CAP1400核电站钢制安全壳焊后热处理
CAP1400核电站钢制安全壳焊后热处理董永志1,2,胡广泽1,2,晏桂珍1,2,修延飞1,2 (1.山东核电设备制造有限公司,山东海阳265118;2.烟台市核电设备工程技术研究中心,山东海阳265118)摘要:基于ASME锅炉及压力容器规范第Ⅲ卷第1册NE分卷对焊后热处理的规定,结合CAP1400钢制安全壳结构形式、材质要求,确定需进行焊后热处理的焊缝范围。结合工程建造特点,对贯穿件套筒与补强板焊缝进行炉内整体热处理,筒体纵焊缝、环焊缝、补强板与筒体焊缝进行局部焊后热处理。为控制焊后热处理的变形,筒体纵焊缝采用单条或多条对称加热、筒体环焊缝及设备闸门补强板焊缝采用分段加热方式,通过试验确定局部焊后热处理的加热带宽度、隔热带宽度和厚度,保证均温带温度达到595℃~620℃的设计要求。关键词:CAP1400;钢制安全壳;焊后热处理;局部加热0 前言钢制安全壳容器(Containment Vessel,CV)是CAP1400非能动压水堆核电站实现非能动功能的关键设备之一,其设计、建造采用ASME锅炉及压力容器规范第Ⅲ卷第1册NE分卷[1](简称ASMEⅢNE)。焊后热处理(post weld heat treatment,PWHT)是钢制安全壳容器建造过程中的关键工艺,本研究结合钢制安全壳的结构形式、建造特点和工程实际情况为制定PWHT
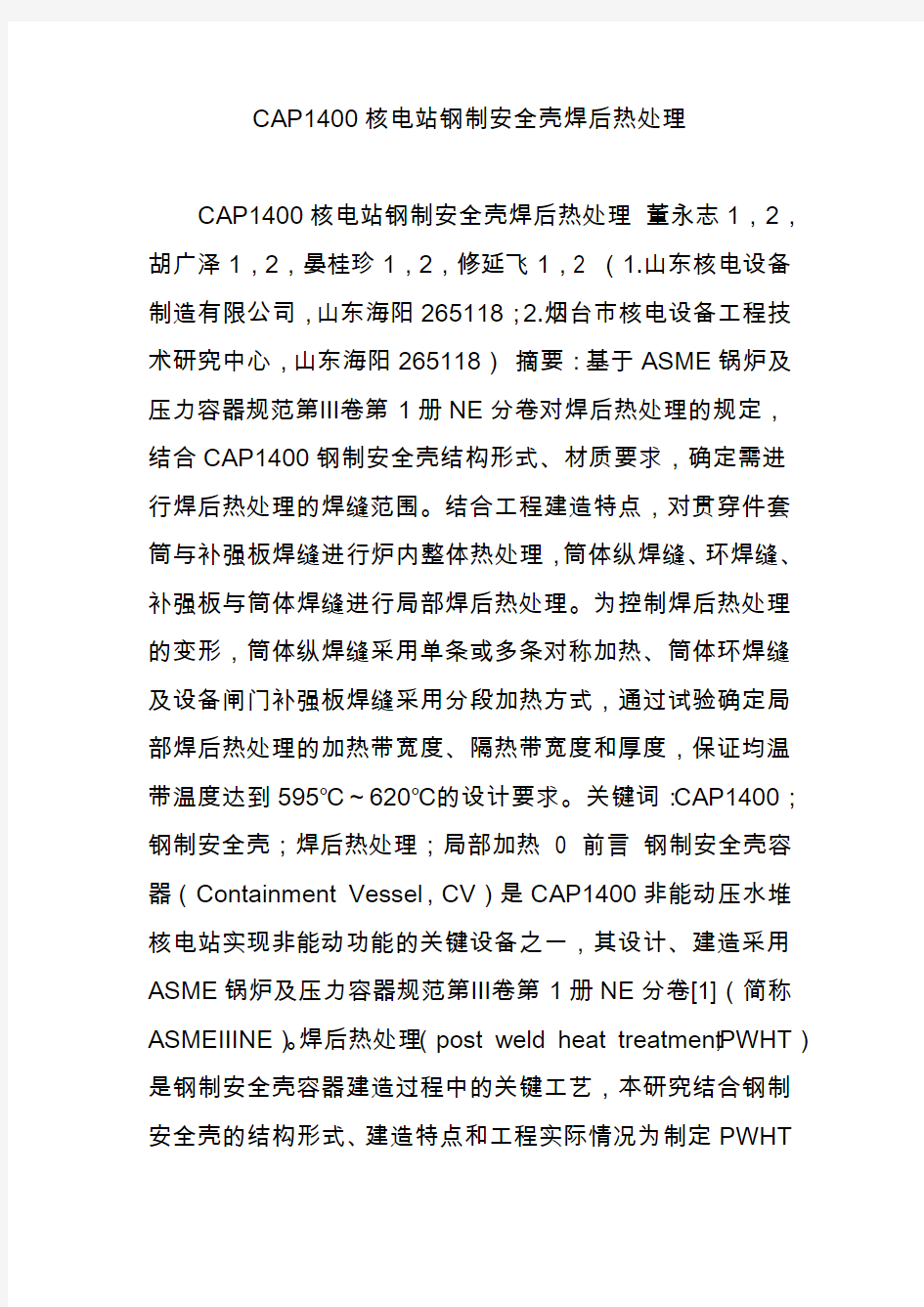
工艺提供指导,同时对大型储罐和设备的PWHT有一定的借鉴意义。1 钢制安全壳的结构形式与材质要求1.1 钢制安全壳的结构形式CAP1400钢制安全壳筒体内直径43 m,整体高度73.6 m。建造过程中共分为5个拼装段,依次为下封头、筒体一环、筒体二环、筒体三环、上封头,如图1所示。封头由82块厚度43 mm的瓣片拼焊而成,筒体由144张弧形板构成,其中第1圈筒体板厚度55 mm,其余11圈厚度52 mm。图1 钢制安全壳结构
Fig.1 Configuration of containment cessel 钢制安全壳共
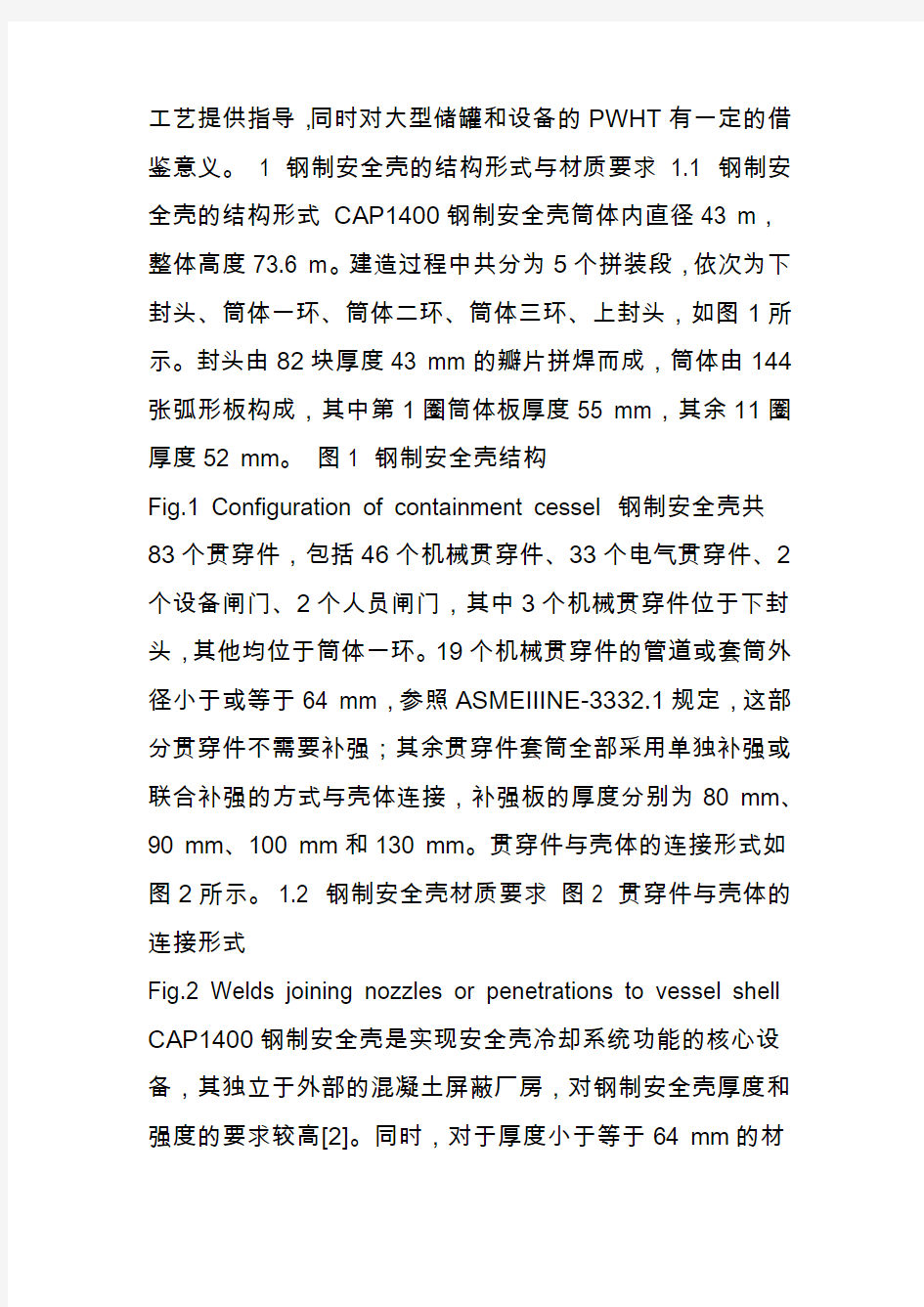
83个贯穿件,包括46个机械贯穿件、33个电气贯穿件、2个设备闸门、2个人员闸门,其中3个机械贯穿件位于下封头,其他均位于筒体一环。19个机械贯穿件的管道或套筒外径小于或等于64 mm,参照ASMEⅢNE-3332.1规定,这部分贯穿件不需要补强;其余贯穿件套筒全部采用单独补强或联合补强的方式与壳体连接,补强板的厚度分别为80 mm、90 mm、100 mm和130 mm。贯穿件与壳体的连接形式如图2所示。1.2 钢制安全壳材质要求图2 贯穿件与壳体的连接形式
Fig.2 Welds joining nozzles or penetrations to vessel shell CAP1400钢制安全壳是实现安全壳冷却系统功能的核心设备,其独立于外部的混凝土屏蔽厂房,对钢制安全壳厚度和强度的要求较高[2]。同时,对于厚度小于等于64 mm的材
料最低使用温度(LSMT)为-28℃;厚度大于64 mm的材料与环境隔离,LSMT温度为10℃。为补偿焊后热影响区冲击韧性的降低,需比LSMT低17℃进行冲击试验。CAP1400钢制安全壳壳体材料为中低温压力容器用热处理碳锰硅钢
板SA738Gr.B,具有较高的强度和较好的低温冲击韧性[3],如表1所示。2 PWHT的豁免ASME表NE-4622.7(b)-1规定P-No.1材料在基于名义厚度、最低预热温度、材料的化学成分及结构形式可免除强制性PWHT。对于封头对接焊缝,包括封头与筒体之间环焊缝、封头与补强板之间对接焊缝均可免除PWHT;筒体部分纵焊缝、环焊缝、补强板与筒体之间焊缝应进行PWHT。CAP1400钢制安全壳共有19个不带补强板的贯穿件,其中15个为不锈钢材质的贯穿件,采用的连接形式如图2a所示,另外4个材质为SA350 Gr.LF-2的套筒与壳体的连接方式如图2b所示。ASMEⅢNE 对于P-No.8的不锈钢材料,既不要求也不禁止焊后热处理,同时表NE-4622.7(b)-1对于与名义内径小于等于50 mm (2 in.)的接管或贯穿件相连接的所有焊缝,名义厚度小于等于19 mm(3/4〞)时免除PWHT。上述15个不锈钢贯穿件与壳体焊后免除PWHT,4个碳钢套筒与壳体焊后应进行PWHT。表1 SA738Gr.B机械性能
Table 1 SA738Gr.B mechanical properties厚度t/mm 38<t≤64 t>64抗拉强度Rm/MPa 585~705 585~705屈服强
度Rp0.2/MPa≥415≥415长率A/%≥20≥20冲击温度
LSMT-17/℃-45 -7冲击功ACv/J≥54(Ave.);≥47(Min.)≥68(Ave.);≥61(Min.)韧脆转变温度TNDT/℃—≤-25 3 PWHT工艺参数ASMEⅢNE PWHT的最高保温温度低于下转变温度50℃,是一种典型的低于下转变温度的PWHT,其首要目的是释放焊接接头的残余应力[4]。通过对热处理部位限定升降温速率、保温温度区间和保温时间来消除残余应力。3.1 升降温速率ASMEⅢNE-4623规定在425℃以上,根据焊接接头的材料厚度计算得到最大加热速率和冷却速率,且任意间隔小时内不能超过222℃,也不能低于56℃。
3.2 PWHT保温温度及保温时间ASMEⅢNE规定P-No.1材料PWHT的保温温度为595℃~675℃,但对于调质状态的材料,传统的设计一般规定PWHT的最高保温温度不超过材料的实际回火温度[5]。对于SA738Gr.B要求PWHT最高保温温度低于材料回火温度15℃,进一步限定最高保温温度,但也不能低于595℃。ASMEⅢNE规定的PWHT的保温时间是基于焊缝的名义厚度t,当厚度超过50 mm时,PWHT 的保温时间为2 h+(t-50)×0.5 min。对于多次PWHT的部位,热处理累计时间不宜超过材料模拟焊后热处理时间的1.25倍。4 PWHT加热方式
