电熔管件使用说明
使用前请仔细阅读
一、焊接工具
应具备电熔焊机、切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等,其中电熔焊机应符合以下要求:
1.应采用符合国家标准要求的标准专用电熔焊机;
2.输出电压需始终稳定在额定电压±0.5v的范围内,焊机功率需满足管件焊接要
求;
3.应具有欠压、过压、欠流、过流等自我保护功能;
4.电熔焊机应每年至少校准和检定一次。
二、注意事项
产品的运输、储存必须遵循GB/T 13663.2-2005《给水用聚乙烯(PE)管道系统第2部分:管件》的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下事项:
1.需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功
能,则以20℃为标准,不同环境温度下,焊接时间需按下表进行增减。
2.整个焊接过程中焊机的输出电压必须始终维持在设定值0.5v范围内,并确保焊
机插头无锈蚀,污染,并和电熔管件铜柱配套良好。
3.电熔焊接的环境温度宜到0℃到40℃之间,当环境温度超出时,必须采取相应的
保护措施。
4.现定电熔焊接工艺参数适用于SDR11等厚壁管材,SDR17系列慎用或根据厂家建
议调整时间,SDR21系列以下薄壁管材不应采用电熔焊接。
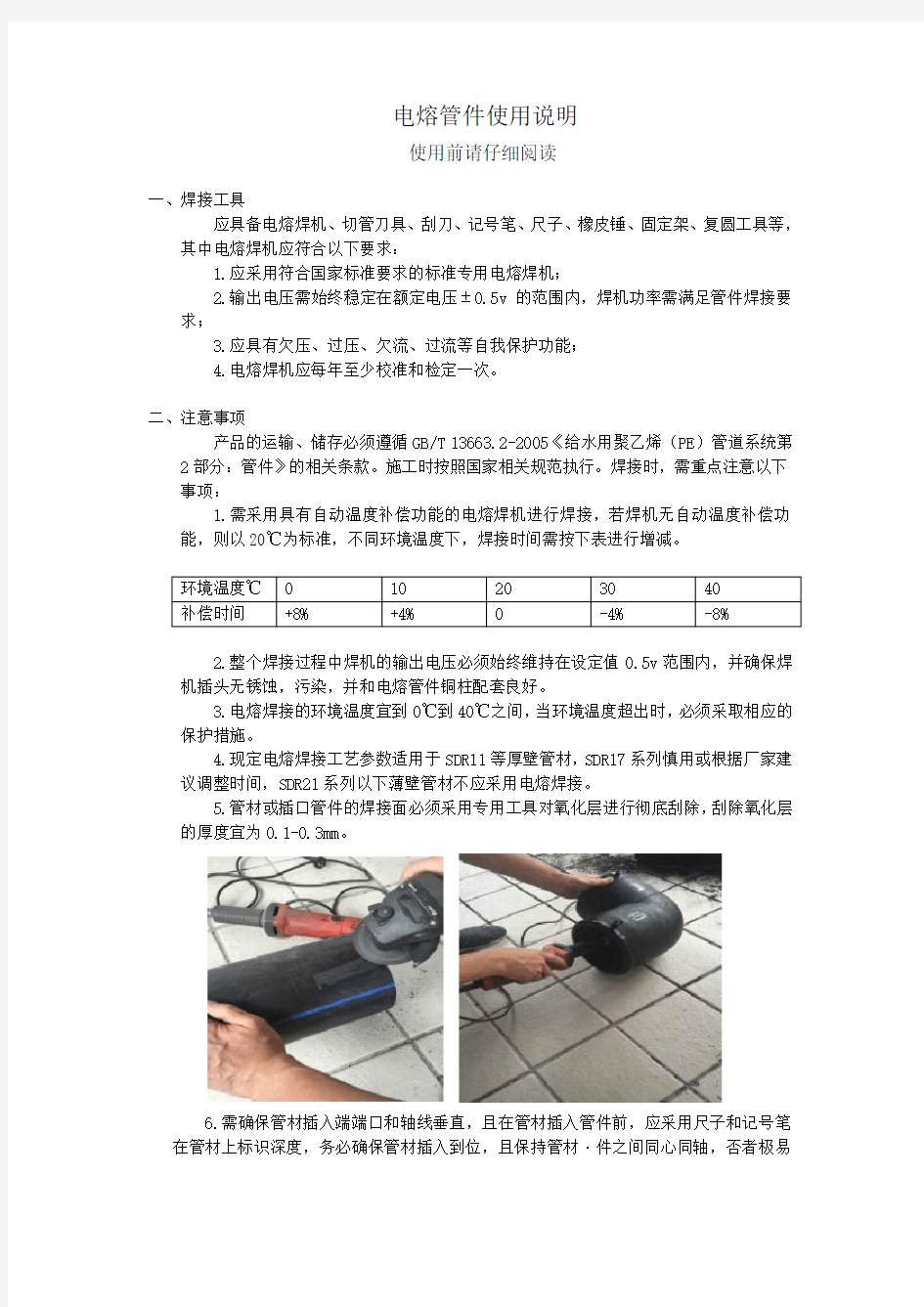
5.管材或插口管件的焊接面必须采用专用工具对氧化层进行彻底刮除,刮除氧化层
的厚度宜为0.1-0.3mm。
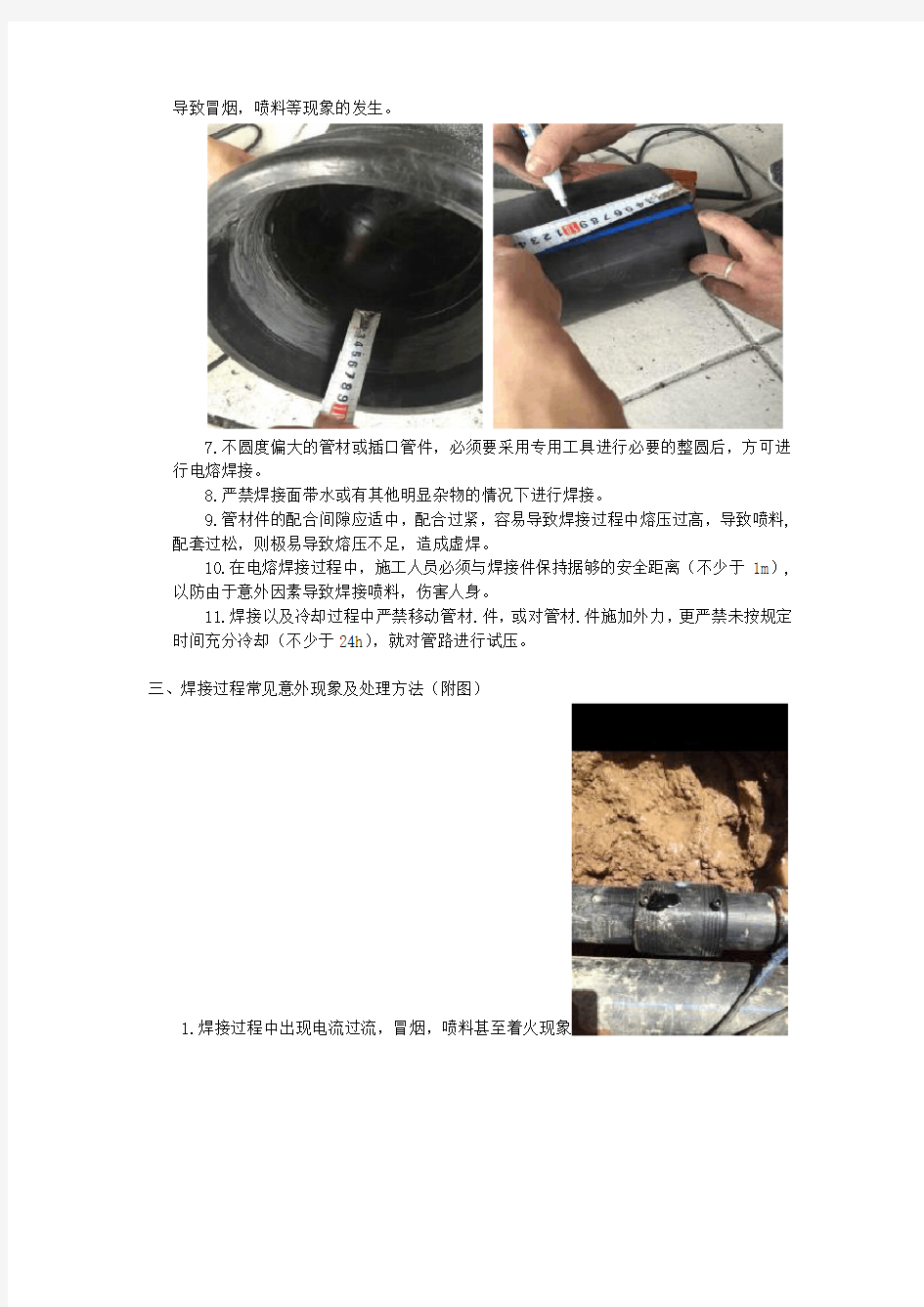
6.需确保管材插入端端口和轴线垂直,且在管材插入管件前,应采用尺子和记号笔
在管材上标识深度,务必确保管材插入到位,且保持管材·件之间同心同轴,否者极易
导致冒烟,喷料等现象的发生。
7.不圆度偏大的管材或插口管件,必须要采用专用工具进行必要的整圆后,方可进
行电熔焊接。
8.严禁焊接面带水或有其他明显杂物的情况下进行焊接。
9.管材件的配合间隙应适中,配合过紧,容易导致焊接过程中熔压过高,导致喷料,
配套过松,则极易导致熔压不足,造成虚焊。
10.在电熔焊接过程中,施工人员必须与焊接件保持据够的安全距离(不少于1m),
以防由于意外因素导致焊接喷料,伤害人身。
11.焊接以及冷却过程中严禁移动管材.件,或对管材.件施加外力,更严禁未按规定
时间充分冷却(不少于24h),就对管路进行试压。
三、焊接过程常见意外现象及处理方法(附图)
1.焊接过程中出现电流过流,冒烟,喷料甚至着火现象
原因1:.管材(件)在烈日下暴晒,没有适当调节焊接时间。
处理方法:根据环境温度调整焊接时间。
原因2:恒压焊接时,管材未照标准插到管件要求位置,或管材管件配合过松,焊接时引起铜丝移位并丝,产生电阻变小,功率增大。引起冒烟,喷料,着火现象。
处理方法:焊接时时刻观察电熔焊机电流变化,发现电流上升,说明焊接区域铜丝并丝,应立即停止焊接,记录焊接剩余时间,根据剩余时间决定是否降低电压补焊。特别注意,如果因操作不当引起内部着火现象,应就地取材封堵管材两头,使内部真空,火自然熄灭。
原因3:焊机有故障,输出功率不稳定。
处理方法:检测校准焊机。
2.虚焊
原因1:焊接面氧化层未做处理
处理方法:刮除氧化层,如氧化层已刮除还有这种现象,查看焊接时是否按照公司提供的参数焊接。
