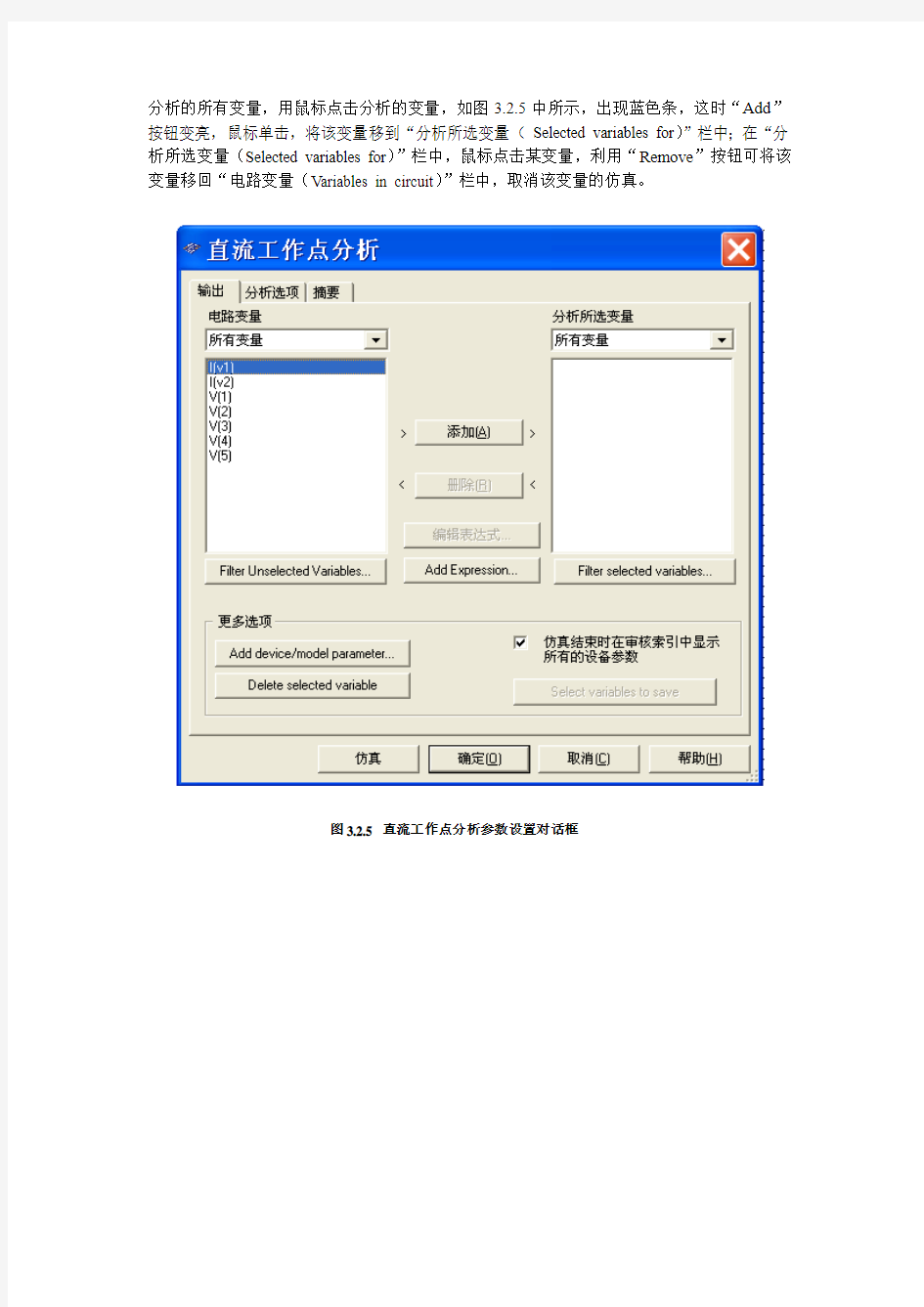
例2:以P214例3.2.1说明仿真过程。
仿真分析步骤(P214例3.2.1)
1、选择菜单:放置(Place)\元件(Component)…
数据库(Database):主数据库(Master Database)组(Group):电源(Sources)
系列(Family):电源(POWER_SOURCES)
元件(Component):直流电压源(DC_POWER),单击OK按钮。
Ctrl+M设置属性后放置(或放置后,双击该元件设置属性):
在参数(value)属性页中V oltage(V)选2V,单击OK(确定)按钮。
同法放置接地:GROUND,
同法放置直流电压源:DC_POWER为4V。
在value属性页中V oltage(RMS)选4V。
同法放置直流电流源:系列(Family):电源(SIGNAL_CURRENT_SOURCES)
元件(Component):DC_CURRENT为3A。
双击该元件,在参数(value)属性页中Current(A)选2V,单击OK(确定)按钮。
同法放置直流电流源:DC_CURRENT为2A。
2、选择菜单:放置(Place)\元件(Component)…
数据库(Database):主数据库(Master Database)组(Group):Basic
系列(Family):RESISTOR
元件(Component):1Ω,单击OK按钮。
Ctrl+M设置属性后放置(或放置后,双击该元件设置属性):
在参数(value)属性页中Resistance选2Ω(Ohm),单击OK(确定)按钮。
按Ctrl+R旋转900。
同法放置其余电阻。
3、选择菜单:放置(Place)\导线(Wire)
连线如图所示,在需要的地方放置节点:放置(Place)\节点(Join)。
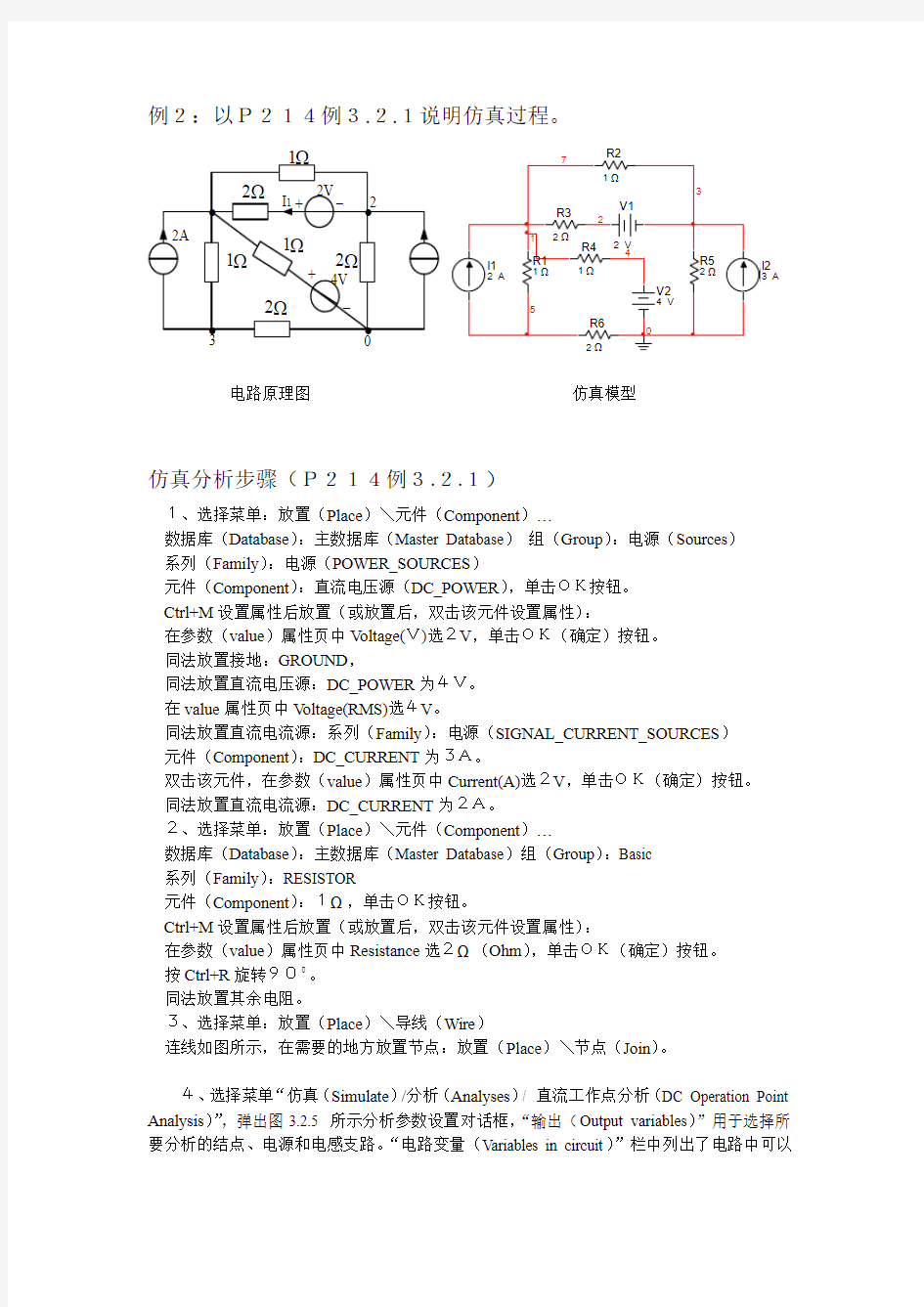
4、选择菜单“仿真(Simulate)/分析(Analyses)/ 直流工作点分析(DC Operation Point Analysis)”,弹出图3.2.5 所示分析参数设置对话框,“输出(Output variables)”用于选择所
要分析的结点、电源和电感支路。“电路变量(Variables in circuit)”栏中列出了电路中可以
分析的所有变量,用鼠标点击分析的变量,如图3.2.5中所示,出现蓝色条,这时“Add”按钮变亮,鼠标单击,将该变量移到“分析所选变量(Selected variables for)”栏中;在“分析所选变量(Selected variables for)”栏中,鼠标点击某变量,利用“Remove”按钮可将该变量移回“电路变量(V ariables in circuit)”栏中,取消该变量的仿真。
图3.2.5 直流工作点分析参数设置对话框
图3.2.6 例3.2.1 分析结果
分析的结点电压是结点相对于参考结点之间的电压,在变量列表框中以“V”开头,后面的数字表示结点编号。
分析电压源支路电流,在变量列表框中以“v?”结尾。前面的编号中,第1个字母“I”开头表示电流,后面的字符表示电压表,其参考方向是从电压源内部的正极到负极。例如,
“I[v1]”表示分析电压源V1的支路电流。
第1章建模与仿真的基本概念 参照P8例子,列举一个你相对熟悉的简单实际系统为例,采用非形式描述出来。 第2章建模方法论 1、什么是数学建模形式化的表示?试列举一例说明形式化表示与非形式化表示的区别。 模型的非形式描述是说明实际系统的本质,但不是详尽描述。是对模型进行深入研究的基础。主要由模型的实体、包括参变量的描述变量、实体间的相互关系及有必要阐述的假设组成。模型的非形式描述主要说明实体、描述变量、实体间的相互关系及假设等。 例子:环形罗宾服务模型的非形式描述: 实体 CPU,USR1,…,USR5 描述变量 CPU:Who,Now(现在是谁)----范围{1,2,…,5}; Who.Now=i表示USRi由CPU服务。 USR:Completion.State(完成情况)----范围[0,1];它表示USR完成整个程序任务的比例。参变量 X-----范围[0,1];它表示USRi每次完成程序的比率。 i 实体相互关系 (1)CPU 以固定速度依次为用户服务,即Who.Now为1,2,3,4,5,1,2…..循环运行。 X工作。假设:CPU对USR的服务时间固定,不(2)当Who.Now=I,CPU完成USRi余下的 i X决定。 依赖于USR的程序;USRi的进程是由各自的参变量 i 2、何谓“黑盒”“白盒”“灰盒”系统? “黑盒”系统是指系统内部结构和特性不清楚的系统。对于“黑盒”系统,如果允许直接进行实验测量并通过实验对假设模型加以验证和修正。对属于黑盒但又不允许直接实验观测的系统,则采用数据收集和统计归纳的方法来假设模型。 对于内部结构和特性清楚的系统,即白盒系统,可以利用已知的一些基本定律,经过分析和演绎导出系统模型。 3、模型有效性和模型可信性相同吗?有何不同? 模型的有效性可用实际系统数据和模型产生的数据之间的符合程度来度量。它分三个不同级别的模型有效:复制有效、预测有效和结构有效。不同级别的模型有效,存在不同的行为水平、状态结构水平和分解结构水平的系统描述。 模型的可信度指模型的真实程度。一个模型的可信度可分为: 在行为水平上的可信性,即模型是否重现真实系统的行为。 在状态结构水平上可信性,即模型能否与真实系统在状态上互相对应,通过这样的模型可以对未来的行为进行唯一的预测。 在分解结构水平上的可信性,即模型能否表示出真实系统内部的工作情况,而且是惟一表示出来。 不论对于哪一个可信性水平,可信性的考虑贯穿在整个建模阶段及以后各阶段,必须考虑以下几个方面: 1在演绎中的可信性。2在归纳中的可信性。3在目的方面的可信性。 4、基于计算机建模方法论与一般建模方法论有何不同?(P32) 经典的建模与仿真的主要研究思路,首先界定研究对象-实际系统的边界和建模目标,利用已有的数学建模工具和成果,建立相应的数学模型,并用计算装置进行仿真。这种经典的建