4.1 PWHT加热方式选择钢制安全壳的PWHT加热方式有整体炉内加热、局部加热和容器内部加热三种。由于钢制安全壳采取分5段的方式进行模
块化建造,每一段组焊完毕后,均未形成封闭结构,不宜采取容器内部加热方式。待整个钢制安全壳容器组焊完毕后,根据CAP1400核电站建造进度安排,核岛内的压力容器和蒸汽发生器等主设备和其他系统已经安装就位于钢制安全
壳内部,不能再采用内部加热方式对钢制安全壳进行PWHT。ASMEⅢNE-4622.1(b)要求,除表NE-4622.7(b) -1中免
除强制性PWHT的情况外,所有门、接管、开孔框架和类似的焊接结构,应在焊前对这种焊接组件进行PWHT,如图
2c所示的贯穿件套筒与补强板焊接组件适用于此要求。
CAP1400设计要求,套筒与补强板的焊接组件最大直径为8.5 m,进行炉内整体PWHT。其他焊缝受结构尺寸和建造
工艺的影响,比较适合局部PWHT方式。CAP1400钢制安全壳各类焊缝的焊后热处理加热方式如表2所示。表2 CAP1400钢制安全壳PWHT加热方式
Table 2 Heating method of PWHT for CAP1400 containment vessel焊缝类型套筒与补强板组对焊缝补强板与筒体对接焊缝筒体板对接焊缝PWHT加热方式炉内整体
焊后热处理局部焊后热处理局部焊后热处理4.2 局部PWHT加热方式当对容器采取局部焊后热处理时,加热过
程应满足以下要求[1]:(1)沿容器或物项的整个圆周加热一个环形带。(2)在焊缝宽度最大的一面,焊缝每侧达到PWHT规定保温温度的最小宽度应等于焊缝厚度或50 mm
两者中较小值。(3)应确保容器或物项的温度从受控加热带的边缘向外逐渐减小,以避免产生有害的温度梯度。
CAP1400钢制安全壳局部PWHT在实际工程中完全执行上述要求难度较大。以一条环焊缝PWHT为例,焊缝长度135 m,沿筒体全圆周加热一个环形带电功率需求约为5 000 kW,电功率过大。对于补强板与筒体对接焊缝,加热带的宽度将成倍增大,电功率需求成倍增长,实施操作难度更大。参
考ASME第Ⅷ卷第1册(简称ASMEⅧ-1)UW-40[6]及WRC-452[7],对于纵焊缝采用整条焊缝加热、补强板与筒
体对接焊缝采用“点状”加热、环焊缝采用分段加热符合工程
实际情况。采用该方式时,应通过有限元数值模拟计算及试验验证加热参数来确定钢制安全壳局部PWHT加热方式的
合理性,避免产生有害的温度梯度而造成过大的变形和有害应力。4.3 筒体纵焊缝PWHT 筒体纵焊缝在焊接完成且射线检测合格后,即可对单条焊缝进行PWHT,也可多条焊缝同时PWHT,为减小PWHT变形,每圈筒体板纵焊缝宜优
先采用如图3所示的1、3、5、7、9、11或2、4、6、8、10、12对称分布的焊缝同时进行PWHT。为确保整条纵焊
缝达到规定的PWHT温度,在焊缝两端设置温度补偿加热片以补偿焊缝端部热量的损失,也有利于控制温度梯度,减小PWHT变形。图3 筒体纵焊缝分布示意
Fig.3 Sketch for longitudinal welds of CV ring 4.4 筒体环焊
缝PWHT 筒体环焊缝按如图4所示分6段,可单独1个分段进行PWHT,也可同时对两个对称分段进行PWHT。在每个分段两端设置补偿加热片,保温材料沿圆周方向铺设超出补偿加热片至少2 m,以控制环向温度梯度。与环焊缝临近的补强板与筒体焊缝,可随同环焊缝一同PWHT。4.5 补强板与壳体焊缝PWHT 设备闸门补强板与筒体焊缝采用3段、依次进行PWHT,如图5所示,与整圈PWHT相比,PWHT后变形明显减小,残余应力变化不明显。其他小型贯穿件补强板与筒体焊缝可采用整圈PWHT。图4 环焊缝热处理分段
Fig.4 Divided segment sketch of circumferential weld PWHT 图5 设备闸门补强板与筒体焊缝热处理分段
Fig.5 Divided segment sketch of reinforcement plateshell weld in equipment hatch 4.6 不带补强板的套筒与筒体焊缝PWHT 套筒与筒体直接连接的焊缝如图2b所示,除在壳体内、外两侧对称布置扇环形加热片,还应在套筒外壁缠绕绳式加热器,如图6所示,套筒内部用保温棉封堵。图6 套筒直接贯穿筒体焊缝的加热方式
Fig.6 Heating method of weld between sleeve and shell 5 加热带及隔热带参数的确定为保证局部加热的温度要求,从焊缝中心往外依次设置均温带(soakband,SB)、加热带(heated band,HB)和隔热带(gradient control band,
GCB)[6],如图7所示。ASME NE-4624.3规定SB是指焊缝宽度最大的一面,焊缝每边应等于焊缝厚度和50 mm两者中的较小值,但ASME NE对HB宽度及GCB的宽度、厚度未提供指导。GB/T 30583资料性附录中指出,当壳体的名义厚度大于50 mm时,应进行验证性试验来确定HB
和GCB的宽度。图7 控温热电偶及测温热电偶的布置方式