3.熔浆溢出
原因1:管材没有打到底,使焊接面裸露在外面
处理方法:采用尺子和记号笔在管材上标识深度,务必确保管材插入到位。
原因2:管材管件配套过松
处理方法:本公司管件严格按照标准生产,测量管材外径是否达到国家标准。
4.熔浆从接线柱溢出
原因:焊机输出端与管件接线柱虚接,造成接触不良,局部发热。融化接线柱周边管件处理方法:检查焊机输出端接线螺丝是否拧紧,输出端与接线柱配合间隙是否过松。5.焊机显示输出开路
原因1.管件内部铜丝断路
处理方法,管材敲进管件时应保持水平位。否则极易敲断铜丝。
原因2.焊机自身故障
解决方法:检测校准焊机。
6.焊机显示供电不足
原因1:未按公司给定参数设置
处理方法:查看焊接时是否按照公司提供的参数焊接。
原因2.焊机功率过小
处理方法:恒压模式焊接时DN50~160各规格管件应使用2KW~3KW功率焊机。DN200~315 应使用3KW及以上焊机。恒流模式熔焊接时DN50~160各规格管件应使用3KW~4KW功率焊机。DN200~315 应使用 5KW以上焊机。
电熔管件的焊接操作过程 (一)、电熔承插管件的焊接操作过程1、焊接前准备:1).测量电源电压,确认焊机工作时的电压符合要求。2).清洁电源输出接头,保证良好的导电性。2、管材截取:管材的端面应垂直轴线,其误差< 5mm。3、焊接面清理:测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识,将大于划线区域约5mm内的焊接面刮削约0.2mm厚,以去除氧化层。4、管材与管件承插:在管材上重新划线,位置距端面为1/2管件长度。拆开管件包装,将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具,不得使电熔管件承受外力,管材与管件的不同轴度应当小于管材外径尺寸的1.5%。5、输出接头连接:焊机输出端与管件接线柱牢固连接,不得虚接。6、焊接模式设定:按焊机说明书要求,将焊机调整到“自动”或“手动”模式。6、焊接数据的输入:按自动或者手动方式输入焊接数据。7、焊接:1).启动焊接开关,开始计时;2).手动模式下焊接参数应当按管件产品说明书确定。8、自然冷却:冷却时间应当按管件产品说明书确定,冷却过程中不得向焊接件施加任何外力,必须在完成冷却后,才能拆卸夹具。 (二)、电熔鞍形管件的焊接操作过程1,焊接前准备:与电熔承插管件焊焊相同。2、划线:在管材上划出焊接区域。3、焊接面清理:将划线区域内的焊接面刮削约0.2mm厚,以去除氧化层,刮削区域应大于鞍体边缘。4、管件安装:用管件制造单位提供的方法进行安
装,确保管件与管材的两个焊接面无间隙。5、焊接数据输入:与电熔承插管件焊焊相同。6、焊接:与电熔承插管件焊焊相同。7、自然冷却:接头在冷却过程中应当处于夹紧状态。鞍形三通的冷却时间应当大于60分钟或者按产品说明书进行开孔操作。8、封堵:按照管件产品说明书进行封堵。六、电熔焊接的检验与试验电熔焊接的检验与试验可分为非破坏性检验和破坏性检验;非破坏性检验主要手段为目测和外观检查,用于施工现场的质量控制和操作人员的自检。破坏性检验主要用于焊接工艺评定及对焊接质量有争议焊口的试验。 (一)、电熔电熔承插管件焊接的非破坏性检验:主要是进行外观检查: 1).电熔管件应当完整无损,无变形及变色。2).从观察孔应当能看到有少量的PE顶出,但是顶出物不得呈流淌状;焊接表面不得有熔融物溢出。3).