外文翻译--机械设计及加工工艺
- 格式:docx
- 大小:39.91 KB
- 文档页数:15
毕业设计中英文翻译英文原文Hard gear processing[abstract ]uses in the power drive gear and the gear box, its size request smaller, the gear drive noise is lower, thus causes to the hard gear demand, also gave the gear manufacturer to propose explored the gear to process the new method the request OutlineUses in the power drive gear and the gear box, its size request smaller, the gear drive noise is lower, thus causes to the hard gear demand, also gave the gear manufacturer to propose explored the gear to process the new method the request. The gear in the hard heat treatment process, its material organization and the stress change, usually can cause the gear to have the distortion, namely tooth profile, tooth to and tooth pitch error. This this error will cause the tooth profile not correctly to mesh in the transmission time, thus has enlarged the load, will have the gear noise. Therefore, the hard gear after the heat treatment, should increase together the precision work working procedure generally.The hard gear precision work craft may divide into two kinds: A kind is uses non- formed the cutting edge, like the gear rubs truncates the processing; Another kind then is has formed the cutting edge like hard gear (HRC48 ~ 53) to roll truncates the processing.This article strongly will discuss will use in hardly rolling the hard alloy tools forming cutting edge precision work process which the tooth will process. The now hard alloy material, the cutting tool coating and the gear-hobbing machine technology development, has caused the hard gear to roll cuts the processing technology to have the remarkable enhancement, specially is smaller than in the processing or was equal to when 12DP center small modulus gear, may withstand the enormous cutting force which in the hard cutting process produces.Hard alloy hob selectionThe hard alloy hob has the very big progress in the material variety specification. Superfine, is thin, medium or the big pellet hard alloy now all has the product. In addition, the hard alloy hob semifinished materials formed craft technology also had the remarkable enhancement, like uses static pressure and so on heat (HIP) the craft, this craft under the high-pressured high temperature, increased the hard alloy semifinished materials intrinsic binding force, enhanced the hard alloy anti- curved intensity. According to the ISO stipulation, the entity hard alloy material may differently divide into certain kinds according to the application situation: The gear cutting tool divides into K kind and P kind, K kind of hard alloy has a higherresistance to wear, P kind then has the better high temperature red hardness. In the K trademark and in the P trademark hard alloy, each kind of trademark hard alloy granular structure is different, from medium pellet to superfine pellet. Each kind of trademark all has its application situation, this is and the granular structure is connected. Generally speaking, regarding softly rolls truncates, the K analogy P kind of performance is friends with, K kind of hard alloy can obtain a micron level the granular structure (granularity to be smaller than 0.5 mu m), but P kind then is not good. In abrasion aspect, K kind of toughness better, the life is longer.The hob resharpens and renovatesAfter the hob processing certain quantity work piece, its cutting edge failure, this time must resharpen. Sharpens the after hob to have to maintain the original geometry shape; The cutting edge must be sharp; The cutting tool golden phase structure cannot because rub truncates the heat but to destroy. Thus when sharpens the hard alloy hob should use one kind of oil base refrigerant, it does not get up to the chlorine and the sulfur the response. Regarding scrapes the hob, sharpens after the coating not likely to use in hob such which the entity semifinished materials hardly rolls being important again. After the hard alloy hob sharpens in front of the coating, suggested carries on the pretreatment to its cutting edge.The hob rewill sharpen can except the cutting surface original coating, this will be able to reduce the cutting tool life. The cutting tool is may again spread. Usually regarding the TiN coating, may spread 3 ~ 4; Says regarding TiCN and the TiALN coating, because coating itself has the very big internal stress, therefore on cutting edge with difficulty again again coating. After several spreading TiN coating, can have the height non-uniformity condition, and influentials the tendency which the level falls off, therefore the original coating must remove.At present has two methods to be possible to remove the cutting tool coating: Chemistry draws back spreads draws back with physics spreads. Draws back with chemistry spreads removes on the hard alloy tools the coating is one kind of fine craft, requests the operator to have the suitable level of expertise. The excessively chemistry draws back spreads not only removes the coating, moreover also will dissolve washes the cobalt cement, the damage hard alloy material microscopic structure. The cutting edge microscopic damage will produce the zigzag surface. In addition, when draws back spreads must to the hob pillow block, in the hole and the sign carries on the protection, in order to avoid damages. But physics spreads, then must carry on by the original cutting tool factory, it involves to puts in order rerubs the hob tooth profile truncates. Although draws back chemistry spreads must be much more expensive than, but obtains is a new hob, the quality and the life all can obtain the guarantee.To gear-hobbing machine requestIn order to fully displays the hard alloy and the coating craft merit, the gear-hobbing machine should do correspondingly improves. At present all advanced gear-hobbing machines all press high speed roll the tooth to carry on the design, its gear-hobbing machine hob rotational speed surpasses 3000r/Min, usually is5000r/Min, the work piece main axle rotational speed and the hob rotational speed match. In addition, the engine bed has very high moves the rigidity and the hot rigidity. The advanced gear-hobbing machine some main design characteristics are: Uses the compound epoxy resin lathe bed, by improves the engine bed the tendency and the static characteristic; Has the constant temperature installment the high speed hob headstock; High speed work piece main axle; May use does, the wet two kinds rolls truncates the craft; Belt electro-optical sensor digital actuation system; The straight line rolls the guide rail system; High speed automatic high-quality goods (2 ~ 3 seconds); The occupying a land area of is compact; According to man-machine engineering design; Services conveniently.Uses scrapes the craftRegardless of is the mechanical type the CNC gear-hobbing machine all can carry on scrapes, but the condition is the engine bed must equip has the work piece to the cutting tool selsyn train system. This may cause to scrape the craft economically, to has on the automatic yummy treats system the engine bed very to be also important. The electronic non- contact system depends on a simulation quantity sensor to send out the pulse to survey the cutting tool main axle, the work piece main axle and the gear position. The engine bed CNC controller carries on processing to these pulses, then is opposite to the work piece main axle in the cutting tool position carries on the adjustment, causes a work piece turn of tooth and the hob knife tooth relative position relations is correct.In scrapes in the craft to have very many merits with the refrigerant: In scrapes in the process, the refrigerant has provided the lubricating ability; Because scrapes produces is not the normal scrap, the temperature control is extremely important. Blows the scrap small is thin, does not look like normal knife filings such to be possible to carry off many quantity of heats, therefore scrapes time uses the refrigerant to be possible to control the cutting tool, the work piece and the engine bed system temperature; The refrigerant may washes away the scrap from the cutting tool and the work piece; Improved the work piece surface fine roughness; Enhanced the cutting tool life."Rolls in the green truncates" in the craft, correctly chooses the tooth thick remainder is very important. The recommendation choice down milling rolls the tooth, because it may obtain the thickest scrap, this is helpful to the control cutting process dynamic condition, enhances the cutting tool life. The experience proved that, the cutting speed may surpass 200m/Min, enters for the quantity choice is decided by the superficially attractive fineness which must achieve. The model enters for the scope is 0.5 ~ 1.25mm/R. The cutting tool shifts (flees knife) the method very to be also important, because scrapes time only then the rough machining section partial cutting edges only then undergo the attrition. On the contrary, in "the green cutting" in the process, the cutting tool precision work has partially undertaken the main process load. This meant when scraping flees the knife quantity to be supposed to be bigger, when like the gear is 12 ~ 48DP, each time flees the knife quantity is 0.3 ~ 0.4mm.Scrapes the hob the selectionScrapes the hard alloy hob to divide into two big kinds: Uses in 10DP or the bigger modulus hob, usually all designs has a negative rake front the cutting, when the cutting edge contacts to the hard tooth face, reduced to the hard alloy material impact; Regarding the small modulus gear, does not need to have the negative rake. The negative rake hob shortcoming is sharpens the difficulty. After the hob sharpens the outer diameter to reduce, in order to obtain the correct negative rake to be supposed to change the grinding wheel the bias quantity.When scrapes, the big modulus gear, its addendum, the outer annulus diameter and the tooth root spot all are usually not rolled truncates, and has a smooth transition a request turn of tooth to the tooth root. In order to obtain sinks cuts with the integrity transition circular arc radius, enhances the tooth root the anti- curved intensity, uses in the big modulus gear ideal scraping the hob to be supposed to have the flange. Regarding the small modulus gear processing, should use the standard hob. Uses the standard in front of the radial direction the angle hard alloy hob processing to be called "the hard alloy hob to roll again cuts", but is not "scrapes", latter referred has used a negative rake hob.Hardly rolls the specification which truncates and hardly scrapes the specification which, or the hard alloy hob rolls again truncates nearly same, similarity is uses the strategy which flees the knife to shift to be different. When hardly rolls, the scrap excision must spend the massive energies. This energy finally becomes the quantity of heat. Tries to carry off very important these thermal sending out. After the suggestion processes a work piece every time, the hob flees a position entire tooth pitch. When the hob will flee from beginning to end the position from now on, will be supposed to transfer to the hob to the initial position has a bias quantity the spot. This bias quantity is decided by the hob design and the application, its goal is for be helpful to the hob uniform wear. Another one similarity is the attire which uses clamps the system. As a result of the enormous cutting force, the jig must safely clamp the work piece. The processing result indicated that, the identical helical gear when hardly rolls again with the hard alloy hob, its gear quality is very high, the tooth profile approaches the AGMA10 level, the tooth to surpasses the AGMA12 level with the tooth pitch; The entire hard semifinished materials hardly roll cut the processing the helical gear, its gear precision extremely is also high, the tooth profile precision may reach the AGMA10 level, the tooth to may achieve the AGMA12 level with the tooth pitch. ConclusionAt present has explored many economies the method to process the hard gear, including the material choice, the soft processing method, the heat treatment craft and the hard precision work, enable the hard gear to obtain the popularization, has satisfied the high grade transmission device to the hard gear request.Carries on from entity entire hard work piece semifinished materials hardly rolls cuts the processing is one kind of new processing craft. Because has a rigid better engine bed and the high quality hard alloy tools material and performs coating processing, causes hardly to roll slivers is one effective processing method. Indicatedfrom the factory practical application result that, the hard gear rolls cuts (hardly rolls) the craft to have the broad application prospect.译文:淬硬齿轮的加工【摘要】用于动力传动的齿轮和齿轮箱,其尺寸要求更小,齿轮传动的噪音更低,从而导致对淬硬齿轮的需求,也给齿轮制造厂家提出了探索齿轮加工新方法的要求.概述用于动力传动的齿轮和齿轮箱,其尺寸要求更小,齿轮传动的噪音更低,从而导致对淬硬齿轮的需求,也给齿轮制造厂家提出了探索齿轮加工新方法的要求。
机械加工方式作文英语Mechanical Processing。
Mechanical processing, also known as machining, is a process of removing material from a workpiece to achieve the desired shape and size. It is an important manufacturing process that is widely used in various industries, such as automotive, aerospace, and electronics. In this essay, we will discuss the various aspects of mechanical processing, including its history, techniques, and applications.The history of mechanical processing can be traced back to ancient times when primitive tools were used to shape and cut materials. Over the centuries, the process has evolved significantly, with the development of new techniques and technologies. Today, mechanical processingis a highly advanced and precise method of manufacturing, thanks to the use of computer-aided design (CAD) and computer-aided manufacturing (CAM) software.There are several techniques used in mechanical processing, including turning, milling, drilling, and grinding. Turning is a process in which a workpiece is rotated while a cutting tool is used to remove material from the surface. This technique is commonly used to produce cylindrical parts, such as shafts and bushings. Milling, on the other hand, involves the use of a rotating cutting tool to remove material from a workpiece. This technique is used to create complex shapes and features, such as slots and pockets. Drilling is a process in which a rotating cutting tool is used to create holes in a workpiece, while grinding is a process in which a grinding wheel is used to remove material from the surface of a workpiece.Mechanical processing has a wide range of applications, from the production of small, intricate parts to the manufacturing of large, heavy-duty components. In the automotive industry, for example, mechanical processing is used to produce engine components, such as pistons and crankshafts. In the aerospace industry, it is used tomanufacture aircraft parts, such as landing gear and wing components. In the electronics industry, it is used to produce precision components, such as connectors and housings.In conclusion, mechanical processing is a vital manufacturing process that is used in a wide range of industries. It has a long history of development and has evolved into a highly advanced and precise method of manufacturing. With the use of modern techniques and technologies, mechanical processing continues to play a crucial role in the production of a wide variety of components and parts.。
英文】High-speed machining the development ofHigh-speed machining is oriented to the 21st century a new high-tech, high-efficiency, High-precision and high surface quality as a basic feature, in theautomobile industry, aerospace, Die Manufacturing and instrumentation industries gained increasingly widespread application, and has made significant technical and economic benefits. contemporary advanced manufacturing technology an important component part 。
High-speed machining is to achieve high efficiency of the core technology manufacturers, intensive processes and equipment packaged so that it has a high production efficiency. It can be said that the high-speed machining is an increase in the quantity of equipment significantly improve processing efficiency essential to the technology. High-speed machining is the major advantages : improve production efficiency, improve accuracy and reduce the processing of cutting resistance。
附件1:外文资料翻译译文一个复杂纸盒的包装机器人Venketesh N。
Dubey英国设计学院,工程和计算机,伯恩茅斯大学,普尔Jian S。
Dai伦敦大学国王学院,英国伦敦大学,伦敦摘要目的—为了展示设计一种可以折叠复杂几何形状的纸盒的多功能包装机的可行性。
设计/方法/方式—这项研究对各种几何形状的纸盒进行研究,将纸盒分为适当的类型以及机器可以实现的操作;把能加工这些纸盒,并进行机械建模和仿真,且最终可以设计和开发的包装机概念化。
研究结果-这种多功能包装机已经被证明是可能的。
只需将这种多功能包装机小型化,并对它投资以促进其发展,这种机器可以成为现实。
研究限制因素/问题-本研究的目的是证明这种包装机的原理,但实际应用需要考虑结合传感器给出了一个紧凑的、便携式系统。
创意/价值—这项设计是独一无二的,并已被证明可以折叠各种复杂形状的纸盒。
关键字:机器人技术包装自动化文章类型:研究论文1 简介产品包装是关键的工业领域之一,以自动化为首要权益.任何产品流通到消费者手中需要某种形式的包装,无论是食品、礼品或医疗用品。
因此,对高速的产品包装有持续的需求。
对于周期性消费品和精美礼品,这项需求更是大大增加.它们要求包装设计新颖且有吸引力,以吸引潜在客户。
通常这类产品用外观精美、形状复杂的纸盒递送。
如果采用手工方法进行包装,不仅令工人感到乏味且操作复杂,也费时和单调。
对于简单的纸盒包装,通过使用沿传送带布置的专用机器,已经获得了实现。
这些机器只能处理固定类型的纸盒,任何形状和结构的变化很难纳入到系统之中。
在大多数情况下,它们需要进行超过40种变化以适应同种类型但大小不同的纸盒,这就意味着每一个特定类型的纸盒需要一条包装生产线。
从一种类型到另一种类型的纸盒折叠组装生产线的转换将会使资本支出增加。
因为这些限制因素和转换生产线的相关成本,包装的灵活性将会失去。
因此,作为一种补充,手工生产线被引进以适应不同类型的纸盒的生产,从而解决转换生产线的问题.它们承担了大约10%的工作订单,并被用作生产促销产品的组装生产线.但是,问题仍然存在,手工生产线上的管理员和操作工需要一个长时间的学习过程,而且与机器生产线不同,劳动伤害主要是源于扭手动作.此外,手工生产线通常被认为是一个季节性的生产力,仍然需要专门的机器长年运行,以节约成本和时间。
外文文献原稿和译文原稿Process Planning and Concurrent EngineeringT. Ramayah and Noraini IsmailABSTRACTTh e product design is the plan for the product and its components and subassemblies. To convert the product design into a physical entity, a manufacturing plan is needed. The activity of developing such a plan is called process planning. It is the link between product design and manufacturing. Process planning involves determining the sequence of processing and assembly steps that must be accomplished to make the product. In the present chapter, we examine processing planning and several related topics.Process PlanningPr ocess planning involves determining the most appropriate manufacturing and assembly processes and the sequence in which they should be accomplished to produce a given part or product according to specifications set forth in the product design documentation. The scope and variety of processes that can be planned are generally limited by the available processing equipment and technological capabilities of the company of plant. Parts that cannot be made internally must be purchased from outside vendors. It should be mentioned that the choice of processes is also limited by the details of the product design. This is a point we will return to later.Process planning is usually accomplished by manufacturing engineers. The processplanner must be familiar with the particular manufacturing processes available in the factory and be able to interpret engineering drawings. Based on the planner’s knowledge, skill, and experience, the processing steps are developed in the most logical sequence to make each part. Following is a list of the many decisions and details usually include within the scope of process planning..nterpretation of design drawings.The part of product design must be analyzed (materials, dimensions, tolerances, surface finished, etc.) at the start of the process planning procedure..Process and sequence.The process planner must select which processes are required and their sequence. A brief description of processing steps must be prepared..Equipment selection. In general, process planners must develop plans that utilize existing equipment in the plant. Otherwise, the component must be purchased, or an investment must be made in new equipment..Tools, dies, molds, fixtures, and gages.The process must decide what tooling is required for each processing step. The actual design and fabrication of these tools is usually delegated to a tool design department and tool room, or an outside vendor specializing in that type of tool is contacted..Methods analysis.Workplace layout, small tools, hoists for lifting heavy parts, even in some cases hand and body motions must be specified for manual operations. The industrial engineering department is usually responsible for this area..Work standards.Work measurement techniques are used to set time standards for each operation..Cutting tools and cutting conditions.These must be specified for machining operations, often with reference to standard handbook recommendations.Process planning for partsO r individual parts, the processing sequence is documented on a form called a route sheet. Just as engineering drawings are used to specify the product design, route sheets are used to specify the process plan. They are counterparts, one for product design, the other for manufacturing.Typical processing sequence to fabricate an individual part consists of: (1) a basic process, (2) secondary processes, (3) operations to enhance physical properties, and (4) finishing operations. A basic process determines the starting geometry of the work parts. Metal casting, plastic molding, and rolling of sheet metal are examples of basic processes. The starting geometry must often be refined by secondary processes, operations that transform the starting geometry (or close to final geometry). The secondary geometry processes that might be used are closely correlated to the basic process that provides the starting geometry. When sand casting is the basic processes, machining operations are generally the second processes. When a rolling mill produces sheet metal, stamping operations such as punching and bending are the secondary processes. When plastic injection molding is the basic process, secondary operations are often unnecessary, because most of the geometric features that would otherwise require machining can be created by the molding operation. Plastic molding and other operation that require no subsequent secondary processing are called net shape processes. Operations that require some but not much secondary processing (usually machining) are referred to as near net shape processes. Some impression die forgings are in this category. These parts can often be shaped in the forging operation (basic processes) so that minimal machining (secondary processing) is required.The geometry has been established, the next step for some parts is to improve their mechanical and physical properties. Operations to enhance properties do not alter the geometry of the part; instead, they alter physical properties. Heat treating operations on metal parts are the most common examples. Similar heating treatments are performed on glass to produce tempered glass. For most manufactured parts, these property-enhancing operations are not required in the processing sequence.Finally finish operations usually provide a coat on the work parts (or assembly) surface. Examples included electroplating, thin film deposition techniques, and painting. The purpose of the coating is to enhance appearance, change color, or protect the surface from corrosion, abrasion, and so forth. Finishing operations are not required on many parts; for example, plastic molding rarely require finishing. Whenfinishing is required, it is usually the final step in the processing sequence. Processing Planning for AssembliesTh e type of assembly method used for a given product depends on factors such as: (1) the anticipated production quantities; (2) complexity of the assembled product, for example, the number of distinct components; and (3) assembly processes used, for example, mechanical assembly versus welding. For a product that is to be made in relatively small quantities, assembly is usually performed on manual assembly lines. For simple products of a dozen or so components, to be made in large quantities, automated assembly systems are appropriate. In any case, there is a precedence order in which the work must be accomplished. The precedence requirements are sometimes portrayed graphically on a precedence diagram.Process planning for assembly involves development of assembly instructions, but in more detail .For low production quantities, the entire assembly is completed at a single station. For high production on an assembly line, process planning consists of allocating work elements to the individual stations of the line, a procedure called line balancing. The assembly line routes the work unit to individual stations in the proper order as determined by the line balance solution. As in process planning for individual components, any tools and