Fig.7 Controlling and monitoring thermocouples layout 验证性试验的加热器选用履带式陶瓷加热片,单片功率10 kW,保温材料采用硅酸铝针刺毯保温棉,通过系列试验,当满足下列要求时,SB温度可控制在595℃~620℃。(1)加热片的布置。加热片采用双面对称布置,对于筒体纵焊缝,矩形加热片的中心线与焊缝中心线重合;对于筒体环焊缝,矩形加热片的中心线距离焊缝中心线向下偏移25~35 mm;对于补强板与筒体焊缝,扇环形加热片中心线与焊缝中心线重合。(2)热电偶的设置。控温热电偶设置在加热片上,避免热膨胀过程中,加热片因与钢板贴合度不紧密造成局部点位温度超过上限值;测温热电偶分别设置在钢板SB边缘及控温热电偶对应钢板的位置。以纵焊缝为例,热电偶的设置如图7所示。(3)HB、GCB的设置。通过试验验证,HB最小宽度与GCB最小宽度、厚度满足表3要求时,SB 温度可控制在595℃~620℃。对于大型贯穿件补强板与筒
体对接焊缝,可在满足表3规定HB宽度外,在扇环外侧辅以一圈补偿加热片,温度设置约460℃,以控制温度梯度。表3 SB、HB、GCB尺寸
Table 3 Size of SB,HB and GCB注:①补强板(或套筒)与壳体环焊缝;②焊缝最大宽度+焊缝每侧50 mm;③套筒内、外壁均铺设保温棉。焊缝部位纵焊缝环焊缝①SB宽度/mm GCB厚度/mm②HB宽度/mm≥590≥415≥450 GCB宽度/mm≥1 800≥1 200≥1 350③120~150 6 结论(1)结合钢制安全壳结构特点、建造方式和有限元数值模拟计算,对于补强板与套筒焊缝采用炉内整体PWHT;筒体环焊缝采用分段局部PWHT;补强板(或套筒)与筒体焊缝采用“点状”加热的局部PWHT符合工程实际。(2)通过试验确定HB 宽度、GCB宽度及厚度,可以保证整条焊缝SB达到PWHT 规定温度。参考文献:[1] ASME.Boiler and Pressure Vessel Code,SectionⅢ,Rules forConstructionofNuclearFacility Components,Division 1,Subsection NE.Class MC Components[S].New York:ASME,2007 edition with 2008 Addenda. [2] 庄源,王斌,姚俊涛,等.一种新型材料在三代核电钢制安全壳上的应用[J].材料热处理技术,2012,41(18):82-85. [3]OHTSUBO Hirofumi,ARAKI Kiyomi,MORIYA Yutaka. Development of SA-738 Gr.B High Strength Steel Plate with Excellent
Toughness for Power Generating Plants[J]. TECHNICAL REPORT,2013,18(3):50-55. [4]董永志,晏桂珍.ASME MC级部件焊后热处理[J].电焊机,2017,47(3):60-63. [5]吴崇志,朱瑞峰,陶军,等.ASME MC级安全壳容器的焊后热处理工艺[J].电焊机,2015,45(11):84-88. [6] ASME.Boiler and Pressure Vessel Code,SectionⅧ,Rules for Construction of Pressure Vessels,Division 1[S].New York:ASME,2015:143-144. [7]Joseph W.McEnerney,Pingsha Dong.Recommended Practices for Local Heating of Welds in Pressure Vessel[J]. Welding Research Council Bulletin,2000(452):19-20. Page 80效率高,其电弧自动旋转,故无需考虑焊丝和电弧的横向摆动,因此具有其他方式无可比拟的优点。目前,国内还没有NG-GMAW应用于核电制造和安装中的实例。但是在国外,尤其是在日本,该方法在核电制造安装中得到了较多的应用。日本新日铁公司的富田由纪夫(Tomita Yukio)等人研究了压水堆核电站蒸汽发生器(PWR-steam generator)焊接时分别使用
NG-GMAW、NG-SAW与电子束焊(EBW)相比较各自的优缺点[13]。结果表明,NG-GMAW和NG-SAW更容易控制焊接质量,更易获得接头质量良好的焊缝,而电子束焊的问题是需要防止焊接缺陷的产生,提高焊缝金属的韧性。但通过工艺改进,电子束焊也能获得性能良好的焊接接头。目
前在日本,用于压水堆核电站蒸汽发生器的ASTM A533 GRB C12(JIS sqv2b)材质的钢板使用电子束焊或
NG-GMAW来焊接[14]。5 结论根据《电力发展“十三五”规划》,“十三五”期间,全国核电投产约3 000万kW、开工建设3 000万kW以上,2020年装机将达到5 800万kW。截止2016年12月31日,我国运行的核电机组共35台,总装机容量3 363.2万kW,另外有20台核电机组在建。这意味着今后的4年内,平均每年需开工建设6~8台百万千瓦级的核电机组,核电站设备供应商、建设单位将面临着大量的设备制造和建造任务。窄间隙焊接方法在焊接核电厚板和超厚板钢结构领域应用潜力巨大。从技术层面看,窄间隙焊可应用于核电站主设备和主管道的焊接及许多其他重要
结构的焊接。从经济角度考虑,在焊接厚板时该类方法在节约成本方面具有极大的优势。对于要求严格的反应堆压力容器、蒸汽发生器等纵/环焊缝的焊接全部采用窄间隙埋弧焊,主管道全部采用窄间隙TIG焊,可见采用窄间隙焊代替常规电弧焊,不仅可以很大程度地提高焊接生产效率、减少焊缝填充量、缩短生产周期、降低成本,而且能提高焊缝质量和安全裕度。参考文献:[1]林三宝,范成磊,杨春丽.高效焊接方法[M].北京:机械工业出版社,2011. [2][日]焊接学会方法委员会.窄间隙焊接[M].尹士科,王振家,译.北京:机械工业出版社,1988. [3]张富巨,罗传红.窄间隙焊及其新进展[J].
