
1 简介
通过使用高能量的激光束再由3D模型数据控制来局部熔化金属基体同时烧结固化粉末金属材料并自动地层层堆叠以生成致密的几何形状的实体零件。这种零件制造工艺又叫作直接金属激光烧结技术Direct Metal Laser-Sintering(DMLS)。通过选用不同的烧结材料和调节工艺参数,可以生成性能差异变化很大的零件,从具有多孔性的透气钢,到耐腐蚀的不锈钢再到组织致密的模具钢(强度优于铸造或锻造)。这种离散法制造技术甚至实现直接制造出非常复杂的零件,避免了用铣削和放电加工,为设计提供了更宽的自由度。
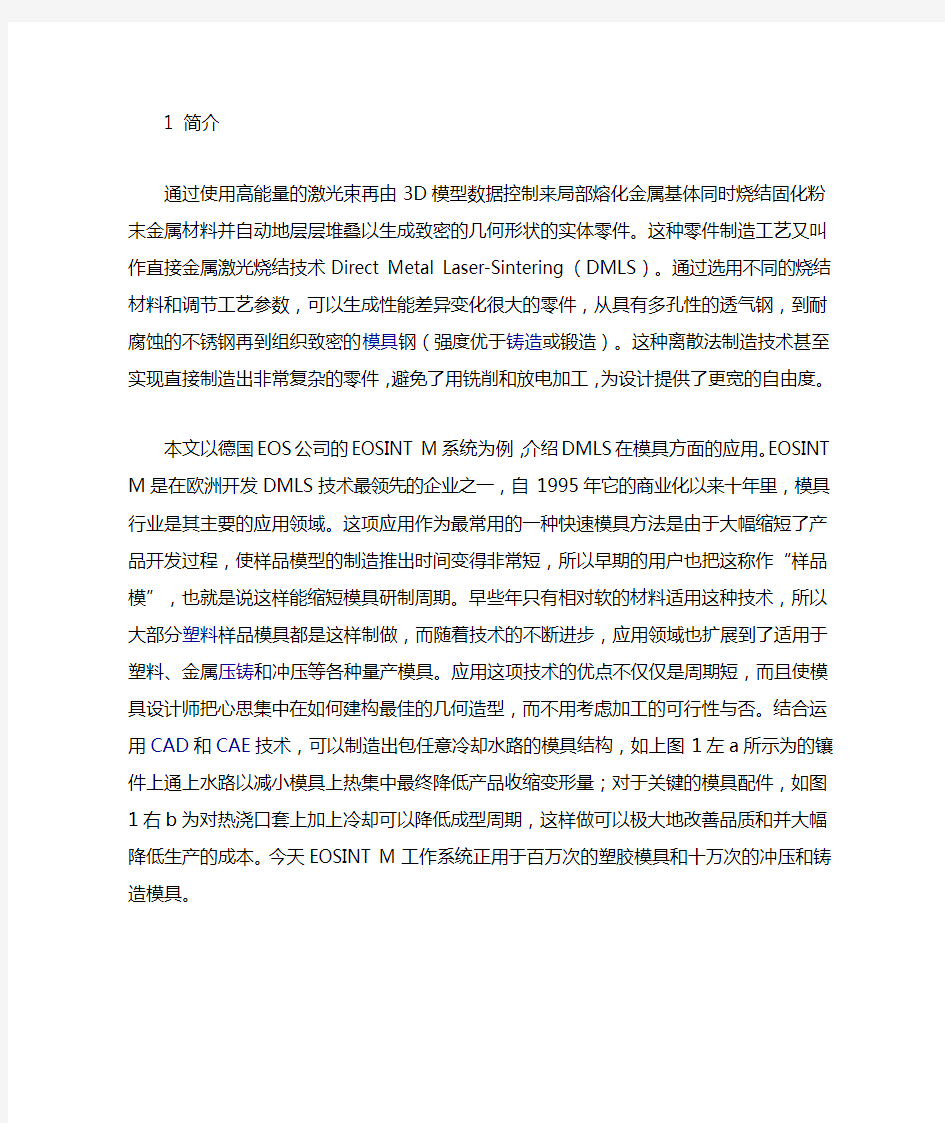
本文以德国EOS公司的EOSINT M系统为例,介绍DMLS在模具方面的应用。EOSINT M 是在欧洲开发DMLS技术最领先的企业之一,自1995年它的商业化以来十年里,模具行业是其主要的应用领域。这项应用作为最常用的一种快速模具方法是由于大幅缩短了产品开发过程,使样品模型的制造推出时间变得非常短,所以早期的用户也把这称作“样品模”,也就是说这样能缩短模具研制周期。早些年只有相对软的材料适用这种技术,所以大部分塑料样品模具都是这样制做,而随着技术的不断进步,应用领域也扩展到了适用于塑料、金属压铸和冲压等各种量产模具。应用这项技术的优点不仅仅是周期短,而且使模具设计师把心思集中在如何建构最佳的几何造型,而不用考虑加工的可行性与否。结合运用CAD和CAE技术,可以制造出包任意冷却水路的模具结构,如上图1左a所示为的镶件上通上水路以减小模具上热集中最终降低产品收缩变形量;对于关键的模具配件,如图1右b为对热浇口套上加上冷却可以降低成型周期,这样做可以极大地改善品质和并大幅降低生产的成本。今天EOSINT M工作系统正用于百万次的塑胶模具和十万次的冲压和铸造模具。
图1 冷却水路的模具结构
下面就主要以DMLS的在模具方面的应用实例特别是针对塑料模具的快速开发来展开研讨!
