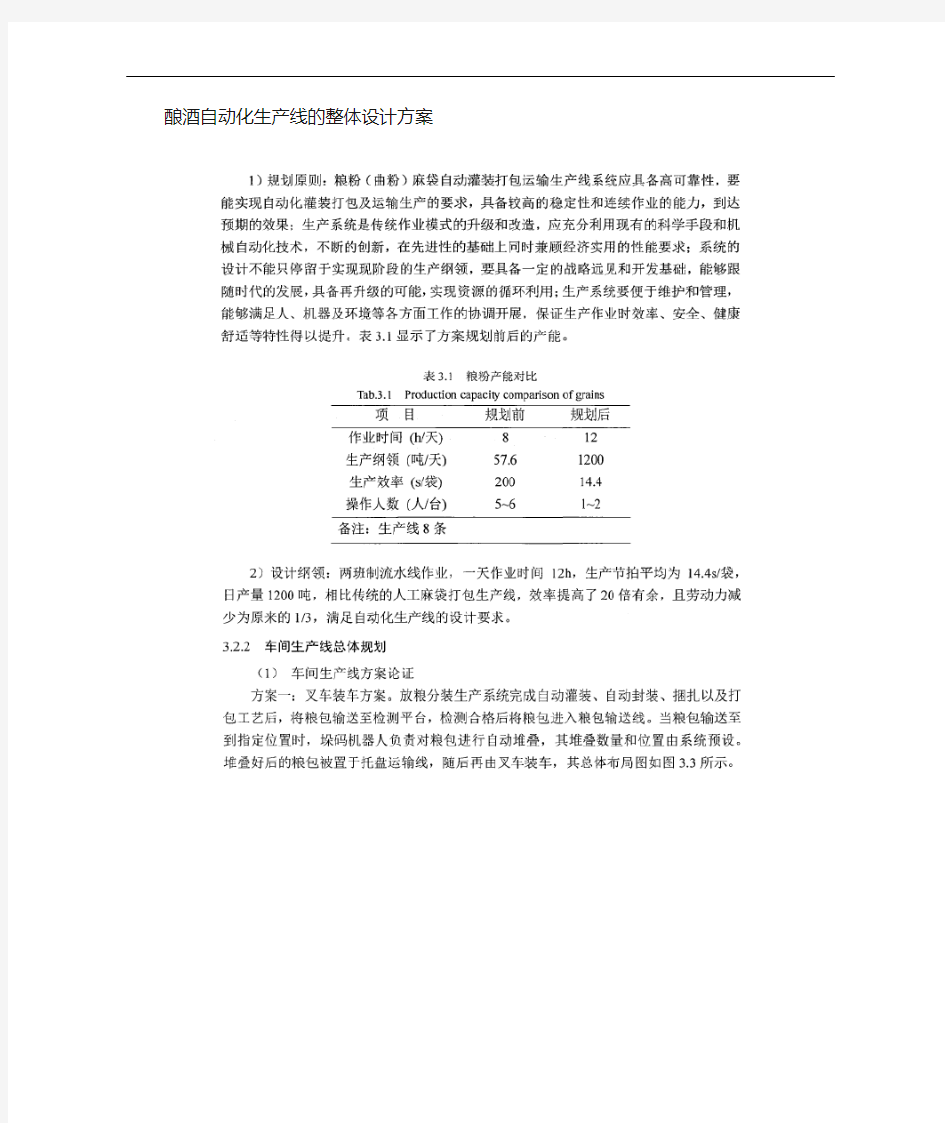

酿酒自动化生产线的整体设计方案
浅谈曲轴绿色自动化锻造生产线设计 东风日产PT技术部锻造技术科杜莲莲高磊 我国的锻造生产线长期以来一直处于半机械、半人工的生产状态,小锻件的中转搬运基本上都由人工实现,大锻件的中转搬运由机械手实现,设备和机械手之间的信号传递采取点对点的方式,靠人工判断进行操作,生产效率低下、依赖工人经验等都造成了产品难以走向国际市场。 随着锻造产品需求量的逐步加大,产品质量要求越来越高,我国锻造生产模式受到越来越大的冲击,锻造生产线正面临着新线高起步和旧线改造的局面,实现锻造生产技术革新和锻造生产线自动化是我国锻造企业面临的一大挑战,也是我国锻造行业走向世界的一级阶梯,打破陈旧的生产模式,积极探索研发适合我国锻造生产的新技术、新装备,是我国锻造行业的发展方向。 本文所述锻造自动化生产线是以实现生产线高度自动化为理念进行的创新性设计及应用,该生产线以高智能化的主机辅以机器人及自动传送带为核心,利用信息网络技术为媒介,使用总线的控制为主要方式,把生产线的设备完全连接在一起,形成自动化锻造生产线。 一、生产线设计思路 1、物流设计思路 在车间布置上,尽可能考虑工件加工的工艺顺序,尽量保证工件加工的流水线性。从材料接收到下料,从锻造到热处理,经过喷丸再到最终入库,这样的布局保证了锻件生产的流水性。因此必须要对生产线的物料流通进行设计,保证锻件的顺利流通,提高生产的效率。
曲轴自动化锻造生产线的物流设计的宗旨是:将材料切断、毛坯锻压、中间库存、热处理、后处理各个产品工艺阶段布置在同一个车间的同一个生产流上,实现了产品从原材料到成品入库的整个流程在同一条直线上完成,避免了车间的转运及工序间远距离的转运,既缩减了物流的工作量又方便了生产管理。生产线设置了中间库存区,中间库存用于存放控温冷却后的半成品,每个部品约有1.5天的库存量,以应对生产线的设备停止及生产线前后工序之间的部品生产安排,便于生产计划的灵活调整,也便于后工程产品需求变更时进行应对。 2、工艺设计思路 进行工艺设计选择工艺方案主要从以下四个方面考虑: 1)节约原材料。原材料成本在锻造成本构成中占到60%以上,而我国目前模锻件材料利用率在80%左右,自由锻件钢锭利用率在65%左右,因此提高材料利用率,降低金属损耗的潜力相当可观。在工艺设计时主要注意以下几方面:Ⅰ. 工艺方案选择时,要把节约材料消耗作为一项重要原则。尽量用模锻、胎膜锻代替自由锻,减少锻造余量,提高锻件表面质量,减少后续加工量。 Ⅱ. 精确下料、降低刀口损耗。影响锻造材料利用率的因素很多,但精确下料是实现精密锻造的先决条件之一,是节材较可为的方案。大批量生产中可采用精密棒料剪切机,下科质量精度可小于0.5%,端面斜度可小于1.5°,中小批量生产中可采用圆盘锯、带锯床,其下料精度高,端面平直,锯口损耗仅为2.0mm-2.2mm。
目录 1 S95和S88 (2) 1.1 什么是S95? (2) 1.2 为什么要S95? (2) 1.3 S95模型概述 (2) 2 常用词语解释 (5) 3 生产线过程 (6) 4 ERP系统 (8)
1 S95和S88 1.1 什么是S95? 解释什么是S95,先看一下什么是SP95。SP95是仪表、系统和自动化协会(ISA)的一个委员会。我们用SP95代表这个委员会,SP表示标准项目,而95代表ISA 的第95个标准项目,而且最巧合的是委员会的第一次会议在1995年召开。此委员会开发一系列标准称作SP-95“企业控制系统集成”标准,包括以下部分: ●ANSI/ISA-95.00.01-2000“企业-控制系统集成-第一部分:模型和术语(ModelsandTerminology)”,此部分2000年7月15日通过; ●ANSI/ISA-95.00.02-2001“企业-控制系统集成-第二部分:数据结构和属性”,此部分2001年10月17日通过; ●ISA-95.00.03“企业-控制系统集成-第三部分:制造业运作模型”,此部分正在委员会讨论; ●ISAS95WG1“事务处理技术报告”,此部分正在委员会讨论。 综上所述,S95模型是这一系列标准中的部分,SP95的国际化版本称为ISO/IEC62246,由IEC/SC65第15联合工作组共同工作。 1.2 为什么要S95? S95企业控制集成标准的产生是来源于实际应用集成的需要。在实际应用集成中,不管是最终用户还是集成商都面临着一些问题,如集成没有公共模型、不同厂商的产品十分困难,与最终用户的需求之间沟通有问题,人们将时间花在统一技术术语上而不是解决问题上,集成的系统难于维护等。 为了解决相应的问题,国际上前几年不同的组织和用户一起做了大量的工作。20世纪80年代末期,一些用户、厂商和学术机构的团体在Pursue大学开发了计算机集成制造,即著名的CIM标准。而1988年发起的SP88委员会则负责批次控制部分的标准建立。 1.3 S95模型概述 S95标准定义了企业商业系统和控制系统之间的集成,可分成三个层次,即
安徽机电职业技术学院课程设计论文 自动生产线课时设计 系(部)电气工程系 专业 班级 姓名 学号 指导教师 2016 ~ 2017 学年第一学期
摘要 可编程逻辑控制器(Programmable controller)简称PLC,是一种工业控制微型计算机。由于PLC的编程方便、可靠性高、环境适应性强、使用方便以及维护简单等优点,所以PLC在工业生产中得到广泛的应用。 亚龙YL-335B 型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机
