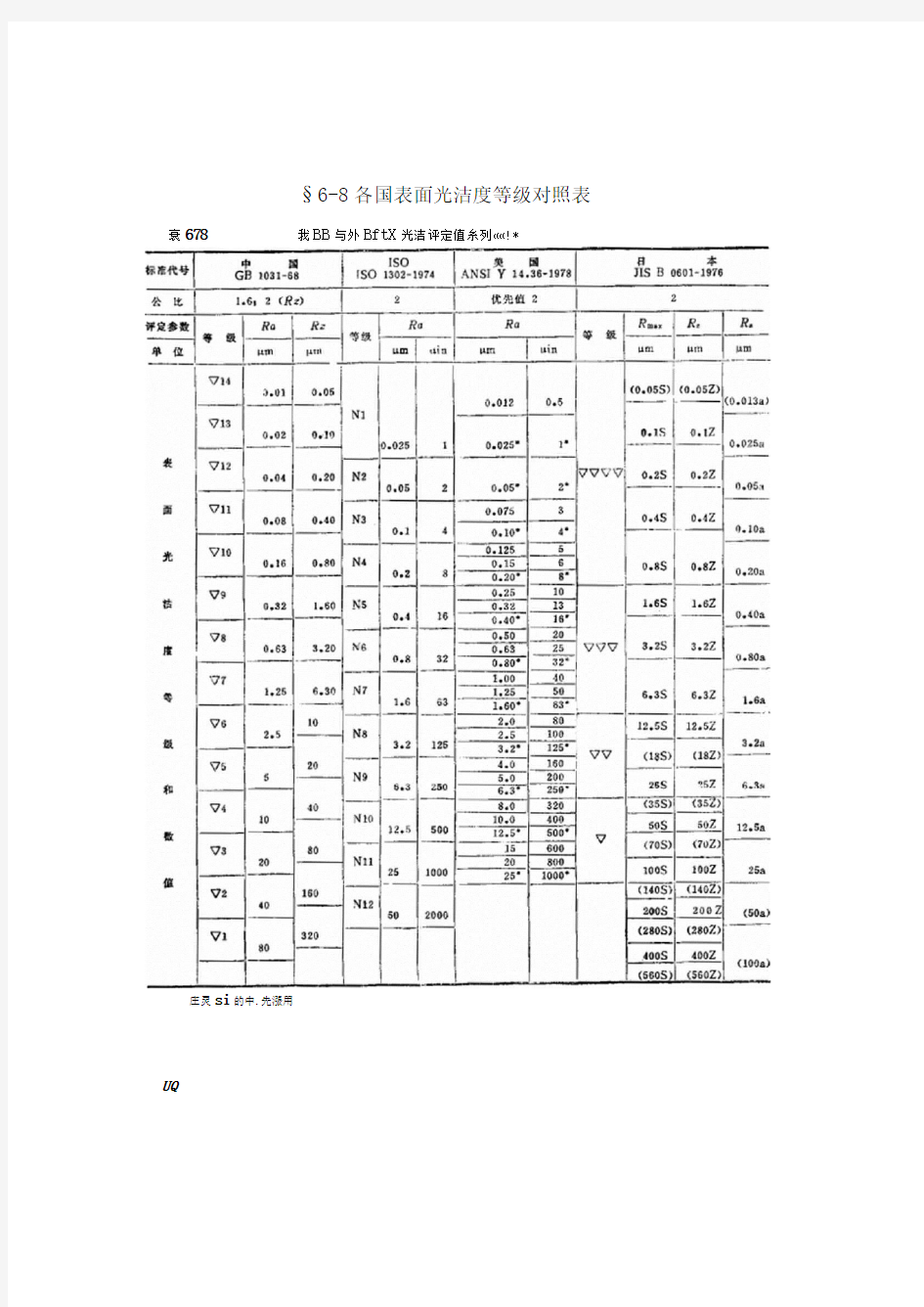

§6-8各国表面光洁度等级对照表衰678
我BB与外BftX光洁评定值糸列??!* Array庄灵si的中.先漲用
UQ
中图分类号中图分类号 TU111.19+5 文献标识码 文献标识码 A 文章编号 文章编号 1003-739X(2015)01-0036-07[摘 要] [摘 要] 该文概述了建筑能耗在全球最终能源消费中的现状,分析了全球建筑能效标准发展现状及目标,分别介绍了中美两国建筑能效标准发展的历程。通过对各国标准的研究,总结了建筑能效标准所涉及的主要内容。着重以美国建筑能效标准ASHRAE90.1—2010和中国公共建筑节能标准GB50189—2005为例,比较中美建筑能效标准的构架、内容及参数的差别。提出了国内建筑能效标准发展的几点建议。[关键词] [关键词] 建筑 能耗 能效标准 比较 [Abstract][Abstract] In the paper, we summarize the present status of building energy consumption in the global final energy consumption, the development situation and goals of the global building energy efficiency standards are analyzed. Respectively, we introduce the development of building energy efficiency standards in China and the United States. Based on the research of various national standards, the main content of involved building energy efficiency standards is summarized. Then we focus on building energy efficiency standards of the United States ASHRAE90.1-2010 and Chinese public building energy efficiency standards GB50189-2005, for example, by comparing the difference of framework, content and parameters between China and the U.S. energy ef ? ciency standards. We propose a few pieces of advice for the development of energy ef ? ciency standards of building. [Key words][Key words] Architecture, Energy consumption, Energy ef ? ciency standards, Compare 闫埔华 Y an Puhua 唐 坚 T ang Jian 中美建筑能效标准比较 A Comparative Study of Chinese and American Building Energy Efficiency Standards 建筑是世界各地能源的最大消费者。在国际能源署(IEA)很多成员国中,建筑行业的能量消耗占初级能源消耗总量超过40%(图1)。 从1971年—2010年,由于人口增长和经济增长的推动,建筑行业的全球最终能源消费翻了一番,达到2794百万吨油当量。随着建筑物数量的持续增加,将在全球范围内进一步增加能源供应的压力。预计从2010年—2035年,建筑行业的全球能源需求将增长838百万吨油当量(IEA,2012)[1]。 1 全球建筑能效标准概况 1.1 国际建筑能效标准发展 欧共体(European Economic Community,EEC)分别于1975年、1980年和1987年委托其成员国开展有关建筑围护结构保温性能的研究。1994年,美国暖通空调制冷工程师学会(American Society of Heating, Refrigerating and Air Conditioning Engineers,ASHRAE)提议国际标准化组织(ISO)针对更广范围内的用能成立专门技术委员会,并在2007年设置了ISO技术机构TOC20,其“建筑环境设计”(Building Environment Design)目前已经开展了8个不同的项目,4个直接与建筑节能性能有关[2]。 ————————— 作者信息 闫埔华,暨南大学理工学院助教, 1071115655@https://www.doczj.com/doc/527885415.html, 唐 坚,暨南大学理工学院副教授 收稿日期:2014-04-01 建筑实践[Architectural Practice] DOI:10.13942/https://www.doczj.com/doc/527885415.html,ki.hzjz.2015.01.008