2 应用快速模具的原因和实例
2.1 快速模具在制造中节省时间和成本
模具制造一般是代价很高且耗费时间的一项活动,包含许多步骤,也需要许多昂贵的设备和专业人员。传统的方法,即使加工一个简单的只有前后两半的模具也通常需要CNC铣削和EDM才能加工出来,前模(即注射侧)的型腔和后模(即顶出侧)的沟槽形状。铣削可以将
原来的六面体毛胚经过去除材料,按CNC程序提供的路径进行粗加工和精加工,最后不能铣削的深槽和尖的内角再由CNC所铣出来的电极对相应部位进行EDM电腐蚀加工。复杂一些的产品的模具还有滑块,活动镶件及其它机构,生产这类更复杂的模具因此也就更费时费力。所以为了降低成本和时间就有采用DMLS快速模具的动机。DMLS能在各种状况下替换代价高昂CNC和EDM极大地发控作用。如下图2所示是一款PC的LED灯柱的例子:a左为快速模具模仁,b中为注塑模具整体,c右为成型的产品。
图2 PC的LED灯柱
这是一副比较简单的多腔模具,然而传统方式上仍然需要EDM加工。但用EOSINT M 270 system来制做前后模仁总共才花5小时40分,不需要太多的后加工和钳工修配,仅仅只要喷砂和轻微的手工修磨。前后模在架上注塑机后就能直接开机生产。这样从项目启动到开始连续生产只要仅仅6天。
如下图3所示是一款汽车上操纵杆部件的模具:a左为快速模具的后模,b中为快速模具整个装配件,c右为成型的零件及装配。
图3 汽车上操纵杆部件的模具
上图所包含的操纵杆装配的一些需要生产的零件,大约要5000来装配,总共包含大约14个PA6.6GF的零件要来开模,采用最少加工量的快速模具来生产,这里边14副模具和5000套产品在9个周内全部完成,包括一副因为客户设变原因造成的3个周的延期,该圆形的
产品而采用非均匀的收缩率而产生模具修改补正。这样的实际所用6个工作周比原来因为模具供应商采用传统加工方式的交货时间16个周要快得多。另外模具成本也降到了一半。
2.2 快速模具在制造中解决技术难题
在其它情况下快速模具也适用于生产高度复杂的模具,包含多种极其复杂的曲面及结构,如下图4所示是几类模具的例子:
图4 几类模具的例子图
a左为游戏机面板的模芯,b中和c右为复杂造型的的模芯。
这些都是由快速模具制造而无后加工的例子,包含倒扣的软胶模具,不用太多的努力就可以很容易地完成制作,而这些倒扣在按传统机加工会增加许多难度。尽管快速制造的模具和样品为量产模增加了实现的方式,而这种方法还经常用在快速成型样品和过渡模具(或中间模具)。
3 高性能模具的改善方式
快速模具的主要动机是用DMLS独一无二的特点来改善模具的性能,也就是说在模具生产以后能够获得更好的生产工艺性。当然在大多情况下这包括时间和成本的节省,特别是量产很大的模具,在工艺环节上哪怕有一丁点的浪费都会大幅增加总体成本。如果采用快速模具能优化调节水路以获得均匀的理想的模温和冷却效果,这在行业内是人人皆知的改善模具质量的道理。这样能缩短生产周期和降低产品变形和尺寸问题引起的报废率,其结果是降低了成本也提高了生产率。以传统方式加工水路必须要用钻孔或线切割等方式,这就限制了水路设计必须是直通型式的组合,在不与型腔面和顶针及其它结构有干涉的情况下一般用深孔钻来加工。而采用了DMLS,水路的位置和型式就可以极大地发挥设计者的想象空间,理想的冷却水路是与模具形状相适应的,保证模温均匀和冷却效果。当水路设计能匹配模具的几何造型时,我们就称之为“随形冷却”。
下图5为一个电器外彀模具随形冷却的例子:a左为传统模具的冷却,b中为可以优化的快速模具的冷却,c右为冷却分析的模具温度模拟。
图5 电器外彀模具随形冷却
许多研究和案例都证实了水路优化的好处,在图5中,由PEP所做的理论和实际生产中,将模具温度降低20度,同时生产周期也降低了20秒。LBC的一个报告指出,当使用快速模具优化水路后他们的生产周期降低了60%,废品率也从50%降低到了0。
下图6中的项目是随形冷却结合最新模具技术运用的又一个例子:这是一个高尔夫赠品球的模具,量大而成本极低。该产品生产工艺为PP挤吹模塑成型结合弹性体的注塑成型。避免球的变形和困气缺陷并保证圆度是非常重要的,这在吹塑成型中的好的排气是必须的。
图6 随形冷却结合最新模具技术运用
a左为模腔的随形冷却,b中模腔上的排气(绿色小槽),c右为实际模腔剖切图。
这种结合了排气槽和冷却水路的模具的实现方式,以及选择DMLS材料及工艺参数来制造不带任何外观痕迹而有微细孔的排气合金钢材料模具。它可以使模仁部分的体积做得相当的小相当地紧凑,因此也节省了时间和成本。8个这样的模仁组成一副4腔的模具,达到生产2000万的需求,而这副4腔模具仅仅只需要50小时的加工量,由随形冷却可以提高20%的生产效率。
4 在模具制造中运用快速模具方法
在上面所提及的这些益处可以由不同的快速模具制造方法来实现。一个简单的方法了制造模
具的型芯(或称模仁)再装入标准的模框或模板中,模板通常用传统机床来加工,这样做是很实际的,仅需要较少的加工,而将由DMLS制做的模仁直接装入模架再上注塑机,也就是说不需要太多手工修配,非常方便,如下图7所示:
图7 模板的加工
a左为机加工的铝材质模仁及DMLS制做的镶件,b右为带有DMLS制做滑块及其附件的模具。DMLS通常与其它常用的模具加工方法一起组成叫做“混合型”的制造工艺,这样就有变化多样的应用。例如像手机的一件外彀就带有一半复杂的型芯型状(内部结构),另一半是简单的自由曲面的型腔(可见的外观)。在型芯模仁上采用DMLS制造而在型腔模仁上用传统铣削,对于一些相对很复杂的小零件也就用DMLS制造出来再装配到铣好的模腔中,上图7左a的铝模就是这样的例子。在环氧树脂浇铸模上也可以采用此种类似的方法。就算再复杂再困难的模具零件都可以用DMLS来做,比如在环氧树脂浇铸模中有不足以支持充模压力的薄壁部分的强度。DMLS材料在模具的各种部件都有多种的用途,比如上图7右b 它可以用来制造滑块及压板等,为了防止磨损,相互运动的部件采用不同的DMLS材料,智能模具概念也是从成本效益的目的上来优化水路的。
下图8是也随形冷却模具的例子:
图8 随形冷却模具的例子图
a左为PE吹塑瓶模,由于瓶的颈部壁较厚,传统的冷却限制着生产周期和生产率,而采用DMLS工艺制造一个小镶件来快速冷却颈部镶件,这样就可以使生产周期从15秒降到8或9秒,改善了近70%的生产效率,但不会造成任何品质上的牺牲。b中为一个从后模顶出结构上考虑冷却的镶件,旨在带走浇口附近的大量的热,这样也降低了三分之二的生产周期。c右为包含了一种螺旋形状的随形冷却的模芯,比较起来模芯相应地在尺寸上也减小了一半。加工这样较小的零件是很经济的,先放在EOSINT M270系统上加工,胶位顶部留下0.3mm的余量再用传统抛光等精加工达到所要的表面纹理。
DMLS也常用于模具的设计变更或对损毁零件的修复上。
5.使用材料和应用策略
各种的金属材质对于在EOSINT M系统上使用都是适合的。新材料不断地研发出来,大多数相关应用于量产模具的是高等级高强度折模具钢,尽管在市面上这些粉末冶金钢都有售,但它们还是低于EOS 的MS1钢。在EOSINT M机台中金属粉末材料被熔融烧结生成硬度为36~39 HRC的致密的零件,过后还可热处理(490度6小时)达到53~55HRC,抗拉强度超过1900 MPa的材质结构。以这种方式制做的模具零部件可以像传统模具钢材一样被铣削,电腐蚀和抛光。图8的中b和右c就是采用这种方法制造的。
万一需要用到较低强度硬度的模具,用快速速模具通常换一种材料便是,采用专用的铜镍基合金材料DM20,这种材料的优点是非常容易加工及抛光,所以在样品模和低产量模具上应用非常普遍。生产局部特殊结构例如需要疏松透气的零件,调校激光烧结的工艺参数可以极快地完成零件制做,同时表层也保持高度致密的结构。图2. 图4和图7都是采用这种方法.
其它情况下快速模具也使用各种DMLS材料,例如不锈钢就能用于有腐蚀性塑胶的模具. EOSINT M系统可以在一个金属板的基础上加工零件,这金属板称为基座零件.利用DMLS直接将型腔熔融烧结到基座金属板上,下图9 左a所示是多个模仁镶件如何加工并到一个基板
上的例子.单个的镶件由锯或线切割切出来,中b展示了长部件与相应基板. 当如果不是很方便将排布有有较稀或间隔的许多冷却针结合到基板上,那就需要用DMLS建立过后可以去掉的支撑结构如图右c.
