IIT E10Q3 5LIB material market
- 格式:pdf
- 大小:922.52 KB
- 文档页数:23
Table of Contents1. About (2)About Product (2)System Requirements: (3)2. Installation (3)Step 1: Unzip Package (3)Step 2: Install (3)Step 3: Upgrade (4)Step 4: Deloy (4)Step 5: Clean cache (4)3. How to use this extension? (5)Configuration in back-end (5)Store Locations Management (9)✓Add New Store Location (9)✓Delete Store Location (15)Schedules Management (15)✓Add New Schedule (15)✓Delete Schedule (19)Overview extension in front-end (19)4. Uninstall (21)✓Step1: (21)✓Step 2: Uninstall (22)5. Support and Contact Information (24)Support (24)Contact Information (25)Copyright© 2011-20171.A boutAbout Product:Author Netbase TeamVisit us Store Locator Extension For Magento 2Change log Click to viewVideoSupport @Support Service; @CMSMart ForumLicense OSL-3.0You are a shop owner, you have a powerful website and a chain of offline stores but your customers hardly find your local stores, then you lose a huge of customers. Store Locator Extension for Magento 2 is an effective solution that you must integrate into your site to resolve this problem. It shows all store locations, show each store's info including images,open/close time, store description... and allow your customer search for closest stores by distance, zip code, state etc.Copyright© 2011-2017System Requirements:* Operating System:- Linux as RedHat Enterprise Linux (RHEL), CentOS, Ubuntu, Debian, v..v - Composer (the last version)- Apache 2.2 or > Apache 2.2- PHP 5.6.x; 5.5.x - where x is 22 or greater; 7.0.2, 7.0.6 up to but not including 7.1, except for 7.0.5* PHP extensions requirement:- PDO/MySQL- Mbstring- Mcrypt- Mhash- Simplexml- Curl - gd2, ImageMagick 6.3.7 (or later) or both- Soap* My SQL:- MySQL 5.6.x- Mail Transfer Agent (MTA) or SMTP server2.I nstallationThere are 5 steps to install this extension:Step 1: Unzip Package∙Unzip file from your folder. It includes:∙Continue to unzip. It includes:Step 2: Install∙Coppy folder into your root magento folderCopyright© 2011-2017Step 3: Upgrade∙Go to your root magento folder -> bin by Commandline∙From command window, you write: php magentosetup:upgradeStep 4: Deloy∙Go to your root magento folder -> bin by Commandline∙From command window, you write: php magento setup:static-content:deployStep 5: Clean cache∙In admin panel, go to System -> Cache ManagementCopyright© 2011-2017Copyright © 2011-2017∙ In Mass Action, choose “Select All ” -> Click on button3. H ow to use this extension?Configuration in back-end∙ In admin panel, click onSTORE LOCATOR -> SettingsCopyright© 2011-2017Locator View Setting Copyright© 2011-2017Copyright © 2011-2017∙ Enable Locator On Frontend: Turn on/ Turn off module.∙ Latitude of Center Default: fill on the default latitude for map. ∙ Longitude of Center Default: fill on the default longitude for map.∙ Zoom Default Level: fill in value of zoom default level for map. ∙Distance Unit: Select a default distance unit (Miles/Kilometers). ∙ Remembering after each change.Service API∙Google Map API Key:fill in Google map api. To get a Google map api key, you follow link below:https:///maps/documentation/javascript/get-api-key∙Enable Comment By Facebook: Choose Yes to enable Facebook comment for your stores.∙Remembering after each change.Store Locations ManagementIn admin panel, go to STORE LOCATOR -> Manage Store Locations ✓Add New Store Location∙Step 1: In Manage Store Location, click onCopyright© 2011-2017Copyright © 2011-2017Step 2: Add New Store Location - In TabGoogle Map LocationCopyright© 2011-2017+ Address: specific a exact address that will be displayed on front-end.+ Country: select country for this store location.+ State/Province: fill in state/province of store location.+ City: fill in city of store location.+ Zip Code: fill in zip code.+ The exact location coordinates can be defined automatically after you fill location address in box “Enter a location”.- In Tab Store InformationCopyright© 2011-2017Copyright© 2011-2017+ Store Name: fill in store location name.+Identifier: fill in identifier. Please enter a valid XML-identifier (Ex: something_1, block5, id-4).+ Status: You can enable/disable the location display on the map.+ Select schedule: select schedule for this store location. To create a schedule, you can view guide “Add New Schedule” below.”+ Store Link: fill in store link for this location.+ Store Image: Upload an image for each store that will be displayed on the frontend map.+ Store Order: fill in sort order that is display in the store list in the left sidebar.+ Description: Specify additional description for this store location.-In tab Contact Information:+ Fill in Email, Phone Number and Fax Number of this store location. Copyright© 2011-2017∙Step 3: Rememberingafter adding location.✓Delete Store Location∙In manage store locations page, you tick to select the store locations you want to delete -> select “Delete” in ActionSchedules ManagementIn admin panel, go to STORE LOCATOR -> Manage Schedules ✓Add New Schedule∙Step 1: In manage schedule page, click onCopyright© 2011-2017Step 2: Add new schedule-In tab General Information : Copyright© 2011-2017+ Schedule Name: fill in schedule name for each store location.+ Status: enable/disable schedule on the front-end.- In Tab Schedule Content:Copyright© 2011-2017Copyright© 2011-2017Copyright © 2011-2017+ You select open/close time for each day. ∙Step 3: Rememberingafter adding schedule.✓ Delete Schedule∙ In manage schedules page, tick to select schedules you want to delete -> select “Delete” in Action✓Setail Store Locator page Copyright© 2011-20174.U ninstallStep1:In admin panel, go to Store →Configuration Copyright© 2011-2017Step 2: UninstallIn Configuration window, click on ADVANCED -> select AdvancedCopyright© 2011-2017Select Disable in Netbaseteam_Locator Copyright© 2011-2017Click on5.S upport and Contact InformationSupportOur Magento team is dedicated to providing customers with the best Quality, Value and Services. We would love to hear from you. For feedback about our products, please feel free to contact us at:@Support ServiceCheck out our Forum for updates and news.@CMSMart ForumCopyright© 2011-2017Contact InformationCheck out our Facebook page! Regional news and specially selected products are featured daily.@CMSMart on FacebookYou can also follow us on Twitter!@CMSMart on TwitterIf you have any question, don’t hesitate to contact us:Administration department: *****************Sales department: *****************Copyright© 2011-2017。
Silicon Labs OpenThread SDK 2.3.0.0 GA Gecko SDK Suite 4.3June 7, 2023Thread is a secure, reliable, scalable, and upgradeable wireless IPv6 mesh networking Array protocol. It provides low-cost bridging to other IP networks while optimized for low-power /battery-backed operation. The Thread stack is designed specifically for Connected Homeapplications where IP-based networking is desired and a variety of application layers maybe required.OpenThread released by Google is an open-source implementation of Thread. Googlehas released OpenThread in order to accelerate the development of products for the con-nected home and commercial buildings. With a narrow platform abstraction layer and asmall memory footprint, OpenThread is highly portable. It supports system-on-chip (SoC),network co-processor (NCP), and radio co-processor (RCP) designs.Silicon Labs has developed an OpenThread-based SDK tailored to work with Silicon Labshardware. The Silicon Labs OpenThread SDK is a fully tested enhanced version of theGitHub source. It supports a broader range of hardware than does the GitHub version,and includes documentation and example applications not available on GitHub.These release notes cover SDK version(s):2.3.0.0 GA released on June 7, 2023Compatibility and Use NoticesFor information about security updates and notices, see the Security chapter of the Gecko Platform Release notes installed with this SDK or on the TECH DOCS tab on https:///developers/thread . Silicon Labs also strongly recommends that you subscribe to Security Advisories for up-to-date information. For instructions, or if you are new to the Silicon Labs OpenThread SDK, see Using This Release.Compatible Compilers:GCC (The GNU Compiler Collection) version 10.3-2021.10, provided with Simplicity Studio.Contents1New Items (1)1.1New Components (1)1.2New Features (1)1.3New Radio Board Support (1)2Improvements (2)3Fixed Issues (3)4Known Issues in the Current Release (4)5Deprecated Items (5)6Removed Items (6)7Multiprotocol Gateway and RCP (7)7.1New Items (7)7.2Improvements (7)7.3Fixed Issues (7)7.4Known Issues in the Current Release (8)7.5Deprecated Items (8)7.6Removed Items (8)8Using This Release (9)8.1Installation and Use (9)8.2OpenThread GitHub Repository (9)8.3OpenThread Border Router GitHub Repository (9)8.4Using the Border Router (9)8.5NCP/RCP Support (10)8.6Security Information (10)8.7Support (11)New Items 1 New Items1.1 New ComponentsNone1.2 New FeaturesAdded in release 2.3.0.0•The versions of OpenThread and the OpenThread Border Router have been updated. See sections 8.2 and 8.3.•Thread 1.3.1 (experimental)o IPv4/v6 public internet connectivity: NAT64 improvements, optimization of published routes and prefixes in network data o DNS enhancements for OTBRo Thread over Infrastructure (TREL)•Network Diagnostics Improvements (experimental)o Child supervision by parento Additional link quality information in child tableo Uptime for routers•Support for the ot-cli sample application with CPC on Android Hosto The ot-cli sample application can now be used with CPC on an Android host. To build, download the Android NDK toolchain, define the environment variable "NDK" to point to the toolchain, and run the script/cmake-build-android script instead of script/cmake-build.1.3 New Radio Board SupportAdded in release 2.3.0.0Support has been added for the following radio boards:•BRD4196B - EFR32xG21B•BRD2704A - Sparkfun Thing Plus MGM240PImprovements 2 ImprovementsChanged in release 2.3.0.0•Support for “diag cw” and “diag stream”o diag cw start - Start transmitting continuous carrier waveo diag cw stop - Stop transmitting continuous carrier waveo diag stream start - Start transmitting a stream of characters.o diag stream stop - Stop transmitting a stream of characters.•Bootloader support for sample applicationso The bootloader_interface component has been added to the Thread sample apps. The component introduces support for bootloaders and also results in the creation of GBL files when building.•Reduction to code size of Certified OpenThread Librarieso The pre-built certification libraries no longer include JOINER functionality.Fixed Issues 3 Fixed IssuesFixed in release 2.3.0.01023725 Fixed an issue where detached MTDs on the Thread network hit an assert while re-attaching to the OTBR after the OTBR is rebooted.1079667 Fixed an issue where devices can no longer communicate after reporting transient out-of-buffers condition.1084368 Fixed failing HomeKit HCA test when using board 4186c and the DMP application.1095059 Added openthread 'diag stream' and 'diag cw' CLI commands. See Improvements section for additional details.1113046 Radio PAL now maintains max channel power table.1126570 Addressed a memory leak associated with PSA keys which occurs when otInstanceFinalise() is called without power cycling.1133240 Fixed a bug in setting link parameters in the meshcop forwarding layer.1139318 Request to Reduce Codesize of Certified OpenThread Library. See Improvements section for additional details. 1139449 Fixed an issue where devices stopped receiving during Tx storm.1142231 Radio SPINEL no longer asserts when no entries are available in source match table.Known Issues in the Current Release 4 Known Issues in the Current ReleaseIssues in bold were added since the previous release. If you have missed a release, recent release notes are available on https:///developers/thread in the Tech Docs tab.482915 495241 A known limitation with the UART driver can causecharacters to be lost on CLI input or output. This canhappen during particularly long critical sections thatmay disable interrupts, so it can be alleviated byrepeating the CLI or waiting long enough for statechanges.No known workaround754514 Double ping reply observed for OTBR ALOC address. No known workaround815275 Ability to modify the Radio CCA Modes at compile-time using a configuration option in Simplicity Studio is cur-rently not supported. Use the SL_OPENTHREAD_RADIO_CCA_MODE configuration option defined in openthread-core-efr32-config.h header file included with your project.1041112 OTBR / EFR32 RCP can miss forwarding packets froma CSL child if it configures an alternate channel for CSLcommunication.Due to this issue, OTBRs based on GSDK 4.2.0.0 arenot expected to pass Thread 1.2 certification unless thecustomer use cases demand a waiver to exclude alltests that require changing the primary channel. Avoid configuring alternate CSL channels until this issue is addressed.1094232 Intermittently, ot-ctl terminates after a factoryresetwhen using a CPCd connection.No known workaround1064242 OpenThread prefix commands sometimes fail to addprefix for OTBR over CPC.No known workaround1117447 Outgoing key index can be set to 0 under unknowncircumstances.No known workaround1132004 RCP can become unresponsive when receiving excessive beacon requests. This issue was seen with 3 devices sending beacons requests every 30 ms. Workaround is to reduce the number of beacon requesters and/or increase time between the requests.1143008 The OTBR can sometimes fail to transmit a CSL packet with the error "Handle transmit done failed:Abort". This could happen ifOPENTHREAD_CONFIG_MAC_CSL_REQUEST_AHEAD_US is set to low. SetOPENTHREAD_CONFIG_MAC_CSL_REQUEST_AHEAD_US to 5000.For the OTBR, you can either:1. Modify the value ofOPENTHREAD_CONFIG_MAC_CSL_REQUEST_AHEAD_US in ot-br-posix/third_party/openthread/repo/src/core/config/mac.hor2. Pass the value during setup as follows:sudo OTBR_OPTIONS="-DCMAKE_CXX_FLAGS='-DOPENTHREAD_CONFIG_MAC_CSL_REQUEST_AHEAD_ US=5000'" ./script/setup1148720 Intermittently, SED current draw is too high. No known workaroundDeprecated Items 5 Deprecated ItemsNone.Removed Items 6 Removed ItemsRemoved in release 2.3.0.0•The ot-remote-cli component has been removed. There is no replacement for this component because the functionality provided by the component is no longer required.•The Silicon Labs HomeKit extension is no longer included with this release.7 Multiprotocol Gateway and RCP7.1 New ItemsAdded in release 2.3.0.0Added a new application z3-light_ot-ftd_soc that demonstrates Zigbee and OpenThread Concurrent Multiprotocol functionality. It features a router on the Zigbee side and a Full Thread Device (FTD) on the OpenThread side. See the project description or app/framework/sce-narios/z3/z3-light_ot-ftd_soc/readme.html for details.First GA-quality release of CPC GPIO Expander module. The Co-Processor Communication (CPC) General Purpose Input/Output (GPIO) Expander is a software component designed to enable a Host device to utilize a Secondary device's GPIOs as if they were its own. With the CPC GPIO Expander, the Host device can seamlessly integrate with the Secondary device and make use of its GPIO capabilities. See https:///SiliconLabs/cpc-gpio-expander/README.md for documentation.Added antenna diversity and coex EZSP command support to Zigbeed.Added better assert reporting to Zigbeed.Added bt_host_empty application (option: -B for the run.sh script) to the multiprotocol docker container.Zigbeed now includes an implementation of emberGetRestoredEui64() which loads the CREATOR_STACK_RESTORED_EUI64 token from the host_token.nvm file.The multiprotocol container now sets the size of syslog to 100 MB by default. Users are able to change the size by modifying the "/etc/logrotate.d/rsyslog" and "/etc/rsyslog.d/50-default.conf" files and restarting the rsyslog service inside the container.7.2 ImprovementsChanged in release 2.3.0.0Reduced CPC Tx and Rx queue sizes to fit the DMP NCP on the MG13 family.Configured options on the multiprotocol RCP projects to provide ~3.3k in RAM savings, particularly for the MG1 part. This was accom-plished by•Reducing•The number of user CPC endpoints to 0•Tx CPC queue size to 15 from 20•Rx buffer count to 15•Disabling OpenThread RTT logsFor further savings, customers can look into reducing the Tx and Rx queue sizes further. Note that the downside to this change would be a reduction in message throughput due to added retries. Also, customers can look into reducing the NVM cache size based on need. As a last resort, customers may also choose to disable CPC security on both the RCP and the host. We do not recommend the last option.Changed zigbee_ble_event_handler to print scan responses from legacy advertisements in the DMPLight(Sed) app.The rcp-xxx-802154 apps now by default support 192 µsec turnaround time for non-enhanced acks while still using 256 µsec turnaround time for enhanced acks required by CSL.7.3 Fixed IssuesFixed in release 2.3.0.01078323 Resolved issue where Z3GatewayCPC asserts when there is a communication failure with the NCP during address table initialization. We will now try to reconnect to the NCP upon failure.1080517 Z3GatewayCPC now automatically handles a reset of the NCP (CPC secondary).1117789 Fixed an issue where modifying OPENTHREAD_CONFIG_PLATFORM_RADIO_SPINEL_RX_FRAME_BUFFER_SIZE caused a linker error when building Zigbeed.1118077 In the CMP RCP, Spinel messages were being dropped under heavy traffic load due to CPC not keeping up with the incoming packets. Fixed this by bundling all Spinel messages ready to be sent over CPC into one payload on the RCP and unbundling them on the host. This dramatically improves the efficiency of CPC so that it can keep up with the incoming radio traffic.1129821 Fixed null pointer dereference in Zigbeed in an out-of-buffer scenario while receiving packets.1139990 Fixed an assert in the OpenThread Spinel code that could be triggered when joining many Zigbee devices simultaneously.1144268 Fixed an issue where excessive radio traffic can cause the Zigbee-BLE NCP to get into a state where it continually executes the NCP and CPC initialization.1147517 Fixed an issue with Z3GatewayCPC on startup that could cause the reset handling of the secondary to not work correctly.7.4 Known Issues in the Current ReleaseIssues in bold were added since the previous release. If you have missed a release, recent release notes are available on https:///developers/gecko-software-development-kit.811732 Custom token support is not available when using Zigbeed. Support is planned in a future release.937562 Bluetoothctl ‘advertise on’ command fails with rcp-uart-802154-blehci app on Raspberry Pi OS 11.Use btmgmt app instead of bluetoothctl.1074205 The CMP RCP does not support two networks on the same PAN id. Use different PAN ids for each network. Support is planned in a future release.1122723 In a busy environment the CLI can become unresponsive in the z3-light_ot-ftd_soc app. This app is released as experimental quality and the issue will be fixed in a future release.1124140 z3-light_ot-ftd_soc sample app is not able to form theZigbee network if the OT network is up already.Start the Zigbee network first and the OT network after.1129032 Experimental concurrent listening feature on xG24 de-vices is disabled in this release.Support is planned in a future release.1143857 Antenna Diversity is not available on the CMP RCP forxG21 and xG24 parts, since the antenna diversityhardware is used for concurrent listening.Intended behavior.7.5 Deprecated Items None7.6 Removed Items None8 Using This ReleaseThis release contains the following•Silicon Labs OpenThread stack•Silicon Labs OpenThread sample applications•Silicon Labs OpenThread border routerFor more information about the OpenThread SDK see QSG170: Silicon Labs OpenThread QuickStart Guide. If you are new to Thread see UG103.11: Thread Fundamentals.8.1 Installation and UseThe OpenThread SDK is part of the Gecko SDK (GSDK), the suite of Silicon Labs SDKs. To quickly get started with OpenThread and the GSDK, start by installing Simplicity Studio 5, which will set up your development environment and walk you through GSDK installation. Simplicity Studio 5 includes everything needed for IoT product development with Silicon Labs devices, including a resource and project launcher, software configuration tools, full IDE with GNU toolchain, and analysis tools. Installation instructions are provided in the online Simplicity Studio 5 User’s Guide.Alternatively, Gecko SDK may be installed manually by downloading or cloning the latest from GitHub. See https:///Sili-conLabs/gecko_sdk for more information.The GSDK default installation location has changed beginning with Simplicity Studio 5.3.