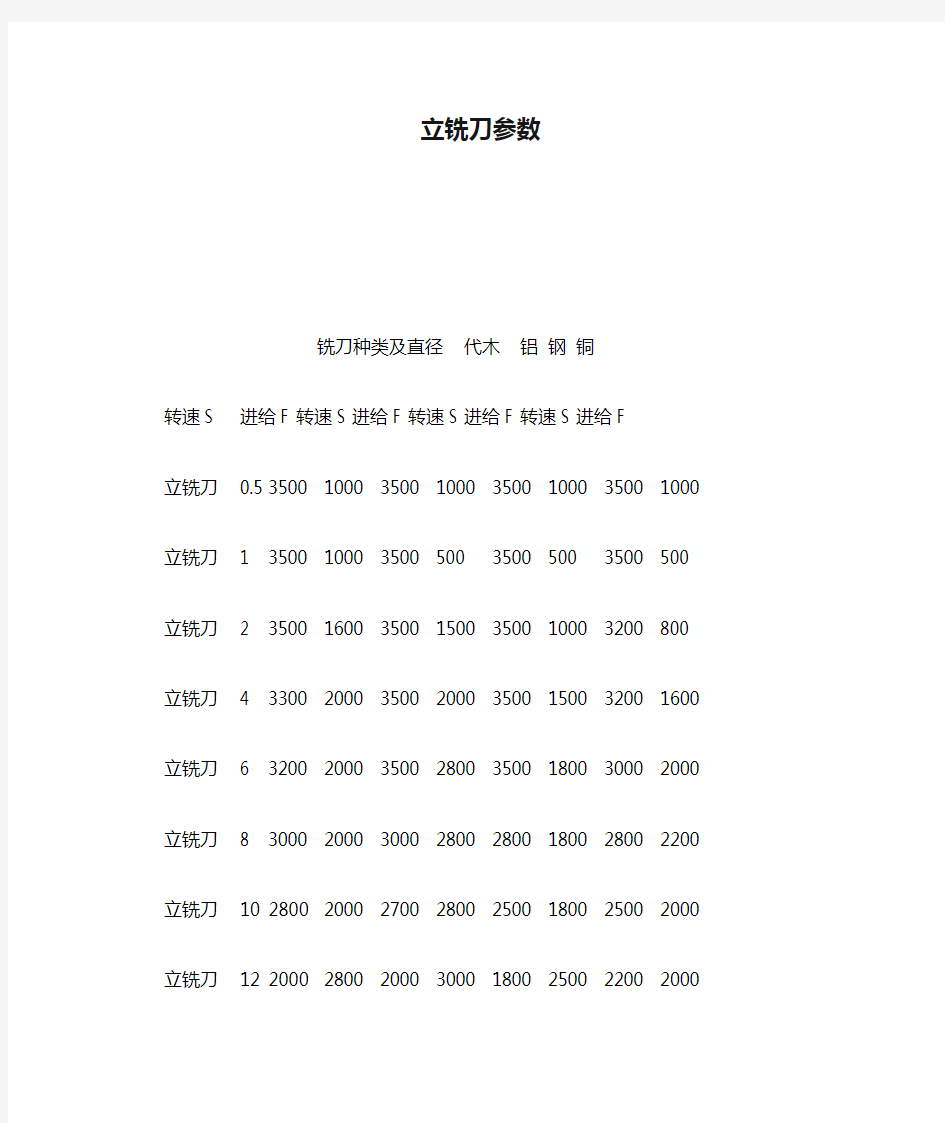

立铣刀参数
铣刀种类及直径代木铝钢铜
转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F
立铣刀0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀20 900 1200 800 1800 750 1000 700 1000 立铣刀25 850 1000 750 1100 700 900 700 950 球头立铣刀0.5 3500 6000 3500 6000 3500 1000 3500 1000
球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500
球头立铣刀 2 3500 6000 3500 1000 3500 600 3500
1000
球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500
球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000
球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000
最佳答案常用計算公式
一、三角函數計算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
二、切削刃上选定点相对于工件的主运动的瞬时速度。
2.1 铣床切削速度的計算
Vc=(π*D*S)/1000
Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm)
例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
2.2 车床切削速度的計算
计算公式如下v c=( π d w n )/1000 (1-1)
式中v c ——切削速度(m/s) ;
dw ——工件待加工表面直径(mm );
n ——工件转速(r/s )。
S:轉速(rpm)
三、進給量(F值)的計算
F=S*Z*Fz
F:進給量(mm/min) S:轉速(rpm) Z:刃數
Fz:(實際每刃進給)
例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F 值)為多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、殘料高的計算
Scallop=(ae*ae)/8R
Scallop:殘料高(mm) ae:XY pitch(mm) R刀具半徑(mm)
例題. Φ20R10精修2枚刃,預殘料高0.002mm,求Pitch為多少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
五、逃料孔的計算
Φ=√2R2X、Y=D/4
Φ:逃料孔直徑(mm) R刀具半徑(mm) D:刀具直徑(mm) 例題. 已知一模穴須逃角加工(如圖),
所用銑刀為ψ10;請問逃角孔最小
為多少?圓心座標多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圓心座標為(2.5,-2.5)
六、取料量的計算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)
例題. 已知一模仁須cavity等高加工,Φ35R5的刀XY pitch是刀具的60%
,每層切1.5mm,進給量為2000mm/min,求此刀具的取料量為多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃進給量的計算
Fz=hm * √(D/ap )
Fz:實施每刃進給量hm:理論每刃進給量ap:Z pitch(mm)
D:刀片直徑(mm)
例題(前提depo XY pitch是刀具的60%)
depoΦ35R5的刀,切削NAK80材料hm為0.15mm,Z軸切深1.5mm,求每刃進給量為多少?