毕业设计(论文)开题报告 学生姓名:李赢学号: 1015070124 专业:机械设计制造及其自动化 设计(论文)题目:数控铣削加工过程仿真 指导教师:张学军 2014 年3月28 日
开题报告填写要求 1.开题报告(含“文献综述”)作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。此报告应在指导教师指导下,由学生在毕业设计(论文)工作前期内完成,经指导教师签署意见及所在系审查后生效; 2.开题报告内容必须用黑墨水笔工整书写或按教务处统一设计的电子文档标准格式打印,禁止打印在其它纸上后剪贴,完成后应及时交给指导教师签署意见; 3.“文献综述”应按论文的格式成文,并直接书写(或打印)在本开题报告第一栏目内,学生写文献综述的参考文献应不少于10篇(不包括辞典、手册); 4.有关年月日等日期的填写,应当按照国标GB/T 7408—94《数据元和交换格式、信息交换、日期和时间表示法》规定的要求,一律用阿拉伯数字书写。如“2002年4月26日”或“2002-04-26”。
毕业设计(论文)开题报告
二、国内外发展现状 虚拟加工过程仿真系统是虚拟制造的底层关键技术,包括几何仿真系统和物理仿真系统两大部分。几何仿真系统是将数控机床、刀具、工件和夹具组成的工艺系统当作一个刚性系统,不考虑系统的各种物理因素而建立的仿真系统,解决对加工过程直观的动态图形描述和精度检验。目前在几何仿真系统方面的研究出现了Pro/E、UG、MasterCAM等商业软件。 Pro/E是美国PTC公司开发的,采用面向对象的统一数据库和全参数化造型技术,其工业设计方案可直接读取内部的零件和装配文件。提供刀具加工路径控制和工路径的创建,支持高速加工和多轴加工,并带有多种图形文件接口。UG/CAM是将数控虚拟加工仿真模块连接起来,从车削到复杂曲面的铣削,为用户提供了一个方便实用的仿真环境.在刀具移动过程中,用户既可基于图形编辑刀具路径,对其进行扩展、缩短或修改,同时还可定制出自己的菜单和对话框。MasterCAM是美国CNC公司产品,功能主要包括二维绘图、曲线、曲面加工、曲面设汁、点位加工、二轴到五轴铣削加工、数控车削、二轴到四轴的线切割、火焰切割和激光切割。其数控加工功能提供多种走刀方法,对加工路径的选择、干涉检查、加工时的进退刀方式、多曲面加工、粗精加工、刀具管理、毛坯材料管理、走刀模拟、测量等方面具有很强的功能。 在国内,几何仿真的研究成果典型的有CAXA是北京航空航天大学开发的CAD/CAM系列软件,功能与国外的CAD/CAM软件相似,是针对数控车床、数控线切割等机床开发的CAD/CAM软件,并且其三维CAD软件是目前国内CAD市场上性能价格比最高的三维零件设计软件.其他一些专门的数控虚拟加工仿真软件有:南京数控培训中心和上海天傲科技有限公司合作开发的TNS-Vvr2.0数控仿真系统;南京宇航自动化技术研究所开发的数控仿真软件;上海宇龙软件工程有限公司开发的数控仿真软件和由广州红地技术有限公司开发的V-CNC数控虚拟加工仿真教学软件等。这些仿真软件可以让用户交互式仿真数控机床的操作,具有与真实机床运动完全相同的二维或三维的加工仿真功能,可在计算机上对加工中的机床、刀具的切削运动以及工件余量去除过程获得真实感的动态显示,并进行过切与欠切检验以及机床、夹具与刀具的碰撞检验,在计算机上实现快捷有效的零件程序检验。其中,有些仿真软件还可进行简单的切削负荷和速度优化检验。 而物理仿真系统则是考虑整个工艺系统的动态特性对实际切削过程影响而建立
Vericut 基础培训一构建三轴机床、仿真宏程序 Vericut 基础培训1 ——构建三轴机床,仿真宏程序 作者:LJG 使用Vericut仿真,必须包含毛坯、数控程序、刀具三个部分,但为了仿真的准确性和真实性,我们还需要机床、夹具用于仿真碰撞,设计模型用于比对仿真结果的正确性等。 这一章我们从基本的三轴机床构建讲起。 在Vericut里有两种方法构建机床,一种是通过Vericut自带的简单建模工具建立机床模型,另外一种是使用其它CAD软件先建立好机床模型,再将机床模型文件导出为Vericut可以接受的文件格式,再导入Vericut。用Vericut自带的建模工具建立机床模型比较麻烦,这里我们用第二中方法,利用NX将建好的机床模型文件导出为.STL 格式文件,并导入Vericut用以构建三轴机床。 一、从NX输出机床模型 从论坛https://www.doczj.com/doc/4a11035158.html,上下载机床模型文件,用NX6打开,如下图1所示。 图 1 一般像机床外壳,控制系统操作面板等实际仿真过程中不需要的部件可以不导出,不过在Vericut里导入不参与仿真的部件可以增加机床的真实感。这里我们不导出机床外壳,控制系统操作面板这两个部件,将这两个部件隐藏如图2所示。
图 2 将不用的部件隐藏后,我们可以看见如图3所示的主轴端面的坐标系。 图 3 在机床建模的时候,我们一般会按照机床的机械零点位置来建立各个机床运动部件的模型,而机床的Z轴的机械原点一般在主轴端面,如图3所示。但从这个机床模型可以看出X、Y轴的位置并不在机械原点,所以我们导出后还要在Vericut里进行调整。 下面先输入机床床身,即在仿真过程中不运动的部件。选择主菜单File > Export >STL…,弹出Rapid Prototyping对话框,这里可以设置输出模型的公差,公差的大小会影响STL文件的大小,不改变参数,单击OK,在弹出的对话框中输入要保存的文件名,输入Based_Y,双击鼠标中键(单击两次OK),选择绿色的底座和导轨,如图4所示的高亮显示部件,选择完成后所有弹出的窗口,都选择OK。 图4
