第35卷第6期自动化学报Vol.35,No.6 2009年6月ACTA AUTOMATICA SINICA June,2009
生产制造全流程优化控制对控制与优化理论方法的挑战
柴天佑1,2
摘要从控制系统的观点描述了生产制造全流程的控制与运行管理流程,分析了表征产品的质量、产量、成本、消耗等相关的综合生产指标与控制系统动作之间的联系,回顾了涉及的控制与优化的研究成果.从基于数学模型、基于数据和基于模型与数据相结合的角度综述了控制与优化方面的研究现状.在此基础上分析了生产制造全流程优化控制对过程控制与运行优化、以及控制系统实现技术的挑战,分析了实现生产制造全流程优化控制应开展的研究内容.
关键词生产制造全流程,综合生产指标,运行优化控制,优化控制系统
中图分类号TP11
Challenges of Optimal Control for Plant-wide Production Processes in Terms of
Control and Optimization Theories
CHAI Tian-You1,2
Abstract This paper describes the control and operational management of plant-wide production processes from a viewpoint of control system,and analyzes the relationship between the control system actions and the multiple global production indices that characterise quality,yield,costs,consumptions,etc.The existing research results in the aspects of control and optimization are reviewed.From the angles of mathematical model-based,data-based,and the combination of mathematical model with data-based,the state-of-the-art of control and optimization are summarized.On the basis of the above review,this paper also analyzes the challenging of the optimal control for plant-wide production processes in terms of process control,operational optimization and the realization technique of the control systems.Finally,some research topics are discussed,which may be developed to realize the optimal control of the plant-wide production processes.
Key words Plant-wide production process,multiple global production indices,operational optimal control,optimal control system
近年来,国内外日趋激烈的市场竞争使得工业生产制造企业对其能耗水平、生产效率、产品质量和生产成本等综合生产指标提出了更高的要求.以能耗指标为例,在我国国民经济体系中,工业能耗占我国总能耗的70%左右.据统计,我国工业单位能源消耗比发达国家高30%以上.能源紧张已逐步成为制约我国工业生产制造业可持续发展的瓶颈因素.鉴于此,节能降耗已成为我国国民经济战略的一项长期发展方针.我国国民经济和社会发展“十一五”规划纲要中提出“2010年单位国内生产总值能源消耗比‘十五’期末降低20%左右的目标”;纲要还提
收稿日期2009-01-04收修改稿日期2009-03-12
Received January4,2009;in revised form March12,2009
国家重点基础研究发展计划(973计划)(2009CB320601),国家自然科学基金(60534010,60821063,60828007),高等学校学科创新引智计划项目(B08015)资助
Supported by National Basic Research Program of China(973 Program)(2009CB320601),National Natural Science Founda-tion of China(60534010,60821063,60828007),and the111 Project(B08015)
1.东北大学自动化研究中心沈阳110004
2.流程工业综合自动化教育部重点实验室沈阳110004
1.Research Center of Automation,Northeastern University, Shenyang110004
2.Key Laboratory of Integrated Automaton for Process Industry,Ministry of Education,Shenyang110004 DOI:10.3724/SP.J.1004.2009.00641出,强化能源节约和高效利用的政策导向,加大节能力度;通过开发推广节能技术,实现技术节能.
我国制造业还面临着复杂多变的原料供应、日新月异的技术创新、瞬息万变的市场需求,处于更加激烈的国际竞争之中.工业企业已经由过去的单纯追求大型化、高速化、连续化,转向注重提高产品质量、降低生产成本、减少资源消耗和环境污染、可持续发展的轨道上来.十六大报告明确指出:“实现工业化仍然是我国现代化进程中艰巨的历史性任务.信息化是我国加快实现工业化和现代化的必然选择.坚持以信息化带动工业化,以工业化促进信息化,走出一条科技含量高、经济效益好、资源消耗低、环境污染少、人力资源优势得到充分发挥的新型工业化路子”.十七大报告也明确指出“加强能源资源节约和生态环境;增强可持续发展能力”,“发展现代化产业体系,大力推进信息化与工业化融合,促进工业由大变强,振兴装备制造业,淘汰落后生产能力”.因此,信息化与工业化融合是提高我国制造业竞争力的必然选择.
工业过程综合自动化技术是信息化与工业化融合的关键,其内涵是采用信息技术,围绕生产过程的知识与信息进行重组,通过生产过程控制与运行管
642自动化学报35卷
理的智能化和集成优化,提高企业的知识生产力,实现与产品质量、产量、成本、消耗等密切相关的综合生产指标的优化控制和实现企业管理的扁平化.综合自动化技术受到国际学术界和工业界的广泛关注. 2005年的第十六届国际自动控制联合会世界大会特邀报告指出:“为了适应变化的经济环境,减少消耗,降低成本,提高生产效率,提高运行安全性,必须对控制、优化、计划与调度以及生产过程管理实现无缝集成”[1].《欧洲钢铁工业技术发展指南》指出:“降低生产成本、提高产品质量、减少环境污染和资源消耗只能通过全流程自动控制系统的优化设计来实现”[2].
综合自动化的前沿核心技术是生产制造全流程优化控制技术,其内涵是在市场需求、节能降耗、环保等约束条件下,通过优化决策产生实现企业综合生产指标(反映企业最终产品的质量、产量、成本、消耗等相关的生产指标)优化的生产制造全流程的运行指标(反映整条生产线的中间产品在运行周期内的质量、效率、能耗、物耗等相关的生产指标)和过程运行控制指标(反映产品在生产设备(或过程)加工过程中的质量、效率与消耗等相关的变量),通过生产制造全流程运行优化和过程运行控制实现运行指标的优化控制,进而实现企业综合生产指标优化.
目前,我国生产制造全流程的运行控制采用金字塔式的人工操作方式,因此难以实现综合生产指标的优化控制,造成能耗高、产品质量差、生产成本高、资源消耗大等问题.为了适应变化的经济环境,节能降耗、提高产品质量和生产效率、降低成本、提高运行安全性、减少环境污染和资源消耗,必须实现生产制造全流程优化控制.因此,研究和开发符合国情的生产制造全流程优化控制系统势在必行.
由于全流程优化控制系统的被控对象由生产设备(或过程)变为整条生产线,其被控对象特性、控制目标、约束、涉及范围及系统的实现结构远远超出已有的控制理论和控制系统设计方法的适用范围,对工业过程控制与优化提出了新的挑战.
本文在分析了基于数学模型、基于数据和基于模型与数据相结合的过程控制与优化方面研究成果的基础上,描述了生产制造全流程优化控制对过程控制与运行优化以及控制系统实现技术的挑战,指出了今后应开展的研究内容.