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
沖模刀口加工方法
刀口加工深度=板厚-刀口高+鉆尖(0.3D)
D表示刀徑
鑽頭鑽孔時間公式
T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vf
L:鑽孔全長N:回轉數f:進刀量系數
D:鑽頭直徑v:切削速度
如圖孔深l鑽頭孔全長L則L=l+D/3
T=L/Nf=πDL/1000vf
系數表f直徑mm進刀mm/rev
1.6~3.2 0.025~0.075
3.2~6.40.05~0.15
6.4~12.80.10~0.25
12.8~250.175~0.375
25以上0.376~0.625
1英寸=25.4mm=8分
25.4/牙數=牙距管牙計算公式
例如25.4/18=1.414牙距為5/16絲攻馬力(槍鑽)
W=Md*N/97.410
W:所要動力(KW)
Md:扭矩(kg-cm)
N:回轉數(r.p.m)
扭矩計算公式如下:
Md=1/20*f*ps*
f為進給量mm/rev系數
r為鑽頭半徑賽(mm)
α:切削抵抗比值ps.在小進給時,一般鋼為500kg/m㎡;一般鑄鐵為
300kg/m㎡;
说说常用立铣刀具参数的确定原则。
答:(1) 刀具半径r应小于零件内轮廓面的最小曲率半径r ,一般取r =(0.8~0.9)r;
(2) 零件的加工高度H =(1/4~1/6)r,以保证刀具有足够的刚度;
(3) 对深槽孔,选取l = H+(5~10)mm。l为刀具切削部分长度,H 为零件高度;
(4) 加工外形及通槽时,选取l =H+re+(5~10)mm。re为刀尖转角半径;
(5) 粗加工内轮廓面时,铣刀最大直径D粗可按下式计算
D粗= 2 x + D
式中 D ------ 轮廓的最小凹圆角半径
d ------- 圆角邻边夹角等分线上的精加工余量
d1 ----- 精加工余量
j ------ 圆角两邻边的最小夹角
(6) 加工肋时,刀具直径为D =(5~10)b (b 为肋的厚度)。
铣刀种类及其规格
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。 种类 铣刀按用途区分有多种常用的型式。 ①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 ②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。 ③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 ④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 ⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 ⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 铣刀的结构 分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎
焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。 直柄立铣刀规格表 直柄立铣刀 规格刃部长度全长规格刃部长度全长 2 7 40 1/8 3/8 2—5/16 3 8 40 3/16 1/2 2—5/16 4 11 43 1/4 5/8 2—7/16 5 12 47 5/1 6 3/4 2—1/2 6 13 5 7 3/ 8 3/4 2—1/2 8 19 63 7/16 1 2—11/16 10 22 72 1/2 1—1/4 3—1/4 12 26 82 9/16 1—3/8 3—3/8 14 26 82 5/8 1—5/8 3—3/4 16 32 90 11/16 1—5/8 3—3/4 18 32 90 7/8 1—7/8 4—1/8 20 38 100 1 2 4—1/2 产品名称产品规格产品材料 锯片铣刀Ф60—Ф200 高速工具钢 切口铣刀Ф40—Ф80 高速工具钢 直齿三面刃铣刀Ф50—Ф130 高速工具钢 齿轮滚刀M1—M10高速工具钢高速工具钢 直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50 规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号 2 4 35 14 26 111 2 14 24 110 2 3 5 35 16 32 117 2 16 28 115 2 4 7 3 5 18 32 117 2 18 32 120 2 5 8 40 20 38 123 2 20 3 6 125 2 6 10 45 22 38 140 3 22 36 125 2 8 14 50 25 45 147 3 24 40 145 3 10 18 60 28 45 147 3 25 40 145 3 12 22 65 30 45 147 3 28 45 150 3 14 24 70 32 53 178 4 32 50 155 3 16 28 75 35 53 178 4 36 55 185 4 18 32 80 36 53 178 4 40 60 190 4 20 36 85 40 63 188 4 45 65 195 4 45 63 188 4 50 65 195 4 50 75 200 4
球头立铣刀的参数化设计及有限元分析
摘要:本文在国内外关于球头立铣刀的设计、分析等方面研究的基础上,应用Pro/ENGINEER技术和相关数学理论,研究了球头立铣刀的整体建模,以及参数化系统的建立,并从球头立铣刀的几何模型着手,建立了一个适用于球头立铣刀铣削的三维铣削力模型,应用软件对球头立铣刀进行了静力分析和模态分析。本文的主要研究内容为: 从球头立铣刀的几何模型着手,将球头立铣刀刀刃进行离散化处理,利用常规铣削力经验公式,建立一个适用于球头立铣刀的三维铣削力模型。并利用ANSYS 有限元软件对球头立铣刀进行静力分析,模态分析。校核所设计铣刀的应力,并将得到的固有频率与立铣刀在外力作用下的振动频率相比较,避免发生共振现象。本文的研究成果将大大改善高精度数控球头立铣刀的设计方法,缩短刀具的设计周期,从而快速响应市场的需求。同时本文开发的球头立铣刀参数化设计系统也为其他类似的刀具设计的研究提供参考。 关键词:球头立铣刀;切削力模型;有限元分析