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是 中美表面粗糙度对照表 中国旧标准( 光洁度) 中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra ▽ 4 320 250 ▽ 5 200 160 125 ▽ 6 100 80 63 ▽7 50 40 32 ▽8 25 20 16 英制螺纹螺母孔径 英制螺纹圆拄管螺纹 螺纹直径(英寸) 每英寸牙 数 钻头直径(毫米) 螺纹直径(英寸) 每英寸牙 数 钻头直径(毫米)铸铁、黄铜、青铜钢、可锻铸铁 3/16 1/424 20 1/8 1/4 28 19
表面光洁度与粗糙度Ra、Rz数值转换表 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表面粗糙度。过去称为表面光洁度。国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 高度参数共有三个: 轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等, 不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离, 表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面粗糙度Ra50 25 Rz200 100 50 25 表面光洁度▽8 ▽9 ▽10▽11 ▽12 ▽13 ▽14 表面粗糙度Ra- Rz 表面光洁度▽1▽2▽3▽4▽5▽6▽7 表面粗糙度Ra5025 Rz2001005025 表面光洁度▽8▽9▽10▽11▽12▽13▽14 表面粗糙度Ra-Rz
时代涂层测厚仪使用介绍 一、原理 磁性测厚原理:当测头与覆层接触时,测头和磁性金属基体构成一闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可计算覆盖层的厚度。 涡流测厚原理:利用高频交电流在线圈中产生一个电磁场,当测头与覆盖层接触时,金属基体上产生电涡流,并对测头中的线圈产生反馈作用,通过测量反馈作用的大小可导出覆盖层的厚度。 二、适用行业 1、电镀、喷涂:这个行业是使用我们仪器最多的,占每年销量相当大的比例,是我们主要用户群体,需要花大的精力去不断挖掘。 2、管道防腐:主要以石化方面的用户比较多,一般防腐层比较厚,TT260配F10探头的用户比较多。 3、铝型材:今年以来受国家实施强制标准,型材企业换发许可证的影响,该行业出现前所未有的好势头,主要测型材上面的氧化膜,据了解生产企业每少镀一微米,一吨型材“节约”150元,非常可观,因此国家强制要求配备包括涂层测厚仪在内的相关检测设备。此举也给我们带来了非常好的机会。这个机会也同样受到竞争对手的关注,他们最大限度的调低了价格,而且采取铺货等多种方式迅速在此行业展开攻势,针对于此唐总、石总也多次指示密切关注对手动向时世采取相应策略,宗旨是让利不让市场。希望分公司同仁也能切实利用好这次机会,充分发挥区域优势,使我们的产品更多进入该行业,也为今后在此行业的销售打下基础。另外,也可以扩大我们的产品在整个市场的影响。 4、钢结构:对于我们的产品这类企业也可以单独划为一个行业。涂层测厚仪在此行业也确实有很大的应用,包括铁塔等厂家最近购买信息也比较多。 5、印刷线路版、及丝网印刷等行业,这类企业相对来讲数特殊行业,购买量目前来看只是来自零星一些厂家, 8月份我们就有两家印刷企业购买。可以看出还是有需求的,需要我们不断做工作,挖掘信息资源,多发现一些新的销售机会。 三、各型号产品介绍: TT220:测量磁性金属上非磁性覆盖层的厚度。如钢、铁、非奥氏不锈钢上基体上的铝、铬、铜、珐琅、橡胶、油漆层的厚度。 TT230:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。 TT240:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。蹶 主要特点: 1、外型美观,且带有橡胶护套便于携带与现场操作; 2、存储数据多达300个测量值; 3、探头与主机的分离使操作稳定性增强,适用范围更广,特别是对于管道内壁,空间狭窄 的工件; 4、可以设定上下限,对界外测量值能自动报警,更大限度满足了用户需求; 5、可以配备通讯软件与PC机接口,便于用户对数据进行进一步的处理,仪器本身档次也 得到提高;
中美表面粗糙度对照表 中旧标 ( 光洁度 )中新标 ( 粗糙度)Ra美标(微米 ),Ra美国标准 ( 微英寸 ),Ra ▽4 6.3 8.00 3206.30 250 ▽ 5 3.2 5.00 200 4.00 1603.20125 ▽61.62.50 100 2.00 80 1.60 63 ▽ 70.81.25 50 1.00 40 0.8032 ▽ 80.40.63250.50 200.40 16
Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值?Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是: 在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则: (1)工作表面比非工作表面的粗糙度数值小。?(2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。 (3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,?载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。?(4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。 (5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。 一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度) 个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示 两者的作用相近, 可相互转化.根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用R z.? 示意图如下