今天看了下Altium Designer的电路仿真功能,发现它还是蛮强大的,按着help里面的文档《TU0106 Defining & running Circuit Simulation 》跑了一下,觉得还行,所以就把这个文档翻译下。。。。。 其中包含了仿真功能的介绍,元件仿真模型的添加与修改,仿真环境的设置,等等。本人对SPICE仿真了解的不多,里面涉及到SPICE的文件如果有什么错误,欢迎提出! 一、电路仿真功能介绍 Altium Designer的混合电路信号仿真工具,在电路原理图设计阶段实现对数模混合信号电路的功能设计仿真,配合简单易用的参数配置窗口,完成基于时序、离散度、信噪比等多种数据的分析。Altium Designer 可以在原理图中提供完善的混合信号电路仿真功能 ,除了对XSPICE 标准的支持之外,还支持对Pspice模型和电路的仿真。 Altium Designer中的电路仿真是真正的混合模式仿真器,可以用于对模拟和数字器件的电路分析。仿真器采用由乔治亚技术研究所(GTRI)开发的增强版事件驱动型XSPICE仿真模型,该模型是基于伯克里SPICE3代码,并于且SPICE3f5完全兼容。 SPICE3f5模拟器件模型:包括电阻、电容、电感、电压/电流源、传输线和开关。五类主要的通用半导体器件模型,如diodes、BJTs、JFETs、MESFETs和MOSFETs。 XSPICE模拟器件模型是针对一些可能会影响到仿真效率的冗长的无需开发局部电路,而设计的复杂的、非线性器件特性模型代码。包括特殊功能函数,诸如增益、磁滞效应、限电压及限电流、s域传输函数精确度等。局部电路模型是指更复杂的器件,如用局部电路语法描述的操作运放、时钟、晶体等。每个局部电路都下在*.ckt文件中,并在模型名称的前面加上大写的X。 数字器件模型是用数字SimCode语言编写的,这是一种由事件驱动型XSPICE模型扩展而来专门用于仿真数字器件的特殊的描述语言,是一种类C语言,实现对数字器件的行为及特征的描述,参数可以包括传输时延、负载特征等信息;行为可以通过真值表、数学函数和条件控制参数等。它来源于标准的XSPICE代码模型。在SimCode中,仿真文件采
电火花加工蚀除过程动态仿真 解宝成,王玉魁,王振龙 (哈尔滨工业大学微系统微结构教育部重点实验室,黑龙江哈尔滨150001) 摘要:在电火花单脉冲放电过程仿真的基础上,建立了电火花连续脉冲放电过程的三维热物理模型,利用有限元软件ANSYS模拟了连续脉冲放电过程的温度场分布,得到了连续脉冲放电过程不同时刻温度场分布和材料的动态蚀除过程,并根据脉冲放电的温度场和蚀除凹坑体积,分析了脉冲放电过程的残留温度分布和蚀除凹坑对后续脉冲放电过程的温度场分布和蚀除凹坑体积的影响规律。在仿真过程中,根据数值模拟极间电场强度和分析小孔加工初始时刻放电凹坑分布情况,确定了连续放电仿真模型放电位置的随机选择原则。并通过实验初步验证了材料仿真去除率,为预测材料去除率提供了理论基础。 关键词:电火花加工;连续脉冲放电过程;温度场;材料去除率 中图分类号:TG661文献标识码:A文章编号:1009-279X(2013)01-0006-05 Dynamic S imulation of Material Removal Process in EDM Process Xie Baocheng,Wang Yukui,Wang Zhenlong (H arbin Institute of Technolog y,H arbin150001,China) Abstract:In the paper,the three-dimensional thermal physical model of the continuous pulse dis-charge in EDM process has been developed on the base of the single pulse electrical discharge process simulation.Temperature field simulation and dy nam ic simulation of the material removal process has been carried out using ANSYS softw are and the previous pulse discharge process influence on the sub-sequent pulse discharge process is discussed in terms of temperature field distribution and the volume of craters.Finally,prediction of the material removal rate is also addressed,and its comparison w ith ex-perim ental measurements show s a good agreement,which provides a theoretical basis to predict m ater-i al removal rate in EDM process. Key words:EDM;continuous pulse spark discharge process;temperature field distribution;m aterial removal rate 由于电火花加工是利用极间火花放电产生大量的热使工件材料局部熔化、气化而被蚀除掉,以达到预定的加工要求,所以电火花加工技术具有非接触加工和无明显的宏观作用力等优点,在特殊及复杂形状的表面和零件以及难加工材料的加工上具有明显的优势,普遍应用于航空航天、模具加工、精密器械等领域。