武汉工程职业技术学院
毕业论文
课题名称机加工细微加工技术概述及其应用
学生姓名陈凯 .
学号1104180317
专业模具设计与制造
班级 2011级模具三班
指导教师秦丽萍
年月日
目录
摘要 (3)
引言 (4)
第一章微细加工技术简介及国内外 (5)
1.1 (5)
1.2 (9)
第二章微细加工技术应用实例 (11)
2.1 (11)
2.2 (13)
总结 (15)
参考文献 (16)
3 微细加工技术概述及其应用
摘要:微细加工原指加工尺度约在微米级范围的加工方法,现代微细加工技术已经不仅仅局限于纯机械加工方面,电、磁、声等多种手段已经被广泛应用于微细加工,从微细加工的发展来看,美国和德国在世界处于领先的地位,日本发展最快,中国有很大差距。本文从用电火花加工方法加工微凹坑和用微铣削方法加工微小零件两方面描述了微细加工技术的实际应用。
关键词:微细加工;电火花;微铣削
引言:随着科学技术的发展,近年来在IT 、医疗器械以及通讯领域,人们对微小型零件(如:微型传感器、微型加速度计、微透镜阵列等)的需求日益增加。这种需求的增加促进了微细加工技术的发展。在目前的多种微细加工技术中,微机电系统(MicroElectroMechanicalSystem ,MEMS)一直是主流技术之一。由于MEMS 技术衍生于微电子技术,它的主要加工对象被限制在硅基材料上,并且工件的几何形状基本上是简单的二维形状,因而只有在大规模集成电路的批量制造等方面才是经济的。微细切削加工技术,特别是微细铣削作为MEMS 技术的补充,由于其几乎不受加工对象材料和几何形状的限制而受到研究人员的重视,正在成为微细加工技术中的新生力量。
近年来,采用传统的机械加工方法而进行微细制造的研究越来越受到人们的重
视,针对特征尺寸在
410~10m 所谓中间尺度微小机械零件的微细切削制造成为一大研究热点,其原因是机加工具有几大优势:
1加工精度高;
2生产效率高、灵活;
3能加工任意三维特征的零件;
4能加工包括钢在内的多种材料;
5 1微细加工技术简介及国内外研究成果
1.1微细加工技术的概念
微细加工原指加工尺度约在微米级范围的加工方法。在微机械研究领域中,从尺寸角度,微机械可分为1mm~10mm的微小机械,1μm~1mm的微机械,1nm~1μm的纳米机械,微细加工则是微米级精细加工、亚微米级微细加工、纳米级微细加工的通称。广义上的微细加工,其方式十分丰富,几乎涉及现代特种加工、微型精密切削加工等多种方式,微机械制造过程又往往是多种加工方法的组合。从基本加工类型看,微细加工可大致分为四类:分离加工——将材料的某一部分分离出去的加工方式,如分解、蒸发、溅射、切削、破碎等;接合加工——同种或不同材料的附和加工或相互结合加工方式,如蒸镀、淀积、生长等;变形加工——使材料形状发生改变的加工方式,如塑性变形加工、流体变形加工等;材料处理或改性和热处理或表面改性等。微细加工技术曾广泛用于大规模集成电路的加工制作,正是借助于微细加工技术才使得众多的微电子器件及相关技术和产业蓬勃兴起。目前,微细加工技术已逐渐被赋予更广泛的内容和更高的要求,已在特种新型器件、电子零件和电子装置、机械零件和装置、表面分析、材料改性等方面发挥日益重要的作用,特别是微机械研究和制作方面,微细加工技术已成为必不可少的基本环节。
现代微细加工技术已经不仅仅局限于纯机械加工方面,电、磁、声等多种手段已经被广泛应用于微细加工,微细超精密加工的主要方法如下:
微细电火花加工技术的研究起步于20世纪60年代末,是在绝缘的工作液中通过工具电极和工件间脉冲火花放电产生的瞬时、局部高温来熔化和汽化蚀除金属的一种加工技术。由于其在微细轴孔加工及微三维结构制作方面存在的巨大潜力和应用背景,得到了高度重视。实现微细电火花加工的关键在于微小电极的制作、微小能量放电电源、工具电极的微量伺服进给、加工状态检测、系统控制及加工工艺方法等。
微细切削技术是一种由传统切削技术衍生出来的微细切削加工方法,主要包括微细车削、微细铣削、微细钻削、微细磨削、微冲压等。微细车削是加工微小型回转类零件的主要手段,与宏观加工类似,也需要微细车床以及相应的检测与控制系统,但其对主轴的精度、刀具的硬度和微型化有很高的要求。图1.1为用单晶金刚石刀头加工的微型丝杠。微细钻削的关键是微细钻头的制备,目前借助于电火花线电极磨削可以稳定地制成直径为10um的钻头,最小的可达6.5um。微细铣削可以实现任意形状微三维结构的加工,生产效率高,便于扩展功能,对于微机械的实用化开发很有价值.
图1.1
微细磨削是在小型精密磨削装置上进行的,能够从事外圆以及内孔的加工。已制备的微细磨削装置,工件转速可达2 000 r/min,砂轮转速为3 500r/min,磨削采用手动走刀方式。为防止工件变形或损坏,用显微镜和电视显示屏监视着砂轮与工件的接触状态。微细磨削加工的微型齿轮轴,材料为硬质合金,轮齿表面粗糙度可达到Ra0.049 um。
微机械元件的加工很多情况下要完成三维形体的微细加工,需要采用不同的蚀刻技术。蚀刻的基本原理是在被加工零件的表面贴上一定形状的掩膜,经蚀刻剂的淋洒并去除反应产物后,工件的裸露部分逐步被刻除,从而达到设计的形状和尺寸。根据沿晶向的蚀刻速度分为等向蚀刻与异向蚀刻。若工件被蚀刻的速度沿各个方向相等则为等向蚀刻,它可以用来制造任意横向几何形状的微型结构,高度一般仅为几微米。
所谓微细电解加工是指在微细加工范围内(1~l 000 nm),利用金属阳极电化学溶解去除材料的制造技术,其中材料的去除是以离子溶解的形式进行的,在电解加工中通过控制电流的大小和电流通过的时间,控制工件的去除速度和去除量,从而得到
高精度、微小尺寸零件的加工方法。
加工间隙的大小直接影响微细电解加工的成形精度与加工效果,通过降低加工电压、提高脉冲频率和降低电解液浓度,电解微细加工间隙可控制在10um以下。图1.2是用幅值为2 V、脉宽为3S、频率为33 MHz的脉冲电源在镍片上加工深为5um的螺旋槽,使用的电解液为0.2 mol/L的HCL溶液,其加工间隙为600nm,表粗糙度度100 nm。
图1.2
1.1.1什么是微切削加工技术
7 微切削是一种快速且低成本的微小零件机械加工方式,而且不受材料的限制[1],使CNC加工中心可实现2D、215D 简单特征到复杂3D曲面零件的微加工,通过使用此法加工出的微小模具可达到批量生产的目的。
1.1.2微切削的加工范畴
(1) 微切削指加工尺寸在1mm以下、精度为0.01—0.001mm零件的切削加工。
(2) T.MasuzaWa定义微切削为切削厚度小于999um的切削过程[2]。试验中他把切削厚度选择在1—200um。
(3) 国际生产工程协会CIRP物理化学科学制造过程会议把加工尺度定义在1—500um。
(4) A. Simoneau认为微切削定义应从切削特点上真正反映微切削与宏观切削的分别,尺度效应的出现。
(5) Subbiah.S认为微切削是以下三种情况下的微量材料去除过程:一是微小产品及部件的加工过程;二是制造大型工件上的微小、复杂结构;三是在大型工件上制造精密的光滑表面。因此微切削并不完全需要微小尺寸的刀具,用宏观切削中的刀具也可以做到微切削[5]。
1.1.3.微切削影响因素
(1) 尺寸效应
