实验工具之一田口方法实 例 The following text is amended on 12 November 2020.
某产品射出成型之色差 变化因素探讨 一问题描述 二品质特征及因子说明 三直交表及因子配置 四实验步骤及资料汇集 五资料分析 六验证实验 七结论 八再次实验 九未来计划
问题描述 一背景 自我司生产某产品以来,一直受到色差问题困扰,经常会有此不良现象发生,不良比率在10%左右,由此给我司造成较大损失,使利润提高受到抑制。并且因客户严格要求我司对此作以改进完善,故现经我司生产部,品保部及工程课人员共同探讨,利用田口品质工程技术进行实验设计,用尽可能少的时间,成本,实验次数,将影响该产品色差的因素寻找出来。使此不良现象逐步消失,给公司带来更大的收益。 二制程分析及可控因素标示 射出成型是在加工过程中,将热塑性塑胶原料加热至熔融状态,再在高压下送入并填满由两个半边摸闭合形成的模腔,经过一段时间冷却定型后,将两个半模分开,取出塑件,即完成一个操作程式,操作过程中两边模闭合须与注射操作时间互相配合,并准确控制温度,压力及个别动作时间,使形成有规律性地循环。 射出成型制造流程及可控因素标示: 品质特性及因素说明
一品质特性: 本实验包含之品质特性为我司射出成型的某产品中的色差不良数量,实验目的是希望色差产品的数量得以减少,即不良率不断降低,此即为望小特性. (一)色差之实验设计部分: 按照SOP要求操作并使用色差比对样品检测色差,每组检测 50PCS,其S/N之计算公式为: S/N=-10log(1/n∑Yi2) Yi为每组50PCS的色差总数。 二可控因素: 本实验可控因素之选取,是将前述之制造流程经现场技术人员分析后,选取四个三水准的可控因素,列表如下: 直交表及因素配置
應用田口直交表於網路教學品質改善之研究 侯東旭1侯幸雨2* 1 2雲林科技大學工業工程管理研究所 2環球技術學院企管系 *E-mail: g9120822@https://www.doczj.com/doc/4114630329.html,.tw 摘要 國內近年來頗重視網路教學研究與設計,但是目前的研究大多偏向於網路教學系統的發展、環境的開發設計與硬體或網路架構的探討與評估,關於網路教學品質方面的研究較為缺少,要讓學習者有好的數位學習服務,教學者就須要先以使用者為中心來規劃網路教學設計,進而對學習者之績效加以評量,找出影響網路數位學習品質之關鍵因子才可以改善網路教學品質。因此本研究從人因工程角度來設計數位學習課程,透過品質工程之直交表及變異數分析找出影響數位學習績效的因子。本研究所考慮的人因因子有環境、作業、組織管理及個體;績效評量方面有邏輯與創意題型。結果發現色彩、溝通介面、回饋和學習型態對邏輯的績效有顯著的影響;而評量期間、資訊量、情境、導引、學習型態及線上的學習習慣將影響到創意績效;較佳的因子組合才能提升數位學習績效,而網路教學品質也才會有所改善。 