1过程控制与优化研究现状
1.1过程控制
过程控制所涉及的控制理论和控制系统设计方法的研究集中在保证闭环控制回路稳定的条件下,使被控变量尽可能地跟踪控制系统的设定值.控制理论形成于20世纪40年代,与其他学科一样,源于社会实践和科学实践.二次大战期间,控制理论有了很大发展.1932年,Nyquist频域分析技术和稳定判据产生[3],以及1945年的实际应用的Bode图分析方法[4]和求解闭环特征方程根的简单图解方法—根轨迹方法(1948年)[5?6]的提出,标志着自动控制技术开始形成一套完整的、以传递函数为基础的控制系统分析和设计理论.主要研究单输入–单输出、线性定常控制系统的分析和控制器设计问题.这种建立在频率法和根轨迹法基础上的控制理论,通常被称为经典控制理论.经典控制理论的局限性在于难以有效地应用于时变系统、多变量系统等.
20世纪50年代,随着现代应用数学新成果的推出和电子计算机技术的发展与应用,为适应宇航技术的发展,控制理论有了重大突破和创新.在此期间,Bellman提出了寻求最优控制的动态规划法[7]. Kirk证明了极大值原理[8],使得最优控制理论得到了极大发展.Kalman将状态空间法引入到系统与控制理论中来,并提出了能控性、能观性的概念和新的滤波理论[9].这些构成了以状态空间法为基础的现代控制理论.
上述控制理论与方法要求被控对象可以用确定性的线性模型描述.由于实际中被控对象的模型参数未知或时变,或受到未知的随机干扰,或存在未建模动态等不确定性,自适应控制、鲁棒控制、模型预测控制等先进控制方法的研究受到广泛关注[10].在实际中,有的被控对象具有强的非线性动态特性,难以采用上述方法获得满意的控制性能,因此近年来非线性控制理论与方法的研究受到重视.
由于难以建立工业过程的精确数学模型,因此难以应用上述以数学模型为基础的控制理论和方法.由于工业过程中可以方便地使用输入、输出与跟踪误差等数据,以跟踪误差为基础的PID控制器得以广泛应用[11].目前,工业界应用的控制系统大部分采用PID控制技术.其他基于数据的控制方法,如无模型控制[12]、学习控制[13?14]、模糊控制[15?16]、专家控制(规则控制)[17]、神经网络控制[18]、仿人行为的智能控制[19]等也开始应用于工业过程控制.
复杂工业过程往往具有多变量、强耦合、强非线性、大时延、生产边界条件变化频繁、动态特性随工况变化、难以用数学模型描述等综合复杂特性.由于PID控制器适合于具有线性动态特性的被控对象,对于具有综合复杂性的工业过程,PID控制器难以取得满意的控制效果.因此,适合复杂工业过程的基于数据和数学模型相结合的先进控制技术的研究受到控制工程界的广泛关注.针对一类具有非线性
6期柴天佑:生产制造全流程优化控制对控制与优化理论方法的挑战643
和不确定性、且输出被控变量不能在线直接连续测量的复杂对象,文献[20?21]提出了一种基于智能特征模型的智能控制新方法.针对具有多变量、强耦合、强非线性和不确性且特性随工况频繁变化的复杂工业过程,文献[22?25]提出了基于多模型切换的智能解耦控制方法.上述控制方法成功应用于复杂工业过程,取得了满意的控制效果[25].
1.2过程运行优化与反馈控制
从工业工程的角度看,自动控制或者人工控制的作用不仅仅是使控制系统输出很好地跟踪设定值,而且要控制整个运行过程,使反映产品在加工过程中质量、效率与消耗相关的运行指标在目标值范围内.同时要求在保证安全运行的条件下,尽可能提高反映产品质量与效率的运行指标,尽可能降低反映产品在加工过程中消耗的运行指标,实现运行优化[26?27].然而,过去的控制理论与控制系统设计方法的研究都假定可以获得理想的控制回路设定值,集中在提高反馈控制的效果,忽略偏离理想设定点的反馈控制不能实现系统的良好运行[26,28].
近年来,生产设备(或过程)的运行优化和运行控制吸引了学术界和工业界的很多研究者进行研究[29?30].由于工业过程运行与行业知识密切相关,至今没有形成适合各种工业过程的统一的过程运行优化和运行控制方法.目前的过程运行控制和运行优化是结合具体工业过程开展研究的.
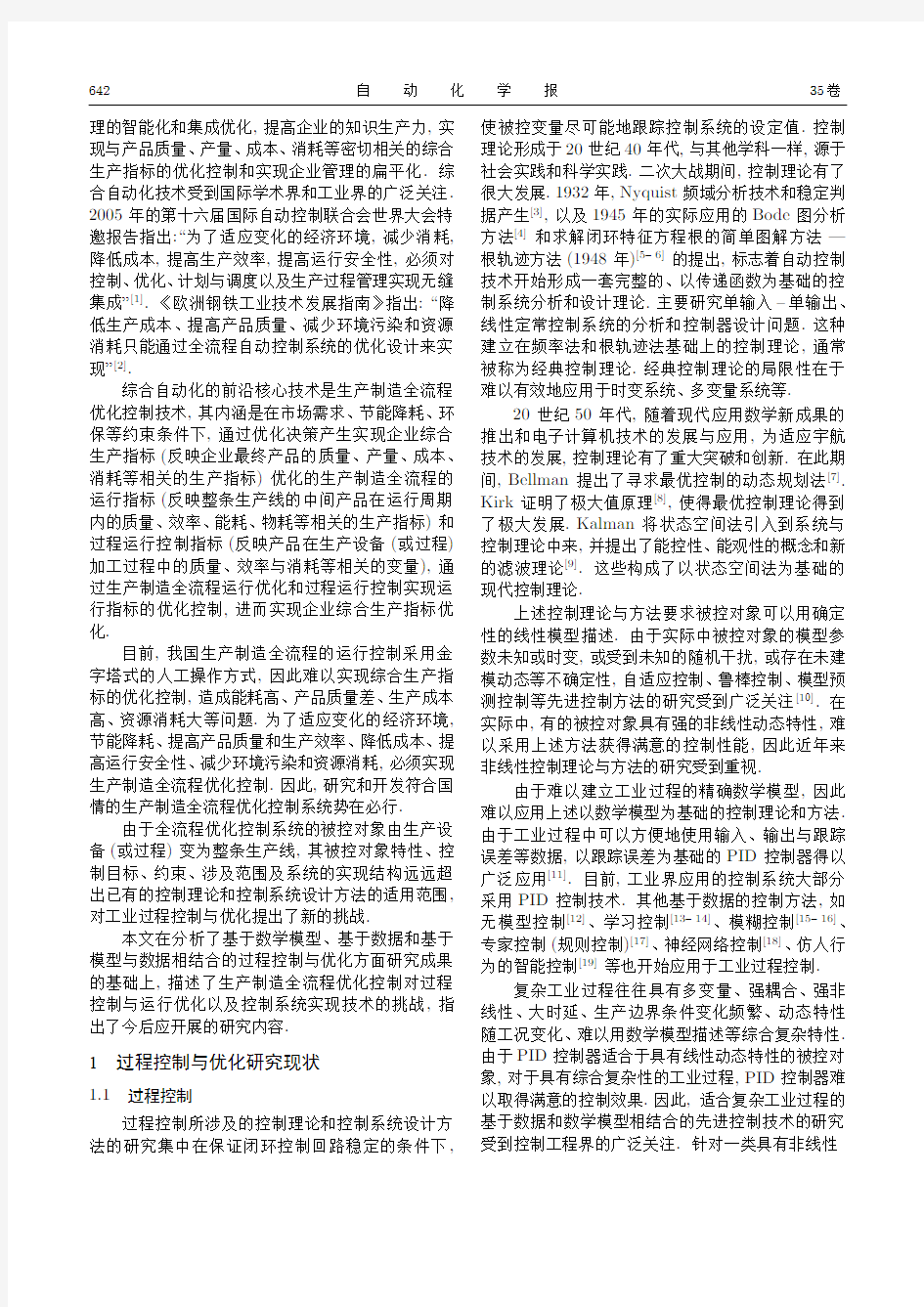
石化过程普遍采用的运行优化控制系统的结构如图1所示,由实时优化(Real time optimization, RTO)和单入单出控制器组成[31?32].RTO采用计划调度产生的有关质量、效率或消耗等相关的变量,建立经济性能指标,将与产品在生产加工过程中的质量、效率、能耗、物耗等相关某一变量作为决策变量(即控制系统设定值),通过精确非线性静态过程模型优化经济性能指标,产生控制系统设定值.RTO 需要建立过程的稳态模型,c(x,u,p)=0,作为约束方程.优化目标函数F(x,u,w)一般为经济效益函数,即
min
u
F(x,u,w)
s.t.c(x,u,p)=0
x∈X,u∈U(1)其中,x为状态变量,u为控制系统设定值,p为过程参数,w为可测和不可测干扰.
