方坯结晶器技术条件(修订稿)
结晶器标准(方坯)
中华人民共和国黑色冶金行业标准
YB/T 0 7 2一19 9 5
方还结晶器技术条件
一
1主题内容与适用范围
本标准规定了方坯连铸机结晶器的性能参数、技术要求、检测方法、检验规则、标志、包装、运输与贮
存。
本标准适用于浇注断面为70 minX70 mm~200 minX200 mm的方坯结晶器。矩形坯结晶器亦可
参照执行。本标准不适用于组合式方坯结晶器。
2引用标准
GB 3 2 4焊缝符号表示法
GB 985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GBll7 3铸造铝合金技术条件
GB/T 1804一般公差线性尺寸的本注公差
GB 3452.IO型橡胶密封圈
GB 60602表面粗糙度比较样块磨、车、篷、铣、插及刨加工表面
GB 6414铸件尺寸公差
GB 10610触针式仪器测量表面粗糙度的规则和方法
GB/T 13306标牌
ZB H93 002弧形方坯连铸机结晶器铜管
YB/T 036.2冶金设备制造通用技术条件铸铁件
YB/T 036.7冶金设备制造通用技术条件锻件
YB/T 036.11冶金设备制造通用技术条件焊接件
YB/T 03617冶金设备制造通用技术条件机械加工件
YB/T 036.18冶金设备制造通用技术条件装配
YB/T 03619冶金设备制造通用技术条件涂装
JB/Z Q40 00.3焊接件通用技术要求
3方还结晶器性能参数
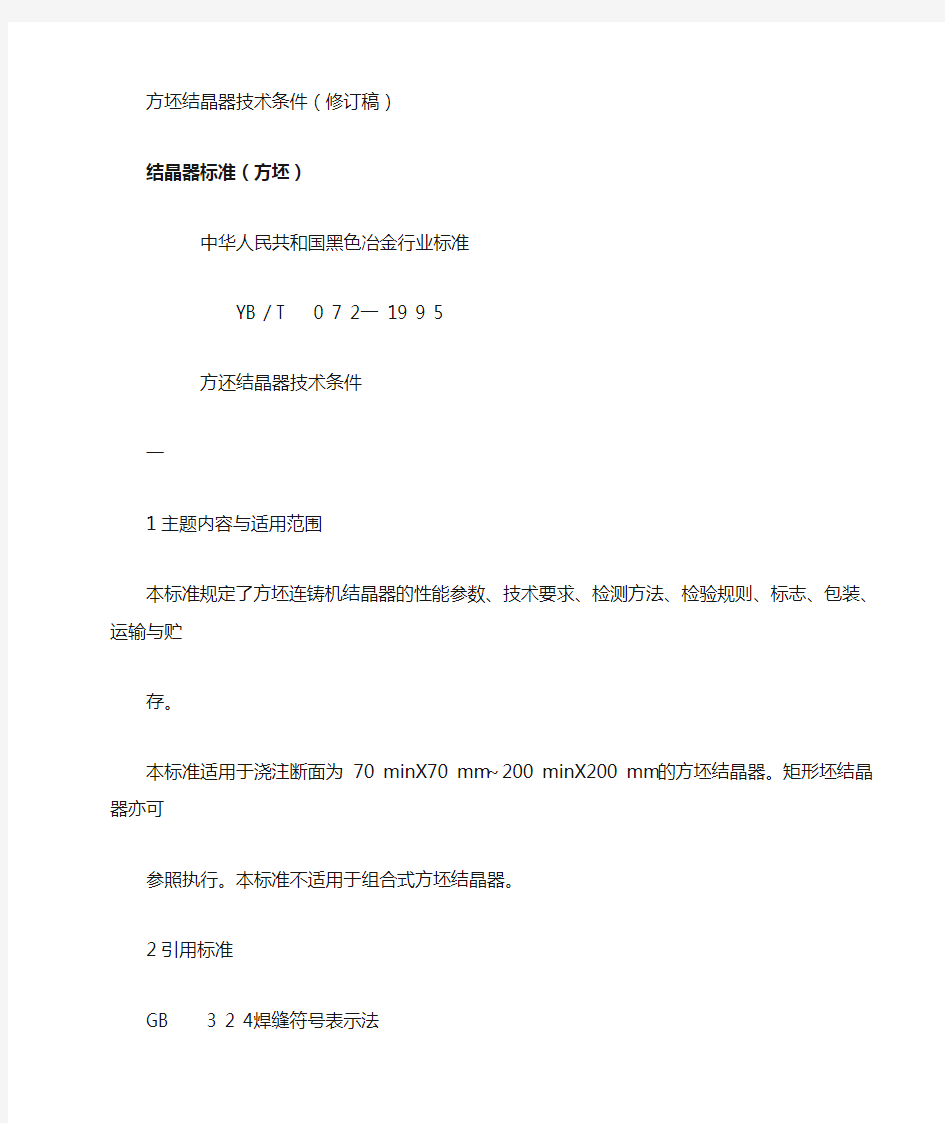
3.1型式:弧形方还结晶器(见图1)或直形方坯结晶器。
3.2浇注半径:R4m~R15m。
3.3铜管长度:700~900 mm。
3.4水冷工作压力:0.50~0.70 MPa。
3.5水冷流量:500 L/min~2 000 L/min。
3.6足辊直径:f80 mm~f120 mm。
3.7足辊数量:1组或2组。
——
中华人民共和国冶金工业部1995-M-24批准199卜10M实施一
480
E YB/T 0 7 7-lq q F
压
【10 11 12 13
g图1弧形方讲结晶器
FI一结晶器外罩;2一水套;3~上法上;十一结晶器钢管:于一协射
g源;6一盖板;7一壳体;8一给水管;9一排水管;10一持收#W:911~喷圈;12~足辊;13一才休销
t4技术要求
B
翡z《器零g蒙蒙’-’“。。-
t 4入8凡未规定技术要求的机械加工件,必须符合YB/T 036.17的规定。ff 4刁·9图样上基本尺寸的未注公差等级,必须符合GB 1804规定的m 级。
g一个2主要零部件要求
g 42.1结晶器铜管
g结晶器铜管的形式、尺寸和技术要求应符合图样及ZB H93 002的规定。{4.2.2壳体
一42.2.1壳体焊缝的焊接要求按JB/Z Q40 003焊接质量评定级别表11的CS级和表12的BK级执
g 481
42.2.2壳体应进行水压试验,试验压力为工作压力的1.5倍,保压15 min,不得有渗漏现象存在。
4 2.3.1内弧板与外弧板焊接式水套,焊接要求按JB/Z Q40 00.3焊接质量评定级别表11的CS级和
表12的BK级执行。
4.2.3.2铸铁水套或铸钢水套的铸造应符合GB 6414铸件尺寸公差等级的CT6~CTg级。
4 2.3.3铝合金水套的铸造应符合GBll7 3的规定。
42.3.4水套按自2所示,上、下端面之间距离。的极限偏差上0。。mm,内腔b、c极限偏差
十n厂n__
图3上法兰、下法兰、润滑法兰、足辊法兰42.5喷圈
4.2.5.1喷圈的焊接要求按JB/Z Q40 003焊接质量评定级别表11的CS 级和表12的BK级执行。
4 2.5.2喷圈应进行水压试验,试验压力为工作压力的1.5倍,保压1
5 min,各结合面密封处及所有
焊缝不得渗漏。
42.6辊架
辊架的焊接要求按JB/Z Q40 00 3焊接质量评定级别表11的CS级和表12的BK级执行。
4.2.7结晶器铜管上、下端的密封圈材料、形式、尺寸和允许偏差应符合GB 3 4 5 2.1的规定,选用耐高
温、耐油胶料。或者性能不低于上述规定的其他材料。
4.3总装要求
4.3.1凡图样与技术文件中未规定的装配技术要求,应符合YB/T 036.18的规定。
4.3.2经检验合格的零部件才P购件方可进行总装。
4.3.3结晶器铜管与水套间隙在保证基本尺寸的情况下,其公差不应大于1.0 mm。
4.3.4喷嘴安装位置对出坯中心线偏移量应不大于5 mm。
4.3.5足辊辊面与结晶器铜管内腔表面应在同一弧面或直面上,偏移量不得大于020 mm。
43.6足辊应转动灵活。
4.4涂装要求
4.41焊接件、铸件表面除锈应达到YB/T 036 19附录A规定的St级。除锈后应及时涂漆。
442涂漆颜色
结晶器面漆为深绿色,水管为淡蓝色。用户有特殊要求时,可根据用户要求决定颜色,但必须在订货
合同中明确规定。
5验测方法
5.1尺寸参数检验
5.1.1采用相应精度和性能的计量器具测量。
5.1.2圆弧尺寸用样板测量。
5.2表面粗糙度检验
采用GB 6 0 6 0 2规定,用样板规进行比较评定。或用触针式仪器测量,测量规则和方法应符合
YB/T 0 7 2-19 9 5
GB 10610的规定。
5.3密封性试验
以1.5倍的工作压力进行水压试验,保压15 min,观察焊缝各结合面、管路接口处。
5.4漆膜检验
用目测方法测定。
6检验规则
6.1检验分类
结晶器分为出厂检验和型式检验。
61.1出厂检验
每台结晶器均应按本标准第4.1、42、4.3条进行出厂检验。由制造厂质量检验部门检验合格后,附
产品检验合格证书方可出厂。
6.1.2型式检验
有下列情况之一时,应进行型式检验。
a.新产品鉴定时;
b.老产品转厂生产时;
C.产品结构、工艺、材料有较大变动时;
d.国家质量监督机构提出型式检验要求时。
型式检验的项目为本标准技术要求的全部内容。
7标志、包装、运输与贮存
71标志
71.1方坯结晶器应有产品标牌。产品标牌应固定在醒目的位置,其尺寸应符合GB/T 13306的规定。
71.2产品标牌应包括下列内容:
a.产品名称、型号;
b.方坯截面尺寸;
c.产品外形尺寸(长mm X宽mm X高mm);
d.工作压力(MPa);
e.产品重量(kg);
f.出厂编号;
g.出厂日期;
h.制造厂名。
7.2包装
72.1产品出厂时,可根据产品特点确定其包装方式为装箱或包扎。7.2.2不论装箱或包扎,凡外露的加工面均应涂防锈剂,以防锈蚀。7.2.3所有被拆开的通水、润滑等管件两端管口均应用堵头堵住。72.4凡装箱出厂的产品,其随机出厂的图样、技术文件及合格证书,均应装入防水、防蛀的密封资料
袋内,放入每个产品的第一号箱内。
凡包扎出厂的产品,上述资料均应寄往用户。
7”3运输
73.1运输中严禁冲撞,以免损伤机件。
73.2结晶器四角必须垫平,以免运输中变形。
7.3.3其他应符合铁路、公路、航空、航运等部门的有关规定。
484
YB/T 0 7 2——19 9 5 7.4贮存
产品应妥善保管,必须存放在防雨、通风和干燥的地方。
75其他
用户有特殊要求时,应按订货协议执行。
附加说明:
本标准由中华人民共和国冶金工业部提出。