fixtures required to accomplish an assembly task must be determined, designed, built, and the workstation arrangement must be laid out. Make or Buy DecisionAn important question that arises in process planning is whether a given part should be produced in the company’s own factory or purchased from an outside vendor, and the answer to this question is known as the make or buy decision. If the company does not possess the technological equipment or expertise in the particular manufacturing processes required to make the part, then the answer is obvious: The part must be purchased because there is no internal alternative. However, in many cases, the part could either be made internally using existing equipment, or it could be purchasedexternally from a vendor that process similar manufacturing capability.In our discussion of the make or buy decision, it should be recognized at the outset that nearly all manufactures buy their raw materials from supplies. A machine shop purchases its starting bar stock from a metals distributor and its sand castings from a foundry. A plastic molding plant buys its molding compound from a chemical company. A stamping press factory purchases sheet metal either fro a distributor or direct from a rolling mill. Very few companies are vertically integrated in their production operations all the way from raw materials, it seems reasonable to consider purchasing at least some of the parts that would otherwise be produced in its own plant. It is probably appropriate to ask the make or buy question for every component that is used by the company.Here are a number of factors that enter into the make or buy decision. One would think that cost is the most important factor in determining whether to produce the part or purchase it. If an outside vendor is more proficient than the company’s own plant in the manufacturing processes used to make the part, then the internal production cost is likely to be greater than the purchase price even after the vendor has included a profit. However, if the decision to purchase results in idle equipment and labor in the company’s own plant, then the apparent advantage of purchasing the part may be lost. Consider the following example make or Buy Decision.The quoted price for a certain part is $20.00 per unit for 100 units. The part can be produced in the company’s own plant for $28.00. The components of making the part are as follows:Unit raw material cost = $8.00 per unitDirect labor cost =6.00 per unitLabor overhead at 150%=9.00 per unitEquipment fixed cost =5.00 per unit________________________________Total =28.00 per unitShould the component by bought or made in-house?Solution: Although the vendor’s quote seems to favor a buy decision, let us consider the possible impact on plant operations if the quote is accepted. Equipment fixed cost of $5.00 is an allocated cost based on investment that was already made. If the equipment designed for this job becomes unutilized because of a decision to purchase the part, then the fixed cost continues even if the equipment stands idle. In the same way, the labor overhead cost of $9.00 consists of factory space, utility, and labor costs that remain even if the part is purchased. By this reasoning, a buy decision is not a good decision because it might be cost the company as much as $20.00+$5.0+$9.00=$34.00 per unit if it results in idle time on the machine that would have been used to produce the part. On the other hand, if the equipment in question can be used for the production of other parts for which the in-house costs are less than the corresponding outside quotes, then a buy decision is a good decision.ake or buy decision are not often as straightforward as in this example. A trend in recent years, especially in the automobile industry, is for companies to stress the importance of building close relationships with parts suppliers. We turn to this issue in our later discussion of concurrent engineering.Computer-aided Process PlanningHere is much interest by manufacturing firms in automating the task of process planning using computer-aided process planning (CAPP) systems. The shop-trained people who are familiar with the details of machining and other processes are gradually retiring, and these people will be available in the future to do process planning. An alternative way of accomplishing this function is needed, and CAPPsystems are providing this alternative. CAPP is usually considered to be part of computer-aided manufacturing (CAM). However, this tends to imply that CAM is a stand-along system. In fact, a synergy results when CAM is combined with computer-aided design to create a CAD/CAM system. In such a system, CAPP becomes the direct connection between design and manufacturing. The benefits derived from computer-automated process planning include the following: .Process rationalization and standardization. Automated process planning leads to more logical and consistent process plans than when process is done completely manually. Standard plans tend to result in lower manufacturing costs and higher product quality..Increased productivity of process planner. The systematic approach and the availability of standard process plans in the data files permit more work to be accomplished by the process planners..Reduced lead time for process planning. Process planner working with a CAPP system can provide route sheets in a shorter lead time compared to manual preparation..Improved legibility. Computer-prepared rout sheets are neater and easier to read than manually prepared route sheets..Incorporation of other application programs. The CAPP program can be interfaced with other application programs, such as cost estimating and work standards.Computer-aided process planning systems are designed around two approaches. These approaches are called: (1) retrieval CAPP systems and (2) generative CAPP systems .Some CAPP systems combine the two approaches in what is known as semi-generative CAPP.Concurrent Engineering and Design for ManufacturingOncurrent engineering refers to an approach used in product development in which the functions of design engineering, manufacturing engineering, and other functions are integrated to reduce the elapsed time required to bring a new product to market. Also called simultaneous engineering, it might be thought of as the organizationalProduct design Manufacturing engineering and process planning Production and assembly The “wall” bet ween design and manufacturing Product launch time, traditional design/manufacturing cycle Difference in product launch time (a)Traditional product development cycle Product design Sales and marketing Quality engineering Vendors Manufacturing engineering and process planning Production and assemblyProduct laugh time,concurrent engineering(b) Product development using concurrent engineeringcounterpart to CAD/CAM technology. In the traditional approach to launching a new product, the two functions of design engineering and manufacturing engineering tend to be separated and sequential, as illustrated in Fig.(1).(a).The product design department develops the new design, sometimes without much consideration given to the manufacturing capabilities of the company, There is little opportunity for manufacturing engineers to offer advice on how the design might be alerted to make it more manufacturability. It is as if a wall exits between design and manufacturing. When the design engineering department completes the design, it tosses the drawings and specifications over the wall, and only then does process planning begin.g.(1). Comparison: (a) traditional product development cycle and (b) product development using concurrent engineeringContrast, in a company that practices concurrent engineering, the manufacturing engineering department becomes involved in the product development cycle early on, providing advice on how the product and its components can be designed to facilitate manufacture and assembly. It also proceeds with early stages of manufacturing planning for the product. This concurrent engineering approach is pictured in Fig.(1).(b). In addition to manufacturing engineering, other function are also involved in the product development cycle, such as quality engineering, the manufacturing departments, field service, vendors supplying critical components, and in some cases the customer who will use the product. All if these functions can make contributions during product development to improve not only the new product’s function and performance, but also its produceability, inspectability, testability, serviceability, and maintainability. Through early involvement, as opposed to reviewing the final product design after it is too late to conveniently make any changes in the design, the duration of the product development cycle is substantially reduced.On current engineering includes several elements: (1) design for several manufacturing and assembly, (2) design for quality, (3) design for cost, and (4) design for life cycle. In addition, certain enabling technologies such as rapid prototyping, virtual prototyping, and organizational changes are required to facilitate the concurrent engineering approach in a company.Design for Manufacturing and AssemblyIt has been estimated that about 70% of the life cycle cost of a product is determined by basic decisions made during product design. These design decisions include the material of each part, part geometry, tolerances, surface finish, how parts are organized into subassemblies, and the assembly methods to be used. Once these decisions are made, the ability to reduce the manufacturing cost of the product is limited. For example, if the product designer decides that apart is to be made of analuminum sand casting but which processes features that can be achieved only by machining(such as threaded holes and close tolerances), the manufacturing engineer has no alternative expect to plan a process sequence that starts with sand casting followed by the sequence of machining operations needed to achieve the specified features .In this example, a better decision might be to use a plastic molded part that can be made in a single step. It is important for the manufacturing engineer to be given the opportunity to advice the design engineer as the product design is evolving, to favorably influence the manufacturability of the product.Erm used to describe such attempts to favorably influence the manufacturability of a new product are design for manufacturing (DFM) and design for assembly(DFA). Of course, DFM and DFA are inextricably linked, so let us use the term design for manufacturing and assembly (DFM/A). Design for manufacturing and assembly involves the systematic consideration of manufacturability and assimilability in the development of a new product design. This includes: (1) organizational changes and (2) design principle and guidelines..Organizational Changes in DFM/A.Effective implementation of DFM/A involves making changes in a company’s organization structure, either formally or informally, so that closer interaction and better communication occurs between design and manufacturing personnel. This can be accomplished in several ways: (1)by creating project teams consisting of product designers, manufacturing engineers, and other specialties (e.g. quality engineers, material scientists) to develop the new product design; (2) by requiring design engineers to spend some career time in manufacturing to witness first-hand how manufacturability and assembility are impacted by a product’s design; and (3)by assigning manufacturing engineers to the product design department on either a temporary or full-time basis to serve as reducibility consultants..Design Principles and Guidelines.DFM/A also relies on the use of design principles and guidelines for how to design a given product to maximize manucturability and assembility. Some of these are universal design guidelines that can be applied to nearly any product design situation. There are design principles thatapply to specific processes, and for example, the use of drafts or tapers in casted and molded parts to facilitate removal of the part from the mold. We leave these more process-specific guidelines to texts on manufacturing processes.The guidelines sometimes conflict with one another. One of the guidelines is to “simplify part geometry, avoid unnecessary features”. But another guideline in the same table states that “spe cial geometric features must sometimes be added to components” to design the product for foolproof assembly. And it may also be desirable to combine features of several assembled parts into one component to minimize the number of parts in the product. In these instances, design for part manufacture is in conflict with design for assembly, and a suitable compromise must be found between the opposing sides of the conflict.译文工艺规程制订与并行工程T. Ramayah and Noraini Ismail摘要产品设计是用于产品,及它的部件装配的计划。
机械设计外文文献翻译、中英文翻译unavailable。
The first step in the design process is to define the problem and XXX are defined。
the designer can begin toXXX evaluated。
and the best one is XXX。
XXX.Mechanical DesignA XXX machines include engines。
turbines。
vehicles。
hoists。
printing presses。
washing machines。
and XXX and methods of design that apply to XXXXXX。
cams。
valves。
vessels。
and mixers.Design ProcessThe design process begins with a real need。
Existing apparatus may require XXX。
efficiency。
weight。
speed。
or cost。
while new apparatus may be XXX。
To start。
the designer must define the problem and XXX。
ideas and concepts are generated。
evaluated。
and refined until the best one is XXX。
XXX.XXX。
assembly。
XXX.During the preliminary design stage。
it is important to allow design XXX if some ideas may seem impractical。
they can be corrected early on in the design process。
外文资料原文及译文学院:机电工程学院专业:机械设计制造及其自动化班级:学号:姓名:Mechanical engineering1.The porfile of mechanical engineeringEngingeering is a branch of mechanical engineerig,itstudies mechanical and power generation especially power and movement.2.The history of mechanical engineering18th century later periods,the steam engine invention hasprovided a main power fountainhead for the industrialrevolution,enormously impelled each kind of mechznicalbiting.Thus,an important branch of a new Engineering –separated from the civil engineering tools and machines on thebranch-developed together with Birmingham and the establishment of the Associantion of Mechanical Engineers in1847 had been officially recognized.The mechanicalengineering already mainly used in by trial and error methodmechanic application technological development intoprofessional engineer the scientific method of which in theresearch,the design and the realm of production used .From themost broad perspective,the demend continuously to enhance theefficiencey of mechanical engineers improve the quality of work,and asked him to accept the history of the high degreeof education and training.Machine operation to stress not onlyeconomic but also infrastructure costs to an absolute minimun.3.The field of mechanical engineeringThe commodity machinery development in the develop country,in the high level material life very great degree is decided each kind of which can realize in the mechanical engineering.Mechanical engineers unceasingly will invent the machine next life to produce the commodity,unceasingly will develop the accuracy and the complexity more and more high machine tools produces the machine.The main clues of the mechanical development is:In order to enhance the excellent in quality and reasonable in price produce to increase the precision as well as to reduce the production cost.This three requirements promoted the complex control system development.The most successful machine manufacture is its machine and the control system close fusion,whether such control system is essentially mechanical or electronic.The modernized car engin production transmission line(conveyer belt)is a series of complex productions craft mechanization very good example.The people are in the process of development in order to enable further automation of the production machinery ,the use of a computer to store and handle large volumes of data,the data is a multifunctional machine toolsnecessary for the production of spare parts.One of the objectives is to fully automated production workshop,three rotation,but only one officer per day to operate.The development of production for mechanical machinery must have adequate power supply.Steam engine first provided the heat to generate power using practical methods in the old human,wind and hydropower,an increase of engin .New mechanical engineering industry is one of the challenges faced by the initial increase thermal effciency and power,which is as big steam turbine and the development of joint steam boilers basically achieved.20th century,turbine generators to provide impetus has been sustained and rapid growth,while thermal efficiency is steady growth,and large power plants per kW capital consumption is also declining.Finally,mechanical engineers have nuclear energy.This requires the application of nuclear energy particularly high reliability and security, which requires solving many new rge power plants and the nuclear power plant control systems have become highly complex electroonics,fluid,electricity,water and mechanical parts networks All in all areas related to the mechanical engineers.Small internal combustion engine,both to the type (petrol and diesel machines)or rotary-type(gas turbines andMong Kerr machine),as well as their broad application in the field of transport should also due to mechanical enginerrs.Throughout the transport,both in the air and space,or in the terrestrial and marine,mechanial engineers created a variety of equipment and power devices to their increasing cooperation with electrical engineers,especially in the development of appropration control systems.Mechanical engineers in the development of military weapons technology and civil war ,needs a similar,though its purpose is to enhance rather than destroy their productivity.However.War needs a lot of resources to make the area of techonlogy,many have a far-reaching development in peacetime efficiency.Jet aircraft and nuclear reactors are well known examples.The Biological engineering,mechanical engineering biotechnology is a relatively new and different areas,it provides for the replacement of the machine or increase the body functions as well as for medical equipment.Artficial limbs have been developed and have such a strong movement and touch response function of the human body.In the development of artificial organ transplant is rapid,complex cardiac machines and similar equipment to enable increasingly complex surgery,and injuries and ill patients life functions can besustained.Some enviromental control mechanical engineers through the initial efforts to drainage or irrigation pumping to the land and to mine and ventilation to control the human environment.Modern refrigeration and air-conditioning plant commonaly used reverse heat engine,where the heat from the engine from cold places to more external heat.Many mechanical engineering products,as well as other leading technology development city have side effects on the environment,producing noise,water and air pollution caused,destroyed land and landscape.Improve productivity and diver too fast in the commodity,that the renewable natural forces keep pace.For mechanical engineers and others,environmental control is rapidly developing area,which includes a possible development and production of small quantities of pollutants machine sequnce,and the development of new equipment and teachnology has been to reduce and eliminate pollution.4.The role of mechanical engineeringThere are four generic mechanical engineers in common to the above all domains function.The 1st function is the understanding and the research mechanical science foundation.It includes the power and movement of therelationship dynamics For example,in the vibration and movement of the relationship;Automatic control;Study of the various forms of heart,energy,power relations between the thermodynamic;Fluidflows; Heat transfer; Lubricant;And material properties.The 2nd function will be conducts the research,the desing and the development,this function in turn attempts to carry on the essential change to satisfy current and the future needs.This not only calls for a clear understanding of mechanical science,and have to break down into basic elements of a complex system capacity.But also the need for synthetic and innovative inventions.The 3rd function is produces the product and the power,include plan,operation and maintenance.Its goal lies in the maintenance either enhances the enterprise or the organization longer-tern and survivabilaty prestige at the same time,produces the greatest value by the least investments and the consumption.The 4th function is mechanical engineer’s coordinated function,including the management,the consultation,as well as carries on the market marking in certain situation.In all these function,one kind unceasingly to use the science for a long time the method,but is not traditional orthe intuition method tendency,this is a mechanical engineering skill aspect which unceasingly grows.These new rationalization means typical names include:The operations research,the engineering economics,the logical law problem analysis(is called PABLA) However,creativity is not rationalization.As in other areas,in mechanical engineering, to take unexpected and important way to bring about a new capacity,still has a personal,marked characteristice.5.The design of mechanical engineeringThe design of mechanical is the design has the mechanical property the thing or the system,such as:the instrument and the measuring appliance in very many situations,the machine design must use the knowledge of discipline the and so on mathematics,materials science and mechanics.Mechanical engineering desgin includeing all mechanical desgin,but it was a study,because it also includes all the branches of mechsnical engineering,such as thermodynamics all hydrodynamics in the basic disciplines needed,in the mechanical engineering design of the initial stude or mechanical design.Design stages.The entire desgin process from start to finish,in the process,a demand that is designed for it and decided to do the start.After a lot of repetition,thefinal meet this demand by the end of the design procees and the plan.Design considerations.Sometimes in a system is to decide which parts needs intensity parts of geometric shapes and size an important factor in this context that we must consider that the intensity is an important factor in the design.When we use expression design considerations,we design parts that may affect the entire system design features.In the circumstances specified in the design,usually for a series of such functions must be taken into account.Howeever,to correct purposes,we should recognize that,in many cases the design of important design considerations are not calculated or test can determine the components or systems.Especially students,wheen in need to make important decisions in the design and conduct of any operation that can not be the case,they are often confused.These are not special,they occur every day,imagine,for example,a medical laboratory in the mechanical design,from marketing perspective,people have high expectations from the strength and relevance of impression.Thick,and heavy parts installed together:to produce a solid impression machines.And sometimes machinery and spare parts from the design style is the point and not the other point of view.Our purpose is to make those you do notbe misled to believe that every design decision will need reasonable mathematical methods.Manufacturing refers to the raw meterials into finished products in the enterprise.Create three distinct phases.They are:input,processing exprot.The first phase includes the production of all products in line with market needs essential.First there must be the demand for the product,the necessary materials,while also needs such as energy,time,human knowledge and technology resourcess . Finall,the need for funds to obtain all the other resources. Lose one stage after the second phase of the resources of the processes to be distributed.Processing of raw materials into finished products of these processes.To