全球各国电子产品能效认证集锦 我国消费类电子产品是指用于个人和家庭与广播、电视、通信有关的音频和视频产品,主要包括:电视机、影碟机(VCD、 SVCD、DVD)、录像机、摄录机、收音机、收录机、组合音响、激光唱机(CD)、电脑、移动通信产品等。而在一些发达国家,则把电话、个人 电脑、家庭办公设备、家用电子保健设备、汽车电子产品等也归在消费类电子产品中。随 着技术发展和新产品新应用的出现,数码相机、手机、PDA等产品也在成为新兴的消费类 电子产品。以下介绍全球各国的节能认证要求。 北美 美国《2007能源独立和安全法案》(EISA2007) 《2007能源独立和安全法案》(H.R. 6)已于2007年12月由布什总统签署生效。新能 源法案旨在推动美国减少能源依赖性和实现供应安全。 《2007能源独立和安全法案》是一部综合性法律,它所牵涉的内容十分广泛,涵盖从 轿车和轻型卡车的燃料经济性标准到可再生燃料和电力资源,再到“绿领”劳动力的培训 计划等诸多内容,该法案还为电器及照明产品制定了第一个强制性联邦能效标准。 美国能源之星 能源之星(Energy Star)计划于1992年由美国环保署(EPA)所启动,主要针对消费性电子产品的能源节约计划。该计划目的是为了降低能源消耗及减少温室气体排放。 能源之星(Energy Star)计划并不具强迫性,自愿参与该计划的制造商可以在其合格产品上贴上能源之星的标签。能源之星标示已经深入人心,对进入美国市场的电视机产品, 是产品得以进入大超市顺利销售的保障。同时,美国政府强有力的支持,也是能源之星得 以推广的重要原因。美国政府对销售节能产品的厂家进行贸易补贴,并要求联邦政府机构 带头采购有能源之星Energy Star标示的产品。而加利福尼亚州则把Energy Star标准的 技术内容转化为地方性强制性能效标准。因此,销往美国的平板电视机产品基本上都加贴 能源之星标示。 美国环保署(EPA)和美国能源部(DOE)2010年4月14日联合宣布调整“能源之星”产 品的认证程序,以确保只有符合要求的产品才能获准得到“能源之星”标签。 在此次调整中,立即生效的条款为:制造商要想获得“能源之星”的认证标签,必须 提交由受认可的、批准的第三方实验室出具的测试结果,以保证产品符合“能源之星”要求。授权能做能源之星Energy Star测试的实验室必须得到美国国家实验室自愿认可组织NVLAP审核授权,并经美国能源部和美国环保署认可的实验室。在EPA审核批准该产品为“能源之星”合格产品之前,制造商将无法获得“能源之星”认证标志。同时,在对“能 源之星”资格认证审查过程中,EPA不再依赖自动批准程序,而是对所有新的资格申请进 行检查和批准。为了更好地推进节能措施,目前,美国政府也正在酝酿将能源之星EnergyStar认证列为强制性认证标准之一。
時代塗層測厚儀使用介紹 一?原理 磁性測厚原理:當測頭與覆層接觸時,測頭和磁性金屬基體構成一閉合磁路,由於非磁性覆蓋層的存在,使磁路磁阻變化,通過測量其變化可計算覆蓋層的厚度? 渦流測厚原理:利用高頻交電流在線圈中產生一個電磁場,當測頭與覆蓋層接觸時,金屬基體上產生電渦流,並對測頭中的線圈產生回饋作用,通過測量回饋作用的大小可匯出覆蓋層的厚度? 二、適用行業 1?電鍍?噴塗:這個行業是使用我們儀器最多的,占每年銷量相當大的比例,是我們主要使用者群體,需要花大的精力去不斷挖掘? 2?管道防腐:主要以石化方面的用戶比較多,一般防腐層比較厚,TT260配F10探頭的用戶比較多? 3?鋁型材:今年以來受國家實施強制標準,型材企業換發許可證的影響,該行業出現前所未有的好勢頭,主要測型材上面的氧化膜,據瞭解生產企業每少鍍一微米,一噸型材“節約”150元,非常可觀,因此國家強制要求配備包括塗層測厚儀在內的相關檢測設備?此舉也給我們帶來了非常好的機會?這個機會也同樣受到競爭對手的關注,他們最大限度的調低了價格,而且採取鋪貨等多種方式迅速在此行業展開攻勢,針對于此唐總?石總也多次指示密切關注對手動向時世採取相應策略,宗旨是讓利不讓市場?希望分公司同仁也能切實利用好這次機會,充分發揮區域優勢,使我們的產品更多進入該行業,也為今後在此行業的銷售打下基礎?另外,也可以擴大我們的產品在整個市場的影響? 4?鋼結構:對於我們的產品這類企業也可以單獨劃為一個行業?塗層測厚儀在此行業也確實有很大的應用,包括鐵塔等廠家最近購買資訊也比較多? 5?印刷線路版?及絲網印刷等行業,這類企業相對來講數特殊行業,購買量目前來看只是來自零星一些廠家, 8月份我們就有兩家印刷企業購買?可以看出還是有需求的,需要我們不斷做工作,挖掘資訊資源,多發現一些新的銷售機會? 三?各型號產品介紹: TT220:測量磁性金屬上非磁性覆蓋層的厚度?如鋼?鐵?非奧氏不銹鋼上基體上的鋁?鉻?銅?琺瑯?橡膠?油漆層的厚度? TT230:測量非磁性基體上非導電層的厚度?如銅?鋁?鋅?錫基體上的琺瑯?橡膠?油漆?鉻?搪瓷?鋁陽極氧化層的厚度? TT240:測量非磁性基體上非導電層的厚度?如銅?鋁?鋅?錫基體上的琺瑯?橡膠?油漆?鉻?搪瓷?鋁陽極氧化層的厚度?蹶 主要特點: 1、外型美觀,且帶有橡膠護套便於攜帶與現場操作; 2、存儲資料多達300個測量值; 3、探頭與主機的分離使操作穩定性增強,適用範圍更廣,特別是對於管道內壁,空間狹窄的工 件; 4、可以設定上下限,對界外測量值能自動報警,更大限度滿足了用戶需求; 5、可以配備通訊軟體與PC機介面,便於使用者對資料進行進一步的處理,儀器本身檔次也 得到提高; 6、兩節AA型鹼性電池,在使用過程中突然斷電時可以隨時更換無需等待? 7、顯示解析度達到0.1um,尤其對於測量鋁型材氧化膜更有優勢?