本标准由中华人民共和国冶金工业部冶金设备研究院归口。
本标准由大连冶金机械厂、济南冶金机械制修厂起草。
本标准主要起草人李秀、王绍庭、夏思深、刘桂芝、张在富、吴锡英、罗英锦起草。
标准水平等级标记YB/T 072-1995互
联系人:张洪波,唐山(063016)唐钢二炼钢厂收稿日期:1997-06-25 总第101期河北冶金 Total 101 1997年第5期 H EBE I M ET ALLU RGY 1997,Number 5 小方坯连铸结晶器的发展现状 张洪波 摘 要 分析了连铸结晶器型腔形状和结构设计的基本要求,讨论了小方坯连铸结晶器的发展以及取得的工艺效果。 关键词 小方坯 连铸 结晶器 DEVELOPING SITUATION OF BILLET CONTINUOUS CASTING MOULD Zhang H ong bo Abstract T he prinsiple requirements fo r cavity shape and structur e of CC m ould are analysed ,the development and pro cess result of billet CC mould discussed. Key words billet continuo us casting m ould 1 前言 结晶器被称为连铸机的“心脏”,其作用是对钢水提供均匀且快速的冷却,以形成厚度均匀、表面良好的初生坯壳,从而保证连铸生产顺利进行。一般而言,所有连铸的工艺性漏钢,其根源均在结晶器内,在于结晶器和坯壳之间的相互作用。除去其它连铸工艺参数,结晶器本身的型腔形状、结构型式及冷却制度对结晶器和坯壳间的传热与润滑有重大影响。随着高效连铸技术的发展,提高小方坯连铸机的作业效率已成为我国钢铁企业的一个紧迫任务,因此,如何提高与改善小方坯连铸结晶器的冷却效果,则成为连铸技术改进的 一个主要课题。本文回顾了小方坯连铸结晶器的发展过程,以为我国小方坯连铸结晶器的改进与完善提供借鉴。 2 结晶器结构设计的基本技术要求 钢水进入结晶器经过初始凝固后,初生坯壳出现一定的收缩,从而在结晶器和初生坯壳间形成一定的气隙。气隙的出现导致结晶器传热能力的下降,为消除或减少气隙的这种不良影响,结晶器内腔均按钢种的收缩特性,设计成具有一定的倒锥度,可以说,倒锥度结晶器的使用,使连铸过程中的工艺漏钢得到有效的控制,成为连铸技术大规模生产应用的技术之一。
结晶器(mould) 承接从中间罐注入的钢水并使之按规定断面形状凝固成坚固坯壳的连续铸钢设备。它是连铸机最关键的部件,其结构、材质和性能参数对铸坯质量和铸机生产能力起着决定性作用。开浇时引锭杆头部即是结晶器的活动内底,钢水注入结晶器逐渐冷凝成一定厚度坯壳并被连续拉出,此时,结晶器内壁承受着高温钢水的静压力及与坯壳相对运动的摩擦力等产生的机械应力和热应力的综合作用,其工作条件极为恶劣。为了能获得合格的铸坯,结晶器应满足的基本条件有:(1)具有良好的导热性,以使钢水快速冷凝成形。(2)有良好的耐磨性,以延长结晶器的寿命,减少维修工作量和更换结晶器的时间,提高连铸机的作业率。(3)有足够的刚度,特别在激冷激热、温度梯度大的情况下需有小的变形。(4)结构简单、紧凑,易于制造,拆装方便、调整容易,冷却水路能自行接通、以便于快速更换;自重小,以减小结晶器振动时的惯性力和减少振动装臵的驱动功率,并使结晶器振动平稳。 Can take from the middle of the molten steel into the required section and shape into a solid billet solidification of continuous casting equipment shells. Continuous casting machine which is the most critical components, its structure, texture and performance parameters on the quality and slab caster plays a decisive role in production capacity. When open pouring dummy bar head mold that is at the end of the activities, of molten steel into the mold gradually condensed into a certain thickness and continuous billet shell out, at this time, mold wall temperature under the static pressure of molten steel and billet shell, such as the relative movement of the friction generated by mechanical stress and thermal stress of the combined effects, the extremely bad working conditions. In order to obtain qualified casting, mold should be to meet the basic conditions are: (1) has a good thermal conductivity to enable rapid condensation forming molten steel. (2) good wear resistance to extend the life of mold to reduce the workload of maintenance and replacement of the time mold and improve the operating rate of continuous casting machine. (3) have sufficient rigidity, especially in the cold shock-induced heat, large temperature gradient would be required under a small deformation. (4) structure is simple, compact, easy to manufacture, easy disassembly, easy adjustment, cooling water can be connected to in order to facilitate the rapid replacement; self-small, to reduce vibration at the time of mold and reduce the vibration of the inertial force of the drive power devices and a smooth mold vibration.