电熔管件承插口应当与焊接的管材保持同轴。4).检查管材整个圆周的刮削痕迹。 HDPE管道安装规程 1、热熔承插安装,DN20-DN63mm规格一般采用此法,具体流程如下: (1)用管剪根据安装需要将管材剪断; (2)在管材待承插深度处标记号; (3)将热熔机模头加温至20左右; (4)同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动; (5)自然冷却; (6)施工完毕经试验压验收合格后投入使用; 2、热熔对接安装,DN110-DN1600mm规格一般采用此法,具体操作流程如下:(1)将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹瓦),每根管材另一端用管支架托起至同一水平面。 (2)用电动铣刀分别将管材断面铣平整,确保两管材接触面能充分吻合; (3)将电加热板升温到210度,放置两管材端面中间,操作电动液压装置使两管材端面同时完全与电热板接触加热; (4)抽调加热板,再次操作液压装置,使以熔融的两管材端面充分对接并锁定液压装置(防止反弹); (5)保持一定冷却时间松开,操作完毕;
电熔连接 电熔连接根据管件的不同分为电熔承插连接和电熔鞍形连接,承插连接件主要包括电熔直通、电熔变径、电熔三通、电熔弯头、电熔端帽。鞍形连接件主要包括鞍形修补件、鞍形直通和鞍形旁通等。电熔连接是用专业的电熔焊机通过控制管件中内置电阻丝的电流量和通电时间来使熔接表面达到熔接温度并吸收合理热量。通过熔体膨胀产生的内压使相互接触表面充分熔融达到焊接目的。 电阻丝:在管件内壁根据电阻丝的布线方式的不同可分为裸露式和埋藏式两种。 限位:位于管件的中间部位。其作用是避免乘插时管材过插,但为了施工以及维修方便一般限位的强度不当,为了方便维修或必要时容易清除掉。 接线柱:用来和电熔焊机输出线两级连接常用规格为4.0mm和4.7mm 观察孔:位于管件的外部接线柱内侧。焊接结束时观察孔内应有物料出,作为判定焊接结果的依据。 条形码:焊接时通过扫描工具把条形码上焊接信息收集到焊机中。 焊接参数:主要有加热时间和冷却时间。作为焊接时手动输入参数。 电熔连接的专用设备称为电熔焊机。由主机和电源输入线、输出线三部分构成。输出端都根据管件接线柱规格备有两种规格的接头,主机上有电源开关和操作面板,通过操作面板可以设定输出电压和熔接时间。焊机输入电压为220V的交流电,额定功率为3000W左右,适用于各种规格的电熔管件中连接操作。
在进行电熔连接时还需要如下辅助专用工具:组合夹具、夹具、平板刮刀、旋转刮刀、爬壁刮刀、管剪刀、管切刀、记号笔、直角尺等。 De63电熔管件焊接 1、电熔承插连接前准备好适合电源,确保电压和功率都能满足焊机要求和对电熔管件接线柱与电源输出端接头是否匹配。 2、打开电熔管件包装,用直尺测量管件一端应承插的长度,用干净棉布擦净管端污物,按尺寸在管材上做好标记。 3、用刮刀刮削管材表面氧化层,一般刮削长度应超出标记0.5cm为宜,刮削厚度应符合工艺要求。一般为0.1~0.2mm左右,彻底去除管材表面氧化层,清除管端碎屑同时沿管端外圆刮削一周,降低承插过程中管端外圆与管件内壁的摩擦力,管材表面刮削好后再次根据测量的应承插深度进行二次标记。标注过程中应采取措施确保刮削好的表面不被污染。 4、检查管件内电阻丝是否有异常内表面是否被污染,施工中我们要求管件必须在使用时才能拆开包装,保持管件内表面的清洁和干燥。确认加热时间和冷却时间。 5、组装承插件:承插后的连接件管材和管件应保持同轴,管材必须按照标记承插到位用专业夹持工具把连接件固定好,确保在焊接及冷却过程中管材与管件不产生位移。 6、连接焊机输出电源,打开焊机输出开关设定输出电压和加热时间,启动焊接,在焊接过程中应注意观察电熔管件观察孔内物料顶起情况,观察时切忌眼睛正对观察口以免熔融物异常喷出时受伤,如焊接过程中出现冒烟,管件两端与观察口有熔体溢出等现象判定焊口不合格。