但电火花加工效率低和电极损耗是制约 收稿日期:2012-10-09 基金项目:国家自然科学基金资助项目(51105111);国家重点基础研究发展计划(973计划)资助项目(2012CB934102) 第一作者简介:解宝成,男,1982年生,博士研究生。其发展应用的主要因素,由于其放电过程的随机性和复杂性,对材料蚀除过程进行研究显得尤其必要。 电火花加工工件表面是由无数个放电凹坑叠加组成,因此单个放电凹坑的尺寸和分布决定了最终表面形貌和材料去除率,所以多是建立不同的单脉冲放电仿真模型,并进行大量的数值模拟和单脉冲放电实验来研究电火花加工过程的蚀除机理[1-6]。虽然电火花加工是连续无数个的单脉冲放电重复循环的过程,但与单脉冲放电过程有很大的区别,因此有必要研究连续脉冲放电过程的蚀除机理。许多学者对连续脉冲放电过程的材料去除率和表面质量也 ) 6 )
数控铣削加工工艺设计及加工仿真 题目数控铣削加工工艺设计及加工仿真 学院专业机械设计制造及其自动化年级 2009 级学号姓名指导 教师成绩 2013年 5 月 7 日 目录 摘 要 .................................................................... 1 关键 词 (1) Abstract ................................................................ 1 Key words (1) 1工艺方案的分析 ........................................................ 2 1.1零件图 .......................................................... 2 1.2零件图分析 ...................................................... 3 1.3加工方法 ........................................................ 3
1.4加工方案 ........................................................ 3 2工件的装 夹 (3) 2.1 定位基准 ........................................................ 3 2.2装夹方式的选择 .................................................. 3 3刀具及切削用 量 (3) 3.1选择数控刀具的原则 .............................................. 3 3.2选择数控铣削刀具 ................................................ 4 3.3切削用量 ........................................................ 4 4数控程序的编 制 (5) 4.1 Mastercam软件编程简介 .......................................... 5 4.2建立坐标系 ...................................................... 6 4.3Mastercam编程截图 ............................................... 6 4.4Mastercam编程程序 ............................................... 9 5数控加工程序的仿 真 (14)
1. 以下关于神经元功能的表述中错误的是(A) A.时变特性 B.输出与输入之间有固定的时滞,取决于突触延搁 C.神经元有一定的阈值,并表现适应性 D.时间和空间加和 2.根据心肌缺血的严重程度和梗塞心肌的电气特性,可以将梗塞心肌分为三种类型,以下哪一个错误(B) A.坏死型心肌 B.病理型心肌 C.损伤型心肌 D.缺血型心肌 3.皮肤的散热可分为生理散热和物理散热,生理散热可分为血管运动和汗腺活动。 4.体温控制规律(即控制系统定律)的表达式为R—R0=—k(Ty—Ts). 5.已知呼出气体的容量Ve等于吸入气体的容量V1减去耗氧量Vo2加上二氧化碳的产生量Vco2;耗氧量等于吸入气体的氧容量减去呼出气体的氧容量(Fio2,Feo2分别表示吸入,呼出气体中的O2浓度的百分数);CO2产出量等于呼出气体的CO2容量减去吸入气体的CO2容量(Fico2,Feco2分别为吸入,呼出气体中的CO2浓度的百分比,吸入气体中的CO2可忽略不计),求耗氧率?