图9 利用DMLS直接将型腔熔融烧结到基座金属板上
中b说明多长的(305MM长的杆)零件在EOSINT M机器上为了节省时间可以用躺着来加工。右c说明一系列标准的冷却针镶件可以在EOSINT M机器上一起加工出来,200根冷却镶针用了30个小时全自动地加工完成(过程中无人操作)。这种高效和实用的方法用于制造量大耐损损耗的圆Pin类模具配件。这些基板上的零件还可以通过线切割高效地分割或切割出来。如果是边角平直的零件对于后工序来说就容易使用了,零件的侧面或几何平直规则。可以在一些复杂或反复使用的情况下,这些部位就有利于装夹定位和操作。
图10是在EOSINT M机器上使用Erowa装夹系统的例子:a左为EOSINT M机器夹头,b 中为卡盘夹栓,c右为夹头卡盘装配位置。
图10 在EOSINT M机器上使用Erowa装夹系统
这样一种基于采用Erowa150装夹工具的EOSINT M系统是非常实用的.特别是在模具工场有这样的系统很有用。根椐用户特殊的需求和希望,而采用不同的配置方案,比如包含的软件可以很容易使机器与零件的座标定位。
6 结束语
上面的例子及主要内容正是发表在EOSINT M用户刊物上一篇有关DMLS技术在模具行业广泛应用的精选片断。这种新的工艺是快速成型(Rapid Prototyping,RP)技术的基础上不断发展而来的,从最初应用于塑料产品逐步发展到应用于各种模具。最近几年来的应用从样品模具到量产模具再到复杂模具,在国外已经建立起了这种工艺弥补CNC和EDM加工不足的的通用加工模式,使传统制造加工耗时费力的制程得到大大改善,这也是它在逐步应用并很受欢迎的一大亮点。
注:原文作者为国外的Mike Shellabear博士和Joseph Weilhammer先生,笔者只进行了一些简单的翻译和编辑,希望能将国外的先进制造工艺和方法向国内同行进行探讨交流和引进吸收.
粉末冶金的烧结技术 作者:本站整理文章来源:本站搜集点击数:466 更新时间:2008-3-17 16:03:20 1.烧结的方法 不同的产品、不同的性能烧结方法不一样。 ⑴按原料组成不同分类。可以将烧结分为单元系烧结、多元系固相烧结及多元系液相烧结。 单元系烧结是纯金属(如难熔金属和纯铁软磁材料)或化合物(Al2O3、B4C、BeO、M oSi2等)熔点以下的温度进行固相烧结。多元系固相烧结是由两种或两种以上的组元构成的烧结体系,在其中低熔成分的熔点温度以下进行的固相烧结。粉末烧结合金多属于这一类。如Cu-Ni、Fe-Ni、Cu-Au、W-Mo、Ag-Au、Fe-Cu、W-Ni、Fe-C、Cu-C、Cu-W、Ag -W等。多元系液相烧结以超过系统中低熔成分熔点的温度进行的烧结。如W-Cu-Ni、W-Cu、WC-Co、TiC-Ni、Fe-Cu(Cu>10%、Fe-Ni-Al、Cu-Pb、Cu-Sn、Fe-Cu(Cu<10%)等 ⑵按进料方式不同分类。分为为连续烧结和间歇烧结。 连续烧结 烧结炉具有脱蜡、预烧、烧结、制冷各功能区段,烧结时烧结材料连续地或平稳、分段地完成各阶段的烧结。连续烧结生产效率高,适用于大批量生产。常用的进料方式有推杆式、辊道式和网带传送式等。
间歇烧结 零件置于炉内静止不动,通过控温设备,对烧结炉进行需要的预热、加热及冷却循环操作,完成烧结材料的烧结过程。间歇烧结可依据炉内烧结材料的性能确定合适的烧结制度,但生产效率低,适用于单件、小批量生产,常用的烧结炉有钟罩式炉、箱式炉等。 除上述分类方法外。按烧结温度下是否有液相分为固相烧结和液相烧结;按烧结温度分为中温烧结和高温烧结(1100~1700℃),按烧结气氛的不同分为空气烧结,氢气保护烧结(如钼丝炉、不锈钢管和氢气炉等)和真空烧结。另外还有超高压烧结、活化热压烧结等新的烧结技术。 2.影响粉末制品烧结质量的因素 影响烧结体性能的因素很多,主要是粉末体的性状、成形条件和烧结的条件。烧结条件的因素包括加热速度、烧结温度和时间、冷却速度、烧结气氛及烧结加压状况等。 ⑴烧结温度和时间 烧结温度的高低和时间的长短影响到烧结体的孔隙率、致密度、强度和硬度等。烧结温度过高和时间过长,将降低产品性能,甚至出现制品过烧缺陷;烧结温度过低或时间过短,制品会因欠烧而引起性能下降。 ⑵烧结气氛
金属基复合材料的现状与 展望 学院:萍乡学院 专业:无机非金属材料 学号:13461001 姓名:蒋家桐
摘要综述了金属基复合材料的进展情况,重点阐述了颗粒增强金属基复合材料和金属基复合 涂层的进展,包括其性能、现有品种、制备工艺、应用情况. 同时报道了目前本领域研究存在的问 题,如:力学问题、界面问题、热疲劳问题,并在此基础上展望发展前景. 关键词颗粒增强金属基复合材料,复合涂层材料,界面,热疲劳,功能梯度材料 随着近代高新技术的发展,对材料不断提出多方面的性能要求,推动着材料向高比强度、高比刚度、高比韧性、耐高温、耐腐蚀、抗疲劳等多方面发展[1 ] . 复合材料的出现在很大程度上解决了材料当前面临的问题,推进了材料的进展.金属基复合材料(MMC) 是以金属、合金或金属间化合物为基体,含有增强成分的复合材料. 这种材料的主要目标是解决航空、航天等高技术领域提高用材强度、弹性模量和减轻重量的需要,它在60 年代末才有了较快的发展,是复合材料一个新的分支. 目前尚远不如高聚物复合材料那样成熟,但由于金属基复合材料比高聚物基复合材料耐温性有所提高,同时具有弹性模量高、韧性与耐冲击性好、对温度改变的敏感性很小、较高的导电性和导热性,以及无高分子复合材料常见的老化现象等特点,成为用于宇航、航空等尖端科技的理想结构材料. 1 进展情况 目前,金属基复合材料基本上可分为纤维增强和颗粒增强两大类,所用的基体包括Al , Mg ,Ti 等轻金属及其合金以及金属间化合物等,也有少量以钢、铜、镍、钴、铅等为基体. 增强 纤维主要有碳及石墨纤维、碳化硅纤维、硼纤维、氧化铝纤维等,增强颗粒有碳化硅、氧化铝、硼 化物和碳化物等. 用以上的各种基体和增强体虽可组成大量金属基复合材料的品种,但实际上 只有极少几种有应用前景,多数仍处在研究开发阶段,甚至也有不少品种目前尚看不到其应用 前景[2 ] . 1. 1 纤维增强金属基复合材料 纤维增强金属基复合材料,由于具有高温性能好、比强度、比模量高、导电、导热性好等优 点,而成为复合材料的主要类型. 1. 2 颗粒增强金属基复合材料 由于纤维增强金属基复合材料存在上述缺点,从而未能得以大规模工业应用,只有美国、 日本等少数发达国家用于军事工业. 为此,近年来国际上又将注意力逐渐转移到颗粒增强金属 基复合材料的研究上. 这一类金属基复合材料与纤维增强金属基复合材料相比制备工艺简单, 成本低,可采用常规金属加工设备来制造,这样有利于其开发和应用. 可见,颗粒增强金属基复 合材料是非常有发展前途的. 金属基颗粒复合材料通常是作为耐磨、耐热、耐蚀、高强度材料开发的,目前用于颗粒增强
