CSK-1B试块校准斜探头的步骤
1.输入材料声速:3230m/s
2. 探头前沿校准
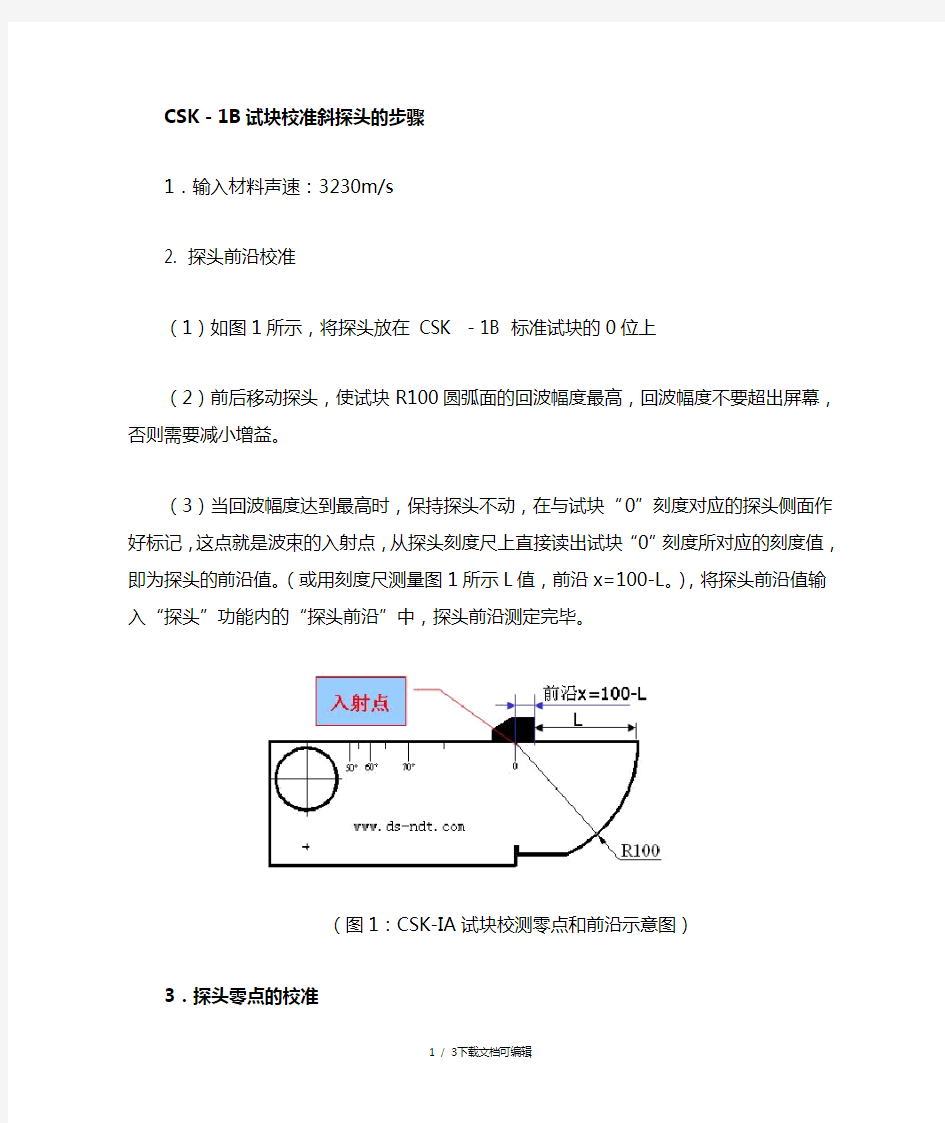
(1)如图1所示,将探头放在 CSK -1B 标准试块的0位上
(2)前后移动探头,使试块R100圆弧面的回波幅度最高,回波幅度不要超出屏幕,否则需要减小增益。
(3)当回波幅度达到最高时,保持探头不动,在与试块“0”刻度对应的探头侧面作好标记,这点就是波束的入射点,从探头刻度尺上直接读出试块“0”刻度所对应的刻度值,即为探头的前沿值。(或用刻度尺测量图1所示L值,前沿x=100-L。),将探头前沿值输入“探头”功能内的“探头前沿”中,探头前沿测定完毕。
(图1:CSK-IA试块校测零点和前沿示意图)
3.探头零点的校准
按图1的方法放置探头,用闸门套住最高波,调整探头零点
此时,保持探头位置不动,用闸门套住R100圆弧的反射波,调整基本功能组中的“探头零点”的数值,直到声程S=100为止,“探头零点”调整完毕。
4.探头K值校准(折射角的校准)
由于被测物的材质和楔块的磨损会使探头的实际K值与标称值有一些误差。因此需要测定探头的实际K值。校准步骤如下:
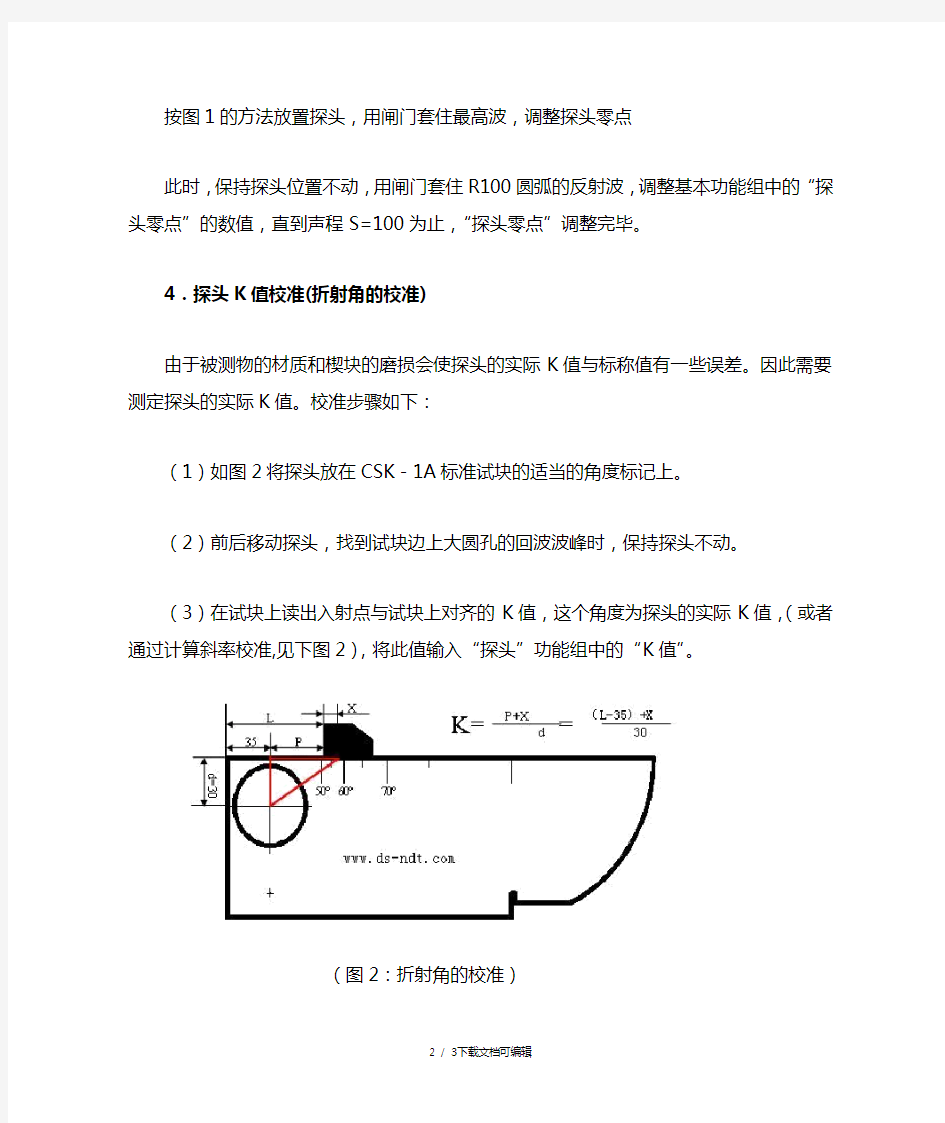
(1)如图2将探头放在CSK-1A标准试块的适当的角度标记上。(2)前后移动探头,找到试块边上大圆孔的回波波峰时,保持探头不动。
(3)在试块上读出入射点与试块上对齐的K值,这个角度为探头的实际K值,(或者通过计算斜率校准,见下图2),将此值输入“探头”功能组中的“K值”。
(图2:折射角的校准)
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
超声波探伤检验标准 超声波探伤检验标准 1 目的 为了满足公司发展需要,特制定我公司液压支架超声波探伤件检验标准,提供超声波探伤检验依据,制定超声波探伤结果评定标准。 2 主要内容及使用范围 规定了检验焊缝及热影响区缺陷,确定缺陷位置、尺寸和缺陷评定的一般方法及探伤结果的分级方法,适用于母材不小于8mm的铁素体类钢全焊透熔化焊对接焊缝脉冲反射法手工超声波探伤检验,不适用于以下情况焊缝的探伤检验:1)铸钢及奥氏体不锈钢焊缝; 2)外径小于159mm的钢管对接焊缝; 3)内径小于等于200mm的管座角焊缝; 4)外径小于250mm和内外径之比小于80%的纵向焊缝。 3 检验等级 3.1 检验等级的分级 根据质量要求检验等级分为A.B.C三级,检验的完善程度A级最低,B级一般,C级最高,检验工作的难度系数按A.B.C顺序逐级增高。应按照工件的材质.结构.焊接方法,使用条件及承受载荷的不同,合理地选用检验级别。检验等级应按产品技术条件和有关规定选择或经合同双方协商选定。 注:A级难度系数为1,B级为5-6,C级为10-12。 3.2 检验等级的检验范围 A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对允许扫查到的焊缝截面进行探测。一般不要求作横向缺陷的检验。母材厚度大于50mm时,不得采用A级检验。 B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测。受几何条件的限制,可在焊缝的双面单侧采用两种角度探头进行探伤。母材厚度大于100mm时,采用双面双侧检验。条件允许时应作横向缺陷的检验。 C级检验至少要采用两种角度探头在焊缝的单面双侧进行检验。同时要作两个扫查方向和两种探头角度的横向缺陷检验。母材厚度大于100mm时,采用双面双侧检验。其它附加要求是: a.对接焊缝余高要磨平,以便探头在焊缝上作平行扫查; b.焊缝两侧斜探头扫查经过的母材部分要用直探头作检查; c.焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm 时,一般要增加串列式扫查。
超声无损检测仪器的发展 超声检测仪器性能直接影响超声检测的可靠性,其发展与电子技术等相关学科的发展是息息相关的。计算机的介入,一方面提高了设备的抗干扰能力,另一方面利用计算机的运算功能,实现了对缺陷信号的定量、自动读数、自动识别、自动补偿和报警。20世纪80年代,新一代的超声检测仪器——数字化、智能化超声仪问世,标志着超声检测仪器进入一个新时代。 超声无损检测仪器将向数字化、智能化、图像化、小型化和多功能化发展。在第十三、十四世界无损检测会议仪器展览会、1996年中国国际质量控制技术与测试仪器展览会、1997年日本无损检测展览会等大型国际会议会展中,数字化、智能化、图像化超声仪最引人注目,显示了当今世界无损检测仪器的发展趋势。其中以德国Krauthammer公司、美国Panametrics公司、丹麦Force Institutes公司与美国PAC公司的产品最具代表性。真正的智能化超声仪应该是全面、客观地反映实际情况,而且可以运用频谱分析,自适应专家网络对数据进行分析,提高可靠性。提高超声检测中对缺陷的定位、定量和定性的可靠性也是超声检测仪器实现数字化、智能化急待解决的关键技术问题。 现代的扫查装置也在向智能化方向发展。扫查装置是自动检测系统的基础部分,检测结果准确性、可靠性都依赖于扫查装置。例如采用声藕合监视或藕合不良反馈控制方式提高探头与工件表面的耦合稳定度以及检测的可靠性。从20世纪90年代以来,出现的各种智能检测机器人,已经形成了机器人检测的新时代及工程检测机器人的系列与商业市场。例如日本东京煤气公司的蜘蛛型机器人,移动速度约60m/h ,重约140kg,采用16个超声探头可以对运行状态下的球罐上任意点坐标位置进行扫描。日本NKK公司研制的机器人借助管道内液体推力前进,可以测量输油管道腐蚀状况,其检测精度小于1mm。 丹麦Force研究所的爬壁机器人,重约10吨,采用磁吸附与预置磁条跟踪方式可检测各类大型储罐与船体的缺陷。 超声无损检测技术的发展 超声无损检测技术是国内外应用最广泛、使用频率最高且发展较快的一种无损检测技术, 体现在改进产品质量、产品设计、加工制造、成品检测以及设备服役的各个阶段和保证机器零件的可靠性和安全性上。世界各国出版的无损检测书