•Windows: C:\Users\<NAME>\SimplicityStudio\SDKs\gecko_sdk•MacOS: /Users/<NAME>/SimplicityStudio/SDKs/gecko_sdkDocumentation specific to the SDK version is installed with the SDK. API references and other information about this release are available on https:///openthread/2.1/.8.2 OpenThread GitHub RepositoryThe Silicon Labs OpenThread SDK includes all changes from the OpenThread GitHub repo (https:///openthread/openthread) up to and including commit dae3ff2c5. An enhanced version of the OpenThread repo can be found in the following Simplicity Studio 5 GSDK location:<GSDK Installation Location>\util\third_party\openthread8.3 OpenThread Border Router GitHub RepositoryThe Silicon Labs OpenThread SDK includes all changes from the OpenThread border router GitHub repo (https:///openthread/ot-br-posix) up to and including commit de7cd7b20. An enhanced version of the OpenThread border router repo can be found in the following Simplicity Studio 5 GSDK location:<GSDK Installation Location>\util\third_party\ot-br-posix8.4 Using the Border RouterFor ease of use, Silicon Labs recommends the use of a Docker container for your OpenThread border router. Refer to AN1256: Using the Silicon Labs RCP with the OpenThread Border Router for details on how to set up the correct version of OpenThread border router Docker container. It is available at https:///r/siliconlabsinc/openthread-border-router.If you are manually installing a border router, using the copies provided with the Silicon Labs OpenThread SDK, refer to AN1256: Using the Silicon Labs RCP with the OpenThread Border Router for more details.Although updating the border router environment to a later GitHub version is supported on the OpenThread website, it may make the border router incompatible with the OpenThread RCP stack in the SDK.8.5 NCP/RCP SupportThe OpenThread NCP support is included with OpenThread SDK but any use of this support should be considered experimental. The OpenThread RCP is fully implemented and supported.8.6 Security InformationSecure Vault IntegrationWhen deployed to Secure Vault High devices, sensitive keys are protected using the Secure Vault Key Management functionality. The following table shows the protected keys and their storage protection characteristics.Thread Master Key Exportable Must be exportable to form the TLVsPSKc Exportable Must be exportable to form the TLVsKey Encryption Key Exportable Must be exportable to form the TLVsMLE Key Non-ExportableTemporary MLE Key Non-ExportableMAC Previous Key Non-ExportableMAC Current Key Non-ExportableMAC Next Key Non-ExportableWrapped keys that are marked as “Non-Exportable” can be used but cannot be viewed or shared at runtime.Wrapped keys that are marked as “Exportable” can be used or shared at runtime but remain encrypted while stored in flash.For more information on Secure Vault Key Management functionality, see AN1271: Secure Key Storage.Security AdvisoriesTo subscribe to Security Advisories, log in to the Silicon Labs customer portal, then select Account Home. Click HOME to go to the portal home page and then click the Manage Notifications tile. Make sure that ‘Software/Security Advisory Notices & Product Change Notices (PCNs)’ is checked, and that you are subscribed at minimum for your platform and protocol. Click Save to save any changes.8.7 SupportDevelopment Kit customers are eligible for training and technical support. Use the Silicon Laboratories Thread web page to obtain infor-mation about all Silicon Labs OpenThread products and services, and to sign up for product support.You can contact Silicon Laboratories support at /support.Silicon Laboratories Inc.400 West Cesar Chavez Austin, TX 78701USA IoT Portfolio /IoT SW/HW /simplicity Quality /quality Support & Community /communityDisclaimerSilicon Labs intends to provide customers with the latest, accurate, and in-depth documentation of all peripherals and modules available for system and software imple-menters using or intending to use the Silicon Labs products. Characterization data, available modules and peripherals, memory sizes and memory addresses refer to each specific device, and “Typical” parameters provided can and do vary in different applications. Application examples described herein are for illustrative purposes only. Silicon Labs reserves the right to make changes without further notice to the product information, specifications, and descriptions herein, and does not give warranties as to the accuracy or completeness of the included information. Without prior notification, Silicon Labs may update product firmware during the manufacturing process for security or reliability reasons. Such changes will not alter the specifications or the performance of the product. Silicon Labs shall have no liability for the consequences of use of the infor -mation supplied in this document. This document does not imply or expressly grant any license to design or fabricate any integrated circuits. The products are not designed or authorized to be used within any FDA Class III devices, applications for which FDA premarket approval is required or Life Support Systems without the specific written consent of Silicon Labs. A “Life Support System” is any product or system intended to support or sustain life and/or health, which, if it fails, can be reasonably expected to result in significant personal injury or death. Silicon Labs products are not designed or authorized for military applications. Silicon Labs products shall under no circumstances be used in weapons of mass destruction including (but not limited to) nuclear, biological or chemical weapons, or missiles capable of delivering such weapons. Silicon Labs disclaims all express and implied warranties and shall not be responsible or liable for any injuries or damages related to use of a Silicon Labs product in such unauthorized applications. Note: This content may contain offensive terminology that is now obsolete. Silicon Labs is replacing these terms with inclusive language wherever possible. For more information, visit /about-us/inclusive-lexicon-projectTrademark InformationSilicon Laboratories Inc.®, Silicon Laboratories ®, Silicon Labs ®, SiLabs ® and the Silicon Labs logo ®, Bluegiga ®, Bluegiga Logo ®, EFM ®, EFM32®, EFR, Ember ®, Energy Micro, Energy Micro logo and combinations thereof, “the world’s most energy friendly microcontrollers”, Redpine Signals ®, WiSeConnect , n-Link, ThreadArch ®, EZLink ®, EZRadio ®, EZRadioPRO ®, Gecko ®, Gecko OS, Gecko OS Studio, Precision32®, Simplicity Studio ®, Telegesis, the Telegesis Logo ®, USBXpress ® , Zentri, the Zentri logo and Zentri DMS, Z-Wave ®, and others are trademarks or registered trademarks of Silicon Labs. ARM, CORTEX, Cortex-M3 and THUMB are trademarks or registered trademarks of ARM Holdings. Keil is a registered trademark of ARM Limited. Wi-Fi is a registered trademark of the Wi-Fi Alliance. All other products or brand names mentioned herein are trademarks of their respective holders.。
SAP移动类型详细说明SAP移动类型详细说明101 Goods receipt for purchase order or order 101有关采购订单或生产订单的收货If the purchase order or order has not been assigned to an account, a stock type (unr estricted-use stock, stock in quality inspection, blocked stock) can be entered during goods receipt.如果采购订单或订单没有指定科目,其库存类型(非限制使用库存、质量检验库存、冻结库存)可以在收货的时候输入。
If the purchase order or order has been assigned to an account, the goods receipt is not posted to the warehouse, but to consumption.如果采购订单或订单已经存在科目分配,收货没有过帐到仓库库存中,而是过帐到消耗中(PS.如成本中心、固定资产、办公用品等)。
In the case of non-valuated materials, the goods receipt is posted to the warehouse, although the purchase order has not been assigned to an account.对于无评估物料的情况,收货时也会过帐到仓库中,尽管采购订单中没有分配科目。
Possible special stock indicators:相关的特殊库存标识:• K Goods receipt for purchase order to consignment stockK有关寄售库存采购订单的收货• O Goods receipt for purchase order to stock of material provided to vendorO有关委外加工库存采购订单的收货(分包)• E GR for purchase order or order to sales order stockE有关销售订单库存的收货• Q GR for purchase order or order to project stock.Q有关项目库存采购订单的收货Goods receipt for subcontract order: at goods receipt, the consumption of the compon ents is posted at the same time (see movement type543)有关分包订单的收货:在收货时,组件的消耗过账也会同时进行(参见移动类型543)(PS.委外加工后返回的物料,原先在库存中的状态为:分包,在101收货的同时,系统会自动作543的转储动作将物料从分包库存转储到非限制自有库存中)。
sap物料事务代码Material Mangement:MM01 - 创建物料主数据XK01 - 创建供应商主数据ME11 - 创建采购信息记录ME01 - 维护货源清单ME51N- 创建采购申请ME5A - 显示采购申请清单ME55 - 批准采购申请(批准组:YH)ME57 –分配并处理采购申请MB21 - 预留MB24 - 显示预留清单ME21N- 创建采购订单ME28 - 批准采购订单(批准组:YS)ME9F - 采购订单发送确认ME2L - 查询供应商的采购凭证ME31 - 创建采购协议MD03 - 手动 MRPMD04 - 库存需求清单(MD05 - MRP 清单)MRKO - 寄售结算MELB - 采购申请列表(需求跟踪号)ME41 - 创建询价单ME47 - 维护报价ME49 - 价格比较清单MI31 - 建立库存盘点凭证MI21 - 打印盘点凭证MI22 - 显示实际盘点凭证内容MI24 - 显示实际盘点凭证清单MI03 - 显示实际盘点清单MI04 - 根据盘点凭证输入库存计数MI20 - 库存差异清单MI07 - 库存差额总览记帐MI02 - 更改盘点凭证MB03 - 显示物料凭证ME2O - 查询供应商货源库存MB03 - 显示物料凭证MMBE - 库存总览MB5L - 查询库存价值余额清单MCBR - 库存批次分析MB5B - 查询每一天的库存MB58 - 查询客户代保管库存MB25 - 查询预留和发货情况- 物料凭证查询(可以按移动MB51MB5S - 查询采购订单的收货和发票差异MB51类型查询)ME2L - 确认采购单/转储单正确MCSJ - 信息结构 S911 采购信息查询(采购数量价值、收货数量价值、发票数量价值)MCBA - 核对库存数量金额MM04 - 显示物料改变MMSC - 集中创建库存地点MIGO_GR 根据单据收货:MB1C - 其它收货MB1A - 输入发货MB1B - 转储MB31 - 生产收货MB01 - 采购收货MBST - ME31L- 创建计划协议ME38 - 维护交货计划取消物料凭证MM60 - 商品清单ME9A - 消息输出MB04 - 分包合同事后调整MB52 - 显示现有的仓库物料库存MB90 - 来自货物移动的输出CO03 - 显示生产订单IW13 - 物料反查订单(清单)IW33 - 显示维修订单VA01 -创建销售订单VL01N - 参照销售订单创建外向交货单VL02N –修改外向交货单(拣配、发货过帐)VL09 –冲销销售的货物移动VF01 –出具销售发票VF04 –处理出具发票到期清单VF11 –取消出具销售发票Warehouse Mangement:LB01 Create Transfer Requirement 创建转储需求LB02 Change transferrequirement 修改转储需求LB03 Display Transfer Requirement 显示转储需求LB10 TRs for Storage Type 按仓储类型的转储请求LB11 TRs for Material 物料转储请求LB12 TRs and Posting Change for MLEat.Doc. 转储请求及物料凭证变更传送LB13 TRs for Requirement 按需求的转储请求LD10 Clear decentralized inventory diff. 清除分散的库存差异LD11 Clear differences for decentral.sys. 清除分散系统的差异LI01 Create System Inventory Record 创建系统库存记录LI02 Change System InventoryRecord 修改系统库存记录LI03 Display System Inventory Record 显示系统库存记录LI04 Print System Inventory Record 打印系统库存记录LI05 Inventory History forStorage Bin 仓位的库存历史LI06 Block stor.types for annual invent.冻结年库存仓储类型LI11 Enter Inventory Count 输入库存盘点LI12 Change inventory count 修改库存盘点LI13 Display Inventory Count 显示库存盘点数LI14 Start Inventory Recount 库存重新盘点开始LI20 Clear Inventory Differences WM 清除库存差异仓库管理 WMLI21 Clear Inventory Differences in MM-IM 清除 MM-IM 中的库存差额LL01 Warehouse Activity Monitor 仓库活动监控LLVS WM Menu 仓库管理菜单LN01 Number Ranges for Transfer Requirem. 转储需求编号范围LN02 Number Ranges forTransfer Orders 转储单编号范围LN03 Number Ranges for Quants 数量编号范围LN04 Number Ranges for Posting Changes 修改的数字范围记帐LN05 Number Ranges for Inventory 存货的编号范围LN06 Number Ranges for Reference Number 参考号编号范围LN08 Number Range Maintenance: LVS_LENUM 编号范围维护:LVS_LENUMLP10 Direct picking for PO 直接为采购单PO分检LP11 WMstaging of crate parts WM 装箱部件待运LP12 Staging release order parts WM-PP 待运下达订单零件LP21 WM replenishment for fixed bins WM 固定仓位补充LP22 Replenishm. Planning for Fixed Bins 补充。
IMIX®-3SILLUSTRATED PARTS CATALOGDesigns, materials, weights, specifications, and dimensions for equipment or replacement partsare subject to change without notice.BUNN-O-MATIC CORPORATIONPOST OFFICE BOX 3227SPRINGFIELD, ILLINOIS 62708-3227PHONE: (217) 529-6601 FAX: (217) 529-664439047.0001C 01/14 ©2012 Bunn-O-Matic CorporationBUNN-O-MATIC COMMERCIAL PRODUCT WARRANTYBunn-O-Matic Corp. (“BUNN”) warrants equipment manufactured by it as follows:1) Airpots, thermal carafes, decanters, GPR servers, iced tea/coffee dispensers, MCP/MCA pod brewers thermal servers and Thermofresh servers (mechanical and digital)- 1 year parts and 1 year labor.2) All other equipment - 2 years parts and 1 year labor plus added warranties as specified below:a) Electronic circuit and/or control boards - parts and labor for 3 years.b) Compressors on refrigeration equipment - 5 years parts and 1 year labor.c) Grinding burrs on coffee grinding equipment to grind coffee to meet original factory screen sieve analysis - partsand labor for 4 years or 40,000 pounds of coffee, whichever comes first.These warranty periods run from the date of installation BUNN warrants that the equipment manufactured by it will be commercially free of defects in material and workmanship existing at the time of manufacture and appearing within the applicable warranty period. This warranty does not apply to any equipment, component or part that was not manufactured by BUNN or that, in BUNN’s judgment, has been affected by misuse, neglect, alteration, improper installation or operation, improper maintenance or repair, non periodic cleaning and descaling, equipment failures related to poor water quality, damage or casualty. In addition, the warranty does not apply to replacement of items subject to normal use including but not limited to user replaceable parts such as seals and gaskets. This warranty is conditioned on the Buyer 1) giving BUNN prompt notice of any claim to be made under this warranty by telephone at (217) 529-6601 or by writing to Post Office Box 3227, Springfield, Illinois 62708-3227; 2) if requested by BUNN, shipping the defective equipment prepaid to an authorized BUNN service location; and 3) receiving prior authorization from BUNN that the defective equipment is under warranty.THE FOREGOING WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ANY OTHER WARRANTY, WRITTEN OR ORAL, EX-PRESS OR IMPLIED, INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTY OF EITHER MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE. The agents, dealers or employees of BUNN are not authorized to make modifications to this warranty or to make additional warranties that are binding on BUNN. Accordingly, statements by such individuals, whether oral or written, do not constitute warranties and should not be relied upon.If BUNN determines in its sole discretion that the equipment does not conform to the warranty, BUNN, at its exclusive op-tion while the equipment is under warranty, shall either 1) provide at no charge replacement parts and/or labor (during the applicable parts and labor warranty periods specified above) to repair the defective components, provided that this repair is done by a BUNN Authorized Service Representative; or 2) shall replace the equipment or refund the purchase price for the equipment.THE BUYER’S REMEDY AGAINST BUNN FOR THE BREACH OF ANY OBLIGATION ARISING OUT OF THE SALE OF THIS EQUIPMENT, WHETHER DERIVED FROM WARRANTY OR OTHERWISE, SHALL BE LIMITED, AT BUNN’S SOLE OPTION AS SPECIFIED HEREIN, TO REPAIR, REPLACEMENT OR REFUND.In no event shall BUNN be liable for any other damage or loss, including, but not limited to, lost profits, lost sales, loss of use of equipment, claims of Buyer’s customers, cost of capital, cost of down time, cost of substitute equipment, facilities or services, or any other special, incidental or consequential damages.392, A Partner You Can Count On, Air Infusion, AutoPOD, AXIOM, BrewLOGIC, BrewMETER, Brew Better Not Bitter, Brew-WISE, BrewWIZARD, BUNN Espress, BUNN Family Gourmet, BUNN Gourmet, BUNN Pour-O-Matic, BUNN, BUNN with the stylized red line, BUNNlink, Bunn-OMatic, Bunn-O-Matic, BUNNserve, BUNNSERVE with the stylized wrench design, Cool Froth, DBC, Dr. Brew stylized Dr. design, Dual, Easy Pour, EasyClear, EasyGard, FlavorGard, Gourmet Ice, Gourmet Juice, High Intensity, iMIX, Infusion Series, Intellisteam, My Café, Phase Brew, PowerLogic, Quality Beverage Equipment Worldwide, Respect Earth, Respect Earth with the stylized leaf and coffee cherry design, Safety-Fresh, , Scale-Pro, Silver Series, Single, Smart Funnel, Smart Hopper, SmartWAVE, Soft Heat, SplashGard, The Mark of Quality in Beverage Equipment Worldwide, ThermoFresh, Titan, trifecta, Velocity Brew, Air Brew, Beverage Bar Creator, Beverage Profit Calculator, Brew better, not bitter., BUNNSource, Coffee At Its Best, Cyclonic Heating System, Daypart, Digital Brew-er Control, Element, Milk Texturing Fusion, Nothing Brews Like a BUNN, Pouring Profits, Signature Series, Sure Tamp, Tea At Its Best, The Horizontal Red Line, Ultra are either trademarks or registered trademarks of Bunn-O-Matic Corporation. The commercial trifecta® brewer housing configuration is a trademark of Bunn-O-Matic Corporation.239047.1 070913TABLE OF CONTENTS3TITLEPAGE NO.Auger Drive and Hopper Assembly .............................................................................................................16Covers, Panels and Drip Tray ........................................................................................................................4Dispense Valves and Lines ..........................................................................................................................24Door, Lamp, Dispense Switches and Panels (Left and Right Hinged Doors) .................................................8Door, Lamp, Dispense Switches and Panels (Top Hinged Doors) ...............................................................12Electrical Controls .......................................................................................................................................26Mixing/Whipper Chambers and Drive Motor ...............................................................................................18Numerical Index ..........................................................................................................................................28Tank, Heater and Overflow Protection (20)39047.1 071112439047.1 071112ITEMPART NO.QTY.DESCRIPTION5* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.1 36958.0001 1 Cover, Top Rear - BLK 36958.0002* 1 Cover, Top Rear - SST 01311.00032 Screw, Truss Head BLK #8-32 x .25" 01311.0000 2 Screw, Truss Head SST #8-32 x .25" 2 36959.0001 1 Cover, Top Front - BLK (Right and Left Hinged Doors) 36959.0002* 1 Cover, Top Front - SST (Right and Left Hinged Doors) 41577.0001 1 Cover, Top Front - BLK (Top Hinged Doors) 01311.0003 2 Screw, Truss Head BLK #8-32 x .25" 01311.0000 2 Screw, Truss Head SST #8-32 x .25" 01382.0002 2 Screw, Truss Head BLK #6-32 x .375"01308.0000 2 Screw, Truss Head SST #6-32 x .375" 3 28368.0000 1 Decal, Thermostat Adjustment435926.0000 4 Bracket, Side Support 01311.0001 8 Screw, Truss Head - Locking #8-32 x .25" 5 36967.0003 1 Panel, Inner Rear (Right and Left Hinged Doors) 36967.0005 1 Panel, Inner Rear (Top Hinged Doors) 01311.0001 6 Screw, Truss Head - Locking #8-32 x .25" 6 36968.0001 1 Panel, Inner Access 01311.0000 2 Screw, Truss Head #8-32 x .25"7 36986.0000 1 Strap, Top Support (Right and Left Hinged Doors) 41660.0000 1 Bracket, Top Support (Top Hinged Doors) 01311.0001 6 Screw, Truss Head - Locking #8-32 x .25" 8 36230.0001 1 Panel, Inner Right (Right Hinged Door) 36230.0002 1 Panel, Inner Right (Left Hinged Door) 36230.0003 1 Panel, Inner Right (Top Hinged Door) 01311.0001 2 Screw, Truss Head - Locking #8-32 x .25" 9 35912.0001 2 Panel, Side - BLK (Right and Left Hinged Doors) 35912.0002* 2 Panel, Side - SST (Right and Left Hinged Doors) 35912.0012 1 Panel, Right Side (Top Hinged Doors) 35912.0014 1 Panel, Left Side (Top Hinged Doors) 01311.0003 6 Screw, Truss Head BLK #8-32 x .25"01311.0000 6 Screw, Truss Head SST #8-32 x .25" 10 34666.0000 1 Catch, Door Latch 02336.0000 2 Screw, Truss Head #4-40 x .375" 01509.0001 2 Lockwasher, Int.