第一章绪论 在当今制造业的快速发展中,切削加工起着十分重要的作用。现代切削刀具在推进制造技术进步和提高企业加工效率、降低制造成本等方面发挥了重要的作用[1]。其中,球头立铣刀作为一种高性能的自由曲面加工刀具,其性能和品质的优劣对于切削加工的精度、效率和产品品质都有直接而重要的影响。球头立铣刀刀具与数控机床或加工中心配合可以实现高效率、高质量的加工,在模具、汽车、航空航天、机械电子等制造领域应用广泛。 现代刀具设计、制造技术是机械制造与设计的重要技术之一。它已逐步发展成集数学理论、计算机应用技术、现代设计方法等为一体的高新技术产业[2]。随着数控加工技术的不断精进,加工对象也日趋复杂,对于加工复杂曲面的特种回转面类型的刀具如球头立铣刀等高精度、高性能刀具的需求也与日俱增。 国外较我国在刀具方面的研究起步早、投入成本高,在刀具设计与制造方面储备了大量的经验和技术。中国市场在高精度数控刀具领域,起步比较晚,目前总的来说技术的水平还比较低。为了缩小与发达国家的差距,国内一些企业购进国外先进设备,直接购进国外成品毛坯,自主生产和制造。此种方式是拉近与国外优质刀具差距的一种方式。但是,这种方式也只能是短期效益,产品的核心技术和高附加值仍然被设备提供方和毛坯供货方垄断。因此,利用引进的新技术,进一步加强研究与应用,掌握现代产品制造的先进技术,使技术理论化,是振兴我国刀具行业主要的路径之一[3][4]。在对球头立铣刀刀具方面,加强对球头立铣刀的设计与制造理论的研究,开发出属于自己的刀具设计软件,是实现此类刀具国产化的重要途径。 1.1 球头立铣刀的特点及种类 球头立铣刀属于像其他端面立铣刀、旋转锉等外形复杂的回转面类型的刀具。它在精加工刀具中占有很大的比例,被广泛用于航空、汽车、船舶制造工业及铸造、塑料成型、医疗器材或工艺美术品加工等多种行业。它也是复杂三维曲面精加工中所用到的重要刀具之一,其独特的刃形形、螺旋型使得球头立铣刀的加工精度高,刀具寿命长、并且可以轴向进刀,它满足了对复杂空间曲面自动加工的需要。 球头立铣刀的制造一般都是采用磨制加工,其螺旋沟槽也有通过轧制成形的。它的形状和性能特点决定了其成形方法与通常的按形面精确去除金属的铣削加工的区别。同时,它的几何建模和加工成形理论也有自己的特点。由于球头立铣刀的尺寸比较小,刃型复杂,且需要在走刀中由砂轮直接刃磨出刀具的齿槽,并保证加工后的刀刃形状符合要求,即球头刀刃必须在球面上,同时前刀面和后刀面也要达到一定的要求,这必然会使球头立铣刀的成形过程和加工方法都比较复杂,
立装可转位槽铣刀的设计开发 摘要 可转位刀具具有切削效率高、刀具寿命长、加工质量好、综合经济效益显著等优点,因此在我国机械制造等行业的应用日益广泛。随着国内先进数控机床的应用不断增加,与之配套的可转位刀具的应用也日益显示出其重要性,同时数控加工也对可转位刀具的设计提出了更高要求。随着计算机硬件与软件的发展,CAD技术不断向着智能化、集成化、网络化和参数化的方向发展。用CAD方法开发产品时,零件设计模型的建立速度是决定整个产品开发效率的关键。 本课题中,现代可转位刀具不仅应能满足高速切削、干式切削等先进切削技术的需要,而且对产品功能的多样化、结构的合理化、外观造型的美观等方面也提出了更高要求。由于可转位刀具形状及装配关系复杂,排屑槽多为曲面,尺寸大都为投影尺寸,设计工作繁琐,采用传统的手工绘图设计方法效率很低,费时费力,且不易保证设计质量。应用UG(Unigraphics)软件的三维实体造型(3D Solid Mod-eling)及数控编程(Manufacture)功能,使可转位刀具的设计变得简单、方便,大大提高了设计效率和设计精度,且易于实现产品的CAD/CAM一体化开发,大大加快了刀具的研发周期。 关键词立装刀具;可转位刀具;三维实体造型
Design and development of vertically mounted indexable slot milling cutter Abstract Indexable cutting tool with high efficiency, long tool life, good processing quality, comprehensive and significant economic benefits, etc., and therefore in China's machinery manufacturing industry is increasingly widespread. With the application of advanced CNC machine tools increasing ancillary indexable cutting tool applications are increasingly shows its importance, but also for the CNC machining of indexable cutting tool design put forward higher requirements. With the development of computer hardware and software, CAD technology continues toward intelligent, integrated, networked and parametric direction. When developing products using CAD methods to establish the speed part design model is to determine the key to the entire product development efficiency. In this topic, modern indexable cutting tool should not only be able to meet the needs of high-speed cutting, dry cutting and other advanced cutting technology, and diversification of product features, rationalizing the structure, appearance and other aspects of appearance also put forward higher requirements . Due to the shape of indexable cutting tools and assembly complex relationship, flutes and more curved, size mostly projection size, design work tedious, using traditional hand-drawing low design efficiency, time-consuming, and difficult to guarantee the quality of design.