關鍵詞:田口直交表、網路教學、數位學習、人因實驗 關鍵詞 The Study of applying Taguchi Orthogonal Array Approach in Improving The Quality of E-Learning Tung-hsu Hou, Hsing-yu Hou Department of Industrial Engineering and Management, National Yunlin University of Science and Technology Department of Business Administration, Transworld Institute of Technology Abstract The web teaching research and design are getting more and more important nationally in recent years. However, these studies only try to discuss the development
某产品射出成型之色差 变化因素探讨 一问题描述 二品质特征及因子说明 三直交表及因子配置 四实验步骤及资料汇集 五资料分析 六验证实验 七结论 八再次实验 九未来计划
问题描述 一背景 自我司生产某产品以来,一直受到色差问题困扰,经常会有此不良现象发生,不良比率在10%左右,由此给我司造成较大损失,使利润提高受到抑制。并且因客户严格要求我司对此作以改进完善,故现经我司生产部,品保部及工程课人员共同探讨,利用田口品质工程技术进行实验设计,用尽可能少的时间,成本,实验次数,将影响该产品色差的因素寻找出来。使此不良现象逐步消失,给公司带来更大的收益。 二制程分析及可控因素标示 射出成型是在加工过程中,将热塑性塑胶原料加热至熔融状态,再在高压下送入并填满由两个半边摸闭合形成的模腔,经过一段时间冷却定型后,将两个半模分开,取出塑件,即完成一个操作程式,操作过程中两边模闭合须与注射操作时间互相配合,并准確控制温度,压力及个别动作时间,使形成有规律性地循环。 射出成型制造流程及可控因素标示: 品质特性及因素说明
一品质特性: 本实验包含之品质特性为我司射出成型的某产品中的色差不良数量,实验目的是希望色差产品的数量得以减少,即不良率不断降低,此即为望小特性. (一)色差之实验设计部分: 按照SOP要求操作并使用色差比对样品检测色差,每组检测50PCS,其S/N之计算公式为: S/N=-10log(1/n∑Yi2) Yi为每组50PCS的色差总数。 二可控因素: 本实验可控因素之选取,是将前述之制造流程经现场技术人员分析后,选取四个三水准的可控因素,列表如下: 直交表及因素配置
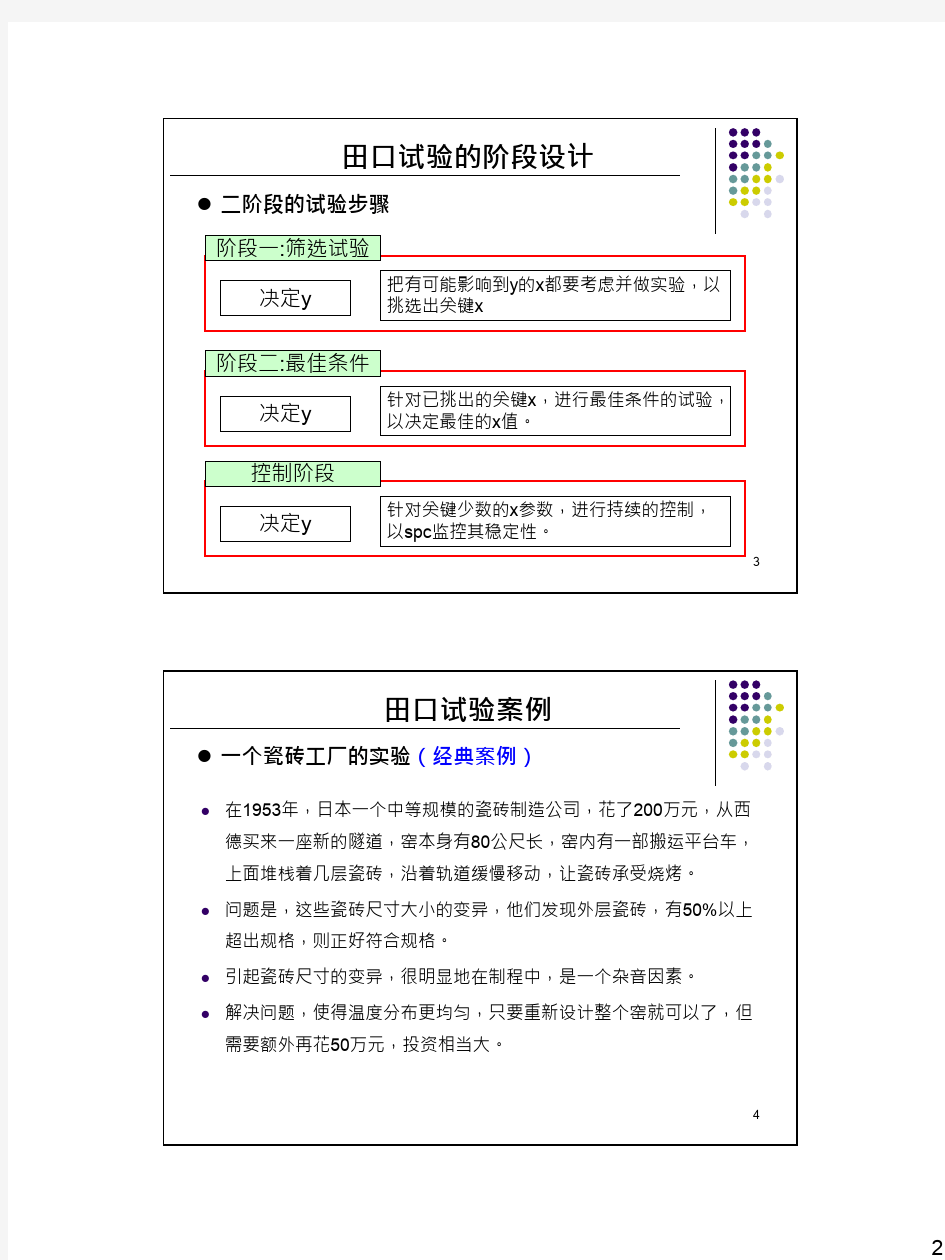
第1章田口方法概論 Taguchi Methods Overview 1.1 歷史回顧(A Historical Review) 1.2 實例:瓷磚製程設計(Design of Tile Manufacturing Process)1.3 實例:煞車組件設計(Design of a Brake Assembly) 1.4 田口方法摘要(Taguchi Methods Summary)
