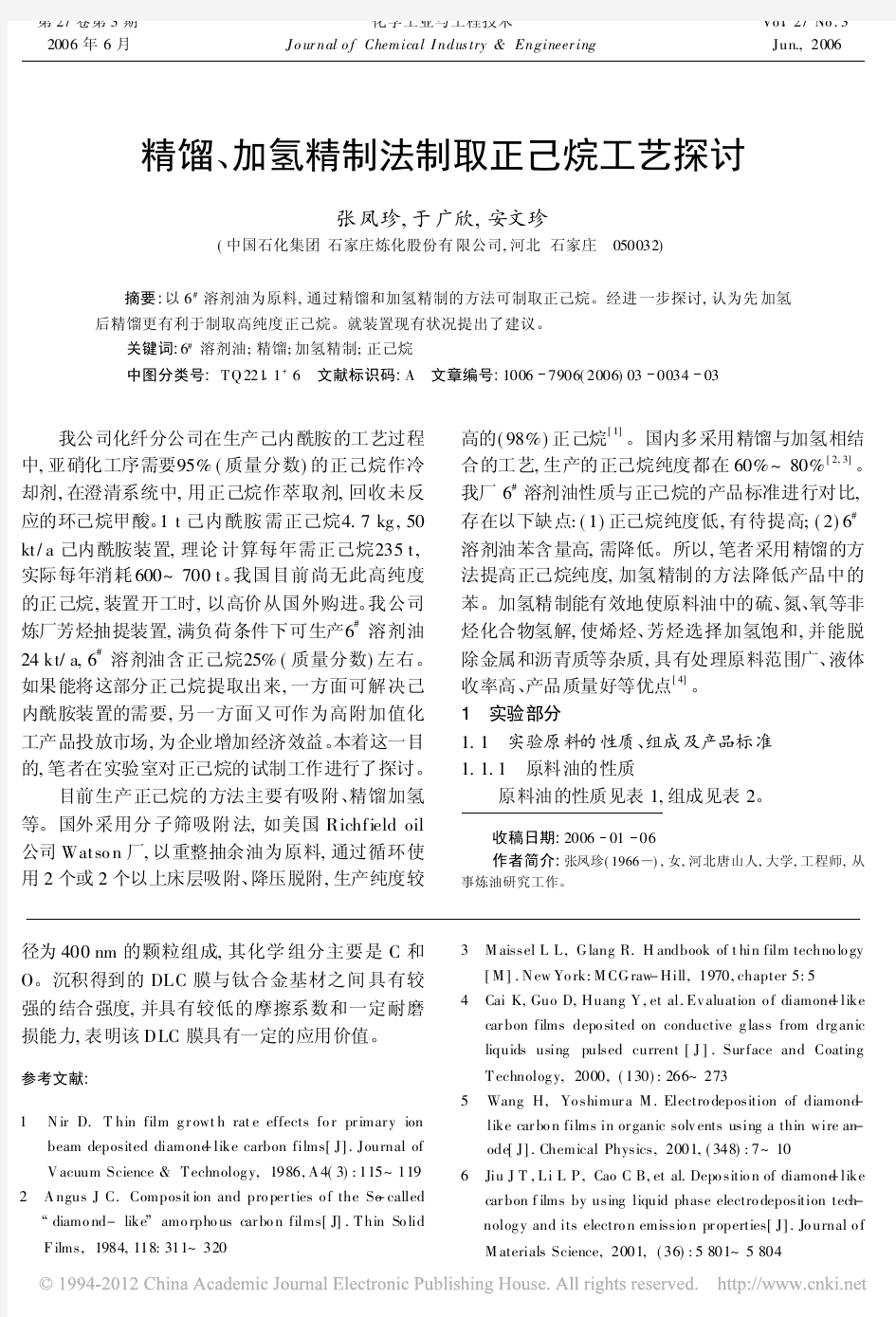
纯苯是重要的石油化工基本原料,苯的产量 和生产技术水平也是一个国家石油化工发展水平的重要标志之一。 用于生产苯乙烯等化工产品的原料只能是石油苯,焦化苯是不能直接用作化工原料的,到目前为止焦化苯绝大多数用在溶剂和涂料等方面,然而石油苯资源是有限的,况且随着石油化工的发展,苯的需求量将猛增,为了适应石油化工的发展,扩大化工原料苯的来源迫在眉睫,因此对焦化苯进行精制是首选的课题[1]。我国的焦化苯资源极为丰富,约占我国苯总产量的20%,但由于含有各种噻吩等硫化物和碱性氮化物等含氮化合物杂质,特别是硫化物,如0.2%~1.66%的噻吩等,从而限制了它的进一步深加工利用,它不能直接用于有机化工合成,必须预先进行精制。 1 实验部分 1.1 加氢精制基本原理 焦化苯中含有的硫化物中主要有噻吩类和 硫醇类,氮化物中主要有碱性氮和有机氮化物。噻吩加氢生成硫化氢和烃类;氮化物加氢生成氨和烃类; 用水洗的方法将碱性氮、硫醇除掉。 焦化苯加氢精制工艺流程图见图1。 1.3催化剂性质 催化剂性质见表1。 表1催化剂性质Table 1 Catalyst properties 孔容/(mL ·g -1)比表面积/(m 2·g -1)形状侧压强度/(N ·cm -1)堆积密度/(g ·mL -1)0.416 198.9 条形 352.8 0.85 焦化苯加氢精制工艺研究* 第38卷第5期2009年10月当代化工Contemporary Chemical Industry Vo1.38, No.5October ,2009 *收稿日期:2009-09-14作者简介:苏波(1972-),男,辽宁辽阳人,工程师,1994年毕业于北京化工大学,现从事石油化工工艺设计。电话:0413-*******, E-mail :suboo@https://www.doczj.com/doc/4411808190.html, 。 苏波,曾蓬 摘要:介绍一种焦化苯加氢精制脱除杂质的工艺方法。该技术采用加氢精制,精制后的产品 噻吩脱除率99.99%以上、 总硫脱除率>99%、碱性氮脱除率100%、总氮脱除率>99%、液收>99%,精制苯中总硫质量分数<1×10-6,检测不出总氮。精制后的产品符合石油苯国家标准的质量要求,可用于有机化工合成。关 键 词:焦化苯;加氢;精制;脱硫; 中图分类号:TQ 241.1+1 文献标识码:A 文章编号:1671-0460(2009)05-0475-04 (中国石油集团工程设计有限责任公司抚顺分公司,辽宁抚顺113006) 图1 焦化苯加氢精制工艺流程图 Fig .1 Process flow diagram of coking benzene hydrorefining
正戊烷精馏塔工艺计算 1全塔物料平衡计算 1.1 原始数据获取: 表3-1 原料各组分数据汇总 .1.2物料衡算 物料的年处理量= 77100001000/8000 1299/580.3720.35860.251000.1 kmol h ??=?+?+?+? 根据设计要求选择05n C -为轻关键组分,06n C -正己烷为重关键组分,0 4n C -为轻组分,07n C -为重组分,轻组分和清关键组分从塔顶流出,重组分和重关键组 分从塔釜流出。假定为清晰分割, 4,w x ≈0,7,D x ≈0,则根据物料衡算关系列出下表:
表3-2 各组分物料衡算关系 联立物料衡算式方程: 1383D W += 389.7454.650.050.05W D D +-+= 0.05324.750.05129.9W D W +-+= 表3-3 清晰分割物料衡算计算结果汇总 1.3用泡点方程计算塔底温度: 对于压力低于200kpa 和分子结构相似的组分所构成的系统可按理想物系处理,汽液平衡常数仅与系统的温度和压力有关,与溶液的组成无关。当已知压力和温度时,由P-T-K 图可以直接查得平衡常数。 初设w t =70℃,由K-P-T 图按P=101.3kpa 查得各组分的i k 值, 求得各组分相平衡常数值,计算结果如下表3-3:
表3-4 泡点方程计算塔底温度结果 在所设的72℃条件下,1 |1|0.0030.01c i iW i k X =-=<∑,符合要求。 1.4露点方程计算塔顶温度 ∴塔底温度为72℃。 因为本塔采用全凝气,所以塔顶温度就是塔顶产品的露点温度。 初设d t =30℃,由K-P-T 图按P=101.3kpa,查得t=30℃时各组分相平衡常数值,计算结果如下表3-4: 表3-5 露点方程计算塔顶温度结果 i 1 |(/)1|0.0050.01c D i i X k =-=<∑,符合要求。 ∴塔顶温度为28℃。
使用寿命,减少对环境的污染。该工艺的反应条件一般为:压力4-8MPa,温度320-400℃。
(绝大多数的加氢过程采用固定床反应器)中。反应完成后,氢气在分 离器中分出,并经压缩机循环使用。产品则在稳定塔中分出硫化氢、氨、水以及在反应过程中少量分解而产生的气态氢。 也称[加氢处理,石油产品最重要的精制方法之一。指在氢压和催化 剂存在下,使油品中的硫、氧、氮等有害杂质转变为相应的硫化氢、水、氨而除去,并使烯烃和二烯烃加氢饱和、芳烃部分加氢饱和,以 改善油品的质量。有时,加氢精制指轻质油品的精制改质,而加氢处 理指重质油品的精制脱硫。 20世纪50年代,加氢方法在石油炼制工业中得到应用和发展,60年 代因催化重整装置增多,石油炼厂可以得到廉价的副产氢气,加氢精 制应用日益广泛。据80年代初统计,主要工业国家的加氢精制占原 油加工能力的38.8%~63.6%。 加氢精制可用于各种来源的汽油、煤油、柴油的精制、催化重整原料 的精制,润滑油、石油蜡的精制(见彩图),喷气燃料中芳烃的部分 加氢饱和,燃料油的加氢脱硫,渣油脱重金属及脱沥青预处理等。氢分 压一般分1~10MPa,温度300~450℃。催化剂中的活性金属组分常 为钼、钨、钴、镍中的两种(称为二元金属组分),催化剂载体主要 为氧化铝、或加入少量的氧化硅、分子筛和氧化硼,有时还加入磷作 为助催化剂。喷气燃料中的芳烃部分加氢则选用镍、铂等金属。双烯 烃选择加氢多选用钯。 加氢改质反应,则是提高十六烷指数,十六烷值是柴油燃烧性能的重要指标。