焊接技术,2000,29(6):33-35. [4]周方明,王江超,周
涌明,等.窄间隙焊接的应用现状及发展趋势[J].焊接技术,2007,36(4):4-7. [5]项峰,姚舜.窄间隙焊接的应用现状和前景[J].焊接技术,2001,30(5):17-18. [6]杨学兵,唐伟.窄间隙TIG/MAG/SAW焊接技术[J].电焊机,2010,40(7):14-19. [7]林金平,吴崇志.窄间隙焊技术在核电建设中的应
用[J].电焊机,2011,41(9):16-20. [8]王海东,任伟,裴月梅,等.压水堆核电站主回路管道窄间隙自动焊工艺研究[J].电焊机,2010,40(8):21-27. [9]刘自军,潘乾刚.压水堆核电站核岛主设备焊接制造工艺及窄间隙焊接技术[J].电焊机,2010,40(2):10-15. [10]王健,冯英超.核电站主管道TIG+TOCE焊接工艺研究[J].金属加工(热加工),2013(4):18-20. [11]王海东,任伟,裴月梅,等.压水堆核电站主回路管道窄间隙自动焊接工艺研究[J].电焊机,2010,40(8):21-27. [12]易耀勇,刘观辉,刘美华,等.窄间隙TIG焊技术在核电设备制造中的应用[J].热加工工艺,2013,42(11):13-16. [13]赵博,范成磊,杨春利,等.窄间隙GMAW的研究进展[J].焊接,2008(2):11-15. [14]Y Tomitat,H Mabuchi,K Koyama.Improving electron beam weldability of heavy steel plates for PWR-steam generator[J]. Journal of Nuclear Science and Technology,1996,33(11):869-878. Post weld heat treatment process of containment vessel
for CAP1400 nuclear power plant DONG Yongzhi1,2,HU Guangze1,2,YAN Guizhen1,2,XIU Yanfei1,2
(1.Shandong Nuclear Power Equipment Manufacturing Company,Haiyang 265118,China;2.Yantai Nuclear Equipment Engineering Technology and Research Center,Haiyang 265118,China)Abstract:Theweld range specified for post weld heat treatment(PWHT)wasdeterminedbasedontherelatedrequirementofASMESec tion III,Division 1,Subsection NE,and especially on the structural style and material requirement.Considering the features of the construction,furnace heat treatment applies to joint between penetration sleeve and reinforcement plates.Local PWHT shall be used for longitudinal weld,circumferentialweld,aswellasthejointbetweenreinforcementplatesandCVringwel d.Toavoidweldingdistortion,adoptedthemethod of heating symmetrically for single or multiple longitudinal weld,and segment heating for circumferential weld as well as reinforcement p late weld in equipment hatch.The width of the heating zone,the width and thickness of the insulating zone are determined by experiments,to ensurealltemperatetemperatureof595℃~620℃,
meetingdesignrequirements. Key words:CAP1400;containment vessel;post weld heat treatment;local heat 中图分类号:TG457.2 文献标志码:A 文章编号:1001-2303(2017)08-0087-06 DOI:
10.7512/j.issn.1001-2303.2017.08.17 收稿日期:
2017-05-09;修回日期:2017-06-01 基金项目:国家重大专项资助项目(2017ZX06002007)作者简介:董永志(1981—),男,工程师,硕士,主要从事AP/ CAP系列核电设备焊接及焊后热处理工艺的研究工作。E-mail:
swjtu2009@https://www.doczj.com/doc/416726391.html,。本文参考文献引用格式:董永志,胡广泽,晏桂珍,等. CAP1400核电站钢制安全壳焊后热处理[J].电焊机,2017,47(06):87-92.
焊接工艺参数 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
焊接工艺指导书 电弧焊工艺 1 接口 焊条电弧焊的接头主要有对接接头、T形接头、角接接头和搭接接头四种。 1.1 对接接头 对接接头是最常见的一种接头形式,按照坡口形式的不同,可分为I形对接接头(不开坡口)、V形坡口接头、U形坡口接头、X形坡口接头和双U形坡口接头等。一般厚度在6mm以下,采用不开坡口而留一定间隙的双面焊;中等厚度及大厚度构件的对接焊,为了保证焊透,必须开坡口。V形坡口便于加工,但焊后构件容易发生变形;X形坡口由于焊缝截面对称,焊后工件的变形及内应力比V形坡口小,在相同板厚条件下,X形坡口比V形坡口要减少1/2填充金属量。U形及双U形坡口,焊缝填充金属量更少,焊后变形也很小,但这种坡口加工困难,一般用于重要结构。 1.2 T形接头 根据焊件厚度和承载情况,T形接头可分为不开坡口,单边V形坡口和K形坡口等几种形式。T形接头焊缝大多数情况只能承受较小剪切应力或仅作为非承载焊缝,因此厚度在30mm以下可以不开坡口。对于要求载荷的T形接头,为了保证焊透,应根据工件厚度、接头强度及焊后变形的要求来确定所开坡口形式。 1.3 角接接头 根据坡口形式不同,角接接头分为不开坡口、V形坡口、K形坡口及卷边等几种形式。通常厚度在2mm以下角接接头,可采用卷边型式;厚度在2~8mm以下角接接头,往往不开坡口;大厚度而又必须焊透的角接接头及重要构件角接头,则应开坡口,坡口形式同样要根据工件厚度、结构形式及承载情况而定。 1.4 搭接接头 搭接接头对装配要求不高,也易于装配,但接头承载能力低,一般用在不重要的结构中。搭接接头分为不开坡口搭接和塞焊两种型式。不开坡口搭接一般用于厚度在12mm 以下的钢板,搭接部分长度为3~5δ(δ为板厚) 2 焊条电弧焊工艺参数选择 2.1 焊条直径 焊条直径可根据焊件厚度、接头型式、焊缝位置、焊道层次等因素进行选择。焊件厚度越大,可选用的焊条直径越大;T形接头比对接接头的焊条直径大,而立焊、仰焊及横焊比平焊时所选用焊条直径应小些,一般立焊焊条最大直径不超过5mm,横焊、仰焊不超过4mm;多层焊的第一层焊缝选用细焊条。焊条直径与厚度的关系见表4 2.2 焊接电流是焊条电弧焊中最重要的一个工艺参数,它的大小直接影响焊接质量及焊缝成形。当焊接电流过大时,焊缝厚度和余高增加,焊缝宽度减少,且有可能造成咬边、烧穿等缺陷;当焊接电流过小时,焊缝窄而高,熔池浅,熔合不良,会产生未焊透、夹渣等缺陷。选择焊接电流大小时,要考虑焊条类型、焊条直径、焊件厚度以及接头型式、
摘要 对核电站安全进行研究,了解其薄弱环节,并采取有效措施保证核安全,这具有非常重要的意义。而安全分析在核电站中更起着尤为重要的作用。 对主回路冷却剂系统热管段大小破口失水事故现象的描述,研究了事故发生后对安全功能的需求及其实现方式,采用小事件树的方法进行事件序列的模型化。其次,采用故障树方法对安全功能的失效进行模型化,并在建树的过程中对系统做了一些相关的假设。最后,通过模型的定量化找出安全壳喷淋系统的功能失效是对堆芯损毁贡献最大的事件,降低此系统功能失效的发生概率是降低此初因事件导致堆芯损毁概率的有效方法和途径。 关键词概率论分析,确定论分析,冷却剂系统热管段,大小破口失水事故
Abstract All experts of related fields conduct a study on the plants understand their weak links and take effective measures to ensure nuclear safety, which is important practical significance. Further, safety analysis is playing a more important role for nuclear power plants.Combination with the phenomenon description of accident of big and small LOCA on primary coolant piping,requirements on safety functions and their realization ways had been studied after the accident occurred,the event sequences were modeled by adopting small event tree method.Secondly, the failures of the security functions were modeled by adopting the fault tree method,and some assumptions of the systems have been done in the process of the establishment of FTA.Finally, the functional failure of the containment spray system has been found that it Was the biggest contribution to the core damaged by identifying the models and reducing the probability of failure of this system was the effeaive ways and means to minimize the probability of damage to the core of this initial event. Key Words probabilistie analysis, deterministic analysis, coolant system heat pipe, coolant pipeline big and small LOCA