-tooth #4 11 26524.0000 1 Decal, Tank Heater Switch 12 26523.0000 1 Decal, Rinse/Run Switch 13 28872.0000 1 Decal, Increase/Decrease Switch 14 00669.0005 1 Plug15 36965.0001 1 Panel, Whipper Motor (Early Models) 36965.0004 1 Panel, Whipper Motor (Late Models) 01311.0001 8 Screw, Truss Head - Locking #8-32 x .25" 16 36978.0000 1 Tray, Powder Box (Early Models) 36978.0001 1 Tray, Powder Box (Late Models)17 37988.0000 2 Screw, Captive #10-32 x .50" (Early Models) 34998.0000 2 E-Ring, Retaining .127" OD 18 36644.0000 1 Bracket, Door Locking01311.00012Screw, Truss Head - Locking #8-32 x .25"COVERS, PANELS AND DRIP TRAY(Continued)39047.1 071112639047.1 071112ITEMPART NO.QTY.DESCRIPTION7* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.COVERS, PANELS AND DRIP TRAY19 36743.0001 1 Cap, Splash Panel Right 44224.0000 2 Screw, Pan Head Plastite #6 x .375"20 37498.1000 1 Panel W/Decal, Splash (Includes items 19, 21, 22, 23, & 29) 21 28328.0011 1 Decal, Caution-Hot Liquid & Cup 22 02536.0000 2 Grommet, Silicone .375" ID 23 36983.0000 1 Guide, Cup24 37462.0000 1 Bracket, Drip Tray 01311.0001 2 Screw, Truss Head - Locking #8-32 x .25" 25 36985.0000 1 Cover, Drip Tray 26 36984.0000 1 Drip Tray27 36972.0000* 1 Panel, Lower Access 01311.0000 2 Screw, Truss Head #8-32 x .25" 28 39027.0000 1 Schematic29 36743.0000 1 Cap, Splash Panel Left 44224.0000 2 Screw, Pan Head Plastite #6 x .375" 30 36974.0001 1 Shelf, Powder Box 01311.0001 2 Screw, Truss Head - Locking #8-32 x .25" 02336.0000 2 Screw, Truss Head #4-40 x .375" 31 36398.0000 1 Plug, Hole DB-9 (Early Models) 32 02434.0008* 4 Gasket, U-Channel 4.60" (Order item 46) 33 01526.0001 4 Washer, Flat .438" ID x 1.88" OD 34 03996.0000 4 Pad, Rubber 1.25" Dia. (Also see item 45) 35 26528.0000 4 Leg, 4.0" Adjustable (Also see item 45) 36 36963.0000 1 Panel, Bottom37 36229.0001 1 Panel, Inner Left (Right Hinged Door) 36229.0002 1 Panel, Inner Left (Left Hinged Door) 36229.0003 1 Panel, Inner Left (Top Hinged Door) 01311.0001 2 Screw, Truss Head - Locking #8-32 x .25" 38 36961.1001 1 Panel Assembly, Rear - BLK (Includes items 39 and 40) 36961.0002* 1 Panel Assembly, Rear - SST 01311.0003 11 Screw, Truss Head BLK #8-32 x .25"01311.0000 11 Screw, Truss Head SST #8-32 x .25" 39 00831.0000 1 Decal, Warning-Electrical 40 00656.0001 1 Decal, Comply to Plumbing Code 41 36896.0000 4 Pad, Styro 1.0" x 2.0" x 0.5" 42 37881.0000 4 Decal, No Serviceable Parts 43 00824.0002 1 Decal, Grounding44 21436.0000 2 Catch, Magnetic Snap-in (Late Models)45 13255.0003 - Kit, Leg 4.0" Adjustable (Includes 4 each of items 34 & 35) 46 02434.1000 - Gasket, U-Channel - 18" LG02434.1001-Gasket, U-Channel - 36" LG39047.1 010813839047.1 071112ITEM PART NO.QTY.DESCRIPTION9* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.1 37466.0003 1 Panel, Lamp 01360.0002 4 Screw, Pan Head Plascrew #6 - 32 x .375" 2 32806.0000 2 Lamp, Fluorescent - 7 Watts 332807.00012Lamp Holder, Fluorescent4 37456.0000 1 Lens, Fixed 02336.0000 2 Screw, Truss Head #4-40 x .375"5 37457.0000 1 Display, Graphics 37457.0006 1 Display, Iced Coffee Graphics 6 37456.0001 1 Lens, Removable7 37254.0001 1 Decal, Cleaning8 36149.0000 8 Fastener, Snap-in .197" Hole9 36667.1001 1 Panel, Door - Upper (Right Hinged Door)(Includes item 7) 36667.1003 1 Panel, Door - Upper (Left Hinged Door)(Includes item 7) 01360.0002 8 Screw, Pan Head Plascrew #6 - 32 x .375"01311.0001 19 Screw, Truss Head Locking #8-32 x .25" 10 36658.0000 1 Flange, Door11 36734.0001 1 Bracket, Inner Panel 01360.0002 2 Screw, Pan Head Plascrew #6 - 32 x .375" 12 36244.0000 1 Plug, Door Hinge 01360.0002 1 Screw, Pan Head Plascrew #6 - 32 x .375" 13 37096.0001 1 Door14 32863.1000 1 Keylock W/Keys, Door 28095.0000 1 Key Set 15 38451.0000 1 Decal, Silver Series 16 00669.0004 1 Plug, .75" x .625" hole 17 38499.0000 1 Decal, BUNN 18 39058.0000* 1 Plate Assy, Switch 19 28296.0002 3 Switch, Dispense 20 12517.0001 1 Lamp, LED21 37013.0000 1 Cover, LCD Door Lens (Early Models) 42687.0000 1 Cover, LCD Door Lens (Late Models) 44224.0000 4 Screw 22 24457.0002 1 Screw, .25" Shoulder #8-3223 36647.0000 2 Bracket, Hinge (Left Side Hinge) 36647.0001 2 Bracket, Hinge (Right Side Hinge)01311.00016Screw, Truss Head #8-32 x .25" Locking39047.1 072413DOOR, LAMP , DISPENSE SWITCHES AND PANELS(LEFT & RIGHT HINGED DOORS)(Continued)1039047.1 071112ITEMPART NO.QTY.DESCRIPTION11* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.24 34362.0000 2 Bushing, Hinge25 36661.0000 1 Flange, Door Hinge (Left Side Hinge) 36661.0001 1 Flange, Door Hinge (Right Side Hinge)26 36659.0001 1 Panel, Door - Lower (Right Hinged Door) 36659.0003 1 Panel, Door - Lower (Left Hinged Door) 01311.0000 2 Screw, Truss Head #8-32 x .25"01311.0001 1 Screw, Truss Head #8-32 x .25" Locking" 27 01403.0000 1 E-Ring, External .188" Shaft28 34667.0000 1 Keeper, Door Latch 01382.0000 2 Screw, Truss Head #6-32 x .38" 29 36669.0000 1 Bracket, Keeper Mounting 01311.0001 2 Screw, Truss Head #8-32 x .25" Locking" 30 40031.1000 1 Baffle Kit, Left Hand Hinge 40031.1001 1 Baffle Kit, Right Hand Hinge 31 40032.0000 1 Bracket 3228335.00001Clip, GroundNOTE: The following items are not illustrated 33 39038.0000 1 Plate, Latch Mounting (Left Hinged Door) 01382.0000 2 Screw, Truss Head #6-32 x .38" 34 26444.0000 2 Bushing, Strain Relief35 39013.0000 1 Wiring Harness, Door Interconnect 36 36887.0003 1 Wiring Harness, Backlight37 26537.0000 1 Decal, Flavors (Almond Amaretto, Cappuccino, French Vanilla, Hazelnut,Hot Chocolate and Raspberry Mocha)26537.0001 1 Decal, Flavors (Swiss Mocha, Mocha, Raspberry Vanilla, Irish Creme,Coffee and Original)26537.0003 1 Decal, Flavors (White Chocolate, Cinnamon Vanilla Nut, Decaf, Regular,French Vanilla and Hot Chocolate)26537.0039 1 Decal, Iced Coffee Flavors (Espresso Latte, Mocha Latte, Colombian, Dark Roast, Raspberry Coffee, Hazelnut Coffee, French Vanilla Latte, Caramel Latte,Chai Tea Latte, Horchatta)39047.1 010813DOOR, LAMP , DISPENSE SWITCHES AND PANELS(LEFT & RIGHT HINGED DOORS)1239047.1 071112ITEM PART NO.QTY.DESCRIPTION13* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.39047.1 010813DOOR, LAMP , DISPENSE SWITCHES AND PANELS(TOP HINGED DOORS)1 37466.0003 1 Panel, Lamp 01360.0002 4 Screw, Pan Head Plascrew #6 - 32 x .375" 2 32806.0000 2 Lamp, Fluorescent - 7 Watts 332807.00012Lamp Holder, Fluorescent4 37456.0000 1 Lens, Fixed 02336.0000 2 Screw, Truss Head #4-40 x .375"5 37457.0000 1 Display, Graphics 37457.0006 1 Display, Iced Coffee Graphics 6 37456.0001 1 Lens, Removable7 28335.0000 1 Clip, Ground8 40032.0000 1 Bracket9 37096.0003 1 Door 10 36244.0000 1 Plug, Door Hinge 01360.0002 1 Screw, Pan Head Plascrew #6 - 32 x .375" 11 43514.0001 2 inge 41923.0000 8 Screw, Pan Head BLK .25-20 x 41921.0000 4Washer12 32863.1000 1 Keylock W/Keys, Door 28095.0000 1 Key Set 13 38451.0000 1 Decal, Silver Series 14 38499.0000 1 Decal, BUNN 15 12517.0001 1 Lamp, LED16 00669.0004 1 Plug .75" x .625" hole 17 39058.0000* 1 Plate Assy, Switch 18 28296.0002 3 Switch, Dispense19 37013.0000 1 Cover, LCD Door Lens (Early Models) 42687.0000 1 Cover, LCD Door Lens (Late Models) 44224.0000 4 Screw20 36734.0001 1 Bracket, Inner Panel 01360.0002 2 Screw, Pan Head Plascrew #6 - 32 x .375" 21 41564.0000 1 Panel, Door - Upper (Includes item 7) 44224.0000 8 Screw, Pan Head Plastite #6 x .375" 01311.0001 19 Screw, Truss Head Locking #8-32 x .25" 22 37254.0001 1 Decal, Cleaning23 36659.0003 1 Panel, Door - Lower01311.00003Screw, Truss Head #8-32 x .25"(Continued)1439047.1 071112ITEMPART NO.QTY.DESCRIPTION15* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.39047.1 071112DOOR, LAMP , DISPENSE SWITCHES AND PANELS(TOP HINGED DOORS)24 33111.1001 2 Gas Spring 25 44095.0000 4 Shim26 02434.0005* 2 Gasket, U-channel 3.5" (order item 32) 2735260.00002Cable MountNOTE: The following items are not illustrated 28 00707.0001 2 Bushing, Strain Relief29 39013.0001 1 Wiring Harness, Door Interconnect 30 36887.0003 1 Wiring Harness, Backlight31 26537.0000 1 Decal, Flavors (Almond Amaretto, Cappuccino, French Vanilla, Hazelnut,Hot Chocolate and Raspberry Mocha)26537.0001 1 Decal, Flavors (Swiss Mocha, Mocha, Raspberry Vanilla, Irish Creme,Coffee and Original)26537.0003 1 Decal, Flavors (White Chocolate, Cinnamon Vanilla Nut, Decaf, Regular,French Vanilla and Hot Chocolate)26537.0039 1 Decal, Iced Coffee Flavors (Espresso Latte, Mocha Latte, Colombian, Dark Roast, Raspberry Coffee, Hazelnut Coffee, French Vanilla Latte, Caramel Latte,Chai Tea Latte, Horchatta) 32 02434.1000 - Gasket, U-Channel - 18" LG02434.1001-Gasket, U-Channel - 36" LG1639047.1 071112ITEMPART NO.QTY.DESCRIPTION17* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.-37010.10011Hopper Assy (Includes one each of items 1-12)1 36653.0001 3 Lid, H opper2 32337.0000 6 Mixing Blade3 32386.0001 3 Disk, Agitator (30 Tooth)4 28067.0000 3 Bushing, Auger Drive Shaft 526940.00023Shaft, Auger Drive6 37011.0001 3 H opper7 39442.0000 3 Auger, Wire8 25903.0000 3 Elbow, Ejector9 25743.0000 3 Locknut 10 36774.0000 3 Spring, Hopper Coupling11 36770.0000 3 Coupling, Auger Drive 01326.0002 3 Screw, Truss Head #10-32 x .25" 12 37539.1000 3 Shaft, Auger Drive13 36970.0000 1 Panel, Hopper Support 01311.0000 2 Screw, Truss Head #8-32 x .25" Locking 14 20960.0000 3 Screw, Shoulder #6-32 x .375" 00991.0002 3 Nut, Elastic Lock #6-32 15 - - - - - - - - - See COVERS, PANELS & DRIP TRAYS16 37037.0001 3 Gearmotor Assy, Auger (Each includes items 17 & 18) 01311.0000 9 Screw, Truss Head #8-32 x .25" 17 26401.0000 1 Dust Seal, Hopper Motor 18 36773.0000 1 Plate, Auger Drive1935260.00003Cable Mount, Adhesive (Not Illustrated)AUGER DRIVE AND HOPPER ASSEMBLY39047.1 0711121839047.1 011714ITEMPART NO. QTY.DESCRIPTION19* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.1 28295.0000 1 Fan & Bracket Assembly 120V 28295.0001 1 Fan & Bracket Assembly 230V 01311.00012 Screw, Truss Head - Locking #8-32 x .25"2 28297.0001 1 H ose, Vacuum3 25732.0000 3 Steam Collector4 25733.0003 3 Mixing Chamber 525734.1000 3 Whipper Chamber (One Piece) 25734.0002 3 Whipper Chamber (Canada Models) 625736.0000*3Dispense Tip (Early Models)(Order item 5)7 24733.0010 3 O-Ring 8 25902.0000 3 Frother9 26356.0000 3 Seal, Shaft 26356.1000 - Kit, Shaft Seal (Includes 6 Seals) 10 28866.0000 3 Receptacle, Whipper Chamber11 28865.0000 6 Nut, Whipper Motor/Receptacle Mounting 12 28867.0000 3 Slinger13 28428.1000 3 Motor, Whipper 120V 28428.1002 3 Motor, Whipper 230V1432906.0001-Kit, Preventive Maintenance (Includes items 3 thru 10 and 25903.0000 Elbow)MIXING/WHIPPER CHAMBERS AND DRIVE MOTOR39047.1 0117142039047.1 010813ITEMPART NO.QTY.DESCRIPTION21* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.1 - - - - - - - - 1 Tank, Rounded (For first replacement, order Squared Tank, Lid & Gasket) 37098.0002 1 Tank, Squared (With Copper Overflow Cup) 37098.1004 1 Tank, Squared (With Aluminum Overflow Cup)00970.0000 2 Nut, Keps #8-32 236226.0000 2 Bracket, Tank Mounting Upper 00970.0000 4 Nut, Keps #8-32 3 02536.0000 2 Grommet, .375" I.D.4 20936.1000 1 Probe Kit (Includes items indented below) 20203.0100 1 Lockwasher, Internal Tooth #8 01501.0000 1 Washer, Flat .164" ID x .375" OD 00908.0000 1 Nut, #8-325 36741.1000 1 Tank Heater, 1700W 120V (Includes item 6) 36741.1001 1 Tank Heater, 1320W 120V (Includes item 6) 36740.1000 1 Tank Heater, 3500W 230V (Includes item 6)00908.0000 4 Nut, #8-32 612398.00001Gasket, Tank Heater7 36220.0000 1 Tube, Overflow 00908.0000 3 Nut, #8-32 8 05515.0000 1 Gasket, Overflow Tube9 - - - - - - - - 1 Lid, Rounded Tank (For first replacement, order Squared Tank, Lid & Gasket) 35940.0002 1 Lid, Squared Tank 00908.0000 4 Nut, Hex #8-32 10 29329.1000 1 Thermostat, Limit 11 35937.0001 1 Gasket, Rounded Tank Lid 35937.0003 1 Gasket, Squared Tank Lid12 03803.0002 1 Switch Assy, Liquid Level (Includes items 13 & 14) 00946.0000 1 Nut, Hex .125" FPT 13 03807.0000 1 Clip, Spring 14 03633.0000 1 Gasket, Float Switch 15 22728.0000 1 Overflow Cup (Copper) 00970.0000 2 Nut, Keps #8-32 41259.1003 1 Overflow Cup (Aluminum) 41266.0000 1 Film 41280.0001 1 Elbow 04797.0000 1 Washer 16 12422.0001 2 Clamp, Hose .59"/.66" ID17 28526.0028* 1 Tube, Silicone .312" ID x 9.5" (Order item 31) 18 21801.0015 1 Tube .375" O.D. x 1.50" LG 1934392.00001Plug, Hose .375" IDTANK, HEATER AND OVERFLOW PROTECTION(Continued)39047.1 0724132239047.1 010813ITEMPART NO.QTY.DESCRIPTION23* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.20 11630.0001 1 Clamp, Shut Off 21 12422.0005 4 Clamp, Hose .62"/.71" ID22 20976.0056* 1 Tube, Silicone .375" ID x 28.0" (Order item 32) 23 37297.0006 1 Elbow, .25" Flare x .75" FTHRD 24 38948.0000 1 Tee, .50" Barb25 20976.0017* 1 Tube, Silicone .375" ID x 2.0" (Order item 32) 26 20976.0055* 1 Tube, Silicone .375" ID x 9.0" (Order item 32) 27 36233.1000 1Valve, Water Inlet 120V 36233.0001 1 Valve, Water Inlet 230V 32283.0000 2 Screw, Pan Head M4 x 6MM 28 01592.0001 1 Bushing, Snap 1.18" Dia. Hole 29 35942.0001* 1 Bracket, Tank Mounting Lower 00970.0000 4 Nut, Keps #8-32 30 36378.0001 1 Valve, Check 2.5 psi 31 36222.0001 1 Insulation, Tank32 28526.1000 - Tube, Silicone .312" ID x .562" OD x 12" 28526.1001 - Tube, Silicone .312" ID x .562" OD x 36" 28526.1002 - Tube, Silicone .312" ID x .562" OD x 60"28526.1003 - Tube, Silicone .312" ID x .562" OD x 120" 3320976.1000 - Tube, Silicone, .375" ID x .50" OD x 12.0" 20976.1001 - Tube, Silicone, .375" ID x .50" OD x 36.0" 20976.1002 - Tube, Silicone, .375" ID x .50" OD x 120.0" 34 35946.0002 1 Baffle35 34572.0000 2 Panel, Baffle Insert 34765.0000 4 Nut, Flanged #10-32 3643644.0000-Kit, Valve RebuildTANK, HEATER AND OVERFLOW PROTECTIONNot Illustrated39047.1 071112See item 352439047.1 071112ITEMPART NO.QTY.DESCRIPTION25* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.DISPENSE VALVES AND LINES39047.1 072413126369.10001Plug (Includes item 2)2 24733.0011 4 O-Ring3 39285.1001 3 Valve, Liquid Dispense 120V (Includes item 2) 39285.1002 3 Valve, Liquid Dispense 230V (Includes item 2) 01326.0000 3 Screw, Truss Head #10-32 x .25"4 28526.0027* 3 Tube, Silicone .312" ID x 16.5" (Order item 9)5 21801.0015 3 Tube, .375" OD x 1.50"6 12422.0001 3 Clamp, Hose .59"/.66" ID 725803.00003Water Inlet, Mixing Chamber8 37970.0000 4 Grommet 928526.1001 - Tube, Silicone .312" I.D. x .438" O.D. x 36" 28526.1002 - Tube, Silicone .312" I.D. x .438" O.D. x 60" 28526.1003 - Tube, Silicone .312" I.D. x .438" O.D. x 120"1045964.1000-Repair Kit, Dispense Valve (Includes Spring, Plunger, and Diaphragm)NotIllustrated2639047.1 071112ITEMPART NO.QTY.DESCRIPTION27* Indicates the part number listed is for reference only. See DESCRIPTION for possible service replacement.ELECTRICAL CONTROLS1 - - - - - - - - 1 Thermostat Assembly (Not available. Order item 23) 01311.00002 Screw, Truss Head #8-32 x .25" (Mounting)20762.00002Screw, Binding Head #8-32 x .25" (Terminal)2 28224.0000 1 Bracket02301.0001 2 Screw, Pan Head #6-32 x .312" 3 00720.0000 1 Knob 4 07073.1000 1 Grommet 5 00450.0000 4 Spacer 6 28855.1000 1 Control Board Assy, Main 01510.0000 4 Lockwasher, External-tooth #6 00973.0000 4 Nut, Keps #6-32 7 28869.0002 1 Bracket, Component Mounting 01311.0001 2 Screw, Truss Head Locking #8-32 x .25" 8 00715.0000 1 Adapter Washer, Strain Relief 120V 9 00713.0000 1 Bushing, Strain Relief 120V10 28327.0002 2 Ballast, 120V-60HZ W/Terminals 39642.0000 2 Ballast, 230V-60HZ W/Terminals 02308.0000 2 Screw, Pan Head #8-32 x .38"00970.0000 2 Nut, Keps #8-32 1128860.0000 1 Transformer Assy, 120V to 24V 28860.0001 1 Transformer Assy, 230V to 24V 00973.0000 2 Nut, Keps #6-32 12 00970.0000 2 Nut, Ground Keps #8-32 13 23522.1000 1 Switch, Tank Heater 14 23697.0000 1 Facenut15 28857.1000 1 Switch, Rinse/Run 16 28856.1000 1 Switch, Increase/Decrease 17 26444.0000 1 Bushing, Strain Relief 18 00669.0005 1 Plug 19 46640.0000 1 Drip ShieldThe following items are not illustrated20 20630.0008 1 Cord Assembly, Power 120V21 39014.0000 1 Wiring Harness, Main 01511.0000 1 Lockwasher, External-tooth #8 00908.0000 1 Nut, Hex #8-32 (Grounding) 22 28862.0000 1 Lead, Jumper2340791.1006-Thermostat Kit (Includes items 1 - 4)39047.1 071112NUMERICAL INDEXPART NO.PAGE NO.PART NO.PAGE NO.PART NO.PAGE NO.PART NO.PAGE