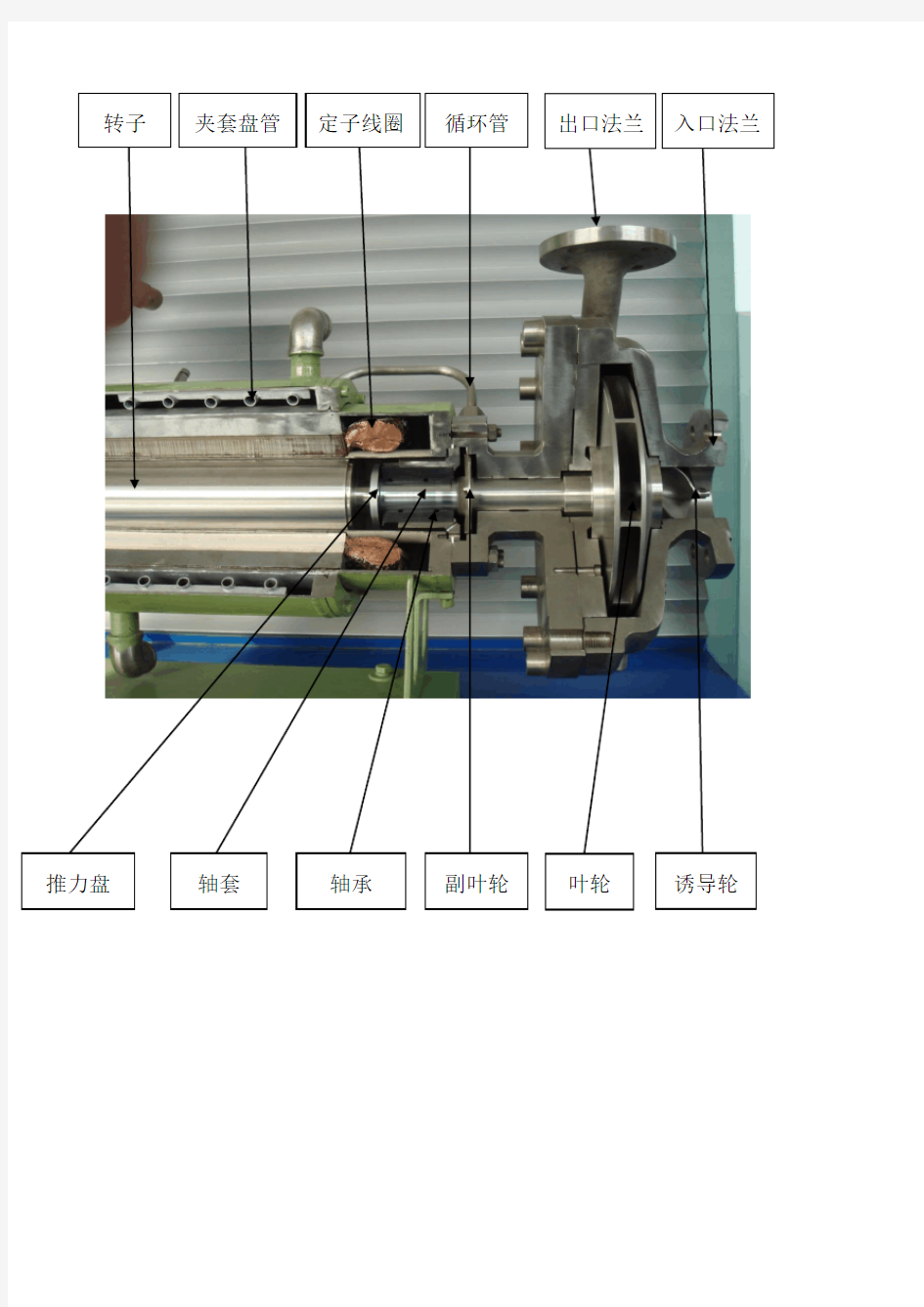

推力盘 轴套 轴承 副叶轮 叶轮 诱导轮
转子
夹套盘管 定子线圈 循环管 出口法兰 入口法兰
v
轴监器屏蔽套定子夹套
操作规程编号:YTO-FS-PD112 料仓清库安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
料仓清库安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1 目的 规范员工行为,实现设备操作标准化,确保人身和设备安全。 2 适用范围 本规程适用于生产线料仓清理及清堵作业。 3.引用标准 《劳动安全卫生国家标准》 4.安全技术要求 4.1本岗位存在物体打击、高空坠落、坍塌的危险和粉尘等危害。 4.2清库(仓)单位在作业前,应按规定办理《料库清仓工作票》,经批准后方可实施。 4.3清库作业应在白天进行,应成立清库工作小组,制定清库方案,清库过程中,必须实行统一指挥。 4.4作业前必须按规定穿戴好劳动保护用品,准备并检查安全带、安全绳、操作工具及行灯是否良好。 4.5清库前,将库内料位放至最低限度,关住库顶进料
福建鼎信镍业有限公司 5×150t/d双梁式石灰竖窑工程 操 作 及 安 全 规 程 博广热能股份有限公司 2013-6-18
目录 一、设备操作规程------------------------------------3 二、石灰窑技术操作规程------------------------------20 三、石灰窑安全规程----------------------------------33
设备操作规程 第一节:上料系统 一、准备条件: 1.维修钳工应进行的检查 (1)、各润滑点是否良好; (2)、钢丝绳有无严重磨损、断丝、断股; (3)、气动系统是否正常; (4)、紧固件有无松动。 2.设备操作工应检查的项目 (1)、报警装置灵敏可靠,限位开关性能良好; (2)、设备处于良好工作状态; (3)、料坑无杂物,料车可停到底部正确位置; (4)、设备的起动开关是否在正确位置。 二、控制说明: 1、现场控制 将现场控制柜开关打到“现场”位置,此时操作台不起作用,各设备之间不存在连锁条件,设备的起动与停止必须通过操作现场控制柜上的启停按钮。 2.操作顺序 此系统按照物料走向的逆向顺序依次启动上料设备,首先将卸料小车停在需要加料的窑前料仓位置,启动皮带机,确认侧三通分料阀是否开到位,然后依次启动振动筛、挡边皮带机、受料坑振动给料
机。 3、竖窑上料 分别操作1#~5#卷扬机及振动给料机对相应竖窑输送石灰石,主控人员根据二次仪表柜料位显示即时通知现场操作工是否上料或停止上料。 第二节:循环水系统操作规程 一、准备条件: ·检查各个单体设备性能是否良好,润滑是否良好 ·系统箱体、管道、阀门等处无跑、冒、滴、漏、液现象; ·各现场仪表灵敏可靠,压力、流量、温度显示值是否正常; ·各运动部位安全防护装置齐全; ·各紧固件无松动; ·设备操作开关位置是否正确; 二、控制说明: 1.现场控制: 将现场控制柜开关打到“现场”位置,各设备之间不存在连锁条件,设备的起动与停止必须通过现场控制柜上的启停按钮控制。 2.操作顺序 ·注水过程:依次打开1#~5#石灰窑燃烧梁回水阀门、进水阀门,注意观察回水管路上的压力显示,达到设计压力后说明梁内已充满循环水。 ·系统卸水程序
文件编号:RHD-QB-K1429 (操作规程范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 石灰窑操作及安全规程 标准版本