柴油馏分中,链烷烃的十六烷值最高,环烷烃次之,芳香烃的十六 烷值最低。同类烃中,同碳数异构程度低的烃类化合物具有较高的 十六烷值,芳环数多的烃类具有较低的十六烷值。因此,环状烃含 量低,链状烃含量多的柴油具有较高的十六烷值。催化柴油(LCO)中双环和三环芳烃,在MCI过程中,双环以上的芳烃只进行芳环饱 和和环烷开环,其分子碳数不变。由于双环和三环芳烃转化为烷基苯,柴油中的高十六烷值组分增加,故柴油的十六烷值可得到较大 幅度的提高。 加氢裂化 在较高的压力的温度下[10-15兆帕(100-150大气压),400℃左右],氢气经催化剂作用使重质油发生加氢、裂化和异构化反应,转化为轻质油(汽油、煤油、柴油或催化裂化、裂解制烯烃的原料)的加工过程。它与催化裂化不同的是在进行催化裂化反应时,同时伴随有烃类加氢反应。加氢裂化的液体产品收率达98%以上,其质量也 远较催化裂化高。虽然加氢裂化有许多优点,但由于它是在高压下操作,条件较苛刻,需较多的合金钢材,耗氢较多,投资较高,故没有像催化裂化那样普遍应用。 催化裂化时在高温和催化剂的作用下使重质油发生裂化反应,转变为干气、液化气、汽油、柴油、油浆等的过程。 加氢裂化是在高温高压下氢气经催化剂作用使重质油发生加氢、裂化和异构化反应,转化为轻质油(汽油、煤油、柴油或其他油料)的过程
2 精馏塔的工艺计算 2.1精馏塔的物料衡算 2.1.1基础数据 (一)生产能力: 10万吨/年,工作日330天,每天按24小时计时。 (二)进料组成: 乙苯212.6868Kmol/h ;苯3.5448 Kmol/h ;甲苯10.6343Kmol/h 。 (三)分离要求: 馏出液中乙苯量不大于0.01,釜液中甲苯量不大于0.005。 2.1.2物料衡算(清晰分割) 以甲苯为轻关键组分,乙苯为重关键组分,苯为非轻关键组分。 01.0=D HK x ,005.0=W LK x , 表2.1 进料和各组分条件 由《分离工程》P65式3-23得: ,1 ,,1LK i LK W i HK D LK W z x D F x x =-=--∑ (式2. 1) 2434.13005 .001.01005 .0046875.0015625.08659.226=---+? =D Kmol/h W=F-D=226.8659-13.2434=213.6225Kmol/h 0681.1005.06225.21322=?==W X W ,ωKmol/h 编号 组分 i f /kmol/h i f /% 1 苯 3.5448 1.5625 2 甲苯 10.6343 4.6875 3 乙苯 212.6868 93.7500 总计 226.8659 100
5662.90681.16343.10222=-=-=ωf d Kmol/h 132434.001.02434.1333=?==D X D d ,Kmol/h 5544.212132434.06868.212333=-=-=d f ωKmol/h 表2-2 物料衡算表 2.2精馏塔工艺计算 2.2.1操作条件的确定 一、塔顶温度 纯物质饱和蒸气压关联式(化工热力学 P199): C C S T T x Dx Cx Bx Ax x P P /1)()1()/ln(635.11-=+++-=- 表2-3 物性参数 注:压力单位0.1Mpa ,温度单位K 编号 组分 i f /kmol/h 馏出液i d 釜液i ω 1 苯 3.5448 3.5448 0 2 甲苯 10.6343 9.5662 1.0681 3 乙苯 212.6868 0.1324 212.5544 总计 226.8659 13.2434 213.6225 组份 相对分子质量 临界温度C T 临界压力C P 苯 78 562.2 48.9 甲苯 92 591.8 41.0 乙苯 106 617.2 36.0 名称 A B C D
120万吨/年柴油加氢精制装置操作规程 第一章装置概况 第一节装置简介 一、装置概况: 装置由中国石化集团公司北京设计院设计,以重油催化裂化装置所产的催化裂化柴油、顶循油,常减压装置生产的直馏柴油和焦化装置所产的焦化汽油、焦化柴油为原料,经过加氢精制反应,使产品满足新的质量标准要求。 新《轻柴油》质量标准要求柴油硫含量控制在0.2%以内,部分大城市车用柴油硫含量要求小于0.03%。这将使我厂的柴油出厂面临严重困难,本装置可对催化柴油、直馏柴油、焦化汽柴油进行加氢精制,精制后的柴油硫含量降到0.03%以下,满足即将颁布的新《轻柴油》质量标准,缩小与国外柴油质量上的差距,增强市场竞争力。 2;装置建即22351m×/年延迟焦化装置共同占地面积为217m103m该项目与50万吨设在140万吨/年重油催化裂化装置东侧,与50万吨/年延迟焦化装置建在同一个界区内,共用一套公用工程系统和一个操作室。 本装置由反应(包括新氢压缩机、循环氢压缩机部分)、分馏两部分组成。 4t/a。