解: Ve=V1--Vo2+Vco2 耗氧量 Vo2=Fio2 *V1--Feo2 *Ve CO2产出量 Vco2=Feco2 *Ve 联立以上三式,对时间求导,得 把V1代入耗氧量公式,求的耗氧率 1.以下不是系统概念特性的是(D) A.整体性 B.抽象性 C.模型性 D.具体性 2.人们将人体视为有三个不同层次的同心圆柱体,由里向外分别为体核,肌肉脂肪组织,皮肤,其中热容量最大的是(A) A.体核 B.肌肉脂肪组织 C.皮肤 3.写出体温控制规律(R-R0=-k(Ty-Ts)) 4生理系统建模中常用的工程方法(用频域法解线性微分方程)(系统辨识)(方式分析) 5.下图为电路的频域表示,其中各参数都采用了频域表示,求V0(t)
VERICUT虚拟加工仿真过程研究 随着现代工业的发展,零件的复杂程度、精度要求越来越高,经过软件自动生成的刀具路径处理后,生成的NC程序也更加复杂。因此,如何保证NC程序的精确性,成为数控加工生产中的一个难点。虚拟制造技术正是在这种背景下近年来出现的一种新的先进制造技术;在实际加工过程前,能够对具体加工过程进行仿真、优化,并对虚拟结果进行分析,可预先发现和改进实际加工中出现的问题,以较优的加工工艺投入生产。虚拟制造技术由建模技术、仿真技术、控制技术及支撑技术组成。其中,建模与仿真是虚拟制造技术的基础与核心。虚拟制造依靠建模与仿真技术模拟制造、生产和装配过程。虚拟加工环境是进行制造过程仿真、预测加工问题的前提和基础。 本文将在虚拟制造软件VERICUT平台上,提出建立仿真机床的方法与过程,并结合具体实例,说明在VERICUT平台上进行虚拟机床建模的过程。 1 VERICUT主要功能 VERICUT是CGTech公司提供的一种专用于数控加工仿真的软件,具有较强的机床和NC程序的仿真功能。其主要功能模块如下: 1)Verification:三轴加工验证及分析。 2)OptiPath:对切削用量进行优化设计,以满足最小加工时间的目标函数及最大机床功率等约束条件的要求。 3)Model Export:从NC刀具路径创建CAD兼容模型。 4)Machine Simulation:提供虚拟机床及其工作环境建模功能;解读可识别的数控代码。 5)Mult-iAxis:四轴及五轴验证。 6)AUTO-DIFF:实时擦伤检查和模型分析,并与CAD设计模型相比较。 7)Machine Developerps Kit:定制VERICUT功能,用来解释复杂或不常用的数据。 8)AdvancedMachine Features:提高VERICUT仿真复杂机床功能的能力。 9)CAD/CAM Interfaces:可从Pro/E、UG、CA TIA等CAD/CAM系统内部无缝运行VERICUT。 10)VERICUT Utilities:模型修复工具和转换器(包括在验证模块中)。 2 虚拟机床的建模 虚拟机床是随着虚拟制造技术的发展而提出的一个新的研究领域,通过虚拟机床加工系统可以优化加工工艺、预报和检测加工质量,同时还可以优化切削参数、刀具路径,提高机床设备的利用率和生产效率。 在虚拟制造软件的研究领域中,建模的对象大多是局限于某一种或某一系列的机床,这种建模的方法不仅通用性差,工作量大,而且效率不高,影响仿真效果、制造周期和生产成本。针对不同类型机床的通用化建模方法是解决问题的必然出路,下面综合分析机床的结构特点,抽象出其功能模块,总结出通用性的建模方法。 机床结构分析与模块分解:常见的数控机床在结构上主要有床身、立柱、运动轴和工作台等部件,再配合刀具、夹具和一些辅助部件共同组成。其中床身起到支承和承载机床组件的作用;立柱在结构上起到了拉开加工刀具和工件的空间距离,实现运动轴的布局;工作台则用来摆放工件,通过夹具等辅助工具实现工件的定位与夹紧。根据结构的特点可将机床的组件划分为三种类型:通用模块、辅助模块、专用模块。其中,通用模块是指各类机床共有的零/部件,如床身、立柱、工作台等等;辅助模块是指刀具、夹具等机床工具;专用模块
第九讲系统建模与仿真(2) 四、仿真 1. 仿真(模拟)(Simulation)概念 1)定义 利用模型复现实际系统中发生的本质过程, 并通过对系统模型的实验来研究存在的或设计中的系统. 2)分类 物理仿真:即实物仿真, 如风洞 计算机仿真(数学仿真): 模拟数字混合 半实物仿真: 控制器(实物)+计算机上实现的控制对象 3)建模、仿真与计算机 建模与仿真的五个组成部分(实际系统、试验框架、基本模型、集总模型、计算机模型)
实际系统:行为描述(可观测变量、不可观测变量) 试验框架:假设或条件集合,同模型有效性之间相关 基本模型:在试验框架下,解释实际系统的行为 集总模型:基本模型的简化 计算机:复杂(仿真) 4)基本要素 ●对仿真问题的描述 ●行为产生器 ●模型行为及其处理 5)仿真的发展阶段 ●模型驱动的仿真 ●含实物的仿真 ●人在回路中的仿真 6)仿真的发展趋势 ●面向对象仿真 ●定性仿真 ●智能仿真 ●分布交互仿真 ●可视化仿真 ●多媒体仿真 ●虚拟现实仿真 ●Internet网上仿真
7)仿真的对象 ●系统过于复杂(如存在过多的随机因素),难以采用解析法求解 时,通过仿真可得到系统的动态特征。 ●系统实际运行费用过高或无法作实际运行时,借助仿真可以得到 系统的有关参数。 优化设计、安全性和经济性、预测、完善系统模型、重复实验 8)仿真的一般过程 9)仿真的分类
●物理仿真,模拟机仿真,数字仿真,数字机与模拟机混合仿 真,仿真器仿真 ●连续和离散系统仿真 ●静态和动态系统仿真 ●稳态和终态仿真 ●确定性和随机性仿真 10)仿真的输出类型 ●确定型和随机型 ●连续观测值和离散观测值 ●连续分布和离散分布观测值 ●一元和多元输出 ●稳态型仿真和终止型仿真输出 11)仿真的局限性 1) 往往只能得到特解,而得不到通解 2) 结果往往是间接的,而不是直接的 12)仿真的技术工具 连续系统仿真:DYNAMO, CSMP 离散事件系统仿真:GPSS, SIMSCRIPT, SIMULA, GPSS-F 混合仿真:GASP-IV