石灰窑操作及安全规程标准版本操作指导:该操作规程文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 第一节:上料系统 一、准备条件: 1.维修钳工应进行的检查 (1)、各润滑点是否良好; (2)、钢丝绳有无严重磨损、断丝、断股; (3)、气动系统是否正常; (4)、紧固件有无松动。 2.设备操作工应检查的项目 (1)、报警装置灵敏可靠,限位开关性能良好; (2)、设备处于良好工作状态;
(3)、料坑无杂物,料车可停到底部正确位置; (4)、设备的起动开关是否在正确位置。 二、控制说明: 1、现场控制 将现场控制柜开关打到"现场"位置,此时操作台不起作用,各设备之间不存在连锁条件,设备的起动与停止必须通过操作现场控制柜上的启停按钮。 2.操作顺序 此系统按照物料走向的逆向顺序依次启动上料设备,首先将卸料小车停在需要加料的窑前料仓位置,启动皮带机,确认侧三通分料阀是否开到位,然后依次启动振动筛、挡边皮带机、受料坑振动给料机。 3、竖窑上料 分别操作1#~5#卷扬机及振动给料机对相应竖
窑输送石灰石,主控人员根据二次仪表柜料位显示即时通知现场操作工是否上料或停止上料。 第二节:循环水系统操作规程 一、准备条件: ·检查各个单体设备性能是否良好,润滑是否良好 ·系统箱体、管道、阀门等处无跑、冒、滴、漏、液现象; ·各现场仪表灵敏可靠,压力、流量、温度显示值是否正常; ·各运动部位安全防护装置齐全; ·各紧固件无松动; ·设备操作开关位置是否正确; 二、控制说明: 1.现场控制:
编号:SM-ZD-84798 石灰窑操作及安全规程Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly. 编制:____________________ 审核:____________________ 批准:____________________ 本文档下载后可任意修改
石灰窑操作及安全规程 简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进度,从而使整体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 第一节:上料系统 一、准备条件: 1.维修钳工应进行的检查 (1)、各润滑点是否良好; (2)、钢丝绳有无严重磨损、断丝、断股; (3)、气动系统是否正常; (4)、紧固件有无松动。 2.设备操作工应检查的项目 (1)、报警装置灵敏可靠,限位开关性能良好; (2)、设备处于良好工作状态; (3)、料坑无杂物,料车可停到底部正确位置; (4)、设备的起动开关是否在正确位置。 二、控制说明: 1、现场控制
将现场控制柜开关打到"现场"位置,此时操作台不起作用,各设备之间不存在连锁条件,设备的起动与停止必须通过操作现场控制柜上的启停按钮。 2.操作顺序 此系统按照物料走向的逆向顺序依次启动上料设备,首先将卸料小车停在需要加料的窑前料仓位置,启动皮带机,确认侧三通分料阀是否开到位,然后依次启动振动筛、挡边皮带机、受料坑振动给料机。 3、竖窑上料 分别操作1#~5#卷扬机及振动给料机对相应竖窑输送石灰石,主控人员根据二次仪表柜料位显示即时通知现场操作工是否上料或停止上料。 第二节:循环水系统操作规程 一、准备条件: ·检查各个单体设备性能是否良好,润滑是否良好 ·系统箱体、管道、阀门等处无跑、冒、滴、漏、液现象; ·各现场仪表灵敏可靠,压力、流量、温度显示值是否正常;
一、石灰生产工艺流程图