与宏观切削不同,对于微细切削来讲,切削力与切削能量都会随着材料的去处量的减少而减少,中外很多者都对此进行了大量的实验验证,此外当微切削进给量减少到微米级别时, 切削力会出现急剧增大的现象, 此类现象归结为微纳尺度切削中的尺寸效应。与常规尺度切削相比, 微细切削时, 刀具前刀面参与切削的面积减小, 刀刃附近区域将承担主要的材料去除工作, 此时刀具刃口半径对于切削变形和材料去除的影响不容忽视; V ogler与K i m等人[12-13]通过实验验证了最小切削厚度对切削厚度堆积的影响,他们发现在微细加工中,当进给量小于切削厚度时, 刀具经过工件, 工件表面仅发生弹性变形, 而不是常规的切削, 随着切削进给量的增加,当刀具刀刃半径与切削进给量大小相当时刀具在工件表面产生耕切现象, 此时工件产生弹塑性变形;当进给量增大到远大于刀具刀刃半径时, 此时刀具在切削中可视为锋利。
(2) 切削速度
很多学者都在微细切削实验中采用高速钢、硬质合金或者金刚石材料刀具对工件进行切削,硬质合金刀具硬度高, 切削力较小,但成本较高速钢高出很多,较前两者来说金刚石刀具切削最为锋利。除去切削液消除积屑瘤对微细切削的影响, 这几种刀具在不同切削速度下反应出切削力的规律也是不一样的。
G. Bissacco等人[14]通过大量实验发现由于前刀面的切削区域的变形及摩擦在整个切削中所占的比例较小,导致硬质合金刀具与高速钢刀具在切削时,切削速度对切削力影响并不明显; 同时由于两种材料的刀具刀刃半径较金刚石刀具大, 刃口圆弧部分对加工面所产生的挤压所占的比例较大, 从而使得切削速度对切削力的影响更小, 所以高速钢与硬质合金刀具用于微细切削时,切削速度对切削力的影响并不明显。金刚石刀具刀刃半径较硬质合金和高速钢刀具小很多, S . S . Joshi等人[15]通过实验发现金刚石刀具随着切削速度的增加切削力下降, 且切削速度对于切削力的影响取决于最小切削厚度与刀具刀刃半径的比值。
(3) 主轴转速
微细加工中,主轴转速对于微切削的影响也是不可忽视的。Ya zhou Sun , Qing xin , Meng等人通过大量实验,发现在微细切削中主轴转速对于切削力的影响是有一定规律的。
9
1.2微细加工技术的研究现状
从国际上微细加工技术的研究与发展看,主要形成了以美国为代表的硅基MEMS 制造技术,以德国为代表的LIGA 制造技术和以日本为代表的传统加工方法的微细化等主要流派。他们的研究与应用情况基本上代表了国际微细加工的水平和方向。在美国,以Moore公司和Precitech公司为代表,专门从事超精密加工技术研究和装备生产;在欧洲,英国Cranfield大学的超精密工程中心(CUPE)是世界著名的超精密加工技术研究单位之一;日本对超精密加工技术的研究相对美、英、德来说起步较晚,却是当今世界发展最快的国家。
日本通产省工业技术院机械工程实验室(MEL)于1996 年开发了世界上第一台微型化的机床-微型车床[3],长32mm、宽25mm、高30.5mm,重量为100g,主轴电机额定功率为1.5W,转速10000r/min。用该机床切削黄铜,沿进给方向的表面粗糙度值为
Rz1.5μm,加工工件的圆度为2.5μm,最小外圆直径为60μm。切削试验中的功率消耗仅为普通车床的1/500。MEL 开发的微细铣床,长170mm、宽170mm、高102mm,主轴
用功率为36W 的无刷直流伺服电机,转速约为15600r/min。此外,日本FANUC 公司和电气通信大学合作研制的车床型超精密铣床,在世界上首例用切削方法实现了自由曲面的微细加工。
日本东京大学Masuzawa T等人在电火花反拷加工的基础上利用线状电极替代反拷模块研制成功的线电极电火花磨WEDG(Wn ElectricDischarge Grinding)技术成功地解决了微细电极的制作,使微细电火花加工进入了实用化阶段,成为微细加工领域的热点。图l为wEDG加工微型轴的原理,线电极沿着导向器中的槽以5~10 mm/min的低速滑动,就能加工出圆柱形的轴。
日本东京大学生产技术研究所利用WEDG技术,制作微冲压加工的冲头和冲模,然后进行微细冲压加工,在50 p.m厚的聚酰胺塑料上冲出宽度为40um的非圆截面微孔。
前苏联在20世纪60年代就生产出带磨料的超声波钻孔机床。在美国,利用工具旋转同时作轴向振动进行孔加工已取得了较好的效果。日本已经制成新型UMT27三坐标数控超声旋转加工机,功率450W,工作频率20kHz,可在玻璃上加工孔径<φ1.6mm、深150mm的深小孔,其圆度可达0.005mm,圆柱度为0.02mm。英国申请了电火花超声复合穿孔的专利,该装置主要用于加工在导电基体上有非导电层的零件。1996年,日本东京大学在超声加工机床上,利用电火花线切割工艺在线加工出微细工具,并成功地利用超声加工技术在石英玻璃上加工出直径为<φ15μm的微孔。1998年又成功地加工出直径为<φ5μm的微孔。
我国的超精密加工技术起步晚于国外,微细结构表面及微小元件超精密加工技术的研究才刚刚起步,近年来,我经过政府和研究部门的努力,在超精密加工技术的研
究领域已经取得了很大进步,在某些单项关键技术的研发方面甚至已经达到了国际先进水平。中科院长春光机所进行了光学零件的超精密研抛技术方面的研究,实现了离轴非球面的加工;哈尔滨工业大学在金刚石超精密切削、微纳米切削加工机理、金刚石刀具晶体定向和刃磨、刀具磨损破损机制、脆性材料超精密加工时的去除机制等方面开展了卓有成效的研究工作;清华大学在集成电路超精密加工设备、磁盘加工及检测设备、微位移工作台、超精密砂带磨削和研抛、非圆截面超精密切削等方面进行了深入研究;国防科技大学自主研发了离子束和磁流变抛光技术,在抛光工艺与装备的研究方面取得了长足进展,可以稳定实现L/50以上精度的光学加工;天津大学微纳制造技术工程中心引进了美国Nanoform350型超精密机床,开展了自由曲面加工技术,将柱面坐标系应用于加工技术,并实现自由曲面的超精密加工。
11
2..微细加工技术应用实例
2.1用微细加工方法加工摩擦副表面微凹坑
由摩擦学理论可知,摩擦副表面阵列微凹坑中储存的润滑油可在表面间产生流体润滑膜,可充分利用两相对运动表面挤压和流体动力的联合作用改善润滑状况,在这种结构中规则微凹坑的表面形貌对流体润滑有着非常重要的影响。
基于近年来摩擦学理论在微细加工领域的基础研究和实际应用状况,确定阵列微凹坑结构参数为:单个结构截面形状为正方形、菱形、圆形;微凹坑边长(直径)200—500um之间,深度100um左右;成阵列分布时,微凹坑尺寸与间距成一定比例;表面粗糙度要求Ral.6um左右。由微凹坑截面形状,确定工具电极单体为正方形、菱形、圆形等微凸起形状,并呈阵列排布;为了便于制作,并留有较大加工损耗余量,电极凸起高度设计为3.0 mm,远大于微凹坑深度,可进行多次加工试验。
微凸起工具电极单体细长,实际加工时存在超声振动,因此需有足够的强度、良好的刚度及耐磨性,微细电加工时还须具备良好的导电性。综合材料特性及电极工作要求,选用调质45钢作为工具电极材料。图2.1所示为正方形微凸起工具电极外形,后尾部螺纹与机床连接。首先车削微凸起工具电极基本外形,包括外形锥体、阶梯端部及螺纹部分;再用电火花线切割加工出两个对称平面作为夹持部,以方便工具电极的安装锁紧;最后采用AGIECUTCHALLENGE ECUT 2F精密低速走丝线切割机,选用直径0.10 mm镀锌铜丝,加工图1b所示微凸起工具头,加工电参数:放电电流13 A,加工速度8.6 mm/min,电极丝张力4 N,冲液压力0.02 MPa。先在一个方向进行“方波轨迹”微细线切割加工,切割
图2.1
的微凸起宽度:0.40 mm,深度:3.00 mm,间距:0.60 mm,一个方向加工完毕,将工件旋转90。,再次进行“方波轨迹”线切割加工,完成正方形微凸起的加工。加工结果见图2.2.