NO.2800450.0000.........................2700656.0001...........................700669.0004......................9,1300669.0005......................5,2700707.0001.........................1500713.0000.........................2700715.0000.........................2700720.0000.........................2700824.0002...........................700831.0000...........................700908.0000....................21,2700946.0000.........................2100970.0000...............21,23,2700973.0000.........................2700991.0002.........................1701308.0000...........................501311.0000....5,7,11,13,17,2701311.0001.5,7,9,11,13,19,2701311.0003........................5,701326.0000.........................2501326.0002.........................1701360.0002......................9,1301382.0000.........................1101382.0002...........................501403.0000.........................1101501.0000.........................2101509.0001...........................501510.0000.........................2701511.0000.........................2701526.0001...........................701592.0001.........................2302301.0001.........................2702308.0000.........................2702336.0000................5,7,9,1302434.0005.........................1502434.0008...........................702434.1000......................7,1502434.1001......................7,1502536.0000......................7,2103633.0000.........................2103803.0002.........................2103807.0000.........................2103996.0000...........................704797.0000.........................2105515.0000.........................2107073.1000.........................2711630.0001.........................2312398.0000.........................2112422.0001....................21,2512422.0005.........................2312517.0001......................9,1313255.0003...........................720203.0100.........................2120630.0008.........................2720762.0000.........................2720936.1000.........................2120960.0000.........................1720976.0017.........................2320976.0055.........................2320976.0056.........................2320976.1000.........................2320976.1001.........................2320976.1002.........................2321436.0000...........................721801.0015....................21,2522728.0000.........................2123522.1000.........................2723697.0000.........................2724457.0002...........................924733.0010.........................1924733.0011.........................2525732.0000.........................1925733.0003.........................1925734.0005.........................1925734.1000.........................1925736.0000.........................1925743.0000.........................1725803.0000.........................2525902.0000.........................1925903.0000.........................1726356.0000.........................1926356.1000.........................1926369.1000.........................2526401.0000.........................1726444.0000....................11,2726523.0000...........................526524.0000...........................526528.0000...........................726537.0000....................11,1526537.0001....................11,1526537.0003....................11,1526537.0039....................11,1526940.0002.........................1728067.0000.........................1728095.0000...........................928095.0000.........................1328224.0000.........................2728295.0000.........................1928295.0001.........................1928296.0002......................9,1328297.0001.........................1928327.0002.........................2728328.0011...........................728335.0000....................11,1328368.0000...........................528428.1000.........................1928428.1002.........................1928526.0027.........................2528526.0028.........................2128526.1000.........................2328526.1001....................23,2528526.1002....................23,2528526.1003....................23,2528855.1000.........................2728856.1000.........................2728857.1000.........................2728860.0000.........................2728860.0001.........................2728862.0000.........................2728865.0000.........................1928866.0000.........................1928867.0000.........................1928869.0002.........................2728872.0000...........................529329.1000.........................2132283.0000.........................2332337.0000.........................1732386.0001.........................1732806.0000......................9,1332807.0001......................9,1332863.1000......................9,1332906.0001.........................1933111.1001.........................1534362.0000.........................1134392.0000.........................2134572.0000.........................2334666.0000...........................534667.0000.........................1134765.0000.........................2334998.0000...........................535260.0000.........................1735912.0001...........................535912.0002...........................535912.0012...........................535912.0014...........................535926.0000...........................535937.0001.........................2135937.0003.........................2135940.0002.........................2135942.0001.........................2335946.0002.........................2336149.0000...........................936220.0000.........................2136222.0001.........................2336226.0000.........................2136229.0001...........................736229.0002...........................736229.0003...........................736230.0001...........................536230.0002...........................536230.0003...........................536233.1000.........................2336233.0001.........................2336244.0000......................9,1336378.0001.........................2336398.0000...........................736644.0000...........................536647.0000...........................936647.0001...........................936653.0001.........................1736658.0000...........................936659.0001.........................1136659.0003....................11,1336661.0000.........................1136661.0001.........................1136667.1001...........................936667.1003...........................936669.0000.........................1136734.0001......................9,1336740.1000.........................2136741.1000.........................2136741.1001.........................2136743.0000...........................736743.0001...........................736770.0000.........................1736773.0000.........................1736774.0000.........................1736887.0003....................11,1536888.0002.........................1536896.0000...........................736958.0001...........................536958.0002...........................536959.0001...........................536959.0002...........................536961.0002...........................736961.1001...........................736963.0000...........................736965.0001...........................536965.0004...........................536967.0003...........................536967.0005...........................536968.0001...........................536970.0000.........................1736972.0000...........................736974.0001...........................736978.0000...........................536978.0001...........................536983.0000...........................736984.0000...........................736985.0000...........................736986.0000...........................537010.1001.........................1737011.0001.........................1737013.0000......................9,1337037.0001.........................1737096.0001...........................937096.0003.........................1337098.0002.........................2137098.1004.........................2137254.0001......................9,1337297.0006.........................2337456.0000......................9,1337456.0001......................9,1337457.0000......................9,1339047.1 011714。
Frequently Asked Questions StorageTek SL150Modular Tape Library December 5, 2017OverviewOracle’s StorageTek SL150 modular tape library is the first scalable tape library designed for small and midsize businesses. Built from a combination of Oracle software and StorageTek library technology, it delivers an industry-leading combination of ease of use and scalability. Ideal for backup and archival applications, the StorageTek SL150 modular tape library saves both time and money, setting the new standard for entry tape automation.The StorageTek SL150 modular tape library emphasizes simplicity and reduces costs through common storage management tools, do-it-yourself installation and upgrades, and encryption capability. The market-leading scalability of the StorageTek SL150 offers an important cost-saving advantage. Competitive systems require you to transition among three separate and distinct products in order to grow from an entry to a midrange library. Oracle’s innovation has yielded a library that can address th e full breadth of scale from 30 t o 450 slots with a single product. Basic Specifications•Capacity:The StorageTek SL150 scales from 30 to 450 LTO slots with a maximum capacity of more than5.4P B of uncompre ssed data (using StorageTekLTO8tape drives)•Data t ransfer r ate:Using StorageTek LTO8tape drives, you can use as many as 30 tape drives for anative throughput rate of more than 30.1TB perhour.•Interface:The StorageTek SL150 offers 8 Gb Fibre Channel and 6 Gb SAS connectivity.Customer BenefitsSimple and Scalable Rackmounted Tape Automation •Improve r eliability:To help you maintain uninterrupted access to your data, the StorageTek SL150 modular tape library leverages technology and design from the award-winning StorageTek SL500 modular library system.Minimize r isk with 24/7 a vailability.•Scale without decrea sing reliability or performance:The StorageTek SL150 modular tape library scales from 30 to 450 LTO slots—which is 15x its base module.•Simplify management and accelerate consolidation:The StorageTek SL150’s n ew operator panel and browser-based GUI offer a simple way to manage your library, whether in the data center or a remote location. Also, partitioning helps you save time, space, and energy by consolidating multiple libraries and applications into a single library.•Take advantage of a world-class services organization: Oracle’s storage industry veterans can help you pinpointopportunities to reduce costs, mitigate business risk, and better leverage information assets.Oracle Corporation, World Headquarters Worldwide Inquiries500 Oracle Parkway Phone: +1.650.506.7000Redwood Shores, CA 94065, USA Fax: +1.650.506.7200Copyright © 2017, Oracle and/or its affiliates. All rights reserved. This document is provided for information purposes only, and thecontents hereof are subject to change without notice. This document is not warranted to be error-free, nor subject to any otherwarranties or conditions, whether expressed orally or implied in law, including implied warranties and conditions of merchantability orfitness for a particular purpose. We specifically disclaim any liability with respect to this document, and no contractual obligations areformed either directly or indirectly by this document. This document may not be reproduced or transmitted in any form or by anymeans, electronic or mechanical, for any purpose, without our prior written permission.Oracle and Java are registered trademarks of Oracle and/or its affiliates. Other names may be trademarks of their respective owners.Intel and Intel Xeon are trademarks or registered trademarks of Intel Corporation. All SPARC trademarks are used under license andare trademarks or registered trademarks of SPARC International, Inc. AMD, Opteron, the AMD logo, and the AMD Opteron logo aretrademarks or registered trademarks of Advanced Micro Devices. UNIX is a registered trademark of The Open Group. 0115C O N N E C T W I T H U S/blogs/oracle/oracle。
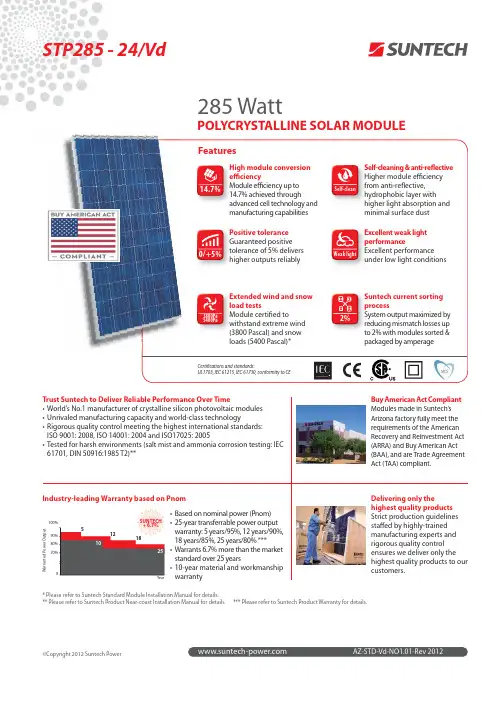
285 WattPOLYCRYSTALLINE SOLAR MODULEFeaturesAZ-STD-Vd-NO1.01-Rev 2012©Copyright 2012 Suntech PowerTrust Suntech to Deliver Reliable Performance Over Time• World’s No.1 manufacturer of crystalline silicon photovoltaic modules • Unrivaled manufacturing capacity and world-class technology• Rigorous quality control meeting the highest international standards: ISO 9001: 2008, ISO 14001: 2004 and ISO17025: 2005•Tested for harsh environments (salt mist and ammonia corrosion testing: IEC 61701, DIN 50916:1985 T2)**Industry-leading Warranty based on Pnom•Based on nominal power (Pnom)•25-year transferrable power output warranty: 5 years/95%, 12 years/90%,18 years/85%, 25 years/80% ***• Warrants 6.7% more than the market standard over 25 years• 10-year material and workmanship warranty100%Year51218102590%80%70%W a r r a n t e d P o w e r O u t p u tSUNTECH + 6.7%Buy American Act CompliantModules made in Suntech’s Arizona factory fully meet the requirements of the American Recovery and Reinvestment Act (ARRA) and Buy American Act (BAA), and are Trade Agreement Act (TAA) compliant.Delivering only thehighest quality products Strict production guidelines staff ed by highly-trained manufacturing experts and rigorous quality control ensures we deliver only the highest quality products to our customers.* Please refer to Suntech Standard Module Installation Manual for details.** Please refer to Suntech Product Near-coast Installation Manual for details. *** Please refer to Suntech Product Warranty for details.Weak lightSelf-clean14.7%0/+5%Self-cleaning & anti-refl ective Higher module effi ciency from anti-refl ective, hydrophobic layer with higher light absorption and minimal surface dust Excellent weak light performanceExcellent performance under low light conditionsPositive tolerance Guaranteed positive tolerance of 5% delivers higher outputs reliably2%3800Pa 5400PaSuntech current sorting processSystem output maximized by reducing mismatch losses up to 2% with modules sorted & packaged by amperageExtended wind and snow load tests Module certifi ed towithstand extreme wind (3800 Pascal) and snow loads (5400 Pascal)*High module conversion effi ciency Module effi ciency up to 14.7% achieved throughadvanced cell technology and manufacturing capabilities Certifi cations and standards:UL1703, IEC 61215, IEC 61730, conformity to CESTP285 - 24/VdE-mail:***********************Dealer informationSpecifi cations are subject to change without further notifi cationMechanical CharacteristicsSolar Cell Polycrystalline silicon 156 × 156 mm (6 inches)No. of Cells 72 (6 × 12)Dimensions 1956 × 992 × 50mm (77.0 × 39.1 × 2.0 inches)Weight 27.0 kgs (59.5 lbs.)Front Glass 4.0 mm (0.16 inches) tempered glass Frame Anodized aluminium alloy Junction BoxIP67 rated (3 bypass diodes)Output CablesTUV (2Pfg1169:2007), UL 4703, UL444.0 mm 2 (0.006 inches 2), symmetrical lengths (-) 1100mm (43.3inches) and (+) 1100 mm (43.3 inches)ConnectorsH4 connectors (MC4 connectable)Temperature CharacteristicsNominal Operating Cell Temperature (NOCT )45±2°C Temperature Coeffi cient of Pmax-0.44 %/°C Temperature Coeffi cient of Voc -0.33 %/°C Temperature Coeffi cient of Isc0.055 %/°CAZ-STD-Vd-NO1.01-Rev 2012Packing ConfigurationElectrical CharacteristicsSTC: lrradiance 1000 W/m , module temperature 25 °C, AM=1.5;Best in Class AAA solar simulator (IEC 60904-9) used, power measurement uncertainty is within +/- 3%NOCT: Irradiance 800 W/m , ambient temperature 20 °C, AM=1.5, wind speed 1 m/s;Best in Class AAA solar simulator (IEC 60904-9) used, power measurement uncertainty is within +/- 3%Current-Voltage & Power-Voltage Curve (285-24)Excellent performance under weak light conditions: at an irradiation intensity of 200 W/m (AM 1.5, 25 °C), 95.5% or higher of the STC effi ciency (1000 W/m ) is achievedC u r r e n t (A )P o w e r (W )Voltage (V)050100150200250300102030405001234567891000 W/m 800 W/m 600 W/m 400 W/m 200 W/m STP285 - 24/Vd。
ContentsThe Future of Level 3In July 2021, the Government completed a review and consultation that impacts Level 3 BTECs and other vocational qualifications in England.The main proposal is to introduce a choice between T levels and A levels at Level 3, where most young people pursue one of these routes at the age of 16. Alongside this the DfE recognise that in certain areas there is a clear role for alternative qualifications to T Levels and A levels such as BTECs, and these qualifications will run alongside ALetter to your local MPDear Mr/Mrs/Miss/Ms [ENTER MP NAME] MP,I am writing to you as a parent of a young person who currently studies/is hopingto study BTEC in the future/a person who is studying or hoping to study BTEC in thefuture/a person who has previously studied a BTEC and values the opportunitiesit’s given me. I would like to bring to your attention to the government’s currentreview of post-16 qualifications at level 3 and its potential impact on learners,schools, and colleges within your constituency.As you may be aware, the government is currently consulting on its review of post-16 qualifications at level 3 (A level equivalent). This is putting BTEC and career/vocational qualifications at risk. The large numbers of learners taking BTECs meanthat this risk is particularly acute with these qualifications. As a part of the currentconsultation process, organisations (including Ofqual, AoC and SFCA) have alsocautioned against pressing ahead too quickly.BTECs are taken by almost 1m learners a year in schools and colleges around thecountry. These courses not only support the career progression of young peoplewithin your constituency, but they also provide a talent pipeline to local employers,and it is important to ensure opportunities remain that reflect the breadth ofknowledge, skills and behaviours needed across industry.I am writing to you and requesting that you address the proposed changes toqualifications at level 3 on behalf of your constituents and highlight how BTECs andother career-focused qualifications provide vital progression pathways for so manyyoung people within your constituency.Best wishes,[ENTER YOUR NAME]Protect StudentChoice at 16+Campaign checklist☐Sign the ↘ petition☐Promote the ↘ Protect Student Choice petition on social media☐Send the petition to peers and parents with a request to sign and share with theirown contacts☐Write to your local MPs, asking them to support the campaign and visit yourinstitution to meet BTEC students☐Contact local employers and universities to ask them to support the campaignIf you have any questions or queries,B0857 | Version 1.3 | B&A | Nov 2021 | DCL1: Public。

JAPANESE MULTI-NATIONALsaves millions with Thomson Reuters ONESOURCE™Free Trade Agreement (FTA)ManagementHow it all beganBefore an open trade zone was forged between Japan and Europe in 2019, billions were paid in tariffs by businesses on both sides. One such Japanese manufacturing multinational was paying millions in duties, as EU was one of their highest revenue-generating markets.The biggest struggle for the company was FTA management, an area that was being managed manually. However, just as the JP-EU agreement was being discussed, the client decided to proactively evaluate options to simplify compliance. It sought a comprehensive FTA solution that could integrate with their complex ERP estate. EU FTA was a different ball game since the scale of trade was much higher, as was the associated self-certification risk.All of this motivated the client to seek a robust FTA platform. One solution that particularly stood out to them was the ONESOURCE FTA Management platform by Thomson Reuters.Approach TakenNew FTA (JP-EU) on the horizonComplex ERP landscapeRisk of non-compliance andhigh penaltiesDeep-div e workshops: Thomson Reuters’ global trade experts conducted several deep-dive workshops to understand the customer’s business and current challenges.POC implemente d: Based on these insights, Thomson Reuters helped the client draft a future roadmap with a decisive Proof of Concept (POC) delivery time. The team also highlighted the millions that would be left on the table if the client continued to take a manual approach to FTAs.Why ONESOURCE FTA solution?Superior data handling & proce ssing: Automated Origin Determination ComplianceRobust FTA solutionUser-friendly | global coverage | system readinessStrong implementation roadmap123Impact/globaltradeCONTACT USThe client engaged in extensive research to find the right solution to manage FTAs and realized that Thomson Reuters,ONESOURCE FTA management solution, fit the bill perfectly. Thomson Reuters’ solution was functionally superior and covered all bases.During the POC stage, the platform was appreciated by the customer team for its user-friendly interface, global coverage, and system readiness.ONESOURCE was uniquely positioned to help them add a technology layer, as well as empower their staff with FTA manage-ment and massive cost savings, in terms of duty reductions.Furthermore, in terms of functionality, it offered several key benefits:Ability to integrate highly complex bill of material structures and simultaneously analyze them against the Rules of Origin of multiple agreements, on a cloud-en-abled system.Ability to automatically self-certify, allow-ing for error-free declarations, mitigating potential penalties, while building the audit trail for future preferential claims.。