1总则 1.1本守则适用于本公司碳素钢及低合金钢压力容器及受压元件的焊后热处理。 1.2本守则规定了钢制压力容器热处理通用工艺要求,具体实施应按图纸设计的要求和专业工艺文件的规定执行。 2要求 2.1人员及职责 2.1.1 热处理操作人员应经培训、考核合格,取得上岗证,方可进行焊后热处理操作。 2.1.2 焊后热处理工艺由热处理工艺员编制,热处理责任工程师审核。 2.1.3 热处理操作人员应严格按照焊后热处理工艺进行操作,并认真填写原始操作记录。 2.2 设备及装置 2.2.1能满足焊后热处理工艺要求; 2.2.2在焊后热处理过程中,对被加热件无有害的影响; 2.2.3 能保证被加热件加热部分均匀热透; 2.2.4能够准确地测量和控制温度; 2.2.5在整个热处理过程中应当连续记录; 2.2.6炉外加热时,热电偶的布置应满足工艺标准的要求; 2.2.7被加热件经焊后热处理之后,其变形能满足设计及使用要求。 3焊后热处理方法 3.1炉内热处理 3.1.1 焊后热处理应优先采用在炉内加热的方法,其热处理炉应满足GB9452的有关规定。3.1.2 被加热件应整齐地安置于炉内的有效加热区内,并保证炉内热量均匀、流通。在火焰炉内热处理时应避免火焰直接喷射到工件上。 3.1.3为了防止拘束应力及变形,对薄壁大直径容器,内部应加支撑。卧式容器底部应放鞍式支座,支座间距不大于2米且底部应垫平。 3.1.4有密封面和有高精度螺孔的部位应加以保护,可用机油和石墨粉膏剂涂于被保护面,然后用石棉布包扎。
3.2分段热处理 焊后热处理允许在炉内分段进行。对于超出炉子长度需要分段热处理的大件,其重复加热长度应不小于1.5米;露在炉外靠近炉门处应采取合适的保温措施,保温长度不得小于1米。 3.3炉外热处理 产品整体炉外热处理热处理时,在满足2.2的基础上,还应注意: a)考虑气候变化,以及停电等因素对热处理带来的不利影响及应急措施; b)应采取必要的措施,保证被加热件温度的均匀稳定,避免被加热件、支撑结构、底座等因热胀冷缩而产生拘束应力及变形 3.4局部热处理 3.4.1 B、C、D类焊接接头,球形封头与圆筒相连的A类焊接接头以及缺陷焊补部位,允许采用局部热处理方法。 3.4.2局部热处理时,焊缝每侧加热宽度不小于钢材厚度δs的2倍(δs为焊接接头处钢材厚度);接管与壳体相焊时加热宽度不得小于钢材厚度δs的6倍。 3.4.3靠近加热区的部位应采取保温措施,使温度梯度不致影响材料的组织和性能。 4热处理工艺规范 4.1工件装炉温度和出炉温度应低于400℃。但对厚度差较大、结构复杂、尺寸稳定性要求较高、残余应力值要求较低的被加热件,其入炉或出炉时的炉内温度一般不宜超过300℃。 4.2 焊件升温至400℃后,加热区升温速度不得超过(5000/δs)℃/h,且不得超过200℃/h,最小可为50℃/h。 4.3 升温时,加热区内任意5000mm长度内的温差不得大于120℃。 4.4 保温时,加热区内最高与最低温度之差不宜超过65℃。 4.5 升温保温期间,应控制加热区气氛,防止焊件表面过度氧化。 4.6 炉温高于400℃时,加热区降温速度不得超过(6500/δs)℃/h,且不得超过260℃/h,最小可为50℃/h. 4.7 焊件按出炉温度出炉后应在静止空气中继续冷却。 4.8 常用钢号推荐的焊后热处理保温温度和保温时间见表1
选择题: 1.感应电动机的额定功率(B)从电源吸收的总功率。 A.大于; B.小于; C.等于 2. 电动机铭牌上的“温升”是指(A)允许温升。 A.定子绕组; B.定子铁芯; C.转子个 3.电动机从电源吸收无功功率,产生(C)。 A.机械能; B.热能; C.磁场 4. 电动机定子旋转磁场的转速和转子转速的差数,叫做(A)。 A.转差; B.转差率; C.滑差 5.当外加电压降低时,电动机的电磁力矩降低,转差(B)。 A.降低; B.增大; C.无变化 6.交流电流表指示的电流值,表示的示交流电流的(A)。 A.有效值; B.最大值; C.平均值 7.我们使用的测量仪表,它的准确等级若是0.5级,则该仪表的基本误差是(C)。 A.+0.5%; B.-0.5%; C.±0.5% 8.断路器切断电流时,是指(C)。 A.动静触头分开; B. 电路电流表指示为零; C.触头间电弧完全熄灭 9.蓄电池电动势的大小与(A)无关。 A.极板的大小; B.蓄电池内阻的大小; C.蓄电池比重高低。 10.蓄电池所能输出的能量与它的极板表面积(C)。 A. 没有关系; B.成反比; C. 成正比。 11.电流互感器二次回路阻抗增加时,其电流误差和角误差(A)。 A. 均增加; B.均减小; C.电流误差增加,角误差减小。 12.零序电流只有在(B)才会出现。 A. 相间故障; B. 接地故障或非全相运行; C. 振荡时。 13.涡流损耗的大小,与铁芯材料的性质(B)。 A. 没有关系; B.有关系; C. 关系不大。 14.磁滞损耗的大小与周波(C)。 A. 无关; B.成反比; C. 成正比。 15.不同的绝缘材料,其耐热能力不同,如果长时间在高于绝缘材料的耐热能力下运行,绝缘材料容易(B)。 A. 开裂; B.老化; C. 破碎。 16.铅酸蓄电池在放电过程中,其电解液的硫酸浓度(B)。
消除应力热处理作业指导书 1.范围 1.1 本守则规定了膨胀节产品的消除应力热处理基本程序和要求。 1.2 本守则适用于膨胀节压制简体和成形的膨胀节消除应力热处理工序。 2.规范性引用文件 下列文件中的条款,通过本标准的引用而成为本标准的条款,凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用本规程。 质技监局锅发[1999]154号《压力容器安全技术监察规程》 GBl50-1998《钢制压力容器》 JB/T4709-2000《钢制压力容器焊接工艺规程》 GBl6749《压力容器波形膨胀节》 3.工艺规范 3.1 工艺曲线 3.2 常用材料消除应力热处理温度及保温时间参见相关材料标准的推荐温度。 3.3 焊件进炉时炉内温度不得高于400℃。焊件出炉时,炉温不得高于400℃,出炉后应在静止的空气中冷却。 3.4 升温速度最大不得超过PWHT 5000 δ℃/h ,且不得超过200℃/h ,最小可为50℃/h 。降温速度最大不 得超过PWHT 6000 δ℃/h ,且不得超过260℃/h ,最小可为50℃/h 。 4.工艺操作 4.1 消除应力热处理应在焊接工作全部结束并检测合格后,于压制成形或在压力试验前进行。奥氏体不锈钢压制的波纹管、膨胀节一般不进行焊后消除应力热处理,工艺或客
户有特殊要求的按工艺处编制的热处理工艺卡执行。 4.2 消除应力热处理应尽可能采取整体热处理。 4.3 装炉时,工件距炉门不得小于****毫米,距炉墙不得小于****毫米,加热炉对炉温应能控制,对工件不得产生过度氧化和有害影响。 4.4 装炉时需要将工件垫平、垫稳。工件之间保持一定距离,不要靠紧。若需垛装时,上下工件之间要用垫板垫起。垫板厚度要大于*******毫米,上下垫板必须平行对正。 4.5 对于直径较大、壁厚较薄的筒体,内部没有支承圈或固定塔板时,应适当在内部支承,以防加热时变形。 4.6 产品焊接试板应随同工件同炉热处理,试板须放在能代表工件的适当位置。试板应有钢印标记,经核对并经检查员认可。 4.7 焊件升温期间,加热区内任意长度为*******毫米内的温差不得大于*****℃。焊件保温期间,加热区内最高与最低温度之差不宜大于*****℃。升温和保温期间应控制加热区气氛,防止焊件表面过度氧化。 5. 测温与记录 5.1 热处理炉应配有自动记录温度时间曲线的测温仪表。 5.2 热电偶应安装在能反映工件实际温度的适当位置。补偿导线的线径及长度要合适,并经常检查热电偶的老化情况。 5.3 测温仪表和热电偶必须定期检定,保证合格准确。 5.4 工件热处理曲线记录和检验记录应存档保管,且保存不得少于***年。
焊接接头焊后热处理基本知识培训 一、焊后热处理的概念 1.1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。 目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。 后热温度:200℃~350℃ 保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关,一般不少于30min 加热方法:火焰加热、电加热 保温后的措施:用保温棉覆盖让其缓慢冷却至室温 NB/T47015-2011关于后热的规定: 1.2焊后热处理(PWHT):广义上:焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响。 1.3压力容器及压力管道焊接中所说的焊后热处理是指焊后消除应力的热处理。焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用: (1)降低或消除由于焊接而产生的残余焊接应力。 (2)降低焊缝、热影响区硬度。 (3)降低焊缝中的扩散氢含量。 (4)提高焊接接头的塑性。 (5)提高焊接接头冲击韧性和断裂韧性。 (6)提高抗应力腐蚀能力。 (7)提高组织稳定性。 热处理的方式:整体热处理、局部热处理 1.4焊接应力的危害和降低焊接应力的措施 焊接应力是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。 1.4.1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害:1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度和稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度和尺寸的稳定性。 1.4.2降低焊接应力的措施 1)设计措施: (1)构件设计时经量减少焊缝的尺寸和数量,可减少焊接变形,同时降低焊接应力 (2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加 (3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式 2)工艺措施