电熔管件使用说明 使用前请仔细阅读 一、焊接工具 应具备电熔焊机、切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等,其中电熔焊机应符合以下要求: 1.应采用符合国家标准要求的标准专用电熔焊机; 2.输出电压需始终稳定在额定电压±0.5v的范围内,焊机功率需满足管件焊接要 求; 3.应具有欠压、过压、欠流、过流等自我保护功能; 4.电熔焊机应每年至少校准和检定一次。 二、注意事项 产品的运输、储存必须遵循GB/T 13663.2-2005《给水用聚乙烯(PE)管道系统第2部分:管件》的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下事项: 1.需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以20℃为标准,不同环境温度下,焊接时间需按下表进行增减。 2.整个焊接过程中焊机的输出电压必须始终维持在设定值0.5v范围内,并确保焊 机插头无锈蚀,污染,并和电熔管件铜柱配套良好。 3.电熔焊接的环境温度宜到0℃到40℃之间,当环境温度超出时,必须采取相应的 保护措施。 4.现定电熔焊接工艺参数适用于SDR11等厚壁管材,SDR17系列慎用或根据厂家建 议调整时间,SDR21系列以下薄壁管材不应采用电熔焊接。 5.管材或插口管件的焊接面必须采用专用工具对氧化层进行彻底刮除,刮除氧化层 的厚度宜为0.1-0.3mm。 6.需确保管材插入端端口和轴线垂直,且在管材插入管件前,应采用尺子和记号笔 在管材上标识深度,务必确保管材插入到位,且保持管材·件之间同心同轴,否者极易
导致冒烟,喷料等现象的发生。 7.不圆度偏大的管材或插口管件,必须要采用专用工具进行必要的整圆后,方可进 行电熔焊接。 8.严禁焊接面带水或有其他明显杂物的情况下进行焊接。 9.管材件的配合间隙应适中,配合过紧,容易导致焊接过程中熔压过高,导致喷料, 配套过松,则极易导致熔压不足,造成虚焊。 10.在电熔焊接过程中,施工人员必须与焊接件保持据够的安全距离(不少于1m), 以防由于意外因素导致焊接喷料,伤害人身。 11.焊接以及冷却过程中严禁移动管材.件,或对管材.件施加外力,更严禁未按规定 时间充分冷却(不少于24h),就对管路进行试压。 三、焊接过程常见意外现象及处理方法(附图) 1.焊接过程中出现电流过流,冒烟,喷料甚至着火现象