金属基复合材料的种类与性能 摘要:金属基复合材料科学是一门相对较新的材料科学,仅有40余年的发展历史。金属基复合材料的发展与现代科学技术和高技术产业的发展密切相关,特备是航天、航空、电子、汽车以及先进武器系统的迅速发展对材料提出了日益增高的性能要求,除了要求材料具有一些特殊的性能外,还要具有优良的综合性能,有力地促进了先进复合材料的迅速发展。单一的金属、陶瓷、高分子等工程材料均难以满足这些迅速增长的性能要求。金属基复合材料正是为了满足上述要求而诞生的。 关键词:金属;金属基复合材料;种类;性能特征;用途 1. 金属基复合材料的分类 1.1按增强体类型分 1.1.1颗粒增强复合材料 颗粒增强复合材料是指弥散的增强相以颗粒的形式存在,其颗粒直径和颗粒间距较大,一般大于1μm。 1.1.2层状复合材料 这种复合材料是指在韧性和成型性较好的金属基材料中含有重复排列的高强度、高模量片层状增强物的复合材料。片曾的间距是微观的,所以在正常比例下,材料按其结构组元看,可以认为是各向异性的和均匀的。 层状复合材料的强度和大尺寸增强物的性能比较接近,而与晶须或纤维类小尺寸增强物的性能差别较大。因为增强物薄片在二维方向上的尺寸相当于结构件的大小,因此增强物中的缺陷可以成为长度和构件相同的裂纹的核心。 由于薄片增强的强度不如纤维增强相高,因此层状结构复合材料的强度受到了限制。然而,在增强平面的各个方向上,薄片增强物对强度和模量都有增强,这与纤维单向增强的复合材料相比具有明显的优越性。 1.1.3纤维增强复合材料 金属基复合材料中的一维增强体根据其长度的不同可分为长纤维、短纤维和晶须。长纤维又叫连续纤维,它对金属基体的增强方式可以以单项纤维、二维织物和三维织物存在,前者增强的复合材料表现出明显的各向异性特征,第二种材料在织物平面方向的力学性能与垂直该平面的方向不同,而后者的性能基本是个向同性的。连续纤维增强金属基复合材料是指以高性能的纤维为增强体,金属或他们的合金为基体制成的复合材料。纤维是承受载荷的,纤维的加入不但大大改变了材料的力学性能,而且也提高了耐温性能。 短纤维和晶须是比较随机均匀地分散在金属基体中,因而其性能在宏观上是各向同性的;在特殊条件下,短纤维也可以定向排列,如对材料进行二次加工(挤压)就可达到。 当韧性金属基体用高强度脆性纤维增强时,基体的屈服和塑性流动是复合材料性能的主要特征,但纤维对复合材料弹性模量的增强具有相当大的作用。 1.2按基体类型分 主要有铝基、镁基、锌基、铜基、钛基、镍基、耐热金属基、金属间化合物基等复合材料。目前以铝基、镁基、钛基、镍基复合材料发展较为成熟,已在航天、航空、电子、汽车等工业中应用。在这里主要介绍这几种材料 1.2.1铝基复合材料 这是在金属基复合材料中应用最广的一种。由于铝合金基体为面心立方结构,因此具有良好的塑性和韧性,再加之它所具有的易加工性、工程可靠性及价格低廉等优点,为其在工程上应用创造了有利条件。再制造铝基复合材料时通常并不是使用纯铝而是铝合金。这主要是由于铝合金具有更好的综合性能。
项目名称:先进金属基复合材料制备科学基础首席科学家:张荻上海交通大学 起止年限:2012.1-2016.8 依托部门:上海市科委
一、关键科学问题及研究内容 针对国家空天技术、电子通讯和交通运输领域等对先进金属基复合材料的共性重大需求和先进金属基复合材料的国内外发展趋势,本项目以克服制约国内先进金属复合材料制备科学的瓶颈问题为出发点,针对下列三个关键科学问题开展先进金属基复合材料制备科学基础研究: (1). 先进金属基复合材料复合界面形成及作用机制 界面是是增强相和基体相连接的“纽带”,也是力学及其他功能,如导热、导电、阻尼等特性传递的桥梁,其构造及其形成规律将直接影响复合材料的最终的组织结构和综合性能。因此,界面结构、界面结合及界面微区的调控是调控金属复合材料性能的最为关键的一环。揭示基体成分、添加元素、增强体特性复合工艺对复合过程中的界面的形成、加工变形、服役过程中的界面结构、特征的演变规律和效应,以及在多场下的组织演变规律和对复合材料的性能变化极为关键。复合效应的物理基础正是源于金属基体与增强体的性质差异,而在金属基复合材料复合制备过程中,二者的差异无疑会直接或间接地影响最终的复合组织和界面结构。因此,要想建立行之有效的金属基复合材料组分设计准则和有效调控先进金属基复合材料的结构与性能,就必须从理论上认识先进金属基复合材料的复合界面形成及作用机制。 (2). 先进金属基复合材料复合制备、加工成型中组织形成机制及演化规律 金属基复合材料的性能取决于其材料组分和复合结构,二者的形成不仅依赖于复合制备过程,还依赖于包括塑性变形、连接、热处理等后续加工和处理过程。只有在掌握金属基复合材料的组织结构演变规律的基础上,才有可能通过优化工艺参数精确调控微观组织,进而调控复合材料的性能。 (3). 使役条件下复合材料界面、组织与性能耦合响应机制 先进金属基复合材料中,由于增强体与金属基体的物理和力学性能之间存在巨大差异,造成在界面点阵分布不均匀,同时近界面基体中由于热错配,残余应力等导致晶体学缺陷含量较高。因此,在使役过程中,先进金属基复合材料的力学性能不仅取决于其材料组分,更加取决于增强体在基体中的空间分布模式、界面结合状态和组织与性能之间的耦合响应机制。只有揭示使役条件下复合材料界面、组织与性能耦合响应机制,才能真正体现先进金属基复合材料中增强体与基体的优势互补,充分利用其巨大潜力,也才可能优化复合和界面结构设计。
JIS 烧结金属材料——规格 JIS Z 2550:2000 平成12年(2000)3月20日修正 日本工业标准调查会审议 (日本标准协会发行)
Z 2550:2000 前言 本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。 JIS Z 2550附属书如下所示。 附属书(规定)机械构造部件用烧结材料 主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20 公示:平成12(2000).3.21 拟订原案合作者:日本粉末冶金工业协会 审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦) 如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1) 并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准 烧结金属材料——规格 Sintered metal materials—Specification 序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。 1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性 及物理特性。 备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方 法。已经适用于制品、用途的材料特性,锻造品和铸造品或许不同。因此,在确认特性 时,最好与生产者联系。 2.此标准对应的国际标准如下所示 ISO 5755,Sintered metal materials—Specification 2. 引用标准以下的标准因被本标准引用,构成了本标准规定的一部分。这些引用标准, 适用其最新版本。 JIS Z 2202 金属材料冲击试验片 JIS Z 2241 金属材料拉伸试验方法 备注ISO 6892,Metallic materials—Tensile testing at ambient temperature与本标准 同等。 JIS Z 2242 金属材料冲击试验方法 JIS Z 2244 维氏硬度试验—试验方法 JIS Z 2245 洛氏硬度试验—试验方法 备注ISO-4498-1,Sintered metal materials(excluding hardmetal)—Determination of apparent hardness—Part1:虽然限定了烧结材料的规格,但试验方法同等。 