普通加工中心钨钢平铣刀的切削参数 切削材料模具钢料(30≤硬度HRC≤40) 刃径(d) 转速(S) 进刀(F) 切削量(H) 0.5 6000-8000 250 0.005 1 6000-8000 300 0.01 1.5 6000-8000 300 0.015 2 6000-8000 350 0.02 2.5 6000-8000 350 0.02 3 3500-4500 500 0.03 4 2500-3500 600 0.05 5 2500-3000 800 0.05 6 1800-2500 1000 0.08 8 1500-2000 1000 0.08-0.15 10 1200-1800 1100 0.1-0.2 12 1000-1500 1200 0.2-0.3 14 1000-1200 1200 0.2-0.3 16 1000-1200 1200 0.25-0.35 切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42) 刃径(d) 转速(S) 进刀(F) 切削量 0.5 6000-8000 300 0.01 1 6000-8000 300 0.01 1.5 6000-8000 350 0.01 2 6000-8000 350 0.02 2.5 6000-8000 350 0.02 3 4500-5000 600 0.03 4 4000-4500 800 0.05 5 3500-4000 1000 0.05 6 3000-3500 1000 0.1 8 2500-3000 1000 0.1-0.2 10 2000-2500 1200 0.2-0.3 12 1500-2000 1300 0.3-0.5 14 1500-2000 1500 0.3-0.5 16 1200-1500 1600 0.5 注解: 1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准,它的表面硬度一般是 HRC45-55(洛氏硬度)左右 2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量, 如¢12的铣铜,切削量可以给0.8-1MM
不锈钢的铣削加工 铣削不锈钢的特点是:不锈钢的粘附性及熔着性强,切屑容易粘附在铣刀刀 齿上,使切削条件恶化;逆铣时,刀齿先在已经硬化的表面上滑行,增加了加工硬化的趋势;铣削时冲击、振动较大,使铣刀刀齿易崩刃和磨损。 铣削不锈钢除端铣刀和部分立铣刀可用硬质合金作铣刀刀齿材料外,其余各类铣刀均采用高速钢,特别是钨—钼系和高钒高速钢具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。适宜制作不锈钢铣刀的硬质合金牌号有YG8、YW2、813、798、YS2T、YS30、YS25等。 铣削不锈钢时,切削刃既要锋利又要能承受冲击,容屑槽要大。可采用大螺旋角铣刀(圆柱铣刀、立铣刀),螺旋角b从20°增加到45°(g n =5°),刀具耐用 度可提高2倍以上,因为此时铣刀的工作前角g 0e 由11°增加到27°以上,铣削轻快。但b值不宜再大,特别是立铣刀以b≤35°为宜,以免削弱刀齿。 采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。 用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数 采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。 用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数为g f =5°、g p =15°、 a f =15°、a p =5°、k r =55°、k′ r =35°、g 01 =-30°、b g =、r e =6mm,当V c =50~90 m/min、 V f =630~750mm/min、a′ p =2~6mm并且每齿进给量达~时,铣削力减小10%~15%, 铣削功率下降44%,效率也大大提高。其原理是在主切削刃上磨出负倒棱,铣削时人为地产生积屑瘤,使其代替切削刃进行切削,积屑瘤的前角g b 可达20~~302,由于主偏角的作用,积屑瘤受到一个前刀面上产生的平行于切削刃的推力作用而成为副屑流出,从而带走了切削热,降低了切削温度。 铣削不锈钢时,应尽可能采用顺铣法加工。不对称顺铣法能保证切削刃平稳地从金属中切离,切屑粘结接触面积较小,在高速离心力的作用下易被甩掉,以免刀齿重新切入工件时,切屑冲击前刀面产生剥落和崩刃现象,提高刀具的耐用度。 高速钢刀具加工参数: 直径:主轴转速(r/min)进给量mm/min 3~4 1100~750 10~15 5~6 750~ 550 15~20 8~10 600~350 20~30 12~14 350~270 30~37 16~18 270~230 37~47,5 20~22 250~200 47~55
第一章 CAD/CAE/CAM的简述 1.1 CAD/CAE/CAM的发展历程 1963年美国教授I.E. Su terland成功研制出了世界上第1套实时交互的计算机图形系统SKETCHPAD,它标志着CAD技术的诞生。在1952年美国MIT试制成功了世界上第1台数控铣床,解决了复杂零件的加工自动化,促使了数控编程技术的发展。20世纪50年代中期,MIT研制开发了自动编程语言(APP)提出了被加工零件的描述、刀具轨迹的计算、后置处理及数控指令自动生成等CAM基本技术。从此以后,CAD技术与CAM技术便相辅相成地发展起来,在过去的40多年中,CAD/CAM技术经历了如下四个主要发展阶段【14~15】: ①20世纪50年代的初始准备阶段美国麻省理工学院(MIT)于1950年在“旋风”计算机上采用阴极射线管(CRT)做成图形终端,并能显示图形。50年代后半期出现了光笔,由此开始了交互式计算机图形学的研究。 ②20世纪60年代前期的研制试验阶段此阶段是交互式计算机图形学发展的最重要时期。