RTO的一般结构由数据调和、模型更新、稳态优化与校验四部分组成.数据调和是在过程处于稳态时,利用物料和能量平衡来消除测量误差.调和后的数据用来更新模型的参数,更新后的模型更加精确地表示当前的工作点.稳态优化以经济效益函数为目标,以设备、产品规格、安全和环境、生产管理系统给出的经济指标约束等为约束,优化求取新的过程稳态变量.优化结果经过监督系统(包括操作员)进行校验,校验后的结果送给过程控制系统,作为控制回路的设定值
.
图1RTO系统的一般结构
Fig.1General structure of RTO system
由于RTO采用静态模型,当出现工况变化和系统干扰时,只能等到被控过程达到新的稳态时才能进行优化,从而优化滞后[26].优化周期与控制周期不一致,因此采用模型预测控制.模型预测控制将控制器的设定值作为决策变量,建立设定值与输出之间的动态模型.在此基础上,利用多步预测、滚动优化实现控制器设定值的在线调整,通过单变量控制器跟踪调整后的设定值实现生产设备(或过程)的运行优化[26,29?30].
生产过程往往是动态的,如生产负荷频繁变化、产品牌号经常切换、批次间歇生产等,难以实现在运行条件发生变化时系统的全局优化运行.复杂生产过程往往具有强非线性,以美国为代表的发达国家的大学和高技术公司正在开展在线动态优化运行和非线性预测控制方法与技术的研究[33?34].
对于钢铁、有色金属等工业过程,还没有形成适用于工业过程的运行优化与运行控制方法.过程运行优化与运行控制方面的研究是结合具体的生产设备(或过程)开展的.
国外高技术公司针对钢铁等工业过程采用预处理手段使原材料成分稳定、生产工况平稳,研发将运行指标转化为控制回路设定值的工艺模型或经验模型,进行开环设定控制.
由于我国资源条件和生产条件与国外差别甚大,原材料成分波动较大,因此国外研发的控制技术及系统不适合国情,价格昂贵且技术保密.目前我国的
644自动化学报35卷
工业过程运行优化和运行控制基本采用人工控制方式,难以实现运行优化.
针对我国工业过程的上述问题,结合选矿、稀土萃取、氧化铝等工业过程的特点,文献[31?32,35]将建模与控制相集成,反馈、预测、前馈相结合,利用数据与知识,采用案例推理、规则推理、神经网络等智能方法,提出了过程优化运行的混合智能控制方法.该方法的控制目标是使反映产品在加工过程中质量、效率与消耗相关的指标,即运行指标在目标值范围内.同时要求在保证安全运行的条件下,尽可能提高反映产品质量与效率的运行指标,尽可能降低反映产品在加工过程中消耗的运行指标.因此,运行优化的目标可表示为
γmin≤γ(t)≤γmax
且
min(γmax?γ(t)),γ(t)为质量、效率指标
或
max(γmax?γ(t)),γ(t)为消耗指标
其中,γmax和γmin分别为运行指标的上、下限.
如图2所示,该方法由设定层和控制层两层结构组成.设定层由控制回路预设定模型、前馈补偿与反馈补偿器、运行指标预报模型、故障诊断与容错控制器组成.其中,设定模型将运行指标目标值自动转化为控制回路预设定值;前馈与反馈补偿器根据指标的预测值、实际值与其目标值的误差补偿预设定值;故障工况诊断与容错控制器根据异常工况给出控制回路设定值的修正量,从而产生控制回路的优化设定值.控制回路跟踪设定值,从而将运行指标控制在目标范围内.上述方法成功应用于赤铁矿选矿厂竖炉、磨矿、磁选以及稀土萃取和氧化铝生产等工业过程,取得显著成效[28,36].
2控制与优化理论和方法面临的挑战
到目前为止,国际上还没有形成实现生产制造全流程的控制与优化的控制理论及控制系统设计方法.目前,采用如图3(见下页)所示的生产制造全流程的控制与运行管理流程.生产计划部门和调度部门采用人工方式将企业的综合生产指标(反映企业最终产品的质量、产量、成本、消耗等相关的生产指标)从空间和时间两个尺度上转化为生产制造全流程的运行指标(反映整条生产线的中间产品在运行周期内的质量、效率、能耗、物耗等相关的生产指标);工艺部门的工程师将生产制造全流程的运行指标转化为过程运行控制指标(反映产品在生产设备(或过程)加工过程中的质量、效率与消耗等相关变量);作业班的运行工程师将运行控制指标转化为过程控制系统的设定值.当市场需求和生产工况发生变化时,上述部门根据生产实际数据,自动调整相应指标,通过控制系统跟踪调整后的设定值,实现对生产线全流程的控制与管理,从而将企业的综合生产指标控制在目标范围内.