构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。系统的控制方式采用每一工作单元由一台 PLC 承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。因此,YL-335B 综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC 控制和组网、步进电机位置控制和变频器技术等。利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使我们得到一个非常接近于实际的教学设备环境,缩短了理论教学与实际应用之间的距离。 关键词:PLC;供料站 1.YL-335B的系统介绍 1.1 YL-335B 的组成 亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元 5 个单元组成。如图 1-1 所示。 图1-1 YL-335B外观图 每一工作单元既可自成一个独立的系统,同时又是一个机电一体化的系统。各个单元的执行机构基本上以气动执行机构为主,输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。分拣单元的传送带驱动则采用了通用变频器驱动三相交流异步电动机的传动装置。位置控制和变频器技术是现代工业应用最为广泛的电气控制技术。 本设计中YL-335B应用传感器来判断物体的运动位置、物体通过的状态、物体的颜色及材质等。传感器技术是机电一体化装备应用技术中的关键技术之一,也是现代工
浅谈自动化机械制造的研究方向 摘要:自动化制造系统(FMS)系指具有自动化程度高的制造系统。目前所谈及的FMS通常是指在批量切削加工中以先进的自动化和高水平的自动化为目标的制造系统。随着社会对产品多样化、低制造成本及短制造周期等需求日趋迫切,FMS发展颇为迅速,并且由于微电子技术、计算机技术、通信技术、机械与控制设备的发展。 关键词:制造规模关键技术发展趋势 一、自动化机械制造规模 按规模大小FMS可分为如下4类 (一)自动化制造单元 FMC:的问世并在生产中使用约比FMS晚6~8年,它是由1~2台加工中心、工业机器人、数控机床及物料运送存贮设备构成,具有设置应加工多品种产品的灵活性。FMC可视为一个规模最小的FMS,是FMS向廉价化及小型化方向发展和一种产物,其特点是实{目单机自动化化及自动化,迄今已进入普及应用阶段。 (二)自动化制造系统 通常包括4台或更多台全自动数控机床及人工中心与车削中心等),由集中的控制系统及物料搬运系统连接起来,可在不停机的情况下实现多品种、中小批量的加工及管理。 (三)自动化制造线 它是处于单一或少品种大批量非自动化自动线与中小批量多品种f:MS之间的生产线。其加工设备可以是通用的加工中心、CNC机床,亦可采用专用机床或NC专用机床,对物料搬运系统自动化的要求低于FMS,但生产率更高。 (四)自动化制造工厂 FMt是将多条FMS连接起来,配以自动化立体仓库,用计算机系统进行联系,采用从订货、设计、加工、装配、检验、运送至发货的完整FMS。它包括了CAD/CAM,并使计算机集成制造系统(C1MS)投入实际,实现生产系统自动化化及自动化,进而实现全厂范围的生产管理、产品加工及物料贮运进程的全盘化。FMF是自动化生产的最高水平,反映出世界上最先进的自动化应用技术。它是将制造、产品开发及经营管理的自动化连成一个整体,以信息流控制物质流的智能制造系统IMS)为代表,其特点是实现工厂自动化化及自动化。 二、自动化关键技术 (一)计算机辅助设计 未来CAD技术发展将会引入专家系统,使之具有智能化,可处理各种复杂的问题。当前设计技术最新的一个突破是光敏立体成形技术,该项新技术是直接利用CAD数据,通过计算机控制的激光扫描系统,将三维数字模型分成若干层二维片状图形,并按二维片状图形对池内的光敏树脂液面进行光学扫描,被扫描到的液面则变成固化塑料,如此循环操作,逐层扫描成形,并自动地将分层成形的各片状固化塑料粘合在一起,仅需确定数据,数小时内便可制出精确的原型。它有助于加快开发新产品和研制新结构的速度。 (二)模糊控制技术 模糊数学的实际应用是模糊控制器。最近开发出的高性能模糊控制器具有自
自动化生产线管理系统 V1.0 设计说明书 目录
1引言 (3) 1.1开发背景 (3) 1.2条码技术与RFID技术的对比 (4) 2系统整体设计说明 (5) 2.1系统简介 (5) 2.2系统总体框架设计 (7) 2.2.1系统总体架构 (7) 2.2.2网络拓扑结构 (9) 2.3系统运行流程设计 (10) 2.4系统设计方案 (12) 统一规范的编码体系 (12) 基础信息平台 (13) 生产线RFID设备配置方案 (13) 生产线自动识别实现方案 (14) 2.5系统设备介绍 (16) 2.5.1 RFID电子标签 (16) 2.5.2 RFID固定读写器 (16) 2.5.3 RFID手持机 (18) 3系统功能介绍 (20) 3.1生产过程控制 (20) 3.2工厂计划及作业管理 (21) 3.3质量管理/SPC分析 (22) 3.4报表中心 (23) 4参考资料 ..................................................................................................... 错误!未定义书签。