二、主要参数 1 窑体主要参数 1)有效高度 21.7 m 。 2)有效容积 150 m3 。 3)窑衬外径 4.6 m 。 4)窑衬内径 3 m 。 5)高径比 7.58 。 6)焙烧带高度 5 m 。 7)烧嘴:低压套筒式。 8)烧嘴数量:2排共28只。 9)上下排烧嘴距离:2.5M。 10)上下排烧嘴布置:平面对称、上下错排。 2、煤气及助燃空气参数 1)煤气热值:850~950KCaL/NM3 2)空气过剩系数:1.05~1.15 三、技术要求 1 石灰石(执行YB/T5279-1999 二级石灰石标准) 1)粒度规格:40~80 mm。 2)成分: CaO > 52 % MgO < 3 % SiO < 2.2 % S < 0.10 % P < 0.02 % 3)石灰石应具备良好的热稳定性,加热过程无爆裂。 4) 石灰石中不得混入杂质。 2 燃料 1)高、焦混合煤气 2)高炉煤气热值:≥ 740 KCaL/M3 3)焦炉煤气热值:≥ 4000 KCaL/M3 4)焦炉煤气比例: 3~5 % 3 石灰主要指标(执行厂内控标准 JGN52-1999 ) CaO > 88 % MgO < 5 % SiO < 3 % S < 0.07 % 灼减:6% 活性度:300ML 4 烘窑 1)新窑衬烘窑烘炉时间不小于168小时 原则:驱除水分、烧结好炉衬。 2)新窑烘窑要求 升温速度:每小时不大于10~15℃。 保温:150℃、350℃、600℃进行保温,保温时间20~24小时。 烘炉终结温度:850~900℃。
烘窑前加入1米厚的石料保护炉底。 石灰窑烘炉曲线图(后附) 5 操作控制要求 A、焙烧温度控制: 1)焙烧带温度:1050~1150℃。 2)预热带温度:400~900℃。 3)冷却带温度:900~200℃。 4)窑顶烟气出口温度:≤ 600℃。 5)出窑石灰温度:≤ 200℃。 B、风气配比 1)煤气量:8500~10000 Nm3/h 2)空气量:6800~8000 Nm3/h 3)空气过剩系数:1.05-1.15 4)一次助燃空气及二次空气比:4:6~3:7 5)煤气压力:14000~18000 Pa 6)空气压力:13000~15000 Pa C、装料、出料 1)先上料再出料 2)每小时装料一次,每次6-9吨。 3)每小时出料一次,上多少出多少,保持料线高度1.5~2米。 D、焙烧检验项目 1)石灰窑烟气成分(CO CO2 O2 ...)。 2)石灰产品的生烧量、过烧量、活性度及化学成分。 E、休风操作要点 1)煤气降压操作,由加压煤气降至常压煤气。 2)空气压力,随煤气压力的降低相应的进行降压操作,保持空气及煤气压力差 < 3000 Pa 。 3)煤气压力由高压降至常压后,关闭烧嘴阀门。 4)烧嘴阀门关闭5分钟后,关闭二次风阀门,再停风机。 F、复风操作要点 1)启动风机,将风压及煤气压力匹配得当。 2)先送二次风,5分钟后再开烧嘴风气阀,进入煤气常压焙烧。 3)调整煤气、空气的流量、压力配比,使之运行稳定。 4)转入加压操作,根据煤气压力的升高,随时提升空气压力,稳定风气压力配比。 5)转入正常生产操作。
一、石灰生产工艺流程图
二、主要参数 1 窑体主要参数 1)有效高度 21.7 m 。 2)有效容积 150 m3 。 3)窑衬外径 4.6 m 。 4)窑衬内径 3 m 。 5)高径比 7.58 。 6)焙烧带高度 5 m 。 7)烧嘴:低压套筒式。 8)烧嘴数量:2排共28只。 9)上下排烧嘴距离:2.5M。 10)上下排烧嘴布置:平面对称、上下错排。 2、煤气与助燃空气参数 1)煤气热值:850~950KCaL/NM3 2)空气过剩系数:1.05~1.15 三、技术要求 1 石灰石(执行YB/T5279-1999 二级石灰石标准) 1)粒度规格:40~80 mm。 2)成分: CaO > 52 % MgO < 3 % SiO < 2.2 % S < 0.10 % P < 0.02 % 3)石灰石应具备良好的热稳定性,加热过程无爆裂。 4) 石灰石中不得混入杂质。 2 燃料 1)高、焦混合煤气 2)高炉煤气热值:≥ 740 KCaL/M3 3)焦炉煤气热值:≥ 4000 KCaL/M3 4)焦炉煤气比例: 3~5 % 3 石灰主要指标(执行厂内控标准 JGN52-1999 ) CaO > 88 % MgO < 5 % SiO < 3 % S < 0.07 % 灼减:6% 活性度:300ML 4 烘窑 1)新窑衬烘窑烘炉时间不小于168小时 原则:驱除水分、烧结好炉衬。 2)新窑烘窑要求 升温速度:每小时不大于10~15℃。 保温:150℃、350℃、600℃进行保温,保温时间20~24小时。 烘炉终结温度:850~900℃。