当市场需求和生产工况发生频繁变化时,以人工操作为主体的生产计划、调度和工艺技术等部门不能及时准确地调整相应的指标,导致产品质量下降、生产效率降低和能耗增加,从而无法实现企业综合生产指标的优化控制.要实现对生产制造全流程的优化控制必须解决下列问题:
1)采用何种控制结构和方案实现综合生产指标、生产制造全流程的运行指标、
过程运行控制指
图2过程优化运行的混合智能控制结构
Fig.2Structure of hybrid intelligent control for process optimal operaton
6期柴天佑:生产制造全流程优化控制对控制与优化理论方法的挑战
645
图3生产制造全流程的控制与运行管理流程图
Fig.3Flowchart of control and operational management for the plant-wide production process
标、过程控制系统自动协同,实现对整条生产线的控制;
2)如何实时确定实现企业综合生产指标优化的生产全流程的运行指标;
3)如何实现难以建立过程模型的生产制造全流程基于数据和知识的智能动态运行优化;
4)如何通过自适应调整控制回路设定值对过程运行指标进行闭环反馈控制;
5)如何设计一个具有安全性、协同性和易用性的生产制造全流程优化控制系统.
解决上述难题的关键就在于解决:生产制造全流程运行控制,基于数据和知识的实时智能动态优化等关键科学问题和关于全流程优化控制系统安全性、协同性、易用性的若干技术基础问题.
3生产制造全流程运行控制与运行优化
生产制造全流程是由多个生产设备(或过程)有机联接而成,其具有如下综合复杂性:多变量、变量类型混杂、变量之间强非线性强耦合,其特性随生产条件变化而变化,受到原料成分、运行工况、设备状态等多种不确定因素的干扰,难以用数学模型来描述等.其全流程优化控制系统涉及到生产计划调度部门将企业综合生产指标分解转化为生产制造全流程运行指标过程、工艺技术部门将生产制造全流程运行指标转化为过程运行控制指标、作业班将过程运行控制指标转化为过程控制系统设定值的多层次多尺度的运行控制与管理过程.
要实现复杂生产制造全流程运行控制首先就要确定其控制性能指标—生产制造全流程的运行指标,运行指标由反映整条生产线的中间产品在运行周期内的质量Q、效率E、能耗W、物耗C等相关的多目标组成,即
J i~{Q,E,W,C}
J min max(J i?J min)J i:Q,E 或 max(J max?J i)J i:W,C 其中,J i为综合生产指标,J min为综合生产指标的 下限,J max为综合生产指标的上限. 运行指标和综合生产指标之间的动态特性具有非线性、强耦合、难以用数学模型描述、受市场环境和生产条件的变化而变化等特征.企业的综合生产指标是反映企业最终产品的生产指标,而生产制造全流程的运行指标是反映生产线的中间产品在运行周期内的生产指标.因此综合生产指标分解转化过程的优化涉及到多层次、多尺度的非线性动态优化难题. 生产制造全流程优化控制系统涉及到全流程的运行优化、过程运行控制、过程控制等不同层次,运行层又涉及到不同行业的生产工艺和设备运行知识.如何建立一个统一的控制结构来实现全流程优化控制是对传统的由反馈、前馈所构成的控制系统的挑 646自动化学报35卷 战. 过程运行控制与运行优化的目的是在保证安全运行的条件下,将运行指标控制在目标值范围内,其中反映中间产品质量、生产效率的指标尽可能地接近目标值的上限,反映能耗、物耗的指标尽可能地远离目标值的上限.复杂工业过程(或设备)的运行控制指标往往难于在线测量,与底层控制回路的输出密切相关,它们之间的动态特性常常具有强非线性、强耦合、难以用精确模型描述、随工况运行条件变化而变化的综合复杂性,难以采用已有的RTO与模型预测控制方法实现运行优化与运行控制.目前运行优化与运行控制仍采用人工控制方式,当工况变化频繁时,不能及时准确地调整设定值,常常造成故障工况. 工业过程运行控制不仅涉及到底层控制层的反馈控制,而且涉及到上层运行控制指标的反馈控制.运行控制的底层(回路控制)和上层(回路设定控制)采用不同的控制周期.由于运行控制指标不能在线连续测量,往往需要对运行工况进行识别和对运行控制指标进行预报.运行工况的识别有时需要采用过程数据、声音、图像等多源信息与无线传感器网络信息融合.运行控制指标往往和产品质量数据的分布相关.运行控制涉及到多层次、不同类型网络环境下的网络化控制问题.因此,工业过程的运行控制对现有的反馈控制方法和网络化控制方法提出了挑战.回路控制与回路设定控制的复合闭环控制系统的稳定性、收敛性、鲁棒性分析是对现代控制理论中闭环控制系统性能分析方法的挑战. 运行优化除了对相应的运行指标进行常规优化外,还要考虑到所优化的指标应在其所期望的范围内的最佳位置.这一优化问题对已有的优化理论和方法提出了挑战. 基于数据和知识的运行优化和运行控制方法是解决难以建立过程模型的生产制造全流程运行优化和过程运行控制的有效途径.为此,应开展下列研究: 1)生产制造全流程优化控制系统的体系结构研究,包括:a)全流程一体化控制系统的模型体系、模型结构与功能;b)复杂生产过程全流程一体化控制体系结构与功能等. 2)在市场需求、节能降耗、环保等约束条件下,实现企业综合生产指标优化的生产制造全流程运行指标的基于数据和知识的智能优化决策方法,包括: a)在满足市场需求、节能降耗、环保等约束条件下,实现企业效益最大化的多时间尺度的生产制造全流程综合生产指标的优化决策方法;b)生产制造全流程综合生产指标、过程运行指标及控制变量之间的动态特性研究;c)综合生产指标转化为生产过程运行指标的动态分解与协调控制方法等. 3)基于数据和知识的工业过程运行控制理论与方法,包括:a)基于图像、声音、数据、知识等信息融合的过程运行控制方法;b)建模与控制相集成,惩罚与约束控制相结合的过程运行控制方法;c)非线性模型预测控制方法及运行控制中的应用研究; d)基于回路控制与回路设定控制不同速率下的运行控制方法;e)基于回路控制与设定控制的复合闭环控制系统的性能分析. 4)基于数据和知识的实时智能动态优化理论和方法,包括:a)基于数据和知识的复杂生产制造全流程动态运行优化模型建模方法与性能分析;b)基于动态运行优化模型的控制回路设定值自适应协调优化理论和方法;c)基于数据和知识的全流程动态运行优化方法. 5)多层次不同类型网络环境下网络化运行控制方法,包括:a)不同类型网络系统通讯限制下,信息采集、信号传输与处理过程对控制系统的不确定性因素分析与描述;b)通讯限制所造成的随机延时特性的建模与估计;c)随机延时对运行指标模型的不确定性影响分析与建模方法;d)多层次不同类型网络环境下网络化运行控制方法;f)不同类型网络环境下不确定性对控制系统性能的影响分析. 4具有安全性、协同性、易用性的全流程优化控制系统 实现生产全流程的优化控制策略和方法,必须研究全流程优化控制系统实现的关键技术基础问题.如图4(a)(见下页)所示的传统的工业过程控制系统图与图4(b)全流程优化控制系统相比,全流程优化控制系统的结构和组成都发生了根本的变化,其结构涉及控制、运行和管理三个层次,其组成包括由多种类型网络(设备网、控制网(工业以太网)、企业管理网等)、多种控制计算机(PLC、DCS、管理计算机)、传感器与执行机构组成的硬件平台,由组态软件、实时数据库、关系数据库等组成的支撑软件平台和采用全流程优化控制方法研制的软件系统(运行控制软件、运行优化软件、指标分解与转换软件).这种变化对控制系统的安全性、协同性和易用性提出了挑战. 由于全流程优化控制系统涉及到不同种类的计算机、网络和软件系统、传感器与执行机构,运行环境复杂.故障预报与故障诊断是提高系统安全运行不可缺少的重要部分.如何保证整个系统的安全运行还需要采用基于过程数据、知识和模型的故障预报和故障诊断来研究控制系统的安全分析问题. 