1引言 1.1开发背景 随着经济的全球化发展趋势,传统密集型加工制造业,如服装、电子等行业,单品制造费用越来越高,加工利润越来越低,为提升企业的整体利润率,优化企业管理流程,通过信息化改造来提升生产效率成为有效的手段之一。 在传统的制造企业的生产流程中,大部份生产模式以单件流生产模式为主,这种生产线模式的最大缺点是通常在某些瓶颈工序会积压大量半制成品,如果工序繁复且生产环节多,这种现象将更加严重。 目前在传统加工企业的管理中普通存在着如下问题: 1)整体生产效率低下,现场管理无从下手; 2)生产过程数据量大,生产线积压严重,不能形成自动化流转和自动化采集数据; 3)需要手工录入大量数据,准确率和工作效率较低,可靠性不能保证; 4)可控性差,对加工进度的掌握不精确,生产现场状态监控能力不足; 5)质量损耗严重,返修率过高,无法进行质量追溯; 6)订单生产进度和车间在制品、完工数据等不清楚,无法准确计算成本; 7)经营数据的分析和统计无法做到准确及时,难以挖掘出有价值的信息以指导未来生产计划。 这些问题削弱了管理人员对生产周期的预测、控制及应变能力,已越来越难以应付定单规格多,且交货期短的市场要求。 自动化生产线管理系统V1.0(简称生产线管理系统),使用RFID电子标签作为信息载体,以局域网、互联网为信息渠道,建立一套完整的信息化管理系统,能够对整个生产线管理的每个环节进行全程的记录,实现在制品的自动识别和实时管理,从而实现对企业生产线上的物流和信息流的实时跟踪,提高企业生产管理的工作效率和服务水平。
自动化生产线的设计毕业论文 目录 第一章自动化生产线装备的概述--------------------- 1-1 YL-335B的基本组成------------------------ 1-2 YL-335B的基本功能------------------------- 1-3 YL-355B的结构与认知----------------------- 1-4 YL-355B的整体控制------------------------- 第二章装配单元的结构------------------------------- 2-1 装配单元的功能------------------------------- 2-2 装配单元的结构组成-------------------------- 2-3 气动控制回路--------------------------------- 第三章装配单元的PLC的控制------------------------ 3-1 PLC的I/O的接线原理----------------------- 3-2 装配单元的编程----------------------------- 结论--------------------------------------------- 参考文献--------------------------------------------- 致谢--------------------------------------------- 附录---------------------------------------------
浅谈自动化生产线设备功能扩展和改造 发表时间:2018-10-01T16:59:29.617Z 来源:《基层建设》2018年第26期作者:黄渠[导读] 摘要:随着科技的不断进步,为了更好地满足市场需求,有效地提高生产效率,同时也面临着降低劳动强度的要求,因此,必须最大限度地扩展和改造现代自动化生产线设备的功能。东莞新能源科技有限公司 摘要:随着科技的不断进步,为了更好地满足市场需求,有效地提高生产效率,同时也面临着降低劳动强度的要求,因此,必须最大限度地扩展和改造现代自动化生产线设备的功能。自动化生产线设备与先进的西方国家功能扩展和管理模式,与现阶段相比,仍然有很大的差距的自动生产线设备管理在中国,缩短距离,自动化生产线设备功能扩展和修改是必要的,也是很重要的大型企业铸造自动化生产线设备,通过自动生产线设备的扩展和改造功能,可以有效提高生产效率,最大限度地提高企业的经济效益。本文主要分析和探讨了自动化生产线设备改造的意义,自动化生产线设备改造的功能拓展和应用。关键词:自动化技术;物料装配生产线;设备功能;扩展;改造引言:随着社会经济发展水平的不断提高,为了更好地满足社会经济发展的需要,自动化行业必须重视技术水平的提高。使用自动生产线设备,以满足生产需求的变化情况和任务,可以利用调整生产线设备的时间和强度来实现其机动性,以达到使用设备的三位一体的要求。自动化生产线设备使用时间的增长,减少它的各种性能指标,以减少设备的损失,提高工作效率,有关部门,企业必须注意自动化生产线设备功能扩展和修改、扩展,修改只有合理和有效地降低劳动强度,提高企业经济效益,为国民经济发展提供可靠保障。 1 自动化生产线设备改造的意义 目前,自动化技术在工业、农业、军事等领域得到了广泛的应用。使用自动化技术不仅能有效降低劳动强度,减少危险工作,还能最大限度地提高生产力,是人类提升认识世界和世界的能力。自动生产线由工件传动系统和控制系统、一套按照工艺顺序的自动机械和辅助设备组成,完成全部或部分的制造工艺生产系统,简称自动生产线。生产线设备由动力鼓总成、铝侧板、薄板架、拉杆、轴承座、驱动装置和链条组成。被动滚子通道由滚筒总成、铝侧板、板架、拉杆和轴承座组成。