烘窑前加入1米厚的石料保护炉底。 石灰窑烘炉曲线图(后附) 5 操作控制要求 A、焙烧温度控制: 1)焙烧带温度:1050~1150℃。 2)预热带温度:400~900℃。 3)冷却带温度:900~200℃。 4)窑顶烟气出口温度:≤ 600℃。 5)出窑石灰温度:≤ 200℃。 B、风气配比 1)煤气量:8500~10000 Nm3/h 2)空气量:6800~8000 Nm3/h 3)空气过剩系数:1.05-1.15 4)一次助燃空气与二次空气比:4:6~3:7 5)煤气压力:14000~18000 Pa 6)空气压力:13000~15000 Pa C、装料、出料 1)先上料再出料 2)每小时装料一次,每次6-9吨。 3)每小时出料一次,上多少出多少,保持料线高度1.5~2米。 D、焙烧检验项目 1)石灰窑烟气成分(CO CO2 O2 ...)。 2)石灰产品的生烧量、过烧量、活性度及化学成分。 E、休风操作要点 1)煤气降压操作,由加压煤气降至常压煤气。 2)空气压力,随煤气压力的降低相应的进行降压操作,保持空气与煤气压力差 < 3000 Pa 。 3)煤气压力由高压降至常压后,关闭烧嘴阀门。 4)烧嘴阀门关闭5分钟后,关闭二次风阀门,再停风机。 F、复风操作要点 1)启动风机,将风压与煤气压力匹配得当。 2)先送二次风,5分钟后再开烧嘴风气阀,进入煤气常压焙烧。 3)调整煤气、空气的流量、压力配比,使之运行稳定。 4)转入加压操作,根据煤气压力的升高,随时提升空气压力,稳定风气压力配比。 5)转入正常生产操作。
石灰料仓操作手册 一.结构组成 (1)石灰料仓:容积为150m3,直径φ5mm,直段高度14.5m,下部为60°锥斗形式。锥斗的底部与螺旋破拱机上法兰连接。料仓顶部设置护栏、除尘器、检修人孔,内部设有内人梯,用于内部检修。料仓外部设置进料管及支架、钢直梯及支架。顶部安装料位计,起料位监控作用。 (2)石灰料仓的底部设有4根立柱支撑,用于承受料仓、振动料斗、插板阀、螺旋输送机及仓内石灰粉的全部重量。 (3)料仓的下部装有振动料斗。振动料斗底部的卸料口设置手动插板阀,并与螺旋输送机连接。插板阀用于开闭振动给料机的出口,为手动手轮丝杆螺母传动操作式。手轮位于料仓的外侧,方便操作。 (4)螺旋给料机的驱动装置采用摆线减速机+电机,用于将石灰粉输送到石灰溶解槽内加水溶解和稀释。 (5)除尘器用于拦截排出空气中的石灰粉,布袋的清洁装置采用减速电机(0.25KW)+曲柄连杆机构+ 增振弹簧组合结构。 (6)料位计:料仓侧壁设有1个料位计,用于检测高、低、空三个料位。(7)钢直梯:从2米高度开始设置护栏(直径为750mm),梯宽:500mm,梯踏步间距为300mm。顶部扶手与护栏相联接。 (8)进料管:管径DN100,下部设有标准快装接头,适用于与粉料输送车的快速连接。 (9)石灰粉气提、输送、加料等过程控制的电气控制箱。 二.功能原理与电气控制 (1)粉状熟石灰由运输车自带的压缩空气通过软管、快速接头送到石灰料仓(150m3)内。粉料和压缩空气的混合物进入料仓时,经除尘器过滤后,空气排出,除尘器的滤袋由清洁装置振荡清理,将粉料振落至料仓内。(2)石灰料仓应设置“高位”和“低位”报警功能,以便操作人员掌握料位情
