
目录 一、安全检查................................................................................................................... 二、出厂设置................................................................................................................... 三、设定语言、日期....................................................................................................... 四、开启外部设备........................................................................................................... 五、自动升级驱动........................................................................................................... 六、轴分配....................................................................................................................... 七、传输PLC.................................................................................................................. 八、传输报警文本和制造商循环 .................................................................................. 九、系统数据设定........................................................................................................... 十、绝对值回零设定....................................................................................................... 十一、伺服自动优化....................................................................................................... 十二、镭射补偿...............................................................................................................
SINAMICS DCM SINAMICS DCM Commissioning Guide
SINAMICS DCM SINMICS DCM 6RA80 Key Words SINMICS DCM 6RA80 Selection, Commissioning I CS LS TS Page 2-32
1 DCM (4) 1.1 DCM (4) 1.2 SINAMICS DCM (4) 2 (13) 2.1 BOP20 (13) 2.2 Starter (16) 3 DCM (24) 3.1 (24) 3.2 (25) 3.3 (27) 3.4 CUD (28) 3.5 DCC (29) I CS LS TS Page 3-32
I CS LS TS Page 4-32 1 DCM 1.1 DCM SINAMICS DCM SINAMICS 15-3000A 3000A SIMOREG CM 1 1 SINAMICS DCM 1. 2 SINAMICS DCM 1.2.1 DCM CUD BOP20 2Q 4Q 125A DCM CUD DCC CBE20 CUD Standard CUD Advanced CUD ( G00) 1-2
I CS LS TS Page 5-32 2 SINAMICS DCM CUD Standard CUD Advanced CUD Drive-CliQ CUD SINAMICS DCM 1 SINAMICS DCM CUD 1 Standard CUD - 2 Advanced CUD - G00 3 Advanced CUD Standard CUD G00+G10 4 Advanced CUD Advanced CUD G00+G11
一系统参数 后台:Alt+N或者shift+报警键 1、通用数据 10000【0】X(定义机床坐标轴的名称 10000【1】Z(同上 10000【2】SP(同上 10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等11310 手轮反向 11346 手轮脉冲移动实际距离 2、通道机床参数 20050【0-3】0(定义通道内的几何轴 20060【0-3】0(同上 20070【0】1(通道内有效的机床轴号 20070【1】2(同上 20070【2】3(同上 20070【3-4】0(同上 20080【0】X(通道内有效的机床轴名 20080【1】Z(同上 20080【2】SP(同上
20080【3-4】0(同上 20700 0(未回参考点NC启动停止为1 3、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改 30100【5】1(模拟给定输出到轴控接口 30110【1】1-驱动器号对于X轴(定义速度给定端口 30110【2】2-驱动器号对于Z轴(同上 30130【0】1(给定值输出类型,同时更改 30220 同30110,实际值:驱动器号(定义位置反馈接口 30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器 30300 1(定义“回转轴”对于SP 30310 1(回转轴取模转换,对于SP 30320 1(取模360度位置显示,1为有效,对于SP 31020 2048(每转的编码器线数,对于SP 31030 10(丝杠螺距 31040 1-直接测量系统 32110 1-实际值(反馈记性:1/-1 31050【0-5】1(减速箱丝杠端齿轮齿数 31060【0-5】5(减速箱电机端齿轮齿数
4.3Serial RS-232/422 Communication All SPiiPlus motion control products include two serial communication channels (COM):?RS-232 ?RS-422 The default settings of RS-232 and RS-422 are: 8 data bits, no parity and a regurlar stop bit.
1.Open MMI ? Communication and select Serial. Figure 7SPiiPlus MMI Communication Dialog - Serial 2.Specify the host computer serial Port (COM1, COM2, etc.) that is connected to the controller. 3.The Rate of the host port, which is set here, must match that of the controller port to which it is connected. Normally, this can be done by selecting Auto, which automatically detects the controller rate. (The controller rate can be accessed in MMI ? Configurator? Communication Parameters.) 4.Click Connect to establish the communication channel with the SPiiPlus serial port. 5.Click Close to exit the Communication dialog box. 4.3.1Troubleshooting a Serial Connection ?Inspect the cable and connectors. ?If a communication error message appears right after you click Connect, check that the COM port on the PC host is not being used by another application. ?Check that the communication port specified in the Port field corresponds to the COM port on the PC host that the cable is connected to. ?Older computers: try a lower baud rate.