×10 装置设计规模:120二、设计特点: 1、根据二次加工汽、柴油的烯烃含量较高,安定性差,胶质沉渣含量多的特点,本设计选用了三台十五组自动反冲洗过滤器,除去由上游装置带来的悬浮在原料油中的颗粒。 2、为防止原料油与空气接触氧化生成聚合物,减少原料油在换热器、加热炉炉管和反应器中结焦,原料缓冲罐采用氮气或燃料气保护。 3、反应器为热壁结构,内设两个催化剂床层,床层间设冷氢盘。 4、采用国内成熟的炉前混氢工艺,原料油与氢气在换热器前混合,可提高换热器的换热效果,减少进料加热炉炉管结焦,同时可避免流体分配不均,具有流速快、停留时间短的特点。 5、为防止铵盐析出堵塞管路与设备,在反应产物空冷器和反应产物/原料油换热器的上游均设有注水点。 6、分馏部分采用蒸汽直接汽提,脱除HS、NH,并切割出付产品石脑油。32 1 120万吨/年柴油加氢精制装置操作规程 7、反应进料加热炉采用双室水平管箱式炉,炉底共设有32台附墙式扁平焰气体燃烧器,工艺介质经对流室进入辐射室加热至工艺所需温度,并设有一套烟气余热回收系统,加热炉总体热效率可达90%。 8、本装置采用螺旋锁紧环双壳程换热器,换热方案安排合理,以温位高、热容量大与温位较低、热容量较小的物流进行换热,合理选择冷端温度,使热源量最大限度地得以利用,使总的传热过程在较高的平均传热温差下进行。 9、催化剂采用中石化集团公司石油化工研究院开发的RN-10B加氢精制催化剂。催化剂采用干法硫化方案;催化剂的再生采用器外再生。
第三章 精馏塔工艺设计计算 塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。 板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。 本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。 3.1 设计依据[6] 3.1.1 板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度 T T T H E N Z )1( -= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。 (2) 塔径的计算 u V D S π4= (3-2) 式中 D –––––塔径,m ; V S –––––气体体积流量,m 3/s u –––––空塔气速,m/s u =(0.6~0.8)u max (3-3) V V L C u ρρρ-=max (3-4) 式中 L ρ–––––液相密度,kg/m 3
V ρ–––––气相密度,kg/m 3 C –––––负荷因子,m/s 2 .02020?? ? ??=L C C σ (3-5) 式中 C –––––操作物系的负荷因子,m/s L σ–––––操作物系的液体表面张力,mN/m 3.1.2 板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计 W OW L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。 3 2100084.2??? ? ??=W h OW l L E h (3-7) 式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。 h T f L H A 3600= θ≥3~5 (3-8) 006.00-=W h h (3-9) ' 360000u l L h W h = (3-10) 式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。 (2) 踏板设计 开孔区面积a A : ??? ? ??+-=-r x r x r x A a 1222sin 1802π (3-11)
课程设计说明书题目: 分离正戊烷-正己烷用筛板精馏塔设计
安徽理工大学课程设计(论文)任务书 机械工程学院过控教研室
目录 前言 (5) 1.概论 1.1 设计目的 (5) 1.2 塔设备简介 (6) 2.流程简介................... 错误!未定义书签。 3.工艺计算 (7) 3.1物料衡算 (8) 3.2理论塔板数的计算 (9) 3.2.1由正戊烷-正己烷的汽液平衡数据绘出x-y图, (9) 3.2.2 q线方程 (9) 3.2.3平衡线 (10) 3.2.4求最小回流比及操作回流比 (11) 3.2.5求精馏塔的气、液相负荷 (11) 3.2.6操作线方程 (12) 3.2.7逐板法求理论板 (11) 3.2.8实际板层数的求取 (13) 4.塔的结构计算 (13) 4.1混合组分的平均物性参数的计算 (13) 4.1.1平均温度t (13) m 4.1.2平均摩尔质量 (14) (15) 4.1.3平均压强p m 4.1.4平均密度 (15) 4.1.5液体的平均粘度 (17) 4.1.6液相平均表面张力 (18) 4.2塔高的计算 (18) 4.2.1最大空塔气速和空塔气速 (18) 4.2.2塔径 (19) 4.2.3 塔径的圆整 (21) (21) 4.2.4塔截面积A T 4.2.5实际空塔气速u (21) 4.3精馏塔有效高度的计算 (22)