锅炉管焊接热处理工艺规程 1 总则 本工艺规程适用于低碳和低合金钢锅炉管道焊接接头消除残余应力的焊后热处理,不涉及发生相变和改变金相组织的其他热处理方法。 2 、引用标准及参考文献 NB/T47015—2011 《压力容器焊接规程》 SH3501—2011 《石油化工有毒可燃介质管道工程施工及验收规》 GB50236—2011 《现场设备、工业管道焊接工程施工及验收规程》 3、焊前预热 3.1材料性能分析 部分锅炉管道采用低合金耐热钢,材料具有良好的热稳定性能,是高温热管道的常用材料,由于材料中存在铬、钼合金成分,材料的淬硬倾向大,施工中采用焊前预热、焊后热处理的工艺措施,来获得性能合格的焊接接头。 3.2管道组成件焊前预热应按表1的规定进行,中断焊接后需要继续焊接时,应重新预热,焊接是保持层间温度不小于150℃。 3.3 当环境温度低于10℃时,在始焊处100mm围,应预热到50℃以上。 表1 管道组成件焊接前预热要求
4 设备和器材 4.1焊后热处理必须采用自动控制记录的“热处理控制柜”控制温度。4.2“热处理控制柜”需满足下列要求: 4.2.1能自动控制、记录热处理温度。 4.2.2控制柜、热电偶和补偿导线组合后的温度误差≤±10℃。 4.2.3柜所有仪表、仪器需经法定计量单位校验合格,使用时校验合格证须在有效期。 4.3热电偶 4.3.1焊接接头焊后热处理须采用热电偶测温控温。 4.3.2热电偶需满足如下要求: 4.3.2.1量程为热处理最高温度的1.5倍,精度等级为1.0;控温柜和补偿导线的组合温差波动围≤±10℃。 4.3.2.1按校验周期进行强制校验,使用时校验合格证须在有效期。 4.4加热器 4.4.1焊后热处理必须采用可实现自动指示控制记录的电加热绳或履带加热板加热。 4.4.2管壁厚大于25mm的焊接接头宜采用感应法加热。 4.5热处理设备由经培训合格的专人管理和调试,使用时应放置在防雨防潮的台架上。 4.6保温材料 热处理所用保温材料应为绝缘无碱超细玻璃棉或复合硅酸盐毡,且应有质量证明及合格证。
焊后热处理(PWHT)和焊后消除应力热处理的区别 内容来源网络,由深圳机械展收集整理! 后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。 焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。 焊后热处理 1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。 消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。焊后热
处理对焊缝金属冲击韧性的影响随钢种不同而不同。 2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。对于气焊焊口采用正火加高温回火热处理。这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。绝大多数场合是选用单一的高温回火。热处理的加热和冷却不宜过快,力求内外壁均匀。 3、焊后热处理的加热方法⑴感应加热。钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。现在工程上多采用设备简单的工频感应加热。 ⑵辐射加热。辐射加热由热源把热量辐射到金属表面,再由金属表面把热量向其他方向传导。所以,辐射加热时金属内外壁温度差别大,其加热效果较感应加热为差。辐射加热常用火焰加热法、电阻炉加热法、红外线加热法。 焊后消除应力处理: 1、整体热处理:消除应力的程度主要决定于材质的成分、组织、加热温度和保温时间。低碳钢及部分低合金钢焊接构件在650度,保温20~40h,可基本消除全部残余应力。另外还有爆炸消除应力。
核电供应商资料一、主要核电上市企业及其产品简介(付重点公司) 子行业 公司 代码 产品制造能力 铸锻件 中国一重 601106 铸锻件、压力容器、蒸发器成套 二重重装 601268 铸锻件、压力容器、蒸发器成套 华锐铸管 002204 核泵壳铸件开发中 核岛管材 宝钢股份 600019 控股宝银公司生产蒸发管 久立特材 002318 后年有望建成蒸发管产能 常宝股份 002478 明年有望立项核电蒸发管 主设备制造 东方电气 600875 核岛常规岛主设备 上海电气 601727 核岛常规岛主设备 哈动力 http://1133.HK 核岛常规岛主设备 海陆重工 002255 堆内构建的吊篮筒体 锆管 东方锆业 002167
开发的核级产业化项目-海绵锆宝钛股份 600456 与国核技术组建镐业公司-海绵锆嘉宝集团 600622 锆管 核燃料 中核国际 http://2302.HK 中核进行海外铀战略的平台HVAC 哈空调 600202 核电空调 上风高科 000967 风机、核电空调 卧龙电气 600580 风机制造 盾安环境 2011 冷水机组 南风股份 300004 HVAC系统解决方案 电气设备 特变电工 600089 核电主变压器,电缆 天威保变 600550 核电主变压器 中国西电 601179 核电主变压器 奥特迅 002227 电力电源 阀门 中核科技 000777 核电1,2,3级阀门
002438 核电2,3级阀门 电缆 宝胜股份 600973 核级电缆 南洋股份 002212 核级电缆 核电控制 自仪股份 600848 核电仪控的设计、集成热缩材料 沃尔核材 002130 核电用热缩材料 长园集团 600525 核电用热缩材料 蓄水储能 浙富股份 002266 蓄水储能电站设备 核级泵 重庆机电 http://6722.HK 各种核级泵 利欧股份 002131 核级泵 湘电股份 600416 与福斯公司共同研发核泵银铟棒 西部材料 002149 接到核电铟合金订单 结构件 大金重工 002487 核电结构部件 压力容器
去应力和完全退火工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
钢的退火工艺完全退火去应力退火工艺曲线及操作规程 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。 一. 完全退火 完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。 完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。 完全退火工艺曲线见图1.1。 1. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。 2. 保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。 3. 工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。 二. 去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线见图1-3。
2. 不同的工件去应力退火工艺参数见表C。 3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。 4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。 5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。 表C 去应力退火工艺及低温时效工艺 类别加热速度加热温 度 保温时 间/h 冷却时间 焊接件 ≤300℃装炉 ≤100~150℃/h 500- 550 2-4炉冷至300℃出炉空冷 消除加工应力到温装炉400- 550 2-4炉冷或空冷 高精轴套、膛杆(38CrMoAlA)≤200℃装炉 ≤80℃/h 600- 650 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 精密丝杠(T10)≤200℃装炉 ≤80℃/h 550- 600 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 主轴、一般丝杠(45、40Cr)随炉升温 550- 600 6-8炉冷至200℃出炉 量检具、精密丝杠 (T8、T10、CrMn、 GCr15)随炉升温 130- 180 12-16 空冷 (时效最好在油浴中进 行)
管道焊后热处理方案
陕西陕化煤化工节能减排技改项目管道焊缝热处理方案 施工单位:陕西化建 编制人: 审核人: 批准人: 陕西化建陕西陕化煤化工有限公司节能减排技改项目项目经理部 2011-05-25
目录 1.适用范围。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 2.编制目的.。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 3.编制依据。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 4.工程概况。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 5.责任和义务。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 6.施工准备。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 7.热处理施工流程。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。4 8. 质量保证措施。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。6 9. 安全注意事项。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。7 10.劳动力安排。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。9 11主要施工措施用料一览表。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。9 12主要施工机械设备。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。10