6期柴天佑:生产制造全流程优化控制对控制与优化理论方法的挑战 647 图4全流程优化控制系统与传统的工业过程控制系统的结构对比 Fig.4The optimal control system for plant-wide production process versus the conventional industrial process control system 虽然实际工业过程多种多样,工艺流程千差万别,不同工业过程的控制算法也不完全相同,但为了使用方便,研制了组态软件作为过程控制的平台软件.为了在石化工业推广RTO技术,国外高技术公司研制了运行优化的软件平台.因为有了软件平台,研究人员可以结合具体的工业过程在软件平台的基础上研发应用软件,这样不仅可以提高控制系统的可靠性,还可以缩减开发周期.为了在各种生产制造全流程广泛应用全流程优化控制技术,需要研究全流程优化控制的软件平台.具体生产制造全流程千差万别,研究人员针对具体工业过程以全流程优化控制的软件平台为基础进行二次开发,开发出各自的应用软件. 由于算法复杂、实时性强,增加了开发全流程优化控制软件系统过程中出现错误的可能,加上错误的发生具有离散特点,导致传统系统的安全分析技术不能直接应用到全流程优化控制软件系统的设计与开发过程,因此需要研究在全流程优化控制软件系统的设计与开发中的安全性分析技术. 全流程优化控制软件系统需要协同运行控制软件、运行优化软件与指标分解转化软件,实现企业全局优化,这就需要以各种网络通讯为基础实现组态软件、实时数据库、关系数据库等平台软件与运行控制软件、运行优化软件、指标分解转化软件的互通和互操作. 全流程优化控制软件系统的使用者是生产管理者、工艺工程师、运行工程师、操作员等.软件系统的易操作、易理解、易学习对于提高其使用效率至关重要,对控制软件的易用性提出了更高的要求. 要解决上述问题,必须开展具有安全性、协同性、易用性的全流程优化控制系统的若干技术基础研究.具体包括: 1)基于过程数据、知识和模型的故障诊断和故障预报的控制系统安全分析方法,包括:a)基于定量、半定量数据信息的复杂生产过程故障预报方法; b)复杂生产过程异常工况的预报方法与诊断理论; c)基于故障预报的复杂生产过程最优维护时机的确定方法;d)数据的非线性特征提取理论及非线性故障方向的描述、获取、重构与预测;e)复杂控制、运行优化与调度过程中的性能评价与偏离最优状况的 648自动化学报35卷 诊断. 2)全流程优化控制软件系统设计与开发过程中的安全性分析和安全性验证方法. 3)全流程优化控制软件与平台软件的统一管理、运行机制和实时协同的研究. 4)针对最终用户(管理者、工艺工程师、操作员)的友好、安全、易用的人机交互方法. 5结论 为提高我国制造业的生产效率和产品质量,实现节能降耗,降低生产成本,提高经济效益及市场竞争力,迫切需要生产制造全流程优化控制系统,通过生产制造过程控制和运行管理的智能化与集成优化,实现与产品质量、产量、成本、消耗等密切相关的综合生产指标的优化控制.全流程优化控制系统的被控对象特性、控制目标、约束、涉及范围及系统的实现结构超出已有的控制理论和控制系统设计方法的适用范围.研究基于数据和知识的运行优化和运行控制方法是解决难以建立过程模型的生产制造全流程运行优化和过程运行控制的有效途径.开展生产制造全流程优化控制系统理论与方法的研究,不仅可以解决生产制造全流程的控制与优化中的主要科学问题和难点,而且对解决其他复杂系统控制与优化问题也具有普遍的科学意义,有助于推动我国控制科学与工程学科的发展,为使我国在该领域处于国际先进水平做出贡献.同时,也为我国工业企业采用先进控制系统节能降耗提供科学支撑. References 1Havlena V,Lu J.A distributed automation framework for plant-wide control,optimization,scheduling and planning. In:Proceedings of the16th IFAC World Congress.Prague, Czech:Elsevier,2005.80?94 2Charbonnier J C.Technology Road Map to Determine the Research Priorities of the European Steel Industry,Techni-cal Report,European Confederation of Iron and Steel In-dustries,Eurofer,1999 3Pippard A B.Response and Stability:An Introduction to the Physical Theory.Cambridge:Cambridge University Press,1985 4Sansen W M C.Analog Design Essentials.Berlin:Springer, 2006 5Evans W R.Control system synthesis by root locus method. Transactions of the American Institute of Electrical Engi-neers,1950,69(1):66?69 6Evans G W.Bringing root locus to the classroom.IEEE Control Systems Magazine,2004,24(6):74?81 7Bellman R.Dynamic Programming.Princeton:Princeton University Press,1957 8Kirk D E.Optimal Control Theory:An Introduction.Dover: Prentice Hall,1970 9Kalman R E.A new approach to linear?ltering and predic-tion problems.Journal of Basic Engineering,1960,82(1): 35?45 10Friedland B.Advanced Control System Design.New Jersey: Prentice Hall,1996 11O Dwyer A.Handbook of PI and PID Controller Tuning Rules.London:Imperial College Press,2006 12Han Zhi-Gang,Wang Guo-Qiang.Cascade scheme of model free control law and its application.Acta Automatica Sinica, 2006,32(3):345?352 (韩志刚,汪国强.无模型控制律串级形式及其应用.自动化学报, 2006,32(3):345?352) 13Sugie T,Ono T.An iterative learning control law for dy-namical systems.Automatica,1991,27(4):729?732 14Moore K L,Johnson M,Grimble M J.Iterative Learning Control for Deterministic Systems.New York:Springer-Verlag,1993 15Yager R R,Zadeh L A.An Introduction to Fuzzy Logic Ap-plications in Intelligent Systems.Norwell:Kluwer Academic Publisher,1992 16Wang L X.Stable adaptive fuzzy control of nonlinear sys-tems.IEEE Transactions on Fuzzy Systems,1993,1(2): 146?155 17Astrom K J,Anton J J,Arzen K E.Expert control.Auto-matica,1986,22(3):277?286 18Psaltis D,Sideris A,Yamamura A A.A multilayered neural network controller.IEEE Control Systems Magazine,1988, 8(2):17?21 19Li Zu-Shu,Xu Ming,Zhou Qi-Jian.A novel simulating of human intelligent controller.Acta Automatica Sinica,1990, 16(6):503?509 (李祖枢,徐鸣,周其鉴.