石灰投加系统操作规程 系统介绍 石灰投加系统是通过定量给料机的定量输料,在石灰乳溶解箱内和水配成一定浓度的氢氧化钙溶液,然后通过石灰乳计量泵将配好的料液输送到指定地点。系统采用控制柜自动加溶配投加药液,自动化程度高操作简便。 工艺流程图 1、准备工作 (1) 当料仓中处于物料时则进行进料操作 (2) 检查料仓与给料机之间的进料蝶阀是否关闭,(如果是打开状态则进行关闭) (3) 检查控制柜开关电路是否完好。 (4) 打开控制柜开关。 (5) 检查控制面板上按钮是否都处于关闭状态(如有打开的按钮,则应关闭)。 (6) 在控制面板上启动除尘器振打按钮,检查除尘器能否正常工作。除尘器正常工作则在控制面板上关闭除尘器振打按钮。 2、进料操作 (1) 将进料管与上料管路进行对接。 (2) 打开进料管阀门使其进料。 (3) 在控制面板上启动除尘器振打按钮。 (4) 当物料到达高料位后,发出报警声音,关闭进料管阀门停止进料 (5) 停止进料后在控制面板上关闭除尘器振打按钮。三、溶配药液和投加药液操作 其它操作 1. 当石灰乳溶解箱液位到达高液位发出报警后,关闭阀1(自来水补水阀)、给料机和螺旋输送机。当石灰乳溶解箱液位下降到低液位时,打开阀给料机和螺旋输送机。如果在自动状态时可自行调节。 2. 当系统运行时石灰乳溶解箱液位降到低液位时,关闭搅拌机、石灰乳计量泵1 和石灰乳计量泵2,等到液位到达开石灰乳计量泵1 和石灰乳计量泵2。液位时打开搅拌机,到达液位时打。 3. 当料仓中料位进行报警时,说明料仓中物料不多提示预警。做好缺料的准 备工作。 4. 当料仓料位计发出低料位报警时,说明料仓中物料缺料按停车操作规程操作,如果处于自动状态系统可自行调节。然后等待给料仓进行加料。 5. 破拱装置可以隔分钟,开启分钟然后关闭,如果料仓下料不畅也要 打开破拱装置等下料正常后关闭破拱装置
石灰投加系统现场安装指南 1、清点设备零部件与发货清单是否相符。 2、检查现场混凝土基础的尺寸是否符合图纸要求;如不符合图纸要求需及时整改;使其达到安装要求方可进行设备安装。 3、将消化罐、储药罐罐体吊装到方案设计对应的位置,并按照图纸设计的方位放置。 1)消化罐出砂机安装时,首先将出砂机组件从墙外吊装,穿过墙上开的口先将螺旋体穿进消化罐,接下来用10件M10×35的螺栓固定,再用4件M12×40螺栓连接出砂机及出砂机支腿,将DN25软管接到出砂机的喷水快速接头上,并用报箍固定; 2)安装消化罐搅拌机前先将人孔盖板拆下,将下搅拌桨叶放到消化罐中,将5.5KW 搅拌机驱动放到搅拌机安装板上(注意搅拌机架与搅拌机安装板凹坑记号位置对应在一起),用12件M12×70螺栓将搅拌机驱动与消化罐连接。安装人员进消化罐将下搅拌桨叶抬起,使上下搅拌轴对应起来,并用4件M16×55螺栓固定起来; 3)安装1#、2#桁架立柱,安装时注意将立柱上的凹坑记号与消化罐的记号对应起来,并用M16×65的螺栓将桁架与消化罐固定起来,并将桁架横梁安装到立柱上并用M16×65的螺栓固定。 4)将消化罐的护栏按凹坑记号的位置放置,并用30件M10×35螺栓固定护栏与桶体以及护栏与桁架立柱; 5)安装进水管流量计前,先将流量计中填充物取出,放置橡胶垫并用8件M16×65螺栓固定流量计; 6)用4件M12×45螺栓固定过渡平台,连接消化罐及储药罐; 7)用16件M20×80螺栓固定联通管并放置橡胶垫; 8)安装消化罐搅拌机前先将人孔盖板拆下,将下搅拌桨叶放到消化罐中,将7.5KW
搅拌机驱动放到搅拌机安装板上(注意搅拌机架与搅拌机安装板凹坑记号位置对应在一起),用12件M12×70螺栓将搅拌机驱动与消化罐连接。安装人员进消化罐将下搅拌桨叶抬起,使上下搅拌轴对应起来,并用4件M16×55螺栓固定起来; 9)安装1#桁架立柱,安装时注意将立柱上的凹坑记号与消化罐的记号对应起来,并用M16×65的螺栓将桁架与消化罐固定起来。 