欢迎共阅 一、聚乙烯(PE )管道电熔焊接原理 聚乙烯管电熔焊接的原理是用电熔焊机给镶嵌在电熔管件内壁的电阻丝通电加热,其加热的能量使管件和管材的连接界面熔融。在管件两端的间隙封闭后,界面熔融区的熔融物在高温和压力作用下,其分子链段相互扩散,当界面上互相扩散的深度达到了链缠结所必须的尺寸,自然冷却后界面就可以得到必要的焊接强度,形成管连可靠的焊接连接。 根据电熔焊接原理和国内外的实践经验已经证实,能否形成管道可靠的焊接连接,主要由电熔管件的设计、电阻的温度-电阻特性、电熔焊机提供的电源电压的稳定性、管件和管材的材料性质、管件和管材连接界面的预处理状况、管件和管材连接界面间的缝隙宽度和均匀性、管件和管材的对中和夹持稳定状况、焊接工艺参数(如电压、电流、时间等)、焊接时环境温度、操作人员的水平等因 规定的要求; 1)PE 在目前1。 表1密度水分含量碳黑含量碳黑分散颜料分散全尺寸(MPa 全尺寸适应的临界压力Pc.Fs ≥1.5×MOP S4试验的临界面压力Pc.s4≥MOP/2.4-0.072e 耐慢速裂纹增长(en>5mm )h165 PE 原材料性能差异的最基本因素是分子结构的差异,只有先进的聚合装置和工艺才可能生产出具有优良性能的PE 管道专用料,所以,必须是有定级证明的材料,才有可能是合格的PE80、PE100专用混配料。 2)、PE 电热熔管件所用的电热丝必须符合其产品标准的要求。 电熔管件产品的电性能主要体现在产品电阻上。根据国家标准GB15558.2?燃气用埋地用聚乙烯管件(PE)管道系统第二部分:管件?要求:在230C 下,电熔管件的电阻应在以下范围内: 最大值:标称值X (1+10%)+0.1Ω
PE电熔管件技术标准商榷 PE电熔管件的技术标准,应该具备技术指标、试验方法和判定准则三个内容。焊接热功量、焊接功率密度、加热速度等技术指标直接决定了电熔管件的制造质量和焊接质量。2005年10月和12月,国家先後颁发了给水用PE电熔管件技术标准GB/T13663.2-2005和燃气埋地用PE电熔管件技术标准GB15558.2-2005。按理说,标准的颁发应当对行业起到规范作用,结束混乱局面。然而3年过去了,状况依旧。原因何在?仔细看一下标准文本便知,标准中连电熔管件的设计方法和技术指标都定不出来,何以规范一个行业?有鉴於此,本文将对上述两个电熔管件技术标准的核心内容与提出单位、起草单位和组织管理单位以及颁发单位进行商榷,以期促成标准的早日修订。 电熔管件技术标准质疑 众所周知,标准是针对具体的产品制定的,它是产品制造和检测的技术规范和判定准则,其主要内容由三部分组成:一是技术指标;二是试验方法;三是判定准则。第一部分是核心,後两个部分是第一部分的技术支持。作为电熔管件的技术标准,同样应该具备这些内容。 对於电熔管件,其技术性能可以分成两部分:一是机械性能,包括几何尺寸、熔区宽度、机械强度、材料配方等。机械性能是保证电熔管件在管网中能够长期承受规定压力的技术参数,这些参数容易确定也容易实现。二是电气性能,包括固有热功量、焊接热功量、熔融材料的重量、焊接电压、焊接时间、管件电阻、功率密度、加热速度、电阻丝的材料、电阻温度系数、电阻丝埋设深度、电阻丝的螺距、径向热负荷、轴向热负荷、观察孔深度等等。一个电熔管件能否焊好,主要是由电气技术指标来保证的。如果一个电熔管件的电气参数设计不合理,焊接质量根本无法保
、聚乙烯(PE)管道电熔焊接原理 聚乙烯管电熔焊接的原理是用电熔焊机给镶嵌在电熔管件内壁的电阻丝通电加热,其加热的能量使管件和管材的连接界面熔融。在管件两端的间隙封闭后,界面熔融区的熔融物在高温和压力作用下,其分子链段相互扩散,当界面上互相扩散的深度达到了链缠结所必须的尺寸,自然冷却后界面就可以得到必要的焊接强度,形成管连可靠的焊接连接。 