方坯结晶器断面选取原则 2010-10-05 09:20 方坯结晶器的断面尺寸主要是根据冷态铸坯的断面尺寸来确定。在确定了铸坯断面尺寸后,再考虑铸坯收缩量则可定出结晶器断面尺寸。因此确定放坯结晶器尺寸必须先确定铸坯断面尺寸,铸坯断面选择的原则如下: 1、保证轧材尺寸精度 轧钢厂生产时,为了保证轧材尺寸精度,需要合适的坯形和尺寸。如果铸坯形状和尺寸不合适,会增加轧制道次,恶化轧机咬入条件,对轧制不利,甚至无法轧制出要求尺寸的型钢。一般情况下,轧制大断面方、圆钢则要求用大方坯作为坯料。 用矩形坯轧制H型钢时,铸坯宽度与成品宽度之比为1.2~1.4,铸坯厚度与成品高度之比为1.8~2.4。 2、保证轧材质量需要的压缩比 为了使轧材内部组织致密,具有良好的力学性能,不同用途的轧材要求铸坯与其之间有相应的压缩比。对于不同的钢种,铸坯与轧材成品的最小压缩比一般为:碳素钢和低合金钢为6;钢轨钢、不锈钢和耐热钢为8;高速钢和工具钢为10。 3、保证铸坯断面和轧材的质量
A、铸坯断面与轧材质量关系 采用浸入式水口和保护渣实行保护浇注,是为了保证铸坯质量所普遍使用的方法,此时铸坯断面尺寸应不小于120mm×120mm。国内有可浇注90mm×90mm的小方坯连铸机,因无法采用浸入式水口和保护渣浇注,而且由于结晶器内腔太小,液位波动相对较大,不利于生产高品质产品,并易于引发浇注事故,因此目前浇注如此小的铸坯生产厂并不多。 有研究者曾对宽厚比分别为1.2、1.28、1.5、2.0的矩形连铸坯所轧成的钢轨偏析进行了分析,表明生产重轨钢较适宜的铸坯宽厚比为1.28~1.45。这个结果表明,矩形铸坯的宽厚比与轧材质量有一定关系,一般情况下,矩形坯的宽厚比不超过2。 浇注较厚铸坯时,因凝固时间长,发生成分偏析的倾向加重,所浇注的厚度超过200mm时宜采用轻压下或电磁搅拌等控制偏析的措施。 B、铸坯断面与所浇注时间的关系 每炉钢的浇注时间与稳定操作和铸坯质量均有关系。若浇注的时间长,必然要提高开浇温度,钢水过热度大概不利于铸坯内部质量,也会增加漏钢几率,在长时间浇注后钢水温度过低,流动性变差,不利于保证铸坯表面质量。所以各种容量的钢包都有相应的允许时间,可用经
结晶器简介 连铸结晶器结构有哪几种型式 按连铸机型式不同,结晶器可分为直的和弧形的两大类。按铸坯规格和形状来分,有小方坯、大方坯、板坯和异形坯结晶器。按结晶器本身结构来说,可分为3种类型:管式结晶器:它是用壁厚为6~12mm的铜管制成所需要的断面,在铜管外面,套有套管以形成5~7mm的冷却水通路,保证冷却水流速为每分钟6~10m。这种结晶器结构简单,制造方便,广泛用于小方坯连铸机上。 整体式结晶器:它是用整块铜锭刨削制成的,在其内腔四周钻有许多小孔用以通冷却水。这种结晶器刚性好,易维护,寿命较长,但制造成本高,耗铜多,近几年已不采用。 组合结晶器:它是由4块铜板组合成所需要的内腔。在20~50㎜的钢板上刨槽,并与一块钢板联结起来,冷却水在槽中通过。大方坯和板坯连铸机都用这种形式的结晶器。 连铸结晶器应具有哪些性能 结晶器是连铸机的重要部件。钢液在结晶器中凝固成型,结成一定厚度的坯壳并被连续拉出进入二次冷却区。 良好的结晶器应具有下列性能: (1)良好的导热性,能使钢液快速凝固。每lkg钢水浇注成坯并冷却到室温,放出的热量约为1340kJ/kg,而结晶器约带走5~10%,即67~134kJ/kg,若板坯尺寸为250×1700mm,拉速为lm/min时,结晶器每分钟带走的热量多达20万kJ。而结晶器长度又较短,一般不超过lm,在这样短的距离内要能带走大量的热量,要求它必须具有良好的导热性能。若导热性能差,会使出结晶器的铸坯坯壳变薄,为防止拉漏,只好降低拉速,因此结晶器具有良好的导热性是实现高拉速的重要前提。 (2)结构刚性要好。结晶器内壁与高温金属接触,外壁通冷却水,而它的壁厚又很薄(仅有10~20mm),因此在它的厚度方向温度梯度极大,热应力相当可观,其结构必须具有较大的刚度,以适应大的热应力。 (3)装拆和调整方便。为了能快速改变铸坯尺寸或快速修理结晶器,以提高连铸机的生产能力,现代结晶器都采用了整体吊装或在线调宽技术。 (4)工作寿命长。结晶器在高温状况下伴随有铸坯和结晶器内壁之间的滑动摩擦,因此结晶器内壁的材质应有良好的耐磨性和较高的再结晶温度。
常规板坯连铸机结晶器技术 【保护视力色】【打印】【进入论坛】【评论】【字号大中小】2006-12-07 11-07 杨拉道刘洪王永洪刘赵卫邢彩萍田松林 (西安重型机械研究所) 结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。其作用 是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使 之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍 为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。 板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器 浇多流铸坯的插装式结构。 结晶器主要参数的确定 1 结晶器长度H 结晶器长度主要根据结晶器出口的坯壳最小厚度确定。若坯壳过薄,铸 坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。结晶器长度也可按下式进行核算: H=(δ/K)2Vc+S1+S2 (mm)
式中δ——结晶器出口处坯壳的最小厚度,mm K——凝固系数,一般取K=18~22 mm/min0.5 Vc——拉速,mm/min S1——结晶器铜板顶面至液面的距离,多取S1=100 mm S2——安全余量,S=50~100 mm 对常规板坯连铸机可参考下述经验: 当浇铸速度≤2.0m/min时,结晶器长度可采用900~950mm。 当浇铸速度2.0~3.0m/min时,结晶器长度可采用950~1100mm。 当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。 2 结晶器铜板厚度h 铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。研究表明,拉速高,铜板应随之减薄;反之,拉速低,铜板应随之增厚。在考虑上述诸多因素后,铜板的厚度可由下式确定:
连铸机基本操作规程 1、主要工艺参数: 机型:立弯式直弧型连铸机 弯曲半径:R=6.5m~18m 铸机流数:一机一流 浇注断面:150mm×650mm 流间距:1.7m 铸坯定尺:3000----9000mm 拉速范围:0.5----2.5m/min 结晶器型式:板式结晶器,水缝4mm,铜板长900mm 结晶器铜板长度:900mm 结晶器振幅:0---±4mm 振动方式:半板簧正弦振动 振动频率:0~250次/min 引锭杆型式:柔性引锭杆 送引锭杆速度:最大2m/min 中间包容量:7~8t 中间包浇注方式:浸入式水口保护浇注 2、浇注前的准备: 2.1中间包的准备 2.1.1中间包绝热保温材料,需选用涂抹保温材料 2.1.2砌制调整好的中间包必须先采用天然气小火烘烤 3.5小时后在 开浇前采用大火烘烤2小时,确保中间包内温度达1100℃ 2.1.3浇钢前的浸入式水口需要乙炔或丙烷烘烤 2.1.4浇钢前必须检查塞棒调整情况以及水口有无堵塞,有堵塞必须 及时清理 2.2结晶器及引锭设备 2.2.1检查浇钢操作箱(P3)按纽指示针是否正常 2.2.2检查结晶器内腔工作面应无渗水情况,进水总压力应在 0.6---0.8Mpa,并调整好结晶器水流量。 2.2.3检查结晶器振动是否正常 2.2.4检查结晶器保护渣的准备情况,必须使用烘烤干燥后的保护渣 2.2.5送引锭之前必须检查引锭杆是否严重变形,并应将引锭头上的 冷钢,油污清理干净 2.2.6浇钢工应检查足辊段是否有冷钢,足辊是否活动,无间距后, 方可通知送引锭 2.2.7放入结晶器内的引锭用冷料,必须事先烘烤。 2.3主控室操作准备 2.3.1 连铸开浇前30分钟,由主控工通知连铸水处理泵房送净循环 水,并作好记录 2.3.2 操作台电源指示灯亮后,检查主控室操作台的电信号指示情况 2.3.3 联系值班主任与AOD炉前做好浇铸前的准备工作,保证水、气、 电及合格钢水的供应 2.3.4浇钢工必须在送到引锭前严格检查结晶器冷却水情况和二冷段
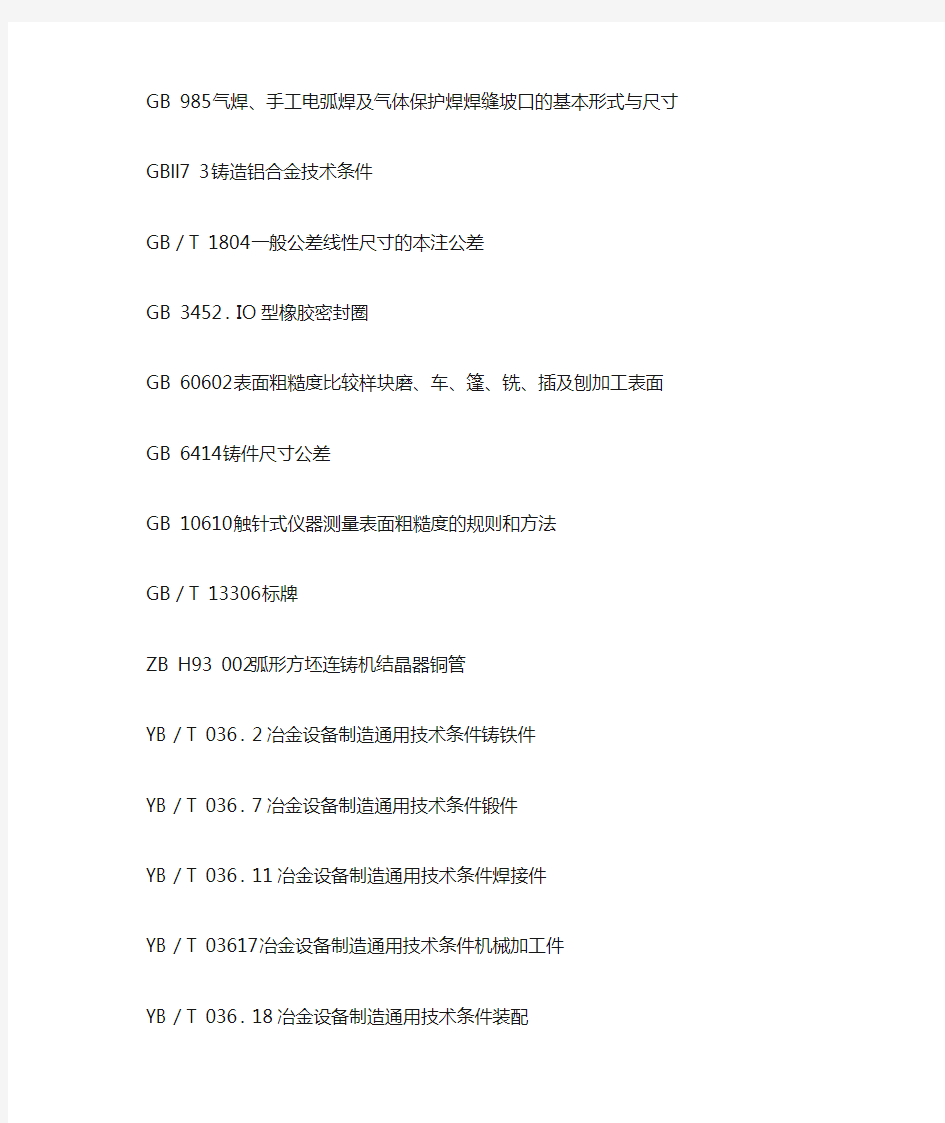
结晶器 结晶器(mould) 承接从中间罐注入的钢水并使之按规定断面形状凝固成坚固坯壳的连续铸钢设备。它是连铸机最关键的部件,其结构、材质和性能参数对铸坯质量和铸机生产能力起着决定性作用。开浇时引锭杆头部即是结晶器的活动内底,钢水注入结晶器逐渐冷凝成一定厚度坯壳并被连续拉出,此时,结晶器内壁承受着高温钢水的静压力及与坯壳相对运动的摩擦力等产生的机械应力和热应力的综合作用,其工作条件极为恶劣。为了能获得合格的铸坯,结晶器应满足的基本条件有:(1)具有良好的导热性,以使钢水快速冷凝成形。(2)有良好的耐磨性,以延长结晶器的寿命,减少维修工作量和更换结晶器的时间,提高连铸机的作业率。(3)有足够的刚度,特别在激冷激热、温度梯度大的情况下需有小的变形。(4)结构简单、紧凑,易于制造,拆装方便、调整容易,冷却水路能自行接通、以便于快速更换;自重小,以减小结晶器振动时的惯性力和减少振动装置的驱动功率,并使结晶器振动平稳。 分类按拉坯方向上断面内壁的线型分结晶器的型式有弧形和直形两种;按其总体结构,不论弧形或直形均有套管式和组合式两种。 套管式内壁铜管、内外水套组成的冷却水套和足辊是它的主要构件(图1)。直形或弧形的铜管外面由冷却水套、法兰和密封元件等组成供水、供油系统。为了保证铸坯有规整的外形尺寸,在结晶器底部安装了2~3组足辊,以利于提高拉速和防止铸坯脱方(见鼓肚与菱变)。 图l 弧形套管式结晶器
1一结晶器罩}2一内水套;3一润滑油盖;4一内壁铜管 5一放射源容器;6一盖板;7一外水套;8一进水管; 9一回水管;10一接收装置;l l一水环; 12一足辊;13一定位销 组合式由宽面及窄面4块复合壁板及外框架组成。多用于板坯连铸、大断面方坯连铸及异型坯连铸。组合结晶器的每块复合壁板又由用螺柱联结的内壁铜板(外侧面铣有冷却水沟)和外壁钢制水箱组成。内壁铜板和外壁间构成冷却水缝,以通水冷却。4块复合壁之间用夹紧机构压紧。为了实现结晶器在线调宽以及形成所要求的倒锥度,在结晶器的窄面壁板的上、下部分别装有4组调整装置。当组装好的结晶器及外框架放到振动台架上时,所有进、出水管自行接通。为了更好地保护结晶器的下口、防止过早过快产生大的磨损,紧挨着结晶器下口装有足辊或保护栅板。足辊或保护栅板与结晶器一起振动。结晶器与二冷第一段(直线段或扇形段)通过振动框架直接对中,便于结晶器与二冷第一段的准确定位。二者形成一个整体,可快速吊运。 结构参数和尺寸设计结晶器的结构参数主要有断面尺寸、倒锥度、长度、水缝面积及铜壁的厚度等。 图2板坯组合式结晶器 1~窄面调整机构;2一窄面铜板}3一外框架;4一水管;5一宽面调整机构; 6一宽面铜板;7、8一足辊
第三章材料的凝固与结晶 第一节凝固的概念第二节金属的结晶和铸锭第三节合金的结晶过程 第一节凝固的概念 目的要求:通过讲授晶体与非晶体的凝固,使学生掌握物质从液态转变为固态所遵循的基本规律. 授课内容: 一,晶体的结晶 二,非晶体的结晶 重点:晶体结晶时过冷现象及热力学条件 难点:晶体与非晶体凝固的不同点 教学方法:课堂讲授并结合多媒体演示 讲授重点内容提要 一,晶体的凝固 物质从液态到固态的转变过程统称为"凝固",如果通过凝固能形成晶体结构,则可称为"晶体".凡纯元素(金属或非金属)的结晶都具有一个严格的"平衡结晶温度"(即理论结晶温度T0),高于此温度(即实际结晶温度T1)才能进行结晶;两者之差ΔT=T0-T1称为过冷度,处于平衡结晶温度时,液体与晶体同时共存,达到可逆平衡. 为什么纯元素的结晶都具有一个严格不变的平衡结晶温度呢?这是因为它们的液体与晶体之间的能量在该温度下能够达到平衡的缘故.这一能量叫做"自由能(F).同一物质的液体与晶体,由于其结构不同,它们在不同温度下的自由能变化是不同的,如图3-1所示. 由此可见,要使液体进行结晶,就必须使其温度低于理论温度,造成液体与晶体间的自由能差:(ΔF=F液-F晶),即具有一定的结晶驱动力才行. 二:非晶体的凝固 若凝固后的物质不是晶体,而是非晶体,那就不能称之为结晶,只能称为凝固.非晶体的凝固与晶体的晶体,都是由液体转化为固体,但本质上又有区别.非晶体的凝固实质上是靠熔体粘滞系数连续加大完成,即非晶体固态可看作粘滞系数很大的"熔体",需在一个温度范围内逐渐完成凝固. 第二节金属的结晶和铸锭
