检查→二次灌浆→设备试压、基础沉降观测→竣工验收 3 主要施工方法 3.1 原则施工方法
钢结构焊接施工记录 工程名称:#4机组主厂房及其附属系统建筑安装工程编号:04-01 电土施表6—6 单位工程名称#4机组主厂房工程监理单位中咨工程建设监理公 司 施工单位 天津电力建设有限公 司 图纸编号/结构部位钢煤斗施工日期 自2015年 03月18日 至2015年 06月10日焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置): 接头 代号钢号、规格接头种类焊接方法 焊条(焊剂) 牌号 焊工姓名 焊工合格 证编号 施焊最低 温度(℃) 1Q345B对接CO2焊接ER50-6/高华T5225250 2Q345B槽钢搭接CO2焊接ER50-6/高华T5225250
专业监理工程师: 年月日 质检员: 年月日 施工员: 年月日 记录员: 年月日本表由施工单位填写,施工单位、监理单位各保存一份。 钢结构焊接施工记录 工程名称:#4机组主厂房及其附属系统建筑安装工程编号:04-01 电土施表6—6 单位工程名称#4机组主厂房工程监理单位 中咨工程建设监理公 司 施工单位 天津电力建设有限公 司 图纸编号/结构部位主厂房钢柱施工日期 自2015年 07月08日 至2015年 08月10日 焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置): 接头 代号 钢号、规格接头种类焊接方法 焊条(焊剂) 牌号 焊工姓名 焊工合格 证编号 施焊最低 温度(℃) W1Q345B对接手工焊J507吴银龙T322525120 //////// //////// //////// //////// //////// //////// ////////