简述全自动超声波无损检测方法 摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。 关键词:全自动超声环焊缝检测 引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。 1、AUT检测方法适用范围 本文论述了环向焊缝全自动超声检测的要求。在AUT检测所得到结论的基础上分析评定环焊缝。根据工程临界判别法(ECA)来最终确定检测验收标准。 2 AUT检测方法步骤 2.1 外观检查 工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。 所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。 2.2 超声波检测 工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。 3 超声波检测系统 AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。所有被选通道都应能显示一个线性A型扫查显示。检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。仪器的线性应按照相应标准来确定,每6个月测定一次。仪器的误差应该不大于实际满幅高的5%。这一条件应该适用于对数放大器及线性放大器。每一个检测的通道都应可以选择脉冲反射法或者直射法。每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。对于B扫查或者图像显示的资料记录也应该为0~100%。对于每个门都有两个可记录的输出信号。无论是模拟信号还是数字信号都包括信号的高度和渡越时间。它们都适于多通道记录仪或计算机数据采集软件的显示。 4 AUT的系统设置 4.1 AUT探头及探头灵敏度的确定 在工程现场的检测中用AUT对比试块选定该检测系统的合适当量。每个AUT 检测探头固定在扫查架相应位置上,保证中心距满足要求。分别调整扫查架上探头的位置、角度和激活晶片数,使所有探头在标准试块上的主反射体的信号都达到最大值。把所有检测探头的峰值信号都设置到仪器满屏的80%,此时显示的灵敏度数值就是该探头检测时的基准灵敏度。 4.2 闸门的设置 4.2.1 熔合区闸门的设置参照AUT对比试块上的标准反射体:闸门起点位置在坡口前大于等于3mm,闸门终点位置应大于焊缝上中心线位置1mm。闸门的起点和长度应记录在工艺文件中。
杭州正远钢结构检测有限公司 超声波探伤操作细则编号:HZZY/SC-03 编制:周红波 校核:朱建忠 批准: 日期:2004-7-10
超声波探伤操作细则 金属材料的焊接质量等级是钢结构工程必须保证的技术指标,是质量保证体系的重要内容。为保证探伤结果的准确性、统一性、可比性,特制定本操作细则。 本探伤操作细则适用于室温下常用金属材料对接接头、角接接头的探伤。对特殊材料或有特殊结构的,应对照相关标准进行探伤。 引用标准: GB11345-1989 钢焊缝手工超声波探伤方法和探伤结果的分类GB50205-2001 钢结构工程施工质量验收规程 JGJ81-2002 建筑钢结构焊接技术规程 1、探伤准备工作 1.1 距离—波幅曲线:利用RB-1或RB-2试块制作DAC曲线,平定线、定量线和判废线满足GB11345-89标准中9. 2.1的B级要求。 1.2 探伤灵敏度:不低于评定线,扫查灵敏度在基准灵敏度上提高6dB。 1.3 探伤时机:碳素结构钢应在焊缝冷却到环境温度,低合金结构钢应在完成焊接后24h后进行。 1.4扫查方式:扫查方式有锯齿形扫查,前后、左右、环绕、转角扫查等几种方式。 2、探伤方法 2.1 平板对接焊缝 2.1.1 探头的选择(表1)
表 1:探头K 值的选择 2.1.2 探伤面的选择(图1) 2.2 T 型接头焊缝的检验 按T 型接头的特点及GB11345-89标准要求,选择以下三种探伤方式组合实施检验。 2.2.1 焊缝内部缺陷检测 2.2.1.1 探头的选择(表2) 表 2:T 型接头检测探头K 值的选择 2.2.1.2 探测位置 图1:平板对接焊缝的超声波探伤
网络教育学院 本科生毕业论文(设计) 题目:浅谈建筑结构检测技术 学习中心: 层次: 专业: 年级: 学号: 学生: 指导教师: 完成日期:
内容摘要 结构检测是指实体结构现状的检测,检测得出的数据和结论是对抗震鉴定结果的重要支撑。建筑结构的检验测试通常为事后的检验与测试,这与建设工程施工阶段的送样和质量检查有明显的区别,因而其工作难度大,技术含量高。为此,本文针对各种常见建筑结构的检测技术进行了简要的分析与探讨,分别介绍了混凝土结构,砌体结构,钢结构的检测技术,并对相关检测技术进行了详细的评述。随着检测技术的发展,结构检测内容趋于系统和深入,结构检测方法日益先进和丰富。 关键词:建筑结构;检测技术;结构性能
目录 内容摘要 (1) 引言 (3) 1 绪论 (4) 1.1 建筑结构检测技术的提出 (4) 1.2 常见建筑结构的种类及相应检测内容 (4) 2 砌体结构检测技术 (7) 2.1 砌体结构检测技术的主要内容及特点 (7) 2.1.1 砌体强度检测 (7) 2.1.2 砂浆强度检测 (7) 2.2 砌体结构检测技术实施现状分析 (8) 3 钢结构检测技术 (10) 3.1 钢结构无损检测技术的主要内容及特点 (10) 3.1.1 磁粉检测技术 (10) 3.1.2 射线检测技术 (10) 3.1.3 超声波检测技术 (11) 3.1.4 渗透检测技术 (11) 3.1.5 涡流检测技术 (11) 3.2 钢结构检测技术实施现状分析 (12) 4 混凝土结构检测技术 (13) 4.1 混凝土结构检测技术的主要内容及特点 (13) 4.1.1 强度检测 (13) 4.1.2 钢筋配置情况检测 (14) 4.1.3 混凝土耐久性检测 (14) 4.1.4 钢筋锈蚀情况检测 (15) 4.1.5 混凝土碳化深度的检测 (16) 4.2 混凝土检测技术实施现状分析 (16) 5 结论与建议 (18) 参考文献 (19)
第1章绪论 1.1超声检测的定义和作用 指使超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。 作用:质量控制、节约原材料、改进工艺、提高劳动生产率 1.2超声检测的发展简史和现状 利用声响来检测物体的好坏 利用超声波来探查水中物体1910‘ 利用超声波来对固体内部进行无损检测 1929年,前苏联Sokolov 穿透法 1940年,美国的Firestone 脉冲反射法 20世纪60年代电子技术大发展 20世纪70年代,TOFD 20世纪80年代以来,数字、自动超声、超声成像 我国始于20世纪50年代初范围 专业队伍理论及基础研究标准超声仪器 差距 1.3超声检测的基础知识 次声波、声波和超声波 声波:频率在20~20000Hz之间次声波、超声波 对钢等金属材料的检测,常用的频率为0.5~10MHz 超声波特点: 方向性好 能量高 能在界面上产生反射、折射、衍射和波型转换 穿透能力强 超声检测工作原理 主要是基于超声波在试件中的传播特性 声源产生超声波,采用一定的方式使超声波进入试件; 超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变; 改变后的超声波通过检测设备被接收,并可对其进行处理和分析; 根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。 超声检测工作原理 脉冲反射法: 声源产生的脉冲波进入到试件中——超声波在试件中以一定方向和速度向前传播——遇到两侧声阻抗有差异的界面时部分声波被反射——检测设备接收和显示——分析声波幅度和位置等信息,评估缺陷是否存在或存在缺陷的大小、位置等。 通常用来发现和对缺陷进行评估的基本信息为: 1、是否存在来自缺陷的超声波信号及其幅度; 2、入射声波与接收声波之间的传播时间; 3、超声波通过材料以后能量的衰减。 超声检测的分类 原理:脉冲反射、衍射时差法、穿透、共振法 显示方式:A 、超声成像(B C D P) 波型:纵波、横波、表面波、板波
超声波检测 华北科技学院机电工程学院 摘要:超声无损检测是在现代工业生产中应用的非常广泛的一种无损检测 方法,它对于提高产品的质量和可靠性有着重要的意义。尽管随着电子技 术的发展,国内出现了一些数字化的超声检测仪器,但其数据处理及扩展 能力有限,缺乏足够的灵活性。而虚拟仪器是近年来刚刚发展起来的一种 新的仪器构成方式,它是一种、通讯技术和测量技术相结合的产物,具有 很大的灵活性和扩展性,具有旺盛的生命力。 关键词:无损检测;超声波探伤;计算机技术;通讯技术 Abstract:As a kind of NDT(Non-Destructive Testing),UT (Ultrasonic Testing) is widely used in modern industry, which plays a very important role in improving the quality and the reliability of product. Although along with technical development in electronics, some digital UT instruments have been developed at home, its expand- ability and the ability of processing data limited. VI (Virtual Instru- ment) is a new Instrument structure developed recent years and is an outcome which combines the computer technique, the communication technique together with the measure technique, which has huge expandability, flexibility and the prosperous vitality. Keywords:NDT(Non-Destructive Testing) UT (Ultrasonic Testing) computer technique communication technique