目的要求:通过讲授金属的结晶过程 授课内容: 一:金属的结晶过程 二:金属结晶后的晶粒大小 1:晶粒大小与性能的关系 2:晶粒大小的控制 三:金属铸锭组织 1:表面细晶粒层 2;柱状晶粒层 3:中心等轴晶 重点:凝固的概念,金属结晶的铸锭. 难点:对结晶热力学条件的理解,金属的铸锭组织 讲授重点内容提要: 一:金属的结晶过程 纯金属的结晶过程是在冷却曲线上平台所经历的这段时间内发生的.它是不断形成晶核和晶核不断长大的过程,如图3-3所示.(P38页) 二:金属结晶后的晶粒大小. 1:晶粒大小与性能的关系. 金属结晶后是由许多晶粒组成的多晶体,而晶粒的大小是金属组织的重要标志之一.一般情况下,晶粒愈细小,金属的强度就愈高,塑性和韧性也愈好.表3-1(P39页)说明晶粒大小对纯铁机械性能的影响. 2:晶粒大小的控制 金属结晶后单位体积中晶粒数目Z,取决于结晶时的形核率N(晶核形核数目/S·m㎡)与晶核生长速率G(㎜/s),它们存在着以下的关系:Z∝√N/G,由上可知,当晶粒生长速率G一定时,晶核形核率N愈大,晶粒数目就愈多,反之则愈细. 1):增大过冷度: 金属结晶时的冷却速度愈大,其过冷度便愈大,不同过冷度ΔT对晶核形核率N和生长速率G的影响,如图3-6所示. 2):变质处理: 在液态金属结晶前,加入一些细小的变质剂,使金属结晶时的晶核形核率N
结晶器钢水液位自动控制在板坯连铸的应用分析 结晶器钢水液位自动控制是板坯连铸工艺运行中的关键模块,对板坯连铸工艺运行安全性、生产效率及质量具有直接的影响。基于此,文章以板坯连铸中结晶器钢水液位自动控制的原理为入手点,简要介绍了板坯连铸中结晶器鋼水液位自动控制的应用技术指标及系统组成,并对板坯连铸中结晶器钢水液位自动控制的应用方案设计及应用效果进行了进一步分析。 标签:结晶器;钢水;液位自动控制;板坯连铸 前言:板坯连铸中结晶器钢水液位自动控制的实现,可以保证结晶器内钢水液位始终恒定,或按照一定规则均匀变化。现阶段通过控制塞棒升降高度调节流入板坯连铸中结晶器钢水流量的流量型液位自动控制法应用较为普遍,且已经形成了较为成熟的理论体系。基于此,对流量型结晶器钢水液位自动控制法在板坯连铸中的应用进行适当分析具有非常重要的意义。 一、结晶器钢水液位自动控制在板坯连铸的应用原理 在板坯连铸工艺运行过程中,中间包内部钢水注入结晶器为浇铸起始点,在进入浇铸环节后,结晶器内钢水液位会随着浇铸速度的变化而变化。然而,板坯连铸工艺要求结晶器内钢水始终保持液位的平衡稳定。这种情况下,利用调节塞棒的方式调节浸入式水口的有效面积,可以在钢水达到一定液位时启动板坯连铸机器,根据结晶器液位设定值,进行钢水液位的自动控制[1]。而在板坯连铸机器停止运行时,可以停止液位调节。特殊情况下,也可以通过调节塞棒,实现板坯连铸工艺的紧急制动。 二、结晶器钢水液位自动控制在板坯连铸的应用 1、技术指标及过程 板坯连铸工艺中结晶器钢水液位自动控制指标主要包括液位控制范围(距离结晶器上口80mm~160mm)、动态液位控制精度(±10.0mm)及其他生产工艺要求的指标。同时要求板坯连铸工艺中结晶器钢水液位自动控制可以实现手动、自动开浇、电动控制,可以实现上下限液位报警及危急时刻应急自动处理。 板坯连铸工艺中结晶器钢水液位自动控制系统主要包括交流无刷永磁伺服控制系统、中间包塞棒开启机构、单回路控制器、PLC、结晶器钢水液位测量仪及记录仪等。其中中间包塞棒开启机构主要用于进行中间包流入结晶器钢水流量的调节。即通过塞棒的上升、下降,对浸入式水口有效面积进行适当调整,由此达到调节流量的作用。在结晶器钢水液位自动控制系统中,塞棒系统主要以电气(交流无刷永磁伺服控制系统)为驱动源,变频器为开关速度主要调节装置,电动机械执行机构可以控制塞棒的上升、下降动作;单回路控制器主要是作为操作人员、工程师站点,执行画面监控操作、数据存储、数据修改等任务,并对结晶
方坯结晶器技术条件(修订稿) 结晶器标准(方坯) 中华人民共和国黑色冶金行业标准 YB/T 0 7 2一19 9 5 方还结晶器技术条件 一 1主题内容与适用范围 本标准规定了方坯连铸机结晶器的性能参数、技术要求、检测方法、检验规则、标志、包装、运输与贮 存。 本标准适用于浇注断面为70 minX70 mm~200 minX200 mm的方坯结晶器。矩形坯结晶器亦可 参照执行。本标准不适用于组合式方坯结晶器。 2引用标准 GB 3 2 4焊缝符号表示法 GB 985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 GBll7 3铸造铝合金技术条件 GB/T 1804一般公差线性尺寸的本注公差 GB 3452.IO型橡胶密封圈 GB 60602表面粗糙度比较样块磨、车、篷、铣、插及刨加工表面 GB 6414铸件尺寸公差 GB 10610触针式仪器测量表面粗糙度的规则和方法 GB/T 13306标牌 ZB H93 002弧形方坯连铸机结晶器铜管 YB/T 036.2冶金设备制造通用技术条件铸铁件 YB/T 036.7冶金设备制造通用技术条件锻件 YB/T 036.11冶金设备制造通用技术条件焊接件 YB/T 03617冶金设备制造通用技术条件机械加工件 YB/T 036.18冶金设备制造通用技术条件装配 YB/T 03619冶金设备制造通用技术条件涂装 JB/Z Q40 00.3焊接件通用技术要求 3方还结晶器性能参数 3.1型式:弧形方还结晶器(见图1)或直形方坯结晶器。 3.2浇注半径:R4m~R15m。 3.3铜管长度:700~900 mm。 3.4水冷工作压力:0.50~0.70 MPa。 3.5水冷流量:500 L/min~2 000 L/min。