该时期较著名的交互式系统有:1963年美国学者Ivan.Su therland研究的“sketchpad”系统;1964年美国通用汽车公司的“DAC一1”系统;1965年洛克希德公司推出的“CAD/CAM”系统,贝尔电话公司的“GRAPHIC一1”系统等,但当时刷新式显示器价格十分昂贵,CAD 系统因此难以普及。 ③ 20世纪60年代末至70年代的商品化阶段交互图形技术日益成熟并得到广泛应用,此时期CAD/CAM的发展着重于绘图技术,几何模型化及工程分析研究工作,仍以分离的单个软件应用为主。此时它们大多是6位机上的三维线框系统及二维绘图系统,只能解决一些简单的产品设计问题。 ④ 20世纪80年代后的迅速发展阶段20世纪80年代工业界开始认识到CAD/CAM新技术 的重要性,大量推出新原理、新方法、新软件,并把单一功能软件集成,使之不但能绘制工程图形,而且能进行自由曲面设计、有限元分析、三维造型、机构及机器人分析与仿真等多种应用。与此同时,计算机硬件及输人、输出设备也有较大发展,32位的工作站可以和小型机、甚至中型机相媲美,价格低廉的彩色光栅图形显示器占据统治地位,计算机网络获得以广泛应用,所有这些都大大促进了CAD/CAM的更大发展。30年来,工业发达国家的CAD技术不断创新、完善,逐步发展形成一个从研究开发、生产制造到推广应用和销售服务的完整的高技术产业。 CAE技术比起CAD、CAM发展得晚,在20世纪60-70年代,处于探索阶段,有限元技术主要针对结构分析问题进行发展,以解决航空航天技术发展过程中所遇到的结构强度、刚度以及模拟实验和分析。20世纪70-80年代是CAE技术蓬勃发展时期,出现了大量的机械软件,软件的开发主要集中在计算精度、硬件及速度平台的匹配、计算机内存的有效利用及磁盘空间利用上,而且有限元分析技术在结构和场分析领域获得了很大的成功。20世纪90年代CAE技术逐渐成熟壮大,软件的发展向与各CAD软件的专用接口和增强软件的前后置处理能
加工不锈钢材料铣刀转速300-400(直径30铣刀) 铣刀铣削速度:Vc=πdn/1000 m/mim 其中:d —刀具外径mm n —刀具转速 r/mim 铣刀进给速度:Vf=znFz mm/s 其中:Fz —每个刃的进给速度mm/z z —铣刀刃数 n —铣刀转速 r/mim 背吃刀量—平行于铣刀轴线方向测量的切削层尺寸。粗铣时为3mm左右,精铣时为0.3-1mm 侧吃刀量—垂直于铣刀轴线方向测量的切削层尺寸。 如何造就数控机床编程高手 要想成为一个数控高手(金属切削类),从大学毕业进工厂起,最起码需要6年以上的时间。他既要有工程师的理论水平,又要有高级技师的实际经验及动手能力。 第一步:必须是一个优秀的工艺员。数控机床集钻、铣、镗、铰、攻丝等工序于一体。对工艺人员的技术素养要求很高。数控程序是用计算机语言来体现加工工艺的
过程。工艺是编程的基础。不懂工艺,绝不能称会编程。 通过长时间的学习与积累,你应达到下列技术水准和要求: 1、熟悉钻、铣、镗、磨、刨床的结构、工艺特点, 2、熟悉加工材料的性能。 3、扎实的刀具理论基础知识,掌握刀具的常规切削用量等。 4、熟悉本企业的工艺规范、准则及各种工艺加工能达到的一般要求,常规零件的工艺路线。合理的材料消耗及工时定额等。 5、收集一定量的刀具、机床、机械标准的资料。特别要熟悉数控机床用的刀具系统。 6、熟悉冷却液的选用及维护。 7、对相关工种要有常识性的了解。比如:铸造、电加工、热处理等。 8、有较好的夹具基础。 9、了解被加工零件的装配要求、使用要求。 10、有较好的测量技术基础。 第二步:精通数控编程和计算机软件的应用。 这一点,我觉得比较容易,编程指令也就几十个,各种系统大同小异。一般花1-2个月就能非常熟悉。自动编程软件稍复杂些,需学造型。但对于cad基础好的人来说,不是难事。 另外,如果是手工编程,解析几何基础也要好! 读书人对这些知识的学习是最适应的。 在实践中,一个好程序的标准是: 1、易懂,有条理,操作者人人都能看懂。 2、一个程序段中指令越少越好,以简单、实用、可靠为目的。从编程角度对指令的理解,我以为指令也就G00和G01,其他都为辅助指令,是方便编程才设置的。 3、方便调整。零件加工精度需做微调时最好不用改程序。比如,刀具磨损了,要调整,只要改刀具偏置表中的长度、半径即可。 4、方便操作。程序编制要根据机床的操作特点来编,有利于观察、检查、测量、安全等。例如,同一种零件,同样的加工内容,在立式加工中心和卧式加工中心分别加工,程序肯定不一样。 在机械加工中,最简单的方法就是最好的方法。只要有实践经验的同行,想必都会同意这句话吧! 第三步:能熟练操作数控机床。 这需要1-2年的学习,操作是讲究手感的,初学者、特别是大学生们,心里明白要怎么干,可手就是不听使唤。在这过程中要学:系统的操作方式、夹具的安装、零件基准的找正、对刀、设置零点偏置、设置刀具长度补偿、半径补偿,刀具与刀柄的装、卸,刀具的刃磨、零件的测量(能熟练使用游标卡尺、千分卡、百分表、千分表、内径杠杆表)等。 最能体现操作水平的是:卧式加工中心和大型龙门(动粱、顶梁)加工中心。
立铣刀参数 铣刀种类及直径代木铝钢铜 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F 立铣刀0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀20 900 1200 800 1800 750 1000 700 1000 立铣刀25 850 1000 750 1100 700 900 700 950 球头立铣刀0.5 3500 6000 3500 6000 3500 1000 3500 1000 球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500 球头立铣刀 2 3500 6000 3500 1000 3500 600 3500