5.塔板主要工艺尺寸的计算 (22) 5.1溢流装置计算 (22) 5.1.1堰长l w (22) 5.1.2溢流堰高度h w 溢流堰高度计算公式 (22) 5.1.3弓形降液管宽度W d 及截面积A f (23) 5.1.4降液管底隙高度h (24) 5.2塔板布置筛板数目与排列 (24) 5.2.1塔板的分块 (24) 5.2.2边缘区宽度确定 (25) 5.2.3开孔面积的计算 (25) 5.2.筛孔计算及其排列............................. 错误!未定义书签。 6.筛板的流体力学验算 (24) 6.1气相通过筛板塔板的压降...................... 错误!未定义书签。4 6.1.1干板电阻 hc .. (26) 6.1.2板上充气液层阻力h 1 (26) 6.2、液泛验算 (26) 6.2.1与气体通过塔板的压降相当的液柱高度h p (27) 6.2.2液体通过降液管的压头损失h D , (27) 6.2.3板上液层高度,取h L =0.05m ................... 错误!未定义书签。 6.3液沫夹带 (27) 6.4漏液的验算 (27) 7.塔板负荷性能图 (27) 7.1漏液线 (27) 7.2液沫夹带线 (28) 7.3液相负荷下限线 (28) 7.4液相负荷上限 (28) 7.5液泛线 (29) 8.精馏塔的工艺设计结果总表 (32) 9.塔附件设计 (33) 9.1 接管—进料管 (331) 9.2 法兰 (34) 9.3筒体与封头 (34)
加氢车间工艺描述 Prepared on 24 November 2020
加氢车间工艺描述 1、制氢装置: 制氢工艺采用轻烃蒸汽转化法制氢,制氢装置设计以催化干气为原料为主。转化制氢过程可分为原料净化、轻烃蒸汽转化、CO中温变换等过程。制氢装置全系统包括原料气压缩、原料气精制、轻烃蒸汽转化、CO中温转换、余热锅炉、PSA等部分。 制氢工艺基本过程是:原料气进入精制系统加氢、脱硫反应器,在一定的操作温度、氢气压力和空速条件下,在催化剂作用下,进行加氢烯烃饱和、脱硫、脱氯化学反,把原料气中有机硫化物、氯化物脱除,烯烃完全饱和。精制原料气进入转化炉炉管,并在一定压力、温度、空速、水碳比条件下,通过转化催化剂作用,生成氢气和一氧化碳、二氧化碳和少量的甲烷,进入中变反应器,通过中温变换催化剂的作用,使CO与水蒸汽进行中温变换反应生成氢气和。中变气进入PSA氢提纯装置,进行变压吸附脱除中变气中杂质,得到纯 CO 2 度%的高纯度氢气。 2、柴油加氢装置 加氢精制工艺主要是用于油品精制方面,其目的是除掉油品中的硫、氮、氧化合物,饱合油品中烯烃以及去掉油品中金属、非金属杂质。 本套以催化柴油、常柴的混合油为原料,经过加氢反应进行脱硫、脱氮、烯烃饱和等反应,生产满足国五要求的精制柴油。 工艺流程如下:混合原料经预热后热氢混合后进入反应炉加热升温。进入反应器进行加氢脱硫、脱氮、脱氧反应。加氢反应产物经冷却进入高、低压分离系统进行气、液、水三相分离。分离出的氢气进入循环氢压缩机建立临氢系统氢气循环。柴油进入汽提塔进行硫化氢汽提。汽柴油进入分馏塔进行分馏。
3、汽油加氢装置 汽油加氢装置根据催化裂化汽油中硫、烯烃、芳烃含量的分布特点,将催化裂化汽油切割为LCN和HCN两个汽油馏分。HCN部分在选择性加氢脱硫催化剂作用下,通过缓和条件进行加氢脱硫反应,,LCN部分不经过选择性加氢脱硫反应,从而使芳烃基本不饱和,烯烃也得到最大程度的保留,从而实现在脱硫的同时辛烷值损失最小。该装置由预加氢部分,预分馏部分,选择性加氢部分,汽提部分及公用工程部分组成,原料油为催化汽油。 工艺流程简述:原料油经过滤换热后进入预加氢反应器,预加氢反应流出物通过换热减压后进入预分馏塔,塔顶油气经冷凝冷却后进入预分馏塔顶回流罐进行油、气、水分离,闪蒸出的气体送出装置处理,油相经预分馏塔顶回流泵升压后分别作为塔顶回流一路作为轻汽油外出。重汽油进入HDS 第一反应器、HDS 第二反应器,进行深度加氢脱硫反应。反应流出物进入分离器进行气、油、水三相分离,分离器底部出来的低分油进入汽提部分;含硫污水送出装置处理;顶部出来的循环氢脱硫后与装置外来新氢混合后与重汽油混合作为混合进料。低分油进入汽提塔,塔顶油气进入汽提塔顶回流罐进行油、气、水分离,闪蒸出的气体送出装置处理,油相作为塔顶回流,塔底精制重汽油与轻汽油混合后作为产品送出装置。 加氢车间
柴油加氢精制工艺 定义:加氢精制是指在一定温度、压力、氢油比和空速条件下,原料油、氢气通过反应器内催化剂床层,在加氢精制催化剂的作用下,把油品中所含的硫、氮、氧等非烃类化合物转化成为相应的烃类及易于除去的硫化氢、氨和水。提高油品品质的过程。 石油馏分中各类含硫化合物的C—S键是比较容易断裂的,其键能比C—C或C—N键的键能小许多。在加氢过程中,一般含硫化合物中的C—S键先行断开而生成相应的烃类和H2S。但由于苯并噻吩的空间位阻效应,C-S键断键较困难,在反应苛刻度较低的情况下,加氢脱硫率在85%左右,能够满足目前产品柴油硫含量小于2000ppm 的要求。 柴油馏分中有机氮化物脱除较困难,主要是C-N键能较大,正常水平下,在目前的加氢精制技术中脱氮率一般维持在70%左右,提高反应压力对脱氮有利。 烯烃饱和反应在柴油加氢过程中进行的较完全,此反应可以提高柴油的安定性和十六烷值。 当然,在加氢精制过程中还有脱氧、芳烃饱和反应。加氢脱硫、脱氮、脱氧、烯烃饱和、芳烃饱和反应都会进行,只是反应转化率纯在差别,这些反应对加氢过程都是有利的反应。但同时还会发生烷烃加氢裂化反应,此种反应是不希望的反应类型,但在加氢精制的反应条件下,加氢裂化反应有不可避免。目前为了解决这个问题,主要是