10)将消化罐的护栏按凹坑记号的位置放置,并用30件M10×35螺栓固定护栏与桶体以及护栏与桁架立柱; 11)安装储药罐液位计,直接螺纹连接; 4、在料仓仓体吊装前,先将料位计按图纸要求旋入料仓筒体上;并保证料位计接线端口朝下;将进料管直端部分按图纸要求吊装在筒体上并用U型螺栓将进料管锁紧并固定直管与下弯管组件。安装料仓下直爬梯、中间平台、过渡护栏、上直爬梯,并用50件M10×35螺栓固定爬梯及护栏,用16件M12×30螺栓固定中间平台; 第四步:混泥土基础检查合格后,用汽吊将石灰料仓仓体按照图纸方位要求放在混凝土基础的预埋板上,并调整筒体的垂直度(上下平面铅垂度不得超过5mm),仓体的垂直度调整好后,将仓体支腿底板与混泥土基础上的预埋铁板焊牢。 5、用汽吊将石灰料仓的护栏按图纸要求吊装在筒体上,并用32件M10×35螺栓紧固,并连接上直爬梯与护栏。 6、用汽吊将仓顶除尘器按图纸要求吊装在筒体上,并用40件M12×40螺栓紧固;安装呼吸阀,直接将报箍拆下并用报箍连接料仓顶部Φ273管与呼吸阀连接,将气管与仓顶除尘器连接好。 7、将进料管上弯头部分与仓体进料口及进料管直端部分装好法兰垫后用M16×65螺栓连接好并紧固,保证不能与栏杆干涉。 8、用电动葫芦辅助工具将振动仓底卸料器按该产品说明书要求与仓体下椎体法兰用
内部编号:AN-QP-HT180 版本/ 修改状态:01 / 00 The Procedures Or Steps Formulated T o Ensure The Safe And Effective Operation Of Daily Production, Which Must Be Followed By Relevant Personnel When Operating Equipment Or Handling Business, Are Usually Systematic Documents, Which Are The Operation Specifications Of Operators. 编辑:__________________ 审核:__________________ 单位:__________________ 石灰窑操作及安全规程通用范本
石灰窑操作及安全规程通用范本 使用指引:本操作规程文件可用于保证本部门的日常生产、工作能够安全、稳定、有效运转而制定的,相关人员在操作设备或办理业务时必须遵循的程序或步骤,通常为系统性的文件,是操作人员的操作规范。资料下载后可以进行自定义修改,可按照所需进行删减和使用。 第一节:上料系统 一、准备条件: 1.维修钳工应进行的检查 (1)、各润滑点是否良好; (2)、钢丝绳有无严重磨损、断丝、断股; (3)、气动系统是否正常; (4)、紧固件有无松动。 2.设备操作工应检查的项目 (1)、报警装置灵敏可靠,限位开关性能良好; (2)、设备处于良好工作状态;
(3)、料坑无杂物,料车可停到底部正确位置; (4)、设备的起动开关是否在正确位置。 二、控制说明: 1、现场控制 将现场控制柜开关打到"现场"位置,此时操作台不起作用,各设备之间不存在连锁条件,设备的起动与停止必须通过操作现场控制柜上的启停按钮。 2.操作顺序 此系统按照物料走向的逆向顺序依次启动上料设备,首先将卸料小车停在需要加料的窑前料仓位置,启动皮带机,确认侧三通分料阀是否开到位,然后依次启动振动筛、挡边皮带机、受料坑振动给料机。
操作技术知识问答 1.简述石灰窑生产石灰的流程? 答:石灰石经铲车加料到受料坑,通过两台往复式给料机下 料到皮带机上,经过皮带机的输送,到达振动筛,振动筛筛分后,合格的石灰石进入窑前料仓,不合格的石灰石进入废料仓,用车拉走,窑前料仓内的石灰石通过一台振动给料机的喂料,进入窑前料仓称重料斗,称重料斗的料位到设定吨位的时候,下料到提升小车,通过卷扬机拉到窑顶称重料斗,称重料斗的料再通过振动给料机喂料到可逆皮带机,可逆皮带机再送料往两边的旋转料斗,然后入窑煅烧,煅烧后的料通过振动给料机到达链斗机,经过链斗机的输送进入成品料仓储存,最后用 车拉走。 2、简述原料上料系统的主要设备? 答:包括受料槽、往复式给料机、原料皮带机、振动筛、窑前仓、窑前仓称重料斗、窑前仓振动给料机、卷扬机、上料小车。 3、石灰窑开窑的顺序是什么? 答:(1)开窑时换向闸板位置正确(关闭燃烧膛换向闸板); (2)开主除尘器; (3)保证氮气,压缩空气压力在6Kg以上; (4)开液压泵2台;(停窑时开一台,开窑时增加一台)(5)开煤气加压机一台或煤粉输送风机一台(根据燃料