GB/T4730-2005 承压设备用钢锻件超声检测和质量分级 4.2 承压设备用钢锻件超声检测和质量分级 4.2.1 范围 本条适用于承压设备用碳钢和低合金钢锻件的超声检测和质量分级。本条不适用于奥氏体钢等粗晶材料锻件的超声检测,也不适用于内外半径之比小于80% 的环形和筒形锻件的周向横波检测。 4.2.2 探头 双晶直探头的公称频率应选用5MHz。探头晶片面积不小于150mm2;单晶直探头的公称频率应选用2MHz~5MHz,探头晶片一般为φ14mm~φ25mm。 4.2.3 试块 应符合 3.5 的规定。 4.2.3.1 单直探头标准试块 采用CSI试块,其形状和尺寸应符合图4和表 4 的规定。如确有需要也可采用其他对比试块。 图 4 CSI 标准试块 4.2.3.2 双晶直探头试块 a) 工件检测距离小于45mm时,应采用CSⅡ标准试块。
b) CS Ⅱ试块的形状和尺寸应符合图 5 和表 5 的规定。 试块序号孔径 检测距离L 123456789 CSII-1φ2 51015202530354045 CSII-2φ3 CSII-3φ4 CSII-4φ6 4.2.3.3 检测面是曲面时,应采用CSⅢ标准试块来测定由于曲率不同而引起的声能损失,其形状和尺寸按图 6 所示。 4.2.4 检测时机 检测原则上应安排在热处理后,孔、台等结构机加工前进行,检测面的表面粗糙度Rα ≤ 6.3 μ m。图 5 CS Ⅱ标准试块 CSIII 标准试块
图 7 检测方向 ( 垂直检测法 ) 4.2. 5.3 横波检测 钢锻件横波检测应按附录 C (规范性附录 ) 的要求进行。 4.2.6 灵敏度的确定 4.2.6.1 单直探头基准灵敏度的确定 4.2.5 检测方法 4.2. 5.1 一般原则 锻件应进行纵波检测,对筒形和环形锻件还应增加横波检测。 4.2.5.2 纵波检测 a ) 原则上应从两个相互垂直的方向进行检测, 尽可能地检测到锻件的全体积。 方向如图 7 所示。其他形状的锻件也可参照执行。 b ) 锻件厚度超过 400mm 时,应从相对两端面进行 100%的扫查。 主要检测 注 : 为应检测方向; ※为参考检测方向。
分类号:TB553 单位代码:10110 学号:S2******* 中北大学 硕士学位论文 超声波检测钢轨伤损及定位研究 硕士研究生李文超 指导教师苏新彦副教授 学科专业信号与信息处理 2013年 4月 10 日
图书分类号 TB553 密级非密UDC注 1 硕士学位论文 超声波检测钢轨伤损及定位研究 李文超 指导教师(姓名、职称)苏新彦副教授 申请学位级别工学硕士 专业名称信号与信息处理 论文提交日期 2013 年 4 月 10 日 论文答辩日期 2013 年 5 月 30 日 学位授予日期年月日 论文评阅人李铁鹰张丕状 答辩委员会主席张文梅 2012年 6 月 7 日注1:注明《国际十进分类法UDC》的分类
原创性声明 本人郑重声明:所呈交的学位论文,是本人在指导教师的指导下,独立进行研究所取得的成果。除文中已经注明引用的内容外,本论文不包含其他个人或集体已经发表或撰写过的科研成果。对本文的研究作出重要贡献的个人和集体,均已在文中以明确方式标明。本声明的法律责任由本人承担。 论文作者签名:日期: 关于学位论文使用权的说明 本人完全了解中北大学有关保管、使用学位论文的规定,其中包括:①学校有权保管、并向有关部门送交学位论文的原件与复印件;②学校可以采用影印、缩印或其它复制手段复制并保存学位论文;③学校可允许学位论文被查阅或借阅;④学校可以学术交流为目的,复制赠送和交换学位论文;⑤学校可以公布学位论文的全部或部分内容(保密学位论文在解密后遵守此规定)。 签名:日期: 导师签名:日期:
超声波检测钢轨伤损及定位研究 摘要 在我国的交通运输系统中,铁路运输一直占据着重要的地位,钢轨在长期运行过程中难免出现各种损伤,严重威胁着列车的安全,在检测钢轨伤损中,超声探伤技术是应用最为广泛的方法之一。随着超声波检测诊断技术和检测方法迅速的发展,超声探伤技术在铁路领域得到重要的应用。 本文在分析超声波的特征值、介质的声参量及超声波在介质中的特性基础上,利用超声波脉冲反射法基本理论,设计了超声波检测钢轨伤损及定位系统。该系统以高性能单片机为控制核心、采用五通道高速采集卡进行数据采集,搭建了无损检测硬件系统平台。 本系统经过选取合适的探头,设计了单片机为核心的控制模块及超声波发射电路和超声波接收电路;用高速采集卡实现了对信号的五通道高速采集。以VC6.0++为编程工具,Matlab为分析工具,完成了整套系统软件编程及调试的工作。最后利用小波变换将采集的回波信号进行降噪处理,能够对伤波信号增强和提取,实现了对钢轨伤损判定和定位。 通过大量的实验表明:本文设计的超声波探伤系统对钢轨伤损判定和定位取得了理想的效果。在论文的最后做了总结,并且对超声波检测钢轨伤损的进一步的研究提出建议。 关键词:无损检测;超声检测;数据采集;小波变换