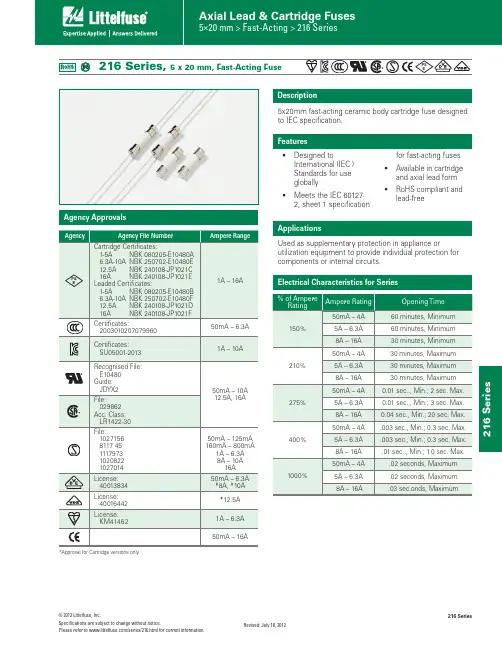
Equipment DatasheetItem Description Workbench, Pharmacy Equipment NumberFO-114Manufacturer Model Number----------------------------------------------- ------------------------------------------- SteelCase Laboratory Bench----------------------------------------------- ------------------------------------------- Hermnan Miller Laboratory Bench----------------------------------------------- ------------------------------------------- Further Description:SteelCase∙Frames - Link horizontally to create a visual division of thespace, support other components, and accommodateelectrical and cable routing.∙Worksurfaces - Provide the primary work area, includingworksurfaces, backsplashes, and sidesplashes.∙Storage Components - Can attach overhead to the frame, orstorage can be freestanding beneath worksurfaces. Includesoverhead and base storage, sink cabinets, and shelves.∙Modular Power and Communication Elements - Includes power blocks, receptacles and harnesses.∙Worksurfaces can be adjusted to 30" or 36" in height and can be supported by either cantilevers, lower storage or acombination of both.∙Shelves and overhead cabinets are completely adjustable in 1" increments.∙Entire modules can be added or taken out at any time to support changes.∙Utilities (data, electrical, gas, water, etc.) are routed through vertical and horizontal chases and are fully accessible from a variety of locations in the floor, ceiling or wall.∙Designed to accommodate other lab components such as fume hoods, sinks, and drying racks.∙An integrated approach to designing spaceHermanMiller∙Modular lab system embodies the flexibility changing times demand.∙ A limited number of interchangeable parts in standard sizes combine and recombine for straightforward initial planningand easy rearranging in the future.∙Work surfaces are independent of under-counter storage so accommodating work areas and providing storage remainindependent decisions.∙Storage units integrate into the materials and logistics management (MLM) processes of the facility.∙Components clean easily, both individually and as configured work environments.∙These design features allow you to Change quickly and cost-effectively—anywhere from exterior walls to the center of the lab Use and reuse components in different locations andapplications.∙Integrate new technology and equipment with little effort Make small, incremental changes or major moves withminimal downtimeSteelCaseHermanMillerInstallation Considerations:∙Essential power outlets, data, 220 VAC, RO Supply and Drain upon requestEquipment DatasheetMitraLa Z boyMitraAeroItem DescriptionFurniture, Chair, Recliner Equipment NumberFS-108Manufacturer Model Number----------------------------------------------- ------------------------------------------- Nurture Mitra----------------------------------------------- ------------------------------------------- ----------------------------------------------- ------------------------------------------- Further Description:∙Wood frame∙Structural inner steel frame∙Active webbed seat suspension∙Clean out space between seat and back∙Wood or plastisol arm∙Field replaceable covers and componentsOPTIONS∙Bariatric∙High Back Patient∙Freestanding tables∙Contrasting textiles∙Moisture barrierSpecifications:∙overall depth: 35" (Fully reclined :69”)∙overall width: 33 1/2"∙overall height: 45 1/2"∙seat width: 23 1/2"∙seat height: 18"∙arm height: 26"Supporting Documents:SpecificationsItem Description:Recliner, Bariatric, Medical Equipment Number:FS-108.1Potential Manufacturer Model Number----------------------------------------------- ------------------------------------------- Hill Rom----------------------------------------------- ------------------------------------------- Stryker----------------------------------------------- -------------------------------------------Further Description:Recliner medical grade chair with bariatricweight capacity (up to660 lb.) with optionalremovable arm on left, tray table on left, oraccessory bracket on left, right or both sidesSpecifications:Dimensions and weight:W x D x H: 970 x (980-1780) x 1160 mmWeight: 100 kgElectrical Requirements:120 V AC, 60 HzDesign and Installation Notes:Item DescriptionFurniture, Chair, Sleeper Equipment NumberFS-112Manufacturer Model Number----------------------------------------------- ------------------------------------------- Nurture Mitra----------------------------------------------- -------------------------------------------Further Description:∙Wood frame∙Structural inner steel frame∙Active webbed seat suspension∙Clean out space between seat andback∙Wood or plastisol arm caps∙Field replaceable covers andcomponentsOPTIONS∙Bariatric∙High Back Patient∙Freestanding tables∙Contrasting textiles∙Moisture barrierSpecifications:∙overall depth: 38" (Extended: 85”)∙overall width: 32 1/4"∙Overall height: 36"∙seat width: 26 1/4"∙seat height: 17 3/4"∙arm height: 25 3/4" Installation considerations:∙Consider enough space at the front to pull outSupporting Document:SpecificationsEquipment DatasheetEquipment DatasheetItem DescriptionFurniture, Chair, Boardroom Equipment NumberFS-122ManufacturerModel Number----------------------------------------------- ------------------------------------------- Herman Miller Setu----------------------------------------------- ------------------------------------------------------------------------------------------ -------------------------------------------Further Description:This multipurpose chair has a one-piece Lyris 2™ suspension orsuspended upholstery between outer composite polymer frames. TheKinematic Spine™ technology is integrated into the chair’s back framesto allow for varying recline positions and continuous support. The H-Alloy™base material is a durable and anti-corrosive aluminum,eliminating the need for polishing or protective coatings. The chair has astandard-height or high-height pneumatic height adjustment.Setu Options∙ Available in Standard Height, High Height,and Fixed Height versions∙ 5-Star base with casters or 4-Star base withgliders∙ No arms or fixed-height ribbon armsSpecifications:∙ Chair dimensions 25.1/8”W x 15”D x 36-38.75”H∙ Seat depth: 15”∙ Seat height 15.5-21.5" H (standard heightchair)∙ Weight Limit 300 lbsEquipment DatasheetEquipment Datasheet。
Dear ATMEL AT88CK109STK3 customer,Thank you for selecting the AT88CK109STK3 evaluation kit. We hope this kit will be a useful platform as you explore the full potential of the CryptoAuthentication product family.The AT88CK109STK3 is designed to be used with Atmel’s JTAGICE mkII debugger, AVR Studio developer’s suite and the ATMEL Crypto Evaluation Studio (ACES). This seamless toolchain provides a convenient and powerful environment for generating, debugging and testing your embedded software. For more information on these and other CryptoAuthentication development tools, visit /cryptokits.IMPORTANT MESSAGE!Atmel posts frequent updates to the AT88CK109STK3 software and documentation on our web-site. You may download the latest version for free from /cryptokits.Should you experience problems with this kit, please ensure that you have downloaded and installed the latest software version before contacting an Atmel sales representative.Thank you for your interest in ATMEL CryptoAuthenticaton products.AT88CK109STK3 Getting Started GuideFeaturesCryptoAuthentication™∙ Installing ACES (ATMEL CRYPTO EVALUATION STUDIO) ∙ Configuring the board∙ Powering the board∙ Reading the HOST (AT88SA10HS) and CLIENT (AT88SA102) devices1 IntroductionAT88CK109STK3 is a CryptoAuthentication Starter Kit, which can be used as a reference design and development system for the AT88SA100, AT88SA102, and ATSA10HS products.Contents :∙ AT88CK109BK3 modular CryptoAuthentication daughter board ∙ AT88Microbase for demos and development∙ Common 10-PIN header for any Atmel STK and EVK ∙ CryptoAuthentication development library∙ JTAG, LED, and buzzer for debug and feedback∙CryptoAuthentication device assortment and USB cableFigure 1-1 AT88CK109SK3 Starter Kit1.Installing ACESGo to /cryptokits to download and install the latest ACES.2. Configuring the boardEnsure there is a device in the HOST and CLIENT sockets.The kit is shipped with an AT88SA102 device in the CLIENT socket and an AT88SA10HS device in the HOST socket. To use this kit with the CryptoAuthentication Utilities software, the host and client devices must be in there respective sockets according to the texts on the PCB.Also, ensure the jumpers are configured as follow.CryptoAuthentication Design38667A–Crypto–5/093.Powering up the boardThe AT88CK109STK3 is a USB powered device. The AT88Microbase can be directly inserted intothe USB port or be used with the 6” USB cable provided.Upon receiving power, the blue power LED “LEDP” will light.4. Reading the Device Configuration Information▪ Insert the AT88CK109STK3 into a USB port (Section 2) ▪ Launch the CryptoAuthentication UtilitiesStart / All Programs / Atmel Crypto Solutions / CryptoAuthentication Utilities▪ The CryptoAuthentication Utilities will open to the SA102 / Hardware Operation tab.Power LEDIf the following screen appears, then 1 of 3 problems exists.1. No device in the socket2. The wrong device is in the socket3. The device is not seated properlyClick the Read button in the SA102S Configuration Information section.The section will populate.CryptoAuthenticationDesign58667A–Crypto–5/09▪ Click the Host Verification tab ▪ Click the Read button in the SA10HS Host Values section.The section will populate.▪ Congratulation , your AT88CK109STK3 is up and running. ▪ See CryptoAuthentication Help shortcut on your desktop for additional information5. References and further informationA complete reference design including schematics, Gerber files, BOM, Hardware User Guide, development and demonstration software is conveniently downloadable from the internet at /cryptokits .6.EVALUATION BOARD/KIT IMPORTANT NOTICEThis evaluation board/kit is intended for use for FURTHER ENGINEERING, DEVELOPMENT, DEMONSTRATION, OR EVAL PURPOSE ONLY. It is not a finished product and may not (yet) comply with some or any technical or legal requirements that are applicable to finished products, including, without limitations, directives regarding electromagnetic regarding electromagnetic compatibility, recycling (WEEE), FCC, CE or UL (except as may be otherwise noted on the board/kit). Atmel supplied this board/kit “AS IS,” without any warranties, with all faults, at the buyer’s and further users’ sole risk. The user assumes all responsibly and liability for proper and safe handling of goods. Further, the user indemnifies Atmel from claims arising from the handling or use of goods. Due to open construction of the product, it is the user’s responsibility to take any and all appropriate precautions with regard to electrostatic discharge and any other technical or legal concerns.EXCEPT TO THE EXTENT OF INDEMNITY SET FORTH ABOVE, NEITHER USER NOR ATMEL SAHLL BE LIABLE TO EACH OTHER FOR ANY INDIRECT, SPECIAL, INCIDENTAL, OR CONSEQUENTIAL DAMAGES.No license is granted under any patent right or other intellectual property right of Atmel covering or relating to any machine, process, or combination in which such Atmel product or services might be or are used.Mailing Address: Atmel Corporation, 2325 Orchard Parkway, San Jose, Ca 95131。
物料:segment1 说明:description主要:primary_unit_of_measure跟踪:tracking_quantity_ind定价:ont_pricing_qty_source辅助:secondary_uom_code默认:secondary_default_ind正值差系数:dual_uom_deviation_high 物料状态: inventory_item_status_code负值差系数:dual_uom_deviation_low用户物料类型:item_type转换---标准:allowed_units_lookup_code = 2转换---特定物料:allowed_units_lookup_code = 1转换---二者:allowed_units_lookup_code = 3库存物料: inventory_item_flag(Y/N)可储存: stock_enabled_flag(Y/N)可处理: mtl_transactions_enabled_flag(Y/N)版本控制: revision_qty_control_code (1/2)不勾为1,勾选为2可保留: reservable_type (1/2)不勾为2,勾选为1检查物料短缺:check_shortages_flag(Y/N)批次控制—控制:shelf_life_code(不控制:1)(存储期限:2)(自定义:4)存储期限:shelf_life_days重新测试间隔:retest_interval到期活动间隔:expiration_action_interval到期活动:expiration_action_code启用周期盘点:cycle_count_enabled_flag负计量误差: negative_measurement_error正计量误差: positive_measurement_error序列—生成: serial_number_control_code(不控制:1,接受时:5,发放销售订单时:6,预定义:2)起始前缀: auto_serial_alpha_prefix起始编号: start_auto_serial_number批次--控制: lot_control_code (不控制:1,完全控制:2)批次—起始前缀: auto_lot_alpha_prefix批次—起始编号: start_auto_lot_number 批次—到期天数: maturity_days批次—暂挂天数: hold_days按等级控制: grade_control_flag默认等级: default_grade货位控制: location_control_code(不控制:1,预指定:2,动态录入:3)限制子库存: restrict_subinventories_code(不限为2,限制为1)限制货位: restrict_locators_code(不限为2,限制为1)默认物料状态:default_material_status_id启用批次状态:lot_status_enabled启用序列状态:serial_status_enabled 默认批次状态:default_lot_status_id默认序列状态:default_serial_status_id 启用子批次:child_lot_flag生成子批次:parent_child_generation_flag(父加子:C,父流程:L)前缀:child_lot_prefix起始编号:child_lot_starting_number 格式验证:child_lot_validation_flag复制批次属性:copy_lot_attribute_flag 启用批次分解:lot_split_enabled启用批次合并:lot_merge_enabled启用批次转换:lot_translate_enabled启用批次替代lot_substitution_enabled 可分批次:lot_divisible_flag批量调库:bulk_picked_flag允许在BOM:bom_enabled_flag基本模型:base_item_idBOM物料类型:bom_item_type(标准:4,模型:1,选件类:2,计划:3,产品系列:5)有效性控制: effectivity_control(日期:1,模型/部件号:2)自动创建配置:auto_created_config_flag配置器模型类型: config_model_type创建配置项,BOM: config_orgs匹配配置: config_match资产项目类型: eam_item_type活动类型: eam_activity_type_code 关闭类型: eam_act_shutdown_status活动原因: eam_activity_cause_code 要求提供活动通知: eam_act_notification_flag活动来源: eam_activity_source_code已采购:purchasing_item_flag可采购:purchasing_enabled_flag使用批量的供应商:must_use_approved_vendor_flag允许更新说明:allow_item_desc_update_flag外包装配件:outsourced_assembly(勾选:1,不勾选:2)外协加工物料:outside_operation_flag单位类型:outside_operation_uom_type(装配件:ASSEMBLY,资源:RESOURCE)要求询价:RFQ_REQUIRED_FLAG应纳税:taxable_flag要求接受:receipt_required_flag要求检验:inspection_required_flag默认采购员:buyer_id接受关闭允差:receive_close_tolerance UN编号:un_number_id价目表价格:list_price_per_unit价格允差:price_tolerance_percent保留款账户:encumbrance_account费用账户:expense_account资产类别:asset_category_id发放单位:unit_of_issue发票关闭允差:invoice_close_tolerance 危险等级:hazard_class_id市场价格:market_price尾数处理因子:rounding_factor接受日期—活动:receipt_days_exception_code(无:NONE,拒绝:REJECT,警告:WARNING)提前天数:DAYS_EARLY_RECEIPT_ALLOWED延迟天数:days_late_receipt_allowed允许替代接收:allow_substitute_receipts_flag允许未订购接收:allow_unordered_receipts_flag允许快速处理事务:allow_express_delivery_flag超量接收控制—活动:qty_rcv_exception_code超量接收控制—允差: qty_rcv_tolerance接收方式: receiving_routing_id(标准:1,检验:2,直接:3)强制收货方: enforce_ship_to_location_code重量单位: weight_uom_code单位重量: unit_weight体积单位: volume_uom_code单位体积: unit_volume维单位: dimension_uom_code维长度: unit_length维宽度: unit_width维高度: unit_height容器: container_item_flag运载工具: vehicle_item_flag货箱类型: container_type_code内容积: internal_volume最大装载重量: maximum_load_weight最小装载百分比: minimum_fill_percent 宣传品物料: collateral_flag电子格式: electronic_flag事件: event_flag可下载: downloadable_flag设备: equipment_type(勾选为1,不勾为2)OM整数: indivisible_flag库存计划方法: inventory_planning_code(未计划:6,最大-最小:2,再订购点:1,供应商管理的库存:7)计划员: planner_code分包组件: subcontracting_component制造或采购: planning_make_buy_code(制造:1,采购:2)最小-最大数量—最小: min_minmax_quantity最小-最大数量—最小: max_minmax_quantity订货量—最小: minimum_order_quantity订货量—最小: maximum_order_quantity 成本—订单: order_cost成本—保留: carrying_cost来源—类型: source_type(库存:1,供应商:2,子库存:3)来源—组织: source_organization_id来源—子库存: source_subinventory安全库存—方法: mrp_safety_stock_code时段天数: safety_stock_bucket_days百分比: mrp_safety_stock_percent固定订货量: fixed_order_quantity固定供应天数: fixed_days_supply固定批次增加: fixed_lot_multiplier最小数量: vmi_minimum_units最小供应天数: vmi_minimum_days最大数量: vmi_maximum_units最大供应天数: vmi_maximum_days固定数量: vmi_fixed_order_quantity要求发放审批: so_authorization_flag(客户:1,供应商:2)寄销: consigned_flag(勾:1,不勾:2)自动到期: asn_autoexpire_flag(勾:1,不勾:2)预测类型:vmi_forecast_type(订单预测:1,销售预测:2,历史销售量:3)期限天数:forecast_horizon计划方法:mrp_planning_code(未计划:6,MRP计划:3,MPS计划:4,MPS/MRP计划:7,MPS/MPP计划:8,MPP计划:9)预测控制:ato_forecast_control追溯:end_assembly_pegging_flag例外集:planning_exception_set损耗率:shrinkage_rate容许提前天数:acceptable_early_days重要组件:critical_component_flag(2)舍入订单数量:rounding_control_type(2)计划库存点:planned_inv_point_flag创建供应:create_supply_flag预算中排除:exclude_from_budget_flag 重复计划:repetitive_planning_flag超出:overrun_percentage生产率增加允差:acceptable_rate_increase生产率减少允差:acceptable_rate_decrease计算ATP: mrp_calculate_atp_flag减少MPS: auto_reduce_mps计划时间栏: planning_time_fence_code天数: planning_time_fence_days需求时间栏: demand_time_fence_code天数: demand_time_fence_days发放时间栏: release_time_fence_code天数: release_time_fence_days替代件期限: substitution_window_code天数: substitution_window_days持续组织间转移: continous_transfer集中模式: convergence分散模式: divergence计划分配: drp_planned_flag最大库存供应天数: days_max_inv_supply最大库存窗口: days_max_inv_window目标库存供应天数: days_tgt_inv_supply目标库存窗口: days_tgt_inv_window维修方案: repair_program维修产量: repair_yield维修提前期: repair_leadtime预置点: preposition_point预加工: preprocessing_lead_time加工中: full_lead_time后加工: postprocessing_lead_time固定: fixed_lead_time变量: variable_lead_time累计制造:cum_manufacturing_lead_time 累计总额:cumulative_total_lead_time提前期批量: lead_time_lot_size在WIP中制造: build_in_wip_flag供应类型: wip_supply_type(推式:1,装配拉式:2,工序拉式:3,批量:4,供应商:5,虚拟:6)供应子库存: wip_supply_subinventory供应货位: wip_supply_locator_id库存存储: inventory_carry_penalty工序损耗: operation_slack_penalty允差类型: overcompletion_tolerance_type(百分比:1,金额:2)允差值: overcompletion_tolerance_value客户订购: customer_order_flag启用客户订单:customer_order_enabled_flag可发运: shippable_item_flag内部订购: internal_order_flag可处理: so_transactions_flag启用内部订购:internal_order_enabled_flag挑选组件: pick_components_flag按订单装配: replenish_to_order_flag可退回: returnable_flag完成发运模型:ship_model_complete_flag允许财务处理: financing_allowed_flag 要求RMA检验:return_inspection_requirement检查ATP: atp_flag ATP规则: atp_rule_idATP组件: atp_components_flag挑库规则: picking_rule_id默认发运组织: default_shipping_org默认销售订单来源类型: default_so_source_type(INTERNAL/EXTERNAL)计费周期: charge_periodicity_code超量发运: over_shipment_tolerance超量退货: over_return_tolerance短量发运: under_shipment_tolerance短量退货: under_return_tolerance可开票物料:invoiceable_item_flag启用开票:invoice_enabled_flag 会计规则:accounting_rule_id开票规则:invoicing_rule_id销项税分类代码:tax_code销售账户:sales_account付款条件:payment_terms_id启用流程质量:process_quality_enabled_flag启用流程成本计算:process_costing_enabled_flag启用处方:recipe_enabled_flag危险物料:hazardous_material_flag CAS编号:cas_number启用执行流程:process_execution_enabled_flag供应子库存:process_supply_subinventory供应货位:process_supply_locator_id产量子库存:process_yield_subinventory产量货位:process_yield_locator_id服务请求:serv_req_enabled_code启用合同服务范围:serviceable_product_flag启用缺陷跟踪:defect_tracking_on_flag启用处理:comms_activation_reqd_flag 合同物料类型:contract_item_type_code服务期限:service_duration延续期间:service_duration_period_code模板:coverage_schedule_id起始延迟天数:service_starting_delay 在产品安装信息库中跟踪:comms_nl_trackable_flag创建固定资产:asset_creation_code例程分类:ib_item_instance_class处理修复部件:recovered_part_disp_code启用服务开单:serv_billing_enabled_flag开单类型:material_billable_flagWeb状态:web_status可在Web上订购:orderable_on_web_flag 可延交订单:back_orderable_flag最少许可证数量:minimum_license_quantity。