的不同选择风机); (6)如停窑时悬挂缸冷却风AC109打开时,开AC107,AC108停AC109; (7)将风机打到“自动”模式,系统会自动预选助燃风机及冷却风机; (8)开窑(窑操作打为“开”)。 4、石灰窑停窑的顺序是什么? 答:(1)使用煤粉时必须保证煤粉管道里面没有煤粉,必要时先停燃烧系统,运行大约一分钟。使用炉气的情 况下不需要,可直接停; (2)使用煤粉的情况下,若不是紧急停窑需将煤粉称量仓的煤粉用空。使用炉气的情况下不需要,可直接 停; (3)窑操作打为“关”; (4)停中心冷却风机AC110 (5)若长时间停窑停助燃风机AC101或AC102; (6)停冷却风机AC111,AC112; (7)停喷枪冷却风机AC116,AC117,喷枪冷却风机大约运行20分钟后停; (8)停煤气加压机AC131或AC132,使用煤粉时停煤粉输送风机AC146,AC147; (9)所有风机停完之后停主除尘器;
CFB锅炉炉前石灰石计量给料系统设备工艺介绍说明 大连森雅锅炉技术开发有限公司DALIAN SE N Y A BO ILE R E QU IPME NT DE VE LOPMENT CO..,L T D
目录 一. 石灰石给料系统介绍---------------------------------------------------------2 二. 系统设备说明------------------------------------------------------------------3 三. 系统安装与使用维护--------------------------------------------------------12 四. 控制部分说明-----------------------------------------------------------------13 五. 相关图纸-----------------------------------------------------------------------16 1. 系统图---------------------------------------------------------------------16 2. 安装布置图---------------------------------------------------------------17 3. 设备外形图---------------------------------------------------------------18 4. 电控图---------------------------------------------------------------------22