图2.2
图2.3所示为微细超声电解复合加工示意图。电解部分采用高频脉冲(或低压直流)电源,电解液采用低浓度钝化性NaN03水溶液。微电流电解产生钝化,由于加工区的微细阴极随变幅杆作超声频振动,电解液及微细磨料的超声频振动冲击及“负压空化”效应可去除电解钝化膜及加工产物,保持加工过程持续进行。加工原理如图2.3所示,其中Amin为微凸起工具电极与工件问最小间隙,约为单个磨粒直径。微细磨粒的存在使工具与工件间保持很小的间隙,可避免发生短路。同时,在线路中串入电涡流传感器,将加工中的电流参数通过数字存储示波器及PC机进行记录和分析,对加工参数进行在线调节,可保证加工稳定进行。
试验中调节超声频系统保持在共振状态,工具端面产生雾化,超声功率30 W;工件与工具间静压力0.80 N;加工时间3 min;磨料1 600#碳化硅;磨料悬浮液浓度15%;电解液为596 NaNOs水溶液,采用“静液”人工方式定时供给磨料;幅值为2 v /3 V/4 V的5 000 Hz脉冲电压;试件材料选用硬质合金YG8、40Gr和紫铜。
图2.3
13
2.2中间尺度零件微细铣削的实现
微细铣削是一种加工能力强、成形精度高的微小零件机械加工方式,使用cNc加工中心可实现2D,2.5D简单特征到复杂3D曲面零件的微细加工.中间尺度微细铣削加工涵盖了多种关键性使能技术,如微细铣削装备、微细铣削刀具、计量、微小零件的装夹与操作、中间尺度微细铣削加工机理、表面抛光等,以下逐一分析论述.高性能微细铣削机床系统的开发是开展微细铣削研究的最重要环节.机床的性能主要与主轴、伺服工作台和控制系统有关,微细铣削所用刀具的直径非常小,为了达到加工所需的理论切削线速度,微细铣削机床主轴应同时具有高回转精度及高转速,这就需要先进的电主轴和空气轴承作为技术设备支撑.为了获得高的定位精度,微细铣削机床工作台一般采用精密滑台加直接驱动的形式,在保证导轨直线度的同时消除普通滚珠丝杠驱动方式具有的间隙误差.控制上需采用全闭环控制方式,配置高精度的光栅尺,机床工作台的定位精度达到lum以内。
微细铣削技术应用的重要因素.刀具几何制约加工特征尺寸,刀具受力制约工艺参数优化和加工效率,刀具磨损和刀具寿命制约微细铣削加工的实用性.因此,要实现微细制造技术的推广应用,必须针对刀具开展研究,综合考虑刀具几何、切削过程刀具受力、刀具柔性等因素,开展刀具制造、刀具磨损、刀具寿命等研究,这是微细铣削研究的关键问题。
微细铣削技术的实现与应用中,对微小零件尺寸和表面质量的测量技术必不可少,如光干涉仪测量、扫描探针显微镜(SPM)、电子束聚焦比较仪测量等技术.另外用于过程反馈和控制的内置传感技术也是微细铣削技术研究中的一项重要使能技术,如微力测量、内置应变仪测量、微变形测量等技术。
绝大多数常规的夹具和操作方法不适合于中间尺度微小零件的加工、装配和输送,这包括零件在设备上的定位与夹紧、零件从一个设备到其他设备之间的搬运、零件的收集以及不同零件之间的连接和装配.因此,零件的装夹与操作是关键的必要条件,应尽可能地做到最小化.
微细铣削加工机理研究对于合理选择切削参数、保证微细铣削加工质量、降低生产成本和提高生产率意义重大.工件材料力学性能是开展机理研究的基础,建立工件材料本构关系描述尺度的影响,采用有限元法对微切削过程进行建模,可揭示尺度效应产生的机理.工件材料的微观结构对微细切削过程有显著的影响,这就需要开展对材料微观结构观测与描述以及晶粒力学性能建模等方面的研究。
南京航空航天大学研制了一款微铣削机床,系统采用立式三坐标结构,包括水平面上的x,lr二维工作台和垂直的z向主轴安装滑台,本体尺寸为300111nl×400 mm×500 mm,工作空间为50×50×40mm。系统工作平台采用直线电机驱动交叉滚柱支撑导轨的二维滑台结构,导轨直线度为±o.1un/25 mm;主轴为空气静压电主轴,其最高
转速可达90000r/min,径向跳动量小于0.5um;经实测,机床定位精度可达
1.53um。
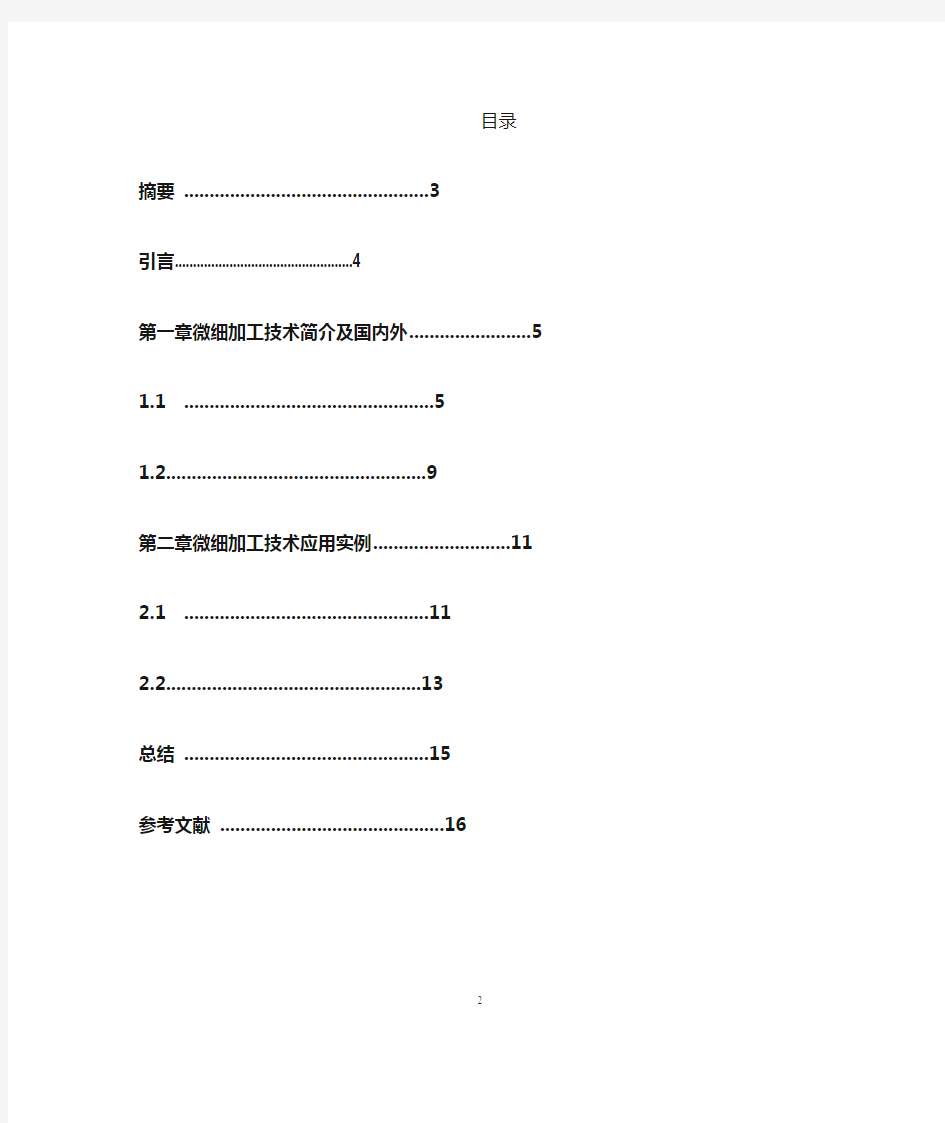
通过测量铣削平面的表面粗糙度评价机床的加工精度.对表面粗糙度要求高的大尺寸零件来说,通常在铣削之后还需进行一系列改善表面粗糙度的后处理工艺.然而,对于中间尺度特征的微小零件来说,难以通过后处理工艺改善表面粗糙度.作为微细铣削加工工艺,如何确保零件的表面粗糙度达标尤为重要.平面微细铣削加工材料为工业硬铝LYl2。使用Talor Hobson Foml20表面粗糙度轮廓仪(分辨率0.5 nm)测得表面粗糙度值为215nm.图2.4为根据采样数据,利用Matlab绘制的一段工件表面形貌轨迹曲线,采样长度为12um,测量步距2 nm,每齿进给量2.4um。
图2.4
15
总结
本文对微细超精密加工的基本概念与工艺原理做了简要的描述,同时对近些年
国内外在微细超精密加工方面取得的成就做了整理和总结,微细超精密加工是个已经成熟应用的技术,但是在加工精度逐步走向纳米级的时代具有巨大的发展潜力,我国应当在微细加工的基础研究与设备研制方面加大研究力度,早日赶上世界先进水平。
通过微细加工的课程学习,我对机械加工方法又有了一个新的认识,微观世界的加工理论与宏观世界的加工理论有着很大不同,材料在纳米级加工时所表现出来的性质是不能用传统的理论去解释的。同时我也感觉到自己的知识面还不够广,纳米级加工有传统的超精密车床,同时也有许多化学加工方法,微细加工的检测设备也大有不同。
希望以后能和老师多交流,马上就要做毕业设计了,虽然我的课题不是精密加工方面的,但老师讲课时的一些思维和方法也使我对自己的课题有了新的灵感,这些解决问题的方式方法都是我将来参加工作后宝贵的财富。
参考文献
【1】尚广庆,孙春华,纳米切削加工模型的研究,工具技术,2007,41(11)27-30 【2】林滨,韩雪松,于思远等,纳米磨削过程中分子动力学计算机仿真实验,天津大学学报,2000,33(5):652—656
【3】傅惠南,李锻能,王成勇,纳米机械加工与材料表面性质研究,电子显微学报,2003,22(3):210~212
【4】张云电.赵峰.黄文剑摩擦副工作表面微坑超声加工方法的研究[期刊论文]-中国机械工程 2004(14)
【5】苏达士.李丹峰推广超声-放电复合加工方法的几个关键问题[期刊论文]-韶关学院学报 2005(02)
【6】荣烈润,特种微细加工的现状及应用,机电一体化,2003.3,6~10
【7】杨大春,云乃彰,严德荣,硬脆金属的超声电解复合加工研究,电加工与模具,2002 (2)31~33
【8】Rajurkar K P, Wang Z Y, Kuppattan A. Micro removal of ce2ramic material (Al2O3) in the precision ultrasonic machining,Precision
Engineering,1999,23:73~78
【9】Fang Te—Hua,Weng Cheng—I,Chang Jee—Gong,Molecular Dynamics Simulations ofNano-lithography process Using Atomic Force
Microscopy,Surf Sci(S0039—6028),2002,50l(1):138—147
【10】Yu S Y Lin B,Guan Q,et al,An Experimental Study on Molecular Dynamics Simulation in Nanometer Grinding,CAPE,2000,49:155-161
【11】Daw M S.Baskets M I.Embedded.atom method:Derivation and application to impurities,surfaces,and other defects in metals,
Phys.Rev,B,1 98429:6443--6453
【12】V ogler M P , Devor R E, K apoor S G. M icrostructure level force prediction model for micromilling of multiphase m aterials [ J ].Proc A SM E M anu facturing Engineering Division . A SM E International M echanical Engineering Congress and Exposition, NY,2001 ( 12) : 3 -10
【13】Kim C J , Bono M, NiJ . Experi mental analys is of Chip Formation in micromilling[ J] . Trans NAMRI /SME. 2002 ( 30) : 1-8