辽宁工程技术大学《数控技术》综合训练二班级:机自14-2 学号: 姓名:张钦雷 指导教师:王洁 完成日期: 2017-04-20
任务书 一、设计原始资料 由教师指定。 二、设计任务 (1)对教师给定的装配体或零件进行设计,内容包括:二维图绘制和三维建模,建模软件可根据自己熟练程度选择。 (2)对零件进行结构分析,学生自行选择分析软件。 (3)针对某工步进行虚拟仿真制造,生成程序代码。 三、设计成果 (1)零件图(A4或A3)1张 (2)三维模型及仿真过程1份 (3)数控程序代码1份 (4)说明书(2000-5000字)1份 四、成绩评定 指导教师:王洁 日期: 摘要 本次研究的目的是加深对于二维,三维软件的应用,学习用数控仿真进行模拟加工。利用二维软件对零件进行结构和使用要求的分析。利用三维软件对零件尺寸进行建模。再通过CAM对零件进行加工轨迹,刀具参数,程序代码生
成等相关参数设定。进而生成仿真动画,立体直观的了解零件仿真的全过程。最后完成对零件仿真的整个过程。 关键词:二维软件,三维软件,建模,CAM,仿真 Abstract The purpose of this research is to deepen for 2 d, 3 d software applications, learning to use numerical simulation to simulate machining. Using two-dimensional software components for the analysis of the structure and the use requirement. Parts size to make use of 3 d software modeling. Travel through the CAM track of parts processing, cutting tool parameters, application code generation and related parameters setting. , in turn, generate simulation animation, three-dimensional visual simulation during the process of understanding of parts. Finally complete the whole process of simulation of parts. Keywords: 2 d software, 3 d software, modeling, CAM, simulation 目录 1.工件二维图形的绘制 (5) 1.1绘制二维图的软件 caxa (5) 1.2工件的平面图及零件加工工艺分析 (5) 2.工件的三维建模 (6) 2.1三维软件的介绍Inventor (6) 2.2工件的三维建模过程 (6) (7) (7) 3.工件的仿真 (11) 3.1仿真所用的软件 CAM (11) 3.2仿真过程及参数的确定 (12)
例2:以P214例3.2.1说明仿真过程。 仿真分析步骤(P214例3.2.1) 1、选择菜单:放置(Place)\元件(Component)… 数据库(Database):主数据库(Master Database)组(Group):电源(Sources) 系列(Family):电源(POWER_SOURCES) 元件(Component):直流电压源(DC_POWER),单击OK按钮。 Ctrl+M设置属性后放置(或放置后,双击该元件设置属性): 在参数(value)属性页中V oltage(V)选2V,单击OK(确定)按钮。 同法放置接地:GROUND, 同法放置直流电压源:DC_POWER为4V。 在value属性页中V oltage(RMS)选4V。 同法放置直流电流源:系列(Family):电源(SIGNAL_CURRENT_SOURCES) 元件(Component):DC_CURRENT为3A。 双击该元件,在参数(value)属性页中Current(A)选2V,单击OK(确定)按钮。 同法放置直流电流源:DC_CURRENT为2A。 2、选择菜单:放置(Place)\元件(Component)… 数据库(Database):主数据库(Master Database)组(Group):Basic 系列(Family):RESISTOR 元件(Component):1Ω,单击OK按钮。 Ctrl+M设置属性后放置(或放置后,双击该元件设置属性): 在参数(value)属性页中Resistance选2Ω(Ohm),单击OK(确定)按钮。 按Ctrl+R旋转900。 同法放置其余电阻。 3、选择菜单:放置(Place)\导线(Wire) 连线如图所示,在需要的地方放置节点:放置(Place)\节点(Join)。 4、选择菜单“仿真(Simulate)/分析(Analyses)/ 直流工作点分析(DC Operation Point Analysis)”,弹出图3.2.5 所示分析参数设置对话框,“输出(Output variables)”用于选择所 要分析的结点、电源和电感支路。“电路变量(Variables in circuit)”栏中列出了电路中可以
实验设计(论文)报告 课题名称:单一生产线建模与仿真 学校: 系别: 班级: 姓名: 学号: 日期: 2011年 4 月 16 日