SINUMERIK 802S SINUMERIK 802C
SINUMERIK 802S
SINUMERIK 802C
IN C
JO G
R EF MD A
IN C
JO G
R EF MDA
AU T O SB L
AU T O SB L
M
M
N G E
X 7 4 1 > <
Y 8 5 2 0 $
Z 9 6 3 = +
T
D K
VM Pg
+X -Z -X +Z
%
N G E
X 7 4 1 > <
Y 8 5 2 0 $
Z 9 6 3 = +
T
D K
VM Pg
+X -Z -X +Z
%
F O S M Q H
L A A F
_ U
P B V
R C W Pg
F O S Q H
L A A F
_ U
P B V
R C W Pg
INS
%
M
IN S
%
ECU
ERR POK D IAG
X10 MPG
X200 3
DI/O
IN 0 1 2 3 4 5 6 7 M 8 9 10 11 12 13 14 15 M X200 5 OUT L+ 0 1 2 3 4 5 6 7 M L+ 8 9 10 11 12 13 14 15 M X200 6
ECU
ERR POK D IAG
ENC OD ER 1 ENC OD ER 2 X3 X4
X10 MPG
X200 3
DI/O
IN 0 1 2 3 4 5 6 7 M 8 9 10 11 12 13 14 15 M X 200 5 OUT L+ 0 1 2 3 4 5 6 7 M L+ 8 9 10 11 12 13 14 15 M X200 6
D C24V X1
D C24V X1
PE M L+ M
AXI S X2
SPI NDL E X3
ENC OD ER X4
R S232 X8
OPI X9
DI X2 0
PE M L+ M
X200 4
RS232 X2
E NC OD ER 3 SPI ND LE X5 X6
C ommand X7
OPI X8
DI X2 0
X200 4
SIMODRIVE 611 SIMODRIVE 611 SIM ODRIVE 611
(即每转 1000 步)
?
802S 802C
STEPDRIVE C 611U
STEPDRIVE C
1FK6
________________________________________________________________________________________________________________________________________
1
https://www.doczj.com/doc/4713407506.html,/sinumerik
SINUMERIK802S/802C : 2001 12
: 3.1
目录 一:E60,M64的联接 (2) 1:E60-NC联接 (2) 2:基本I/O联接 (4) 3:M64S-NC (6) 4:伺服系统的联接 (8) 5:E60,M60系列系统联接总图 (9) 二:外围线路的检查及上电注意事项 (12) 三:参数的设定 (12) 1:基本参数的设定 (12) 2:轴参数的设定 (14) 3:原点复归参数 (14) 4:伺服参数的设定 (15) 5:主轴参数的设定 (17) 6:机械误差 (18) 7:PLC (18) 8:巨程式,位置开关详见操作手册 (19) 四.PLC程序的输入 (19) 1:PLC4B格式PLC传输 (19) 2:GPPW格式PLC程序输入 (20) 3:PLC系统部分运行测试 (21) 五:资料备份及恢复 (22) 1:RS-232C传输方式 (22) 2:资料备份卡存储方式 (23) 六:附录 (24) 1:伺服参数标准设定表(未列明的系列请参照手册) (24) 2:主轴参数(未列明的请参照手册) (25) 3:SVJ2伺服参数的优化 (28) 4:模具加工经验参数及高速高精度的使用 (29) 5:三菱相关软件 (30)
一:E60,M64的联接 1:E60-NC 联接 (1)E60-NC (FCU6-MU071)接口图: CRT LCD NCKB
NCKB系统键盘的联接F053 (2)控制单元联接系统图 (3)*紧急停止按钮的配线: 三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。望用户引起注意。 例:
PLC部分 1.PLC的基本知识 PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。程序按顺序依次执行。PLC 程序在固定的时间间隔内重复运行。 2.Heidenhain的PLC Heidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图. 3.学习PLC前的准备 a.HEIDENHAIN 数控系统和PLC 的接口关系: 图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的. b.Heidenhain软件工具
虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。 我们进行PLC编辑的主要工具有: PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。 PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。 IOconfig: 用于系统各组件配置(组态)的程序。 CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。 BMXdesign: 用于制作软按键图标和帮助图形的程序。 TNCremo: 用于文件传输以及系统备份和还原的程序。 这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。 c.Heidenhain的基本程序 为了方便各个机床制造商更加快捷的上手使用Heidenhain数控系统,Heidenhain可以向机床制造商提供基本程序包,该基本程序包通过简单的配置可以适用于与各类常见机床,即使是复杂的机床,也只需在灵活掌握Heidenhain的PLC基本功能后,通过简单的修改和调整就能完成。本课程PLC部分以Heidenhain基本程 序为基础对PLC的使用进行讲解。TNC620目前最新的基本程序包是。将该基本程序解压缩到任意文件夹中,以便后续使用。打开基本程序解压缩后存放的文件夹,如果用户已经安装了b部分所指出的软 件,此时会看见。双击该文件,电脑会自动打开Heidenhain的PLC编程环境并载入Heidenhain 基本程序。 4.熟悉PLC编程环境
一系统参数 后台:Alt+N或者shift+报警键 1、通用数据 10000【0】X(定义机床坐标轴的名称) 10000【1】Z(同上) 10000【2】SP(同上) 10000【3-5】自由轴的名称(无定义轴的名称X1、Y1、A1、B1、SP等等)11310 手轮反向 11346 手轮脉冲移动实际距离 2、通道机床参数 20050【0-3】0(定义通道内的几何轴) 20060【0-3】0(同上) 20070【0】1(通道内有效的机床轴号) 20070【1】2(同上) 20070【2】3(同上) 20070【3-4】0(同上) 20080【0】X(通道内有效的机床轴名) 20080【1】Z(同上) 20080【2】SP(同上) 20080【3-4】0(同上) 20700 0(未回参考点NC启动停止为1) 3、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改 30100【5】1(模拟给定输出到轴控接口) 30110【1】1-驱动器号对于X轴(定义速度给定端口) 30110【2】2-驱动器号对于Z轴(同上) 30130【0】1(给定值输出类型,同时更改) 30220 同30110,实际值:驱动器号(定义位置反馈接口) 30240 1-实际值(编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器) 30300 1(定义“回转轴”对于SP) 30310 1(回转轴取模转换,对于SP) 30320 1(取模360度位置显示,1为有效,对于SP) 31020 2048(每转的编码器线数,对于SP) 31030 10(丝杠螺距) 31040 1-直接测量系统 32110 1-实际值(反馈记性:1/-1) 31050【0-5】1(减速箱丝杠端齿轮齿数) 31060【0-5】5(减速箱电机端齿轮齿数) 32000 3000(最大轴速度,同时更改)
安装调试手册 型号:TPC600-EPC 日期:2010.5.10
目 录 1光电探测器 (4) 1.1光电探测器安装 (5) 1.2 光电探测器调整 (6) 2 调试 (7) 2.1 系统配置 (7) 2.2参数设置 (8) 2.3 方向设置 (8) 2.4标定 (8) 2.5 保存 (9) 2.6 故障检测 (9) 3 附录1 控制面板操作 (10) 3.1 控制面板说明 (10) 3.1.1 信息显示 (10) 3.1.2 控制键: (13) 3.1.3 功能键 (13) 4 附录2 接线及开关设置 (14) 4.1 拨码开关定义和设置 (15) 4.2 连接端子定义和设置 (15) 5 附录3. 电气连接 (17)