连铸结晶器 结晶器是连铸机非常重要的部件,是一个强制水冷的无底钢锭模,它的性能对连铸机的生产能力和铸坯质量起着十分重要的作用,因此,被称之为连铸设备的“心脏”。1、结晶器的作用 结晶器是连铸机的心脏,它的重要作用表现在: 1)在尽可能高的拉速下保证出结晶器时形成足够的坯壳厚度,以抵抗钢水静压力而不拉漏;2)结晶器周边坯壳厚度能均匀稳定生长; 3)结晶器内的钢水——渣相——坯壳——铜壁之间的相互作用,对铸坯表面质量有决定性影响。上述第1)个作用决定了连铸机的生产率;2)、 3)作用决定了铸坯表面质量。 2、结晶器的性能 1)有较好的导热性能,能迅速形成足够厚度的初生坯壳; 2)有良好的结构刚度和结构工艺性,便于加工制造,易于拆装和调整; 3)有较好的耐磨性及较高的热疲劳性; 4)重量轻、以便在振动时有较小的惯性力。 3、结晶器的分类 按连铸机型式不同,结晶器可分为直形和弧形两大类。 1)直型结晶器。直形结晶器的内壁沿坯壳移动方向呈垂直形,因此导热性能良好,坯壳冷却均匀。该类型结晶器还有利于提高坯壳的质量和拉 坯速度、结构较简单、易于制造、安装和调试方便;夹杂物分布均匀;但铸坯易产生弯曲裂纹,连铸机的高度和投资增加。直形结晶器用于立式和立弯式及直弧连铸机。 2)弧形结晶器。弧形结晶器的内壁沿坯壳移动方向呈圆弧形,因此铸坯不易产生弯曲裂纹;但导热性比直形结晶器差;夹杂物分布不均,偏向坯壳内弧侧。弧形结晶器用在全弧形和椭圆形连铸机上。 按铸坯规格和形状来分,有小方坯、大方坯、板坯和异性坯结晶器。按结晶器结构可分为管式、整体式和组合式三种。 连铸结晶器:就是一个钢水制冷成型设备。其由框架,结晶器冷却背板或水箱和铜板,调整系统(调整装置,减速机等);润滑系统(油管油路),冷却系统和喷淋等设备组成。 连铸结晶器需要和连铸结晶器保护材料(渣)一同使用。 保护材料用途:1.确保连铸工艺顺行;2.改善铸坯表面质量。 连铸结晶器钢水流动控制技术 1、连铸板坯的表面和内部缺陷与结晶器内钢液的流动状态密切相关。伴随着连铸机拉速的提高,结晶器内液面波动加剧,容易产生卷渣,造成铸坯质量恶化。采用结晶器钢水流动控制技术可以改善结晶器内流场形态,抑制出料速度以平稳液面,促进夹杂物上浮。用于板坯结晶器的电磁制动(EMBr)、电磁流动控制(FC结晶器)和多模式电磁搅拌(即EMLA,EMLS、EMRS,统称MM-EMS)是结晶器钢水流动控制技术的典型代表。 2、电磁制动器通过对结晶器施加一个与铸流方向垂直的静态磁场而对流动的钢液进行制动。钢流由于电磁感应而产生感应电压,因此在钢液中产生感应电流,这些电流由于受到静态磁场的作用而产生一个与钢水运动方向相反的制动力。钢液的流速越快,制动力也越大。电磁制动器具有一个单一的、覆盖整个板坯宽度的静态磁场。电磁制动技术可抑制水口射流速度,减缓沿凝固壳向下流动,促进夹杂物和气泡上浮。
结晶器 结晶器是承接从中间罐注入的钢水并使之按规定断面形状凝固成坚固坯壳的连续铸钢设备。它是连铸机最关键的部件,其结构、材质和性能参数对铸坯质量和铸机生产能力起着决定性作用。 结晶器一种槽形容器,器壁设有夹套或器内装有蛇管,用以加热或冷却槽内溶液。结晶槽可用作蒸发结晶器或冷却结晶器。为提高晶体生产强度,可在槽内增设搅拌器。结晶槽可用于连续操作或间歇操作。间歇操作得到的晶体较大,但晶体易连成晶簇,夹带母液,影响产品纯度。这种结晶器结构简单,生产强度较低,适用于小批量产品(如化学试剂和生化试剂等)的生产。 按拉坯方向上断面内壁的线型分结晶器的型式有弧形和直形两种;按其总体结构,不论弧形或直形均有套管式和组合式两种。 套管式 内壁铜管、内外水套组成的冷却水套和足辊是它的主要构件。直形或弧形的铜管外面由冷却水套、法兰和密封元件等组成供水、供油系统。为了保证铸坯有规整的外形尺寸,在结晶器底部安装了2~3组足辊,以利于提高拉速和防止铸坯脱方。 组合式
由宽面及窄面4块复合壁板及外框架组成。多用于板坯连铸、大断面方坯连铸及异型坯连铸。组合结晶器的每块复合壁板又由用螺柱联结的内壁铜板(外侧面铣有冷却水沟)和外壁钢制水箱组成。内壁铜板和外壁间构成冷却水缝,以通水冷却。4块复合壁之间用夹紧机构压紧。为了实现结晶器在线调宽以及形成所要求的倒锥度,在结晶器的窄面壁板的上、下部分别装有4组调整装置。当组装好的结晶器及外框架放到振动台架上时,所有进、出水管自行接通。为了更好地保护结晶器的下口、防止过早过快产生大的磨损,紧挨着结晶器下口装有足辊或保护栅板。足辊或保护栅板与结晶器一起振动。结晶器与二冷第一段(直线段或扇形段)通过振动框架直接对中,便于结晶器与二冷第一段的准确定位。二者形成一个整体,可快速吊运。 常见类型 强制循环型 一种晶浆循环式连续结晶器(图1)。操作时,料液自循环管下部加入,与离开结晶室底部的晶浆混合后,由泵送往加热室。晶浆在加
常规板坯连铸机结晶器技术 结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。 板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器浇多流铸坯的插装式结构。 ?结晶器主要参数的确定? 1 结晶器长度H ?结晶器长度主要根据结晶器出口的坯壳最小厚度确定。若坯壳过薄,铸坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。结晶器长度也可按下式进行核算:??H=(δ/K)2Vc+S1+S2 (mm)??式中δ——结晶器出口处坯壳的最小厚度,mm ?K——凝固系数,一般取K=18~22 mm/min0.5 ? Vc——拉速,mm/min S1——结晶器铜板顶面至液面的距离,多取S1=100 mm??S2——安全余量,S=50~100 mm??对常规板坯连铸机可参考下述经验:??当浇铸速度 ≤2.0m/min时,结晶器长度可采用900~950mm。??当浇铸速度2.0~3.0m/min 时,结晶器长度可采用950~1100mm。 当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。?? 2 结晶器铜板厚度h??铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。研究表明,拉速高,铜板应随之减薄;反之,拉速低,铜板应随之增厚。在考虑上述诸多因素后,铜板的厚度可由下式确定:? h=hm+Δm+δm (mm)? 式中hm——铜板冷却水槽深度,mm Δm——铜板加工余量,一般取Δm=10~15mm? δm——铜板最终的有效厚度,一般取δm=10mm? 3 结晶器内腔最大宽度Amax? Amax=1.025×Bmax (mm)? 式中Bmax——板坯最大名义宽度,mm 4 宽边铜板最大宽度Cumax