20世纪20年代,自动生产线逐渐出现在机械制造业。随着科技的不断进步,自动化生产线的设备制造技术也有了很大的提高。以满足社会经济发展的要求,现代生产线开始向大规模、快速运行,连续和自动方向,实现大规模生产设备,生产线不断扩展,同时提高生产速度,大大降低了劳动强度,和功能扩展和修改通过自动化生产线设备,可以实现企业的社会效益和经济效益。 2自动化生产线设备功能扩展及改造的应用 2.1 材料装配线设备概述。 材料装配线作为自动化生产线的典型机械平台,有5个工位:安装、上料、加工、装配、输送、分拣。各系统采用的技术有气动驱动、逆变驱动和步进电机位置控制。系统控制方法是通过PLC控制各个工作单元,利用RS485串行通信实现PLC之间的互联和分布式控制。生产线有效利用了机械技术、气动控制技术、PLC控制等多种技术。 2.2 材料装配线设备存在问题 这种设备可以在许多自动化技术中使用,但它只有设备的功能。为了改进自动化技术管道,需要对其进行扩展和改造。变频器只有一个生产项目,不能完全反映单变频器对多台电机的分时控制。自动化技术作为扩大和改造生产线设备功能的重要途径,不仅可以给企业带来经济效益,而且可以提高企业的社会价值。 2.3 物料装配生产线设备功能扩展、改造的方案 物料装配生产线设备功能扩展、改造后,工作站分为供料站、加工站、装配站、输送站、分拣站及自动仓储传送站6个子站。其中整条生产线的Master站为输送站,Sleve站为其他子站。采取S7-200系列PLC作为底层各站,采取PPI协议通信作为通信方法,选取winco flexible 触摸屏组态监控方法作为上位机。 (1)自动存储系统扩展。物料分拣完成后,将已分拣的物料通过存储传送带转移到自动存储系统的存储区域,并按照存储位置放置。通过s7-224plc对自动存储系统进行有效的控制,不仅实现了存储效果,还实现了对存储传输带的控制。为了提高设备的性能,在实现多台电机(储选带电机单元电机)分时控制的前提下,应加大对单台电机的改造力度,如变频器控制。同时在储运皮带上设置气缸推仓,通过变频器和气缸有效控制可调节拍的自动物流仓库。 (2)智能照明的扩张。为了有效地完成照明工作,可以在每个工作站设置一个LED灯。在现场各分站工作时,自动照明系统将自动进行LED照明灯,当传送站抓取物料并离开现场时,会自动关灯。 2.4 材料装配线设备功能膨胀、改造效果好 在材料装配线基本功能的前提下,自动存储系统和智能照明功能的扩展可以有效降低劳动强度,提高工作效率。通过对材料装配线设备功能的改造,可以取得良好的效果。在工艺改造过程中,应确保节点、生产线的合理性和仓库系统的紧密性,通过延伸装置,能够最大限度地发挥生产功能,取得良好的效果。 3自动化生产线设备功能改造技术分析 3.1现场总线技术原理分析 自动化生产线设备技术的串行和并行扩展技术的不断发展,I / 0接口连接仅1 ~ 4,极大地简化了配置的设备和单总线设备之间的连接各种设备的专用芯片达拉斯,每个芯片都是基于64位ROM,用DS18B20芯片的过程中现场总线控制数据连接口工作原理、。通用控制系统可通过总线DQ寻址。DS18B20家庭代码是28H。它是一种大型铸造设备自动生产过程中带有数字温度传感的总线控制芯片。温度控制范围为-55~+124oC,在-10~+800C范围内较高,可达到正0.5度或负0.5度。总线控制分辨率可编程,从9位到12位,不同的编程位对应不同的分辨率时间。时间长度与总线控制编程位正相关,时间范围为93.75 ~ 370ms。现场总线控制器的内部寄存器决定了从DB7到DB0的命令函数,这与铸件生产效率密切相关。当AC命令格式设置为0时,不同输入级别的寄存器对应的指令如表1所示。表1 寄存器在不同输入电平情况下的指令对应情况
目录 第一章绪论 0 1.1自动化生产线发展状况 0 1.2 PLC的应用及目前的研究现状 (2) 1.2.1生产线上的工艺过程 (2) 1.2.2连续生产线 (3) 1.2.3控制系统组成框图 (4) 1.3课题主要研究的内容及意义 (5) 第二章各单元硬件设备的说明 (6) 2.1电感式接近开关的设备说明 (6) 2.1.1电感式传感器简单介绍 (6) 2.1.2电感式接近开关传感器的基本工作方式 (6) 2.2电容式接近开关的设备说明 (7) 2.2.1电容式传感器简单介绍 (7) 2.2.2电容式接近开关传感器的使用 (7) 2.3继电器的设备及微动开关的设备说明 (8) 2.4电磁阀的设备说明 (8) 第三章 S7-2OO PLC在自动线中的使用 (9) 第四章各单元控制系统的设计 (11) 4.1PLC对下料单元的控制 (11) 4.1.1下料单元控制要求 (11) 4.1.2下料单元控制流程图 (12) 4.1.3下料单元I/O分配表 (13) 4.1.4下料单元梯形图 (14) 4.2 PLC对加盖单元的控制 (20) 4.2.1加盖单元控制要求 (20) 4.2.2加盖单元控制流程图 (21) 4.2.3加盖单元I/O分配表 (22) 4.2.4加盖单元梯形图 (23) 4.3PLC对穿销单元的控制 (29) 4.3.1穿销单元控制要求 (29) 4.3.2穿销单元控制流程图 (30) 4.3.3穿销单元I/O分配表 (31) 4.3.4穿销单元梯形图 (32) 4.4PLC对检测单元的控制 (38) 4.4.1检测单元控制要求 (38) 4.4.2检测单元控制流程图 (39) 4.4.3检测单元的I/O分配表 (40) 4.4.4检测单元梯形图 (40) 4.5PLC对分拣单元的控制 (44) 4.5.1分拣单元控制要求 (44) 4.5.2分拣单元控制流程图 (46)