JIS Z 2501 烧结金属材料密度、含油率及开放气孔率试验方法 备注ISO 2738,Permeable sintered metal materials—Determination of density,oil content and open porosity与此标准一致。 JIS Z 2507 烧结轴承—径向压碎强度试验方法 备注ISO 2739,Sintered metal bushes—Determination of radial crushing strength与 此标准一致。 3. 选取样本选取样本遵循相关的日本工业标准。 4. 试验方法为了评价附表1到附表9及附属书的指示特性,适用以下的试验方法。4.1 化学成分成分分析尽量按日本工业标准规定的方法进行。没有合适的标准时,根据 和受试者的协议进行试验。 4.2 开放气孔率开放气孔率遵从JIS Z 2501进行试验。 4.3 含油率含油率遵从JIS Z 2501进行试验。 4.4 拉伸强度拉伸强度使用附图1.所示试验片,遵从JIS Z 2241进行试验。 4.5 外观硬度外观硬度遵从JIS Z 2244或JIS Z 2202进行试验。
金属粉末选择性激光烧结快速成型技术介绍 介绍了选择性激光烧结技术的工作原理。简述了选择性激光烧结的三种典型金属粉末成型工艺。指出了选择性激光烧结技术成型金属零件所存在的一些问题和选择性烧结技术的发展前景。 1 引言 选择性激光烧结(以下简称SLS)技术最初是由美国德克萨斯大学奥斯汀分校的Carl Deckard于1989年在其硕士论文中提出的。后美国DTM公司于1992年推出了该工艺的商业化生产设备Sinter Sation。几十年来,奥斯汀分校和DTM公司在SLS领域做了大量的研究工作,在设备研制和工艺、材料开发上取得了丰硕成果。德国的EOS公司在这一领域也做了很多研究工作,并开发了相应的系列成型设备。 国内也有多家单位进行SLS的相关研究工作,如华中科技大学、南京航空航天大学、西北工业大学、中北大学和北京隆源自动成型有限公司等,也取得了许多重大成果,如南京航空航天大学研制的RAP-I型激光烧结快速成型系统、北京隆源自动成型有限公司开发的AFS 一300激光快速成型的商品化设备。 2 SLS技术的工作原理 选择性激光烧结是采用激光有选择地分层烧结固体粉末,并使烧结成型的固化层层层叠加生成所需形状的零件。其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。SLS技术的快速成型系统工作原理见图1。 整个工艺装置由粉末缸和成型缸组成,工作时粉末缸活塞(送粉活塞)上升,由铺粉辊将粉末在成型缸活塞(工作活塞)上均匀铺上一层,计算机根据原型的切片模型控制激光束的二维扫描轨迹,有选择地烧结固体粉末材料以形成零件的一个层面。粉末完成一层后,工作活塞下降一个层厚,铺粉系统铺上新粉.控制激光束再扫描烧结新层。如此循环往复,层层叠
金属基复合材料综述 专业: 学号: 姓名: 时间:
金属基复合材料综述 摘要:新材料的研究、发展与应用一直是当代高新技术的重要内容之一。其中复合材料,特别是金属基复合材料在新材料技术领域中占有重要的地位。金属基复合材料对促进世界各国军用和民用领域的高科技现代化,起到了至关重要的作用,因此倍受人们重视。本文概述了金属基复合材料的发展历史及研究现状,对金属基复合材料的分类、性能、应用、制备方法、等进行了综述,提出了金属基复合材料研究中存在的问题,探讨了金属基复合材料的发展趋势。 关键词:金属基复合材料;分类;性能;应用;制备;发展趋势 Abstract: The research development and application of new composites are one of the important matters in modern high science and technology. This paper summarizes the met al matrix composites and the development history of the present situation and the classific ation of the metal matrix composites, performance, application and preparation methods, w as reviewed, and put forward the metal matrix composites the problems existing in the res earch, discusses the metal matrix composites trend of development. Keywords: Metal matrix composites; Classification; Performance; Application; Preparation; Development trend. 1.引言 复合材料是继天然材料,加工材料和合成材料之后发展起来的新一代材料。按通常的说法,复合材料是指两种或两种以上不同性质的单一材料,通过不同的复合方法所得到的宏观多相材料。随着现代科学技术的迅猛发展,对材料性能的要求日益提高。常希望复合材料即具有良好的综合性能,又具有某些特殊性能。金属基复合材料是近年来迅速发展起来的高性能材料之一,对促进世界各国军用和民用领域的高科技现代化,起到了至关重要的作用。相信随着科学技术的不断发展,新的制造方法的出现,高性能增强物价格的不断降低,金属基复合材料在各方面将有越来越广阔的应用前景。
选择性激光烧结(SLS)在模具制造中的应用 【摘要】传统的模具加工方法在看到零件图纸产生设计概念后,需要进一步设计加工图、工艺规程等等,而选择性激光烧结可根据三维CAD数模直接制造出具有复杂内部结构的模具,简化了制模的工艺过程,大大节约了产品成本,提高了产品的生产效率,特别适合新产品的开发和单件小批量产品的生产。本文介绍了选择性激光烧结的原理及在模具制造业的应用。 【关键词】模具制造;选择性激光烧结;粉末烧结 1.选择性激光烧结(SLS)的简介 随着世界经济竞争的日益激烈化和全球化,产品制造商们越来越需要以最短的时间制造出符合人们消费需求的新产品来抢占市场。20世纪80年代末出现的SLS技术就是在这样的背景下提出并逐步得以发展的。它是一种逐层零件制造上艺,它突破传统的材料变形成型和去除材料成型的工艺方法,使用近乎全自动化的工艺从CAD文件直接生产所需要的模型或模具,可以显著减少产品原型的开发时间和成本,极大的提高产品的质量;由于SLS工艺具有选材广泛、适用性广、制造工艺比较简单、成形精度高、无需支撑结构、可直接烧结模具等诸多优点,成为当前发展最快、最为成功的且已经商业化的模具制造方法之一,在现代制造业得到越来越广泛的重视。因此。SLS技术在模具制造业中越来越具有竞争力,有望成为21世纪的的主流制造技术。 2.原理 选择性激光烧结是采用激光有选择地分层烧结固体粉末.并使烧结成型的固化层层层叠加生成所需形状的零件。SLS的原理与SLA十分相象,主要分别在于所使用的材料及其性状。SLA所用的材料是液态的紫外光敏可凝固树脂,而SLS则使用粉状的材料。这是该项技术的主要优点之一,因为理论上任何可熔的粉末都可以用来制造模型,这样的模型可以用作真实的原型元件。其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。该技术最大特点是能同时用几种不同材料(聚碳酸脂、聚乙烯氯化物、石蜡、尼龙、ABS、铸造砂)制造一个零件。其原理如图1所示: 图1 选择性激光烧结原理图 3.选择性激光烧结在模具设计制造中的应用和实例 SIS工艺已经成功应用于汽车、造船、航天和航空等诸多模具制造行业,为许多传统制造业注人了新的生命力和创造力。概括地说,SIS工艺可以应用于以下一些场合①快速原型制造。可快速制造设计零件的原型,及时进行评价、修正以提高产品的设计质量;使客户获得直观的零件模型;制造教学、试验用复杂模型。和其他的快速原型技术一样,SLS也是采用激光束对粉末状的成型材料进行