焊接热处理工艺卡 精品
工艺曲线图: 注意事项: 1. 在加热范围内任意两点的温差应小于 50℃; 2. 保温厚度以40~60mm 为宜; 3. 升、降温时,300℃以下可不控温; 4. 焊后热处理必须在焊接完毕后24h 内进行。 编制 日期 审批 日期 焊接施工工艺卡 企业名称:安徽电力建设第二工程公司 设计卡编号:APCC-GD-WPS-001 产品名称:P91中大口径管焊接工艺卡 所依据的工艺评定报告编号:APCC-PQR-115 焊接位置:2G 、5G 、6G 自动化程度:手工焊 母 材 坡 口 简 类号 B 级号 Ⅲ 与 类号 B 级号 Ⅲ 钢号 SA335-P91 与 母材厚度范围:√对接接头 角接接头 70mm 焊缝金属厚度范围:δ≤h ≤δ+4mm 管子直径范围:√对接接头 角接接头 φ406 其 他: / 坡口检查 √外观检查VT √着色PT 磁粉MT 装配点焊 √手工焊Ds 氩弧焊Ws 二氧化碳气体焊Rb 焊材要求 √焊丝清洁 √焊条烘焙 焊剂温度 焊前预热: 火焰预热 √电阻预热 预热温度:150~200℃ 层间温度:200~300℃ 焊嘴尺寸: M10×L65×φ6 钨极型号/尺寸: Wce-20,φ2.5 焊接技术: 导电嘴与工件距离: / 清理方法: 机械法清理 无摆动或摆动焊: 略摆动 焊接方向: 由左至右、由下至上 工 艺 参 数 层 道 次 焊接方法 焊材 极 性 焊接参数 焊剂或 气体 保护气体流量L/Min 背面保护气体流 量L/Min 气体后拖 保护时间S 牌号 规 格 (mm ) 电流(A ) A 电压 (V ) 焊速 mm/Min 150~250 200~300 ≤300℃ 温度(℃) 时间 6(h ) 80~100℃/2 ≤90℃/h ≤90℃/h 750~770℃
焊前预热与焊后热处理的重要性 焊前预热 焊前预热及焊后热处理对于保证焊接质量非常重要。重要构件的焊接、合金钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作用如下:(1)预热能减缓焊后的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提高了焊接接头的抗裂性。 (2)预热可降低焊接应力。均匀地局部预热或整体预热,可以减少焊接区域被焊工件之间的温度差(也称为温度梯度)。这样,一方面降低了焊接应力,另一方面,降低了焊接应变速率,有利于避免产生焊接裂纹。 (3)预热可以降低焊接结构的拘束度,对降低角接接头的拘束度尤为明显,随着预热温度的提高,裂纹发生率下降。 预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接方法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚方向的均匀性和在焊缝区域的均匀性,对降低焊接应力有着重要的影响。局部预热的宽度,应根据被焊工件的拘束度情况而定,一般应为焊缝区周围各三倍壁厚,且不得少于150-200毫米。如果预热不均匀,不但不减少焊接应力,反而会出现增大焊接应力的情况。 2焊后热处理 焊后热处理的目的有三个:消氢、消除焊接应力、改善焊缝组织和综合性能。
焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果极为显著。 在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。 消应力热处理是使焊好的工件在高温状态下,其屈服强度下降,来达到松弛焊接应力的目的。常用的方法有两种:一是整体高温回火,即把焊件整体放入加热炉内,缓慢加热到一定温度,然后保温一段时间,最后在空气中或炉内冷却。用这种方法可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只对焊缝及其附近区域进行加热,然后缓慢冷却,降低焊接应力的峰值,使应力分布比较平缓,起到部分消除焊接应力的目的。 有些合金钢材料在焊接以后,其焊接接头会出现淬硬组织,使材料的机械性能变坏。此外,这种淬硬组织在焊接应力及氢的作用下,可能导致接头的破坏。如果经过热处理以后,接头的金相组织得到改善,提高了焊接接头的塑性、韧性,从而改善了焊接接头的综合机械性能。
Heat Treatment and PWHT Procedures 热处理及焊后热处理程序
TABLE OF CONTENTS 目录 1.0SCOPE范围 (1) 2.0REFERENCES参考文件 (1) 3.0EQUIPMENT设备 (1) 4.0HEATING METHODS加热方法 (1) 5.0HEATING AND COOLING RATES加热和冷却速率 (1) 6.0HOLDING TEMPERATURES AND ALLOWABLE RANGES保温温度和容许范围 (2) 7.0INTERRUPTED POSTWELD HEAT TREATMENTS不规则的焊后热处理 (2) 8.0TEMPERATURE CONTROL AND RECORDING温度控制和记录 (3) 9.0RECORDING POSTWELD HEAT TREATMENT CYCLE焊后热处理记录周期 (4) 10.0HARDNESS TESTED REQUIRMENTS AFTER PWHT热处理后的硬度测试要求 (5) 11.0PRETECT DEFORMATION DURING HEAT TREATMENT热处理期间的防变形 (5) 12.0RECORDS记录 (5) Attachment and Appendix List 附件附录清单 ATTACHMENT1:PWHT REPORT附件1:焊后热处理报告 (5)
1.0S C O P E范围 1.1This procedure specifies detailed requirements for performing post weld heat treatment(PWHT) 该程序规定了进行焊后热处理的详细要求。 1.2This procedure was written to meet the requirements of ASME B31.3for heat treat temperatures,holding times,heating and cooling rates,and permissible heat treating methods when PWHT is required. 该程序是根据ASME B31.3中针对焊后热处理的处理温度、保温时间、加热和冷却速率以及允许的加热方法来拟写的。 2.0R E F E R E N C E S参考文件 Doc.No.Document Title ASME B31.3-2012Process Piping工艺管道 3.0E Q U I P M E N T设备 3.1Certification of equipment shall be provided upon request. 应当根据需要提供设备的证书。 3.2Calibration certificate of temperature indicator shall be submitted and approved before use. 使用温度指示器之前应当提交校准证书并获得批准。 3.3Recalibration reference paragraph9.2. 参考段落9.2中关于重校的内容。 4.0H E A T I N G M E T H O D S加热方法 4.1Gas heating method be utilized to perform PWHT 利用燃气加热法来进行焊后热处理。 4.2Any other PWHT method requires prior approval of customer before use. 使用任何其它焊后热处理方法之前都要客户的批准。 5.0H E A T I N G A N D C O O L I N G R A T E S加热和冷却速率 5.1.The rate of the heating at the temperature above300Deg.C(572°F)shall not exceed220Deg.C(428°F)/Hr.for pipe wall thickness up to and including25mm(0.984in)/T maximum.For maximum pipe wall thickness more than25mm(0.984in)/T,the heating rate shall be(5588/T Where T=pipe wall thickness in mm). 对于最大壁厚为25mm(0.984in)的管道,300℃(572°F)之后的加热速度不应超过220℃(428°F)/小时。对于最大壁厚超过25mm(0.984in)的管道,加热速度为5588/T(T=管道壁厚mm数)。 5.2The rate of Cooling from the Soak temperature to a temperature above300Deg.C(572°F)shall not exceed275Deg.C(527°F)/ Hr.For pipe wall thickness up to and including25mm(0.984in)/T in maximum.For maximum pipe wall thickness over than25mm (0.984in)/T,the Cooling shall be(6985/T Where T=pipe wall thickness in mm).