毕业综合实习报告题目: 自动化生产线投料系统原理及操作 学院 学生姓名 专业 学号 指导教师 职称 指导师傅 2019年5月10日
自动化生产线投料系统原理及操作 摘要 2017年8月31日,我们踏上了大学实习的旅途,这次我们的实习地点是江苏苏州高新区的和硕联合科技股份有限公司。这是我第一次到南方城市,所以这次实习也是我人生中的一次宝贵的经历。在这次的实习活动实践中,我学习到了很多很多的东西,不仅是专业上的许多相关知识,还有作为这个社会的一员所需要的生活中的知识。这次的实习让我获益良多。在历时将近4个月的实习生活中,我被分配到了许多岗位,Xbox的组装线的投料站,HDD的组装站,笔记本电脑的外观清洁站,以及笔记本电脑的online测试站。我在组装生产线投料站的工作是从物料人员管理的货架上把料件拆封并且投入产线,使组装线可以正常投入工作。我在笔记本电脑的生产线上的主要岗位有2个,分别是外观清洁站和测试站,我在外观清洁站主要进行的是擦漆,即把上一站的工作人员工作中出现的不足进行补救。在online测试站主要是将机台放入检测仪器中,依据提示依次进行各系统功能的检测,比如色相采集,摄像头有无异物等。本文主要介绍了在流水线生产中传送带的工作流程、工作原理和具体的工作内容。在和硕进行的将近4个月的实习锻炼,让我接触到了非常多在学校里学不到的知识,也让我对电气工程及其自动化这个专业有了更深刻的认识。感谢学校给了我们这个实习历练的机会。 关键词:流水线生产;电动机;实习实践
ABSTRACT On August 31, 2017, we embarked on the journey of University internship.This time our internship place is Heshuo United Science and Technology Co., Ltd. of Jiangsu Suzhou High-tech Zone. This is my first time to the southern city, so this internship is also a valuable experience in my life.In the practice of this internship, I learned a lot of things.Not only is there a lot of professional knowledge, but also the knowledge of life needed as a member of this society.This internship had benefited me a lot.During nearly four months of internship, I was assigned to many positions.Xbox assembly line feeding station, HDD assembly station, laptop appearance cleaning station, and laptop online test station.My job at the assembly line feeding station is to unpack and put the parts into production line from the shelves managed by the material personnel and put them into the production line so that the assembly line can work normally.I have two main positions on the production line of notebook computers, namely, appearance cleaning station and test station. The main thing I do in the appearance cleaning station is to paint, that is, to remedy the shortcomings in the work of the staff at the last station.In the online test station, the machine is put into the testing instrument, and the functions of each system are tested according to the prompts, such as color acquisition, whether the camera has foreign bodies, etc.This paper mainly introduces the work flow, working principle and specific work content of conveyor belt in pipeline production. The nearly four-month internship in Heshuo exposed me to a lot of knowledge that I could not learn in school.Also let me have a deeper understanding of electrical engineering and automation. Thank the school for giving us the opportunity to practice. Key words:Pipeline production;motor; Internship practice