complete the design,based on the design,and then develop plans.Plan implemented through various production processes.Management of resources and processes to ensure efficiency and productivity.For example,we must carefully manage resources to ensure proper use of funds.Finally,people are talking about the product market was cast.Stage is the final stage of exporting finished or stage.Once finished just purchased,it must be delivered to the users.According to product performance,installation and may have to conduct furtherdebugging in addition,some products,especially those very complex products User training is necessary.6.The processes of materials and maunfacturingHere said engineering materials into two main categories:metals and non-ferrous,high-performance alloys and power metals.Non-metallic futher divided into plastice,synthetic rubber,composite materials and ceramics.It said the production proccess is divided into several major process,includingshape,forging,casting/ founding,heat treatment,fixed/connections ,measurement/ quality control and materal cutting.These processes can be further divide into each other’s craft.Various stages of the development of the manufacturing industry Over the years,the manufacturing process has four distinct stages of development, despite the overlap.These stages are:The first phase is artisanal,the second Phase is mechanization.The third phase is automation the forth Phase is integrated.When mankind initial processing of raw materials into finished products will be,they use manual processes.Each with their hands and what are the tools manuslly produced.This is totally integrated production take shape.A person needs indentification,collection materials,the design of a productto meet that demand,the production of such products and use it.From beginning to end,everything is focused on doing the work of the human ter in the industrial revolution introduced mechanized production process,people began to use machines to complete the work accomplished previously manual. This led to the specialization.Specialization in turn reduce the manufacture of integrated factors.In this stage of development,manufacturing workers can see their production as a whole represent a specific piece of the part of the production process.One can not say that their work is how to cope with the entire production process,or how they were loaded onto a production of parts finished.Development of manufacting processes is the next phase of the selection process automation.This is a computer-controlled machinery and processes.At this stage,automation island began to emerge in the workshop lane.Each island represents a clear production process or a group of processes.Although these automated isolated island within the island did raise the productivity of indivdual processes,but the overall productivity are often not change.This is because the island is not caught in other automated production process middle,but not synchronous with them .The ultimate result is the efficient working fast parkedthrough automated processes,but is part of the stagnation in wages down,causing bottlenecks.To better understand this problem,you can imagine the traffic in the peak driving a red light from the red Service Department to the next scene. Occasionally you will find a lot less cars,more than being slow-moving vehicles,but the results can be found by the next red light Brance.In short you real effect was to accelerate the speed of a red Department obstruction offset.If you and other drivers can change your speed and red light simultaneously.Will advance faster.Then,all cars will be consistent,sommth operation,the final everyone forward faster.In the workshop where the demand for stable synchronization of streamlined production,and promoted integration of manufacturing development.This is a still evolving technology.Fully integrated in the circumstances,is a computer-controllrd machinery and processing.integrated is completed through computer.For example in the preceding paragraph simulation problems,the computer will allow all road vehicles compatible with the change in red.So that everyone can steady traffic.Scientific analysis of movement,timing and mechanics of the disciplines is that it is composed of two pater:staticsand dynamics.Statics analyzed static system that is in the system,the time is not taken into account,research and analysis over time and dynamics of the system change.Dynameics from the two componets.Euler in 1775 will be the first time two different branches: Rigid body movement studies can conveniently divided into two parts:geometric and mechanics.The first part is without taking into account the reasons for the downward movement study rigid body from a designated location to another point of the movement,and must use the formula to reflect the actual,the formula would determine the rigid body every point position. Therefore,this study only on the geometry and,more specifically,on the entities from excision.Obviously,the first part of the school and was part of a mechanical separation from the principles of dynamics to study movement,which is more than the two parts together into a lot easier.Dynamics of the two parts are subsequently divided into two separate disciplines,kinematic and dynamics,a study of movement and the movement strength.Therefore,the primary issue is the design of mechanical systems understand its kinematic.Kinematic studies movement,rather than a study of its impact.In a more precise kinematic studies position,displacement,rotation,speed,velocity and acceleration of disciplines,for esample,or planets orbiting research campaing is a paradigm.In the above quotation content should be pay attention that the content of the Euler dynamics into kinematic and rigid body dynamics is based on the assumption that they are based on research.In this very important basis to allow for the treatment of two separate disciplines.For soft body,soft body shape and even their own soft objects in the campaign depends on the role of power in their possession.In such cases,should also study the power and movement,and therefore to a large extent the analysis of the increased complexity.Fortunately, despite the real machine parts may be involved are more or less the design of machines,usually with heavy material designed to bend down to the lowest parts.Therefore,when the kinematic analysis of the performance of machines,it is often assumed that bend is negligible,spare parts are hard,but when the load is known,in the end analysis engine,re-engineering parts to confirm this assnmption.机械工程1.机械工程简介机械工程是工程学的一个分支,它研究机械和动力的产,尤其是力和动力。
外文原文:Mechanical Design and Manufacturing ProcessesMechanical design is the application of science and technology to devise new or improved products for the purpose of satisfying human needs. It is a vast field of engineering technology which not only concerns itself with the original conception of the product in terms of its size, shape and construction details, but also considers the various factors involved in the manufacture, marketing and use of the product.People who perform the various functions of mechanical design are typically called designers, or design engineers. Mechanical design is basically a creative activity. However, in addition to being innovative, a design engineer must also have a solid background in the areas of mechanical drawing, kinematics,dynamics, materials engineering, strength ofmaterials and manufacturing processes.As stated previously, the purpose of mechanical design is to produce a product which will serve a need for man. Inventions, discoveries and scientific knowledge by themselves do not necessarily benefit people; only if they are incorporated into a designed product will a benefit be derived. It should berecognized,therefore, that a human need must be identified before a particular product is designed.Mechanical design should be considered to be an opportunity to use innovative talents to envision a design of a product, to analyze the system and then make sound judgments on how the product is to be manufactured. It is important to understand the fundamentals of engineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used to provide all the correct decisions required to produce a good design.On the other hand, any calculations made must be done with the utmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a certain amount of risk, knowing that if the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy sincemany people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have "bugs" or unforeseen problems which must be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk.It should be emphasized that,if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowed to flourish without a great number of constraints.Even though many impractical ideas may arise, it is usually easy to eliminate them in the earlystages of design before firm details are required by manufac-turing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other.It is entirely possible that the design which is ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankind simply because the originators were unable or unwilling to explain their accomplishments to others. Presentation is a selling job. The engineer, when presenting a new solution to administrative, management, or supervisory persons, is attempting to sell or to prove to them that this solution is a better one. Unless this can be done successfully, the time and effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available to us. Theseare the written, the oral, and the graphical forms. Therefore the successful engineer will be technically competent and versatile in all three forms of communication. A technically competent person who lacks ability in any one of these forms is severely handicapped.If ability in all three forms is lacking, no one will ever know how competent that person is!The competent engineer should not be afraid of the possibility of not succeeding in a presentation. In fact, occasional failure should be expected because failure or criticism seems to accompany every really creative idea. There is a great deal to be learned from a failure,and the greatest gains are obtained by those willing to risk defeat. In the final analysis, the real failure would lie in deciding not to make the presentation at all. To communicate effectively, the following questions must be answered:(1) Does the design really serve a human need?(2) Will it be competitive with existing products of rival companies?(3) Is it economical to produce?(4) Can it be readily maintained?(5) Will it sell and make a profit?Only time will provide the true answers to the preceding questions, but the product should be designed, manufactured and marketed only with initial affirmative answers. The design engineer also must communicate the finalized design to manufacturing through the use of detail and assembly drawings.Quite often, a problem will occur during the manufacturing cycle[3]. It may be that a change is required in the dimensioning or tolerancing of a part so that it can be more readily produced. This fails in the category of engineering changes which must be approved by the design engineer so that the product functionwill not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.Designing starts with a need,real or imagined.Existing apparatus may need improvements in durability, efficiently, weight, speed, or cost. New apparatus maybe needed to perform a function previously done by men, such as computation, assembly, or servicing. With the obj ective wholly or partly defined, the next step in design is the conception of mechanisms and their arrangements that will perform the needed functions.For this, freehand sketching is of great value, not only as a record of one's thoughts and as an aid in discussion with others, but particularly for communication with one's own mind, as a stimulant for creative ideas. to fluctuating stress, particular attention is given to a reduction in stress concentration, and to an increase of strength at fillets, threads, holes, and fits. Stress reduction are made by modification in shape, and strengthening may be done by prestressing treatments such as surface rolling and shallow hardening. Hollow shafts and tubing, and box sections give a favorable stress distribution, together with stiffness and minimum weight. Sufficient stiffness to maintain alignment and uniform pressure between contacting surfaces should be provided for crank, cam, and gear shafts, and for enclosures and frames containing bearing supports. The stiffness of shafts and other components must be suitable to avoid resonant vibrations.e &zsic equations to calculate and optimize dimensions.The fundamental equations of mechanics and the other sciences are the accepted bases for calculations. They are sometimes rearranged in special forms to facilitate the determination or optimization of dimensions, such as the beam and surface stress equations for determining gear-tooth size. Factors may be added to a fundamental equation for conditions not analytically determinable, e. g. , on thin steel tubes, an allowance for corrosion added to the thickness based on pressure. When it is necessary to apply a fundamental equation to shapes, materials, or conditions which only approximate the assumptions for its derivation, it is done in a manner which gives results "on the safe side".In situations where data are incomplete, equations of the sciences may be used as proportioning guides to extend a satisfactory design to new capacities.4.Choose materials for a combination of properties.Materials should be chosen fora combination of pertinent properties, not only for strengths, hardness, and weight, but sometimes for resistance to impact, corrosion, and low or high temperatures. Cost and fabrication properties are factors, such as weldability, machinability, sensitivity to variation in heat-treating temperatures, and required coating.5.Select carefully between stock and integral components. A previously developed components is frequently selected by a designer and his company from the stocks of parts manufacturers, if the component meet the performance and reliability requirements and is adaptable without additional development costs to the particular machine being designed.However, its selection should be carefully made wi'th a full knowledge of its propcrties, since the reputation and liability of the company suffer if there is a failure in any one of the machine's parts. In other eases the strength, reliability, and cost requirements are better met if the designer of the machine also designs the component, with the particular advantage of compactness if it is designs integral with other components, e. g., gears to be forged in clusters or integral with a shaft.6. Provide for accurate location and non interference of parts in assembly. A good design provides for the correct locating of parts and for easy assembly and repair.Shoulders and pilot surfaces give accurate location without measurement during assembly. Shapes can be designed so that parts cannot be assembled backwards or in the wrong place. Interferences, as between screws in tapped holes, and between linkages must he foreseen and prevended.Inaccurate alignment and positioning between such assemblies must be avoided, or provision must be made to minimize any resulting detrimental displacements and stresses.The human race has distinguished itself from all other forms of life by using tools and intelligence to create items that serve to make life easier and more enjoyable. Through the centuries, both the tools and theenergy sources to power these tools have evolved to meet the increasing sophistication and complexity ofmankind's ideas.In their earliest forms, tools primarily consisted of stone instruments. Considering tile relative simplicity of the items being made and the materials being shaped, stone was adequate. When iron tools were invented, durable metals and more sophisticated articles could be produced. The twentieth century has seen the creation of products made from the most durable and,consequently, the most unmachinable materials in history. In an effort to meet the manufacturing challenges created by these materials, tools have now evolved to include materials such as alloy steel, carbide, diamond, and ceramics.A similar evolution has taken place with the methods used to power our tools. Initially,tools were powered by muscles; either human or animal. However as the powers of water, wind, steam, and electricity were harnessed, mankind was able tofurther extended manufacturing capabilities with new machines, greater accuracy, and faster machining rates.Every time new tools, tool materials, and power sources are utilized, the efficiency and capabilities of manufacturers are greatly enhanced. However as old problems are solved, new problems and challenges arise so that the manufacturers of today are faced with tough questions such as the following: How do you drill a 2 mm diameter hole 670 mm deep without experiencing taper or runout? Is there a way to efficiently deburr passageways inside complex castings and guarantee 100 % that no burrs were missed? Is there a welding process that can eliminate the thermal damage now occurring to my product?Since the 1940s, a revolution in manufacturing has been taking place that once again allows manufacturers to meet the demands imposed by increasingly sophisticated designs and durable, but in many cases nearly unmachinable, materials. This manufacturing revolution is now, as it has been in the past, centered on the use of new tools and new forms of energy.The result has been the introduction of new manufacturing processes used for material removal, forming, and joining, known today as nontraditional manufacturing processes.The conventional manufacturing processes in use today for material removal primarily rely on electric motors and hard tool materials to perform tasks such as sawing, drilling, an broaching. Conventional forming operations are performed with the energy from electric motors, hydraulics, and gravity. Likewise, material joining is conventionally accomplished with thermal energy sources such as burning gases and electric arcs.In contrast, nontraditional manufacturing processes harness energy sources considered unconventional by yesterday's standards. Material removal can now be accomplished with electrochemical reactions, high-temperature plasmas, and high-velocity jets of liquids and abrasives. Materials that in the past have been extremely difficult to form, are now formed with magnetic fields, explosives, and the shock waves from powerful electric sparks. Material-joining capabilities have been expanded with the use of high-frequency sound waves and beams of electrons.In the past 50 years, over 20 different nontraditional manufacturing processes have been invented andsuccessfully implemented into production. The reason there are such a large number of nontraditional processes is the same reason there aresuch a large number of conventional processes; each process has its own characteristic attributes and limitations, hence no one process is best for all manufacturing situations.For example, nontraditional process are sometimes applied to increase productivity either by reducing the number of overall manufacturing operations required to produce a product or by performing operations faster than the previously used method.In other cases, nontraditional processes are used to reduce the number of rejects experienced by the old manufacturing method by increasing repeatability, reducing in-process breakage of fragile workpieces, or by minimizing detrimental effects on workpiece properties.Because of the aforementioned attributes, nontraditional manufacturing processes have experienced steady growth since their introduction. An increasing growth rate for these processes in the future is assured for the following reasons:1.Currently, nontraditional processes possess virtually unlimited capabilities when compared with conventional processes, except for volumetric material removal rates. Great advances have been made in the past few years in increasing the removal rates of some of these processes, and there is no reason to believe that this trend will not continue into the future.2. Approximately one half of the nontraditional manufacturing processes are available with computer control of the process parameters. The use of computers lends simplicity to processes that people may be unfamiliar with, and thereby accelerates acceptance.Additionally, computer control assures reliability and repeatability[s], which also accelerates acceptance and implementation.3.Most nontraditional processes are capable of being adaptively-controlled through the use of vision systems, laser gages, and other in-process inspection techniques. If, for example, the in-process inspection system determines that the size of holes being produced in a product are becoming smaller, the size can be modified without changing hard tools, such as drills.4.The implementation of nontraditional manufacturing processes will continus to increase as manufacturing engineers, product designers, and metallurgical engineers become increasingly aware of the unique capabilties and benefits that nontraditional manufacturing processes provide.The high speed milling processing is more and more high to the numericalcontrol programming system request, the price expensive high speed processing equipment proposed a higher secure and the valid request to the software. The high-speed cutting has compared to the traditional cutting special technological requirement, besides must have the high-speed cutting engine bed and the high-speed cutting cutting tool, has the appropriate CAM programming software also is very important. The numerical control processing numerical control instruction has contained all technological process, outstanding high speed processes the CAM programming system to be supposed to have the very high computation speed, strong inserts makes up the function, the entire journey is automatic has cut the inspection and the handling ability, the automatic hilt and the jig interference inspection, enters for rate the optimized processing function, treats the processing path monitoring function, the cutting tool path edition optimization function and the processing remaining analysis function and so on. The high-speed cutting programming first must pay attention to the processing method the security and the validity; Next, must guarantee with utmost effort the cutting tool path smooth is steady, this can affect components the directly and so on processing quality and engine bed main axle life; Finally, must cause the cutting tool load to be even as far as possible, this can affect the cutting tool directly the life.1. The CAM system should have the very high computation programming speedIn the high speed processing uses extremely small entering and cuts the depth for the quantity, its NC procedure must be much bigger than to the traditional numerical control processing procedure, thus requests the software computation speed to have to be quick, by saves the cutting tool path edition and the optimized programming time.2. The entire journey automatically guards against has cut the handling ability and the automatic hilt interference inspection abilityThe high speed processing processes the nearly 10 time of cuttings speeds by the tradition to carry on the processing, once will occur has cut to the engine bed, the product and the cutting tool has the calamity consequence, therefore will request its CAM system to have to have the entire journey automatically to guard against has cut processing the ability and the automatic hilt and the jig interference inspection, circles evades the function. The system can automatically prompt short supports on both sides the cutting tool length, and automatically carries on the cutting tool interference inspection.3. Rich high-speed cutting cutting tool path strategyThe high speed processing to processes the craft to feed the way to have the special request compared to the traditional way, in order to can guarantee the maximum cutting efficiency, also guaranteed when high-speed cutting processes the security, the CAM system ought to be able to act according to processes the instantaneous remainder the size automatically to enter for rate carries on optimized processing, can automatically carry on the cutting tool path edition to optimize, the processing remaining analysis and the treatment processing path monitoring, by guarantees the high speed processing cutting tool stressful condition the stability, enhances the cutting tool the service life.After uses the high speed processing equipment, will be able to increase to programmers' demand, because high speed will process the technological requirement strictly, has cut the protection to be more important, therefore will have to spend the much time to carry on the simulation examination to the NC instruction. In the ordinary circumstances, high speed processes the programming time the to be ordinary than processing programming time to have to be much longer. In order to guarantee the high speed processing equipment enough utilization ratio, must dispose the more CAM personnel. The existing CAM software, like PowerMILL, MasterCAM, UnigraphicsNX, Cimatron and so on have all provided the correlation function high speed milling cutting tool path strategy.中文译文:机械设计及加工工艺机械设计是一门通过设计新产品或者改进老产品,满足人类需求的应用技术科学。