毕业设计(论文) 题目超声波无损检测技术 的理论研究 系(院)物理与电子科学系 专业电子信息科学与技术 班级2006级4班 学生姓名李荣 学号2006080927 指导教师吴新华 职称讲师 二〇一〇年六月十八日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 二〇一〇年六月一十八日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 二〇一〇年六月一十八日
超声波无损检测技术的理论研究 摘要 本文首先针对波无损检测技术进行理论研究,简明扼要的介绍了超声波无损检测技术的研究意义和发展现状,超声波无损检测技术是当前一种较为先进的检测技术,应用领域更广,适用范围更宽。然后细致的分析了超声波无损检测技术的工作原理特性,基于超声波的优良特性,和传播机理,进行器件或工程的无损检测,并分析了超声波无损检测系统的噪声干扰来源,提出了降低噪声的方法。尝试用计算机模拟系统通过仿真软件来处理超声波无损检测过程中的庞大的数据信息。直观准确地定位缺陷的位置和类型。最后介绍了超声波在无损检测领域的两种典型应用,建筑方面,可以通过超声探头,利用声波的反射的折射来检测混凝土路基的厚度,电力系统方面,利用超声波无损检测技术确定次绝缘子的寿命定位绝缘子中缺陷的类型的具体位置,快速有效的解除安全隐患。 关键词:超声波;无损检测;计算机仿真;瓷绝缘子
摘要 本毕业设计的课题是板材焊缝超声波探伤测试。主要任务是在掌握过程设备制造流程和焊接缺陷及其产生原因的基础上,研究超声波探伤技术在钢制压力容器对接焊接接头探伤检测中的应用,并给出焊缝返修的具体方案。本文详述了国外超声检测技术的发展和现状,并在简述过程设备制造、焊接及无损探伤的基础上详细介绍了超声波探伤技术及其在焊缝无损探伤中的应用及评定等级和注意事项。针对给定的板材焊缝,通过实验检测该焊缝的缺陷,本文详细介绍了试块选用,设备调试,现场探伤中的常见问题及解决方法。同时给出了现场探伤、缺陷定位和长度测量的具体方法,并通过GB11345-89标准对试验中检测到的缺陷进行了等级评定并得出了检测工艺卡。 关键词:焊缝;超声波探伤。
Abstract The task of the graduation design is the plate weld ultrasonic testing. The main task is to master the process equipment manufacturing and welding defects and its causes, study of ultrasonic flaw detection technology in steel pressure vessel butt welded joint flaw detection, and gives the concrete plan of the weld repairing. This paper describes the domestic and foreign development and present situation of ultrasonic detection technology, and in the process equipment manufacturing, welding and nondestructive testing based on detailed introduces the ultrasonic detection technology and its application in weld NDE and rating and matters needing attention. For a given plate welding, the weld defects detection by experiment, this paper introduces the test block selection, equipment commissioning, on-site inspection of the common problems and solutions. At the same time provides on-site testing, defect location and length measurement methods, and through the GB11345-89 standard to test the detected defects were rating and the detection process card. Key words: Weld; ultrasonic testing