Oracle® Retail Merchandising SystemRelease NotesRelease 13.1.5 (Replacement)January 2012Oracle Retail Merchandising System (RMS) Release 13.1.5 (Replacement) replaces theoriginal December 2011 RMS 13.1.5 release. The replacement release includes updateddocumentation to provide information about a critical hot fix that must be appliedbefore you run RMS 13.1.5. See "Critical Hot Fix 13532618."RMS 13.1.5 includes selected defect fixes and enhancements for RMS 13.1 code.Oracle Customer Support investigates submitted issues assuming that all releasedupdates have been applied. It is the customer's decision when to apply a new release;however, delays in applying updates can complicate the support process.Critical Hot Fix 13532618Note:Hot fix 13532618 corrects a serious error that was discoveredafter the original RMS 13.1.5 release. Apply this hot fix when youinstall RMS 13.1.5 and before you run the application, to avoidpossible database corruption.In addition to these updated Release Notes, this replacement release includes anupdated version of the Oracle Retail Merchandising System Installation Guide for Release13.1.5. Use the updated installation guide to perform the installation, and forinstructions to download and apply this critical hot fix.Defect reports included with the hot fix provide details about the fixed error. Thisdefect fix will also be included in the next bundled hot fix release and the next patchrelease of RMS. (The fix can be applied multiple times without problems.)About Patch ReleasesOracle Retail patch releases are periodic releases that can include the following:■New defect fixes and product enhancements ■All of the defect fixes and enhancements that have been released through bundled hot fix releases since the last patch releaseDocumentation for patch releases includes the following:■New and updated guides (for example, operations and user guides) that apply to the patch release level. These documents include all updates made since the last patch release. Documents revised for this patch release supersede and replace all previous document versions. See "Related Documentation " for a list of the documents published for RMS 13.1.5.■Defect reports for new fixes and enhancements for the patch release.■Defect reports for all bundled hot fix releases since the last patch release.■All document versions that were released with bundled hot fix releases.See the Oracle Retail Merchandising System Installation Guide for Release 13.1.5 for instructions about how to apply the defect fixes and enhancements that you have not already applied.Hardware and Software RequirementsSee the Oracle Retail Merchandising System Installation Guide for information about the following:■Hardware and software requirements ■Oracle Retail application software compatibilityNote:Customers can choose whether to apply bundled hot fixreleases, or wait for the next patch release. You must apply this patchrelease to upgrade your installation to the currently supported level:■Customers who have applied all bundled hot fix releases must apply all new defect fixes and enhancements included in the patchrelease.■Customers who have not applied bundled hot fix releases can instead apply the patch release, which also includes the fixes andenhancements from the bundled hot fix releases.Note:Documentation is separated into folders that are identified byrelease numbers. Documents for bundled hot fix releases are provided again as a historical record of the changes made since the last patchrelease. Always refer to the most recent document versions that apply to the release level you have installed.Applying the Patch ReleaseBefore applying the RMS 13.1.5 patch release, be sure that:■RMS 13.1 has been installed■Patch releases RMS 13.1.1 through RMS 13.1.4 have been appliedIf you have applied RMS bundled hot fix releases 13.1.4.1 through 13.1.4.4, you can apply just the new fixes and enhancements. If you have not applied any bundled hot fix releases, you can apply all fixes and enhancements by applying the RMS 13.1.5 patch release. See "About Patch Releases."Before applying the source files over your code:■Note whether any modules have been customized. If so, the customizations must be reapplied to the new version of the module, or the fix may need to be applied to the custom version of the code.■Copy the original files to a different directory before you copy over them, in case you need to refer to them at a later date.Running ScriptsBack up data before running any script, because the scripts provided do not preserve data. See defect reports for details.Check with your database administrator to determine whether your database should be analyzed after a script is run. In many cases, analysis of the database is necessary to take advantage of new or modified indexes intended to improve performance of the application.Functional EnhancementsThe following are technical enhancements for Oracle Retail Merchandising System Release 13.1.5.Receiver Cost AdjustmentsReceiver cost adjustments (RCA) previously allowed changes to costs for a matched shipment without displaying any error messages. The order cost was updated, but the receipt was not updated, and the tran_data record was not written.With this enhancement, when receiver cost adjustments are performed for partially matched receipts, item lines are split into matched and unmatched lines:■RCA changes are applied only to unmatched lines when unit_option.rcv_cost_adj_ matched_receipt=NO_ADJUST.■Matched lines are also considered when unit_option.rcv_cost_adj_matched_ receipt=DEBIT_CRDT.Corresponding tran_data postings and credit or debit memos are created.RPM Future RetailRMS was getting selling_unit_retail and selling_uom from the RPM_FUTURE_ RETAIL table directly. RMS now calls MERCH_API_SQL.GET_ITEMLOC_RETAIL API to get selling_unit_retail and selling_uom.RTM TransportationThe previous functionality had only consolidator partner type in transportation records. The new functionality supports all types of partners in transportation records. The existing consolidator field is removed and the new fields partner type and partner have been added.Defect Fixes and DocumentationA defect fix is a modification to the base Oracle Retail code (for example, a bug fix, a performance enhancement, or a functional enhancement). Each defect fix that is included in this release has a corresponding defect report titled <defect-number><module>.PDF (for example, 12345678 addrb.PDF).The file DEFECT MODULE XREF RMS 13.1.5.XLS lists the new defect fixes for Release 13.1.5, as well as those previously released in bundled hot fix releases 13.1.4.1 through 13.1.4.4. All of these are included in RMS 13.1.5.Review each defect report carefully before implementing the defect fixes. Note that scripts do not preserve data. Make sure that all data is backed up before you run any script.Noteworthy Defect FixesThe following topics highlight:■Noteworthy defect fixes and enhancements that are new for Release 13.1.5■Noteworthy defect fixes and enhancements for bundled hot fix releases 13.1.4.1 through 13.1.4.4All defect fixes for releases 13.1.4.1 through 13.1.4.4 are also included in Release 13.1.5 and can be applied through the installation of this patch release. See the Oracle Retail Merchandising System Installation Guide for Release 13.1.5 for instructions to apply the defect fixes and enhancements that you have not already applied.The following are not complete lists. See the cross-reference spreadsheets and defect reports included with this release for complete lists and full details.Release 13.1.5The following are noteworthy defect fixes that have not been released previously through a bundled hot fix release. See DEFECT MODULE XREF RMS 13.1.5.XLS for acomplete list of new defect fixes and enhancements for both RMS 13.1.5 and previous bundled hot fix releases.Release 13.1.4.4The following are noteworthy defect fixes and enhancements that were provided in the RMS 13.1.4.4 release. These are also included in the RMS 13.1.5 patch. See DEFECT MODULE XREF RMS 13.1.4.4.XLS for a complete list of RMS 13.1.4.4 defect fixes.Defect NumberSummary 12973105RMS was getting selling_unit_retail and selling_uom from RPM_FUTURE_RETAIL table directly.13015122An RUA for a partically matched invoice was not working as expected.13029695When a purchase order is received with a deposit complex pack, and an off-invoice deal is applied to it, all of the deposit items in the pack get the deal discount.13106088The previous RTM transportation functionality had only consolidator partner type in transportation records. The new functionality supports all types of partners in transportation records. The existing consolidator field is removed and the new fields partner type and partner have been added Defect NumberSummary 12585642RMS is not applying the important indicator and related import expenses to purchase orders.12597974STKVAR.PC is processing stock counts earlier than the expected date.12738936The EDIDLORD batch output file layout is incorrect for TSHIP records.12858873A replenishment purchase order with automatic order control method stays in worksheet status.12887128SUPP_HIER_TYPE_1, 2, and 3 are not populated with the values 'S1','S2','S3' as per design.the RMS 13.1.4.3 release. These are also included in the RMS 13.1.5 patch. See DEFECT MODULE XREF RMS 13.1.4.3.XLS for a complete list of RMS 13.1.4.3 defect fixes.Release 13.1.4.2The following are noteworthy defect fixes and enhancements that were provided in the RMS 13.1.4.2 release. These are also included in the RMS 13.1.5 patch. See DEFECT MODULE XREF RMS 13.1.4.2.XLS for a complete list of RMS 13.1.4.2 defect fixes.Defect NumberSummary 12346377Store orders created or modified in SIM have inconsistent validations in RMS. 12394179There is a scaling issue with a replenishment purchase order.12401986When a direct store delivery receipt is adjusted to have a quantity less than the quantity received, the invoice is in unresolved match status if there is a receipt with a negative quantity. If an invoice with the final quantity (quantity after adjustment) is created, it is not matched and stays in status UNMTCH.12599344User ID, partner type, and partner ID can be edited with custom view for an active fixed deal.12655610A purchase order created from an existing purchase order is updated with the unit_cost of the old purchase order.Defect NumberSummary 11680682Deals enhancements for corrections to actual forecast, actual income 11680704Deals issues related to foundation data 11680719Deals issues related to the future cost engine 11680728Deals issues related to cost changes 11680739Deals issues related to reclassification, closing of a deal and creating a new entry in for a reclassified item in deal tablesthe RMS 13.1.4.1 release. These are also included in the RMS 13.1.5 patch. See DEFECT MODULE XREF RMS 13.1.4.1.XLS for a complete list of RMS 13.1.4.1 defect fixes.Related DocumentationFor more information, see the following documents in the Oracle Retail Merchandising System Release 13.1.5 documentation set:■Oracle Retail Merchandising System Data Model ■Oracle Retail Merchandising System Installation Guide (updated for this replacement release)■Oracle Retail Merchandising System Operations Guide■Oracle Retail Merchandising Batch Schedule■Oracle Retail Merchandising Implementation Guide Defect NumberSummary 11057571For complex packs, returns to vendor are using av_cost.11660206The user cannot select the primary discharge port using the LOV on the cost zone locations form.11663906Items marked for deletion are purged by the daily purge program, even though transactions exist for the items in the transaction history tables.There is no validation in the purge logic to check for transactions before deleting the items.11683686When a direct store delivery order for a nonsellable item is subscribed into RMS, a RIB error occurs.11741626The Unit Cost field is disabled when the supplier is added with Cost UOM of KG.Oracle® Retail Merchandising System Release Notes, Release 13.1.5 (Replacement)Copyright © 2012, Oracle and/or its affiliates. All rights reserved.This software and related documentation are provided under a license agreement containing restrictions on use and disclosure and are protected by intellectual property laws. Except as expressly permitted in your license agreement or allowed by law, you may not use, copy, reproduce, translate, broadcast, modify, license, transmit, distribute, exhibit, perform, publish, or display any part, in any form, or by any means. Reverse engineering, disassembly, or decompilation of this software, unless required by law for interoperability, is prohibited.The information contained herein is subject to change without notice and is not warranted to be error-free. If you find any errors, please report them to us in writing.If this software or related documentation is delivered to the U.S. Government or anyone licensing it on behalf of the U.S. Government, the following notice is applicable:U.S. GOVERNMENT RIGHTS Programs, software, databases, and related documentation and technical data delivered to U.S. Government customers are "commercial computer software" or "commercial technical data" pursuant to the applicable Federal Acquisition Regulation and agency-specific supplemental regulations. As such, the use, duplication, disclosure, modification, and adaptation shall be subject to the restrictions and license terms set forth in the applicable Government contract, and, to the extent applicable by the terms of the Government contract, the additional rights set forth in FAR 52.227-19, Commercial Computer Software License (December 2007). Oracle USA, Inc., 500 Oracle Parkway, Redwood City, CA 94065.This software is developed for general use in a variety of information management applications. It is not developed or intended for use in any inherently dangerous applications, including applications which may create a risk of personal injury. If you use this software in dangerous applications, then you shall be responsible to take all appropriate fail-safe, backup, redundancy, and other measures to ensure the safe use of this software. Oracle Corporation and its affiliates disclaim any liability for any damages caused by use of this software in dangerous applications.Oracle is a registered trademark of Oracle Corporation and/or its affiliates. Other names may be trademarks of their respective owners.This software and documentation may provide access to or information on content, products, and services from third parties. Oracle Corporation and its affiliates are not responsible for and expressly disclaim all warranties of any kind with respect to third-party content, products, and services. Oracle Corporation and its affiliates will not be responsible for any loss, costs, or damages incurred due to your access to or use of third-party content, products, or services.Value-Added Reseller (VAR) LanguageOracle Retail VAR ApplicationsThe following restrictions and provisions only apply to the programs referred to in this section and licensed to you. You acknowledge that the programs may contain third party software (VAR applications) licensed to Oracle. Depending upon your product and its version number, the VAR applications may include:(i) the MicroStrategy Components developed and licensed by MicroStrategy Services Corporation (MicroStrategy) of McLean, Virginia to Oracle and imbedded in the MicroStrategy for Oracle Retail Data Warehouse and MicroStrategy for Oracle Retail Planning & Optimization applications.(ii) the Wavelink component developed and licensed by Wavelink Corporation (Wavelink) of Kirkland, Washington, to Oracle and imbedded in Oracle Retail Mobile Store Inventory Management.(iii) the software component known as Access Via™ licensed by Access Via of Seattle, Washington, and imbedded in Oracle Retail Signs and Oracle Retail Labels and Tags.(iv) the software component known as Adobe Flex™ licensed by Adobe Systems Incorporated of San Jose, California, and imbedded in Oracle Retail Promotion Planning & Optimization application.You acknowledge and confirm that Oracle grants you use of only the object code of the VAR Applications. Oracle will not deliver source code to the VAR Applications to you. Notwithstanding any other term or condition of the agreement and this ordering document, you shall not cause or permit alteration of any VAR Applications. For purposes of this section, "alteration" refers to all alterations, translations, upgrades, enhancements, customizations or modifications of all or any portion of the VAR Applications including all reconfigurations, reassembly or reverse assembly,re-engineering or reverse engineering and recompilations or reverse compilations of the VAR Applications or any derivatives of the VAR Applications. You acknowledge that it shall be a breach of the agreement to utilize the relationship, and/or confidential information of the VAR Applications for purposes of competitive discovery.The VAR Applications contain trade secrets of Oracle and Oracle's licensors and Customer shall not attempt, cause, or permit the alteration, decompilation, reverse engineering, disassembly or other reduction of the VAR Applications to a human perceivable form. Oracle reserves the right to replace, with functional equivalent software, any of the VAR Applications in future releases of the applicable program.。