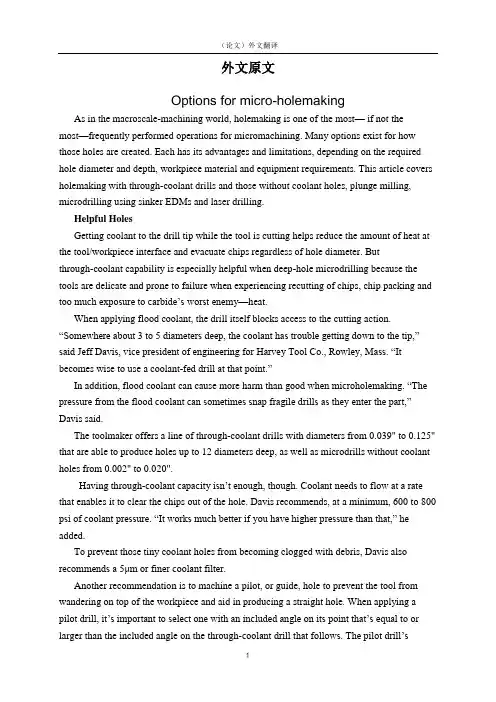
外文原文Options for micro-holemakingAs in the macroscale-machining world, holemaking is one of the most— if not the most—frequently performed operations for micromachining. Many options exist for how those holes are created. Each has its advantages and limitations, depending on the required hole diameter and depth, workpiece material and equipment requirements. This article covers holemaking with through-coolant drills and those without coolant holes, plunge milling, microdrilling using sinker EDMs and laser drilling.Helpful HolesGetting coolant to the drill tip while the tool is cutting helps reduce the amount of heat at the tool/workpiece interface and evacuate chips regardless of hole diameter. Butthrough-coolant capability is especially helpful when deep-hole microdrilling because the tools are delicate and prone to failure when experiencing recutting of chips, chip packing and too much exposure to carbide’s worst enemy—heat.When applying flood coolant, the drill itself blocks access to the cutting action. “Somewhere about 3 to 5 diameters deep, the coolant has trouble getting down to the tip,” said Jeff Davis, vice president of engineering for Harvey Tool Co., Rowley, Mass. “It becomes wise to use a coolant-fed drill at that point.”In addition, flood coolant can cause more harm than good when microholemaking. “The pressure from the flood coolant can sometimes snap fragile drills as they enter the part,” Davis said.The toolmaker offers a line of through-coolant drills with diameters from 0.039" to 0.125" that are able to produce holes up to 12 diameters deep, as well as microdrills without coolant holes from 0.002" to 0.020".Having through-coolant capacity isn’t enough, though. Coolant needs to flow at a rate that enables it to clear the chips out of the hole. Davis recommends, at a minimum, 600 to 800 psi of coolant pressure. “It works much better if you have higher pressure than that,” he added.To prevent those tiny coolant holes from becoming clogged with debris, Davis also recommends a 5μm or finer coolant filter.Another recommendation is to machine a pilot, or guide, hole to prevent the tool from wandering on top of the workpiece and aid in producing a straight hole. When applying a pilot drill, it’s important to select one with an included angle on its point that’s equal t o or larger than the included angle on the through-coolant drill that follows. The pilot drill’sdiameter should also be slightly larger. For example, if the pilot drill has a 120° included angle and a smaller diameter than a through-coolant drill with a 140° included angle, “then you’re catching the coolant-fed drill’s corners and knocking those corners off,” Davis said, which damages the drill.Although not mandatory, pecking is a good practice when microdrilling deep holes. Davis suggests a pecking cycle that is 30 to 50 percent of the diameter per peck depth, depending on the workpiece material. This clears the chips, preventing them from packing in the flute valleys.Lubricious ChillTo further aid chip evacuation, Davis recommends applying an oil-based metalworking fluid instead of a waterbased coolant because oil provides greater lubricity. But if a shop prefers using coolant, the fluid should include EP (extreme pressure) additives to increase lubricity and minimize foaming. “If you’ve got a lot of foam,” Davis noted, “the chips aren’t being pulled out the way they are supposed to be.”He added that another way to enhance a tool’s slipperiness while extending its life is with a coating, such as titanium aluminum nitride. TiAlN has a high hardness and is an effective coating for reducing heat’s impact when drilling difficult-to-machine materials, like stainless steel.David Burton, general manager of Performance Micro Tool, Janesville, Wis., disagrees with the idea of coating microtools on the smalle r end of the spectrum. “Coatings on tools below 0.020" typically have a negative effect on every machining aspect, from the quality of the initial cut to tool life,” he said. That’s because coatings are not thin enough and negatively alter the rake and relief angles when applied to tiny tools.However, work continues on the development of thinner coatings, and Burton indicated that Performance Micro Tool, which produces microendmills and microrouters and resells microdrills, is working on a project with others to create a submicron-thickness coating. “We’re probably 6 months to 1 year from testing it in the market,” Burton said.The microdrills Performance offers are basically circuit-board drills, which are also effective for cutting metal. All the tools are without through-coolant capability. “I had a customer drill a 0.004"-dia. hole in stainless steel, and he was amazed he could do it with a circuit-board drill,” Burton noted, adding that pecking and running at a high spindle speed increase the drill’s effectiveness.The requirements for how fast microtools should rotate depend on the type of CNC machines a shop uses and the tool diameter, with higher speeds needed as the diameter decreases. (Note: The equation for cutting speed is sfm = tool diameter × 0.26 × spindlespeed.)Although relatively low, 5,000 rpm has been used successfully by Burton’s customers. “We recommend that our customers find the highest rpm at the lowest possible vibration—the sweet spot,” he said.In addition to minimizing vibration, a constant and adequate chip load is required to penetrate the workpiece while exerting low cutting forces and to allow the rake to remove the appropriate amount of material. If the drill takes too light of a chip load, the rake face wears quickly, becoming negative, and tool life suffers. This approach is often tempting when drilling with delicate tools.“If the customer decides he wants to baby the tool, he takes a lighter chip load,” Burton said, “and, typically, the cutting edge wears much quicker and creates a radius where the land of that radius is wider than the chip being cut. He ends up using it as a grinding tool, trying to bump material away.” For tools larger than 0.001", Burton considers a chip load under0.0001" to be “babying.” If the drill doesn’t snap, premature wear can result in abysmal tool life.Too much runout can also be destructive, but how much is debatable. Burton pointed out that Performance purposely designed a machine to have 0.0003" TIR to conduct in-house, worst-case milling scenarios, adding that the company is still able to mill a 0.004"-wide slot “day in and day out.”He added: “You would think with 0.0003" runout and a chip load a third that, say,0.0001" to 0.00015", the tool would break immediately because one flute would be taking the entire load and then the back end of the flute would be rubbing.When drilling, he indicated that up to 0.0003" TIR should be acceptable because once the drill is inside the hole, the cutting edges on the end of the drill continue cutting while the noncutting lands on the OD guide the tool in the same direction. Minimizing run out becomes more critical as the depth-to-diameter ratio increases. This is because the flutes are not able to absorb as much deflection as they become more engaged in the workpiece. Ultimately, too much runout causes the tool shank to orbit around the tool’s center while the tool tip is held steady, creating a stress point where the tool will eventually break.Taking a PlungeAlt hough standard microdrills aren’t generally available below 0.002", microendmills that can be used to “plunge” a hole are. “When people want to drill smaller than that, they use our endmills and are pretty successful,” Burton said. However, the holes can’t be very deep because the tools don’t have long aspect, or depth-to-diameter, ratios. Therefore, a 0.001"-dia. endmill might be able to only make a hole up to 0.020" deep whereas a drill of the same sizecan go deeper because it’s designed to place the loa d on its tip when drilling. This transfers the pressure into the shank, which absorbs it.Performance offers endmills as small as 5 microns (0.0002") but isn’t keen on increasing that line’s sales. “When people try to buy them, I very seriously try to tal k them out of it because we don’t like making them,” Burton said. Part of the problem with tools that small is the carbide grains not only need to be submicron in size but the size also needs to be consistent, in part because such a tool is comprised of fe wer grains. “The 5-micron endmill probably has 10 grains holding the core together,” Burton noted.He added that he has seen carbide powder containing 0.2-micron grains, which is about half the size of what’s commercially available, but it also contained grains measuring 0.5 and 0.6 microns. “It just doesn’t help to have small grains if they’re not uniform.”MicrovaporizationElectrical discharge machining using a sinker EDM is another micro-holemaking option. Unlike , which create small holes for threading wire through the workpiece when wire EDMing, EDMs for producing microholes are considerably more sophisticated, accurate and, of course, expensive.For producing deep microholes, a tube is applied as the electrode. For EDMing smaller but shallower holes, a solid electrode wire, or rod, is needed. “We try to use tubes as much as possible,” said Jeff Kiszonas, EDM product manager for Makino Inc., Auburn Hills, Mich. “But at some point, nobody can make a tube below a certain diameter.” He added that some suppliers offer tubes down to 0.003" in diameter for making holes as small as 0.0038". The tube’s flushing hole enables creating a hole with a high depth-to-diameter ratio and helps to evacuate debris from the bottom of the hole during machining.One such s inker EDM for producing holes as small as 0.00044" (11μm) is Makino’s Edge2 sinker EDM with fine-hole option. In Japan, the machine tool builder recently produced eight such holes in 2 minutes and 40 seconds through 0.0010"-thick tungsten carbide at the hole locations. The electrode was a silver-tungsten rod 0.00020" smaller than the hole being produced, to account for spark activity in the gap.When producing holes of that size, the rod, while rotating, is dressed with a charged EDM wire. The fine-hole option includes a W-axis attachment, which holds a die that guides the electrode, as well as a middle guide that prevents the electrode from bending or wobbling as it spins. With the option, the machine is appropriate for drilling hole diameters less than 0.005".Another sinker EDM for micro-holemaking is the Mitsubishi VA10 with a fine-hole jig attachment to chuck and guide the fine wire applied to erode the material. “It’s a standardEDM, but with that attachment fixed to the machine, we can do microhole d rilling,” said Dennis Powderly, sinker EDM product manager for MC Machinery Systems Inc., Wood Dale, Ill. He added that the EDM is also able to create holes down to 0.0004" using a wire that rotates at up to 2,000 rpm.Turn to TungstenEDMing is typically a slow process, and that holds true when it is used for microdrilling. “It’s very slow, and the finer the details, the slower it is,” said , president and owner of Optimation Inc. The Midvale, Utah, company builds Profile 24 Piezo EDMs for micromachining and also performs microEDMing on a contract-machining basis.Optimation produces tungsten electrodes using a reverse-polarity process and machines and ring-laps them to as small as 10μm in diameter with 0.000020" roundness. Applying a10μm-dia. electrode produces a hole about 10.5μm to 11μm in diameter, and blind-holes are possible with the company’s EDM. The workpiece thickness for the smallest holes is up to 0.002", and the thickness can be up to 0.04" for 50μm holes.After working with lasers and then with a former EDM builder to find a better way to produce precise microholes, Jorgensen decided the best approach was DIY. “We literally started with a clean sheet of paper and did all the electronics, all the software and the whole machine from scratch,” he said. Including the software, the machine costs in the neighborhood of $180,000 to $200,000.Much of the company’s contract work, which is provided at a shop rate of $100 per hour, involves microEDMing exotic metals, such as gold and platinum for X-ray apertures, stainless steel for optical applications and tantalum and tungsten for the electron-beam industry. Jorgensen said the process is also appropriate for EDMing partially electrically conductive materials, such as PCD.“The customer normally doesn’t care too much about the cost,” he said. “We’ve done parts where there’s $20,000 [in time and material] involved, and you can put the whole job underneath a fingernail. We do everything under a microscope.”Light CuttingBesides carbide and tungsten, light is an appropriate “tool material” formicro-holemaking. Although most laser drilling is performed in the infrared spectrum, the SuperPulse technology from The Ex One Co., Irwin, Pa., uses a green laser beam, said Randy Gilmore, the company’s director of laser technologies. Unlike the femtosecond variety, Super- Pulse is a nanosecond laser, and its green light operates at the 532-nanometer wavelength. The technology provides laser pulses of 4 to 5 nanoseconds in duration, and those pulses are sent in pairs with a delay of 50 to 100 nanoseconds between individual pulses. The benefits of this approach are twofold. “It greatly enhances material removal compared to other nanosecond lasers,” Gilmore said, “and greatly reduces the amount of thermal damagedon e to the workpiece material” because of the pulses’ short duration.The minimum diameter produced with the SuperPulse laser is 45 microns, but one of the most common applications is for producing 90μm to 110μm holes in diesel injector nozzles made of 1mm-t hick H series steel. Gilmore noted that those holes will need to be in the 50μm to 70μm range as emission standards tighten because smaller holes in injector nozzles atomize diesel fuel better for more efficient burning.In addition, the technology can produce negatively tapered holes, with a smaller entrance than exit diameter, to promote better fuel flow.Another common application is drilling holes in aircraft turbine blades for cooling. Although the turbine material might only be 1.5mm to 2mm thick, Gilmore explained that the holes are drilled at a 25° entry angle so the air, as it comes out of the holes, hugs the airfoil surface and drags the heat away. That means the hole traverses up to 5mm of material. “Temperature is everything in a turbine” he said, “because in an aircraft engine, the hotter you can run the turbine, the better the fuel economy and the more thrust you get.”To further enhance the technology’s competitiveness, Ex One developed apatent-pending material that is injected into a hollow-body component to block the laser beam and prevent back-wall strikes after it creates the needed hole. After laser machining, the end user removes the material without leaving remnants.“One of the bugaboos in getting lasers accepted in the diesel inject or community is that light has a nasty habit of continuing to travel until it meets another object,” Gilmore said. “In a diesel injector nozzle, that damages the interior surface of the opposite wall.”Although the $650,000 to $800,000 price for a Super- Pulse laser is higher than amicro-holemaking EDM, Gilmore noted that laser drilling doesn’t require electrodes. “A laser system is using light to make holes,” he said, “so it doesn’t have a consumable.”Depending on the application, mechanical drilling and plunge milling, EDMing and laser machining all have their place in the expanding micromachining universe. “People want more packed into smaller spaces,” said Makino’s Kiszonas.中文翻译微孔的加工方法正如宏观加工一样,在微观加工中孔的加工也许也是最常用的加工之一。
毕业设计论文外文资料原文及译文学院:机电工程学院专业:机械设计制造及其自动化班级:学号:姓名:Mechanical engineering1.The porfile of mechanical engineeringEngingeering is a branch of mechanical engineerig,it studies mechanical and power generation especially power and movement.2.The history of mechanical engineering18th century later periods,the steam engine invention has provided a main power fountainhead for the industrial revolution,enormously impelled each kind of mechznical biting.Thus,an important branch of a new Engineering – separated from the civil engineering tools and machines on the branch-developed together with Birmingham and the establishment of the Associantion of Mechanical Engineers in 1847 had been officially recognized.The mechanical engineering already mainly used in by trial and error method mechanic application technological development into professional engineer the scientific method of which in the research,the design and the realm of production used .From the most broad perspective,the demend continuously to enhance the efficiencey of mechanical engineers improve the quality ofwork,and asked him to accept the history of the high degree of education and training.Machine operation to stress not only economic but also infrastructure costs to an absolute minimun.3.The field of mechanical engineeringThe commodity machinery development in the develop country,in the high level material life very great degree is decided each kind of which can realize in the mechanical engineering.Mechanical engineers unceasingly will invent the machine next life to produce the commodity,unceasingly will develop the accuracy and the complexity more and more high machine tools produces the machine.The main clues of the mechanical development is:In order to enhance the excellent in quality and reasonable in price produce to increase the precision as well as to reduce the production cost.This three requirements promoted the complex control system development.The most successful machine manufacture is its machine and the control system close fusion,whether such control system is essentially mechanical or electronic.The modernized car engin production transmission line(conveyer belt)is a series of complex productions craft mechanizationvery good example.The people are in the process of development in order to enable further automation of the production machinery ,the use of a computer to store and handle large volumes of data,the data is a multifunctional machine tools necessary for the production of spare parts.One of the objectives is to fully automated production workshop,three rotation,but only one officer per day to operate.The development of production for mechanical machinery must have adequate power supply.Steam engine first provided the heat to generate power using practical methods in the old human,wind and hydropower,an increase of engin .New mechanical engineering industry is one of the challenges faced by the initial increase thermal effciency and power,which is as big steam turbine and the development of joint steam boilers basically achieved.20th century,turbine generators to provide impetus has been sustained and rapid growth,while thermal efficiency is steady growth,and large power plants per kW capital consumption is also declining.Finally,mechanical engineers have nuclear energy.This requires the application of nuclear energy particularly high reliability and security,which requires solving many new rge power plants and the nuclear power plant control systems have become highly complex electroonics,fluid,electricity,water and mechanical parts networks All in all areas related to the mechanical engineers.Small internal combustion engine,both to the type (petrol and diesel machines)or rotary-type(gas turbines and Mong Kerr machine),as well as their broad application in the field of transport should also due to mechanical enginerrs.Throughout the transport,both in the air and space,or in the terrestrial and marine,mechanial engineers created a variety of equipment and power devices to their increasing cooperation with electrical engineers,especially in the development of appropration control systems.Mechanical engineers in the development of military weapons technology and civil war ,needs a similar,though its purpose is to enhance rather than destroy their productivity.However.War needs a lot of resources to make the area of techonlogy,many have a far-reaching development in peacetime efficiency.Jet aircraft and nuclear reactors are well known examples.The Biological engineering,mechanical engineering biotechnology is a relatively new and different areas,it provides for the replacement of the machine or increase thebody functions as well as for medical equipment.Artficial limbs have been developed and have such a strong movement and touch response function of the human body.In the development of artificial organ transplant is rapid,complex cardiac machines and similar equipment to enable increasingly complex surgery,and injuries and ill patients life functions can be sustained.Some enviromental control mechanical engineers through the initial efforts to drainage or irrigation pumping to the land and to mine and ventilation to control the human environment.Modern refrigeration and air-conditioning plant commonaly used reverse heat engine,where the heat from the engine from cold places to more external heat.Many mechanical engineering products,as well as other leading technology development city have side effects on the environment,producing noise,water and air pollution caused,destroyed land and landscape.Improve productivity and diver too fast in the commodity,that the renewable naturalforces keep pace.For mechanical engineers and others,environmental control is rapidly developing area,which includes a possible development and production of small quantities of pollutants machine sequnce,and the development of new equipment and teachnology has been to reduce and eliminate pollution.4.The role of mechanical engineeringThere are four generic mechanical engineers in common to the above all domains function.The 1st function is the understanding and the research mechanical science foundation.It includes the power and movement of the relationship dynamics For example,in the vibration and movement of the relationship;Automatic control;Study of the various forms of heart,energy,power relations between the thermodynamic;Fluidflows; Heat transfer; Lubricant;And material properties.The 2nd function will be conducts the research,the desing and the development,this function in turn attempts to carry on the essential change to satisfy current and the future needs.This not only calls for a clear understanding of mechanical science,and have to breakdown into basic elements of a complex system capacity.But also the need for synthetic and innovative inventions.The 3rd function is produces the product and the power,include plan,operation and maintenance.Its goal lies in the maintenance eitherenhances the enterprise or the organization longer-tern and survivabilaty prestige at the same time,produces the greatest value by the least investments and the consumption.The 4th function is mechanical engineer’s coordinated function,including the management,the consultation,as well as carries on the market marking in certain situation.In all these function,one kind unceasingly to use the science for a long time the method,but is not traditional or the intuition method tendency,this is a mechanical engineering skill aspect which unceasingly grows.These new