焊接工艺参数的选择 手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。 1.焊条直径 焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。 表6-4 焊条直径与焊件厚度的关系mm 焊件厚度 ≤2 3~4 5~12 >12 焊条直径 2 3.2 4~5 ≥15 2.焊接电流 焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选: I=10d2 (6-1) 式中 I ——焊接电流(A); d ——焊条直径(mm)。 另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。 3.电弧电压 根据电源特性,由焊接电流决定相应的电弧电压。此外,电弧电压还与电弧长有关。电弧长则电弧电压高,电弧短则电弧电压低。一般要求电弧长小于或等于焊条直径,即短弧焊。在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。 4.焊接层数 焊接层数应视焊件的厚度而定。除薄板外,一般都采用多层焊。焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。施工中每层焊缝的厚度不应大于4~5mm。
焊后热处理的缺陷及预防 [摘要] 热处理工艺在热处理技术规程中已有了较为完善的说明,但有关实际操作中的资料较少,本文主要介绍了在电 力建设施工中由于热处理不正确出现的缺陷以及在实际操作中怎样避免这些缺陷。 [关键词] 热处理缺陷热处理实际操作热电偶固定 随着机组向越来越大容量的发展,合金钢大量应用,对焊接热处理的要求越来越高,越来越严格。焊件经不正确的焊后热处理,会产生各种缺陷,有些缺陷可以经过重新热处理予以纠正,但有些缺陷却无法补救而造成废品。常见的缺陷有以下几种: 1、过热 1)特征:焊件在退火状态下的断口上呈现特别粗大的晶粒,在淬火的断口上呈现粗大的马氏体针状结构 2)产生原因:在加热过程中,不严格控制加热工艺所致,如加热温度过高或在高温下的停留时间过长,一般在正火或 高温退火工艺中易出现。 3)危害性:粗化的结构,极易出现裂纹,即使不出现裂纹,也会使焊件的强度、塑性、韧性大大降低。 4)预防及纠正:为预防过热,加热温度必须严格控制,同时在高温的停留时间尽量缩短。对过热程度严重的焊件可重 复二次退火或正火来纠正。 2、过烧 1)特征:除断口呈现粗大晶粒外,在晶粒间的边界处有熔化或氧化现象,即在晶间集聚着低熔点的杂质或氧化物。 2)产生原因:加热温度过高(大于1300℃)或在高温下保温时间过长。 3)危害性:产生过烧后会使焊件的强度、塑性、韧性急剧降低。 4)预防:必须严格执行热处理规范,且不允许氧化性火焰直接与焊件接触。产生过烧后,焊件无法补救。 3、变形与裂纹 1)特征:焊件的变形与宏观裂纹一般用肉眼可见。 2)产生原因:一是由于焊件的内应力产生,内应力的产生是由于焊件的加热冷却时内外温度不均匀造成体积膨胀或收 缩不一致而引起的热应力。二是由于内部A向M转变时体积变化的不均匀性引起的结构应力,当应力超过焊件的屈服极限时 发生变形。当超过焊件的强度极限时发生裂纹。 3)危害性:造成返工,增加生产工序,提高了成本,有时还造成焊件的报废。 4)预防:采取措施降低内应力。 4、硬度升高
焊后消除应力处理: 1、整体热处理:消除应力的程度主要决定于材质的成分、组织、加热温度和保温时间。低碳钢及部分低合金钢焊接构件在650度,保温20~40h,可基本消除全部残余应力。 另外还有爆炸消除应力。 2、局部热处理:大型焊接结构,受加热炉的限制或要求不高时采用这种方法。可采用火焰、红外、电阻、感应等加热方式,应保持均匀加热并具有一定的加热宽度。低合金高强钢,一般在焊缝两侧各100~200mm。 3、机械拉伸、水压试验、温差拉伸、振动法等这几种方法只能消除20~50%的残余应力,前两种方法在生产上广泛应用。 焊接后进行去应力处理,有自然时效处理(时间长,去应力不彻底,)、震动时效(效率高,费用低,只能去除焊接应力的70%左右)人工加热时效(时间短费用较高,能100%去除焊接应力,同时能进行去氢处理)。 采用大型燃油退火炉,进行焊后退火处理。采用多点加热、多点温度控制方式,温控采用热电偶自动控制仪表控制加热,使炉内各部温度均匀的控制在退火温度,保证工件的退火,同时能去除焊接过程中渗入焊缝中的H原子,消除了焊接件的氢脆。 在冷热加工过程中,产生残余应力,高者在屈服极限附近。构件中的残余应力大多数表现出很大的有害作用;如降低构件的实际强度,降低疲劳极限,造成应力腐蚀和脆性断裂。并且由于残余应力的松弛,使零件产生翘曲,大大的影响了构件的尺寸精度。因此降低构件的残余应力,是十分必要的。 传统的时效方法有:热时效、振动时效、自然时效、静态过载时效、热冲击时效等。后两种方法应用较少,这里不作介绍 自然时效(NSR)是将工件长时间露天放置(一般长达六个月至一年左右),利用环境温度的季节性变化和时间效应使残余应力释放,在温度应力形成的过载下,促使残余应力发生松弛而使尺寸精度获得稳定。由于周期太长和占地面积大,仅适应长期单一品种的批量生产和效果不理想,目前应用的较少。 热时效(TSR)是将构件由室温(或不高于150℃)缓慢、均匀加热至550℃左右,保温4~8小时,再严格控制降温速度至150℃以下出炉,达到消除残余应力的目的,可以保证加工精度和防止裂纹产生。 振动时效(VSR)又称振动消除应力法,是将工件(包括铸件、锻件、焊接构件等)在其固有频率下进行数分钟至数十分钟的振动处理,以振动的形式给工件施加附加应力,当附加应力与残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观塑性变形,从而降低和均化工件内的残余应力,使尺寸精度获得稳定的一种方法。这种工艺具有耗能少、时间短、效果显著等特点。近年来在国内外都得到迅速发展和广泛应用。 振动时效艺具有耗能少、时间短、效果显著等特点。与热时效相比,它无需宠大的时效炉,可节省占地面积与昂贵的设备投资。因此,目前对长达几米至几十米和桥梁、船舶、化工器械的大型焊接件和重达几吨至几十吨的超重型铸件或加工精度要求较高的工件,较多地采用了振动时效。生产周期短。自然时效需经几个月的长期放置,热时效亦需经数十小时的周期方能完成,而振动时效一般只需振动数十分钟即可完成。使用方便。振动设备体积小、重量轻、便于携带。由于振动处理不受场地限制,振动装置又可携带至现场,所以这种工艺与热时效相比,使用简便,适应性较强。节约能源,降低成本。在工件共振频率下进行时效处理,耗能极少,能源消耗仅为热时效的3~5%,成本仅为热时效的8~10%。其他。振动时效操作简便,易于机械化自动化。可避免金属零件在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷。是目前唯一能进行二次时效的方法