超声波探伤方法原理及应用 【摘要】根据笔者多年的工作经验与实践,着重阐述超声波探伤在建筑钢结构中检测焊缝内部缺陷的应用进行了分析探讨。 【关键词】建筑钢结构;无损检测;钢结构焊缝;超声波探伤 1.建筑钢结构焊缝类型及焊缝内部缺陷 1.1焊缝类型及剖口型式 建筑钢结构体系主要有两种:门式钢架体系和网架空间结构体系,其中以门式钢架体系居多。其焊缝类型主要有对接焊缝和T型焊缝两种。对接焊缝是指将两母材置于同一平面内(或曲面内)使其边缘对齐,沿边缘直线(或曲线)进行焊接的焊缝:T型焊缝是指两母材成T字形焊接在一起的焊缝。为了保证焊缝部位两母材在施焊后能完全熔合,焊接前应根据焊接工艺要求在接头处开出适当的坡口,钢结构焊缝常见的坡口形式主要有c型(薄板对接)、V型(中厚板对接)、X 型(厚板对接)、单V型(T型连接)和K型(T型连接)等。 1.2常见内部缺陷 由于在焊接过程中受焊接工艺、环境条件等因素的影响,钢结构焊缝不可避免地会产生内部缺陷。常见的内部缺陷有气孔、夹渣、未焊透、未熔合和裂纹等。在缺陷性质上,单个气孔、点状夹渣属一般缺陷,对焊缝整体强度影响较小;群状气孔或不规则状夹渣、未焊透、未熔合、裂纹属严重缺陷,会严重降低焊缝整体强度等性能。 2.超声波探伤方法原理及分类 超声波探伤是利用超声波经过不同的介质产生反射的特性。超声波通过构件检测表面的耦合剂进入构件,在构件中传播,碰到缺陷或构件底面就会反射回至探头,根据反射波在超声波探伤仪荧光屏中的位置及波幅高度就可计算出其位置及大小。根据波形显示的不同,超声波探伤仪分为A型、B型、C型,常见的是A型脉冲反射式探伤仪。 3.超声波探伤在建筑钢结构中的应用 3.1超声波探伤的主要要求 3.1.1探伤人员的要求 探伤人员必须取得相应检测方法的等级资格证书,3级为最高,2级次之,1级为最低。 3.1.2探测面的选择 根据构件的形状、焊接工艺、可能产生的缺陷部位、缺陷的延展方向及焊缝要求的经验等级等来选取探测面。 3.1.3探头频率及角度(K值或折射角β)的选择 探头频率高,衰减大,穿透力差,不宜用于厚板构件焊缝的检测。但频率高,分辨率高,因此在穿透能力允许下,频率选得愈高愈好。一般选用2-5MHz探头,推荐使用2-2.5MHz探头。探头角度一般根据材料厚度、焊缝坡口型式及预计主要缺陷种类来选择,由于建筑钢结构的板材厚度一般不大,推荐使用K2.0(β600)或K2.5(β700)。 3.1.4耦合剂的选择 必须具有良好的透声性和适宜的流动性,对材料和人体无害,且价廉易取,建议使用洗洁精。
超声波无损检测概述
J I A N G S U U N I V E R S I T Y 超声波无损检测概述
2.2 国内研究情况 20 世纪50 年代,我国开始从国外引进模拟超声检测设备并应用于工业生产中。上世纪80 年代初,我国研制生产的超声波探伤设备在测量精度、放大器线性、动态范围等主要技术指标方面已有很大程度的提高[3]。80 年代末期,随大规模集成电路的发展,我国开始了数字化超声检测装置的研制。近年来,我国的数字化超声检测装置发展迅速,已有多家专业从事超声检测仪器研究、生产的机构和企业(如中科院武汉物理研究所、汕头超声研究所、南通精密仪器有限公司、鞍山美斯检测技术有限公司等)[1]。目前,国内的超声超声检测装置正在向数字化、智能化的方向发展并且取得了一定的成绩。另外,国内许多领域(如航空航天、石油化工、核电站、铁道部等)的大型企业通过引进国外先进的成套设备和检测技术(如相控阵超声检测设备与技术和TOFD 检测设备与技术),既完善了国内的超声检测设备,又促进了超声无损检测技术的发展[5]。 2.3 超声波无损检测技术发展趋势 超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。 为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。为提高检测效率,发展了相控阵超声检测。随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展[5-7]。 3.超声波检测的基本原理 3.1超声波无损检测基本介绍 超声检测(UT)是超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就
超声波的应用 理学院光信息科学与技术1003班杨铮10272085 摘要:本文将从超声波清洗、超声波测距、超声波传感器这三个方面简要介绍超声波的应用。 关键词:超声波清洗;超声波测距;超声波传感器 超声波是频率高于20000赫兹的声波,因其频率下限大约等于人的听觉上限而得名,它方向性好,穿透能力强,在医学、军事、工业、农业上有很多的应用。本文将简要介绍超声波清洗、超声波测距、超声波传感器这三种超声波的典型应用。 一、超声波清洗 由超声波发生器发出的高频振荡信号,通过换能器转换成高频机械振荡而传播到介质——清洗溶剂中,超声波在清洗液中疏密相间的向前辐射,使液体流动而产生数以万计的直径为5 0 ~5 0 0 u m 的微小气泡,这些气泡在超声波纵向传播的负压区形成、生长,而在正压区迅速闭合,在这种被称之为“空化”效应的过程中,气泡闭合可形成几百度的高温和超过1 0 0 0 个气压的瞬间高压,连续不断地产生瞬间高压就象一连串小“爆炸”不断地冲击物件表面,使物件的表面及缝隙中的污垢迅速剥落,从而达到物件表面净化的目的。超声波清洗机是利用每秒钟高于1 7 ~3 0 K Hz 次频率振动声波,在专用清洗剂配成的溶液中,生产数以百万计的细小气泡,这些小气泡快速压缩与扩张过程中,不停地产生内爆作用,从而使被清洗物形成不规则形体或细缝中的污物被震离表面,达到清洗目的。同其它清洗手段相比,超声波清洗具有清洗洁净度高、清洗速度快等特点,特别是对盲孔和各种几何状物体,具有其他清洗手段所无法达到的洗净效果。 