rationalization means typical names include:The operations research,the engineering economics,the logical law problem analysis(is called PABLA) However,creativity is not rationalization.As in other areas,in mechanical engineering,to take unexpected and important way to bring about a new capacity,still has a personal,marked characteristice.5.The design of mechanical engineeringThe design of mechanical is the design has the mechanical property the thing or the system,such as:the instrument and the measuring appliance in very many situations,the machine design must use the knowledge of discipline the and so on mathematics,materials science and mechanics.Mechanical engineering desgin includeing all mechanical desgin,but it was a study,because it also includes all the branches of mechsnical engineering,such as thermodynamics all hydrodynamics in the basic disciplines needed,in the mechanical engineering design of the initial stude or mechanical design.Design stages.The entire desgin process from start to finish,in the process,a demand that is designed for it and decided to do the start.After a lot of repetition,the final meet this demand by the end of the design procees and the plan.Design considerations.Sometimes in a system is to decide which parts needs intensity parts of geometric shapesand size an important factor in this context that we must consider that the intensity is an important factor in the design.When we use expression design considerations,we design parts that may affect the entire system design features.In the circumstances specified in the design,usually for a series of such functions must be taken into account.Howeever,to correct purposes,we should recognize that,in many cases thedesign of important design considerations are not calculated or test can determine the components or systems.Especially students,wheen in need to make important decisions in the design and conduct of any operation that can not be the case,they are often confused.These are not special,they occur every day,imagine,for example,a medical laboratory in the mechanical design,from marketing perspective,people have high expectations from the strength and relevance of impression.Thick,and heavy parts installed together:to produce a solid impression machines.And sometimes machinery and spare parts from the design style is the point and not the other point of view.Our purpose is to make those you do not be misled to believe that every design decision will needreasonable mathematical methods.Manufacturing refers to the raw meterials into finished products in the enterprise.Create three distinct phases.They are:input,processing exprot.The first phase includes the production of all products in line with market needs essential.First there must be the demand for the product,the necessary materials,while also needs such as energy,time,human knowledge and technology resourcess .Finall,the need for funds to obtain all the other resources. Lose one stage after the second phase of the resources of the processes to be distributed.Processing of raw materials into finished products of these processes.To complete the design,based on the design,and then develop plans.Plan implemented through various production processes.Management of resources and processes to ensure efficiency and productivity.For example,we must carefully manage resources to ensure proper use of funds.Finally,people are talking about the product market was cast.Stage is the final stage of exporting finished or stage.Once finished just purchased,it must be delivered to the users.According to product performance,installation and may have to conduct further debugging in addition,some products,especially those very complex products User training is necessary.6.The processes of materials and maunfacturingHere said engineering materials into two main categories:metals and non-ferrous,high-performance alloys and power metals.Non-metallic futher divided into plastice,synthetic rubber,composite materials and ceramics.It said the productionproccess is divided into several major process,includingshape,forging,casting/ founding,heat treatment,fixed/connections ,measurement/ quality control and materal cutting.These processes can be further divide into each other’s craft.Various stages of the development of the manufacturing industry Over the years,the manufacturing process has four distinct stages of development, despite the overlap.These stages are:The first phase is artisanal,the second Phase is mechanization.The third phase is automation the forth Phase is integrated.When mankind initial processing of raw materials into finished products will be,they use manual processes.Each with their hands and what are the tools manuslly produced.This is totally integrated production take shape.A person needs indentification,collection materials,the design of a product to meet that demand,the production of such products and use it.From beginning to end,everything is focused on doing the work of the human ter in the industrial revolution introduced mechanized production process,people began to use machines to complete the work accomplished previously manual. This led to the specialization.Specialization in turn reduce the manufacture of integrated factors.In this stage of development,manufacturing workers can see their production as a whole represent a specific piece of the part of the production process.One can not say that their work is how to cope with the entire production process,or how they were loaded onto a production of parts finished.Development of manufacting processes is the next phase of the selection process automation.This is a computer-controlled machinery and processes.At this stage,automation island began to emerge in the workshop lane.Each island represents a clear production process or a group of processes.Although these automated isolated island within the island did raise the productivity of indivdual processes,but the overall productivity are often not change.This is because the island is not caught in other automated production process middle,but not synchronous with them .The ultimate result is the efficient working fast parked through automated processes,but is part of the stagnation in wages down,causing bottlenecks.To better understand this problem,you can imagine the traffic in the peak driving a red light from the red Service Department to the next scene. Occasionally you will find a lot less cars,more than being slow-moving vehicles,but the results can be found by thenext red light Brance.In short you real effect was to accelerate the speed of a red Department obstruction offset.If you and other drivers can change your speed and red light simultaneously.Will advance faster.Then,all cars will be consistent,sommth operation,the final everyone forward faster.In the workshop where the demand for stable synchronization of streamlined production,and promoted integration of manufacturing development.This is a still evolving technology.Fully integrated in the circumstances,is a computer-controllrd machinery and processing.integrated is completed through computer.For example in the preceding paragraph simulation problems,the computer will allow all road vehicles compatible with the change in red.So that everyone can steady traffic.Scientific analysis of movement,timing and mechanics of the disciplines is that it is composed of two pater:statics and dynamics.Statics analyzed static system that is in the system,the time is not taken into account,research and analysis over time and dynamics of the system change.Dynameics from the two componets.Euler in 1775 will be the first time two different branches: Rigid body movement studies can conveniently divided into two parts:geometric and mechanics.The first part is without taking into account the reasons for the downward movement study rigid body from a designated location to another point of the movement,and must use the formula to reflect the actual,the formula would determine the rigid body every point position. Therefore,this study only on the geometry and,more specifically,on the entities from excision.Obviously,the first part of the school and was part of a mechanical separation from the principles of dynamics to study movement,which is more than the two parts together into a lot easier.Dynamics of the two parts are subsequently divided into two separate disciplines,kinematic and dynamics,a study of movement and the movement strength.Therefore,the primary issue is the design of mechanical systems understand its kinematic.Kinematic studies movement,rather than a study of its impact.In a more precise kinematic studies position,displacement,rotation, speed,velocity and acceleration of disciplines,for esample,or planets orbiting research campaing is a paradigm.In the above quotation content should be pay attention that the content of the Euler dynamics into kinematic and rigid body dynamics is based on the assumptionthat they are based on research.In this very important basis to allow for the treatment of two separate disciplines.For soft body,soft body shape and even their own soft objects in the campaign depends on the role of power in their possession.In such cases,should also study the power and movement,and therefore to a large extent the analysis of the increased complexity.Fortunately, despite the real machine parts may be involved are more or less the design of machines,usually with heavy material designed to bend down to the lowest parts.Therefore,when the kinematic analysis of the performance of machines,it is often assumed that bend is negligible,spare parts are hard,but when the load is known,in the end analysis engine,re-engineering parts to confirm this assnmption.机械工程1.机械工程简介机械工程是工程学的一个分支,它研究机械和动力的产,尤其是力和动力。
Machine design theoryThe machine design is through designs the new product or improves the old product to meet the human need the application technical science. It involves the project technology each domain, mainly studies the product the size, the shape and the detailed structure basic idea, but also must study the product the personnel which in aspect the and so on manufacture, sale and use question.Carries on each kind of machine design work to be usually called designs the personnel or machine design engineer. The machine design is a creative work. Project engineer not only must have the creativity in the work, but also must in aspect and so on mechanical drawing, kinematics, engineerig material, materials mechanics and machine manufacture technology has the deep elementary knowledge.If front sues, the machine design goal is the production can meet the human need the product. The invention, the discovery and technical knowledge itself certainly not necessarily can bring the advantage to the humanity, only has when they are applied can produce on the product the benefit. Thus, should realize to carries on before the design in a specific product, must first determine whether the people do need this kind of productMust regard as the machine design is the machine design personnel carries on using creative ability the product design, the system analysis and a formulation product manufacture technology good opportunity. Grasps the project elementary knowledge to have to memorize some data and the formula is more important than. The merely service data and the formula is insufficient to the completely decision which makes in a good design needs. On the other hand, should be earnest precisely carries on all operations. For example, even if places wrong a decimal point position, also can cause the correct design to turn wrongly.A good design personnel should dare to propose the new idea, moreover is willing to undertake the certain risk, when the new method is not suitable, use original method. Therefore, designs the personnel to have to have to have the patience, because spendsthe time and the endeavor certainly cannot guarantee brings successfully. A brand-new design, the request screen abandons obsoletely many, knows very well the method for the people. Because many person of conservativeness, does this certainly is not an easy matter. A mechanical designer should unceasingly explore the improvement existing product the method, should earnestly choose originally, the process confirmation principle of design in this process, with has not unified it after the confirmation new idea.Newly designs itself can have the question occurrence which many flaws and has not been able to expect, only has after these flaws and the question are solved, can manifest new goods come into the market the product superiority. Therefore, a performance superior product is born at the same time, also is following a higher risk. Should emphasize, if designs itself does not request to use the brand-new method, is not unnecessary merely for the goal which transform to use the new method.In the design preliminary stage, should allow to design the personnel fully to display the creativity, not each kind of restraint. Even if has had many impractical ideas, also can in the design early time, namely in front of the plan blueprint is corrected. Only then, only then does not send to stops up the innovation the mentality. Usually, must propose several sets of design proposals, then perform the comparison. Has the possibility very much in the plan which finally designated, has used certain not in plan some ideas which accepts.How does the psychologist frequently discuss causes the machine which the people adapts them to operate. Designs personnel''s basic responsibility is diligently causes the machine to adapt the people. This certainly is not an easy work, because certainly does not have to all people to say in fact all is the most superior operating area and the operating process.Another important question, project engineer must be able to carry on the exchange and the consultation with other concerned personnel. In the initial stage, designs the personnel to have to carry on the exchange and the consultation on the preliminary design with the administrative personnel, and is approved. This generally is through the oral discussion, the schematic diagram and the writing material carries on. In order to carry on the effective exchange, needs to solve the following problem:(1) designs whether this product truly does need for the people? Whether there is competitive ability(2) does this product compare with other companies'' existing similar products?(3) produces this kind of product is whether economical?(4) product service is whether convenient?(5) product whether there is sale? Whether may gain?Only has the time to be able to produce the correct answer to above question. But, the product design, the manufacture and the sale only can in carry on to the above question preliminary affirmation answer foundation in. Project engineer also should through the detail drawing and the assembly drawing, carries on the consultation together with the branch of manufacture to the finally design proposal.Usually, can have some problem in the manufacture process. Possibly can request to some components size or the common difference makes some changes, causes the components the production to change easily. But, in the project change must have to pass through designs the personnel to authorize, guaranteed cannot damage the product the function. Sometimes, when in front of product assembly or in the packing foreign shipment experiment only then discovers in the design some kind of flaw. These instances exactly showed the design is a dynamic process. Always has a better method to complete the design work, designs the personnel to be supposed unceasingly diligently, seeks these better method.Recent year, the engineerig material choice already appeared importantly. In addition, the choice process should be to the material continuously the unceasing again appraisal process. The new material unceasingly appears, but some original materials can obtain the quantity possibly can reduce. The environmental pollution, material recycling aspect and so on use, worker''s health and security frequently can attach the new limiting condition to the choice of material. In order to reduce the weight or saves the energy, possibly can request the use different material. Comes from domestic and international competition, to product service maintenance convenience request enhancement and customer''s aspect the and so on feedback pressure, can urge the people to carry on to the material reappraises. Because the material does not select when created the product responsibility lawsuit, has already had the profoundinfluence. In addition, the material and between the material processing interdependence is already known by the people clearly. Therefore, in order to can and guarantees the quality in the reasonable cost under the premise to obtain satisfaction the result, project engineer makes engineers all to have earnestly carefully to choose, the determination and the use material.Makes any product the first step of work all is designs. Designs usually may divide into several explicit stages: (a) preliminary design; (b) functional design; (c) production design. In the preliminary design stage, the designer emphatically considered the product should have function. Usually must conceive and consider several plans, then decided this kind of thought is whether feasible; If is feasible, then should makes the further improvement to or several plans. In this stage, the question which only must consider about the choice of material is: Whether has the performance to conform to the request material to be possible to supply the choice; If no, whether has a bigger assurance all permits in the cost and the time in the limit develops one kind of new material.In the functional design and the engineering design stage, needs to make a practical feasible design. Must draw up the quite complete blueprint in this stage, chooses and determines each kind of components the material. Usually must make the prototype or the working model, and carries on the experiment to it, the appraisal product function, the reliability, the outward appearance and the service maintenance and so on. Although this kind of experiment possibly can indicate, enters in the product to the production base in front of, should replace certain materials, but, absolutely cannot this point take not earnestly chooses the material the excuse. Should unify the product the function, earnestly carefully considers the product the outward appearance, the cost and the reliability. Has the achievement very much the company when manufacture all prototypes, selects the material should the material which uses with its production in be same, and uses the similar manufacture technology as far as possible. Like this has the advantage very much to the company. The function complete prototype if cannot act according to the anticipated sales volume economically to make, or is prototypical and the official production installment has in the quality and the reliable aspect is very greatly different, then this kind of prototypedoes not have the great value. Project engineer is best can completely complete the material in this stage the analysis, the choice and the determination work, but is not remains it to the production design stage does. Because, is carries on in the production design stage material replacement by other people, these people are inferior to project engineer to the product all functions understanding. In the production design stage, is should completely determine with the material related main question the material, causes them to adapt with the existing equipment, can use the existing equipment economically to carry on the processing, moreover the material quantity can quite be easy to guarantee the supply.In the manufacture process, inevitably can appear to uses the material to make some changes the situation. The experience indicated that, may use certain cheap materials to take the substitute. However, in the majority situation, in will carry on the production later to change the material to have in to start before the production to change the price which the material will spend to have to be higher than. Completes the choice of material work in the design stage, may avoid the most such situations. Started after the production manufacture to appear has been possible to supply the use the new material is replaces the material the most common reason. Certainly, these new materials possibly reduce the cost, the improvement product performance. But, must carry on the earnest appraisal to the new material, guarantees its all performance all to answer the purpose. Must remember that, the new material performance and the reliable very few pictures materials on hand such understood for the people. The majority of products expiration and the product accident caused by negligence case is because in selects the new material to take in front of substitution material, not truly understood their long-term operational performance causes.The product responsibility lawsuit forces designs the personnel and the company when the choice material, uses the best procedure. In the material process, five most common questions are: (a) did not understand or cannot use about the material application aspect most newly the best information paper; (b) has not been able to foresee and to consider the dusk year possible reasonable use (for example to have the possibility, designs the personnel also to be supposed further to forecast and the consideration because product application method not when creates consequence.ecent years many products responsibilities lawsuit case, because wrongly uses theplaintiff which the product receives the injury to accuse produces the factory, and wins the decision); (c) uses the material data not entire perhaps some data are indefinite, works as its long-term performance data is the like this time in particular;(d) the quality control method is not suitable and not after the confirmation; (e) the personnel which completely is not competent for the post by some chooses the material.Through to the above five questions analysis, may obtain these questions is does not have the sufficient reason existence the conclusion. May for avoid these questions to these questions research analyses the appearance indicating the direction. Although uses the best choice of material method not to be able to avoid having the product responsibility lawsuit, designs the personnel and the industry carries on the choice of material according to the suitable procedure, may greatly reduce the lawsuit the quantity.May see from the above discussion, the choice material people should to the material nature, the characteristic and the processing method have comprehensive and thebasic understanding.翻译:机械设计理论机械设计,通过设计新产品或改进老产品,以满足人类需要的应用技术科学。