【14】G. Bissacco , Hansen H N, S lun sky J . M odelling the cu ttingedge radius size effect for force prediction in microm illing[ C ].C I RP Annals M anufacturing Technology , 2008 , 57, 113-116
【15】JoshiSS , Melkote S N. An explanati on for the size effect in machining using strain gradient plasticity [ J ] . AS ME J ournal of M anufacturing Science and Engineering , 2004 , 126( 4) : 679-684
精密和超精密加工论文 一、精密和超精密加工的概念与范畴 通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为1~0.1?;m,表面粗糙度为Ra0.1~0.01?;m的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。精密加工包括微细加工和超微细加工、光整加工等加工技术。传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。 a.砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。 b.精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。 c.珩磨,用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1?;m,最好可到Ra0.025?;m,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。 d.精密研磨与抛光通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025?;m加工变质层很小,表面质量高,精密研磨的设备简单,
表面微细加工技术 微细加工技术结合了超精增亮和超精抛光两项革新技术,能够有选择性地保留表面的微观结构,以提高表面的摩擦和滑动性能(表面技术),以机械化和自动化取代传统的手工抛光,提高表面的美学功能。这种微细加工技术应用于切削刀具、冲压和锻造工具,航空、汽车、医疗器械、塑料注射模具等机械零件的表面处理,能够极大地改善零件表 面的性能。 微细加工技术采用全自动方式对金属零件表面进行超精加工,通过一种机械化学作用来清除金属零件表面上1~40μm的材料,实现被加工表面粗糙度达到或者好于ISO标准的N1级的表面质量。微细加工技术主要应用于超精抛光和超精增亮这两个领域。超精抛光使传统的手工抛光工艺自动化而超精增亮则生成新的表面拓扑结构。 纳米技术其实就是一种用单个原子、分子制造物质的技术。 纳米科技现在已经包括纳米生物学、纳米电子学、纳米材料学、纳米机械学、纳米化学等学科。从包括微电子等在内的微米科技到纳米科技,人类正越来越向微观世界深入,人们认识、改造微观世界的水平提高到前所未有的高度。我国著名科学家钱学森也曾指出,纳米左右和纳米以下的结构是下一阶段科技发展的一个重点,会是一次技术革命,从而将引起21世纪又一次产业革命。 ?光刻是一种以光复印图形和材料腐蚀相结合的表面精密加工技
术。前者是使图形复印到基片表面的光刻胶上,后者是把图形刻蚀到基片表面的各层材料(如Si02、Si3N4、多晶硅、铝等)上。 光刻胶上图形的复印是通过曝光和显影完成的。限制图形重复性及分辨率的主要因素,是图形加工过程中所涉及到的物理和化学问题。 ?在集成电路生产中,要经过多次光刻。虽然各次光刻的目的要求和工艺条件有所不同,但其工艺过程是基本相同的。光刻工艺一般都要经过涂胶、前烘、曝光、显影、坚膜、刻蚀和去胶7个步骤。 ?涂胶就是在SiO2或其他薄膜表面涂一层粘附良好、厚度适当、厚薄均匀的光刻胶膜。涂胶前的基片表面必须清洁干燥。生产中最好在氧化或蒸发后立即涂胶,此时基片表面清洁干燥,光刻胶的粘附性较好。涂胶的厚度要适当。 ?胶膜太薄-----针孔多,抗蚀能力差;
《特种加工技术》课程简介 特种加工技术是指传统的机械切削加工方法以外的特种加工方法,主要有电火花加工、电火花线切割加工、激光加工、电化学加工、电子束、离子束加工、超声波加工等,本课程主要讲授特种加工方法的原理、特点及生产工艺。
Brief Description of Non-traditional Machining Technology Course No.: S4080310 Course Title: Non-traditional Machining Technology Overall Class Hour: 30, Lecture Hour: 26, Experiment Class Hour: 4, Computer Class Hour: Exercise Class Hour: Credit: 2 Course Offered by: Department of Mechanical Manufacturing and Automation Object of Teaching: Students, Major in Mechanical Manufacturing and Automation Prerequisite Course: ElectrotechnicsⅠ, Electronic TechnologyⅠ, Theory of mechanics Mechanical Design, Foundation of Mechanical Manufacturing, Automatic Control Theory Time of the Course Offered: 7th Semester Teaching material and references: Teaching material: Liu JinChun, Zhao Jiaqi, Zhao Wansheng. Non-traditional Machining, 4th edition. China Mechanical Press (CMP), 2004 (In Chinese) Reference: Jin Qingtong. Non-traditional Machining. Aviation Industry Press, 1988 (In Chinese) Course Brief Description: This course takes non-traditional machining (NTM) as main contents
CNC加工工艺概述 第一节CNC的主要加工对象 第二节CNC加工工件的安装 第三节CNC加工的对刀与换刀 第四节制定CNC加工工艺 选择并确定CNC加工的内容 CNC加工工艺性分析 加工工序的划分 选择走刀路线 CNC加工工艺参数的确定 第1节CNC的主要加工对象 CNC的主要加工对象 铣削是机械加工中最常用的加工方法之一,主要包括平面铣削和轮廓铣削,也可以对零件进行钻、扩、铰和镗孔加工与攻丝等。适于采用CNC的零件有: (1)平面类零件 平面类零件的特点是各个加工表面是平面,或可以展开为平面。目前在数控铣床上加工的绝大多数零件属于平面类零件。平面类零件是CNC]加工对象中最简单的一类,一般只须用三轴数控铣床的两轴联动(即两轴半坐标加工)就可以加工。 带平面轮廓的平面类零件带斜平面的平面类零件带正台和斜筋平面类零件 图3.2.1 平面类零件 (2)变斜角类零件 图3.2.2飞机上变斜角梁缘条 加工面与水平面的夹角成连续变化的零件称为变斜角类零件。加工变斜角类零件最好采用四轴或五轴数控铣床进行摆角加工,若没有上述机床,也可在三轴数控铣床上采用两轴半控制的行切法进行近似加工,但精度稍差。 (3)曲面类(立体类)零件