摘要:针对传统数值方法难以求解复杂排队系统模型的问题,采用新一代面向对象的Simio仿真软件进行建模和仿真分析。采用Simio 软件构建序列表和运输器的仿真模型,认识关于SOURCE,SERVER,SINK 等对象的更多建模知识,对基于部件类型的处理时间及单个发生器和多种处理类型进行设定,然后对模型进行统计分析,并对系统的方案进行思考和改进。分析结果表明,利用Simio软件可方便地对各领域的模型及其相关问题进行建模仿真,具有较大的应用潜力。 关键词:实体序列表;运输器;处理时间;发生器
目录 一.序言 1.1 Simio系统仿真背景 1.2 系统建模与仿真现状分析 1.3 本课题的研究意义 二.Simio系统仿真的模型 2.1 模型的选择 2.2 建立模型 2.2.1系统模型 2.2.2建立模型的步骤 三.仿真的运行与调整 3.1 仿真的运行 3.2 仿真的调整 3.2.1 能力选择调整 3.2.2 参数选择的调整 四.结论分析 五.建议
一、序言 1.1背景 Simio是由一个极富行业经验的团队所创造的。本软件的缔造者C. Dennis Pegden博士拥有30年以上的仿真经验,是公认的行业领军人物。当前在仿真软件市场份额上领先的SLAM和Arena就是在他的领导下研发的。团队的其他成员的背后同样也闪耀着一连串仿真行业突破性进展的光芒。正是这样一个团队,现在聚集到一起,集中他们的全部智慧以及总计超过100年的仿真经验为你创造出了下一代的仿真工具,也许是最好的仿真工具Simio。 作为仿真工具的革命性进展,Simio完全是从零开始开发的。它采用了继“面向事件”和“面向过程”之后的“面向对象”的建模方法,并支持这三种建模方法的无缝衔接。Simio还同时支持离散和连续系统建模,以及基于“智能主体”(Agent-Based)的大规模应用。这些不同的建模范式可以在同一个模型中自由地揉合。 1.2 Simio系统建模与仿真现状分析 当前,仿真技术已经成为分析、研究各种复杂系统的重要工具,它广泛应用于工程领域和非工程领域。仿真可定义为:在全部时间内,通过对系统的动态模型性能的观测来求解问题的技术。对复杂物流系统进行仿真,起目的是通过仿真了解物料运输、存储动态过程的各种统计、动态性能。但由于现代生产物流系统具有突出的离散性、随机性的特点,因此人们希望通过对生产物流系统的计算机辅助设计及仿真
VERICUT6.0.4软件 软件模块结构: 各模块详细功能介绍: (一)验证模块(V erification Module) (1)验证模块具有仿真和验证三轴铣和两轴车削所需的所有功能,用来检测错误,比如: 编程不精确 快速移动时接触材料 错误的走刀路径 与装夹具发生的碰撞 图纸或读图错误 刀具和刀柄的碰撞 CAD/CAM和后处理器错误 按用户要求拟和刀具路径,生成新的G代码 (2)精确的错误检测及报告
经过十几年的开发,VERICUT的错误检测已经非常精确了。错误会以你所选的颜色显示出来,只须点击错误处即可看到相关的刀具路径记录。所有错误都记录在一个结果文件中。你可以在批处理模式下运行仿真功能并设置VERICUT将所有错误的瞬态记录下来。 (3)毛坯及刀具仿真 你可以在VERICUT中定义毛坯模型或从CAD系统输入毛坯模型。VERICUT可为多步或分阶段安装提供多个独立运动的毛坯模型提供支持。 VERICUT可仿真多个同步运动的刀具。它带有一套完整的Ingersoll公司的刀库。如果您所用刀具不在此刀库里,你可以修正或定义你自己的刀具。刀杆可被指定为刀具的“非切削”部分,用来检查碰撞。VERICUT支持凹面或非中心切削端铣刀,例如:硬质合金端铣刀,你可以充分利用设备而无须担心由于错误的摆动损坏工件或切刀。 (4)模型处理及分析 你可以平移、缩放、翻转及旋转切削模型。你可在任何方向作剖面视图,查看那些原本无法看到的区域(例如钻孔的截面)。X-CaliperTM工具能提供详细的测量结果,例如:毛坯厚度、体积、深度、间隙、距离、角度、孔径、转角半径、刀痕间的残留高度等等。 (5)用FastMill TM加速验证 FastMill切削模式可快速处理大型NC程序,对模具制造商特别有用。FastMill可完全控制速度、精度和模型质量。 (6)VERICUT支持绝大多数常用功能,例如: 转轴转动中心 ·预知或三维刀具补偿 ·刀尖的编程和刀具长度补偿 ·主轴转动点编程 ·封闭循环和夹具偏置 ·变量、子程序和宏指令 ·子程序,循环或分支逻辑 你也可以灵活地修改控制系统。使用下拉对话框,将G代码字符和数字定义为逻辑“字
制造系统建模与仿真在工业工程中的应用0713020 工业工程刘鹏 [摘要]介绍了企业发展和建模的必要性和必然性,分析了制造系统的建模与仿真在优化企业资源中的作用及意义,详细地论述了制造系统的建模与仿真在优化企业资源中的具体应用。 关键词:制造系统;建模与仿真;企业优化;仿真应用 系统建模与仿真技术的含义 系统建模与仿真技术是以相似原理、模型理论、系统技术、信息技术以及建模与仿真应用领域的有关专业技术为基础,以计算机系统、与应用相关的物理效应设备及仿真器为工具,利用模型参与已有或设想的系统进行研究、分析、设计、加工生产、试验、运行、评估、维护、和报废(全生命周期)活动的一门多学科的综合性技术。 仿真科学和技术的通用性和战略性 仿真的通用性表现在一切基础学科(如物理、化学、天文?)都可以通过仿真来研究;并可以极大地提高研究的安全性。仿真的战略性表现在一切复杂巨系统的研究都离不开仿真技术,可以说研究复杂巨系统采用仿真技术是唯一的途径。正如宋健院士所说:“系统仿真是科学实验的利器。 国内仿真技术发展 在我国仿真技术经过半个多世纪的发展,已经从军工走向国民经济。已经从工程走向非工程;已经从确定的小系统走向不确定的复杂巨系统。最初的仿真技术只是用计算机来求解方程,为了实时性,大