选择性激光烧结技术讨论 1.选择性激光烧结技术(SLS)的发展现状 目前RP技术的快速成型工艺方法有十多种,主要有:立体光固造型(立体印刷)SLA;选择性激光烧结SLS;叠层技术LOM;熔融沉积造型FDM ,三维印刷3D-P。 选择性激光烧结技术(Selective Laser Sintering)是发展最快,最为成功且已经商业化的RP方法之一,采用该技术不仅可以制造出精确的模型,还可以成型具有可靠结构的金属零件作为直接功能件使用。由于其具有诸多优点,如粉末选材广泛、适用性,可直接烧结零件等,因此在现代制造中受到越来越广泛的重视。 SLS技术最初是由美国德克萨斯大学奥斯汀分校于1989年提出的。后来美国DTM公司于1992年推出该工艺的商品化生产设备。几十年来,奥斯汀分校和DTM公司在SLS领域做了大量研究工作,在设备研制和工艺、材料开发上取得了丰硕的成果。德国的EOS公司在这一领域也做了很多研究工作,并开发了相应的系列成型设备。 在国内,很多单位进行了SLS的相关研究工作,如华中科技大学、南京航空航天大学、西北工业大学、华北工学院和北京隆源自动成型有限公司等也取得了许多重大成果。如北京隆源自动成型有限公司开发的AFS-300激光快速成型的商品化设备。 如果从烧结用材料的特性来划分,选择性激光技术的发展可分为两个阶段:一是用SLS技术烧结低熔点的材料来制造原型。目前的烧结设备和工艺大多处于这一阶段。所使用的材料是塑料、尼龙、金属或者陶瓷的包衣粉末)(或于聚合物的混合物);二是用SLS技术直接烧结高熔点的材料来制造零件 2. 选择性激光烧结技术的研究内容 选择性激光烧结(Selective Laser Sintering)是20世纪80年代末出现的一种快速成型新工艺—利用激光束烧结粉末材料分层加工制造技术。零件的三维描述被转化为一整套切片,每个切片描述确定高度的零件横截面。采用激光束对粉末状的成型材料进行分层扫描,受到激光束照射的粉末被烧结。当一个层被扫描烧结完毕后,工作台下降一个层的厚度,一个敷料辊又在上面敷上一层均匀密实的粉末,直至完成整个造型。在造型过程中,未经烧结的粉末对模型的空腔和悬臂部分起着支撑作用。SLS也是不必象SLA工艺那样另行生成支撑工艺结构,成型过程与复杂程度无关,无需任何工装模具。因此特别适合于内部结构极其复杂的零件制造,例如,发动机缸体、缸盖、进排气管等。 2.1 选择性激光烧结技术的原理 选择性激光技术是采用激光有选择地分层烧结固体粉末,并使烧结成型的固
压力烧结粉末冶金压力烧结粉末冶金(Press Sinter )在高温下,陶瓷生坯固体颗粒的相互键联,晶粒长大,空隙(气孔)和晶界渐趋减少,通过物质的传递,其总体积收缩,密度增加,最后成为具有某种显微结构的致密多晶烧结体,这种现象 称为烧结。烧结的术语: 1、烧结sintering 粉末或压坯在低于主要组分熔点的温度下的热处理,目的在于通过颗粒间的冶金 结合以提高其强度。 2、填料packing material 在预烧或烧结过程中为了起分隔和保护作用而将压坯埋入其中的一种材料。 3、预烧presintering 在低于最终烧结温度的温度下对压坯的加热处理。 4、加压烧结pressure 在烧结同时施加单轴向压力的烧结工艺。 5、松装烧结loose-powder sintering,gravity sintering 粉末未经压制直接进行的烧结。 6、液相烧结liquid-phase sintering 至少具有两种组分的粉末或压坯在形成一种液相的状态下烧结。 7、过烧oversintering 烧结温度过高和(或)烧结时间过长致使产品最终性能恶化的烧结。 8、欠烧undersintering 烧结温度过低和(或)烧结时间过短致使产品未达到所需性能的烧结。 9、熔渗infiltration 用熔点比制品熔点低的金属或合金在熔融状态下充填未烧结的或烧结的制品内的 孔隙的工艺方法。 10 、脱蜡dewaxing,burn-off 用加热排出压坯中的有机添加剂(粘结剂或润滑剂)。 11 、网带炉mesh belt furnace 一般由马弗保护的网带将零件实现炉内连续输送的烧结炉。 12 、步进梁式炉walking-beam furnace 通过步进梁系统将放置于烧结盘中的零件在炉内进行传送的 烧结炉。 13 、推杆式炉pusher furnace 将零件装入烧舟中,通过推进系统将零件在炉内进行传送的烧结炉。 14 、烧结颈形成neck formation 烧结时在颗粒间形成颈状的联结。 15 、起泡blistering 由于气体剧烈排出,在烧结件表面形成鼓泡的现象。 16 、发汗sweating 压坯加热处理时液相渗出的现象。 17 、烧结壳sinter skin 烧结时,烧结件上形成的一种表面层,其性能不同于产品内部。 18 、相对密度relative density 多孔体的密度与无孔状态下同一成分材料的密度之比,以百分率表示。 19 、径向压溃密度radial crushing strength 通过施加径向压力测定的烧结圆筒试样的破裂强度。 20 、孔隙度porosity 多孔体中所有孔隙的体积与总体积之比。 21 、扩散孔隙diffusion porosity 由于柯肯达尔效应导致的一种组元物质扩散到另一组元中形成的孔隙。 22 、孔径分布pore size distribution 材料中存在的各级孔径按数量或体积计算的百分率。 23 、表观硬度apparent hardness 在规定条件下测定的烧结材料的硬度,它包括了孔隙的影响。 24 、实体硬度solid hardness 在规定条件下测定的烧结材料的某一相或颗粒或某一区域的硬度,它排除了孔隙的影响。 25 、起泡压力bubble-point pressure 迫使气体通过液体浸渍的制品产生第一气泡所需的最小的压力。