中美表面粗糙度对照表 中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.3 8.00 320 6.30 250 ▽5 3.2 5.00 200 4.00 160 3.20 125 ▽6 1.6 2.50 100 2.00 80
1.60 63 ▽7 0.8 1.25 50 1.00 40 0.80 32 ▽8 0.4 0.63 25 0.50 20 0.40 16
Ra: 轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值 Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是: 在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则: (1)工作表面比非工作表面的粗糙度数值小。 (2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。 (3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠, 载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。 (4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。 (5)受周期性载荷的表面及可能会发生应力集中的圆角、凹稽处粗糙度数值应较小。 一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度) 个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示 两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国和北美目前采用Ra, 而欧洲国家一般采用Rz. 示意图如下
表面光洁度 表面光洁度 表面光洁度表面光洁度:surface finish表面光洁度是表面粗糙度的旧标准; 它们的对应关系: 表面光洁度14级=Ra 0.012 表面光洁度13级=Ra 0.025 表面光洁度12级=Ra 0.050 表面光洁度11级=Ra 0.1 表面光洁度10级=Ra 0.2 表面光洁度9级=Ra 0.4 表面光洁度8级=Ra 0.8 表面光洁度7级=Ra 1.6 表面光洁度6级=Ra 3.2 表面光洁度5级=Ra 6.3 表面光洁度4级=Ra 12.5 表面光洁度3级=Ra 25 表面光洁度2级=Ra 50 表面光洁度1级=Ra 100 以上表面粗糙度单位均为μm,即微米=10^-6米。表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:1)表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。2)表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,
由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。3)表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。4)表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。5)表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。6)表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。7)影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。二、有关的评定依据基准线1,取样长度l 用于判别具有表面粗糙度特征的一段基准线长度(见图4-1)。取样长度应根据零件实际表面的形成情况及纹理特征,选取能反映表面粗糙度特征的那一段长度,量取取样长度时应根据实际表面轮廓的总的走向进行。图4-1 取样长度和评定长度从图4-1中可以看出,该轮廓线存在表面波纹度和形状误差,当选取的取样长度不同时得到的高度
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。 Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。中美表面粗糙度(光洁度)对照表 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:
① 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ② 表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③ 表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④ 表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤ 表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。
Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值 Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是: 在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则: (1)工作表面比非工作表面的粗糙度数值小。 (2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。 (3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠, 载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。 (4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。 (5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。 一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度) 个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示 两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz. 示意图如下 一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra 表面光洁度与粗糙度Ra、Rz数值换算表 (1)轮廓算术平均偏差R a 。图1中,以中线为基准线,在取样长度l内轮廓峰高的平均值和轮廓谷深 的平均值之和作为轮廓微观不平度的平均高度。一般优先选用轮廓算术平均偏差R a 表示。 (2)微观不平度十点高度R z 。图2取自文献[3],基准线为算术平均中线。在取样长度l内,5个最 大的轮廓峰高Y p 的平均值和5个最大的轮廓谷深Y u 的平均值即为微观不平度十点高度值R z 。 表面光洁度与粗糙度Ra、Rz数值换算表 (单位:μm) 表面光洁度 ▽1▽2▽3▽4▽5▽6▽7R a50 25 12.5 6.3 3.2 1.60
与美国的表面粗糙度光 洁度对照表 Company number【1089WT-1898YT-1W8CB-9UUT-92108】
Surface Roughness Standard China vs US 有Ra,Rz,Ry 之分,据GB 3505摘录: There are 3 different parameters to determine the roughness Ra, Rz and Ry, according to GB3505, 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profil e; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Ra is arithmetic average of absolute values over the entire sam pling length (L) Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Average summary of the five highest peaks and lowest valleys ov er the entire sampling length (L) Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 Distance between maximum peak height and maximum valley depth o ver the entire sampling length (L) 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 If it is not specific remarked, it would be treated as Ra. 中美表面粗糙度(光洁度)对照表
能效等级 A++功率(W) MIN(Lm)MAX(Lm)MIN(Lm)MAX(Lm)MIN(Lm)3 300.8100.3300.8165.255.1165.2100.533.55 585.5117.1585.5332.766.5332.7208.441.77 892.1127.4892.1516.373.8516.332947.08 1050.5131.31050.5612.176.5612.1392.349.010 1362.21362.2809.581.0809.5524.152.412 1634.71634.71013.084.41013.0660.655.115 2043.32043.31322.11322.1872.558.218 2452.02452.01586.61586.61090.660.620 2724.42724.41762.91762.91238.661.922 