调整反应温度和采用选择性更好的催化剂。 下面以我厂100万吨/年汽柴油加氢精制装置为例,简单介绍一下工艺流程: 60万吨柴油加氢精制 F101D201 D102 D101 SR101 P101P102E103E101 R101 K101 D106 E104 D103D104 D105 D107 P103 P201 E201A202 P202 A201 K101 E101E102E103A101 产品柴油 循环氢 低分气 C201 催化汽油选择性加氢脱硫醇技术(RSDS技术) 催化汽油加氢脱硫醇装置的主要目的是拖出催化汽油中的硫含量,目前我国大部分地区汽油执行国三标准,硫含量要求小于150ppm,烯烃含量不大于30%,苯含量小于1%。在汽油加氢脱硫的过程中,烯烃极易饱和,辛烷值损失较大,针对这一问题,石科院开发了RSDS技术。本技术的关键是将催化汽油轻重组分进行分离,重组分进行加氢脱硫,轻组分碱洗脱硫。采取轻重组分分离的理论基础是,轻组分中烯烃含量高,可达到50%以上,通过直接碱洗,辛烷值
目录 目录 (1) 精馏塔再沸器工艺课程设计 (2) 1.设计任务及设计条件 (2) 2.方案论证 (2) 3.估算设备尺寸 (3) 4.传热系数校核 (3) 5.循环流量校核 (7) 6.设计结果汇总 (12) 7.工艺流程图 (13) 8.带控制点的工艺流程图 (13)
精馏塔再沸器工艺设计 1.设计任务及设计条件 (1) 设计任务:精馏塔塔釜,设计一台再沸器 (2) 再沸器壳层和管层的设计条件: 潜热γ 0=812.24kJ/kg 热导率λ =0.023W/(m?K) 粘度=0.361mPa?s 密度ρ0=717.4kg/m3 管层流体83℃下的物性数据: 潜热γi=31227.56kJ/kg 液相热导率λi=0.112 W/(m?K) 液相粘度=0.41 mPa?s 液相密度=721 kg/m3 液相定压比热容=2.094kJ/(kg?K) 表面张力=1.841×10-2N/m 汽相粘度=0.0067 mPa?s 汽相密度=0.032 kg/m3 蒸汽压曲线斜率(Δt/Δp)s=2.35×10-3m2?K/kg 2.方案论证 立式热虹吸再沸器是利用塔底釜液与换热器传热管内汽液混合物的密度差形成循环推动力,使得釜液在精馏塔底与再沸器间流动循环。 立式热虹吸再沸器具有传热系数高,结构紧凑,安装方便,釜液在加热段的停留时间短,不易结垢,调节方便,占地面积小,设备及运行费用低等显著优点。由于结垢原因,壳层不能采用机械方法清洗,因此壳层不适宜用高黏度或较脏的加热介质,本设计中壳层介质为乙醇蒸汽,较易清洗。
3.估算设备尺寸 计算热流量Φ为 )(1038.33600/100024.81215005W q b m b ?=??==Φγ 计算传热温差m t ?为 (11583)(8583) 10.82()(11583)(8583) m t K Ln ---?= =-- 假设传热系数K=XX ,估算传热面积A p 为 拟用传热管规格230?φ,管长L=3000m ,计算总传热管数N T N T = 10063 03.014.334 .2840=??= L d A p π 若将传热管按正三角形排列,则可用N T =3a(a+1)+1,b=2a+1,D=t(b-1)+(2~3)d 0计算壳径D 为 D=32×(37-1)+3×30≈1400mm 取管程进口管径Di=250mm ,出口管直径D 0=600mm 。 4.传热系数校核 (1)显热段传热系数K CL 设传热管出口处汽化率xe =0.048,则可计算循环流量q mt : )/(72.34048 .06000 s kg x q q e mb mt === ① 显热段管内表面传热系数 则计算传热管内质量流速G 为 )(534.01006026.04 14 .34 )]/([03.65534 .072.342222m N di Si s m kg S q G T i mt =??= = ?===π 雷诺数Re 为
一、全装置物料平衡 1、物料平衡 本设计的处理量为95万吨/年,反应阶段为其末期,每年开工时数按8000小时计算。 入方:①原料油=8000 % 10010109534???=118750公斤/小时 = 248000 % 10010954???=2850吨/天 ②重整氢=8000 % 70.210109534???=3206公斤/小时 = 248000 % 70.210954???=77吨/天 出方:①精制柴油=118750×96.95%=115128公斤/小时 = 2850×96.95%=2763吨/天 ②粗汽油=118750×1.52%=1805公斤/小时 =2850×1.52%=43吨/天 ③高分排放气=118750×1.78%=2114公斤/小时 =2850×1.78%=51吨/天 ④低分排放气=118750×0.31%=368公斤/小时 =2850×0.31%=8.8吨/天 ⑤回流罐排放气=118750×2.084%=2475公斤/小时 =2850×2.084%=59吨/天 ⑥溶于水中的硫化氢=118750×0.022%=26公斤/小时 =2850×0.022%=0.6吨/天 ⑦溶于水中的氨气=118750×0.024%=28.5公斤/小时 =2850×0.024%=0.7吨/天 ⑧设备漏损=118750×0.01%=12公斤/小时 =2850×0.01%=0.3吨/天 2、化学耗氢量计算 ①计算杂质脱除率 a) 硫脱除率 = 1800180 1800-×100% = 90% b) 氮脱除率 = 26158 261-×100% = 77.8% c) 硫醇硫脱除率 = 15 1 15-×100% = 93.3% d) 氧脱除率(以酸度计算)