外文原文:Cylinder block machining process designEngine parts engine block is a more complex structure of spare parts box, its high precision, complex process, and the processing quality will affect the overall performance engine, so it has become the engin e manufacturer’s focus parts one.1.Technical Characteristics of the engine cylinder blockCylinder cast for a whole structure, and its upper part 4 cylinder mounting hole; cylinder standard cylinder is divided into upper and lower divisions into two parts; cylinder to the rear of the front-side arrangement of the previous three coaxial mounting hole of the camshaft and the idler axle hole.Cylinder process features are: the structure of complex shape; processing plane, more than holes; uneven wall thickness and stiffness is low; processing of high precision typical of box-type processing part. The main processing of the surface of cylinder block top surface, the main bearing side, cylinder bore, the main and camshaft bearing bore holes and so on, they will directly affect the machining accuracy of the engine assembly precision and performance, mainly rely on precision equipment, industrial fixtures reliability and processing technology to ensure the reasonableness.2.Engine block process design principles and the basis forDesign Technology program should be to ensure product quality at the same time, give full consideration to the production cycle, cost and environmental protection; based on the enterprises ability to actively adopt advanced process technology and equipment, and constantly enhance their level of technology. Engine block machining process design should follow the following basic principles:(1) The selection of processing equipment ,the principle of selection adopted the principle of selection adopted the principle of combining rigid-flexible, processing each horizontal machining center is located mainly small operations with vertical machining center, the key process a crank hole, cylinder hole, balancer shaft hole High-speed processing of high-precision horizontal machining center, an upper and lower non-critical processes before and after the four-dimensional high-efficiency rough milling and have a certain adjustment range of special machine processing; (2) focus on a key process in principle process the body cylinder bore, crankshaft hole, Balance Shaft hole surface finishing and the combination of precision milling cylinder head, using a process focused on a setup program to complete all processing elements in order to ensure product accuracy The key quality processes to meet the cylinder capacity and the relevant technical requirements;According to the technological characteristics of automobile engine cylinder block and the production mandate, the engine block machining automatic production line is composed of horizontal machining center CWK500 and CWK500D machining centers, special milling/boring machine, vertical machining centers matec-30L and other appliances.(1) top and bottom, and tile covered only the combination of aperture rough milling machine dedicated to this machine to double-sided horizontal milling machine, usingmoving table driven parts, machine tools imported Siemens S7-200PLC system control, machine control cabinet set up an independent, cutting automate the process is completed and two kinds of automatic and adjust the state;(2) high-speed horizontal machining center machining center can be realized CWK500 the maximum flow of wet processing, but because of equipment, automatic BTA treatment system through the built-in tray under the wide-type chip conveyor and the completion of the machining center can be dry processing; machine tool spindle speed 6000r/min,rapid feeding speed 38m/min;(3) The combination of front and rear face rough milling machine tool using hydraulic transmission; control system imported Siemens S7-200PLC system control, machine tools have a certain flexibility;(4) The special machine TXK1500 this machine vertical machining center by the modification of shape, with vertical machining center features and performance, this machine has high strength, high wear-resistant, high stability, high accuracy, high-profile etc.;(5) high-speed vertical machining center matec-30L of the machining center spindle high speed 9000r/min.Control system uses Siemens SINUMERIK840D control system;(6) high-speed horizontal machining center spindle CWK500Dhighest speed 15000r/min.3.Engine block machining process design the main contentEngine block complex structure, high precision, arge size, is thin-walled parts, there are a number of high precision plane and holes. Engine block machining process characteristics; mainly flat and the hole processing, processing of flat generally use planing, milling methods such as processing, processing of hole used mainly boring, processing and multi-purpose drilling holes. As the cylinder complex structure. so how to ensure that the mutual position of the surface processing precision is an important issue.3.1 The selection of blankEngine block on the materials used are generally gray cast iron HT150,HT200,HT250,there is also cast aluminum or steel plate, this engine block using high-strength alloy cast iron. Cylinder in the processing prior to aging treatment in order to eliminate stress and improve the rough casting mechanical properties. Improve the rough accuracy, reduction of machining allowance, is to improve the automated production line system productivity and processing quality of the important measures. As the foreign box-type parts of rough quality and high precision, and its production-line system has been implemented directly on the blank line, not only eliminating the need for blank check device also saves the rough quality problems due to waste of machining time, increase overall efficiency. Therefore, the refinement of rough is to improve the productivity of the most promising way out. For the engine block production line, can be rough in parts on-line pre-milling six face, removing most of the margin, to facilitate direct on-line parts.3.2 Machining process selection and processing of the benchmarkChoose the right processing technology base is directly related to the processingquality can ensure the parts. Generally speaking, process benchmarking can be divided into coarse and fine reference base.(1) The baseline for the on-line thick rough, which is particularly important the choice of benchmark crude, if crude benchmark choice unreasonable, will the uneven distribution of machining allowance, processing and surface offsets, resulting in waste. In the cylinder production line, we have adopted for the coarse side of the base;(2) Refined the base of this box for the engine block parts, the general use of "side two sales "for a full range of uniform benchmarks, For the longer automated production positioning, therefore, will be divided into 2-3 segment pin holes used. In the cylinder pin hole of the process, we have adopted to the side, bottom and the spindle hole positioning, in the processing center on the process.3.3 Machining Processing Stages and processes of the arrangementsOften a part of many apparent need for processing, of course, the surface machining accuracy are different. Processing of high precision surface, often after repeated processing; As for the processing of the surface of low precision, only need to go through one or two on the list. Thus, when the development process in order to seize the "processing high precision surface, "this conflict, the reasonable arrangement processes and rational division stage of processing. Arrange the order of the principle of process is: after the first coarse refined, the first surface after the hole, the first benchmark other. In the engine block machining, the same should follow this principle.(1) roughing stage engine block machining process, the arrangements for roughing process, to fully carry out rough rough, trim most of the margin in order to ensure production efficiency;(2) semi-finishing phase of the engine block machining, in order to ensure the accuracy of the middle of some important surface processing, and arrange some semi-finishing operations, will be required accuracy and surface roughness of the surface of the middle of some processing to complete, while demanding the surface of semi-finished, to prepare for future finishing;(3) The finishing stage of requiring high accuracy and surface roughness of the surface processing;(4) secondary processing, such as small surface screw holes, you can finish of the major surface after the one hand, when the workpiece deformation process little impact at the same time also reduced the rejection rate;In addition,if the main surface of a waste,these small the surface will not have to be processed,thus avoiding a waste of man-hours.However,if the processing is very easy for a small surface bumps the main surface,it should be placed on a small surface finish prior to the main surface finishing;(5) should make proper arrangements for secondary processes such as product inspection process,in part roughing stage,the key process before and after processing,spare parts all the processing has been completed,should be appropriate arrangements.Stage of processing division,has the following advantages:First,it can take measures to eliminate the rough workpiece after the stress,to ensure accuracy; second,finishingon the back,and will not damage during transport the surface of theworkpiece has been processed;again,first roughing the surface defects can be detected early and promptly deal with rough,do not waste working hours.But most small parts,do not sub very thin.3.4 cylinder surface of the main processing and secondary processesCylinder surface and support the main processing operations are:(1) plane processing at present, the milling of engine blocks is the primary means of planar processing,domestic milling feed rate is generally 300-400mm/min,and foreign 2000-4000mm/min milling feed rate compared to far cry,to be on increasing,therefore,improve the milling feed rate,reduce overhead time is to improve the productivity of the major means of finishing a number of plane engine block when the milling feed rate to reach 2399mm/min,greatly improved efficiency;Top surface of the cylinder milling is a key process in the process,the flatness requirements for 0.02/145mm,the surface roughness of Ra1.6um.Processing in the cylinder,the use of side and spindle bearing bore positioning,top,bottom and middle vagay only aperture while processing used in the processing line outside of the knife device can better meet the engine block machining accuracy;(2) General holes machining holes in general are still using the traditional processing of drilling,expansion,boring,reaming,tapping and other craft approach. Issues in the design process of specific programs,use of coated cutting tools,cutting tools and other advanced tools within the cooling,and using a large flow of cooling systems,greatly improving the cutting speed,improved productivity;(3) deep hole processing of the traditional processing method is used to grade twist drill feed,low efficiency of their production,processing and quality is poor.The deep hole in the engine block processing,the use of gun drilling process;(4) The three-axis machining holes for the cylinder-axis machining holes holes of high precision,long working hours of the restrictive process.Thus,work arrangements,processing methods,tools and so on should be special attention.All cover pre-processing,that is,semi-circular hole and the cylinder block main bearing cap of the shortage of processing,its main purpose is to remove blank margin,release stress,to prepare for the post-order processing;in crankshaft machining processing center hole,using double-sided Boring,boring the first holes in the crankshaft hole at one end to 1/2 length,and then turn 180 degrees workbench,form the other end and then bore another 1/2 length.(5) The cylinder bore machining cylinder hole cylinder machining processing is a key process in the one,under normal circumstances,the machining process as a rough boring,semi-fine boring,precision boring and honing.Cylinder bore wall for the early detection of casting defects,eliminate stress,should be thick cylinder boring holes in advance;due to the structural characteristics of the different cylinder bore,must be in honing process to improve the cylinder bore surface quality.In the high-volume production,the cylinder bore honing generally use the multi-axis grinding machine or honing Automatic Line.Here we use honing automatic lines,from the coarse-heng.Fine-heng and testing equipment,composed of three;(6) Cleaning cleaning isdivided into wet cleaning and dry cleaning.Machiningcylinder automatic production line using a large flow of wet cleaning;(7) Detect points outside the line detection and line detection of two kinds. Quality inspection in the engine block,according to the actual situation with lines outside the detection,the main use of coordinate measuring machine integrated measurements of the cylinder,each 200 samples 1-5 pieces,each class random one.4.SummaryThrough the engine block of the structure and process characteristics of the analysis,discusses the engine block machining process design principles and basis of the choice of cutting parameters,and U-turn at high speed milling and boring,for example,design,analysis of the engine cylinder body of high-speed milling and turnover boring process,and in the processing need to pay attention to.中文译文:缸体机械加工工艺设计发动机缸体是发动机零件中结构较为复杂的箱体零件,其精度要求高,加工工艺复杂,并且加工加工质量的好坏直接影响发动机整个机构的性能,因此,它成为各个发动机生产厂家所关注的重点零件之一。
机械设计创造及其自动化毕业论文外文文献翻译INTEGRATION OF MACHINERY译文题目专业机械设计创造及其自动化外文资料翻译INTEGRATION OF MACHINERY(From ELECTRICAL AND MACHINERY INDUSTRY)ABSTRACTMachinery was the modern science and technology development inevitable result, this article has summarized the integration of machinery technology basic outline and the development background .Summarized the domestic and foreign integration of machinery technology present situation, has analyzed the integration of machinery technology trend of development.Key word: integration of machinery ,technology, present situation ,product t,echnique of manufacture ,trend of development0. Introduction modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation .In mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management systemof by machinery for the characteristic integration ofdevelopment phase.1. Integration of machinery outline integration of machinery is refers in the organization new owner function, the power function, in the information processing function and the control function introduces the electronic technology, unifies the system the mechanism and the computerization design and the software which constitutes always to call. The integration of machinery development also has become one to have until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content .But its basic characteristic may summarize is: The integration of machinery is embarks from the system viewpoint, synthesis community technologies and so on utilization mechanical technology, microelectronic technology, automatic control technology, computer technology, information technology, sensing observation and control technology, electric power electronic technology, connection technology, information conversion technology as well as software programming technology, according to the system function goal and the optimized organization goal, reasonable disposition and the layout various functions unit, in multi-purpose, high grade, redundant reliable, in the low energy consumption significance realize the specific function value, and causes the overall system optimization the systems engineering technology .From this produces functional system, then becomes an integration of machinery systematic or the integration of machinery product. Therefore, of coveringtechnology is based on the above community technology organic fusion one kind of comprehensive technology, but is not mechanical technical, the microelectronic technology as well as other new technical simple combination, pieces together .This is the integration of machinery and the machinery adds the machinery electrification which the electricity forms in the concept basic difference .The mechanical engineering technology has the merely technical to develop the machinery electrification, still was the traditional machinery, its main function still was replaces with the enlargement physical strength .But after develops the integration of machinery, micro electron installment besides may substitute for certain mechanical parts the original function, but also can entrust with many new functions,like the automatic detection, the automatic reduction information, demonstrate the record, the automatic control and the control automatic diagnosis and the protection automatically and so on .Not only namely the integration of machinery product is human's hand and body extending, human's sense organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrification distinguishes in the function essence.2. Integration of machinery development condition integration of machinery development may divide into 3 stages roughly.20th century 60's before for the first stage, this stage is called the initial stage .In this time, the people determination not on own initiative uses the electronic technology the preliminary achievement to consummate the mechanical product the performance .Specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar transfers civilly, to postwar economical restoration positive function .Developed and the development at that time generally speaking also is at the spontaneouscondition .Because at that time the electronic technology development not yet achieved certain level, mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively. The 20th century 70~80 ages for the second stage, may be called the vigorous development stage .This time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development . Large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development .This time characteristic is :①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale ;②The integration of machinery technology and the product obtained the enormous development ;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stagewhich makes great strides forward to the intellectualized direction, the integration of machinery enters the thorough development time .At the same time, optics, the communication and so on entered the integration of machinery, processes the technology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the new branch; On the other hand to the integration of machinery system modeling design, the analysis and the integrated method, the integration of machinery discipline system and the trend of development has all conducted the thorough research .At the same time, because the hugeprogress which domains and so on artificial intelligence technology, neural network technology and optical fiber technology obtain, opened the development vast world for the integration of machinery technology .These research, will urge the integration of machinery further to establish the integrity the foundation and forms the integrity gradually the scientific system. Our country is only then starts from the beginning of 1980s in this aspect to study with the application .The State Councilsummary had considered fully on international the influence which and possibly brought from this about the integration of machinery technology developmenttrend .Many universities, colleges and institutes, the development facility and some large and middle scale enterprises have done the massive work to this technical development and the application, does not yield certain result, but and so on the advanced countries compared with Japan still has the suitable disparity.3. Integration of machinery trend of development integrations of machinery are the collection machinery, the electron, optics, the control, the computer, the information and so on the multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology development and the progress .Therefore, the integration of machinery main development direction is as follows:3.1 Intellectualized intellectualizations are 21st century integration of machinery technological development important development directions .Theartificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bedis to the machine behavior description, is in the control theory foundation, the absorption artificial intelligence, the operations research, the computer science, the fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate the human intelligence, enable it to have abilities and so on judgment inference, logical thinking, independent decision-making, obtains the higher control goal in order to .Indeed, enable the integration of machinery product to have with the human identical intelligence, is not impossible, also is nonessential .But, the high performance, the high speed microprocessor enable the integration of machinery product to have preliminary intelligent or human's partial intelligences, then is completely possible and essential.In the modern manufacture process, the information has become the control manufacture industry the determining factor, moreover is the most active actuation factor .Enhances the manufacture system information-handling capacity to become the modern manufacture science development a key point .As a result of the manufacture system information organization and structure multi-level, makes the information the gain, the integration and the fusion presents draws up the character, information measure multi-dimensional, as well as information organization's multi-level .In the manufacture information structural model, manufacture information uniform restraint, dissemination processing and magnanimous data aspects and so on manufacture knowledge library management, all also wait for further break through.Each kind of artificial intelligence tool and the computation intelligence method promoted the manufacture intelligence development in the manufacture widespread application .A kind based on the biological evolution algorithm computation intelligent agent, in includes thescheduling problem in the combination optimization solution area of technology, receives the more and more universal attention, hopefully completes the combination optimization question when the manufacture the solution speed and the solution precision aspect breaks through the question scale in pairs the restriction .The manufacture intelligence also displays in: The intelligent dispatch, the intelligent design, the intelligent processing, the robot study, the intelligent control, the intelligent craft plan, the intelligent diagnosis and so on are various These question key breakthrough, may form the product innovation the basic research system. Between 2 modern mechanical engineering front science different science overlapping fusion will have the new science accumulation, the economical development and society's progress has had the new request and the expectation to the science and technology, thus will form the front science .The front science also has solved and between the solution scientific question border area .The front science has the obvious time domain, the domain and the dynamic characteristic .The project front science distinguished in the general basic science important characteristic is it has covered the key science and technology question which the project actual appeared.Manufacture system is a complex large-scale system, for satisfies the manufacture system agility, the fast response and fast reorganization ability, must profit from the information science, the life sciences and the social sciences and so on the multi-disciplinary research results, the exploration manufacture system new architecture, the manufacture pattern and the manufacture system effective operational mechanism .Makes the system optimization the organizational structure and the good movement condition is makes the system modeling , the simulation and the optimized essential target .Not only the manufacture system new architecture to makes the enterprise the agility and may reorganize ability to the demand response ability to have the vital significance, moreover to made the enterprise first floor production equipment the flexibility and may dynamic reorganization ability set a higher request .The biological manufacture view more and more many is introduced the manufacture system, satisfies the manufacture system new request.The study organizes and circulates method and technique of complicated system from the biological phenomenon, is a valid exit which will solve many hard nut to cracks that manufacturing industry face from now on currently .Imitating to living what manufacturing point is mimicry living creature organ of from the organization, from match more, from growth with from evolution etc. function structure and circulate mode of a kind of manufacturing system and manufacturing process.The manufacturing drives in the mechanism under, continuously by one's own perfect raise on organizing structure and circulating mode and thus to adapt the process of[with] ability for the environment .For from descend but the last product proceed together a design and make a craft rules the auto of the distance born, produce system of dynamic state reorganization and product and manufacturing the system tend automatically excellent provided theories foundation and carry out acondition .Imitate to living a manufacturing to belong to manufacturing science and life science of"the far good luck is miscellaneous to hand over", it will produce to the manufacturing industry for 21 centuries huge of influence .机电一体化摘要机电一体化是现代科学技术发展的必然结果,本文简述了机电一体化技术的基本概要和发展背景。