安全规范 根据在实际应用中的经验,板带控制系统的电气、机械设备是安全可靠的。本规范是为了避免异常情况下人员伤害和财产损失。 注意: 为了避免损坏或破坏设备和设备部件,该信息必须严格遵守。 系统所有设备只能由有资质的人员进行运输、安装、连接、调试、维护和操作,安装、调试前必须确认已经详细阅读本手册以及《TPC600用户手册》。 系统金属外壳须可靠接地。 合格人员应具备如下条件: ? 有专业资质和相关经验; ? 经过培训并完全熟悉板带控制系统和操作条件; ? 能够发现和解决对系统电气、机械设备有潜在危害的现场接线、设备。
1光电探测器 光电探测器与背光源配合探测带钢边缘,将边缘位置信息传递给纠偏控制柜,外形如图1所示。 液晶屏 光圈 图1 光电探测器外观
1.1光电探测器安装 纠偏信号控制柜 图1.1纠偏安装示意图 纠偏系统安装及光电探测器安装示意图如图1.1和图1.2所示。其中 L = 1/4(Wmax + Wmin ) H1 = 1200mm (推荐值) H2 < 400mm A = 14° 注: 光电探测器应尽量靠近收卷转向辊 L : 光电探测器镜头到辊道中心线的距离; : 光电探测器镜头到钢板的距离; H1 : 背光源到钢板的距离; H2 Wmax : 钢板最宽尺寸; min : 钢板最窄尺寸. W
8732E简明调试手册一、电源 变送器有两种型号,分别是交流供电和直流供电,具体请参考仪表型号和选型样本。 二、接线图 1、传感器与变送器连接 2、变送器接线
二、新表组态检查及设置(组态位置见文章最后的菜单树红圈部分) 1、面板基本操作 1)变送器采用光敏按键,在玻璃罩子外即可操作。 2)四个按键,左上角“E键”为退出/保存键,左下角“右键”为进入键。右边两个为“上”“下”的方向键。若要到累积量画面或组态画面,通过“上”“下”键翻页即可。 3)液晶屏右下角的图标代表累积量启动中 4)在累积量界面下,按E键,可以停止/启动累积量。当累积量停止时,按向右的方向键,N累积量将会被清零。5)长按“向上”的方向键10秒钟可以锁上/解锁屏幕。 流量画面累积量画面
2、基本组态Basic setup 1)组态单位: Basic setup --flow unit 2)检查管径: Basic setup --Line size 检查一下组态值是否与流量计管径一致,管径单位别搞错了,inch还是mm。 3)设置4-20mA量程:Basic setup --PV URV/PV LRV URV---20mA LRV---4Ma 4)检查标定系数:Basic setup --cal number 该值应与流量计传感器铭牌上打印的16位阿拉伯数字一致。 3、详细组态Detail setup 1)组态介质密度:Detail setup --More params-Proc Density 若之前组态单位是质量的单位,这里需要输入介质的准确密度。注意密度的单位不要搞错了。 2)组态显示变量:Detail setup ---LOI config-Flow display 在这里将组态成“Flow; Net”,那么在主画面上就可以同时显示流量和累积量了。 3、诊断Diagnostics 1)空管检测:Diagnostics---Diag control-Empty pipe 通常不用开启该功能。只有当流体不满管时,或者流量始终为零时,需要打开空管检测功能(ON)。该功能是用来检测电极是否浸没在液体中。
直线电机调试示例 SINUMERIK840D sl 2概述 _______________________________________________________________________________ 4 3直线电机安全措施和调试条件_______________________________________________________ 4 4驱动正方向和编码器计数正方向 ____________________________________________________ 5 5设定驱动数据 ______________________________________________________________________ 6 6驱动功能配置 ______________________________________________________________________ 9 7配置编码器________________________________________________________________________11 8转子位置识别 _____________________________________________________________________14 9伺服优化__________________________________________________________________________16