浅谈自动化生产线的制造 摘要随着我国机械制造业和各种制造技术的发展,自动化生产线,已经在许多的领域得到了深刻的使用。自动化生产线的出现,为当前的机械制造业发展创造了无限的可能性,提供了可靠的基础和保障。通过分析自动化生產线的制造技术、改进措施和基本要点,具有重要的意义。 关键词自动化生产线;制造;技术 引言 在计算机网络技术、信息技术不短发展的今天,人类社会已经步入信息化社会,许多行业的发展,都在朝着半自动化、全自动化,甚至是智能化的方向发展。其中,自动化生产线,就是一种计算机信息网络技术高速发展的典型体现。自动化生产线,是在流水线生产的条件下发展起来的一种新技术、新工艺,目前在制造业中具有非常广阔的发展前景和空间[1]。 1 自动化生产线制造要点 自动化生产线的发展和进步,其中有许多的要点,是当前社会制造业发展的关键。首先,在自动化生产线的发展中,能够极大的提高人类工作效率。因为自动化生产线采用许多智能技术、自动化生产技术、机电一体化技术等,这些技术在自动化生产线的发展中,扮演了重要的角色,能够最大限度发挥自身的作用和优势,从而提高工作效率,保证制造质量。这是自动化生产线制造的一个要点之一,也是一个突出的优点,对于社会效益和经济效益的创造,具有深刻的意义。其次,自动化生产线技术的发展,其一个要点就是降低了人工的工作强度,因为计算机技术、发展的信息网络技术,还有智能化技术在自动化生产线中的应用,能够降低人工劳动强度,减轻生产者的生产负担。再者,顾名思义,自动化生产线能够实现生产过程的自动化,节约了生产过程中的人力和财力。这是许多生产者高度关注和重视的问题。最后,目前的自动化生产线大多带有节能的功效,这符合我国社会主义发展的要求,是建设资源节约型社会的密切需要。 总而言之,在自动化生产线的技术过程中,其要点也是其优点,是现代社会制造业发展的不二选择。自动化生产线的基本要点包括提高工作效率、保证加工质量、降低人工劳动强度、节约能源等。为社会制造业向着智能化方向发展提供一个重要的前提和基础[2]。 2 自动化生产线制造方式 当前,在自动化生抄下来制造方式的发展中,主要的制造方式有两种,一种是计算机技术制造,另一种是机器人技术制造。这两种制造技术在目前的制造业发展中广泛存在,对于社会效益和经济效益的创造,起到了积极的影响。
目录 第一章绪论 (1) 1.1自动化生产线发展状况 (1) 1.2 PLC的应用及目前的研究现状 (3) 1.2.1生产线上的工艺过程 (3) 1.2.2连续生产线 (4) 1.2.3控制系统组成框图 (5) 1.3课题主要研究的内容及意义 (6) 第二章各单元硬件设备的说明 (7) 2.1电感式接近开关的设备说明 (7) 2.1.1电感式传感器简单介绍 (7) 2.1.2电感式接近开关传感器的基本工作方式 (7) 2.2电容式接近开关的设备说明 (8) 2.2.1电容式传感器简单介绍 (8) 2.2.2电容式接近开关传感器的使用 (8) 2.3继电器的设备及微动开关的设备说明 (9) 2.4电磁阀的设备说明 (9) 第三章S7-2OO PLC在自动线中的使用 (10) 第四章各单元控制系统的设计 (12) 4.1PLC对下料单元的控制 (12) 4.1.1下料单元控制要求 (12) 4.1.2下料单元控制流程图 (13) 4.1.3下料单元I/O分配表 (14) 4.1.4下料单元梯形图 (15) 4.2 PLC对加盖单元的控制 (21) 4.2.1加盖单元控制要求 (21) 4.2.2加盖单元控制流程图 (22) 4.2.3加盖单元I/O分配表 (23) 4.2.4加盖单元梯形图 (24) 4.3PLC对穿销单元的控制 (30) 4.3.1穿销单元控制要求 (30) 4.3.2穿销单元控制流程图 (31) 4.3.3穿销单元I/O分配表 (32) 4.3.4穿销单元梯形图 (33) 4.4PLC对检测单元的控制 (39) 4.4.1检测单元控制要求 (39) 4.4.2检测单元控制流程图 (40) 4.4.3检测单元的I/O分配表 (41) 4.4.4检测单元梯形图 (41) 4.5PLC对分拣单元的控制 (45) 4.5.1分拣单元控制要求 (45) 4.5.2分拣单元控制流程图 (47)
自动化生产线说明 书
数控冲床送料系统 (冲压生产线) 使 用 说 明 书 广东省佛山市智德自动化技术有限公司 联系电话: Qq:
安全提示 1、!本机为自动化生产设备,它的运行是由程序自动控制 的,必须由经过设备厂家培训的专门人员进行操作,严禁 未经培训的人员操作机器。 2、!严禁在冲床未完全停止的情况下,伸手到模具下面。 3、!更换或调试模具的时候请关掉柜子上的电源钥匙开关。
目录 一、主要功能与特点 二、系统软硬件构成 三、安装与调试 四、触摸屏系统及参数介绍 首页 主画面 参数设置 手动画面 报警信息 坐标参数 喷油参数 五、两台单独工序触摸屏介绍 主画面 参数设置 报警信息 六、按钮介绍 主控制按钮面板介绍