根据电熔焊接原理和国内外的实践经验已经证实,能否形成管道可靠的焊接连接,主要由电熔管件的设计、电阻的温度-电阻特性、电熔焊机提供的电源电压的稳定性、管件和管材的材料性质、管件和管材连接界面的预处理状况、管件和管材连接界面间的缝隙宽度和均匀性、管件和管材的对中和夹持稳定状况、焊接工艺参数(如电压、电流、时间等)、焊接时环境温度、操作人员的水平等因素决定。因此,根据电熔焊接原理和影响焊接质责因素的实践经验而编制的产品标准、工艺参数、操作规范、质量检验试验方法等,是我国在当前发展阶段,生产、应用和管理各方的共识和准则。 二、电熔管件在聚乙烯管道系统的构成中,电熔管件是必不可少的组成部分,选用的电熔管件必须符合相应的产品标。,燃气管道系统所用的电熔管件、必须符合燃气用聚乙烯管件标准:GB 15558.2-2005 规定的要求;给水用聚 乙烯电熔管件,必须符合给水用聚乙烯管件标准:GB/T13663.2-2005 规定的要求。 1)、电熔管件厂家所用的聚乙烯混配料,必须符合其产品标准对PE原料的要求。 PE混配料性能的优劣对电熔管件的长期性能具有决定性的影响,因此,选好专用料,是保证聚乙烯电熔管件质量的基础。如果电熔管件厂家所用的材料,不符合产品标准对原材料的要求,在目前水平下,无论其设备如何优良,工艺如何先进,都不可能制造出合格的产品。 燃气用电熔管件所用混配料在GB15558.2-2005 标准中规定十分具体而明确,其基本性能见表1。 表 1 、燃气用PE 电熔管件所用混配料的基本性能 性能单位要求 密度Kg/m3 > 930(基础数值) 熔体质量流动速率MFR g/10min 0.2?1.4,且最大偏差不应超过混配料标称值的士20 % 热稳定性(氧化诱导时间)min >20 挥发分含量mg/kg < 350 水分含量b mg/kg < 300 碳黑含量c (质量分数)% 2.0?2.5 碳黑分散C级W 3 颜料分散d级W 3 耐气体组分h > 20 耐快速裂纹扩展(RCP)性能单位要求 全尺寸(FS)试验:dn》250mm或s4试验:管材试验壁厚》15mm MPa MPa全尺寸适应的临界压力Pc.Fs》1.5 x MOP S4 试验的临界面压力Pc. s4》MOP/2.4-0.072e 耐慢速裂纹增长(en>5mm)h 165 PE原材料性能差异的最基本因素是分子结构的差异,只有先进的聚合装置和工艺才可能生产岀具有优良性能的PE 管道专用料,所以,必须是有定级证明的材料,才有可能是合格的PE80、PE100 专用混配料。 2)、PE 电热熔管件所用的电热丝必须符合其产品标准的要求。 电熔管件产品的电性能主要体现在产品电阻上。根据国家标准GB15558.2?燃气用埋地用聚乙烯管件(PE)管道系统第二部分:管件?要求:在230C 下,电熔管件的电阻应在以下范围内: 最大值:标称值X (1 + 10% )+0.1 Q 最小值:标称值X (1—10%)因此,要求所用的电热丝必须在单位长度上具有非常稳定的电阻值,才有可能保证产品具有稳定的电性能。聚乙烯电熔管件内分布的电阻丝是电熔管件的主要构件。电阻丝的直径、长度、螺距分布,决定发热量,不同要求有不同的设计,每种规格都要通过设计和试验确定。
PERT电熔管件与PE电熔模具生产PE-RT电熔管件对比 目前市场上还流通着大量不符合铝合金衬塑行业标准要求的PE-RT电熔管件,以不合格品冒充合格品导致部分业主白花冤枉钱。今天我们对PE-RT电熔管件产品做如下说明: 详细对比如下: 一、铝合金衬塑复合管材执行行业标准CJ/T 321-2010 ,标准要求管材内衬复合管材采用S4系列,管材整体承压等级为2.0Mpa.