Wi-SUN SDK 1.4.0.0 GAGecko SDK Suite 4.2 December 14, 2022Wireless Smart Ubiquitous Network (Wi-SUN) is the leading IPv6 sub-GHz mesh technology for smart city and smart utility applications. Wi-SUN brings Smart Ubiq-uitous Networks to service providers, utilities, municipalities/local government, and other enterprises, by enabling interoperable, multi-service, and secure wireless mesh networks. Wi-SUN can be used for large-scale outdoor IoT wireless commu-nication networks in a wide range of applications covering both line-powered and battery-powered nodes.Silicon Labs' Wi-SUN hardware is certified by the Wi-SUN Alliance, a global indus-try association devoted to seamless LPWAN connectivity. Wi-SUN builds upon open standard internet protocols (IP) and APIs, enabling developers to extend existing infrastructure platforms to add new capabilities. Built to scale with long-range capabilities, high-data throughput and IPv6 support, Wi-SUN simplifies wire-less infrastructure for industrial applications and the evolution of smart cities.These release notes cover SDK versions:1.4.0.0 released December 14, 2022Compatibility and Use NoticesFor information about security updates and notices, see the Security chapter of the Gecko Platform Release notes installed with this SDK or on the TECH DOCS tab on https:///developers/wi-sun-protocol-stack . Silicon Labs also strongly recommends that you subscribe to Security Advisories for up-to-date information. For instructions, or if you are new to the Silicon Labs Wi-SUN SDK, see Using This Release . Compatible Compilers:IAR Embedded Workbench for ARM (IAR-EWARM) version 9.20.4 • Using wine to build with the IarBuild.exe command line utility or IAR Embedded Workbench GUI on macOS or Linux could result in incorrect files being used due to collisions in wine’s hashing algorithm for generating short file names.•Customers on macOS or Linux are advised not to build with IAR outside of Simplicity Studio. Customers who do should carefully verify that the correct files are being used.GCC (The GNU Compiler Collection) version 10.3-2021.10, provided with Simplicity Studio.Contents Contents1Wi-SUN Stack (2)1.1New Items (2)1.2Improvements (2)1.3Fixed Issues (2)1.4Known Issues in the Current Release (2)1.5Deprecated Items (3)1.6Removed Items (3)2Wi-SUN Applications (4)2.1New Items (4)2.2Improvements (4)2.3Fixed Issues (4)2.4Known Issues in the Current Release (4)2.5Deprecated Items (4)2.6Removed Items (5)3Using This Release (6)3.1Installation and Use (6)3.2Security Information (6)3.3Support (7)1 Wi-SUN Stack1.1 New ItemsAdded in release 1.4.0.0•Added minimal support for FAN1.1 LFN (Limited Functional Node). LFN devices are able to connect and communicate but are not using any of the EFR32 energy management mode. As such, they are not optimized for battery powered devices and should only be used for evaluation and experimentation.•Added a new API sl_wisun_set_device_type()that configures the role of device. It can be either a router (FFN – Full Functional Node) or an end node (LFN)•Added a new set of libraries supporting both LFN and FFN device types. Those libraries are used when the new “Stack LFN Support” plugin is installed.•Added support for FAN 1.1 PHY mode switch.•Added a new API sl_wisun_set_mode_switch() that indicates if the device can mode switch with a given neighbor.•Added new APIs sl_wisun_set_pom_ie()and sl_wisun_get_pom_ie()that write or read the content of the POM-IE (PHY Operating Mode Information Element). It contains the list of the PHY operating mode a node is willing to use for communi-cation.•Added a new API sl_wisun_join() that triggers a new connection. It can be used either with the old (1V08 – regulatory do-main, operating class, operating mode) or the new (1VA8 – regulatory domain, channel plan id, PHY mode if) nomenclature. That new API is meant to replace sl_wisun_connect().•Added a new API sl_wisun_set_connection_parameters() that extends the set of the configuration parameters. Used in pair with sl_wisun_join(), it replaces sl_wisun_connect() network size parameter.•Added support for FSK FEC. FEC can be enable either by setting fec field of sl_wisun_phy_config_t structure or by using a PHY mode id that explicity enables FEC.•Added support of EFR32FG25. It supports all FAN1.1 OFDM modulation schemes and all FAN1.0 FSK configurations.•Added support of EFF011.2 ImprovementsNone1.3 Fixed IssuesNone1.4 Known Issues in the Current Release1078454The wrong radio entry can be used if a radio configuration file contains the same PHY more than once. It will always select the first entry foundthat matches the PHY charatersitcs. It can cause a single PHY to beselected instead of a multi-PHY and make the use of mode switchimpossible. Start the radio configuration files with the multi-PHY.1059919 A wrong RSSI estimation leads an imprecise RSL computation. It can trigger to a suboptimal parent selection on heterogeneous networks.1.5 Deprecated ItemsDeprecated in release 1.4.0.0•sl_wisun_connect() is replaced by sl_wisun_join().•sl_wisun_set_channel_plan() is replaced by sl_wisun_join().•sl_wisun_set_network_size() is replaced by sl_wisun_set_connection_parameters()1.6 Removed ItemsNone2 Wi-SUN Applications2.1 New ItemsAdded in release 1.4.0.0•Added support of EFR32FG25•FAN 1.1 PHY support (settings and CLI)•CoAP Advanced Resource Handler•Added support of CPC in Wi-SUN RCP2.2 ImprovementsAdded in release 1.4.0.0•iPerf Improvements•CLI component is separated•Multicast support•CoAP Improvements•Resource Discovery Query Improvement•Extended resource support (CoAP Meter update also)•Network Measurement Application Improvements•Multicast support for ping and iPerf•Remote CLI control over CoAP•LCD GUI improvements•PHY selection•iPerf test visualization•GUI refactor•Wi-SUN Configurator•FAN1.1 PHY support beside FAN1.0•Default PHY Selection•Refactor memory management (Os objects and their allocations are organized into heap)2.3 Fixed IssuesNone2.4 Known Issues in the Current ReleaseIssues in bold were added since the previous release.Simplicity Studio – Network Analyzer: Wi-SUN Encrypted Packets arenot supported.2.5 Deprecated ItemsNone2.6 Removed Items None3 Using This ReleaseThis release contains the following•Wi-SUN stack library•Wi-SUN sample applications•Wi-SUN border router pre-compiled demos•DocumentationIf you are a first time user, see QSG181: Silicon Labs Wi-SUN Quick-Start Guide.3.1 Installation and UseThe Wi-SUN SDK is provided as part of the Gecko SDK (GSDK), the suite of Silicon Labs SDKs. To quickly get started with the GSDK, install Simplicity Studio 5, which will set up your development environment and walk you through GSDK installation. Simplicity Studio 5 includes everything needed for IoT product development with Silicon Labs devices, including a resource and project launcher, software configuration tools, full IDE with GNU toolchain, and analysis tools. Installation instructions are provided in the online Simplicity Studio 5 User’s Guide.Alternatively, Gecko SDK may be installed manually by downloading or cloning the latest from GitHub. See https:///SiliconLabs/gecko_sdk for more information.Simplicity Studio installs the GSDK by default in:•(Windows): C:\Users\<NAME>\SimplicityStudio\SDKs\gecko_sdk•(MacOS): /Users/<NAME>/SimplicityStudio/SDKs/gecko_sdkDocumentation specific to the SDK version is installed with the SDK.3.2 Security InformationSecure Vault IntegrationThis version of the stack does not integrate Secure Vault Key Management.Security AdvisoriesTo subscribe to Security Advisories, log in to the Silicon Labs customer portal, then select Account Home. Click HOME to go to the portal home page and then click the Manage Notifications tile. Make sure that ‘Software/Security Advisory Notices & Product Change Notices (PCNs)’ is checked, and that you are subscribed at minimum for your platform and protocol. Click Save to save any changes.3.3 SupportDevelopment Kit customers are eligible for training and technical support. Contact Silicon Laboratories support at /support.Silicon Laboratories Inc.400 West Cesar Chavez Austin, TX 78701USAIoT Portfolio/IoTSW/HW/simplicityQuality /qualitySupport & Community/communityDisclaimerSilicon Labs intends to provide customers with the latest, accurate, and in-depth documentation of all peripherals and modules available for system and software imple-menters using or intending to use the Silicon Labs products. Characterization data, available modules and peripherals, memory sizes and memory addresses refer to each specific device, and “Typical” parameters provided can and do vary in different applications. Application examples described herein are for illustrative purposes only. Silicon Labs reserves the right to make changes without further notice to the product information, specifications, and descriptions herein, and does not give warranties as to the accuracy or completeness of the included information. Without prior notification, Silicon Labs may update product firmware during the manufacturing process for security or reliability reasons. Such changes will not alter the specifications or the performance of the product. Silicon Labs shall have no liability for the consequences of use of the infor -mation supplied in this document. This document does not imply or expressly grant any license to design or fabricate any integrated circuits. The products are not designed or authorized to be used within any FDA Class III devices, applications for which FDA premarket approval is required or Life Support Systems without the specific written consent of Silicon Labs. A “Life Support System” is any product or system intended to support or sustain life and/or health, which, if it fails, can be reasonably expected to result in significant personal injury or death. Silicon Labs products are not designed or authorized for military applications. Silicon Labs products shall under no circumstances be used in weapons of mass destruction including (but not limited to) nuclear, biological or chemical weapons, or missiles capable of delivering such weapons. Silicon Labs disclaims all express and implied warranties and shall not be responsible or liable for any injuries or damages related to use of a Silicon Labs product in such unauthorized applications. Note: This content may contain offensive terminology that is now obsolete. Silicon Labs is replacing these terms with inclusive language wherever possible. For more information, visit /about-us/inclusive-lexicon-projectTrademark InformationSilicon Laboratories Inc.®, Silicon Laboratories ®, Silicon Labs ®, SiLabs ® and the Silicon Labs logo ®, Bluegiga ®, Bluegiga Logo ®, EFM ®, EFM32®, EFR, Ember ®, Energy Micro, Energy Micro logo and combinations thereof, “the world’s most energy friendly microcontrollers”, Redpine Signals ®, WiSeConnect , n-Link, ThreadArch ®, EZLink ®, EZRadio ®, EZRadioPRO ®, Gecko ®, Gecko OS, Gecko OS Studio, Precision32®, Simplicity Studio ®, Telegesis, the Telegesis Logo ®, USBXpress ® , Zentri, the Zentri logo and Zentri DMS, Z-Wave ®, and others are trademarks or registered trademarks of Silicon Labs. ARM, CORTEX, Cortex-M3 and THUMB are trademarks or registered trademarks of ARM Holdings. Keil is a registered trademark of ARM Limited. Wi-Fi is a registered trademark of the Wi-Fi Alliance. All other products or brand names mentioned herein are trademarks of their respective holders.。
Chapter 5 LIB Materials Market Bulletin (10Q3)As ever, the newspapers and other media are buzzing with news and editorials based on expectations for the LIB market for future automotive and ESS. IIT has been calmly analyzing the facts of the current state and future prospects of this market, and the fact that the second and third applications for LIB are far from beginning in earnest can be confirmed from the state of the materials market as well. LIB for non-portable devices still accounts for less than a 5% share of the materials market.Materials businesses targeting future applications provide some scope for developing those new materials, but most of the materials for LIB for portable devices, and materials mixes for first-generation automotive batteries, are currently dedicated entirely to cost reduction. In materials supply, performance realization, stable supply and quality assurance are all givens, and price is the most important factor for competition. Of course, engineers have their preferences in cell design and development, and there are compatibility issues between materials, so it is not simple to switch materials over price alone. Nevertheless, it is certainly true that cell development primarily based on cost reduction is becoming increasingly common. The properties of basic materials have not changed greatly, so the only options are to change the source of the raw materials, change the process, or look for suppliers in other countries with lower costs1. In this chapter, we will recheck the cost breakdown of LIB bare cell costs, and take a general look at pricing trends in the metals for the cathodes, which have a large weight within the bare cell cost.1. Cost breakdown and metals marketsWe described the latest trends in cell prices in Chapter 4, but the data we present here on price movements go back a little further (Figure V-1).Figure V-1 Movements in Prices of 18650 Cells of Each Capacity1For graphite anodes, the only options for NG base are to change the natural graphite source, change the subsequent battery grade processes (washing, crushing, granularity adjustment), change the pitch coating method, or bring in material from Chinese manufacturers. The situations for other materials and components are largely similar. If the basic material properties change, which means, if there is a switch from graphite to Si-type materials, the price for capacity could fall even if the absolute price rises, but the use of Si-type materials in LIB forNote) The data are the same as in Figure IV-8 in Chapter 4, with the addition of data for 1Q06-4Q08.LIB suppliers, frustrated over major price rises in the Co market, linked metal price movements to their LIB bare cell and pack prices in 07Q2, and bare cell prices have been rising since then. The turning point was 08Q4. The slump in device and equipment markets which was triggered by the worldwide recession2extended its impact to LIB demand. After that, as we have reported before, the LIB market expanded again, but bare cell prices have been falling ever since.It was Sanyo and the other Japanese manufacturers that propelled the introduction of the metals price linkage system for LIB prices in around 07Q1. At the time, the supply of 18650 cell was extraordinarily tight, emboldening the cell suppliers. The South Korean manufacturers followed their Japanese counterparts, taking the step of raising prices. That was the first time in the long history of the secondary cell market that price rises had been tolerated. With hindsight from today’s perspective, we have to conclude that being released from part of the cost pressure on them risked causing the Japanese manufacturers to slacken off on their own cost reduction efforts. They made the shift from LCO to NMC for cathodes, but for anodes they stopped at using NG base from Japanese manufacturers and did not go as far as using South Korean and Chinese-made materials throughout. As we have described before, cell assembly line speeds among Japanese manufacturers are 4.5-5M cells/month, while those of South Korean manufacturers reach 8-10M cells/month. At that time, SDI were still in third place behind Sanyo and Sony, and the South Koreans were very keen to cut costs in their push for the top. They enjoyed the boost of the cheap Won after that, but in any case, SDI have succeeded in overtaking Sanyo to reach the top. SDI are now in the position of being benchmarked by all the other companies in the industry. Figure V-2 shows the cost breakdown for an 18650 cell from SDI.Figure V-2 Estimated Cost Breakdown for an 18650 Cell from SDI (10Q3)2The precise beginning was on September 15, 2008 (about 2 years ago), when Lehman BrothersNote) 28A= LCO version of a 2.8Ah cell, 26F =NMC/LCO version of a 2.6Ah cell, 22F =NMC version of a 2.2Ah cell. The costs for equipment depreciation, labor, salesand general administration (SGA) are other costs (R&D, royalties, etc.) arecommon to all cell types. Materials costs other than cathode active materials areunder “Other materials”.It is amazing that the 22F cell, priced at under USD1.7, does not lose money. Even LGC are in the red at USD1.7, and Sanyo cannot make a profit at USD1.75. Now that the Japanese manufacturers are also hit by the strong Yen, they have no way to reach such prices. Naturally, all the companies use 100% NMC or NMC as the main ingredient for their 2.2Ah cells, and SDI have switched to material from BTR of China for anodes as well. With the weak Won, they are at a disadvantage buying materials from Japan, so they urgently need to source materials from the local South Korean market or from China. For the 26F, which is currently the mainstream model, they secure an operating income of 14%, even with tight pricing, and their profit margin on the 28A, which attracts a pricing premium, is over 20%. For the 26F, they have moved ahead of Sanyo and Panasonic to cut Co usage even at the 2.6Ah level, so they used a mixed NMC/LCO cathode to promote that move. The really impressive thing is that they have decided to switch to NMC/LCO even in the LCO version of their 28A. They are always working towards more cost reductions, and it is amazing that they have been able to develop and launch products with equal performance to the LCO versions in such a short time. As far as possible, SDI use common components and designs across all their products, from the 22F to the 28A/30A, so they are well able to adapt to fluctuations in demand, and it is easy for them to benefit from economies of scale.Calculating from Figure V-2, the share of the Cost Of Goods Sold (COGS) taken by cathode active materials is 35% in the 28A, 32% in the 26F, and 26% in the 22F, which is very high. Of course, cathodes have the highest cost of all the materials. It is possible to use 100% NMC for the cathode active materials in cells of up to 2.4Ah, but an increasing share of LCO is unavoidable in cells of 2.6Ah or more. In the 2.6/2.8/3.0Ah cells that are the mainstream high-capacity products in the current 18650 cell market, competitive success depends on finding a way to switch the cathode active materials to NMC. In cost terms, LNO would also be an option, but the fact that Panasonic are the only source is a problem, as is the way it reduces voltage even as it raises capacity (Ah). Figure V-3 shows movements in prices of cathode active materials. Up to 2006, there was a price gap between LCO, NMC and LNO, but it was small, because of the synthesis costs of NMC and LNO. There was no incentive to rush into Co reduction. In 2007 and beyond, Co prices surged up, causing the LCO price to rise sharply. However, as mentioned above, the cell suppliers were able to pass on the cost increase, so even as the LCO price rose to nearly JPY8,000/kg (over USD70/kg), they could price a 2.2Ah cell at around USD2.4, as shown in Figure V-1. After the Lehman Shock, however, metal prices also fell (Figure V-4), and from 09Q2, in particular, all the prices of active materials were stable, but the LCO price still did not fall below JPY3,000/kg. It makes sense to shift to NMC and LNO, for which process costs have been falling, to achieve even a minor cost reduction.Figure V-3 Movements in Prices of Cathode Active MaterialsFigure V-4 Movements in Prices of Main LIB-related Metals2. Markets for semi-main LIB materials and componentsIIT’s LIB-related study programs usually deal with the four main constituent materials; cathode active materials, anode active materials, separators and formulated electrolyte solution; as in the next section. As a special feature for this report, we have gathered market data for other materials and components as well, and will present the data with some comments on trends. It is extremely difficult to collect figures for the global market, and there are many unknowns in the volumes used by Chinese LIB manufacturers and supplied by Chinese materials manufacturers. On the other hand, the volumes produced by