2996.92996.91939.11939.11373.624 3269.33269.32115.42115.41498.425 3405.53405.52203.62203.61560.928 3814.23814.22468.02468.01748.230 4086.64086.62644.32644.31873.032 4359.14359.12820.62820.61997.935 4767.74767.73085.03085.02185.240 5448.85448.83525.73525.72497.445 6130.06130.03966.43966.42809.650 6811.16811.14407.24407.23121.7608173.38173.35288.65288.63746.1文件数据根据(EU)874_2012计算得来,仅供参考 文件参考:欧盟灯和灯具新能效标签法规(EU)874-2012 136.288.162.4LED 灯能效等级对照表 光效(Lm/W)光效(Lm/W)A+光效(Lm/W)A
中美表面粗糙度对照表 中国旧标准( 光洁度 ) 中国新标准 ( 粗糙度 )Ra 美国标准 (微米 )Ra 美国标准 ( 微英寸),Ra ▽ 4 6.3 8.00 320 6.30 250 ▽ 5 3.2 5.00 200 4.00 160 3.20 125 ▽ 6 1.6 2.50 100 2.00 80 1.60 63 ▽ 7 0.8 1.25 50 1.00 40 0.80 32 ▽ 8 0.4 0.63 25 0.50 20 0.40 16 国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm) 表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面粗糙度 Ra50 25 12.5 6.3 3.2 1.60 0.80 Rz200 100 50 25 12.5 6.3 6.3 表面光洁度▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表面粗糙度 Ra0.40 0.20 0.1000.0500.0250.012 - Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.05 另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更 改参数的情况列表如下,如有问题,由时代公司负责解释。本表还适用于公司 TR1系列粗糙度仪。修改后可测量参数的总数没有变化,仍为13个参数,只是 显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表) 新标准(ISO) 旧标准(ISO) 说明 Ra Ra 各标准通用参数 Rz 显示在日本标准JIS中 Rz Ry 参数定义已修改。原Ry仍显示在日本标准 JIS、德国标准DIN中。 Rq Rq 没变化 Rp Rp 没变化
中国与美国的表面粗糙度(光洁度)对照表 Surface Roughness Standard China vs US 表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: There are 3 different parameters to determine the roughness Ra,Rz and Ry, according to GB3505, 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Ra is arithmetic average of absolute values over the entire sampling length (L) Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Average summary of the five highest peaks and lowest valleys over the entire sampling length (L) Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 Distance between maximum peak height and maximum valley depth over th e entire sampling length (L) 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 If it is not specific remarked, it would be treated as Ra. 中美表面粗糙度(光洁度)对照表