14.3.2金属-非金属复合材料 14.3.2.1金属基复合材料的性能特征 金属基复合材料与一般金属相比,具有耐高温、高比强度、高的比弹性模量、小的热膨胀系数和良好的抗磨损性能。与聚合物基复合材料相比,不仅剪切强度高、对缺口不敏感,而且物理和化学性能更稳定,如不吸湿、不放气、不老化、抗原子氧侵蚀、抗核、抗电磁脉冲、抗阻尼,膨胀系数低、导电和导热性好。由于上述特点,使金属基复合材料更适合空间环境使用,是理想的航天器材料,在航空器上也有潜在的应用前景。 14.3.2.2金属基复合材料的研究与应用 表14.101 和表14.102简要概述了各类金属基复合材料在航空航天领域的应用概况。金属基复合材料(MMC)的研究始于20世纪60年代,美国和俄罗斯在航空航天用金属基复合材料的研究应用方面处于领先的地位。20世纪70年代,美国把B/Al复合材料应用到航天飞机轨道上,该轨道器的主骨架是采用89种243根重150g的B/Al管材制成,比原设计的铝合金主骨架减重145g。美国还用B/Al复合材料制造了J-79和F-100发动机的风扇和压气机叶片,制造了F-106、F-111飞机和卫星构件,并通过了实验,其减重效果达20%~66%。苏联的B/AL复合材料与80年代达到实用阶段,研制了多种带有接头的管材和其他型材,并成功地制造出能安装三颗卫星的支架。由于B纤维的成本高,因此自70年代中期美国和苏联又先后开展C/AL复合材料的研究,在解决了碳纤维与铝之间不湿润的问题以后,C/AL复合材料得到应用。美国用C/AL制造的卫星用波导管具有良好的刚性和极低的热膨胀系数,比C/环氧复合材料轻30%.。随着SiC纤维和Al2O3纤维的出现,连续纤维增强的金属基复合材料得到进一步发展,其中研究和应用较多的是SiC/AL 复合材料。连续纤维增强金属基复合材料的制造工艺复杂、成本高,因此美国又率先研究发展晶须增强的金属基复合材料,主要用于对刚度和精度要求较高的航天构件上。美国海军武器中心研制的SiC p/Al复合材料导弹翼面已经进行了发射试验,卫星的抛物面天线、太空望远镜的光学系统支架也采用了SiC p/Al复合材料,其刚度比铝大70%,显著提高了构件的精度。 MMC对航天器的轻质化、小型化和高性能化正在发挥越来越重要的作用。 MMC在航空器上的应用也有很大潜力,英国研制了SCS-6/Ti的发动机叶片,大幅度提高了其承载能力和刚度,优化了气动载荷下的翼型。用SCS-6/Ti代替耐热钢制造的RB211发动机的压气机静子,可使该构件减重40%;采用SCS-6/Ti代替镍基高温合金制作压气机叶环结构转子,可是该部件减重80%;SiC f/Ti 也可望代替不锈钢在F-22试验型飞机制作活塞杆。 表14.101 B/Al复合材料的应用 表14.102 其他MMC的应用背景
烧结金属材料硬度规范 由于烧结金属材料硬度的检测和其他金属件有所不同。为了使图纸与工厂及生产厂商的实物检指能够保持一致,须统一标准与规范,经过统计多家供应商的烧结金属零件检指数据加以汇总分析,并参照一系列的国家标准,特编制烧结金属材料硬度的设计检测标准规范。 硬度硬度是烧结金属结构材料(零件)中最常使用的一个性能指标。按烧结金属结构材料(零件)的材质不同,常用的硬度测试方法有布氏硬度HB;洛氏硬度HRA、HRB、HRC;维氏硬度HV及肖氏硬度HS。它们的压头材料、压头大小、压头形状以及采用的压力各不相同。根据试样上压头所留下的压痕尺寸大小,可算出其相应的硬度值。 烧结金属结构材料通常存在孔隙。如果硬度计的压头正好压在它的孔隙处,就不能反映出其基体的真实硬度。多孔性材料的硬度值的离散性比相应的锻轧材料大。烧结金属零件的多孔性决定了其检测方法最好采用维氏硬度计,其值相对稳定而准确。烧结金属件中,含油(滑动)轴承仍用布氏硬度来表示其表观硬度。 经分析生产厂商送检的各类烧结金属零件检指数据,并参照相关国家标准规定: GB/T 9097.1-2002烧结金属材料(不包括硬质合金)表观硬度的测定第一部分:截面硬度基本均匀的材料 GB/T 4340.1-1999 金属维氏硬度试验第1部分试验方法 GB/T 231.1-2002 金属布氏硬度试验第1部分试验方法 对于烧结金属零件(含油轴承除外),在图纸上技术要求中硬度统一使用维氏硬度来标志,同样测试也使用维氏硬度标准。具体的测试统一按GB/T 4340.1-1999中3.3推荐的维氏硬度试验力表3-2,小负荷维氏硬度试验的HV0.3来标注和检测。 密度烧结金属材料制取零件时,材料具有孔隙,零件的密度是可变的。其不仅影响零件的力学性能和精度,同时影响压坯的成品率和生产效率,所以压坯密度设计是烧结金属的零件设计和制造的主要依据之一。在烧结金属零件生产中,一般说来,材料的密度愈高 ,材料的物理—力学性能愈高。烧结金属零件的密度是单位体积的质量,其体积也包含材料中孔隙的体积。 含油率含油率高低是含油轴承性能的重要指标,并与开孔率有关。测试参照国家标准: GB/T 5163-2006 烧结金属材料(不包括硬质合金)可渗性烧结金属材料密度、含油率和开孔率的测定来进行 烧结金属零件在图纸技术要求中必须要有硬度和密度二项指标,齿轮类还须增加材料抗拉及冲击强度极限值的技术要求。具体参照国家标准: GB/T 10423-2002 烧结金属摩擦材料抗拉强度的测定。 一.烧结金属材料-结构件 硬度与密度的分类:统一使用维氏硬度HV0.3,同时以零件在整机中的使用状态分为以下五大类。
粉末冶金烧结 1.烧结的方法 ⑴按原料组成不同分类。可以将烧结分为单元系烧结、多元系固相烧结及多元系液相烧结。 单元系烧结是纯金属(如难熔金属和纯铁软磁材料)或化合物(Al2O3、B4C、BeO、M oSi2等)熔点以下的温度进行固相烧结。多元系固相烧结是由两种或两种以上的组元构成的烧结体系,在其中低熔成分的熔点温度以下进行的固相烧结。粉末烧结合金多属于这一类。如Cu-Ni、Fe-Ni、Cu-Au、W-Mo、Ag-Au、Fe-Cu、W-Ni、Fe-C、Cu-C、Cu-W、Ag -W等。多元系液相烧结以超过系统中低熔成分熔点的温度进行的烧结。如W-Cu-Ni、W-Cu、WC-Co、TiC-Ni、Fe-Cu(Cu>10%、Fe-Ni-Al、Cu-Pb、Cu-Sn、Fe-Cu(Cu<10%)等 ⑵按进料方式不同分类。分为为连续烧结和间歇烧结。 连续烧结 烧结炉具有脱蜡、预烧、烧结、制冷各功能区段,烧结时烧结材料连续地或平稳、分段地完成各阶段的烧结。连续烧结生产效率高,适用于大批量生产。常用的进料方式有推杆式、辊道式和网带传送式等。 间歇烧结
零件置于炉内静止不动,通过控温设备,对烧结炉进行需要的预热、加热及冷却循环操作,完成烧结材料的烧结过程。间歇烧结可依据炉内烧结材料的性能确定合适的烧结制度,但生产效率低,适用于单件、小批量生产,常用的烧结炉有钟罩式炉、箱式炉等。 除上述分类方法外。按烧结温度下是否有液相分为固相烧结和液相烧结;按烧结温度分为中温烧结和高温烧结(1100~1700℃),按烧结气氛的不同分为空气烧结,氢气保护烧结(如钼丝炉、不锈钢管和氢气炉等)和真空烧结。另外还有超高压烧结、活化热压烧结等新的烧结技术。 2.影响粉末制品烧结质量的因素 影响烧结体性能的因素很多,主要是粉末体的性状、成形条件和烧结的条件。烧结条件的因素包括加热速度、烧结温度和时间、冷却速度、烧结气氛及烧结加压状况等。 ⑴烧结温度和时间 烧结温度的高低和时间的长短影响到烧结体的孔隙率、致密度、强度和硬度等。烧结温度过高和时间过长,将降低产品性能,甚至出现制品过烧缺陷;烧结温度过低或时间过短,制品会因欠烧而引起性能下降。 ⑵烧结气氛 粉末冶金常用的烧结气氛有还原气氛、真空、氢气氛等。烧结气氛也直接影响到烧结体的性能。在还原气氛下烧结防止压坯烧损并可使表面氧化物还原。如铁基、铜基制品常