理工大学 课程设计说明书 设计题目:化工原理课程设计 学院、系:机械工程学院 专业班级:过程装配与控制工程 学生:王旦 指导教师:雪斌 成绩: 2013年12月27日 设计任务书
(一)设计题目: 利用浮阀塔分离正戊烷与正己烷的工艺设计分离要求:试设计一座正戊烷—正己烷连续精馏浮阀塔,要求年产纯度99%的正己烷4.5万吨,塔顶馏出液中含正己烷不得高于1%,原料液中含正己烷55%(以上均为质量分数)。(二)操作条件:塔顶压力:4kPa(表压) 进料状态:泡点进料 回流比:1.4Rmin 塔釜加热蒸汽压力:0.5MPa(表压) 单板的压降: 0.7kPa 全塔效率:52% (3)塔板类型:浮阀塔板(F1型) (4)工作日: 330天/年(一年中有一个月检修) (5)厂址:地区 (六)设计容 ①精馏塔的物料衡算 ②塔板数的确定 ③精馏塔的工艺条件及有关物性数据的计算 ④塔体工艺条件尺寸 ⑤塔板负荷性能图 目录
第1章序言 (3) 第2章精馏塔的物料衡算 (6) 2.1. 物料衡算 (6) 2.2. 常压下正戊烷—正己烷气、液平衡组成与温度的关系 (7) 第3章塔板数的确定 (8) N的确定 (8) 3.1. 理论板数 T 3.2. 实际板数的确定 (9) 第4章精馏塔的工艺条件及有关物性数据 (9) 4.1. 操作压力的计算 (9) 4.2. 密度的计算 (10) 4.3. 表面力的计算 (11) 4.4. 混合物的粘度 (12) 4.5. 相对挥发度 (12) 第5章塔体工艺条件尺寸 (13) 5.1. 气、液相体积流量计算 (13) 5.2. 塔径的初步设计 (14) 5.3. 溢流装置 (16) 5.4. 塔板布置及浮阀数目与排列 (17) 第6章塔板负荷性能图 (20) 6.1. 物沫夹带线 (20) 6.2. 液泛线 (21) 6.3. 液相负荷上限 (22) 6.4. 漏液线 (22) 6.5. 液相负荷下限 (23) 第7章结束语 (24)
苯-氯苯板式精馏塔的工艺设计工艺计算书(精馏段部分) 化学与环境工程学院 化工与材料系 2004年5月27日
课程设计题目一——苯-氯苯板式精馏塔的工艺设计 一、设计题目 设计一座苯-氯苯连续精馏塔,要求年产纯度为99.8%的氯苯50000t/a,塔顶馏出液中含氯苯不高于2%。原料液中含氯苯为35%(以上均为质量%)。 二、操作条件 1.塔顶压强4kPa(表压); 2.进料热状况,自选; 3.回流比,自选; 4.塔釜加热蒸汽压力506kPa; 5.单板压降不大于0.7kPa; 6.年工作日330天,每天24小时连续运行。 三、设计内容 1.设计方案的确定及工艺流程的说明; 2.塔的工艺计算; 3.塔和塔板主要工艺结构的设计计算; 4.塔内流体力学性能的设计计算; 5.塔板负荷性能图的绘制; 6.塔的工艺计算结果汇总一览表; 7.辅助设备的选型与计算; 8.生产工艺流程图及精馏塔工艺条件图的绘制; 9.对本设计的评述或对有关问题的分析与讨论。 四、基础数据 1.组分的饱和蒸汽压οi p(mmHg)
2.组分的液相密度ρ(kg/m 3) 纯组分在任何温度下的密度可由下式计算 苯 t A 187.1912-=ρ 推荐:t A 1886.113.912-=ρ 氯苯 t B 111.11127-=ρ 推荐:t B 0657.14.1124-=ρ 式中的t 为温度,℃。 3.组分的表面张力σ(mN/m ) 双组分混合液体的表面张力m σ可按下式计算: A B B A B A m x x σσσσσ+= (B A x x 、为A 、B 组分的摩尔分率) 4.氯苯的汽化潜热 常压沸点下的汽化潜热为35.3×103kJ/kmol 。纯组分的汽化潜热与温度的关系可用下式表示: 38 .01238.012??? ? ??--=t t t t r r c c (氯苯的临界温度:C ?=2.359c t ) 5.其他物性数据可查化工原理附录。 附参考答案:苯-氯苯板式精馏塔的工艺计算书(精馏段部分)
目录 1.总论1 1.1.加氢的目的、意义1 1.1.1.原油重质化、劣质化1 1.1. 2.环保要求越来越高1 1.1.3.特殊产品1 1.2.加氢精制的原理1 1.3.加氢精制催化剂2 1.4.加氢精制的工艺条件及影响因素2 1.4.1.加氢精制压力2 1.4. 2.加氢精制温度3 1.4.3.空速的影响3 1.4.4.氢油比的影响4 1.5.加氢精制的优缺点4 2.工艺流程说明5 2.1.技术路线选择5 2.2.流程叙述5 2.3.本装置流程特点6 3.原料和产品7 4.油品性质9 5.工艺操作条件10 6.装置物料平衡11 7.工艺计算结果汇总13 8.自控方案说明16 9.平面布置说明17 10.生产控制分析项目18 11.人员定编19 12.装置对外协作关系20 13.环境保护及消防安全21 13.1.排除“三废”数量和处理21 13.1.1.废气21 13.1.2.废水21 13.1.3.废渣21 13.2.噪音处理21 13.3.安全生产和劳动保护21