1000 球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500 球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000 球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000 最佳答案常用計算公式 一、三角函數計算 1.tanθ=b/a θ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削刃上选定点相对于工件的主运动的瞬时速度。 2.1 铣床切削速度的計算 Vc=(π*D*S)/1000 Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm) 例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25
直柄立铣刀规格表 直柄键槽铣刀规格表
锥柄铣刀规格表
莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司 總長切削刃長度 齒數 刃徑尺寸L l 莫氏錐柄號Z d標準型長型 標準型長型 粗齒中齒細齒 I II I II 683941324 --134- 7861001630
8 891081938 9 10 921152245 115 1296123 2653 14111138 16 11714832632 18 6 20123160 3875 22140177 25 14719245903 28 155208 32 4 178201231254 53106 155-208-3 36 178201231254 4 188211250273468 40 5 221249283311 63125 1882112502734 45 2212492833115 2002232752984 50 5 233261308336 75150 2002232752984 56 233261308336 6810 5 6324827633836690180
直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。 三)主要用途:适用于工件槽切屑、侧切屑、粗加工等 WC:88 CO:10 抗弯强度:3600 硬度:粒度:建议切削30°—45°之间的材料
刃径柄径刃长全长单价备注 34127525 无44157525 56207536 税66247536 价88287556 341210029 441610029 562010040 662410040 883210061 10104010089 121240100116 664515061 885015089 101055150134 121260150174 161665150285 202075150410
加工中心切削参数标准化管理部编码-[99968T-6889628-J68568-1689N]
加工中心.数控铣床.刀具名称.转速进给、下刀量 例:立铣刀必备知识(按照加工45号钢材) 刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 50R6(刀片) 650-850 2500-3000 刀片) 1200 2000-2500 刀片) 700-1200 2000-2500 刀片) 2000-2500 2000-3000 刀片) 2200-2500 2200-3000 球头刀2000-2500 2000 球头刀 2200-2500 2000-3000 10(球头刀 2500 1800-2000 球头刀 2500-2800 1500-1800 6(球头刀 4000 1500-1800 球头刀 5000-6000 1800 3(球头刀 7000 1500-1800 球头刀 12000 1500-2000 球头刀 16000 1200-1500 1(球头刀 20000 1200 (球头刀 20000 500 (球头刀 7000 1500 30R5(平底立铣)720-1000 2000-3000 平底立铣) 300-600 2000-2500 平底立铣) 600-1000 2000-2500 平底立铣) 1600 2000-2500 平底立铣) 2000-2200 2000-2500 平底立铣) 2200-2500 2000-2500 平底立铣) 2500 1500-
2000 平底立铣) 3000 1500-2000 平底立铣) 3500-4000 1500-2000 3(平底立铣) 6000 1500-1800 平底立铣) 9000 1500 平底立铣) 12000 1200-1500 平底立铣) 18000 1000-1500 铣刀大体上分为: 1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣 2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。 3.平头铣刀带倒角.可做粗铣去除大量毛坯.还可精铣细平整面(相对于陡峭面)小倒角。 4.成型铣刀.包括倒角刀.T形铣刀或叫鼓型刀.齿型刀,内R刀。 5.倒角刀.倒角刀外形与倒角形状相同.分为铣圆倒角和斜倒角的铣刀。 型刀.可铣T型槽. 7.齿型刀.铣出各种齿型.比如齿轮。 8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工. 铣刀常见有两种材料: 高速钢.硬质合金。后者相对前者硬度高.切削力强.可提高转速和进给率.率让刀不明显.并加工不锈钢/钛合金等难加工材料.但是成本更高.而且在切削力快速交变的情况下容易断刀。立铣刀的基本使用范围.端面铣削:适用于较小平面范围、较小切削深度的操作要求。加工后的零件表面相对较为“粗糙不均”。 键槽加工.一般来说.生产一道高质的键槽需要至少两把铣刀。月牙键槽加工.一般来说.这个过程需要一把铣刀.用全面进给进刀法操作。
铣刀规格表铣刀种类及使用技巧 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 【铣刀知识】铣刀规格表铣刀种类及用途图解铣刀怎么用 铣刀规格表 1、锯片铣刀:材料为高速工具钢,规格Ф60—Ф200 2、切口铣刀:材料高速工具钢,规格Ф40—Ф80 3、直齿三面刃铣刀:规格Ф50—Ф130 4、齿轮滚刀:规格M1—M10 5、直柄键槽铣刀:规格Ф2—Ф20 6、锥柄立铣刀:规格Ф14—Ф50 7、椎柄键槽铣刀:规格Ф14—Ф50 铣刀种类及用途图解 1、按用途分 (1)圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 (2)面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。