manufacturers of LIB for non-portable devices are facts, and they point to a situation that cannot be described as fully under way.1) Cathode current collectorsThe global market for LIB cathode collectors in CY10 was 8,156 tons. Traditionally, Al foil 15-20 microns thick was used for LIB cells (with 30 microns for some cells for power tools), and the specifications emphasized strength and uniformity over purity.There are four Japanese suppliers3of cathode collectors, with a combined share of 43%. Japanese LIB manufacturers use almost only Japanese-made materials. Nippon Foil Mfg. are marketing relatively aggressively in China, but other than that, only Sumikei Aluminum Foil and Toyo Aluminum ship small amounts to LIB manufacturers in the Europe and North America, and in Taiwan4. South Korean LIB manufacturers use almost only South Korean-made materials. The two big suppliers there are Sam-a Aluminium Co., Ltd. and Lotte Int’l, while DaiHan Eunpakgy Co., a general aluminum foil manufacturer in South Korea5, are moving into this field but have yet to make any major deliveries. Sam-a Aluminium have SDI as a customer and are the worldwide leader. In China, Alcoa Shanghai (which merged in 2009 with YunNan XinMeiLu Aluminum Foil Co.) ships to several companies, and there are three or four local suppliers.Figure V-5 Shares for Each Supplier of LIB Cathode Collectors(recorded and expected for CY10)3In Japan, Al foil as cathode collector was produced by the foil departments or foil subsidiaries of all the big six light pressing companies (Sumitomo Light Metal Industries, Furukawa-Sky Aluminum Corp., Nippon Light Metal, Mitsubishi Aluminum, Kobe Steel and Showa Denko), but Sun-Aluminium Ind, Ltd, under the umbrella of Kobe Steel, have withdrawn from the market, and Showa Denko have also withdrawn, apart from high-purity foil for Al electrolytic condensers.Their reason is that Al foil for LIB use does not demand as high a purity specification as for condensers, so it is difficult to derive added value.4Some manufacturers may order Japanese products because they are concerned over the amount of residual oil in materials from local Al foil manufacturers.5Other than for condensers, Al foil is mainly used as the everyday product for cooking and other household uses, and in the food and pharmaceuticals fields, for packaging foods and drugs. The total output of South Korean Al foil manufacturers is 169,000 tons, of which the top three, Lotte,Figure V-6 Supply and Demand Relationships for LIB Cathode Collectors(recorded and expected for CY10)Note) Items that have "auto" after the manufacturer name are the automotive battery production of suppliers of cells for portable devices.2) Anode current collectorsCompared to cathode collectors, the Cu foil used for anode collectors is often a topic of interest as a LIB material. The first reason is its price. The price setting mechanism is the same for both Al and Cu foil, namely metal price plus processing price, but at present the Cu foil is more expensive, costing JPY105-125/m2for 9 micron foil, while Al foil costs JPY35-45/m2 for 18 micron foil. The cost is closing in on that of separator, which is non-metallic but is also sold by area (JPY135-200/m2), and is remarkably high. The second reason is that it is a heavy component in LIB cell designs. Particularly in HEV cells, which have large electrode areas relative to their capacities, the Cu foil stands out as a heavy component. It would be very difficult to make it much thinner than the 8-10 microns that is the mainstream range. The third reason is the relationship with the expansion-contraction problems of Si-type anodes. In some cases, the Cu foil which serves as the substrate may be asked to provide more strength than usual, and the development factors could change6. Switching to 6Japan Metal News carried an unusual feature on LIB Cu foil on June 8th, 2010, which we quotehere verbatim.copper foil / Alloying to maintain strength / Substitute materials to increase capacity? / Tin-copper alloy foil from Nippon Mining and Metals”Domestic copper foil manufacturers have started to compete in development related to next-generation large-capacity LIB cells. Copper foil will be the collector on the anode side. It is said that in next-generation cells, the active materials coated onto the collectors will change from carbon-based materials to silicon alloys, and copper foil will be expected to provide more tensile strength and better bonding with the active materials than it has before. In a market where electrolytic copper foil has a high share, rolled-foil manufacturers are looking to complete with alloy foils.* Foil strength to suppress swellingHitachi Cable say that “80% is electrolytic copper foil” within the anode collectors used in commercial LIB cells. Compared to rolled foil that is made from slabs, electrolytic foil, for which the copper is deposited on the surface of a metal drum, has the advantage in producing thinner and wider foil. Its properties also vary less on heating, due to the differences in crystalline structure.Copper foil for collector use has been made increasingly thin, to meet demand for smaller cells with higher capacities. In order to roll more active materials into cells, collectors have been thinned from 15-18 microns to 8-10 microns in recent years, and the process of increasing capacity by thinning the foils is “nearing its limit” (Hitachi Cable). Therefore, a search has begun for alternative electrode materials.Silicon alloy active materials, which is viewed as the leading option for the anode side, has a larger volume change on charging and discharging than the current carbon-type materials. With repeated cycles of charging and discharging, the cell expands by several times and the active material separates from the collector, shortening cell lifespan.Current development is moving towards strengthening copper foil to suppress the swelling. It will be given the property of retaining tensile strength even if it is heated to 100-200°C in the electrode manufacturing process. Foil surfaces will be treated against peeling active materials. * Rolled copper foil is shifting towards alloysHitachi Cable, a manufacturer of rolled copper foil, is promoting an alloyed foil produced by adding 0.02% zirconium to oxygen-free copper. Even in an environment at 300-350°C, it has a tensile strength of 400-450N per mm2. Nippon Mining and Metals, the largest manufacturer of rolled copper foil, is offering a tin-copper alloy foil. It has a tensile strength of over 500N/mm2 at 300°C.Pure copper foil is heat treated to 100-150°C, which reduces its tensile strength from around 400N to 150-200N/mm2. With that treatment the foil suffers plastic deformation (which does not return to the original shape) when the cell is first charged, and that is thought to lead to active materials dropping off. Rolled copper foil can handle that problem if it is alloyed.Alloying has the drawback of reducing conductivity, but the choice of alloy composition is based on the tradeoff between strength and conductivity. The alloy itself is nothing special, and it is already widely in used in applications such as lead frames.* Is electrolytic copper foil at a disadvantage?“Mechanical properties which were not needed before are starting to be demanded of the collectors themselves” (Hitachi Cable), and there are a number of moves under way to extend the share for rolled copper foil. Electrolytic copper foil cannot be alloyed, so the strength of the pure foil must be increased by existing manufacturing methods. Such methods would use additives or change electrolysis conditions at the foil production stage.That would appear to be a disadvantage at first sight, but the thermal variation of properties is smaller in electrolytic foil than in rolled foil, and products with tensile strength of 300-500N have already been developed. While the increase in cell capacity is not large, the potential of pure copper foil appears adequate and even high. Nippon Mining and Metals, who produce both rolled and electrolytic foils, take a cautious view, saying “the foil to use changes according to the structural design of the cell. The application methods for active materials also change”. They are developing electrolytic foils.The same is true of surface treatments to enhance bonding performance with active materials. The most promising method appears to be “roughening treatment”, which sticks copper particles to the foil surface, but Hitachi Cable say “there are methods other than roughening.alloy to meet that demand could also be an opportunity for rolled foil to make a comeback.The current volume of the global market in CY10 was 18,276 tons, of which electrolytic foil has a 91% share. There are six Japanese materials manufacturers in this field. The largest electrolytic producers are Furukawa Electric and Nippon Denkai, while the largest rolled foil producers are Nippon Foil Mfg. and Hitachi Cable. Fukuda Metal Foil and Powder are now a minor player in this field, but a long-established brand. JX Nippon Mining & Metals have recently entered the market (they have both rolled and electrolytic products and are shipping to EnerDel, apparently the rolled product), to complete the lineup. The intricacies of choosing between rolled or electrolytic foil include the personal preferences of electrode and cell designers, so the automotive batteries now being newly developed are a mix, with some using each type. The dominance of electrolytic foil for portable devices is largely due to its provision of wider foils and its earlier reduction of thickness. In Japan, rolled foil is available in widths up to 600-650mm, while electrolytic foil can be provided up to one meter wide7. Local Chinese rolled foil manufacturers cannot supply foil wider than 300mm at best, so electrolytic foil, which they can produce at 450-600mm wide, is used for mass production.Looking at the current figures, Furukawa Electric are still in top place worldwide, not the South Koreans. Iljin ship considerable volumes not just to SDI, LGC and SK, but also to Sanyo and Maxell, and to Tianjin Lishen, but they were impacted by having to share the volumes of SDI and LGC with LSMtron, the South Korean number two. In China, the largest and most famous supplier appears to be United Copper Foils (Huizhou) Ltd.. As a general Cu foil manufacturer, Kingboard Copper Foil Holdings Ltd. are also well known and have a large production scale, but United Copper Foils appear to be ahead in the LIB field.Figure V-7 Shares for Each Supplier of LIB Anode Collectors(recorded and expected for CY10)Metal Foil and Powder are shipping samples of electrolytic copper foil with improved corrosion resistance and better bonding with active materials.There are also some completely different approaches. Mitsui Metals, a major producer of electrolytic copper foil, are developing foil that is perforated with countless holes at the micron level. The active material coated onto both sides of the foil pass through the holes to link the two sides, so it can better keep up with rapid volume changes during charging and discharging.7Incidentally, all the manufacturers of LIB for portable devices have meter-wide coating processes, but for automotive use, all the Japanese manufacturers and even LGC have 600mm-wide coating processes. With coating speeds having accelerated to 30-45m/minute, meter-width processes appear to have been moved to the next phase of investment. Chinese automotive LIB uses 300mm width for development and prototypes, and 600mm for massFigure V-8 Supply and Demand Relationships for LIB Anode Collectors(recorded and expected for CY10)3) Cylindrical casesMost cylindrical cells have steel cases with Ni plating. The global market in CY10 is for 1,893M cases. The supplier-based supply volume forecast for LIB cylindrical cells for portable devices was 1,726M cells, and the equivalent application-based forecast was 1,737M cells, but once cells for Chinese E-bikes and cars are added and yield factored in, the figures are consistent. Production by Chinese local manufacturers amounts to about 10%, and the rest of the market is very well defined. Ishizaki Press Industrial supplies cases for 900 million cells a year, followed by Power Seimitsu, and internal production by Sanyo and Panasonic. In South Korea, the only suppliers are local manufacturers raised by SDI and LGC as second sources. They manage and guarantee dimensions and strength with press precision, and particle contamination, including contamination of plating, but it is very difficult to keep on maintaining constant quality within a cost structure that is pushed to the edge. The small number of suppliers in the market8is a sign of that difficulty. The concentration of sizes into 18650 cells is one reason why companies that are not very large, such as Ishizaki and Power Seimitsu, are able to go on supplying most of the volume. 8Another factor is that back in 2000-2001, when demand for cylindrical cells was slumping, and NEC Moli Energy and ATB, as they then were, withdrew from the market, their case suppliersChinese pressing manufacturers are interested in entering the market, anticipating future expansion of the market, but we have heard of almost no other new entrants. It will be very interesting to see how Ishizaki Press Industrial go about dispersing their production centers with a view to maintaining stable supplies.Figure V-9 Supply and Demand Relationships for LIB Cylindrical Cases(recorded and expected for CY10)Figure V-10 Shares for Each Supplier of LIB Cylindrical Cases(recorded and expected for CY10)4) Prismatic casesMost of the cases for prismatic cells used in portable devices are made of Al alloys, while those for use in vehicles are evenly divided between AL alloys and SUS. The latter is particularly used in large-capacity cells of 40Ah and above, using LFP cathodes and produced by LEJ and Chinese manufacturers, for its resistance to internal pressure increases, but next-generation development will shift to Al prismatic cases. In contrast to cylindrical cases, there is a very large number of suppliers of prismatic cases for portable devices. The market appears to have moved beyond its growth phase already, so it is bizarre that suppliers have not begun to thin out. Of course, the pressing manufacturers of existing prismatic cases are pinning their hopes on automotive batteries. However, the LIB manufacturers affiliated withmanufacturers as their second sources. One example is the way PEVE/Toyota have already started placing orders with Kyoho Machine Works after starting development with Fuji Exceed.The global market in CY10 was 1,814M cases. The top supplier is Sangshin EDP of South Korea, main supplier for SDI, and the second is Ilwang CanTech, main supplier for LGC. Fuji Exceed, main vendor for Sanyo, had a strong position in the Japanese market, but Sanyo are increasing their internal production, and Toshiba Shomei Precision / Shenzhen Shenzhi Precision Parts (their Chinese production company) are catching up in volume terms. In China, the main suppliers are a group of manufacturers raised by Tianjin Lishen and BYD, of which Wuxi Kinyo are the largest.Figure V-11 Supply and Demand Relationships for LIB Prismatic Cases(recorded and expected for CY10)Figure V-12 Shares for Each Supplier of LIB Prismatic Cases(recorded and expected for CY10)5) Packaging materials for pouch cellsThe outlook for shipments of LIB pouch cells for portable devices is 655M cells, only around 40% of the 1,653M figure for prismatic cells. There are four major suppliers of pouch cells, Sony, ATL, SDI and LGC, but there are countless small and medium pouch cell manufacturers in China, making a components market of some size. Even so, there are effectively only two suppliers of laminate packaging materials. One is Showa Denko, producer of dry laminate materials. They have long been supporting Sony, the venerable brand of pouch cells, and ATL. The other is Dai Nippon Printing, producer of heat-sealed laminates. They support small and medium manufacturers in China and South Korea, and have been working hard on the practical development of automotive pouch cells for AESC/Nissan and for LGC. Recently, a stream of new companies have moved into this field, perhaps looking forward to the future market for automotive batteries9. They include Toppan Printing, Fujimori Kogyo, Okura Industrial, Mitsubishi Aluminum and Sumikei Aluminum Foil from Japan. However, we hear of almost no new entrants to this market in South Korea and China. The demand is not that large, compared to the time and effort it would take for development, production and quality control, and most of the Chinese companies started out with development of prismatic cells for automotive LIB, and have only just 9The properties of the product for automotive cells from Showa Denko, which was assessed in 2004-05, were extremely poor, leaving Dai Nippon Printing as the only option. Of course, Showa Denko are now preparing a new product to make a comeback. Dai Nippon Printing have developed superior laminated packaging materials, structures and production methods, and have been able to keep up with the demands of the leading companies, such as AESC/Nissan, LGC and EnerDel. There are often concerns over the durability of laminated materials, but they have extensive field test data that adequately verify the material properties. While the market remains an oligopoly, the increasing production volume is gradually bringing prices down. That point contrasts with Sumitomo Electric Industries, who monopolize tab films for pouch cells, and maintain high prices. Nevertheless, even if Dai Nippon Printing have superior technology, their technology and industry will not evolve adequately in the absence of competing manufacturers.It will be particularly interesting to see what AESC/Nissan and LGC, who are desperately trying to get their costs down, do for pouch procurement materials in future.started on pouch cells.Figure V-13 Supply and Demand Relationships for LIB Pouch Cell Pouches(recorded and expected for CY10)Figure V-14 Shares for Each Supplier of LIB Pouch Cell Pouches(recorded and expected for CY10)3. Markets for main LIB materials1) Cathode Active MaterialsDemand for LIB cathode active materials stood at 45,530MT in CY10, with growth of 50% or more from the preceding year (Figure V-15). The share for LCO has been dropping gradually, but the robust increase in prismatic and pouch cells and the shift to 2.6Ah 18650 cells have maintained the LCO share at 47% overall. In future there will basically be a progression to NMC, and the move away from LCO among Chinese manufacturers, who still have it as their main material, will certainly reduce LCO usage further. All the Chinese manufacturers who aspire to produce automotive LIB have opted for LFP, but such batteries are still rare in the real market. As ever, the Japanese manufacturers are highly interested in olivine-type materials, but their assessment of the future potential of LFP itself is not favorable. They have greater expectations for the practical development of LMP from Sumitomo Osaka Cement, or。