第三章材料的凝固 物质由液态转变为固态的过程称为凝固。物质由液态转变为晶态的过程称为结晶。 物质由一个相转变为另一个相的过程称为相变。因而结晶过程是相变过程。 3.1 纯金属的结晶 一.结晶的热力学条件 结晶的驱动力是实际结晶温度(T 1)下晶体与液体的自由能差ΔGV。而 理论结晶温度(T 0)与实际结晶温度(T 1)的差值称作过冷度(ΔT),即ΔT= T 0 -T 1。 过冷度大小与冷却速度有关,冷速越大,过冷度越大。 液体和晶体的自由能-温度曲线 纯金属的冷却曲线 二、纯金属的结晶过程 1、结晶的基本过程 结晶由晶核的形成和晶核的长大两个基本过程组成. 液态金属中存在着原子排列规则的小原子团,它们时聚时散,称为晶坯。在T 0以下, 经一段时间后(即孕育期), 一些大尺寸的晶坯将会长大,称为晶核。 晶核形成后便向各方向生长,同时又有新的晶核产生。晶核不断形成,不断长大,直到液体完全消失。每个晶核最终长成一个晶粒,两晶粒接触后形成晶界。 气体、液体、晶体的结构 纯金属结晶过程示意图 气体晶体 液体 2、晶核的形成方式 形核有两种方式,即均匀形核和非均匀形核。 由液体中排列规则的原子团形成晶核称均匀形核。 以液体中存在的固态杂质为核心形核称非均匀形核。非均匀形核更为普遍。 3、晶核的长大方式 晶核的长大方式有两种,即均匀长大和树枝状长大。实际金属结晶主要以树枝状长大。 6 三、凝固组织及其控制 1、晶粒度 表示晶粒大小的尺度叫晶粒度。可用晶粒的平均面积或平均直径表示。 工业生产上采用晶粒度等级来表示晶粒大小。 z 标准晶粒度共分八级,一级最粗,八级最细。通过100倍显微镜下的晶粒大小与标准图对照来评级。 z (一)结晶后的晶粒大小及其控制
小方坯结晶器润滑油的使用及管理办法 一、目的 规范小方坯结晶器油的使用方法及使用量,保证结晶器良好的润滑效果,防止因润滑油使用不当造成铸坯表面缺陷,提高铸坯轧制合格率。 二、适用范围 连铸车间技术质量科 三、管理办法 1.润滑剂的选择 1.1润滑剂的选择上至少要选择具有如下特性: (1)燃烧完全,在到达钢液面之前既不燃烧也不蒸发。 (2)燃烧时不产生大量烟气。 (3)闪点高。 (4)产生的气体含量要少,以免妨碍界面传热。 (5)易粘附在铸坯表面,保证良好的润滑。 1.2结晶器润滑油的理化指标要求: 合成矿物油特性表
2.结晶器润滑油的管理及使用 2.1.供油方式:采用高位油箱总体供油,120铸机结晶器采用单油管供油方式,150铸机采用双油管供油方式。 2.2.结晶器油量控制:油量的具体控制由工机长调节,原则上以结晶器内不产生大量黑烟、不爆火花为准,要求浇注过程能够看清结晶器钢液面,铜管不发亮。理论耗油量0.2kg/吨钢~0.25kg/吨。 2.3.使用过程单油管放置于结晶器内弧1/2处,双油管分别置于内弧双侧角部,油管要规范放置于指定位置,润滑油不得外撒,油管放置一定要保证润滑油能够沿结晶器铜壁垂直下渗,不得直接撒入结晶器液面。 2.4.高位油桶要每月检查一次,保证油桶封闭严密,防止粉尘及金属粒子混入油液影响润滑性能。机动科每月统计一次使用油量,每月排污一次,对异常情况及时与技术科联系并及时得以解决。供油设备出现故障连铸要及时联系机动科进行处理,不得影响正常浇注和铸坯质量。 2.5.每批新到结晶器油或更换不同厂家结晶器油时,机动科须先对该油的重要理化指标进行测量确认,并将该检测数据报至技术科存案记录。 2.6保管 四、考核制度 4.1因供油设备故障未及时联系处理或未及时处理影响浇注和铸坯质量的考核连
连铸板坯结晶器温度分布的研究崔立新张家泉陈志平 北京科技大学冶金学院炼钢所 宝钢集团上海梅山有限公司
连铸板坯结晶器温度分布的研究 The Research for the Distribution of Temperature in the Mould of the Slab Continuous Caster 崔立新1 张家泉1陈志平2 (1- 北京科技大学冶金学院炼钢所; 2-宝钢集团上海梅山有限公司) 摘要:本研究利用MSC.Marc软件建立了连铸结晶器内热状态有限元分析模型,从物理 现象的本质特征出发,掌握了结晶器铜板的温度分布。利用工厂实测数据对模型进行了验证。讨论了拉速、冷却水流速、铜板厚度对铜板温度分布的影响,进而准确实施漏钢预报 并得到提高结晶器寿命的措施。 关键词:板坯连铸结晶器温度场 MSC.Marc Abstract: Using MSC. Marc software, this paper studied and established the casting thermal field FEM analysis model in mould, from the essential feature of physical phenomenon modeling the temperature field of the copper mould wall. Qualitative agreement was found between model and operating temperature data.The effect of following variables on mould temperature distribution was studied:speed,water velocity and wall thickness in order to gain accurate enforcement leaks steel forecast, and get the measure that raises mould life. Key words: s lab continuous casting;mould;temperature field; MSC.Marc l前言 结晶器是连铸机的“心脏”,钢水在结晶器的凝固实质上是把钢水热量通过铜板传给 冷却水的过程,铜板的传热状况对铸机产量和铸坯质量有重要影响。板坯结晶器是由两块 宽面铜板和两块窄面铜板组合而成所需浇铸的断面。 结晶器铜板的温度分布对于热量传递,提供坯壳与铜板接触状态的信息,渣膜润滑层 的形成以及铜板寿命都有十分重要的影响。为了解铜板的温度分布,通常是在铜板厚度方 向的不同高度处设置热电偶,测定拉坯过程中铜板温度变化。板坯结晶器铜板中有水槽和 螺钉,传热状态较复杂,可用数值计算方法模拟铜板的温度分布来开展研究工作。