(3)立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 (4)三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 (5)角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 (6)锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′-1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 2、按结构分 (1)整体式:刀体和刀齿制成一体。 (2)整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。 (3)镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 (4)可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。 铣刀怎么用 1.铣刀平时存放时应分别排列在木板上或放置于塑胶盒中,避免与其他数控刀具或工具存放在一起而撞击受损。 2.使用锋利的铣刀做铣削加工,如发现钝化现象应立刻予以修磨,避免钝化后再继续使用,与工作物磨擦生热,而使刀齿产生退火,造成更严重的磨损。 3.装卸铣刀宜用抹布保护,以防伤及手或掉下使刀口受损。 4.铣削时,在开动机器前应使铣刀与工作物充分分离,避免因撞击工作物而损坏刀具。 5.铣刀须顺向转动,切忌逆转,否则容易使铣刀钝化或断裂。
. . 不锈钢的铣削加工 铣削不锈钢的特点是:不锈钢的粘附性及熔着性强,切屑容易粘附在铣刀刀 齿上,使切削条件恶化;逆铣时,刀齿先在已经硬化的表面上滑行,增加了加工 硬化的趋势;铣削时冲击、振动较大,使铣刀刀齿易崩刃和磨损。 铣削不锈钢除端铣刀和部分立铣刀可用硬质合金作铣刀刀齿材料外,其余各类铣刀均采用高速钢,特别是钨—钼系和高钒高速钢具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。适宜制作不锈钢铣刀的硬质合金牌号有YG8、YW2、813、798、YS2T、YS30、YS25等。 铣削不锈钢时,切削刃既要锋利又要能承受冲击,容屑槽要大。可采用大螺旋角铣刀(圆柱铣刀、立铣刀),螺旋角b从20°增加到45°(g n =5°),刀具耐用度可 提高2倍以上,因为此时铣刀的工作前角g 0e 由11°增加到27°以上,铣削轻快。但b值不宜再大,特别是立铣刀以b≤35°为宜,以免削弱刀齿。 采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。 用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数 采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。 用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数为g f =5°、g p =15°、a f =15°、 a p =5°、k r =55°、k′ r =35°、g 01 =-30°、b g =0.4mm、r e =6mm,当V c =50~90 m/min、 V f =630~750mm/min、a′ p =2~6mm并且每齿进给量达0.4~0.8mm时,铣削力减小 10%~15%,铣削功率下降44%,效率也大大提高。其原理是在主切削刃上磨出负倒棱,铣削时人为地产生积屑瘤,使其代替切削刃进行切削,积屑瘤的前角g b 可达20~~302,由于主偏角的作用,积屑瘤受到一个前刀面上产生的平行于切削刃的推力作用而成为副屑流出,从而带走了切削热,降低了切削温度。 铣削不锈钢时,应尽可能采用顺铣法加工。不对称顺铣法能保证切削刃平稳地从金属中切离,切屑粘结接触面积较小,在高速离心力的作用下易被甩掉,以免刀齿重新切入工件时,切屑冲击前刀面产生剥落和崩刃现象,提高刀具的耐用度。 高速钢刀具加工参数: 直径:主轴转速(r/min)进给量mm/min 3~4 1100~750 10~15 5~6 750~ 550 15~20 8~10 600~350 20~30 12~14 350~270 30~37 16~18 270~230 37~47,5 20~22 250~200 47~55 硬制合金刀具:1500~2000 F120~150
加工中心.数控铣床.刀具名称.转速进给、下刀量 例:立铣刀必备知识(按照加工45号钢材) 刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 50R6(刀片) 650-850 2500-3000 25R5(刀片) 1200 2000-2500 32R6(刀片) 700-1200 2000-2500 (刀片) 2000-2500 2000-3000 16R4(刀片) 2200-2500 2200-3000 16(球头刀 2000-2500 2000 12(球头刀 2200-2500 2000-3000 10(球头刀 2500 1800-2000 8(球头刀 2500-2800 1500-1800 6(球头刀 4000 1500-1800 4(球头刀 5000-6000 1800 3(球头刀 7000 1500-1800 2(球头刀 12000 1500-2000 (球头刀 16000 1200-1500 1(球头刀 20000 1200 (球头刀 20000 500 (球头刀 7000 1500 30R5(平底立铣) 720-1000 2000-3000