都采用电子模拟计算机。现在的仿真技术已经融合了信息技术、网络技术、系统技术、控制技术和高性能的计算技术,以完全崭新的面貌出现在我们的面前。 现在,摆在我们仿真工作者面前的任务是:在虚拟世界与真实世界之间架起一座桥梁;通过仿真技术构筑起一个平台,来勾画出创新型国家的轮廓,例如,国家正投入几个亿,来建设国家级研究经济模型的仿真实验室。 仿真技术,一方面反映了我国仿真技术和仿真技术应用发展的现状,另一方面,又对我国仿真技术今后的发展方向产生了指导作用。近年来,我国仿真技术及其应用的发展是十分迅猛的。仿真技术的发展,使人感到震惊。研究天文、地理、宇宙进化论等等,要依靠仿真,几乎没有哪个领域能离开仿真技术。凡是能写成方程的都要进行仿真。故应鼓励仿真界的科技人员发挥聪明才智,搞好仿真技术。 仿真技术的广度、深度、高度的提高,正反映了我国仿真技术和应用的发展。例如,“面向复杂性地理问题的虚拟研讨厅体系研究”,“复杂系统建模中的几个问题”等都是有代表性的好文章,反映了我国仿真技术已经在军事和国民经济的一些复杂巨系统研究建设中发挥越来越重要的作用。 1、制造系统的建模与仿真在优化企业资源中的作用及意义 计算机仿真技术作为一门高新技术,其方法学建立在计算机能力的基础之上。随着计算机技术的发展,仿真技术也得到迅速的发展,其应用领域及其作用也越来越大。尤其在航空、航天、国防及其他大
数控铣床编程与加工 第一章数控铣床编程与加工 熟悉数控铣操作面板 一、进入系统 打开“开始”菜单。在“程序/数控加工仿真系统/”中选择“数控加工仿真系统(FANUC)”点击,进入。
1.1 软件操作介绍 1.1.1 选择机床 如图1-1-1-1点击菜单“机床/选择机床…”,在选择机床对话框中控制系统选择FANUC,机床类型选择铣床并按确定按钮,此时界面如图1-1-1-2所示。 1.1.2机床回零 在操作面板的旋钮位置点击鼠标左键,再点击 按钮,再点击 按钮,点击 三个轴中分别点击,此时X、Y、Z三个轴将分别回零,相应操作面板上X、 Y、Z轴的指示灯亮,同时CRT屏幕上的X、Y、Z坐标发生变化;此时CRT和操作面板上的指示灯如图1-1-2-1所示,同时机床的变化如图1-1-2-2所示。 图1-1-1-1 图 1-1-1-2
图1-1-2-1 CRT 界面 1.1.3 安装零件 点击菜单“零件/定义毛坯…”,在定义毛坯对话框(如图2-1-3-1)中可改写零件尺寸高和直径,按确定按钮。 点击菜单“零件/放置零件…”,在选择零件对话框(如图1-1-3-2)中,选取名称为“毛坯1”的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图1-1-3-3 所示,零件已放置在机床工作台面上。 图1-1-3-1 图 1-1-3-2 图 1-1-2-2
图 1-1-3-3 移动零件面板及机床上的零件 1.1.4 输入NC 程序 点击菜单“视图/控制面板切换”,打开FANUC 系统的MDI 键盘,此时界面如图1-1-4-1所示。 图1-1-4-1 点击编辑状态上的键,CRT 如图2-1-4-3所示;在通过状态一次输入O0001,再点击 键,即可输入预先编辑好的数控程序,此时CRT 如图1-1-4-2所示。 图1-1-4-2 输入数控程序前后的CRT 界面 如何通过MDI 键盘编辑和输出数控程序,在后面数控程序编辑介绍。(参见第二部分第四章FANUC 系统中4.2“数控程序处理”)
Protel98电路仿真的基本步骤 黄康才 以基本放大器的时域(暂态)分析为例 1、添加仿真元件库 本例添加的仿真元件库路径在:\Client98\Sch\Library\Symbols.lib 2、放置仿真元器件 方法和绘制Sch原理图一样 3、放置电源或信号源 方法1:用菜单Simulate\Source下的命令 执行菜单命令(方法2:用仿真电源工具条中的命令 、10K+12V的电源和View\Toolbars\Simution Sources命令来切换) 。本例用1mV的正弦信号。 4、设置节点命令;1方法、用Place\Net Label 执行菜单命令(、用画线工具条中的Net命令2方法 )。命令来切换 View\Toolbars\Wrings Tools最好,电路如下: 5、启动仿真 本例进行时域(暂态)模拟,所以执行Simulate\Setup Simulator\Transient 命令,即
6、进行仿真设置。在上一步骤中弹出“时域分析对话框”: 其中: Duration(s):指时域分析结果显示的时间长度。一般显示信号三、四个周期的波形比较合适。 Display(s):指相邻显示点的时间间隔。 Start(s):显示起始时间,缺省为0。 Run:单击该按钮,程序开始进行时域分析。 最后得到仿真结果: 如何设置直流仿真激励源 黄康才 引言: Protel98可在原理图的基础上进行模拟。模拟前要在进行模拟的原理图上放置激励源。直流仿真电源用于产生直流电压和电流。包括VSRC(直流电压)仿真电源和ISRC(直流电流)(如图1所示)。
图1 如图3中,模拟激励源工具栏提供了四种电压的直流源,它们分别是+12V、 -12V、+5V和-5V四种,这四种是最常用到的直流激励源。如果你所放置的直流源的幅度与这些不同,可在属性对话框中修改。 例题: 在原理图上放置一个名称为VCC的+5V直流源。 重点: 属性的设置。 过程: 1、新建一个SCH文件。 2、在新建的原理图上放置一个+5V的直流源。 方法1:用菜单Simulate\Source\+5 Volts DC 命令: 图2 方法2:用仿真电源工具条 图3 中的命令(执行菜单命令View\Toolbars\Simution Sources命令来切换) 。单击+5V工具栏上的图标。 ,Designator3、打开“直流源属性”对话框,将其中的设置成VCC