加工面为空间曲面的零件称为曲面类零件。曲面类零件的加工面与铣刀始终为点接触,一般采用三轴联动数控铣床加工,常用的加工方法主要有下列两种: A、采用两轴半联动行切法加工。行切法是在加工时只有两个坐标联动,另一个坐标按一定行距周期行进给。这种方 法常用于不太复杂的空间曲面的加工。 B、采用三轴联动方法加工。所用的铣床必须具有X、Y、Z三轴联动加工功能,可进行空间直线插补。这种方法常 用于发动机及模具等较复杂空间曲面的加工。 第二节CNC加工工件的安装 1、CNC加工选择定位基准应遵循的原则 (1)尽量选择零件上的设计基准作为定位基准 选择设计基准作为定位基准定位,不仅可以避免因基准不重合引起的定位误差,保证加工精度,而且可以简化程序编制。在制定零件的加工方案时,首先要按基准重合原则选择最佳的精基准来安排零件的加工路线。这就要求在最初加工时,就要考虑以哪些面为粗基准把作为精基准的各面加工出来。 (2)当零件的定位基准与设计基准不能重合,且加工面与设计基准又不能在一次安装内同时加工时,应认真分析零件图纸,确定该零件设计基准的设计功能,通过尺寸链的计算,严格规定定位基准与设计基准间的公差范围,确保加工精度。 (3)当在数控铣床上无法同时完成包括设计基准在内的全部表面加工时,要考虑用所选基准定位后,一次装夹能够完成全部关键精度部位的加工。 (4)定位基准的选择要保证完成尽可能多的加工内容。为此,需考虑便于各个表面都能被加工的定位方式。对于非回转类零件,最好采用一面两孔的定位方案,以便刀具对其它表面进行加工。若工件上没有合适的孔,可增加工艺孔进行定位。 (5)批量加工时,零件定位基准应尽可能与建立工件坐标系的对刀基准(对刀后,工件坐标系原点与定位基准间的尺寸为定值)重合。 批量加工时,工件采用夹具定位安装,刀具一次对刀建立工件坐标系后加工一批工件,建立工件坐标系的对刀基准与零件定位基准重合可直接按定位基准对刀,减少定位误差。 (6)当必须多次安装时,应遵从基准统一原则。 第三节CNC加工的对刀与换刀 对刀点与换刀点的确定 对于数控机床来说,在加工开始时,确定刀具与工件的相对位置是很重要的,它是通过对刀点来实现的。“对刀点”是指通过对刀确定刀具与工件相对位置的基准点。在程序编制时,不管实际上是刀具相对工件移动,还是工件相对刀具移动,都把工件看作静止,而刀具在运动。对刀点往往也是零件的加工原点。 选择对刀点的原则是: (1)方便数学处理和简化程序编制; (2)在机床上容易找正,便于确定零件的加工原点的位置; (3)加工过程中便于检查; (4)引起的加工误差小。 对刀点可以设在零件上、夹具上或机床上,但必须与零件的定位基准有已知的准确关系。当对刀精度要求较高时,
深孔加工难题例解 Exa mp les of So lving D ifficut P roble m s in L ong Ho le M ach in ing 西安石油学院深孔加工技术研究所(710065) 彭海 刘战锋 刘雁蜀 【摘要】介绍了超小直径的深孔加工、异形零件的深孔加工、薄壁精密零件的深孔加工、两端孔径小中间孔径大的深孔加工方法,并例举5个加工实例,阐明零件的深孔加工工艺及该深孔与其他加工面之间的主要加工难点、解决办法及加工注意事项等。关键词 深孔加工 加工实例 工艺措施 Keywords l ong ho le m ach in ing ,p ractical exa mp les of m ach in ing , techno l ogicalm easures 小直径深孔的加工 本文所指的小直径深孔是53~56mm ,长径比(L d )为80 ~300的深孔,加工这类深孔,一般可采用枪钻或深孔麻花钻。由于56mm 以下小孔的枪钻制造,目前在国内还是个难题,而进口枪钻价格高,因此受到一定的限制。在对一般加工精度的这类深孔,采用深孔麻花钻加工,也能满足孔加工尺寸精度和孔表面质量要求时,由于其不需要专用的深孔加工机床、油路系统及其附加装置,应用仍很广泛。我们就曾采用大螺旋角、厚钻芯的蜗杆形深孔麻花钻(刃形都修磨成XXZ 21刃形[1]或群钻刃形)加工此类小直径深孔,注重钻头的刃磨和操作规则,均取得了较好的效果。 如图1所示的零件,为一支撑板,上有53mm 的相交孔,若用枪钻钻孔,除钻头价较高外,在厚度只有8mm 的钢板端面上进行高压密封也十分困难,且装夹工件、定位夹紧、油路系统及密封装置都十分复杂。而用53mm 蜗杆形的深孔麻花钻加工,相对而言则较为简便。 图1 支撑板零件图 在加工中, 采用回转式的专用夹具,以工作面C ,B 定位,首先钻削孔1,2,3,4,随后,将工件随夹 具体回转90°,用表找正A 面,保证A 面与B 面平行,夹持后,钻削孔5,6;最后将工件和夹具体回转180°,找正A 面,夹持后钻削孔7,8。在钻削这些孔时,每个孔必须钻直,否则两孔就很难垂直相交,并 容易断钻;同时也难保证与大孔5154.5+0.2 0mm 间的1.25mm 最小壁厚。因此,必须对钻头修磨横刃,使横刃长度b 7≈0.2mm ;除此之外,在加工中,应及时修磨刃口,保持钻刃的锋利性,并保证缓慢匀速进给。在整个钻削过程中必须稳定可靠,对修磨钻头的刃形、提钻排屑的次数、每次钻削的深度及切削用量等都必须严格的按规程操作,否则废品率将相当高。 图2 驱动体套中有平行深孔的零件图 图2所示为驱动体套零件,材质为35C r M o 钢,在壁厚为15mm 的孔壁上分别钻削56×1880mm 和56×1835mm 两个小孔,并要求此两小孔与584+0.054 mm 大孔的平行度为50.3mm ,以便保证壁 厚能承受70M Pa 的工作压力。为满足平行度要求,采取的主要工艺步骤是: 1)按5130×2130mm 尺寸下料;2)钻562mm 通孔;3)将工件按L 1=1400mm ,L 2=730mm 截成2段;4)以内孔为基准,2段按同一尺寸车削外圆(留半精车余量);5)对较长的L 1段,采用深孔麻花 钻在其两端对钻56mm 小孔,保证560-0.1mm 检验棒能顺利通过对穿钻通的56mm 小孔;对较短的L 2段,钻56mm 盲孔,保证孔深;6)对2段加工焊接坡 ? 81?《新技术新工艺》?机械加工与自动化 2001年 第6期
超精密加工技术简介论文 学校:XXXXX 学院:XXXX 班级:XXXXX 专业:XXXXX 姓名:XXXX 学号:XXXX 指导教师:XXX
目录 目录 .......................................................................................................................................... - 2 - 一、概述................................................................................................................... - 1 - 1、超精密加工的内涵...................................................................................... - 1 - 2.、发展超精密加工技术的重要性................................................................. - 1 - 二、超精密加工所涉及的技术范围....................................................................... - 2 - 三、超精密切削加工............................................................................................... - 3 - 1、超精密切削对刀具的要求.......................................................................... - 3 - 2、金刚石刀具的性能特征.............................................................................. - 3 - 3、超精密切削时的最小切削厚度.................................................................. - 3 - 四、超精密磨削加工............................................................................................... - 4 - 1、超精密磨削砂轮.......................................................................................... - 4 - 2、超精密磨削砂轮的修整.............................................................................. - 4 - 3、磨削速度和磨削液...................................................................................... - 5 - 五、超精密加工的设备........................................................................................... - 5 - 六、超精密加工的支撑环境................................................................................... - 