第1.1節 歷史回顧 A Historical Review 1.1-1 戰後的日本(Postwar Japan) 1.1-2 田口玄一博士(Dr. Genichi Taguchi) 1.1-3 美國供應商協會(American Supplier Institute, ASI)1.1-4 英文著作(English Publications) 1.1-5 台灣(Taiwan)
1.1-1 戰後的日本(Postwar Japan) 戰後的日本企業家及學者深深體會到要重建日本的經濟,必須落實「品質」的 概念,才能將日本的商品銷售出去。 他們開始引進西方的統計學手法,將它應用在品質的改善上。 W. Edward Deming等被禮聘至日本。 田口玄一在當時的日本已經是一位蠻有名望的工程師。
1.1-2 田口玄一博士(Dr. Genichi Taguchi) 出生於1924年。 1949年,日本電話電報公司要進行一個龐大的 專案計劃,將全國的通訊系統更新。 1950年,他加入日本電話電報公司新成立的電 子通訊實驗室,並同時擔任日本企業的顧問。 於此期間他逐漸發展出獨特的「品質工程學」。 1957-1958年間,田口博士出版了「實驗設計」 一書。 到1970年代晚期,田口博士的「品質工程學」 在日本已經普遍受到肯定。 1983年田口博士開始擔任「美國供應商協會」 執行總裁。
品质管理系列教程 主讲:李联伟 ?18.7space 田口方法实战技术 ?18.7space 课程内容◆实验设计概述; ◆田口方法中的名词概念; ◆直交表; ◆品质损失函数; ◆田口方法的应用。
实验设计概述 ?18.7space □为什么需要实验设计 同样在生产同规格的产品,为什么有些厂商的良品率就是比较高。 同样是在生产同类型的产品,为什么有些人的产品品质以及寿命就是比较好,而成本又比较低呢? 相同原料相同制程为什么良品率 不一样? 相同产品 相同功能更便宜的原料为什么可以做 出低成本高质 量的产品? 实验设计概述 ?18.7space □什么是实验设计 一种安排实验和分析实验数据的数理统计方法;实验设计主要对实验进行合理安排,以较小的实验规模(实验次数)、较短的实验周期和较低的实验成本,获得理想的实验结果和正确的结论 □实验设计进行的时机 ◎要为产品选择最合理的配方时(原料及其含量); ◎要对生产过程选择最合理的工艺参数时; ◎要寻找最佳的生产条件时; ◎要研制开发新产品时; ◎要提高老产品的产量和质量时; ◎……
实验设计概述□实验设计的意义 实验设计的目的是用最少的实验次数实现下述期望: ◎提高产量; ◎改进质量; ◎降低成本; ◎缩短研究开发的时间; ◎建立指标与因子的关系; ◎选择合理的工艺参数或配方; ◎……. ?18.7space 实验设计概述□实验设计的发展历程 ▲20世纪20年代由英国学者费舍尔(R.A.Fisher)率先提出; 最初在农田实验方面取得重要成果;欧美各国将此法用于 生物学、医学等领域的科学研究; ▲二战后实验设计法在工业中得到推广和应用; ▲日本学者田口玄一首先将实验设计成功得应用于新产品的开发。对于一些复杂的制程和产品,利用实验设计法合理 的选择适当的参数,可以大大改善产品功能目标值的稳定 性,即所谓稳健性设计; ▲20世纪70年代初期,我国著名数学家华罗庚带头在我国推广实验设计法。 ?18.7space