附录附录1:英文原文Selection of optimum tool geometry and cutting conditionsusing a surface roughness prediction model for end milling Abstract Influence of tool geometry on the quality of surface produced is well known and hence any attempt to assess the performance of end milling should include the tool geometry. In the present work, experimental studies have been conducted to see the effect of tool geometry (radial rake angle and nose radius) and cutting conditions (cutting speed and feed rate) on the machining performance during end milling of medium carbon steel. The first and second order mathematical models, in terms of machining parameters, were developed for surface roughness prediction using response surface methodology (RSM) on the basis of experimental results. The model selected for optimization has been validated with the Chi square test. The significance of these parameters on surface roughness has been established with analysis of variance. An attempt has also been made to optimize the surface roughness prediction model using genetic algorithms (GA). The GA program gives minimum values of surface roughness and their respective optimal conditions.1 IntroductionEnd milling is one of the most commonly used metal removal operations in industry because of its ability to remove material faster giving reasonably good surface quality. It is used in a variety of manufacturing industries including aerospace and automotive sectors, where quality is an important factor in the production of slots, pockets, precision moulds and dies. Greater attention is given to dimensional accuracy and surface roughness of products by the industry these days. Moreover, surface finish influences mechanical properties such as fatigue behaviour, wear, corrosion, lubrication and electrical conductivity. Thus, measuring and characterizing surface finish can be considered for predicting machining performance.Surface finish resulting from turning operations has traditionally received considerable research attention, where as that of machining processes using multipoint cutters, requires attention by researchers. As these processes involve large number of parameters, it would be difficult to correlate surface finish with other parameters just by conducting experiments. Modelling helps to understand this kind of process better. Though some amount of work has been carried out to develop surface finish prediction models in the past, the effect of tool geometry has received little attention. However, the radial rake angle has a major affect on the powerconsumption apart from tangential and radial forces. It also influences chip curling and modifies chip flow direction. In addition to this, researchers [1] have also observed that the nose radius plays a significant role in affecting the surface finish. Therefore the development of a good model should involve the radial rake angle and nose radius along with other relevant factors.Establishment of efficient machining parameters has been a problem that has confronted manufacturing industries for nearly a century, and is still the subject of many studies. Obtaining optimum machining parameters is of great concern in manufacturing industries, where the economy of machining operation plays a key role in the competitive market. In material removal processes, an improper selection of cutting conditions cause surfaces with high roughness and dimensional errors, and it is even possible that dynamic phenomena due to auto excited vibrations may set in [2]. In view of the significant role that the milling operation plays in today‟s manufacturing world, there is a need to optimize the machining parameters for this operation. So, an effort has been made in this paper to see the influence of tool geometry(radial rake angle and nose radius) and cutting conditions(cutting speed and feed rate) on the surface finish produced during end milling of medium carbon steel. The experimental results of this work will be used to relate cutting speed, feed rate, radial rake angle and nose radius with the machining response i.e. surface roughness by modelling. The mathematical models thus developed are further utilized to find the optimum process parameters using genetic algorithms.2 ReviewProcess modelling and optimization are two important issues in manufacturing. The manufacturing processes are characterized by a multiplicity of dynamically interacting process variables. Surface finish has been an important factor of machining in predicting performance of any machining operation. In order to develop and optimize a surface roughness model, it is essential to understand the current status of work in this area.Davis et al. [3] have investigated the cutting performance of five end mills having various helix angles. Cutting tests were performed on aluminium alloy L 65 for three milling processes (face, slot and side), in which cutting force, surface roughness and concavity of a machined plane surface were measured. The central composite design was used to decide on the number of experiments to be conducted. The cutting performance of the end mills was assessed using variance analysis. The affects of spindle speed, depth of cut and feed rate on the cutting force and surface roughness were studied. The investigation showed that end mills with left hand helix angles are generally less cost effective than those with right hand helix angles. There is no significant difference between up milling and down milling with regard tothe cutting force, although the difference between them regarding the surface roughness was large. Bayoumi et al. [4]have studied the affect of the tool rotation angle, feed rate and cutting speed on the mechanistic process parameters (pressure, friction parameter) for end milling operation with three commercially available workpiece materials, 11 L 17 free machining steel, 62- 35-3 free machining brass and 2024 aluminium using a single fluted HSS milling cutter. It has been found that pressure and friction act on the chip – tool interface decrease with the increase of feed rate and with the decrease of the flow angle, while the cutting speed has a negligible effect on some of the material dependent parameters. Process parameters are summarized into empirical equations as functions of feed rate and tool rotation angle for each work material. However, researchers have not taken into account the effects of cutting conditions and tool geometry simultaneously; besides these studies have not considered the optimization of the cutting process.As end milling is a process which involves a large number f parameters, combined influence of the significant parameters an only be obtained by modelling. Mansour and Abdallaet al. [5] have developed a surface roughness model for the end milling of EN32M (a semi-free cutting carbon case hardening steel with improved merchantability). The mathematical model has been developed in terms of cutting speed, feed rate and axial depth of cut. The affect of these parameters on the surface roughness has been carried out using response surface methodology (RSM). A first order equation covering the speed range of 30–35 m/min and a second order equation covering the speed range of 24–38 m/min were developed under dry machining conditions. Alauddin et al. [6] developed a surface roughness model using RSM for the end milling of 190 BHN steel. First and second order models were constructed along with contour graphs for the selection of the proper combination of cutting speed and feed to increase the metal removal rate without sacrificing surface quality. Hasmi et al. [7] also used the RSM model for assessing the influence of the workpiece material on the surface roughness of the machined surfaces. The model was developed for milling operation by conducting experiments on steel specimens. The expression shows, the relationship between the surface roughness and the various parameters; namely, the cutting speed, feed and depth of cut. The above models have not considered the affect of tool geometry on surface roughness.Since the turn of the century quite a large number of attempts have been made to find optimum values of machining parameters. Uses of many methods have been reported in the literature to solve optimization problems for machining parameters. Jain and Jain [8] have used neural networks for modeling and optimizing the machining conditions. The results have been validated by comparing the optimized machining conditions obtained using genetic algorithms. Suresh et al. [9] have developed a surface roughness prediction model for turning mild steel using a response surface methodology to produce the factor affects of the individual process parameters. They have also optimized the turning process using the surface roughness prediction model as theobjective function. Considering the above, an attempt has been made in this work to develop a surface roughness model with tool geometry and cutting conditions on the basis of experimental results and then optimize it for the selection of these parameters within the given constraints in the end milling operation.3 MethodologyIn this work, mathematical models have been developed using experimental results with the help of response surface methodolog y. The purpose of developing mathematical models relating the machining responses and their factors is to facilitate the optimization of the machining process. This mathematical model has been used as an objective function and the optimization was carried out with the help of genetic algorithms.3.1 Mathematical formulationResponse surface methodology(RSM) is a combination of mathematical and statistical techniques useful for modelling and analyzing the problems in which several independent variables influence a dependent variable or response. The mathematical models commonly used are represented by:where Y is the machining response, ϕ is the response function and S, f , α, r are milling variables and ∈ is the error which is normally distributed about the observed response Y with zero mean.The relationship between surface roughness and other independent variables can be represented as follows,where C is a constant and a, b, c and d are exponents.To facilitate the determination of constants and exponents, this mathematical model will have to be linearized by performing a logarithmic transformation as follows:The constants and exponents C, a, b, c and d can be determined by the method of least squares. The first order linear model, developed from the above functional relationship using least squares method, can be represented as follows:where Y1 is the estimated response based on the first-order equation, Y is the measured surface roughness on a logarithmic scale, x0 = 1 (dummy variable), x1, x2, x3 and x4 are logarithmic transformations of cutting speed, feed rate, radial rake angle and nose radius respectively, ∈is the experimental error and b values are the estimates of corresponding parameters.The general second order polynomial response is as given below:where Y2 is the estimated response based on the second order equation. The parameters, i.e. b0, b1, b2, b3, b4, b12, b23, b14, etc. are to be estimated by the method of least squares. Validity ofthe selected model used for optimizing the process parameters has been tested with the help of statistical tests, such as F-test, chi square test, etc. [10].3.2 Optimization using genetic algorithmsMost of the researchers have used traditional optimization techniques for solving machining problems. The traditional methods of optimization and search do not fare well over a broad spectrum of problem domains. Traditional techniques are not efficient when the practical search space is too large. These algorithms are not robust. They are inclined to obtain a local optimal solution. Numerous constraints and number of passes make the machining optimization problem more complicated. So, it was decided to employ genetic algorithms as an optimization technique. GA come under the class of non-traditional search and optimization techniques. GA are different from traditional optimization techniques in the following ways:1.GA work with a coding of the parameter set, not the parameter themselves.2.GA search from a population of points and not a single point.3.GA use information of fitness function, not derivatives or other auxiliary knowledge.4.GA use probabilistic transition rules not deterministic rules.5.It is very likely that the expected GA solution will be the global solution.Genetic algorithms (GA) form a class of adaptive heuristics based on principles derived from the dynamics of natural population genetics. The searching process simulates the natural evaluation of biological creatures and turns out to be an intelligent exploitation of a random search. The mechanics of a GA is simple, involving copying of binary strings. Simplicity of operation and computational efficiency are the two main attractions of the genetic algorithmic approach. The computations are carried out in three stages to get a result in one generation or iteration. The three stages are reproduction, crossover and mutation.In order to use GA to solve any problem, the variable is typically encoded into a string (binary coding) or chromosome structure which represents a possible solution to the given problem. GA begin with a population of strings (individuals) created at random. The fitness of each individual string is evaluated with respect to the given objective function. Then this initial population is operated on by three main operators – reproduction cross over and mutation– to create, hopefully, a better population. Highly fit individuals or solutions are given the opportunity to reproduce by exchanging pieces of their genetic information, in the crossover procedure, with other highly fit individuals. This produces new “offspring” solutions, which share some characteristics taken from both the parents. Mutation is often applied after crossover by altering some genes (i.e. bits) in the offspring. The offspring can either replace the whole population (generational approach) or replace less fit individuals (steady state approach). This new population is further evaluated andtested for some termination criteria. The reproduction-cross over mutation- evaluation cycle is repeated until the termination criteria are met.4 Experimental detailsFor developing models on the basis of experimental data, careful planning of experimentation is essential. The factors considered for experimentation and analysis were cutting speed, feed rate, radial rake angle and nose radius.4.1 Experimental designThe design of experimentation has a major affect on the number of experiments needed. Therefore it is essential to have a well designed set of experiments. The range of values of each factor was set at three different levels, namely low, medium and high as shown in Table 1. Based on this, a total number of 81 experiments (full factorial design), each having a combination of different levels of factors, as shown in Table 2, were carried out.The variables were coded by taking into account the capacity and limiting cutting conditions of the milling machine. The coded values of variables, to be used in Eqs. 3 and 4, were obtained from the following transforming equations:where x1 is the coded value of cutting speed (S), x2 is the coded value of the feed rate ( f ), x3 is the coded value of radial rake angle(α) and x4 is the coded value of nose radius (r).4.2 ExperimentationA high precision …Rambaudi Rammatic 500‟ CNC milling machine, with a vertical milling head, was used for experimentation. The control system is a CNC FIDIA-12 compact. The cutting tools, used for the experimentation, were solid coated carbide end mill cutters of different radial rake angles and nose radii (WIDIA: DIA20 X FL38 X OAL 102 MM). The tools are coated with TiAlN coating. The hardness, density and transverse rupture strength are 1570 HV 30, 14.5 gm/cm3 and 3800 N/mm2 respectively.AISI 1045 steel specimens of 100×75 mm and 20 mm thickness were used in the present study. All the specimens were annealed, by holding them at 850 ◦C for one hour and then cooling them in a furnace. The chemical analysis of specimens is presented in Table 3. The hardness of the workpiece material is 170 BHN. All the experiments were carried out at a constant axial depth of cut of 20 mm and a radial depth of cut of 1 mm. The surface roughness (response) was measured with Talysurf-6 at a 0.8 mm cut-off value. An average of four measurements was used as a response value.5 Results and discussionThe influences of cutting speed, feed rate, radial rake angle and nose radius have been assessed by conducting experiments. The variation of machining response with respect to the variables was shown graphically in Fig. 1. It is seen from these figures that of the four dependent parameters, radial rake angle has definite influence on the roughness of the surface machined using an end mill cutter. It is felt that the prominent influence of radial rake angle on the surface generation could be due to the fact that any change in the radial rake angle changes the sharpness of the cutting edge on the periphery, i.e changes the contact length between the chip and workpiece surface. Also it is evident from the plots that as the radial rake angle changes from 4◦to 16◦, the surface roughness decreases and then increases. Therefore, it may be concluded here that the radial rake angle in the range of 4◦to 10◦would give a better surface finish. Figure 1 also shows that the surface roughness decreases first and then increases with the increase in the nose radius. This shows that there is a scope for finding the optimum value of the radial rake angle and nose radius for obtaining the best possible quality of the surface. It was also found that the surface roughness decreases with an increase in cutting speed and increases as feed rate increases. It could also be observed that the surface roughness was a minimum at the 250 m/min speed, 200 mm/min feed rate, 10◦radial rake angle and 0.8 mm nose radius. In order to understand the process better, the experimental results can be used to develop mathematical models using RSM. In this work, a commercially available mathematical software package (MATLAB) was used for the computation of the regression of constants and exponents.5.1 The roughness modelUsing experimental results, empirical equations have been obtained to estimate surface roughness with the significant parameters considered for the experimentation i.e. cutting speed, feed rate, radial rake angle and nose radius. The first order model obtained from the above functional relationship using the RSM method is as follows:The transformed equation of surface roughness prediction is as follows:Equation 10 is derived from Eq. 9 by substituting the coded values of x1, x2, x3 and x4 in terms of ln s, ln f , lnαand ln r. The analysis of the variance (ANOVA) and the F-ratio test have been performed to justify the accuracy of the fit for the mathematical model. Since the calculated values of the F-ratio are less than the standard values of the F-ratio for surface roughness as shown in Table 4, the model is adequate at 99% confidence level to represent the relationship between the machining response and the considered machining parameters of the end milling process.The multiple regression coefficient of the first order model was found to be 0.5839. This shows that the first order model can explain the variation in surface roughness to the extent of58.39%. As the first order model has low predictability, the second order model has been developed to see whether it can represent better or not.The second order surface roughness model thus developed is as given below:where Y2 is the estimated response of the surface roughness on a logarithmic scale, x1, x2, x3 and x4 are the logarithmic transformation of speed, feed, radial rake angle and nose radius. The data of analysis of variance for the second order surface roughness model is shown in Table 5.Since F cal is greater than F0.01, there is a definite relationship between the response variable and independent variable at 99% confidence level. The multiple regression coefficient of the second order model was found to be 0.9596. On the basis of the multiple regression coefficient (R2), it can be concluded that the second order model was adequate to represent this process. Hence the second order model was considered as an objective function for optimization using genetic algorithms. This second order model was also validated using the chi square test. The calculated chi square value of the model was 0.1493 and them tabulated value at χ2 0.005 is 52.34, as shown in Table 6, which indicates that 99.5% of the variability in surface roughness was explained by this model.Using the second order model, the surface roughness of the components produced by end milling can be estimated with reasonable accuracy. This model would be optimized using genetic algorithms (GA).5.2 The optimization of end millingOptimization of machining parameters not only increases the utility for machining economics, but also the product quality toa great extent. In this context an effort has been made to estimate the optimum tool geometry and machining conditions to produce the best possible surface quality within the constraints.The constrained optimization problem is stated as follows: Minimize Ra using the model given here:where xil and xiu are the upper and lower bounds of process variables xi and x1, x2, x3, x4 are logarithmic transformation of cutting speed, feed, radial rake angle and nose radius.The GA code was developed using MATLAB. This approach makes a binary coding system to represent the variables cutting speed (S), feed rate ( f ), radial rake angle (α) and nose radius (r), i.e. each of these variables is represented by a ten bit binary equivalent, limiting the total string length to 40. It is known as a chromosome. The variables are represented as genes (substrings) in the chromosome. The randomly generated 20 such chromosomes (population size is 20), fulfillingthe constraints on the variables, are taken in each generation. The first generation is called the initial population. Once the coding of the variables has been done, then the actual decoded values for the variables are estimated using the following formula:where xi is the actual decoded value of the cutting speed, feed rate, radial rake angle and nose radius, x(L) i is the lower limit and x(U) i is the upper limit and li is the substring length, which is equal to ten in this case.Using the present generation of 20 chromosomes, fitness values are calculated by the following transformation:where f(x) is the fitness function and Ra is the objective function.Out of these 20 fitness values, four are chosen using the roulette-wheel selection scheme. The chromosomes corresponding to these four fitness values are taken as parents. Then the crossover and mutation reproduction methods are applied to generate 20 new chromosomes for the next generation. This processof generating the new population from the old population is called one generation. Many such generations are run till the maximum number of generations is met or the average of four selected fitness values in each generation becomes steady. This ensures that the optimization of all the variables (cutting speed, feed rate, radial rake angle and nose radius) is carried out simultaneously. The final statistics are displayed at the end of all iterations. In order to optimize the present problem using GA, the following parameters have been selected to obtain the best possible solution with the least computational effort:Table 7 shows some of the minimum values of the surface roughness predicted by the GA program with respect to input machining ranges, and Table 8 shows the optimum machining conditions for the corresponding minimum values of the surface roughness shown in Table 7. The MRR given in Table 8 was calculated bywhere f is the table feed (mm/min), aa is the axial depth of cut (20 mm) and ar is the radial depth of cut (1 mm).It can be concluded from the optimization results of the GA program that it is possible to select a combination of cutting speed, feed rate, radial rake angle and nose radius for achieving the best possible surface finish giving a reasonably good material removal rate. This GA program provides optimum machining conditions for the corresponding given minimum values of the surface roughness. The application of the genetic algorithmic approach to obtain optimal machining conditions will be quite useful at the computer aided process planning (CAPP) stage in the production of high quality goods with tight tolerances by a variety of machining operations, and in the adaptive control of automated machine tools. With the known boundaries of surface roughness and machining conditions, machining could be performed with a relatively high rate of success with the selected machining conditions.6 ConclusionsThe investigations of this study indicate that the parameters cutting speed, feed, radial rake angle and nose radius are the primary actors influencing the surface roughness of medium carbon steel uring end milling. The approach presented in this paper provides n impetus to develop analytical models, based on experimental results for obtaining a surface roughness model using the response surface methodology. By incorporating the cutter geometry in the model, the validity of the model has been enhanced. The optimization of this model using genetic algorithms has resulted in a fairly useful method of obtaining machining parameters in order to obtain the best possible surface quality.中文翻译选择最佳工具,几何形状和切削条件利用表面粗糙度预测模型端铣摘要:刀具几何形状对工件表面质量产生的影响是人所共知的,因此,任何成型面端铣设计应包括刀具的几何形状。