6 - 1、净化的空气环境.......................................................................................... - 6 - 2、恒定的温度环境.......................................................................................... - 6 - 3、较好的抗振动干扰环境.............................................................................. - 7 - 七、超精密加工的运用领域................................................................................... - 7 - 八、超精密加工的现状及未来发展....................................................................... - 7 - 1、超精密加工的现状...................................................................................... - 7 - 2、超精密加工的发展前景.............................................................................. - 8 - 总结:....................................................................................................................... - 9 - 参考文献:.....................................................................................错误!未定义书签。
2011 年春季学期研究生课程考核 (读书报告、研究报告) 考核科目:微细超精密机械加工技术原理及系统设计学生所在院(系):机电工程学院 学生所在学科:机械设计及理论 学生姓名:杨嘉 学号:10S008214 学生类别:学术型 考核结果阅卷人
微细加工技术概述及其应用 摘要 微细加工原指加工尺度约在微米级范围的加工方法,现代微细加工技术已经不仅仅局限于纯机械加工方面,电、磁、声等多种手段已经被广泛应用于微细加工,从微细加工的发展来看,美国和德国在世界处于领先的地位,日本发展最快,中国有很大差距。本文从用电火花加工方法加工微凹坑和用微铣削方法加工微小零件两方面描述了微细加工技术的实际应用。 关键词:微细加工;电火花;微铣削 1微细加工技术简介及国内外研究成果 1.1微细加工技术的概念 微细加工原指加工尺度约在微米级范围的加工方法。在微机械研究领域中,从尺寸角度,微机械可分为1mm~10mm的微小机械,1μm~1mm的微机械,1nm~1μm的纳米机械,微细加工则是微米级精细加工、亚微米级微细加工、纳米级微细加工的通称。广义上的微细加工,其方式十分丰富,几乎涉及现代特种加工、微型精密切削加工等多种方式,微机械制造过程又往往是多种加工方法的组合。从基本加工类型看,微细加工可大致分为四类:分离加工——将材料的某一部分分离出去的加工方式,如分解、蒸发、溅射、切削、破碎等;接合加工——同种或不同材料的附和加工或相互结合加工方式,如蒸镀、淀积、生长等;变形加工——使材料形状发生改变的加工方式,如塑性变形加工、流体变形加工等;材料处理或改性和热处理或表面改性等。微细加工技术曾广泛用于大规模集成电路的加工制作,正是借助于微细加工技术才使得众多的微电子器件及相关技术和产业蓬勃兴起。目前,微细加工技术已逐渐被赋予更广泛的内容和更高的要求,已在特种新型器件、电子零件和电子装置、机械零件和装置、表面分析、材料改性等方面发挥日益重要的作用,特别是微机械研究和制作方面,微细加工技术已成为必不可少的基本环节。 现代微细加工技术已经不仅仅局限于纯机械加工方面,电、磁、声等多种手段已经被广泛应用于微细加工,微细超精密加工的主要方法如下: 微细电火花加工技术的研究起步于20世纪60年代末,是在绝缘的工作液中通过工具电极和工件间脉冲火花放电产生的瞬时、局部高温来熔化和汽化蚀除金属的一种加工技术。由于其在微细轴孔加工及微三维结构制作方面存在的巨大潜力和应用背景,得到了
特种加工技术的应用及发展趋势 摘要:现阶段,先进制造技术不断发展,作为先进制造技术中的重要的一部分,特种加工对制造业的作用日益突显。对什么是特种加工、特种加工的方法、种类以及发展趋势等作了描述。阐述了特种加工在现代社会发展过程中的重要地位,大力发展特种加工的必要性。 一、概述 传统的机械加工技术对推动人类的进步和社会的发展起到了重大的作用随着科学技术的迅速发展,新型工程材料不断涌现和被采用,工件的复杂程度以及加工精度的要求越来越高,对机械制造工艺技术提出了更高的要求。 二、特种加工技术的特点 加工范围上不受材料强度"硬度等限制,特种加工技术主要不依靠机械力和机械能去除材料,而是主要用其他能量(如电"化学"光"声"热等)去除金属和非金属材料,完成工件的加工*故可以加工各种超强硬材料"高脆性及热敏材料以及特殊的金属和非金属 材料 以柔克刚。特种加工不一定需要工具,有的虽使用工具,但与工件不接触,加工 过程中工具和工件间不存在明显的强大机械切削力,所以加工时不受工件的强度和硬度的制约,在加工超硬脆材料和精密微细零件"薄壁元件"弹性元件时,工具硬度可以低于被加工材料的硬度。 加工方法日新月异,向精密加工方向发展,当前已出现了精密特种加工,许多特种加工方法同时又是精密加工方法"微细加工方法,如电子束加工"离子束加工"激光束加工等就是精密特种加工;精密电火花加工加工精密度可达微米级,表面粗糙度可达镜面。 容易获得良好的表面质量,由于在加工过程中不产生宏观切屑,工件表面不会产生强烈的弹"塑性变形,故可以获得良好的表面粗糙度*残余应力"热应力"冷作硬化"热影响区及毛刺等表面缺陷均比机械切割表面小,尺寸稳定性好,不存在加工中的机械应变或大面积的热应变。 三、特种加工技术的主要应用领域 特种加工技术主要应用以下几个方面. ()l难加工材料的加工,如:金刚石、硬质合金等高硬度材料;陶瓷、玻璃、石英、玛瑙等高脆性材料的加工。 (2)各种模具的制造.冲模、挤压模、粉末冶金模等。 (3)可用于表面加工、装饰、尺寸加工,超精、光整加工、镜面加工等。 (4)以激光等高能量束流实现打孔、切割、焊接、热处理、刻蚀加工。 四、特种加工技术的种类 特种加工技术所包含的范围非常广,随着科学技术的发展,特种加工技术的内容也不断丰富 一般按能量来源"作用形式和加工原理可分为电火花加工"电化学加工"激光加工"电子束加工"等离子弧加工"超声加工"化学加工"快速成型等。 电火花加工 电火花加工又称作电蚀加工或放电加工,是将工具电极和工件置于绝缘的工作液中,工件和工具分别接直流脉冲电源正极和负极,加上电压,利用工具电极和工件电极间脉冲放电时产生的电蚀现象对材料毛坯进行加工,火花放电时,在放电区域能量高度集中,瞬时温度高达 1000度左右,足以使陶瓷材料局部融化而被蚀除,加工时工具与工件不接触,作用力极小因而可用于加工型腔模(锻模"压铸模"注塑模等)和型腔零件;加工冲模"粉末冶金模"挤压模"型孔零件"小异型孔"小深孔等。 电化学加工 电化学加工是通过电化学反应去除工件材料或在其上镀覆金属材料等的特种加工,该方法主要包括电解"电镀"电铸"电化学抛光等工艺方法*其中电解加工使用于深孔"型孔"型腔"型面"倒角去毛刺"抛光等,电铸
机械工程系 机制方向课大作业 课程名称: 特种加工 姓名: 班级: 学号:
激光加工技术的应用与发展 摘要:激光加工是指利用激光束投射到材料表面产生的热效应来完成加工过程,包括激光焊接、激光切割、表面改性、激光打标、激光钻孔和微加工等。用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。激光能适应任何材料的加工制造,尤其在一些有特殊精度和要求、特别场合和特种材料的加工制造方面起着无可替代的作用。 关键词:加工原理、发展前景、强化处理、微细加工、发展前景。 一激光加工的原理及其特点 1.激光加工的原理 激光加工是将激光束照射到工件的表面,以激光的高能量来切除、熔化材料以及改变物体表面性能。由于激光加工是无接触式加工,工具不会与工件的表面直接磨察产生阻力,所以激光加工的速度极快、加工对象受热影响的范围较小而且不会产生噪音。由于激光束的能量和光束的移动速度均可调节,因此激光加工可应用到不同层面和范围上。 激光加工的特点 激光具有的宝贵特性决定了激光在加工领域存在的优势: ①由于它是无接触加工,并且高能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。 ②它可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性、及高熔点的材料。 ③激光加工过程中无“刀具”磨损,无“切削力”作用于工件。 ④激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位没有影响或影响极小。因此,其热影响区小,工件热变形小,后续加工量小。 ⑤它可以通过透明介质对密闭容器内的工件进行各种加工。 ⑥由于激光束易于导向、聚集实现作各方向变换,极易与数控系统配合,对复杂工件进行加工,因此是一种极为灵活的加工方法。 ⑦使用激光加工,生产效率高,质量可靠,经济效益好。例如:①美国通用电器公司采用板条激光器加工航空发动机上的异形槽,不到4H即可高质量完成,而原来采用电火花加工则需要9H以上。仅此一项,每台发动机的造价可省5万美元。②激光切割钢件工效可提高8-20倍,材料可节省15-30%,大幅度降低了生产成本,并且加工精度高,产品质量稳定可靠。虽然激光加工拥有许多优点,但不足之处也是很明显的。 二激光技术 用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。激
浅谈特种加工技术及其应用 摘要:本文首先概述了什么是特种加工技,重点介绍了各种特种加工方法及其应用,并简要分析了其发展趋势。 关键词:特种加工;应用;发展趋势 20世纪以来,随着科学技术的飞速发展一些尖端科学和新兴工业领域的许多设备要求在各种工况下工作,各种具有特殊物理、机械性能的材料愈来愈多地被使用,有些材料的硬度已超过现有刀具材料的硬度,使用普通刀具已无法加工。 此外,各种形状复杂、尺寸精密微小或特大、难以处理的薄壁或弹性元件等应用亦愈来愈多,在零件的结构工艺性上对制造加工技术提出了更加高的要求,这对传统的加工方法是难以甚至无法实现的。为此,研发人员一方面通过研究高效加工刀具和刀具材料、研制新型自动机床等途径,进一步改善切削状态,提高切削加工水平;另一方面,则突破传统加工方式的束缚,探索新的加工方法,于是本质上区别于传统切削加工的特种加工便应运而生。 1特种加工概述 特种加工是相对传统切削加工而言,直接或复合利用电能、电化学能、化学能、光能、物质动能等对工件进行加工的工艺方法总称。传统切削加工的本质与特点:一是刀具材料比工件材料有更高的硬度:二是靠机械能切除工件上多余的材料。特种加工是对传统机械加工方法的有力补充和延伸,现已成为模具和工具行业不可缺少的重要加工方法,并正向着精密化、智能化方向发展。特种加工技术在国内外各行各业的应用中取得了巨大成效,它们有着各自的特点,使特殊材料或特殊结构工件的加工工艺性发生了根本变化,解决了传统加工方法所遇到的一些难题,已经成为现代工业领域中不可缺少的重要加工手段和关键制造技术。 2特种加工方法及其应用 特种加工技术所包含的范围非常广,随着科学技术的发展,特种加工技术的内容也不断丰富。就目前而言,各种特种加工方法已达数10种,一般按能量来源和作用形式以及加工原理可分为如下形式。 2.1电火花成形(穿孔)加工 该法可加工任何导电材料。它是利用火花放电腐蚀金属原理,用工具电极(纯铜或石墨)对工件进行复制加工的工艺方法,可用于加工型腔模(锻模、压铸模、
深孔加工的编程及技巧 本文通过对深孔加工指令G73和G83动作过程的分析,提出设置合理参数的方法,总结了特殊深孔加工的编程技巧,并给出了应用技巧方法处理的实例。 在数控加工中常遇到孔的加工,如定位销孔、螺纹底孔、挖槽加工预钻孔等。采用立式加工中心和数控铣床进行孔加工是最普通的加工方法。但深孔加工,则较为困难,在深孔加工中除合理选择切削用量外,还需解决三个主要问题:排屑、冷却钻头和使加工周期最小化。本文将从编程方面讨论解决有关深孔加工的主要问题。 一、深孔加工的编程指令及自动编程 1. 深孔加工指令格式 大多数的数控系统都提供了深孔加工指令,这里以FANUC系统为例来进行叙述。FANUC系统提供了G73和G83两个指令:G73为高速深孔往复排屑钻指令,G83为深孔往复排屑钻指令。其指令格式为: 式中X、Y——待加工孔的位置; Z——孔底坐标值(若是通孔,则钻尖应超出工件底面); R——参考点的坐标值(R点高出工件顶面2~5mm); Q——每一次的加工深度; F——进给速度(mm / min); G98——钻孔完毕返回初始平面; G99——钻孔完时返回参考平面(即R点所在平面)。 2.深孔加工的动作 深孔加工动作是通过Z轴方向的间断进给,即采用啄钻的方式,实现断屑与排屑的。虽然G73和G83指令均能实现深孔加工,而且指令格式也相同,但二者在Z向的进给动作是有区别的,图1和图2分别是G73和G83指令的动作过程。
图1 G73指令动作过程 图2 G83指令动作过程 从图1和图2可以看出,执行G73指令时,每次进给后令刀具退回一个d值(用参数设定);而G83指令则每次进给后均退回至R点,即从孔内完全退出,然后再钻入孔中。深孔加工与退刀相结合可以破碎钻屑,令其小得足以从钻槽顺利排出,并且不会造成表面的损伤,可避免钻头的过早磨损。
微细加工技术及其应用 Last revised by LE LE in 2021
微细加工技术及其应用 微细加工技术是由瑞士BinC公司发明的一种新型加工工艺,在2004年法国巴黎举办的国际表面处理展览会(SITS)和2004年在法国里昂举办的ALLIANCE展览会上荣获2项发明奖。微细加工工艺和设备拥有国际专利。 微细加工技术结合了超精增亮和超精抛光两项革新技术,能够有选择性地保留表面的微观结构,以提高表面的摩擦和滑动性能(表面技术),以机械化和化取代传统的手工抛光,提高表面的美学功能。这种微细加工技术应用于切削刀具、冲压和锻造工具,航空、汽车、医疗器械、塑料注射模具等机械零件的表面处理,能够极大地改善零件表面的性能。 微细加工原理 微细加工技术采用全方式对金属零件表面进行超精加工,通过一种机械化学作用来清除金属零件表面上1~40μm的材料,实现被加工表面粗糙度达到或者好于ISO标准的N1级的表面质量。微细加工技术主要应用于超精抛光和超精增亮这两个领域。超精抛光使传统的手工抛光工艺化;而超精增亮则生成新的表面拓扑结构。 微细加工技术的一个突出优点是能够赋予零件表面新的微观结构。这些微观结构能提高零件表面对特定应用功能的适应性。如减小摩擦和机械差异、提高抗磨损性能、改善涂镀前后表面的沉积性能等。 总的说来,超精增亮可去除次级微观粗糙表面,次级粗糙表面的厚度在0~20μm之间,位于零件表面初级微观粗糙面的峰尖之间。而超精抛光则部分或整体去除初级微观粗糙表面,其值在10~40μm之间,当然这取决于零件材料表面的初始状态。
微细加工技术迄今能够加工的材料有退火及淬火钢、铜及铜合金、铸铁、Inconel镍合金(镍基合金)、钛金属、表面硬涂层处理前后的预处理(PVD、CVD、电镀)。 技术专利 微细加工技术是一种有选择性地精修被加工对象表面微观粗糙度和拓扑结构的创新性微观加工工艺。这种机械化学加工工艺是一种全化的加工工艺,适用于汽车制造、电子、化工、冶金、机械制造、航空制造等行业,尤其是模具、刀具和机床工具、高精密零件、光学器件,以及硬涂层处理前后的表面预处理加工。 微细加工技术的应用 微细加工技术通过改变材料表面的微细结构,能够减小摩擦、提高抗磨损性能,显着地提高材料的表面性能,在刀具行业具有广阔的应用前景。如采用超精增亮技术,彻底消除次级微观粗糙表面,减小摩擦,能够提高刀具的排屑性能,降低切削力;而保持初级粗糙表面,有利于润滑油膜,提高刀具的排屑性能,减少发热;如果在涂层处理前优化预处理涂层基面,或者在涂层之后彻底清除涂层引起粗糙表面,则能够提高PVD涂层的附着性能,延长刀具的使用寿命,消除刀具表面的积屑瘤问题。 这种创新的加工工艺近几年来在诸多工业领域的实际应用清楚地表明,微细加工技术能够大幅降低超精加工的成本;极大地缩短生产周期;方便地提高表面的质量,并且采用这种加工工艺加工出来的表面具有无以伦比的一致性和再现性。
《数控加工工艺学》课程标准 (数控专业) 职业技术教育中心 二〇一四年五月八日
目录 1.概述 (3) 1.1课程性质 (3) 1.2课程设计思路 (3) 2.课程目标 (3) 3.课程内容和要求 (4) 4.实施建议 (8) 4.1 教学建议 (8) 4.2 教材编写建议 (9) 4.3考核评价建议 (9) 4.4实验实训设备配置建议课程资源的开发与利用 (10)