从专利角度简析金属材料选择性激光烧结技术(SLS)的发展选择性激光烧结(Selective Laser Sintering, SLS)技术是快速成型与制造(RapidPrototyping & Manufacturing, RP&M)领域中极具发展潜力的技术之一。SLS 技术借助于计算机辅助设计与 制造,采用分层制造叠加原理,将固体粉末材料直接成型为三维实体零件。它能够制造任意 复杂结构零件,具有其它常规制造技术不可替代的优势。由于金属零件应用领域广且价值高,因而利用 SLS 技术制造金属零件一直是 RP&M 领域的研究热点。 关键词:快速成型,增材制造,3D打印,选择性激光烧结,SLS,金属 1. 引言 1.1 快速成形技术的概述与发展 快速成形技术(Rapid Prototyping & Manufacturing,简称RPM)诞生于70年代末、80年代初。该技术是采用逐点或逐层成形方法,一次成形复杂的零部件或模具,不需要任何工装, 节约了制造费用,缩短了制造周期,实现了三维制造及其可视化,有利于设计人员、制造人 员和用户间的信息交流。可在设计阶段完成实验研究工作,减少实验周期和材料损耗,堪称 制造领域人类思维的一次飞跃。 快速成形技术采用离散/堆积的原理,自动完成从数学模型(CAD模型)到物理模型(原型 和零件)的转换。在成形的过程中,根据成形方法的不同,可以采用多种不同的材料(如塑料、数值、蜡、陶瓷、金属的等)制造原型。 根据材料种类可以将快速成型技术分为以下几类:立体光造型(SLA)、叠层制造(LOM)、选择性激光烧结(SLS)、熔融沉积制造(FDM)、三维印刷(3DP)。 1.2金属材料选择性激光烧结技术 目前,国内外已开发出多种 SLS成形材料,按材料性质主要可分为金属粉末材料、陶瓷粉末 材料和高分子粉末材料。 金属材料的选择性激光烧结分为直接烧结法和间接烧结法。直接烧结法是利用大功率激光直 接烧结金属粉末得到成形零件,间接烧结法是在金属粉末中添加有机粘结剂使其熔化后粘结 金属粉末,再经过后续处理得到成形零件。 直接烧结法中使用的金属粉末材料主要有单组分金属粉末、多组分金属粉末和预合金粉末3类。 间接烧结法中有机粘结剂的加入有两种方式,一种是与金属粉末混合,一种是包覆在金属粉 末表面。间接法通过用小功率小50W)激光烧结粉末得到形坯,形坯再经适当的后续处,一 般为脱脂、高温烧、熔渗金属或浸渍树脂,最终获得具有一定强度的金属零件。 2. 选择性激光烧结技术全球专利申请总体分析 2.1专利发展趋势 选择性激光烧结(Selective Laser Sintering, SLS)技术是快速原型与制造(RapidPrototyping & Manufacturing, RP&M)技术中的一种,通常被称为分层制造(LayeredManufacturing )或增 材(Additive)制造技术,尤其区别于普通机加工类的减材(Subtractive)制造技术。如图1 所示,对历年来选择性激光烧结技术领域的全球及国内相关专利申请随年份的变化趋势进行 了梳理。SLS 技术出现在 1986 年的美国,由研究生 Carl Decard[1,2]和 Beaman 发明,并于1992 年由美国 DTM 公司把 SLS[3,4] 系统商业化。随后,日本,德国,俄罗斯,中国和以色列 都各自开发研制了 SLS 系统,但美国依其原创专利而处于较为领先的地位。SLS 技术最大的优
金属基复合材料性能的影响因素 摘要:金属基复合材料具有高比强度、高比模量、低热膨胀系数等优点,近年来发展非常迅速。但其性能一致性差的问题制约了其应用,因此复合材料的性能设计受到了普遍的关注。本文综述了基体、增强体、基体与增强体相容性、工艺、界面等因素对金属基复合材料性能的影响。 关键词:金属基复合材料性能影响因素设计 1 引言 金属基复合材料被誉为21世纪的材料, 它兼有金属的塑性和韧性,以及其它材料如陶瓷的高强度和高刚度,而且比重小,因此具有较高的比强度、比刚度和更好的热稳定性、耐磨性以及尺寸稳定性等优点,从而在机械、汽车、航空航天、兵器、电子等许多领域得到了应用[1~3]。 尽管金属基复合材料在过去的30年里在世界范围内得到了广泛的研究和发展,但是还没有在工业上得到广泛的应用,其原因主要在于它的成本高、性能低于期望值、相对较低的稳定性和大的性能波动、不可回收利用、环境污染等几个障碍[4~5]。目前在国内发展复合材料,关键是要实现低成本、高性能、一致性好、稳定的制备技术和根据力学原理以及使用者的期望设计出令用户满意的性价比的材料。这就涉及到复合材料的设计问题,而性能决定了复合材料在工程上的应用,所以性能的影响因素一直是研究的热点。但是由于金属基复合材料的强化机理不明确,至今在金属基复合材料的设计理论上还存在着较大的盲目性。因此对复合材料性能的影响因素的研究是一个使金属基复合材料走出低谷获得突破的重要课题。 2 影响金属基复合材料的因素 2.1 基体的影响 不同的基体对复合材料的抗拉强度、屈服强度、结合强度有较大的影响。但并不是基体强度越高,复合材料的强度越高,而是存在一个最佳匹配[6]。姜龙涛等[7]对AlN颗粒在不同铝合金中的增强行为的研究表明,在低强度的L3纯铝上可以得到最大的增强率,而在高强度的LY12合金上没有得到高的增强率,相比之下具有良好塑性和较高强度的LD2合金作为基体时,具有较高的强度。而康国政等[8]认为基体本身的强度较低时,复合材料中基体的强度将有较大幅度的提高,因此对基体本身强度较低的复合材料通过基体原位性能的大幅度提高使复合材料抗拉强度的提高十分明显。这些研究都说明基体同增强体之间存在着优化选择、合理匹配的问题。
一、烧结 (1)、烧结基本原理 烧结是粉末冶金生产过程中最基本的工序之一。烧结对最终产品的性能起着决定性作用,因为由烧结造成的废品是无法通过以后的工序挽救的;相反,烧结前的工序中的某些缺陷,在一定的范围内可以通过烧结工艺的调整,例如适当改变温度,调节升降温时间与速度等而加以纠正。 烧结是粉末或粉末压坯,加热到低于其中基本成分的熔点温度,然后以一定的方法和速度冷却到室温的过程。烧结的结果是粉末颗粒之间发生粘结,烧结体的强度增加。在烧结过程中发生一系列物理和化学的变化,把粉末颗粒的聚集体变成为晶粒的聚结体,从而获得具有所需物理,机械性能的制品或材料。烧结时,除了粉末颗粒联结外,还可能发生致密化,合金化,热处理,联接等作用。人们一般还把金属粉末烧结过程分类为:1、单相粉末(纯金属、古熔体或金属化合物)烧结;2、多相粉末(金属—金属或金属—非金属)固相烧结;3、多相粉末液相烧结;4、熔浸。 通常在目前PORITE微小轴承所接触的和需要了解的为前三类烧结。通常在烧结过程中粉末颗粒常发生有以下几个阶段的变化:1、颗粒间开始联结; 2、颗粒间粘结颈长大; 3、孔隙通道的封闭; 4、孔隙球化; 5、孔隙收缩; 6、孔隙粗化。 上述烧结过程中的种种变化都与物质的运动和迁移密切相关。理论上机理为:1、蒸发凝聚;2、体积扩散;3、表面扩散;4、晶间扩散;5、粘性流动;6、塑性流动。
(2)、烧结工艺 2-1、烧结的过程 粉末冶金的烧结过程大致可以分成四个温度阶段: 1、低温预烧阶段,在此阶段主要发生金属的回复及吸附气体和水分的挥发,压坯内成形剂的分解和排除等。在PORITE微小铜、铁系轴承中,用R、B、O(Rapid Burning Off)来代替低温预烧阶段,且铜、铁系产品经过R、B、O 后会氧化,但在本体中可以被还原,同时还可以促进烧结。 2、中温升温烧结阶段,在此阶段开始出现再结晶,首先在颗粒内,变形的晶粒得以恢复,改组为新晶粒,同时颗粒表面氧化物被完全还原,颗粒界面形成烧结颈。 3、高温保温完成烧结阶段,此阶段是烧结得主要过程,如扩散和流动充分地进行和接近完成,形成大量闭孔,并继续缩小,使得孔隙尺寸和孔隙总数均有减少,烧结体密度明显增加 4、冷却阶段:实际的烧结过程,都是连续烧结,所以从烧结温度缓慢冷却一段时间然后快冷,到出炉量达到室温的过程,也是奥氏体分解和最终组