一种新型的仿人智能控制器.自动化学报, 1990,16(6):503?509) 20Wu Hong-Xin,Wang Ying-Chun,Xing Yan.Intelligent charcteristic model based intelligent control and its appli-cations.Science in China(Series E),2002,32(6):805?816 (吴宏鑫,王迎春,邢琰.基于智能特征模型的智能控制及应用.中国科学E辑,2002,32(6):805?816) 21Wu Hong-Xin.Intelligent charcteristic model and intelligent control.Acta Automatica Sinica,2002,28(z1):30?37 (吴宏鑫.智能特征模型和智能控制.自动化学报,2002,28(z1): 30?37) 22Fu Y,Chai T Y.Nonlinear multivariable adaptive control using multiple modles and neural networks.Automatica, 2007,43(6):1101?1110 23Fu Y,Chai T Y.Neural-network-based nonlinear adaptive dynamical decoupling control.IEEE Transactions on Neural Networks,2007,18(3):921?925 24Fu Y,Chai T Y,Yue H.Intelligent control using multiple models and neural network.International Journal of Adap-tive Control and Signal Processing,2008,22(5):495?509 25Chai Tian-You,Yue Heng.Multivariable intelligent decou-pling control system and its application.Acta Automatica Sinica,2005,31(1):123?131 6期柴天佑:生产制造全流程优化控制对控制与优化理论方法的挑战649 26Engell S.Feedback control for optimal process operation. Journal of Process Control,2007,17(3):203?219 27Skogestad S.Plantwide control:the search for the self-optimizing control structure.Journal of Process Control, 2000,10(5):487?507 28Chai T Y,Wu F H,Ding J L,Su C Y.Intelligent worksitu-ation fault diagnosis and fault-tolerant system for roasting process of shaft furnace.Proceedings of the Institution of Mechanical Engineers,Part I:Journal of Systems and Con-trol Engineering,2007,221(6):843?855 29Basak K,Abhilash K S,Ganguly S,Saraf D N.On-line op-timization of a crude distillation unit with constraints on product properties.Industrial and Engineering Chemistry Research,2002,41(6):1557?1568 30Marchetti A,Chachuat B,Bonvin D.Real-time operations optimization of continuous processes.In:Proceedings of the 5th International Conference on Chemical Process Control. Lake Tahoe,USA:American Institute of Chemical Engi-neering,1996.156?164 31Chai Tian-You,Ding Jin-Liang,Wang Hong,Su Chun-Yi. Hybrid intelligent optimal control method for operation of complex industrial processes.Acta Automatica Sinica,2008, 34(5):505?515 (柴天佑,丁进良,王宏,苏春翌.复杂工业过程运行的混合智能优化控制方法.自动化学报,2008,34(5):505?515) 32Chai T Y,Yang H.Integrated automation system for rare earth countercurrent extraction process.Journal of Rare Earths,2004,22(6):752?758 33Henson M A.Nonlinear model predictive control:current status and future https://www.doczj.com/doc/365896883.html,puters and Chemical En-gineering,1998,23(2):187?202 34Cannon M,Kouvaritakis B,Deshmukh V.Enlargement of polytopic terminal region in NMPC by interpolation and partial invariance.Automatica,2004,40(2):311?317 35Chai T Y,Ding J L.Integrated automation system for hematite ores processing and its applications.Measurement and Control,2006,39(5):140?146 36Chai T Y,Liu J X,Ding J L,Su C Y.Hybrid intelligent con-trol for hematite high intensity magnetic separating process. Measurement and Control,2007,40(6):171?175 柴天佑中国工程院院士,东北大学教 授,IEEE Fellow,IFAC Fellow,欧亚科 学院院士.1985年获得东北大学博士学 位.