本使用手册及样例包目录内所包含文档、PLC程序、机床可执行程序(MPF、SPF、…)、电气图,可能与用户实际使用不同,用户可能需要先对例子程序做修改和调整,才能将其用于测试。本例程的作者和拥有者对于该例程的功能性和兼容性不负任何责任,使用该例程的风险完全由用户自行承担。由于它是免费的,所以不提供任何担保,错误纠正和热线支持,用户不必为此联系西门子技术支持与服务部门。 对于在使用中发生的人员、财产损失本公司不承担任何责任,由使用者自行承担风险。 以上声明内容的最终解释权归西门子(中国)有限公司所有,后续内容更新不做另行通知。
目录 欧阳歌谷(2021.02.01) 一:E60,M64的联接1 1:E60-NC联接1 2:基本I/O联接3 3:M64S-NC6 4:伺服系统的联接8 5:E60,M60系列系统联接总图9 二:外围线路的检查及上电注意事项11 三:参数的设定11 1:基本参数的设定11 2:轴参数的设定13 3:原点复归参数13 4:伺服参数的设定14 5:主轴参数的设定16 6:机械误差17 7:PLC17 8:巨程式,位置开关详见操作手册18 四.PLC程序的输入18 1:PLC4B格式PLC传输18
2:GPPW格式PLC程序输入19 3:PLC系统部分运行测试21 五:资料备份及恢复22 1:RS-232C传输方式22 2:资料备份卡存储方式22 六:附录23 1:伺服参数标准设定表(未列明的系列请参照手册)23 2:主轴参数(未列明的请参照手册)24 3:SVJ2伺服参数的优化27 4:模具加工经验参数及高速高精度的使用28 5:三菱相关软件29 一:E60,M64的联接 1:E60-NC联接 (1)E60-NC(FCU6-MU071)接口图:
(2)控制单元联接系统图 (3)*紧急停止按钮的配线: 三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。望用户引起注意。
例: 2:基本I/O联接 (1)HR341/HR351端口图: CF31/CF32/CF33/CF34插头 DI:CF31/CF32 注1:漏/源改变联接,请给 COM提供以下电压 漏:DC24V 源:0V 注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
主轴定位 1.更换完主轴后,主轴需要重新定位 2.首先在TMS下旋转主轴,然后执行M19定位主轴,此时主轴的位置可能是偏离换刀位置的,需要将主轴调整到换刀的位置(用千分表定位) 3.查看系统显示的主轴的角度位置,并将此位置输入到MD34090中,重启系统。 4.通过M19对主轴进行定位,查看主轴是否在换刀位置。 35500=0时,主轴不选择也可以使用G01指令 主轴换挡激活信号:一档DB380*.DBX2000.二档DB380*.DBX2000.1 电机回零 1绝对值编码器电机回零 2将对应轴移动到零点位置 3将对应轴的机床数据MD34210[0]更改为1 4选择回零状态,选择对应的轴,按“+”即可回零,回零后机床坐标会变为0.0mm 5同时MD34210[0]会变为2. 6增量编码器电机回零 7通常增量编码器电机回零是,按“+”键后,对应的轴会向正方向移动,当挡块压到回零开关后,会反向移动,当挡块离开回零开关后,编码器找到零位。 8常见问题1:按“+”键后,该轴向负向移动,然后报警找不到零位。
原因:回零开关被压死。 9常见问题2:加工的工件尺寸,或大一个螺距的尺寸,或小一个螺距的尺寸。处理:将回零挡块换个位置,或者将回零开关换个位置(向前或者后移动一点点)。 顺序回参考点 1.除了按轴+/-向移动键让各轴回参考点外,还可以激活通道中的回参考点信号(DB3200.DBX1.0)让各轴按顺序回参考点。 2.各轴回参考点的顺序在轴机床数据MD34110 中设定。建议铣床MD34110[Z]=1,MD34110[X]=2,MD34110[Y]=2,既Z 轴先回参考点,然后X 轴和Y 轴同时回参考点;车床MD34110[X]=1,MD34110[Z]=2,既X 轴先回参考点,然后Z 轴回参考点。 3.注:应在机床说明中注明操作安全提示,确保回零过程中无干涉,不碰撞。 NC调试 MD30130 给定值输出类型01 MD30240编码器类型0 没有编码器;1增量编码器; 4绝对值编码器传动系统参数设置:
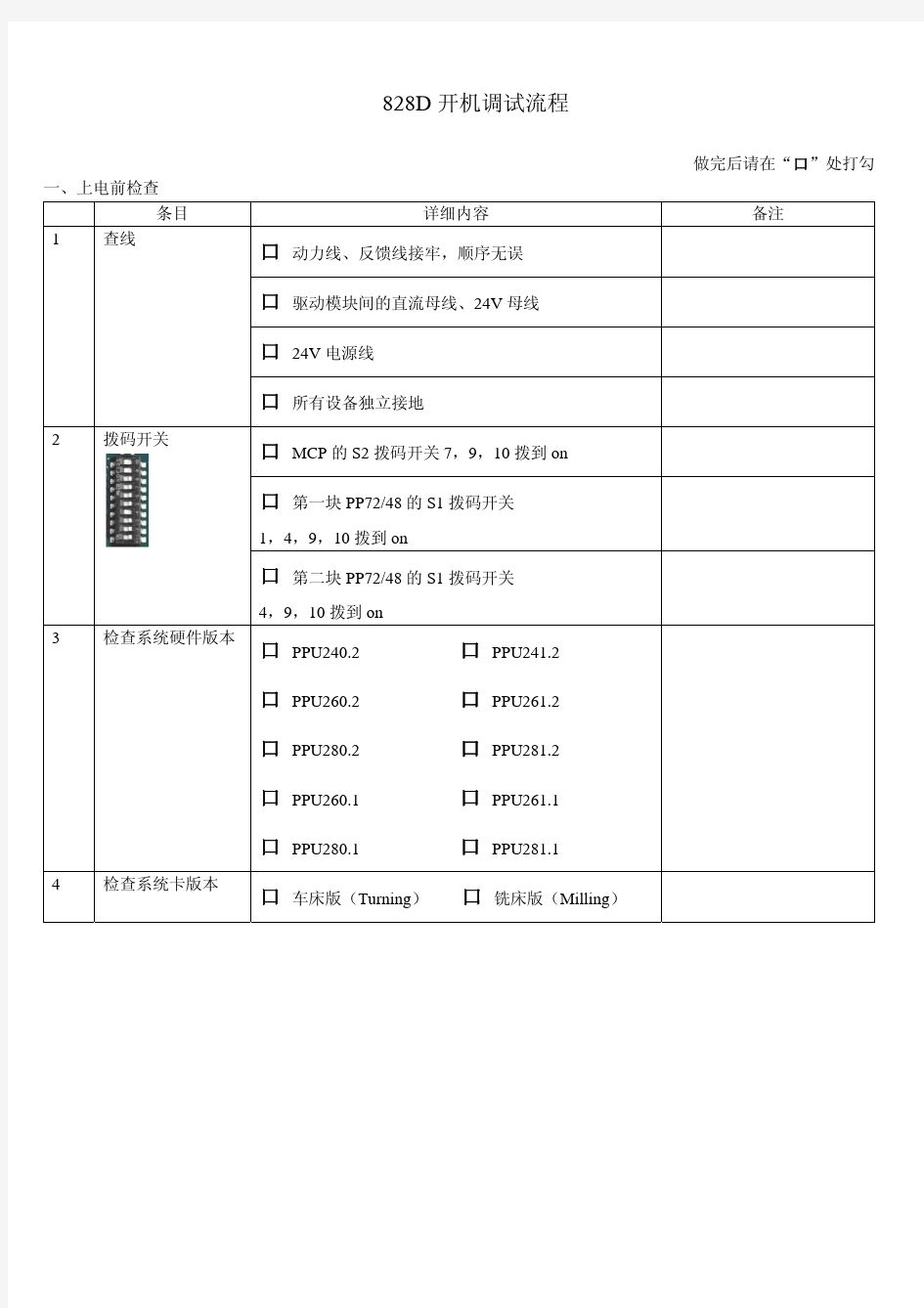
828系统调试步骤 一、上电前检查 1. 查线:包括反馈、动力、24V 电源,地线。 2. 查拨码开关,MCP (7,9,10)和PP72/48(1,4,9,10)。这个地方一定要注意检查一遍拨码开关位置是不是正确! 二、上电调试 1、 设备上电,当启动系统出现下图画面时按下 键进入启动菜单,3秒内依次按下三个键会显示完整 的启动菜单。 选择“Factory settings ”后系统会弹出:do you want to delete manufacturer data additionally? 选择”YES ”,随后断电重启设备。重新上电后,等到设备完全启动。 2、 修改口令,系统语言: 选择“简体中文“后 输入口令:SUNRISE, 点击 。
3、激活MCP及PP72/48D搜索参数12986[0]= -1,12986[6]= -1。 4、使用“PLC Programming Tool“软件连接828PLC系统,下载PLC控制程序。 4.1如上图所示: A:双击“通讯”在弹出的通讯设定对话框 B:通讯参数:828系统PLC地址:192、168、215、1。电脑上的IP地址选择自动获取。 C:更改TCP/IP网卡,双击此处在弹出的对话框中,选择当前电脑启用的网卡。 D:以上三步设置结束后,双击刷新,此处会显示绿色的字体“828D”,此时表明已经和828的PLC建立了通讯,可以进行下载和上传程序了。 4.2 下载PLC程序,下载程序时会出现如下对话框。默认只下载PLC程序和数据块的初始值。如果要下载数据块的实际值,请勾选“数据模块”复选框。 A B C D
调试步骤 4.3.1系统初始化。将基本参数内#1037设为(2), #1060 设置如下(1060)(1),按Y 后,INPUT 键确认,再次按Y 后,INPUT键确认,系统内基本参数被设置。关机重新通电。 4.3.2用WINCOMM传入相应机床参数, 软件波特率设为19200(机床参数#9102设为0 #8109设为0),关机重新通电。 4.3.3用GX传入相应的PLC(R2925设为31 #8109设为0 #9102设为0) 。 4.3.4用WINCOMM传入100参数<先关PLC,再把#1060(64)(S)>断掉总电源。 4.3.5拨码:X.Y.Z.S轴分别拨为0,1,2,3 远程I/O拨为1,重新上电, 如果出现报警显示,应该寻找故障并排除。 4.3.6确定主轴风机排风方向朝上,不正确时调换风机三相电源。确定增压缸与主轴距离在3到4毫米之间,确定增压缸上下限位开关螺丝锁紧,增压缸有足够液压油! 4.3.7手动打油观察油路接通情况各轴导轨接触面润滑是否均匀,要注意Z轴的油路是否接通,Y向的油管是否有损坏.有无漏油,检查三轴联轴器是否上紧,如有松动应及时锁紧。用手轮及面板手动移动各轴,判断各轴运动方向是否正常,平稳。 4.3.8 将状态选择开关放置在JOG位置,将点动速度放在最低档,分别进行各坐标正反方向的点动操作,同时用手按与点动方向相对应的超程保护开关,验证其保护作用的可靠性,然后,再进行慢速的超程试验,验证超程撞块安装的正确性。 4.3.9将状态开关置于回零位置,完成回零操作,再用手动测试各轴运动是否正常,进行多段速变化测试. 4.3.10将状态开关置于JOG位置,进行手动变档试验,验证后将主轴调速开关放在最低位置,进行 各档的主轴正反转试验,观察主轴正反转方向及速度显示的正确性,然后再逐渐升速到最高转速, 观察主轴运转的稳定性。最后进行从零速直接到最高速,及最高速直接到零速是否会出现报警。 4.3.11调整各轴的行程和栅格量(确保栅格量约为丝杆螺距的一半,如果不是调整原点挡块位置或联轴器),设定各轴的软限位。 XT系列机床行程(软限位)规定一览表mm 机床型号X正限位X负限位Y正限位Y负限位Z正限位 Z负限位 XT-M650 ≤550 ≥50 ≤450 ≥50 ≤450 ≥50 XT-M850 ≤750 ≥50 ≤450 ≥50 ≤450 ≥50 XT-M855 ≤750 ≥50 ≤550 ≥50 ≤550 ≥50 XT-M1060 ≤950 ≥50 ≤550 ≥50 ≤500 ≥50 XT-M1150 ≤1050 ≥50 ≤450 ≥50 ≤450 ≥50 XT-M1480 ≤1350 ≥50 ≤750 ≥50 ≤600 ≥50 XT-M1580 ≤1450 ≥50 ≤750 ≥50 ≤600 ≥50 XT-M1680 ≤1550 ≥50 ≤750 ≥50 ≤600 ≥50 4.3.12确定各轴运动正常后,进行拷机(10小时),10小时后由质检课进行精度检查及调整,待调整完后将导轨护罩装上进行48小时拷机;48小时后质检课进行精度复检及调整.接着进行伺服调整。(注:机床拷机应依据拷机追踪表进行跟踪。) 4.4伺服调整 4.4.1手动调试步骤