二、超声波测距 超声波指向性强,能量消耗缓慢,在介质中传播的距离较远,因而超声波经常用于距离的测量。超声波测距的基本原理是通过超声发射装置向障碍物体发射超声波,在发射时刻开始计时,超声波遇到障碍物体时反射回来,超声波接收器收到反射波就立即停止计时。这时根据超声波发出到接收所经历的时间即可计算出超声波测距装置距离障碍物体的距离,总的来说超声波测距与雷达测距的原理相似。利用超声波检测往往比较迅速、方便、计算简单、易于做到实时控制,并且在测量精度方面能达到工业实用的要求,所以有很广泛的应用,一些车辆倒车防撞系统报警器常常利用超声波测距装置来测量倒车时车尾与障碍物之间的距离。在很多其它场合,诸如工业自动控制,建筑工程测量和机器人视觉识别等方面也有应用。和其他方法相比,如激光测距、微波测距等,由于声波在空气中传播速度远远小于光线和无线电波的传播速度,对于时间测量精度的要求远小于激光测距、微波测距等系统,因而超声波测距系统电路易实现、结构简单和造价低,且超声波在传播过程中不受烟雾、空气能见度等因素的影响,在各种场合均得到广泛应用。 三、超声波传感器
GB/T4730-2005承压设备用钢锻件超声检测和质量分级 承压设备用钢锻件超声检测和质量分级 4.2.1范围 本条适用于承压设备用碳钢和低合金钢锻件的超声检测和质量分级。 本条不适用于奥氏体钢等粗晶材料锻件的超声检测,也不适用于内外半径之比小于80%的环形和筒形锻件的周向横波检测。 4.2.2探头 双晶直探头的公称频率应选用5MHz。探头晶片面积不小于150mm2;单晶直探头的公称频率应选用2MHz~5MHz,探头晶片一般为φ14mm~φ25mm。 4.2.3试块 应符合的规定。 4.2.3.1单直探头标准试块 采用CSI试块,其形状和尺寸应符合图4和表4的规定。如确有需要也可采用其他对比试块。 图4 CSI标准试块 表4 CSI标准试块尺寸 mm 试块序号CSI-1 CSI-2 CSI-3 CSI-4 L 50 100 150 200 D 50 60 80 80 4.2.3.2双晶直探头试块 a) 工件检测距离小于45mm时,应采用CSⅡ标准试块。
b) CS Ⅱ试块的形状和尺寸应符合图5和表5的规定。 图5 CS Ⅱ标准试块 表5 CS Ⅱ标准试块尺寸 mm 试块序号 孔径 检测距离L 1 2 3 4 5 6 7 8 9 CSII-1 φ2 5 10 15 20 25 30 35 40 45 CSII-2 φ3 CSII-3 φ4 CSII-4 φ6 4.2.3.3 检测面是曲面时,应采用CS Ⅲ标准试块来测定由于曲率不同而引起的声能损失,其形状和尺寸按图6所示。 图6 CSIII 标准试块 4.2.4 检测时机 检测原则上应安排在热处理后,孔、台等结构机加工前进行,检测面的表面粗糙度R α≤μm 。
1 绪论 1.1 超声波技术的广泛应用 超声的研究和发展,与媒质中超声的产生和接收的研究密切相关。1883年Galton 首次制成超声气哨,其原理是将压缩气体经过狭缝喷嘴形成气流,吹动圆形刀口振动形成共振腔,从而产生超声。此后又出现了各种形式的汽笛和液哨等机械型超声换能器。由于这类换能器成本低,所以经过不断改进,至今仍广泛地用于超声处理技术中。 20世纪初,电子学的发展使人们能利用某些材料的压电效应和磁致伸缩效应制成各种机电换能器。1917年,法国物理学家Paul Langevin用天然压电石英制成了夹心式超声换能器,并成功地应用于水下探测潜艇。随着军事和国民经济各部门中超声应用的不断发展,又出现更大超声功率的磁致伸缩换能器,以及各种不同用途的电动型、电磁力型、静电型等多种超声换能器。 材料科学的发展,使得应用广泛的压电换能器也由天然压电晶体发展到机电耦合系数高、价格低廉、性能良好的压电陶瓷、人工压电单晶、压电半导体以及塑料压电薄膜(PVDF)[1]等。产生和检测超声波的频率,也由几十千赫提高到上千兆赫。产生和接收的波型也由单纯的纵波扩大为横波、扭转波、弯曲波、表面波等。如频率为几十兆赫到上千兆赫的微型表面波都己成功地用于雷达、电子通信和成像技术等方面。 利用超声波作为定位技术是蝙蝠等一些无目视能力的生物作为防御及捕捉猎物生存的手段,也就是由生物体发射不被人们听到的超声波(20kHz以上的机械波),借助空气媒质传播由被待捕捉的猎物或障碍物反射回来的时间间隔长短与被反射的超声波的强弱判断猎物性质或障碍位置的方法。由于超声波的速度相对于光速要小的多,其传播时间就比较容易检测,并且易于定向发射,方向性好,强度好控制,因而人类采用仿真技能利用超声波测距。超声波测距是一种利用声波特性、电子计数、光电开关相结合来实现非接触式距离测量的方法。它在很多距离探测应用中有很重要的用途,包括非损害测量、过程检测、机器人检测和定位、以及流体液面高度测量[2]等。 超声波方法在某些方面具有突出的优点: (1)超声波对色彩、光照度不敏感,可用于识别透明及漫反射性差的物体(如玻璃、抛光体); (2)对外界光线和电磁场不敏感,可用于黑暗、有灰尘或烟雾、电磁干扰强、有毒等恶劣环境中;
无损检测导论 论文 题目:超声波检测技术的应用及设备 系(院): 专业: 学生姓名: 指导教师: 年月日