一、概述 (一)课程性质 1、授课对象 《数控加工工艺学》课程是一门以数控技术基本理论为基础,并与生产实际紧密相关的专业理论课。课程要体现以就业为导向,以学生职业能力发展为本的思想。它的主要授课对象是数控专业二年级的学生,目的是为了让学生掌握数控加工工艺的技能。 2、参考课时 总课时为210课时,理论教学课140时,实践教学70课时。 3、课程性质 《数控加工工艺学》课程是中等职业学校数控专业学生必修的专业课程,也是一门重要的专业基础课程。本课程的内容包括:数控入门知识、数控机床的组成,数控编程基础、数控机床切削加工工艺和数控机床电加工工艺。 (二)课程设计思路 1.知识与技能并重,通过实践巩固知识,通过知识的掌握扩展实践方法和技巧。 2.任务驱动,促进以学生为中心的课程教学改革。 3.设置学生思考和实践环节。 二、课程目标 (一)总目标 使学生掌握数控机床加工操作工所需要的技术基础理论;对本专业所需要的数控加工技术具有一定的分析、处理能力;能与数控加工编程和数控机床操作实训课程相配合,掌握数控加工全过程所必需的基础理论,为其职业生涯的发展和终身学习奠定基础。 (二)具体目标 1、知识教学目标 熟悉数控与数控机床的概念;掌握数控机床的工作原理;了解数控技术的发展。了解数控机床各部分的组成及工作原理。以手工编程作为重点,掌握数控编
精密超精密加工技术 论文 班级:机械09-4班 姓名:侯艳飞 学号:20091058
精密超精密加工技术的发展,直接影响到一个国家尖端技术和国防工业的发展,因此世界各国对此都极为重视,投入很大力量进行研究开发,同时实行技术保密,控制关键加工技术及设备出口。 精密超精密加工技术,是现代机械制造业最主要的发展方向之一。在提高机电产品的性能、质量和发展高新技术中起着至关重要的作用,并且已成为在国际竞争中取得成功的关键技术。 精密超精密加工是指亚微米级(尺寸误差为0.3~0.03μm,表面粗糙度为Ra0.03~0.005μm)和纳米级(精度误差为0.03nm,表面粗糙度小于 Ra0.005nm)精度的加工。实现这些加工所采取的工艺方法和技术措施,则称为精密超精加工技术。加之测量技术、环境保障和材料等问题,人们把这种技术总称为超精工程。 超精密加工主要包括三个领域: 1.超精密切削加工如金刚石刀具的超精密切削,可加工各种镜面。它已成功地解决了用于激光核聚变系统和天体望远镜的大型抛物面镜的加工。2.超精密磨削和研磨加工如高密度硬磁盘的涂层表面加工和大规模集成电路基片的加工。3.超精密特种加工如大规模集成电路芯片上的图形是用电子束、离子束刻蚀的方法加工,线宽可达0.1μm。如用扫描隧道电子显微镜(STM)加工,线宽可达2~5nm。 近年来,在传统加工方法中,金刚石刀具超精密切削、金刚石微粉砂轮超精密磨削、精密高速切削、精密砂带磨削等已占有重要地位;在非传统加工中,出现了电子束、离子束、激光束等高能加工、微波加工、超声加工、蚀刻、电火花和电化学加工等多种方法,特别是复合加工,如磁性研磨、磁流体抛光、电解研磨、超声珩磨等,在加工机理上均有所创新。 对精密和超精密加工所用的加工设备有下列要求。 (1)高精度。包括高的静精度和动精度,主要的性能指标有几何精度、定位精度和重复定位精度、分辨率等,如主轴回转精度、导轨运动精度、分度精度等; (2)高刚度。包括高的静刚度和动刚度,除本身刚度外,还应注意接触刚度,以及由工件、机床、刀具、夹具所组成的工艺系统刚度。 (3)高稳定性。设备在经运输、存储以后,在规定的工作环境下使用,应能长时间保持精度、抗干扰、稳定工作。设备应有良好的耐磨性、抗振性等。 (4)高自动化。为了保证加工质量,减少人为因素影响,加工设备多采用数控系统实现自动化。 加工设备的质量与基础元部件,如主轴系统、导轨、直线运动单元和分度转台等密切相关,应注意这些元部件质量。此外,夹具、辅具等也要求有相应的高精度、高刚度和高稳定性。 加工工具主要是指刀具、磨具及刃磨技术。用金刚石刀具超精密切削,值得研究的问题有:金刚石刀具的超精密刃磨,其刃口钝圆半径应达到2~4nm,同时应解决其检测方法,刃口钝圆半径与切削厚度关系密切,若切削的厚度欲达到10nm,则刃口钝圆半径应为2nm。 磨具当前主要采用金刚石微粉砂轮超精密磨削,这种砂轮有磨料粒度、粘接剂、修整等问题,通常,采用粒度为W20~W0.5的微粉金刚石,粘接剂采用树脂、铜、纤维铸铁等。 航天、航空工业中,人造卫星、航天飞机、民用客机等,在制造中都有大量的精密和超精密加工的需求,如人造卫星用的姿态轴承和遥测部件对观测性能影响很大。该轴承为真空无润滑轴承,其孔和轴的表面粗糙度要求为Ry0.01μm,即1nm,其圆度和圆柱度均要求纳米级精度。被送入太空的哈勃望远镜(HST),
数控加工工艺的分析和处理 姓名: 专业:机械加工与自动化 班级:
前言: 数控加工作为一种先进的加工方法, 被广泛地用于航空工业、舰船工业以及电子工业等高精度、复杂零件的加工生产。在数控加工中,影响数控加工质量的因素很多,即工艺系统中的各组成部分,包括机床、刀具、夹具的制造误差、安装误差以及刀具使用中的磨损等都直接影响工件的加工精度。也就是说,在加工过程中整个工艺系统会产生各种误差,从而改变刀具和工件在切削运动过程中的相互位置关系而影响零件的加工精度及质量。
摘要 从加工工艺角度论述了提高数控加工精度,表面加工质量的解决措施,只在提高数控加工质量,利于更高效的使用数控机床,提高数控车床质量,第一要合理考虑工艺因素;第二要掌握数控车床的三大操作技巧,即一刀多尖、刀具圆弧半径补偿和刀具磨损参数的有效运用。 浅谈提高数控车床加工质量的措施 一:机床的合理选择 数控加工在中国制造业中已经有了较长的使用时间,虽然有严格的数控机床操作规范、良好的机床维护保养,但是其本身的精度损失是不可避免的。为了控制产品的加工质量,我们定期对数控设备进行检测维修,明确每台设备的加工精度,明确每台设备的加工任务。对于大批量成批生产的零件加工工厂,应严格区分粗、精加工的设备使用,因为粗加工时追求的是高速度、高的去除率、低的加工精度,精加工则相反,要求高的加工精度。而粗加工时对设备的精度损害是最严重的,因此我们将使用年限较长、精度最差的设备定为专用的粗加工设备,新设备和精度好的设备定为精加工设备,做到对现有设备资源的合理搭配、明确分工,将机床对加工质量的影响降到了最低,同时又保护了昂贵的数控设备,延长了设备的寿命。 二:图纸分析 1确定正确的加工工艺方案 (1)合理实际切入切出路线。在数控机床上加工零件时,为减少接到痕迹,保证轮廓的表面质量,对刀具的切入和切除的程序要仔细设计。刀具 的切入切点要沿零件周边外延,以保证工件的轮廓光滑,如刀具沿零 件轮廓直接垂直切入零件,将在零件的外形上留下明显的痕迹,刀具 要沿零件轮廓的法线切入和切除。在轮廓加工过程中应避免进给停顿, 否则由于切削力的变化也会产生刀痕,刀具切入过程一般需要采取较 小的进给速度,为提高切削效率。切入时从一个切削层换到另一个切 削层,比切除后在突然切入好,这样可以保证恒定的切削参数,包括 切削速度,进给量与切削速度的一致性,要尽量的提高毛培的成型精 度,使表面加工余量均匀。 (2)例如
金属工艺学论文 论文标题先进制造技术的新发展系别机械与能源工程系 年级专业08机本2班 学生姓名何涛 指导老师彭北山 邵阳学院 2010年1月10日
先进制造技术的新发展 摘要:本文介绍了当今制造技术面临的问题,论述了先进制造的前沿科学,并展望了先进制造技术的发展前景。 关键词:制造科学;前沿科学;应用前沿;绿色制造 前言 制造业是现代国民经济和综合国力的重要支柱,其生产总值一般占一个国家国内生产总值的20%~55%。在一个国家的企业生产力构成中,制造技术的作用一般占60%左右。专家认为,世界上各个国家经济的竞争,主要是制造技术的竞争。其竞争能力最终体现在所生产的产品的市场占有率上。随着经济技术的高速发展以及顾客需求和市场环境的不断变化,这种竞争日趋激烈,因而各国政府都非常重视对先进制造技术的研究。 1当前制造科学要解决的问题 当前制造科学要解决的问题主要集中在以下几方面: (1)制造系统是一个复杂的大系统,为满足制造系统敏捷性、快速响应和快速重组的能力,必须借鉴信息科学、生命科学和社会科学等多学科的研究成果,探索制造系统新的体系结构、制造模式和制造系统有效的运行机制。制造系统优化的组织结构和良好的运行状况是制造系统建模、仿真和优化的主要目标。制造系统新的体系结构不仅对制造企业的敏捷性和对需求的响应能力及可重组能力有重要意义,而且对制造企业底层生产设备的柔性和可动态重组能力提出了更高的要求。生物制造观越来越多地被引入制造系统,以满足制造系统新的要求。 (2)在现代制造过程中,信息不仅已成为主宰制造产业的决定性因素,而且还是最活跃的驱动因素。提高制造系统的信息处理能力已成为现代制造科学发展的一个重点。由于制造系统信息组织和结构的多层次性,制造信息的获取、集成与融合呈现出立体性、信息度量的多维性、以及信息组织的多层次性。在制造信息的结构模型、制造信息的一致性约束、传播处理和海量数据的制造知识库管理等方面,都还有待进一步突破。 (3)各种人工智能工具和计算智能方法在制造中的广泛应用促进了制造智能的发展。一类基于生物进化算法的计算智能工具,在包括调度问题在内的组合优化求解技术领域中,受到越来越普遍的关注,有望在制造中完成组合优化问题时的求解速度和求解精度方面双双突破问题规模的制约。制造智能还表现在:智能调度、智能设计、智能加工、机器人学、智能控制、智能工艺规划、智能诊断等多方面。