摘要 结晶器是连铸机的心脏部件。它的主要作用就是对结晶器中的钢水提供快速而且均匀的冷却环境,促使坯壳的快速均匀生长,以形成质量良好的坯壳,保证连铸过程正常而稳定的进行。在浇注钢水时,若结晶器静止不动,坯壳容易与结晶器内壁产生粘结,这就增大了拉坯时的阻力,导致出现坯壳“拉不动”或者钢水被拉漏事故发生,很难进行浇注。而当结晶器以一定的规律振动时,这就能使其内壁获得比较良好的润滑条件,从而减少了摩擦阻力又能防止钢水和结晶器内壁的粘结,同时还可以改善铸坯的表面质量,因此结晶器振动装置具有重要的作用。 本文通过对连铸发展历史,以及结晶器振动技术的发展和结晶器振动方式的改进进行了阐述,提出了电液伺服装置驱动,并对其振动规律及工作原理做出了分析。然后绘制了机械简图,并对其工艺参数和运动参数进行了分析计算,最终完成了本次设计。 本文主要的设计内容包括: 1.结晶器振动正弦参数的确定 通过负滑脱量、频率和周期、结晶器运动的速度和加速度以及负滑脱时间的计算,来确定铸坯的工艺参数。 2.结晶器振动装置机械计算 设计校核了双摇杆机构的主要部分,并根据经验推出机架结构。 3.结晶器振动装置伺服系统的设计计算 由系统所需动力选择恰当的液压缸及液压泵。并对系统的辅助原件进行了计算和选择,同时提出了同步回路电液伺服系统。 4.结晶器振动装置的三维设计 关键词:连铸;结晶器;振动装置;振动规律;电液伺服装置
Abstract The mould is the heart part of continuous casting machine. Its main role is to mould the steel in providing rapid and uniform cooling environment, promote the rapid and uniform shell growth, to form a good quality of billet shell, guarantee the normal and stable for continuous casting process. In pouring molten steel in crystallizer, motionless, shell and the mold wall to produce a cohesive, which increases the casting the resistance, led to the emergence of billet shell" sticks" or molten steel is breakout occurs, it is difficult to cast. When the mould in regular vibration, which can make the inner wall is obtained in comparison with good lubrication condition, thereby reducing the friction resistance and can prevent the molten steel and the inner wall of the crystallizer is bonded, but also can improve the surface quality of billet crystallizer vibration device, therefore has an important role. Based on the history and development of continuous casting crystallizer vibration technique, development and improvement of crystallizer vibration mode undertook elaborating, put forward to the electro-hydraulic servo device driver, and the vibration regularity and working principle are analyzed. Then draw the mechanical model, and the process parameters and motion parameters are analyzed and calculated, the final completion of the design. The main design content includes: 1.crystallizer vibration sinusoidal parameters Through the negative slip quantity, frequency and cycle, mold movement velocity and acceleration and negative strip time calculation, to determine the process parameters of casting billet. 2.The device of vibration of crystallizer mechanical calculation Design of the double rocker mechanism the main part, and according to the experience introduction of frame structure. 3.The device of vibration of crystallizer of servo system design By the system the power required by the proper selection of hydraulic cylinder and hydraulic pump. And the system of auxiliary components were calculated and selected, simultaneously proposed synchronous electro-hydraulic servo system. 4.dimensional design of crystallizer vibration device