二、铝合金衬塑行业标准规定铝合金衬塑复合管材配套使用管件的承压等级不得低于管材的承压等级,管件壁厚S值取2.5。
兴纪龙PE-RT电熔管件异径直接 因此,铝合金衬塑复合管材配套使用的管件承压等级必须满足2.5Mpa压力等级要求。 兴纪龙PE-RT电熔管件与市场上PE模具生产的PE-RT电熔管件对比: dn110直接某品牌PE-RT电熔管件与兴纪龙PE-RT电熔管件 (左边产品1.25Mpa壁厚10.0mm,右边2.5Mpa壁厚18.3mm) 1、兴纪龙PE-RT电熔管件又叫屈弹电熔管件是兴纪龙经过技术创新成功研发并获得专利证书,专利号:201420439645.0 2、下面来介绍: 1)PE-RT原材料综合性能好、承压及耐温性能高(PE-RT一型原料采用韩国进口LG原料生产,PE-RTⅡ型原料来自法国道达尔)。
韩国LG原料(PE-RT一型) 法国道达尔(PE-RTⅡ型) 2)管件S2.5系列产品、承压为2.5Mpa,管件两端口部承口尺寸为15-20mm,永远会使铝合金管材在承口里面,不会使塑料管外露,接口处承压能力大于管材任何位置设有铝管承插口,铝管不外漏,提高接口处承压能力,满足行业标准要求。 3)颜色为白色,采用纯料生产不添加任何回收料。 4)管件采用后布线工艺,数控自动车床加工,精度高,椭圆度0.1mm,在加工过程中,切削掉塑料内表面的氧化层,使电熔过程中与管材粘接强度更好,更牢固。 5)管件可进行二次不拆卸补焊永不漏水。
电熔管件的连接方法 Connection Methods of electrofusion fittings 焊接步骤 Welding Procedures 第一步 Step 1 1、首先,切割管材确保管端光滑、平直。 1. Cut the pipes; assure that the pipe end are smooth and straight. 2、测量电熔管件挡位圈至管件末端的长度(无挡位圈则测管件总长度的一半)。 2. Measure the vertical length between the fitting end and the limit circle ( measure half length of the fittings without limit circle) 3、用记号笔在待焊接管材上标识出上述所测长度(即插入管件的深度)。 3. Mark the pipes with the above length (inserting length). 4、用刮刀刮除管材标识长度的氧化层(0.1-0.2mm),并清除管端毛刺。 4. Scrape the oxidized layer of the pipes ( around 0.1-0.2mm), remove the burrs on the pipe end. 第二步 Step 2 5、用丙酮清洁管端焊接区及管件的内表面,并用干净的抹布擦干,确保焊接部位完全干燥。 5. Clean the fusion area of the pipes and fittings with Acetone, completely dry the fusion area with clean cloth; 6、不要用手触摸已清洁干燥的管材及管件表。 6. Do not touch the clean and dry pipes or fittings with hands 7、将PE管材插入管件到标识线处,并检查配合尺寸。 7. Insert the pipes into the electro fusion fittings and stop at the length mark; check the size fitness. 8、使用夹具将PE管材与管件进行固定,确保管材与管件中心线保持一致,并在焊接过程 中不移位。 8. Clamp the pipes and fittings at the same axis, do not move during welding. 第三步 Step 3
PE-RT电熔管件与PE电熔管件的对照图 一、承压等级 1. PE电熔管件:材料一般为PE80级,承压级别为SDR11(S5),公称压力为1.25MPa,承压能力差,不能达到铝合金衬塑行业标准CJ/T321-2010中的要求。 2. PE-RT电熔管件:承压级别为S2.5,公称压力为2.5MPa,承压能力强,与铝合金衬塑行业标准CJ/T321-2010所要求的级别一致。 兴纪龙PE-RT屈弹电熔管件