1.总论 1.1.加氢精制的目的、意义 1.1.1.原油重质化、劣质化 20世纪90年代中期,全球炼油厂加工原油的平均相对密度为0.8514,平均硫含量(质量分数,下同)为0.9%。进人21世纪后,原油平均相对密度升至0.8633,含硫量升至1.6%。原油密度升高,硫含量增大是21世纪原油质量变化的总体趋势。很多由这些重质、劣质原油生产出来的油品都需要加氢精制以提高质量【1】。 1.1. 2.环保要求越来越高 虽然原油质量不断劣质化,但世界各国对车用燃料油的质量要求仍然在不断提高。以柴油硫含量为例,美国已经开始要求l0ppm的超低硫柴油,欧洲也开始执行硫含量<50ppm的标准。国内而言,在北京,2005年已参照欧Ⅲ排放标准执行,硫含量控制在350ppm以内,2007年参照欧Ⅳ排放标准执行,硫含量控制在50ppm以内。可以预期,国内燃油质量指标必将进一步升级与国际标准接轨【2】。 1.1.3.特殊产品 某些特殊产品,如食品级的石蜡,对其中的重金属杂质含量、硫含量以及不饱和程度的要求非常苛刻,而加氢精制可以使其达到质量要求。 1.2.加氢精制的原理 加氢精制(也称加氢处理),是指在氢压和催化剂存在下,使油品中的硫、氧、氮等有害杂质转变为相应的硫化氢、水、氨而除去,并使烯烃和二烯烃加氢饱和、芳烃部分加氢饱和,以改善油品的质量。有时,加氢精制指轻质油品的精制改质,而加氢处理指重质油品的精制脱硫。 加氢精制可用于各种来源的汽油、煤油、柴油的精制,催化重整原料的精制,润滑油、石油蜡的精制,喷气燃料中芳烃的部分加氢饱和,燃料油的加氢脱硫,渣油脱重金属及脱沥青预处理等。氢分压一般分1~10MPa,温度300~450℃。催化剂中的活性金属组分常为钼、钨、钴、镍中的两种(称为二元金属组分),催化剂载体主要为氧化铝,或加入少量的氧化硅、分子筛和氧化硼,有时还加入磷作为助催化剂。 在加氢精制过程中,各类物质加氢反应活性总体趋势为:脱金属>二烯烃饱和>脱氧>单烯烃饱和>脱硫>脱氮>芳烃饱和。加氢精制中还存在加氢裂解副反应,可以从催化剂等途径控制副反应的发生。
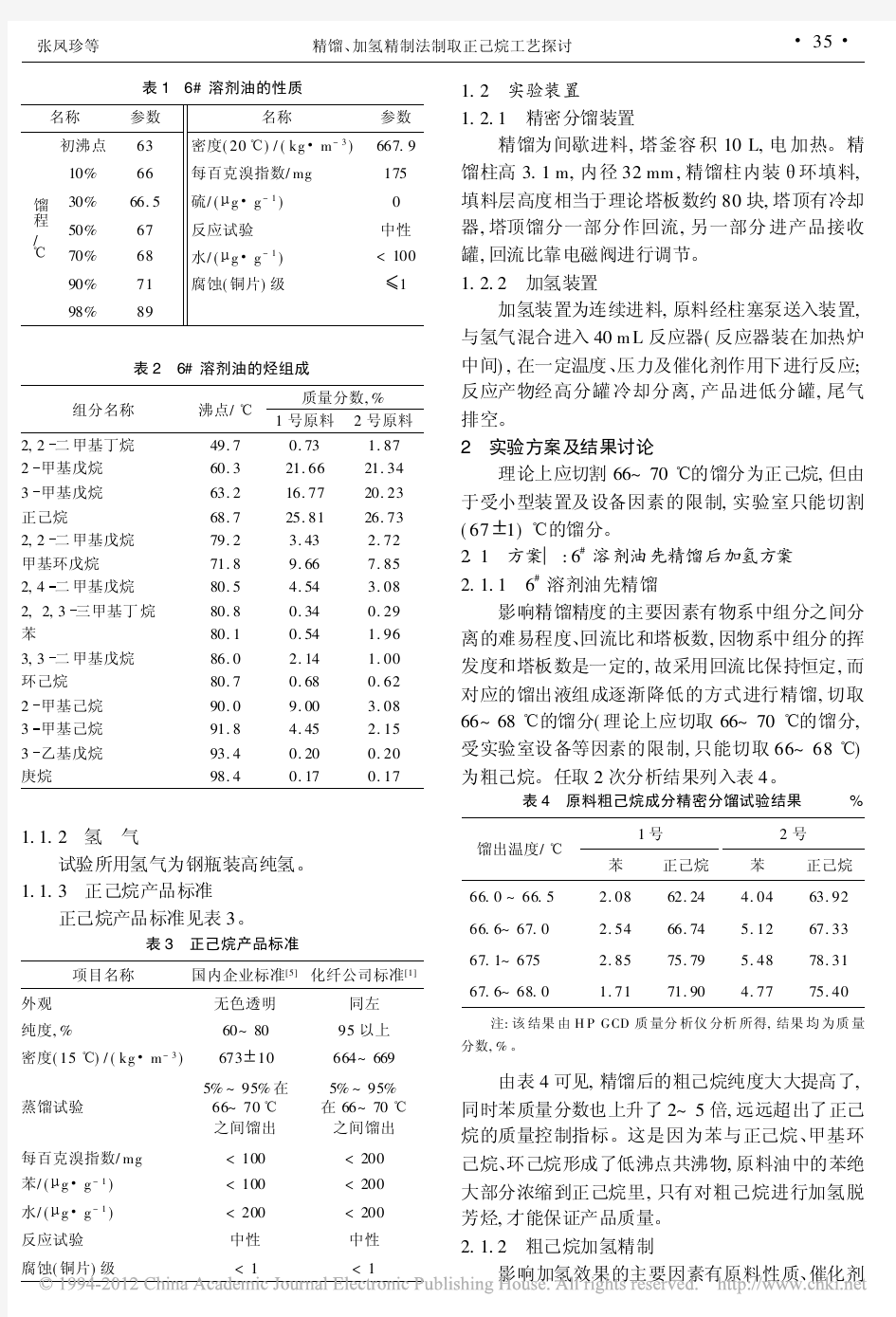
通用机械 脱 扬子石油化工股份有限公司化工厂副总工程师 沈品德 PTA 加氢精制工艺中的应用 图 PTA精制工艺流程图 1.混合罐 2.溶解罐 3.加氢反应器 4.第一结晶器 5.第二结晶器 6.第五结晶器 7.压力离心机 8.真空过滤机 9.干燥机 脱水技术在
2008年 第 4 期 33 通 二、压力离心机系统 PTA生产中,要保证压力离心机系统稳定运行。压力离心机系统是控制产品质量的重要环节,离心机分离效果的好坏直接影响到产品中PT酸和其他杂质的含量。因此,要定期对离心机系统进行检查,保证离心机油路系统的正常运行,并定期对离心机系统做一些常规处理。 由于T A料和P T酸易在压力离心机的转鼓、支架、进料管和出料管线处粘壁,降低压力离心机的处理能力,使得滤饼中的含湿量增加,从而影响到产品质量。另外由于压力离心机内转子和支架上的结料,会增加离心机的振动,使离心机的故障率增加,因此,要对离心机进行水洗和碱洗操作,包括定期和不定期的处理,从而延长离心机的运行周期,减少检修频次。 (1)水洗 切断离心机进料,切进冲洗水,对压力离心机进行在线冲洗,大约5~10m i n,水洗后恢复进料。保证每天水洗一次。 (2)碱洗 停机进料,切水冲洗;停止水洗,降温降压隔离;进料管进碱,根据工艺及设备要求确定碱洗时间;停止碱洗,切为水洗,至排出液呈中性为止;系统升温升压,解除隔离进料。一般情况下1个月碱洗1次;特殊情况下,根据产品的质量和离心机的运行情况而定,当产品中的P T酸含量偏高或离心机的振动偏大时,要进行碱洗。 三、真空过滤技术的应用 1.进料温度的控制 如果温度过高,会引起溶液闪蒸,造成滤布堵塞,控制时在过滤机进料处加入脱离子水,降低溶液的温度,使其降到89℃左右。 2.进料浓度的控制 进料浓度的控制主要是用来控制滤饼的厚度,滤饼过厚会引起洗涤效果差,滤饼的含湿量增加,影响产品的质量,因此料浆浓度应控制在35%~45%。 3.真空度的控制 真空度过高会引起滤饼厚度增加,造成过滤机的负荷过高,前后物料不能平衡,真空度过低会引起滤饼的含湿量增加,影响产品质量,因此过滤机的真空度应控制在-0.045~0.049MPa范围内。 4.溢流堰高度的调节 如果溢流堰太高会引起滤饼的厚度增加,造成滤 饼的含湿量增加,影响产品的质量,并造成前后物料不平衡。如果溢流堰过低,要增加过滤机的转速,同样造成滤饼的含湿量增加。 5.反吹气量的控制 反吹气量控制过低,滤饼不能有效地吹下,影响过滤效果,如果过高会造成料斗中浆料喷料,缩短滤布的使用周期,因此,生产中反吹气量应控制在15~40kPa。 6.洗涤水量的控制 洗涤水量的控制主要是用来控制产品的质量,洗涤水量过低会造成产品中的杂质含量高,影响产品的质量;如果洗涤水量过高会增加滤饼的含湿量,增加干燥机的能量损耗,因此洗涤水量控制在8~15m 3/h。 7.应用效果 以真空过滤机为核心设备的过滤系统取代常压离心机后,系统运转平稳,故障率低,完全满足生产工艺要求。 (1)检修费用低 常压离心机由于转鼓经常结料,因此维护保养较为困难,经常发生易熔塞化、剪切销断裂等故障,并需经常更换齿轮箱、大轴承和轴瓦等备件,每年检修费用约60万元/台。而采用真空过滤机后,除滤布定期更换外,其他基本上可实现每两年一修,大大降低了检修成本。 (2)运行成本低 该单元采用真空过滤机系统比采用常压离心机系统每小时可节能约200kW·h。同时每年可节约10~15万元的油脂、润滑油等费用。 (3)产品质量提供 采用真空过滤机后,产品中P T含量比采用常压离心机时整体下降了约10m g/k g,特别是可以通过调节真空过滤机洗液量来调节产品中的P T含量,解决了精制生产中P T酸波动幅度大的难题,产品质量得到了有效控制。 (4)处理能力大 常压离心机单台处理量小,产能低,满负荷生产时,3台离心机必须全部运行。采用真空过滤机后,实现了“一开一备”模式,且两套真空系统可以互为备用,极大地提高了精制单元后系统的处理能力。 四、PTA物料干燥 P T A物料干燥机为倾斜回转列管式干燥设备,用于干燥含湿量约10%~15%P T A滤饼,除去其中的水分,