MC伺服控制器简明调试 1 系统概述 MASTERDIVE 家族的6SE70系列变频器包含VC和 MC两种变频器。 MC 专门应用于运动控制系统,广泛应用于精加工行业:车床,印刷,纺织,机械加工等。 使用MC控制器可实现如下功能: ?? 速度控制 ?? 位置控制 ?? 装置之间的角同步控制 MC中包含模块化的软件设计: ?? 强大的自由功能块(包含基本定位功能) ?? 工艺软件包F01 MC系统的功率部分与VC的功率部分相同,按照不同装置结构可划分为(见图1): 图1 其中增强书本型装置,控制板与功率元件为一体,以得到更加紧凑的结构,而书本型装置和装机装柜型装置则拥有独立的电子箱,控制板可以插拔,方便更换。更换书本型或装机装柜型装置的控制板后,操作如下: 图2
2 编码器的使用 MC要实现定位控制,需要使用编码器作为速度和位置的反馈信号。 编码器在安装使用上分为电机编码器,外部编码器。二者可以同时使用,也可以单独使用。 电机编码器,安装在电机轴上,可以测量电机的转速以及电机的位置,同时可以通过机械设备的变比关系,反映出机械设备的位置。 外部编码器,安装在机械设备上,用于检测设备的位置,可以更准确地反映最终机械设备的位置。 电机编码器需要将编码器板装在C槽。 可以使用的编码器类型,以及编码器接口模板如图3所示 图3 3 电机类型 MC控制器可以驱动同步电机,异步电机, 类型通过P095进行选择。(图4)
图4 注意: 在使用永磁同步电机时,需要注意转子零点的问题。 西门子标准同步伺服电机在出厂时,已经保证编码器的零点与转子零点对应,此时需要保证动力电缆的相序U,V,W与变频器的输出相序相同。 对于没有确定转子极位置的同步电机,或者用户自己更换了编码器,需要进行转子零点的校正,否则会导致电机失控。 4 系统设定 4.1 恢复工厂设定 第一次使用MC控制器,首先进行参数的工厂复位,保证参数恢复到工厂设定值。 图5 4.2使用西门子标准电机时的系统参数设定
S120简明调试手册 目录 一、确定机械输出轴旋转一圈的精度单位 二、确定使用伺服的最大转速、加速度、减速度 三、调整伺服电机的速度环 四、调整伺服电机的位置环 五、伺服驱动器与PLC的PROFIBUS通讯报文的匹配 六、伺服电机的使能 七、伺服电机的寻找参考点(Homing/Reference) 八、伺服电机的点动(Jog) 九、伺服电机的单步运行(MDI) 十、伺服驱动器通过“控制面板”控制电机的试运行
一、确定机械输出轴旋转一圈的精度单位 调试步骤: A:伺服电机旋转一圈所产生的最大编码器数值(LU)。 B:电机输出端与机械连接轴的减速比。通过设置减速比可以保证您不需要计算伺服电机和实际位移的比例关系,设置了减速比后可以使用机械实际的移动单位,控制伺服运行的参数。例如:1:10,表示机械轴旋转1圈,伺服电机旋转10圈。 C:机械旋转一圈时设置的单位(LU),比如:您的机械旋转一圈移动10mm,机械单位设置10000。每个单位所表示的精度=10mm÷10000=0.001mm。此(LU)单位是西门子伺服驱动器参数基本设置单位。 D:伺服电机旋转一圈,编码器能够产生的脉冲数(LU)。例如:脉冲×倍频=2048×2048=4194304。
二、确定使用伺服的最大转速、加速度、减速度。 调试步骤: A:伺服电机每分钟能够旋转的数值。例如:10000×1000LU/min。如果机械轴旋转1圈需要10000LU,则此参数表示:伺服每分钟旋转10000 000LU,即1000转/分钟。 B:伺服电机每S2最大加速度。例如:5000 000LU/ S2,表示每秒可以移动5000 000LU 距离。如果机械单位10000LU,表示每秒可以加速0.5圈。 C:伺服电机每S2最大减速度。
1模块线路连接 数控机床电气安装,把数控系统SINUMERIK 828D PPU 的电气控制接口连接到机床控制面板SINUMERIK MCP 483USB 输入输出PP 72/48D PN (I/O 模块)和S120Combi 模块(一体型驱动)中的插口连线连接起来。让各部分模块上电控制电气部分连线连接,按下启动按钮能上好电,正确连接线路后,要进行调试验证。 控制单元PPU 集三位一体,机床控制面板SINUMERIK MCP 483USB 使用户能够方便地操作机床功能。PP 72/48D PN 外设模块是一个用于连接到profinet 网络且不带外壳的简单模块,每一个PP 72/48D PN 模块可以提供总共72路数字量输入和48路数字量输出。