二、原料性能 1.PE电熔管件:PE为聚乙烯,只能用于冷水。 2.PE-RT电熔管件:为耐热增强聚乙烯,可用于热水(最高可用于95度,长期使用水温可达到70度) 三、生产工艺 1. PE电熔管件:一般为前布线生产工艺,管件一次注塑成型,由于生产过程中冷却温度不易控制,造成椭圆度大,通常在1.0-2.0mm,内径尺寸不一致,最大能达到2mm,甚至更大,管件内孔在注塑过程中会自然生成氧化层,无法去除,在电熔过程中影响管材与管件的粘接效果。 2. PE-RT电熔管件:采用后布线,所有的后道工序都是在常温下由精密数控设备完成,加工精度高,椭圆度可控制在0.1mm,内孔尺寸控制在0.05mm,在加工过程中,切削掉塑料内表面的氧化层,使电熔过程中粘接强度更好,更牢固。 四、外形结构 1.无承插口,安装后铝管只能在管件的外端,由于在剥皮操作过程中,铝皮长度会有差异,塑料管会外漏,承压能力下降,存在安全隐患。 2.口部承口尺寸为15-20mm,永远会使铝合金管材在承口里面,不会使塑料管外露,接口处承压能力大于管材任何位置。
PE电熔管件 四、颜色不同 1.采用黑色,添加回料的比例难以控制,质量无法保证。2.为白色管件,保证原料使用真材实料,质量容易控制。
PE给水管的几种连接方法 PE管材目前广泛的用途: 城镇、农村自来水管道系统 PE给水管卫生无毒、不结垢,更适合城市及农村供水主干管和埋地管,安全、卫生、经济、施工方便,使用寿命长。 城镇燃气输送管道 由于PE管具有较好的抗蠕变性和经济性,以逐步取代墨筑管用于城镇燃气输送。可置换水泥管、铸铁管和钢管 用于旧网改造工程,不用大面积开挖,施工方便,造价低,可广泛应用于老城区管网改造。 工业原料输送管道 化工、化纤、食品、林业、制药、轻工、造纸、冶金等工业原料输送管。 园林绿化供水管网 园林绿化需大量输水管道,PE管的柔韧性和低成本,使之成为最佳选择。 污水排放用管材 PE管道具有高度抗应力、耐磨损和耐腐蚀性,可广泛应用于输送矿砂、煤灰及河道清淤泥浆。 农用灌溉管道 PE管具有使用寿命长、性价比高,被广泛应用于海水淡化工程。 农村沼气管道 PE管内壁光滑、流量大、可跨道路施工,抗冲击性好,是农用灌溉理想管材。船用管道 FE管质量轻、连接方便,可广泛应用于大型船舶内部给排水。 海水淡化用管道 由于PE具有较好的经济性,正被大面积地使用于农村沼气工程。 PE管道具有独特耐腐蚀性能,可用于工业废水、污水排放,成本及维护费用低。矿砂、泥浆输送 PE管道安装规程 1、热熔承插安装,选用焊魔牌HM-63型热熔机,规格范围DN20-63mm一般采用此法,具体流程如下: (1)用管剪根据安装需要将管材剪断; (2)在管材待承插深度处标记号; (3)将热熔机模头加温至20左右; (4)同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动; (5)自然冷却;
(6)施工完毕经试验压验收合格后投入使用; 2、热熔对接安装,选用焊魔牌JL系列液压热熔对接焊机,DN110-DN1600mm规格一般采用此法,具体操作流程如下: (1)将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹瓦),每根管材另一端用管支架托起至同一水平面。 (2)用电动铣刀分别将管材断面铣平整,确保两管材接触面能充分吻合;(3)将电加热板升温到210度,放置两管材端面中间,操作电动液压装置使两管材端面同时完全与电热板接触加热; (4)抽调加热板,再次操作液压装置,使以熔融的两管材端面充分对接并锁定液压装置(防止反弹); (5)保持一定冷却时间松开,操作完毕; (6)施工完毕,须经试压验收合格后,方可回土投入使用; (7)管材在加热过程中作好防风措施,冷却过程中,应逐步经行,不宜急速降温。 3、电熔连接(适用管径dn630mm): (1)将PE管材完全插入电熔管件内; (2)将专用电熔机两导线分别接通电熔管件正负两级; (3)接通电源加热电热丝使内部接触处FE熔融; (4)冷却完毕; (5)施工完毕后需经试压验收合格后,方可封管投入使用。 4、法兰连接。 5、钢塑连接。 6、鞍型对接安装,这对解决主管道分流特别有效。 热熔连接 能够热熔连接是聚烯烃(包括聚乙烯、聚丙烯和聚丁烯)材料管道系统的突出优点。能够热熔连接的含义是聚乙烯管材、管件可以通过热熔连接起来并且连接处的强度超过管材管件的本体强度。聚乙烯管段可以通过热熔对接连成长管并且直径基本不变,这就为采用非开挖铺设和应用于管道内衬修补创造了条件。 聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍型连接)和热熔承插连接。热熔承插连接适用于直径比较小的管材、管件(一般直径在DN63mm以下),因为直径小的管材、管件管壁较薄,截面较小,采用对接不易保证质量。热熔对接适合于直径比较大的管材管件,比承插连接用料省、易制造,并且,在熔接前切去氧化表面层,熔接压力可以控制,质量较易保证。从发展动向看,给水管道才用热熔对流是主流。 聚乙烯管道系统的热熔连接的工艺和设备(工具)都比较简单,热熔连接质量稳定的保证主要是依靠严格遵守规定的操作规程(特别是要严格控制好温度、压力和时间三个参数)。 电熔链接