两个单独加工工序按钮介绍 七、注意事项 八、紧急及故障处理 附件: 继电器位置及作用图 PLC I/O图 电路图 产品简介 本产品由控制系统、主送料机、主冲床和两台单独加工工序设备组成。控制系统与一般的普通冲床联机后即可把冲床改造成自动数控冲床。从而具有了条料自动精确进给、自动冲压、废料自动排除的功能。由于它具有高速、精确的特性,就能够实现原材料的最大利用率,提高产品的合格率,进而提高生产效率,降低成本。同时也改进了操作人员的劳动环境,使操作人员有可靠的安全保障,能够实现一人监控、操作多台机器,从而大大节约了人力资源,大大节约了生产成本。 特别说明:没有我厂电气工程师的允许,不要改动电气控制柜里的线路、PLC和触摸屏里的程序、伺服驱动器里的参数。否则造成的后果自负。 一、主要功能与特点 1、安装方便,对一般的普通冲床稍做改进即可实现联机。 2、高精度与高速度进给。用伺服电机进行运行控制,可实现精确 到0.01mm的移动距离。 3、操作简单,容易上手。本系统配备了威纶通的彩色触摸屏,能
自动化专业概论这本书我大致翻过一遍,其中有我十分感兴趣的,也有看得我一头雾水的,就比如说控制欲自动化技术的应用范畴与控制与自动化的展望我觉得很有意思,感觉学习在当今社会上来说也不算差,还是挺不错的一个专业,应用的地方也超级多,在当今社会什么都离不开自动化:工厂生产需要自动化来提高生产效率,各种智能控制需要自动化的参与,在军事活动中也需要自动化的控制,网络传感等诸多方面也需要自动化来支持······自动化广泛运用于农业,工业,科学研究,交通运输,商业,医疗,家庭等各个方面,是人类不可或缺的,可以说当今社会离开了自动化什么也搞不了的,人类的生产力至少要倒退好多年。能够学习自动化这门课程我感到非常的骄傲,他为我们的生活提供了许多的便利,我一定要好好学习这门课程,争取学成后可以为社会的发展贡献自己的一份力量。 一,控制和自动化的概念 自动化(Automation)是指机器设备、系统或过程(生产、管理过程)在没有人或较少人的直接参与下,按照人的要求,经过自动检测、信息处理、分析判断、操纵控制,实现预期的目标的过程。自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。因此,自动化是工业、农业、国防和科学技术现代化的重要条件和显著标志。 二,控制和自动化技术的发展简史 古代人类在长期的生产和生活中,为了减轻自己的劳动,逐渐利用自然界的
动力代替人力,畜力,以及用自动化装置代替人的部分繁杂的脑力活动和对自然界动力进行控制。 在我国的古代,很多的能工巧匠就发明了许多原始的自动装置,以满足生产、生活和作战的需要。其中比较著名的就有以下几种: (1)指南车 指南车是中国古代用来指示方向的一种具有能自动离合齿轮系装置的车辆。指南车是一种马拉的双轮独辕车,车箱上立一个伸臂的木人。《宋史·舆服志》中对指南车的构造和各齿轮大小和齿轮数都有详细的记载。 (2)铜壶滴漏 即漏壶,中国古代的自动计时装置,又称刻漏或漏刻。漏壶的最早记载见于《周记》。这种计时装置最初只有两个壶,由壶上滴水到下面的受水壶,液面使浮箭升起以示刻度(时间)。 (3)饮酒速度的自动调节 宋朝仇士良著的《岭外代答》(公元1178)蹭记载中国南方和西南方部落村民的一种习俗,就是常用长0.6米以上的饮酒管饮酒。在这种竹制饮酒管中有一条银制小鱼,作为可动的开关(即浮子式阀门)。这种阀门可用来保持均匀的饮酒速度。 (4)记里鼓车 中国古代有能自报行车里程的车制,是东汉以后出现的,由汉代改装而成,车中装设具有减速作用的传动齿轮和凸轮、杠杆等机构。车行一里,车上木人受凸轮牵动,由绳索拉起木人右臂击鼓一次,以表示车的里程。 (5)漏水转浑天仪
自动生产线的工作流程 自动生产线各部分的机构是按一定的流程进行工作的,理解它们的工作流程对于深人认识自动机械的结构规律非常有帮助。以典型的自动化装配为例,可以将自动化专机(或自动生产线)的工作流程分为以下几个环节。 1. 输送与自动上料 输送与自动上料操作就是在具体的工艺操作之前,将需要被工序操作的对象(零件、部件、半成品)从其他地方移送到进行工序操作的位置。上述被工序操作的对象通常统称为上件,进行工序操作的位置通常都有相应的定位夹具对工件进行准确的定位。 输送通常用于自动化生产线,组成自动化生产线的各种专机或机器人按一定的工艺流程各自完成特定的工序操作,工件必须在各个工位之间顺序流动,一个工位完成工序操作后要将半成品自动传送到下一个相邻的工位进行新的工序操作。 2. 分隔与换向 分隔与换向属于一种辅助操作。以自动化装配为例,通常一个工作循环只装配一套工件,而在工件各自的输送装置中工件经常是连续排列的,为了实现每次只放行一个工件到装配位置,需要将连续排列的工件进行分隔,因此经常需要分料机构,例如采用振盘自动送料的螺钉就需要这样处理。 换向也是在某些情况下需要的辅助操作,例如:当在同一台专机上需要在工件的多个方向重复进行工序操作时,就需要每完成一处操作再通过定位夹具对工件进行一次换向。当需要在工件圆周方向进行连续工序操作时,就需要边进行工序操作边通过定位夹具对工件进行连续回转,例如回转类工件沿圆周方向的环缝焊接就需要这样处理。某些换向动作是在工序操作之前进行,某些则在工序操作之后进行,而某些情况下则与工序操作同时进行。 3. 定位与夹紧 当工件经过前面所述的输送、可能需要的分隔与换向、自动上料而到达工序操作位里后,在正式工序操作之前,还要考虑以下问题: 如何保证每次工作循环中工件的位置始终是确定而准确的?