中国地质大学长城学院本科毕业设计外文资料翻译系别:工程技术系专业:机械设计制造及其自动化姓名:侯亮学号:052115072015年 4 月 3 日外文资料翻译原文Introduction of MachiningHave a shape as a processing method, all machining process for the production of the most commonly used and most important method. Machining process is a process generated shape, in this process, Drivers device on the work piece material to be in the form of chip removal. Although in some occasions, the workpiece under no circumstances, the use of mobile equipment to the processing, However, the majority of the machining is not only supporting the workpiece also supporting tools and equipment to complete.Machining know the process has two aspects. Small group of low-cost production. For casting, forging and machining pressure, every production of a specific shape of the workpiece, even a spare parts, almost have to spend the high cost of processing. Welding to rely on the shape of the structure, to a large extent, depend on effective in the form of raw materials. In general, through the use of expensive equipment and without special processing conditions, can be almost any type of raw materials, mechanical processing to convert the raw materials processed into the arbitrary shape of the structure, as long as the external dimensions large enough, it is possible. Because of a production of spare parts, even when the parts and structure of the production batch sizes are suitable for the original casting, Forging or pressure processing to produce, but usually prefer machining.Strict precision and good surface finish, machining the second purpose is the establishment of the high precision and surface finish possible on the basis of. Many parts, if any other means of production belonging to the large-scale production, Well Machining is a low-tolerance and can meet the requirements of small batch production. Besides, many parts on the production and processing of coarse process to improve its general shape of the surface. It is only necessary precision and choose only the surface machining. For instance, thread, in addition to mechanical processing, almost no other processing method for processing. Another example is the blacksmith pieces keyhole processing, as well as training to be conducted immediately after the mechanical completion of the processing.Primary Cutting ParametersCutting the work piece and tool based on the basic relationship between the following four elements to fully describe : the tool geometry, cutting speed, feed rate, depth and penetration of a cutting tool.Cutting Tools must be of a suitable material to manufacture, it must be strong, tough, hard and wear-resistant. Tool geometry -- to the tip plane and cutter angle characteristics -- for each cutting process must be correct.Cutting speed is the cutting edge of work piece surface rate, it is inches per minute toshow. In order to effectively processing, and cutting speed must adapt to the level of specific parts -- with knives. Generally, the more hard work piece material, the lower the rate.Progressive Tool to speed is cut into the work piece speed. If the work piece or tool for rotating movement, feed rate per round over the number of inches to the measurement. When the work piece or tool for reciprocating movement and feed rate on each trip through the measurement of inches. Generally, in other conditions, feed rate and cutting speed is inversely proportional to.Depth of penetration of a cutting tool -- to inches dollars -- is the tool to the work piece distance. Rotary cutting it to the chip or equal to the width of the linear cutting chip thickness. Rough than finishing, deeper penetration of a cutting tool depth.Rough machining and finishing machiningThere are two kinds of cuts in machine- shop work called, respectively, the "roughing cut" and the "finishing cut". When a piece is "roughed out", it is quite near the shape and size required, but enough metal has been left on the surface to finish smooth and to exact size." Generally speaking, bars of steel, forging, castings, etc. are machined to the required shape and size with only one roughing and one finishing cut. Sometimes, however, certain portions of a piece may require more than one roughing cut. Also, in some jobs, for example, when great accuracy is not needed, or when a comparatively small amount of metal must be removed, a finishing cut may be all that is required. The roughing cut, to remove the greater part of the excess material, should be reasonably heavy, that is, all the machine, or cutting tool, or work, or all three, will stand. So the machinist’s purpose is to remove the excess stock as fast as he can without leaving, at the same time, a surface too torn and rough, without bending the piece if it is slender, and without spoiling the centers. The finishing cut, to make the work smooth and accurate, is a finer cut. The emphasis here is refinement - very sharp tool, comparatively little metal removed, and a higher degree of accuracy in measurement. Whether roughing or finishing, the machinist must set the machine for the given job. He must consider the size and shape of the work and the kind of material, also the kind of tool used and the nature of the cut to be made, then he proceeds to set the machine for the correct speed and feed and to set the tool to take the depth of cut desired.Automatic Fixture Design外文资料翻译译文机械制造工艺机械加工是所有制造过程中最普遍使用的而且是最重要的方法。
精密机械加工工艺设计外文文献翻译In the process of machining。
the XXX cutting force。
centrifugal force。
inertia force。
etc。
In order to ensure that the workpiece XXX external forces。
XXX displacement。
XXX workpiece.XXX Clamping DeviceThere are many types of clamping devices。
but their XXX.1.Power DeviceThe source of clamping force XXX force。
The device that can generate force is called the power device of the XXX used power devices include pneumatic devices。
hydraulic devices。
electric devices。
ic devices。
gas-liquid linkage devices。
XXX。
it does not have a power device.2.Clamping PartThe part that accepts and transfers the original force and transforms it into clamping force and performs XXX consists of the following mechanisms:1) Mechanisms that accept the original force。
such as handles。
nuts。
and mechanisms used to connect the XXX.2) Intermediate force transfer mechanisms。
Mechanical Design and Manufacturing ProcessesMechanical design is the application of science and technology todevise new or improved products for the purpose of satisfying humanneeds. It is a vast field of engineering technology which not onlyconcerns itself with the original conception of the product in terms ofits size, shape and construction details, but also considers the variousfactors involved in the manufacture, marketing and use of the product.People who perform the various functions of mechanical design aretypically called designers, or design engineers. Mechanical design isbasically a creative activity. However, in addition to being innovative,a design engineer must also have a solid background in the areas ofmechanical drawing, kinematics, dynamics, materialsengineering, strength ofmaterials the purpose of mechanical design is toserve a need for man. Inventions, knowledge by themselves do not necessarily incorporated into a designed productwill a benefit be derived. It should berecognized, therefore, that a human need must be identified before aparticular product is designed.Mechanical design should be considered to be an opportunity to useinnovative talents to envision a design of a product, to analyze thesystem and then make sound judgments on how the product is to bemanufactured. It is important to understand the fundamentals ofengineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used toprovid all the correct decisions required to produce a good design.On the other hand, any calculations made must be done with theutmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a英文原文 附录 and manufacturing processes.As stated previously, discoveries andscientific benefit produce a product which willcertain amount of risk, knowing that if the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy since many people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have "bugs" or unforeseen problems which must be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk.It should be emphasized that,if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowed to flourish without a great number of constraints.Even though many impractical ideas may arise, it is usually easy to eliminate them in the early stages of design before firm details are required by manufac-turing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other.It is entirely possible that the design which is ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankindsimply because the originators were unable or unwilling to explain theiraccomplishments to others. Presentation is a selling job. The engineer,when presenting a new solution to administrative, management, orsupervisory persons, is attempting to sell or to prove to them that thissolution is a better one. Unless this can be done successfully, the timeand effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available tous. These are the written, the oral, and the graphical forms. Thereforethe successful engineer will be technically competent andversatile in all three forms of communication. A technicallycompetent person who lacks ability in any one of these forms is(1) Does the design really serve a human need?(2) Will it be competitive with existing products of rivalcompanies?(3) Is it economical to produce?(4) Can it be readily maintained?(5) Will it sell and makea profit?Only time will provide the true answers to the preceding questions,but the product should be designed, manufactured and marketed only withinitial affirmative answers. The design engineer also must communicatethe finalized design to manufacturing through the use of detail andassembly drawings.Quite often, a problem will occur during the manufacturingcycle[3]. It may be that a change is required in the dimensioning ortolerancing of a part so that it can be more readily produced. This failsin the category of engineering changes which must be approved by the severely handicapped.If ability in all three forms islacking, no one will ever know how competent thatperson The competent of not succeeding should be expectedengineer should not in a presentation. because failure or is! be afraid In fact, criticis of thepossibility seems to accompanyevery really creative idea. There is a great deal to belearned from a failure,and risk defeat.deciding not effectively, the greatest gains are obtained by those willing to In the final analysis, the real failure would lie in to makethe presentation at all.the following questions must be answered:To communicatedesign engineer so that the product function will not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.Designing starts with a need,real or imagined.Existing apparatus may need improvements in durability, efficiently, weight, speed, or cost. New apparatus may be needed to perform a function previously done by men, such as computation, assembly, or servicing. With the objective wholly or partly defined, the next step in design is the conception of mechanisms and their arrangements that will perform the needed functions.For this, freehand sketching is of great value, not only as arecord of one's thoughts and as an aid in discussion with others, but particularly for communication with one's own mind, as a stimulant for creative ideas.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest.The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight,and a competitive east. Optimum proportions and dimensions will be sought for each critically loaded section,together with a balance between the strength of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles of mechanics, such as those of statics for reaction forces and for the optimum utilization of friction; of dynamics for inertia, acceleration, and energy;ofelasticity and strength of materials for stress and deflection; andof fluid mechanics for lubrication and hydrodynamic drives.Finally, a design based upon function and reliability will be completed, and a prototype may be built. If its tests are satisfactory, and if the device is to be produced in quantity, theinitial design will undergo certain modifications that enable it to bemanufactured in quantity at a lower cost. During subsequent years ofmanufacture and service, the design is likely to undergo changes as newideas are conceived or as further analysis based upon tests andexperience indicate alterations. Sales appeal, customer satisfaction, andmanufacture cost are all related to design, and ability in design isintimately involved in the success of an engineering venture.To stimulate creative thought, the following rules are suggestedfor the designer.1. Apply ingenuity to utilize desired physical properties and tocontrol undesired ones.The performance requirements of a machine are met by utilizing laws of nature or properties of matter (e. g., flexibility, strength,gravity,inertia,buoyancy,centrifugal for, principles of the lever andinclined plane, friction, viscosity, fluid pressure, and thermal expansion), also the many electrical, optical, thermal, and chemical phenomena.However, what may be useful in one application may be detrimentalin the next. Flexibility is desired in valve springs but not in the valvecamshaft; friction is desired at the clutch face but not in the clutchbearing. Ingenuity in design should be applied to utilize and control thephysical properties that are desired and to minimize those that are notdesired.2. Provide for favorable stress distribute minimum weight. On components subjected particular attention is given to a reduction in stress and to an increase ofstrength at fillets, threads, holes, and fits.modification in shape, and strengtheningmay be done by prestressing treatments such as surface rolling andshallow hardening. Hollow shafts and tubing, and box sections give afavorable stress distribution, together with stiffnessand minimum weight. Sufficient stiffness to maintain alignment and uniformpressure between contacting surfaces should be provided for crank, cam,and gear shafts, and for enclosures and frames containing bearingsupports. The stiffness of shafts and other components mustand stiffness withto fluctuating stress,concentration, Stress reduction are made bybe suitable to avoid resonant vibrations.3. Use &zsic equations to calculate and optimize dimensions.Thefundamental equations of mechanics and the other sciences are the accepted bases for calculations.They are sometimes rearrangedin special forms to facilitate thedetermination or optimization o f dimensions, such as thebeam and surface stress equations for determining gear-tooth size.Factors may be added to a fundamental equation for conditions notanalytically determinable, e. g. , on thin steel tubes, an allowancefor corrosion added to the thickness based on pressure. When it isnecessary to apply a fundamental equation to shapes, materials, orconditions which only approximate the assumptions for its derivation, itis done in a manner which gives results "on the safe side". In situationswhere data are incomplete,equations of the sciences may be used as proportioning guides to extend a satisfactory design to newcapacities.4.Choo se materials for a combination of properties. Materials should be chosen for a combination of pertinent properties, not only for strengths,hardness, and weight, but sometimes for resistanceto impact, corrosion, and low or high temperatures. Cost and fabrication such as weld ability, machine ability, in heat-treating temperatures, and required coating.between stock and integral components.previously developed components is frequently selected and his company from the stocks of parts manufacturers,if the component meet the performance and reliability requirements and isadaptable without additional development costs to the particular machinebeing designed.However, its selection should be carefully made wi'th afull knowledge of its propcrties, since the reputation and liability ofthe company suffer if there is a failure in any one of the machine'sparts. In other eases the strength, reliability, and cost requirementsare better met if the designer of the machine also designs the component,with the particular advantage of compactness if it is designs integralwith other components, e. g., gears to be forged in clusters or integralwith a shaft.6. Provide for accurate location and non interference of parts in properties are factors,sensitivity to variation4. Select carefully by a designerassembly. A good design provides for the correct locating of parts andfor easy assembly and repair. Shoulders and pilot surfaces give accurate location without measurement during assembly. Shapes can be designed so that parts cannot be assembled backwards or in the wrong place. Interferences, as between screws in tapped holes, and between linkages must he foreseen and pretended. Inaccurate alignment and positioning between such assemblies must be avoided, or provision must be made to minimize any resulting detrimental displacements and stresses.The human race has distinguished itself from all other forms oflife by using tools and intelligence to create items that serve to make life easier and more enjoyable. Through the centuries, both the tools and the energy sources to power these tools have evolved to meet the increasing sophistication and complexity of mankind's ideas.In their earliest forms, tools primarily consisted of stone instruments. Considering tile relative simplicity of the items being made and the materials being shaped, stone was adequate. When iron tools were invented, durable metals and more sophisticated articles could be produced. The twentieth century has seen the creation of products made from the most durable and, consequently, the most unmachinable materials in history. In an effort to meet the manufacturing challenges created by these materials, tools have now evolved to include materials such asalloy steel, carbide, diamond, and ceramics.A similar evolution has taken place with the methods used to power our tools. Initially, tools were powered by muscles; either human or animal. However as the powers of water, wind, steam, and electricity were harnessed, mankind was able to further extendedmanufacturing capabilities with new machines, greater accuracy, and faster machining rates.Every time new tools, tool materials, and power sources areutilized, the efficiency and capabilities of manufacturers are greatly enhanced. However as old problems are solved, new problemsand challenges arise so that the manufacturers of today are faced with tough questions such as the following: How do you drill a 2 mmdiameter hole 670 mm deep without experiencing taper or runout? Is there a way to efficiently deburr passageways inside complex castings andguarantee 100 % that no burrs were missed? Is there a welding process that can eliminate the thermal damage now occurring to my product?Since the 1940s, a revolution in manufacturing has been takingplace that once again allows manufacturers to meet the demands imposed by increasingly sophisticated designs and durable, but in many cases nearly unmachinable, materials. This manufacturing revolution is now, as it has been in the past, centered on the use of new tools and new forms ofenergy.The result has been the introduction of new manufacturing processes used for material removal, forming, and joining, known today as nontraditional manufacturing processes.The conventional manufacturing processes in use today for materialremoval primarily rely on electric motors and hard tool materials toperform tasks such as sawing, drilling, an broaching. Conventionalforming operations are performed with the energy fromelectric motors, hydraulics, and gravity. burning gases and electric arcs.In contrast, nontraditional energy sources consideredunconventional by yesterday's standards. Material removal can now beaccomplished with electrochemical reactions, high-temperature plasmas, and high-velocity jets of liquids and abrasives. Materials that in the past have been extremelydifficult to form, are nowelectrons.processes have been invented and successfullyLikewise, material joining is conventionally a ccomplished with thermal energy sources such as manufacturing processes harnessformed with magnetic fields, explosives, and the shock waves from powerful electric sparks. Material-joining capabilities have been expanded with the use of high-frequency sound waves and beams of In the past 50 years, over 20 different nontraditionalmanufacturingimplemented into production. The reason there are such a large number of nontraditional processes is the same reason there are such a large number of conventional processes; eachprocess has its own characteristic attributes and limitations, hence no one process is best for all manufacturing situations. For example, nontraditional process are sometimes applied toincrease productivity either by reducing the number of overall manufacturing operations required to produce a product or by performing operations faster than the previously used method.increasing repeatability, reducing in-process breakage of fragile work pieces, or by minimizing detrimental effects on work piece properties.Because of the aforementioned attributes,some of these processes, and there is no reason to believe that this trend will not continue into the future.2. Approximately one half of the nontraditional manufacturingprocesses are available with computer control of the processparameters. The use of computers lends simplicity to processes that implementation.adaptively-controlled through the use of vision systems, laser gages, and other in-process inspection techniques. If, for example, the in-process inspection system determines that the size of holes beingproduced in a product are becoming smaller, the size can be modified without changing hard tools, such as drills.4.The implementation of nontraditional manufacturing processeswill continus to increase as manufacturing engineers, productIn other cases, nontraditional processes are used to reduce the number of rejects experienced by the old manufacturing method by nontraditional manufacturing processes have experienced steady growth since their introduction. An increasing growth rate for these processes in the future is assured for the following reasons:1. Currently, nontraditional processes possess virtuallyunlimited capabilities when compared with conventional processes, except for volumetric material removal rates. Great advances havebeen made in the past few years in increasing the removal rates of people may be unfamiliar with, and thereby accelerates acceptance. Additionally, computer control assures reliability andrepeatability[s], which also accelerates acceptance and1.Most nontraditional processes are capableof beingdesigners, and metallurgical engineers become increasingly aware of the unique capabilties and benefits that nontraditional manufacturing processes provide.译文机械设计及加工工艺机械设计是一门通过设计新产品或者改进老产品,满足人类需求的应用技术科学。