摘要 超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测了解材料性能和结构变化的技术称为超声检测。超声波检测应用主要包括在工业上对各种材料的检测和在医疗上对人体的检测诊断,通过它人们可以探测出金属等工业材料中有没有气泡、伤痕、裂缝等缺陷,可以检测出人们身体的软组织、血流等是否正常。运用超声检测的方法来检测的仪器称之为超声波探伤仪。它的原理是:超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测了解材料性能和结构变化的技术称为超声检测。超声检测方法通常有穿透法、脉冲反射法、串列法等。 关键词:超声波检测的原理超声波检测的应用超声波检测仪器及原理
1 超声波检测原理 1.1超声波检测的基本原理 超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就可以判定建筑材料的某些方面的性质和结构内部构造的情况达到测试的目的。当超声遇到缺陷面时,反射回波幅度会异常增大,根据反射幅度、延迟和相位等就可以判断缺陷的位置、面积和形状。 1.2超声波检测方法 利用超声波探伤,主要有穿透法探伤和反射法探伤两种方式。 穿透法探伤使用两个探头,一个用来发射超声波,一个用来接收超声波。检测时,两个探头分置在工件两侧,根据超声波穿透工件后能量的变化来判别工件内部质量。 反射法探伤高频发生器产生的高频脉冲激励信号作用在探头上,所产生的波向工件内部传播,如工件内部存在缺陷,波的一部分作为缺陷波被反射回来,发射波的其余部分作为底波也将反射回来。根据发射波、缺陷波、底波相对于扫描基线的位置可确定缺陷位置;根据缺陷波的幅度可确定缺陷的大小;根据缺陷波的形状可分析缺陷的性质;如工件内部无缺陷,则只有发射波和底波。 超声波的接收和产生原理相似,当超声波遇到不连续性时,即会产生反射,反射的超声波使压电晶片振动,继而在压电晶片两端产生电压。最主要是如何将电脉冲转化为探伤仪屏幕上的波形,模拟机是通过显像管显示的。显像管的图像是电子打在荧光物质上,使荧光物质发光;电子经过一个电场而改变方向,打在屏幕的不同位置,使屏幕显现图像。显像管x 方向上的电压是探伤仪加在压电晶片上的电 压,y方向的电压是压电晶片振动产生的电压, 这样就形成了屏幕上的波形。 在工业超声波检测中,超声波的反射特性 主要用于探测材料中的缺陷。以最常用的A 型显示测超声脉冲反射法探测为例: 超声波探伤仪中高频脉冲电路产生的高 频脉冲振荡电流施加超声换能器中的压电元 件上,激发出超声波并传入被检工件。超声波 在被检工件中传播时,若在声路上遇到缺陷。 将会在界面上产生反射,反射回波被探头接收 转换成高频脉冲电信号输入超声波探伤仪的 接收放大电路,经过处理后在超声波探伤仪的
超声波无损检测论文无损检测论文 一种可实现高速信号处理的超声波无损检测系统的设计无损探伤技术是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。超声波探伤就是利用超声能透入金属材料的深处,并由一截面进入另,截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法。当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分別发生反射波来,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。 随着超声波探伤技术的发展,对数字信号的处理与分析已不再仅仅是辅助技术。而是一种基本技术,由此出现了各种全数字化的超声波检测设备。但早期的数字化设备仅停留在超声波检测频率较低频段的信号处理上,主要是受到高速A/D和高速存储技术的限制,山于计算机总线技术应用的瓶颈,也不能实时多通道传送波形数据到计算机去处理,声源定位信号分析等实时显示分析的功能只能由硬件输出的参数完成。 而A/D转换器和高效率微处理器的问世克服了在高频领域应用模拟电子技术受到的各种限制。数字化全波形超声波探伤设备就是由计算机作为主机,以单片机芯片为主构成的专用板卡统一控制管理超声系统。这种设备综合应用了高速数据采集技术、A/D转换技术、大容量缓冲技术、多通道切换技术、数据存储技术和数据管理软件技术
等先进的数据信号处理技术,使得多通道声发射波形的采集和分析不再困难。因此,如何开发和研制更具先进性、创新性、科学性和实用性的全数字式超声波检测设备和系统,已成为一项紧迫性的任务。 本文主要介绍一种基于高速信号处理技术的超声波无损检测系 统的典型设计方案,从系统的总体设计、单元电路设计和程序设计等方面阐述和分析了设让原理,电路和软件的结构与功能等,系统方案具有较高的技术含量和实用价值。 总体设计 系统的总体结构设计如图1所示。首先,由高压脉冲发生器发射高压脉冲,其经能量转換电路形成超声波信号,遇到缺陷或杂质时产生反射波,再经能量转换电路转換为电压信号,最后经放大电路放大、A/D转换后,形成数字量,写入高速数据缓存器中;然后,由PCI接口电路将缓存器中的数据适时地通过PCI总线送到本系统的微处理 器进行处理,实现与外部计算机通信、显示、打印,存储和控制等功能。 本系统采用转换速率为60MHz的8位高速A/D转换电路以满足数据采集的要求。为对A/D芯片输出的高速数据进行缓冲,并充分利用LCI总线带宽,采用了]2KB的高速数据缓存电路;对于多通道检测的要求,设计了通道选择控制电路以实现通道之间的切換;采用高增益的高频宽带放大电路对缺陷回波信号进行整理和放大。