Surface Roughness Standard China vs US 有Ra,Rz,Ry 之分,据GB 3505摘录: There are 3 different parameters to determine the roughness Ra,Rz and Ry, acc ording to GB3505, 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Ra is arithmetic average of absolute values over the entire sampling length (L) Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Average summary of the five highest peaks and lowest valleys over the entire sampling length (L) Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 Distance between maximum peak height and maximum valley depth over the e ntire sampling length (L) 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 If it is not specific remarked, it would be treated as Ra. 中美表面粗糙度(光洁度)对照表
表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ① 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ② 表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③ 表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④ 表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤ 表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。此外,表面粗糙度对零件的外观、测量精度也有影响。 表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。
1、表面粗糙度(surface roughness) 加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀 具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的 深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使 用寿命和可靠性有重要影响。一般标注采用Ra(轮廓算术平均偏差)。 2、表面光洁度 表面粗糙度的另一称法。表面光洁度是按人的视觉观点提出来的,而表面粗糙度是按表面微观几何形状的实际提出来的。80年代后,以为与国际标准(ISO)接轨,中国采用表面粗糙度而废止了表面光洁度.在表面粗糙度国家标准GB3505-83、GB1031-83颁布后,表面光洁度的已不再采用。 3、表面光洁度与表面粗糙度对照表 光洁度(旧标) 粗糙度 级别Ra(μm)Ra(μm) 方案1 方案2 方案3 ▽1 40~80 50 100 80 ▽2 20~40 25 50 40 表面状况=明显可见的刀痕 加工方法=粗车、镗、刨、钻 应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等 ▽ 3 10~20 12.5 25 20 表面状况=可见刀痕 加工方法=粗车、刨、铣、钻 应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ▽4 5~10 6.3 12.5 10 表面状况=可见加工痕迹 加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿 应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ▽5 2.5~5 3.2 6.3 5 表面状况=微见加工痕迹 加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿 应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有 定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧化处理的表面 ▽6 1.25~2.5 1.6 3.2 2.5 表面状况=看不清加工痕迹 加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿 应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面
中国与美国的表面粗糙度(光洁度)对照表 表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。 Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ① 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ② 表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤
平,减小了实际有效过盈,降低了联结强度。 ③ 表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④ 表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤ 表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。