酒钢集团污水处理及回用工程石灰加药系统 操作说明 一手动操作: 当系统需手动运行时,请先确定所有电控设备和阀门处于关闭状态,所有手动阀门处于打开状态。并将两台投加泵的冷却水管打开。 1,进料: 进料时,将AOC1/AOC2上的转换开关打到手动位置,手动打开除尘风机A/B和除尘振打电机A/B,开始进料。料仓旁操作箱 AOC1/AOC2有高低料位显示,低料位灯亮时表示料位已到低料位,当 低料位灯灭时提醒加料,中料位灯亮是表示已经到达中料位。高料位 灯亮时表示料已加满请停止加料。 2, 石灰制备: 石灰系统电控箱上的文本显示器显示4行数据,分别是 出水管流量___ m3/h (量程113m3/h) 回流管流量___ m3/H (量程113m3/h) 溶解池A液位___ M (量程3M) 溶解池B液位___ M (量程3M) 手动制备时请注意以上数据的变化、 先将电控柜面板上的相关转换开关打到就地位置,将面板上转换开关石灰给料机A/B的就地-停止-远程,下料振打器A/B的就地--停止 --远程,溶解池搅拌机的就地--停止--远程打到就地位置,再将系统 手动—系统自动打到系统手动位置,开启进水电动阀A/B,将水池 加到适当液位,再依次打开螺旋给料机A/B—下料振打器A/B,根据 文本显示器上液位进行配比(液位可根据实际需要进行增加,按照 系统工艺要求,石灰溶液浓度为10℅,按照水:石灰=10:1(石灰 比重为1.2)的比例进行投加,例如当液位到达2M时,再加入大 约0.2M石灰即可),正常情况下溶解池搅拌电机A/B处于常开状 态,。正常情况下,溶解罐搅拌电机为常开状态。手动制备要注意 查看液位情况。 3,石灰投加 石灰投加时先将阀门组操作箱FM-A/FM-B/FM-C/FM-D的转换开关 打到就地位置,再将渣浆泵A/B打到就地位置,依次开启入口阀 A/B—出口阀A/B—回流阀A/B,最后打开渣浆泵A/B,加药系统开 始投加。投加时注意液位和流量的变化,防止干磨。渣浆泵需要将 冷却水管打开进行冷却
石灰窑操作规程 二○○七年六月
目录 1、工艺概述 (2) 2、上料系统 (4) 3、出灰系统 (6) 4、导热油系统 (8) 5、燃气系统 (10) 6、助燃风系统 (12) 7、废气系统 (13) 8、停电应急预案 (14) 9、需停窑的几种情况 (15) 10、焖窑、点窑的步骤 (16)
工艺概述 一、工艺原理 石灰石经加热达812O C便会发生分解,放出CO2,生成石灰。 900-1250O C CaCO3——→ CaO + CO2 ↑-42.5 kcal 生产活性石灰时,煅烧温度控制为1050O C-1250O C,煅烧效果恰到好处才能获得最佳的优质活性石灰。 活性石灰有以下主要的性能特点: ⑴体积密度小;⑵气孔率高;⑶比表面积大;⑷矿物结晶细小;⑸活性度高;⑹残余CO2含量低。 二、工艺流程简述 1、石料流程 料场石灰石经振动筛筛去<40mm的小石料、石粉等杂质后进入上料坑。上料坑内石灰石通过振动给料机加入上料小车,上料小车在卷扬机的牵引下将石灰石送至石灰窑顶料仓,料仓盖板合上后,打开料盅,石灰石在翻板控制下交替通过“裤衩”布料器南北裤腿进入窑内,保证窑顶料面均匀和石灰石粒度均匀。上料由核子料位计(γ射线料位仪)自动控制。 2、石灰石煅烧流程 石灰石入窑后,自上而下缓慢下移,先后经过预热带、煅烧带、后臵煅烧带和冷却带,最后被煅烧成石灰。 穿过预热带石灰石从常温预热到约900O C,CaCO3开始分解出CO2;进入煅烧带后,CaCO3开始大量分解,同时吸收大量的热量,分解后期所需热量逐步减少;在下层燃烧梁和鼓风梁之间形成一个后臵煅烧带,形成“零压差”,在此位臵,温度变化小,使已完成大部分分解的CaCO3进行充分分解;在冷却带完成煅烧的石灰被充分而迅速地冷却至80O C~120O C,得到高活性的石灰。 3、石灰流程 成品石灰经窑底部四个小料仓,按预定的间隔时间由四个电磁振动给料机将石灰排入对应石灰秤中至给定重量,然后进入窑下部的储灰仓中,保证窑内物料的均匀下落防止发生偏窑。储灰仓内石灰至一定量时,再由振动给料机排出,经过平皮带输送至后工段。 4、燃烧供热流程和废气流程 燃气从燃气总管进入每座石灰窑燃气支管,依次通过气动蝶阀,手动盲板阀,气动调节阀,小换热器换热升温,快切阀至窑前燃气总管。 助燃风机将助燃空气送至大换热器与窑顶废气换热升温后送至窑前空气总管。