模拟模块多两个模拟量输入和两个模拟量输出。要将PP72/48D PN 连接到828D 上,必须先设定S1上的PROFINET 地址开关,PP 72/48D PN 模块1设定为9,PP 72/48D PN 模块,2设定为8,第一个PP72/48D (总线地址:192.168.214.9)。 机床控制MCP 可以通过一根USB 电缆将机床控制面板MCP483连接到PPU 上,USB2.0接口为机床控制面板供电和通讯。828D 使用驱动器是SINAMICS S120驱动系统。采用高速驱动接口,被套的1FK7永磁同步伺服,系统可以自动识别所配置的驱动系统。Combi 是一个功率模块,其中的第一个模块为主轴专用,集成了整流单元、用于3轴或4轴的电机模块(逆变器)和一个主轴TTL 编码器的信号转换模块。功率模块的冷却是采用穿孔式外部风冷。通过增加Sinamics S120紧凑书本型模块可增加轴数。 2西门子数控系统轴控制使能 驱动器的进线电源模块分为调节型进线电源模块和非调节型进线电源模块,这是通电检查时刚开始的步骤检查数控系统硬件连接是否正确中的一部分。系统上电调试开始,先要检查版本,在初始设定,其中包括语言,口令,时间日期,选项,MD12986等等;然后检查PLC I/O 是否正确,其中包括急停,硬限位……再检查手轮接线(DB2700.DBB12);然后就下载PLC 程序,再是检查急停功能是否正常;之后调整硬限位参数。 西门子828D 上电第一步是给电源模块加EP 使能,既电源模块上的X21.3给入24V ,同时X21.4要接0V 。间隔100ms 后可以加OFF1使能,既PPU 的X122.1给入—————————————————————— —作者简介:张红梅(1975-),女,湖南娄底人,实验师,从事自动化 专业工作。 西门子828D 数控系统数控铣床装机调试 张红梅 (台州职业技术学院,台州318000) 摘要:NC 控制单元PPU 是整个数控系统的核心,它将显示器,PC 键盘,NC ,PLC 等集于一体。CNC 系统是SINUMERIK 828D PPU ,输入输出模块为PP72/48PN ,机床控制面板为MCP483C PN ,机床的驱动模块为S120Combi 模块(一体型),组合成数控机床电气控制部分来装机调试。 关键词:CNC ;装机;一体型驱动;书本型模块 息。对于转速信号它一般采用估算的方法,最后转为实际 转速信号,最后反馈给矢量控制系统,实现闭环控制系统的作用;所以,无速度传感器的核心主要是转速估算的精确度。无速度传感器它又分为两种,一种电机模型是理想化,一种是非理想化模型。但是,非理想化模型对硬件的处理能力和检测能力有着较强的要求,因此,无速度的传感器在工业中并不广泛使用;在工厂中被广泛使用的模型则是理想型模型,理想模型在控制系统中转速方法比较高。影响异步电机转速估算方法的传输质量的主要因素有如下几个:继电保护的阻抗特性、衰减特性及噪声的干扰。噪音的干扰主要产生于闭环观测技术,对于这个现象,需要对电流进行微分计算[4]。 3.2转速自适应观测器控制系统 转速观测器主要是对现代的控制理论加以评估,主要是对转速感应器的状态进行评估并加以反馈。主要特点是对输入变量进行重构,输入变量的重构对转速观测器的状态加以反馈。最后,通过极点配置,对系统中的动态可以加以控制;转速自适应的观测器是根据实际情况进行改造观测器的系统。当电机改造的控制系统确定后,就要求对转速自适应观测器保护,进行制作设备的流程图、电气原理 图和各项的运动参数,包括零部件的生产标准和构造图,还要对设计方案的可行性加以验证,并对设计生产设备的成本和设备的使用功能进行有效的测评[5]。 4结束语 为了确保异步电机无速度传感器的安全性和传输性,就必须有专业的安全监理人员对异步电机无速度传感器风险进行预控,从而降低矢量控制系统技术的建设风险,保障矢量控制系统的安全开展。同时,也降低了工作运行的危险。 参考文献: [1]袁琼珍.新型SVM 异步电机控制的仿真研究[J].防爆电机,2014,49(6):13-17. [2]王栋,刘慧娟,张奕黄.Ansoft 在异步电机矢量控制仿真中的应用[J].防爆电机,2006,41(6):27-29. [3]金爱娟,徐峥鹏,王居正,等.基于空间矢量脉冲宽度调制的异步电机直接转矩控制系统[J].石油化工自动化,2019,55(2):23-29. [4]张燕燕,张宝栋,王爱华,等.按转子磁链定向的异步电机转差型矢量控制系统仿真研究[J].国网技术学院学报,2018,21(6):25-29. [5]刘志远,程小舟.无速度传感器新型矿用异步电机矢量控制系统仿真研究[J].现代矿业,2018,34(11):115-119.