40(平底立铣) 300-600 2000-2500 20(平底立铣) 600-1000 2000-2500 16(平底立铣) 1600 2000-2500 12(平底立铣) 2000-2200 2000-2500 10(平底立铣) 2200-2500 2000-2500 8(平底立铣) 2500 1500-2000 6(平底立铣) 3000 1500-2000 4(平底立铣) 3500-4000 1500-2000 3(平底立铣) 6000 1500-1800 2(平底立铣) 9000 1500 (平底立铣) 12000 1200-1500 1(平底立铣) 18000 1000-1500 铣刀大体上分为: 1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣 2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。 3.平头铣刀带倒角.可做粗铣去除大量毛坯.还可精铣细平整面(相对于陡峭面)小倒角。 4.成型铣刀.包括倒角刀.T 形铣刀或叫鼓型刀.齿型刀,内R 刀。 5.倒角刀.倒角刀外形与倒角形状相同.分为铣圆倒角和斜倒角的铣刀。 型刀.可铣T型槽. 7.齿型刀.铣出各种齿型.比如齿轮。 8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工. 铣刀常见有两种材料:
铣刀的基本知识 第一节 铣刀材料的种类及牌号 1.铣刀切削部分材料的基本要求: 1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具 有高的耐磨性,刀具才不磨损,延长使用寿命。 2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续 进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。3)高的强度和好的韧性:在切削过程中,刀具要承受很大的冲击力,所以刀具材料要 具有较高的强度,否则易断裂和损坏。由于铣刀会受到冲击和振动,因此, 铣刀材料还应具 备好的韧性,才不易崩刃,碎裂。 2、铣刀常用材料: (1)高速工具钢(简称高速钢,锋钢等),分通用和特殊用途高速钢两种。其具有以下特点: a.合金元素钨、铬、钼、钒的含量较高,淬火硬度可达HRC62—70。在6000C高温下,仍能保持较高的硬度。
b、刃口强度和韧性好,抗振性强,能用于制造切削速度一般的刀具,对于钢性较差的机床,采用高速钢铣刀,仍能顺利切削。 c、工艺性能好,锻造、加工和刃磨都比较容易,还可以制造形状较复杂的刀具。 d、与硬质合金材料相比,仍有硬度较低,红硬性和耐磨性较差等缺点。 (2)硬质合金:是金属碳化物、碳化钨、碳化钛和以钴为主的金属粘结剂经粉未冶金工艺制造而成的。其主要特点如下: 能耐高温,在800—10000C 左右仍能保持良好的切削性能,切削时可选用比高速钢高4—8倍的切削速度。常温硬度高,耐磨性好。抗弯强度低,冲击韧性差,刀刃不易磨的很锋利。常用的硬质合金一般可以为三大类 ①钨钴类硬质合金(YG)常用牌号YG3、YG6、YG8,其中数字表示含钴量的百分率,含钴量愈多,韧性愈好,愈耐冲击和振动,但会降低硬度和耐磨性。因此,该合金适用于切削铸铁及有色金属,还可用来切削冲击性大的毛坯和经淬火的钢件和不锈钢件。 ②钛钴类硬质合金(YT) 常用牌号有YT5、YT15、YT30,数字表示碳化钛的百分率。硬质合金含碳化钛以后,能提高钢的粘结温度,减小磨擦系数,并能使硬度和耐磨性略有提高,但降低了抗弯强度和韧性,使性质变脆,因此,该类合金适应切削钢类零件。 ③通用硬质合金在上述两种硬质合金中加入适量的稀有金属碳化物,如碳化钽和碳化铌等,使其晶粒细化,提高其常温硬度和高温硬度、
立铣刀的分类及使用要求 立铣刀的主切削刃是圆拄面上,端面上的的切削刃是副刀刃。工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。标准立铣刀有粗齿和细齿两种。粗齿立铣刀的齿数为3~4个,螺旋角β大些;细齿立铣刀(3张)立铣刀的齿数为5~8个,螺旋角β小些。切削部分的材料为高速钢,柄部为45钢。 立铣刀的定义及分类: 1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣; 2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角 3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。 4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。 5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。 6.T型刀,可铣T型槽; 7.齿型刀,铣出各种齿型,比如齿轮。 8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工. 铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不
锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。 立铣刀装夹加工心用立铣刀大多采用弹簧夹套装夹方式,使用时处于悬臂状态。但切削参数选用同时又受机床、刀具系统、被加工工件外形以及装夹方式等多方面因素影响,应根据实际情况适当调整切削速度进给速度。 硬质合金立铣刀使用高速钢立铣刀使用范围使用要求较为宽泛,即使切削前提选择略有不当,也不至泛起太大题目。如加工系统泛起共振,其原因可能切削速渡过大、进给速度偏小、刀具系统刚性不足、工件装夹力不够以及工件外形或工件装夹方法等因素所致,此时应采取调整切削用量、增加刀具系统刚度、进步进给速度等措施。所以立铣刀装夹前,应先将立铣刀柄部刀夹内孔用清洗液清洗干净,擦干后再进行装夹。而硬质合金立铣刀固然高速切削时具有很好耐磨性,但它使用范围不及高速钢立铣刀广泛,且切削前提必需严格符合刀具使用要求。