主要研究方向为自适应控制,智能解 耦控制,流程工业综合自动化理论、方法 与技术. E-mail:tychai@https://www.doczj.com/doc/365896883.html, (CHAI Tian-You Academician of Chinese Academy of Engineering,professor at Northeastern University,IEEE fellow,IFAC fellow,and academician of the International Eurasian Academy of Sciences.He received his Ph.D.de-gree from Northeastern University in1985.His research interest covers adaptive control,intelligent decoupling con-trol,and integrated automation of industrial process.) 流程优化方法:流程优化需求分析 既然流程优化是流程管理的生存之本,那流程优化的需求来源哪里?正如我们序言中提到的,很多朋友都有类似的困惑,其实我们在刚开始做流程管理的时候,同样面临这个问题。一是不知道流程优化需求来源哪里,二是怕“失业”,因为一直没有探讨出来比较好的可持续产生流程优化需求的方法,生怕那一天不再有流程优化需求产生。不过经过几年的探索,我们最终发现流程优化需求就像那个经典的例子:如果把你对世界的认知当做一个圆的话,你知道的越多,你未知的也就越多。流程优化也是如此,你越是优化你越是发现,还有更多、更高层级的问题等待优化,根本就没有“失业”之说。 在系统整理和总结流程优化需求分析方法论的时候,我们发现整个流程优化需求字产生到分析完成其实就是一个漏斗“过滤”的过程,为了便于大家理解和在本企业推广,我们称之为“流程优化需求漏斗分析”。 流程优化需求的来源 我们发现,根据流程优化需求驱动因素的不同,流程优化需求大致可分为三种:问题导向、绩效导向、变革导向。 问题导向:比如流程优化建议、流程事故、外部客户投诉及意见反馈、 流程审计报告等; 绩效导向:流程目标及绩效测量报告、标杆企业对比分析报告等; 变革导向:企业战略、经营思路及策略、重要改革举措、流程规划报告 等。 流程优化需求漏斗分析 1.流程优化需求的收集 1)流程优化需求申报 作为流程管理的专业人员,主要优势就是对流程的整体把握,但却对业务本身了解不足和而且往往会有延迟性,但往往最重要、最急迫的流程优化需求机会来源于业务一线。我们发现,至少在流程管理还没做到一定高度时,由流程管理人员主动发现重要且准确的流程优化需求的机会很是渺茫。鉴于此,我建议在做流程优化需求分析之前,在企业部做一次全面且深入的流程优化需求申报是非常有必要的。这一措施至少可以带来两个好处:一是充分发挥流程所有者的作用,找出最急迫和最重要的需求点;二是通过流程所有者从需求阶段的充分参与,有利于保证后续流程优化改善项目获得流程所有者的支持,从而保证优化的效果。 在这里我们提供一份我们的样本作为参考。提供样本的目的不是让你拿来即用,你需要结合本公司的实际情况,如行业、发展阶段、企业管理水平、流程理念的普及度、受众的接受度等因素,设计更适合本公司的工具表格。事实上,我们这个表格也是经过无数次修改而成,而且目前还不足够好。而且根据我们以往的经验,这些表格每年都会根据实际运用反馈情况,做一些调整。有时候需要增加一些问题描述点,而有时候为了提高易用性则需要删减一些非重点问题描述点,甚至有时候会根据不同的填写对象的特点做一些调整。 流程再造 VS 流程优化 VS 流程梳理 管理工具和方法不是管理学家的创造发明,只是把管理实践的经验进行了总结和提炼,所以说,企业管理者们本身就具有管理的实践经验,不能盲目地迷信新的管理工具和方法,如果不与企业的实际情况有机的结合,管理工具和方法可能还不如原有的管理经验。 做过企业管理的人都知道,流程和绩效考核是企业短期目标的重要保障,搞得好,企业业务绩效提升非常显著,搞得不好,业务一塌糊涂;业务/战略是企业长期目标的重要保障,是企业制定业务选择和经营策略,下面我就说说企业流程如何管理,流程如何改进。 二十年前,我在联想,当时不知道什么叫流程,但是当联想内部部门协作出现了一系列的矛盾,引发内部纷争,就此柳传志召集所有的经理级以上的干部讨论制定了内部接口制度,实际上就是现在的流程。这是针对部门之间业务协作的矛盾,梳理各个环节,对矛盾点进行责任界定,并落实在接口制度中,以备今后各部门参照执行,这是企业流程管理实践的原始写照。 进入二十一世纪,自从国外咨询公司进入中国,引进了许多的管理新名词,被国内咨询公司盲目地照搬,向企业推崇,一时间“流程再造”“BPR”成了最时髦的名词。前不久,看到一个咨询师在管理网站上津津乐道地大谈《对于“流程再造”词语的语境》:“近日,和一家中小企业的信息主管交流了解到,用“流程再造”比对老板说用“整合”这个词语更易于让企业主接受。”从语言中能看出他根本不知道什么企业的管理,不知道流程对企业的重要性和危险性,注重名词远胜过实际。 现在一些咨询公司里从事管理咨询的许多人,要么缺乏企业的管理经验,要么在企业从事管理的经历很浅,缺乏企业管理的亲身感受,对企业的了解停留在管理术语上,所以热衷于新名词,洋名词,好像解决企业管理问题就跟吃饭一样容易。在这里,我谈谈在企业管理和管理咨询中“流程再造”、“流程优化”、“流程梳理”到底有什么不同,做到什么程度需要什么能力。 流程再造(Business Process Re-engineering ,缩写简称BPR),指的是企业对其所从事的管理工作及作业程序进行重新设计和构建的过程,流程再造被誉为企业进行的一场新的管理**。许多企业的老板感觉企业管理越来越累,竞争力越来越弱,或者想要提高自己的竞争力,听到“流程再造”是重新设计业务流程,能极大地提高作业效率的美妙故事,无不举手同意聘请咨询公司来实施彻底更新作业流程的工作。这些把企业从小带大,身经百战的、无比精明的老板就没有冷静地仔细想想:聘请的咨询顾问真正懂得企业的流程管理吗?重新设计业务流程,咨询顾问熟悉企业的经营业务吗?如果,聘请的咨询顾问是从学院中出来,没在企业长时间从事中高级管理工作,他们一定不懂得企业流程管理,仅懂得流程管理的理论可以做教学培训,但不可能真刀真*地做企业的流程再造;如果咨询顾问在企业只呆1-3个月,很难全面了解企业的经营业务,不谙熟经营业务,就不可能做到对业务流程的重新设计;所以说,许多声称能帮企业流程再造的咨询公司和咨询顾问都是名不副实的,他们不具备重新设计业务流程的能力。 流程梳理实际上就是倾听企业人员复述作业过程,把企业原有的作业流程绘制成流程图,流程梳理就意味着帮助企业绘制流程图。目前,95%的打着流程再造旗号的咨询公司,包括做ERP的软件公司都是在做流程梳理的工作,ERP的软件公司是在流程梳理过后,配上一套软件。只能做流程梳理的原因是咨询公司和顾问不懂企业的经营业务,无法按照业务的规律提出改进效率的意见,最多只能对流程的长短、审批环节的多少、与其他标杆企业的差异提出意见,这些修改建议很可能是改变了原有习惯,但不一定能提高效率。做过流程再造的企业对此深有体会,咨询顾问说起理论来头头是道,对企业业务如何盈利?如何通过改动作业环节提高效率?根本就不知道,只能听我们的。 流程优化是针对企业管理中的问题,对业务流程进行分析思考,为了改善企业的成本、质量、服务及速度,提升企业管理水平,对影响效率的关键流程进行改进和完善,不作整体流程更新。企业作业流程是长时间积累形成的一套员工作业习惯,想快速地彻底地更换企业所有人的作业习惯/流程是非常困难的事,它已超 最优化教学理论的代表──巴班斯基 一、简介 巴班斯基(1927—1987),是苏联当代很有影响的教育家、教学论专家。