由自动化流水线发展趋势谈及国饮料灌装生产线 现状和发展趋势 近年来,饮料工业发展迅猛,碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富,产量上的“飘红”使得对设备市场的需求也呈“牛市”。目前,自动化流水线技术正向着集参数化、智能化、集成化、网络化和标准化的方向不断发展。未来的自动化流水线技术将为新产品开发提供一个综合性的网络环境支持系统,全面支持异地的、数字化的、采用不同设计哲理与方法的流水线设计工作。 一、自动化流水线发展趋势 随着科学技术的发展和社会需求的扩大,特别是高新技术的迅猛发展,推动着自动化流水线技术不断进步。其发展趋势主要体现在以下几个方面。 (1)自动化流水线向着特征参数化、多功能方向发展 从本质上看,自动化流水线设计的过程就是一个求解约束满足问题的过程,即由给定的功能、结构、材料及制造等方而的约束描述。经过反复迭代、不断修改设计参数,从而求得满足设计要求的求解过程。也就是说设计中的很大一部分工作是不断地修改参数以满足或优化约束要求。在设计过程中,参数化、变量化流水线系统能够简单地通过尺寸驭动。
参数、变活表的修改来驭动设计结果按要求变化.为设计者提供设计模型的快速、直观、准确反馈,同时能随时对设计对象加以更改,减少设计中的错误及问题。 另外,在自动化流水线特征的参数化、变量化设计中,工程技术人员的设计是功能结构特征、加工特征的设计,而不需花太多的精力去关注儿何形体的构造过程。这样的设计过程更符合工程技术人员的设计习惯。 特征参数化、变量化设计能够极提高机械设计效率,是自动化流水线技术发展迫求的目标之一。在一些先进的自动化流水线系统中.设计过程中所涉及的所有参数(包括几何参数和非几何参数)都可以当作变量,通过建立参数、变量间相互的约束和关系式,增加程序逻辑,驱动设计结果。这些变量间的关系可以跨越自动流水线系统的不同模块,从而实现设计数据的全相关。特征参数化、变量化是实现机械设计自动化的前提和基础,是目前自动化流水线发展的主流方向。 (2)向着智能化方向发展 人工智能(artifical intelligence. Al)技术是使计算机模拟人的某些思维过程和智能行为(如学习、推理、思考、规划、决策等〕的一门新的科学技术。人工智能是计算机科学的一个分支.它企图了解智能的实质,并生产出一种新的能以与人类智能相似的方式做出反应的智能机器。将人工智能技术引
1研究的目的及意义 1.1研究的目的及意义 机电一体化是将机械、电子与信息技术进行有机的结合,以实现工业产品和生产过程整体最优化的一种新技术。机电一体化是当今世界机械工业技术和产品发展的主要趋势,也是我国机械工业发展的必由之路。模块生产系统(Modular Production System) 设计训练,为我们学习掌握机电一体化技术提供了极好的训练平台。 我们的主要任务是剖析模块生产系统中各机械部分的工作原理及功能、机械结构和传动方式,绘制工作原理图、主要部件图及其装配图,并在此基础上加以改进。剖析模块生产系统的气压传动过程,熟悉气压传动的基本元件和回路,绘制各工作站气压传动回路工作原理图,在理论分析的基础上能正确的选择各组成元件。运用可编程序控制器编程软件,核对各站控制程序及控制端口,剖析原设计编程原理,论述控制过程。剖析模块生产系统的结构和控制程序,论述该设计的优缺点,提出新的设计方案。 我们通过对模块生产系统的实际参观、操作、测绘、制图、编程设计和运行工作,同时对该生产线进行适当改进,掌握模块生产系统各部分的功能、结构、工作原理和设计方法。模块生产系统的设计训练是综合性的系统工程设计,是机械、气压和电子技术各专业协同合作的结晶,也是培养我们团队精神的训练。 1.2自动化生产线系统概况 该自动化生产线是由独立的六个工作站相互连接而成。它们分别是上料检测站、搬运站、加工检测站、安装站、安装搬运站和分类站。这六个站连接成生产线后可完成工件类别的检测、加工、搬运、安装和分类。 上料检测站:回转上料台将工件依次送到检测工位——提升装置将工件提升并检测工件颜色; 搬运站:将工件从上站搬运至下一站; 加工站:用回转台将工件在四个工位间转换——钻孔单元打孔——检测单元检测正、次品; 安装站:选择要安装工件的料仓——将工件从料仓中推出——将工件安装到位; 安装搬运站: 正品:将上站正品工件拿起放入安装工位——将安装好工件拿起放下站;