柴油调和原料添加剂办法看懂了你也会调和柴 油 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
柴油调和原料,添加剂,方案(看懂了你也会调和柴油) 一、柴油调和的原料1.直馏柴油直馏柴油是指原油预处理之后,通过常压蒸馏得到的沸程范围为180℃~360℃的中间馏分。根据其从常压塔侧线出来的顺序又可分为常一线、常二线、常三线。直馏柴油十六烷值较高,含有较多环烷酸,必须对其进行脱酸精制后才可作为柴油调合组分。2. 焦化柴油焦化柴油是指延迟焦化得到的沸程范围为180℃~360℃的馏分产品。焦化柴油的十六烷值较高,含有一定量的硫、氮和金属杂质;含有一定量的烯烃,氧化安定性差,胶质含量过高,色度偏高,必须进行精制脱除硫、氮杂质,使烯烃、芳烃饱和才能作为合格的柴油馏分。3. 减粘柴油减粘柴油即减粘裂化得到的中间馏分产品,减粘柴油含有烯烃和双烯烃,故安定性差,需加氢处理才能用作柴油调合组分。4. 催化裂化柴油催化裂化柴油俗称催柴,是催化裂化得到的中间馏分产品。因含有较多的芳烃,所以十六烷值较直馏柴油低,由重油催化裂化得到的柴油的十六烷值更低,只有25~35,而且安定性很差,这类柴油需经过加氢处理,或与质量好的直馏柴油调合后才能符合轻柴油的质量要求。5. 加氢裂化柴油加氢裂化柴油是指加氢裂化得到的中间馏分油,其硫含量很低,小于0.01%,芳烃含量也较低,十六烷值大于60,着火性能好,安定性高,是调合低硫车用柴油的理想组分。6. 减一线油减一线油指原油预处理后,通过减压蒸馏从减压塔侧一线出来的最轻馏分。因其密度、粘度等理化性质与柴油相近,也用作柴油调合组分。7.航空煤油航空煤油一般指3号喷气燃料,标密775~830kg/m,馏程范围在160~300℃;低温流动性好,冰点在-47℃以下,馏程又与柴油接近,
正戊烷-正己烷混合液板式精馏塔设计 08(2)班 08233214 缪建芸 [摘要]化工设计在化学工程项目建设的整个过程中,是一个极其重要的环节,是工程建设的灵魂。化工设计是一门综合性很强的专业知识,同时又是一项政策性很强的工作,需要设计工作者拥有坚实的化学知识及化工常识。本文设计了一个常压浮阀精馏塔,分离含正戊烷45%(以下皆为质量分数)的正戊烷—正己烷混合液,其中混合液进料量为12626kg/h,进料温度为35℃,要求获得99%的塔顶产品和小于2%的塔釜产品,再沸器用0.25Mpa(表压)的水蒸汽作为加热介质,塔顶全凝器采用20℃冷水为冷凝介质. 通过翻阅大量的资料进行物性数据处理、塔板计算、结构计算、流体力学计算、画负荷性能图以及计算接管壁厚对浮阀塔展开了全方面的设计。 [关键词]化工设计,常压浮阀塔,物性,塔板
目录 摘要 .................................................... 错误!未定义书签。第一章概论 .. (4) 1.1 塔设备在化工生产中的作用和地位: (4) 1.2 塔设备的分类及一般构造 (4) 1.3 对塔设备的要求 (5) 1.4 塔设备的发展及现状: (5) 1.5 塔设备的用材 (5) 1.6 板式塔的常用塔型及其选用 (5) 1.6.1 泡罩塔 (5) 1.6.2 筛板塔 (6) 1.6.3 浮阀塔 (6) 1.7 塔型选择一般原则 (7) 1.7.1 与物性有关的因素 (7) 1.7.2 与操作条件有关的因素 (8) 1.7.3 其他因素 (8) 1.8 板式塔的强化 (8) 第二章塔板计算 (9) 2.1 设计任务与条件 (9) 2.2 设计计算 (10) 2.2.1 设计方案的确定 (10) 2.2.2 精馏塔的物料衡算 (10) 2.2.3 塔板数的确定 (11) 第三章精馏塔的工艺条件及有关物性数据的计算 (14) 3.1 操作压力 (14) 3.2 操作温度 (14) 3.3 平均摩尔质量.................................... 错误!未定义书签。4 3.4 平均密度......................................... 错误!未定义书签。 3.5 液相平均表面张力................................. 错误!未定义书签。 3.6 液相平均黏度 (19) 3.7物性数据总汇 (21) 第四章精馏塔的塔体、塔板工艺尺寸计算 ................... 错误!未定义书签。 4.1 塔径的计算....................................... 错误!未定义书签。 4.2 精馏塔高度的计算................................. 错误!未定义书签。 4.3 溢流装置计算..................................... 错误!未定义书签。 4.4 塔板布置及浮阀数目与排列 (26) 第五章塔板流体力学验算 (28) 5.1气相通过浮阀塔板的压降 (28) 5.2 淹塔 (28) 5.3 雾沫夹带 (29) 第六章负荷性能图 ....................................... 错误!未定义书签。 6.1雾沫夹带线 ....................................... 错误!未定义书签。 6.2液泛线 ........................................... 错误!未定义书签。 6.3 液相负荷上限线................................... 错误!未定义书签。