巴班斯基毕生致力于教育科学研究。20世纪60年代初至80年代中,他以罗斯托夫地区的普通学校为基地,潜心进行教学、教育过程最优化理论的研究,形成了具有丰富内容和积极现实意义的、颇有新意的完整的教学理论,在苏联和世界各国引起了强烈反响。他一生发表的著作约有三百多部(篇),代表作是《教学过程最优化──一般教学论方面》《教学、教育过程最优化──方法论基础》以及他主编的《教育学》以上著作都有中译本,由人民教育出版社出版。,等等。巴班斯基去世后,苏联教育科学院编纂出版了《巴班斯基教育文选》,以纪念这位为教育理论作出杰出贡献的教育家。 二、教学过程最优化理论 (一)教学过程最优化理论产生的时代背景 巴班斯基的教学过程最优化理论的产生,与苏联教育改革中产生的问题直接有关。第一,这一理论的提出,是要克服教学理论研究和教学实践中存在的片面性。随着20世纪60年代中期开始的教育改革的深化,教育理论家们对一些基本的教学论问题看法不一,互相排斥,方法论上形而上学和绝对化盛行。以赞科夫为代表的各种教学实验取得很大成就,但由于大部分研究者只从某一方面研究教学现象,导致了片面性,只能使一部分学生获得较好发展,而且忽略了德育和劳动教育问题。第二,提出这一理论是为了解决学生负担过重问题。1964年教改的重点是实现教学内容的现代化,过分强调“高难度”和“高速度”原则,使社会对学校的要求与师生实现这些要求的实际可能之间存在差距,学生的学习负担很重。第三,最优化理论是巴班斯基对罗斯托夫地区教育经验的总结。60~70年代,罗斯托夫地区的教师创造了在普通学校中大面积消灭留级现象、预防学生成绩不良的成功经验。巴班斯基运用现代科学的系统论思想,对这一经验进行了综合研究,提出了教学过程最优化的理论原理。他又会同有关部门对自己的理论进行了四年实验研究,使这一理论更成熟、更完整、更科学。 (二)教学过程最优化的一般概念 E2012-2013学年硕士《最优化理论与方法》课程试题 姓名 学号 成绩 第一部分 理论基础(每题10分,共50分) 要求:(1)请自备计算器以及excel 、lingo 、matlab 等计算软件进行计算; (2)请自行准备A4纸张答题纸,可用蓝色或黑色钢笔(或签字笔)书写解题过程、小论文,写明题目番号,但不能使用铅笔(画图除外)、红笔、圆珠笔答题;答案也可用A4纸张打印提交。提交时包含本试卷原题病写明姓名、学号。 (3)开卷考试。但请考生独立完成,严禁互相抄袭答案。一旦发现题目解答过程雷同,这些学生将统统记零分。 一、问:点 x * =(2,1)是否为以下非线性规划问题的K —T 点,为什么? ???? ?????≥=+≤+-+-0,,425})2()3min{(212122212221x x x x x x x x 二、试用共轭梯度法求二次函数2212()4f x x x =+的极小值点。 三、试用步长加速法(模矢法)求下述函数2212112min ()242f x x x x x x =+-- 的极 小点。初始点X (0)=(3,1)T ,步长△1=(0.5,0)T ,△2=(0,0.5)T ,并绘图表示整个迭代过程。 四、试用Zoutendijk 可行方向法求解下列线性约束的非线性目标函数的最优解: 其中ε1=ε2=0.1,初始点X (0)=(0,0)T ,迭代到得出X (2)和f(X (2))即可。(计算过程中尽量保持分数计算,如果以小数计算尽量保持五位以上,最终结算结果保留四位小数。 222 121212121212min ()222462..55 ,0 f x x x x x x x x R x x s t x x x x =+---∈+≤??+≤??≥? 五、用外点法(罚函数法)求解以下非线性规划的最优解。并给出罚因子M 为1、 >>>K2业务流程管理软件企业流程优化的基本方法 什么是流程优化? 流程优化就是在流程设计以及实施过程中,通过对流程进行改进,来取得一个最好的效果,这就是对现在的工作流程的梳理,完善以及改进的过程,被统称为流程优化。对于流程的优化,不管是对流程整体的优化还是说对中间部分的改进,例如减少环节,改变时序等等,都是通过提高工作质量,提高工作效率以及降低成本,降低劳动的强度,节约能源消耗。 流程优化的基本方法分为五种—— 第一、标杆瞄准法 这个标杆瞄准法又叫做benchmarking,它是指企业把自己的服务,经营实践,产品以及成本,和很多在相关方面表现非常优秀有成效的企业做比较,改进自己的企业经营业绩不间断的精益求精的过程。 第二、DMAIC模型 DMAIC模型,其实是实施6SIGMA的一套操作类方法,DMAIC管理中最经典以及最重要的管理模型,重点就是特别的侧重于已有的流程优化管理质量。 相关阅读>>>BPM专题│单点登录│流程设计器│.net工作流 第三、ESIA分析法 ESIA分析法是一种以新的结构方式为使用用户们提供价值的增值,反映到具体的流程设计上来,要尽可能减少流程中非增值活动调整流程中的核心增值活动,而基本原则就是ESIA,而ESIA分析法就是要建设流程中非增值活动的一个实用性的原则。 第四、ECRS分析法 ECRS分析法其实是取消ELIMINATE,合并COMBINE,调整顺序REARRANGE。简化SIMPLIFU的一个缩写形式。 第五、SDCA循环 SDCA循环其实就标准化的维持,就是标准化,执行,检查以及调整总结的模式,它包括所有改进过有关流程的更新标准化,并且在这个流程优化过程中使它能够平衡运行下去,再进行检查的过程。而且为了确保准确性。SDCA循环的目的就要实现这个流程的标准化以及稳定现有的流程模式,使整个过程能够满足用户的愿望以及需求。 公司介绍 上海斯歌信息技术有限公司成立于2005年,是中国第一家专注BPM业务流程管理的企业,国内总部在上海,并在北京、广州、深圳、成都、香港、台湾等地设有分支机构。公司主要的产品包括K2 blackpearl(BPM平台)、K2 smartforms(流程设计器)、K2 connect(SAP 集成工具)、KStar(BPM框架产品)、LinkChain(云采购)等,提供K2 BPM平台及相关解决方案。在BPM领域,是中国市场占有率最高,从业时间最久,最具行业代表性的企业。在中国市场有超过600家客户,其中45%以上是全球/全国500强企业,如东方航空,万科,中粮集团、中国银行、麦当劳、辉瑞、宝马、通用电气等。公司有超过50家合作伙伴, 采购流程优化采购流程 案例 Document number:BGCG-0857-BTDO-0089-2022 采购流程--优化采购流程案例 一、落实组织机构,规范采购流程 在采购和配送方面,解百集团制定了一套较为规范的操作流程和配套的组织机构与规章制度,把加强商品采购管理放到极其重要的位置。设立了专门的采供部,下设专职采购人员和三信员。采购人员由一批综合素质较强、具有一定的经营管理意识、市场意识和公关谈判技巧的人员组成,负责新渠道引进和新产品引进;三信员(质量、计量、物价管理员)负责商品质量把关,并直接参与新品引进的资质审核,包括商品质量、计量、价格、标识、标志、合同的审核,引进的新产品必须做到证件齐全。各连锁门店专门负责销售促进,并不具有独立的进货权。新品引进后配送到各门店,门店销完后向采供部提出要货计划,采供部保证在两天内将货品配送到要货门店,实行统一进货、统一配送、统一结算。这种“进销分离”的经营模式,使各个岗位分工明确,各司其职,有利于岗位之间相互合作、相互监督,使采购员一心一意钻研市场需求,了解市场动态,提高业务能力,引进适销对路的商品;不断扩大经营商品的类别和品种;门店则专门研究市场营销、提高促销水平,扩大市场占有率。这种模式为净化进货渠道、杜绝人情货,引进货真价实的商品提供了机制上的保障。 二、强化商品控制,完善淘汰机制 解百集团建立起一套商品控制和淘汰机制,主要措施有: 1.引入计算机POS系统,利用计算机系统方便、快捷、准确的特性对商品进、销、存进行全过程动态控制,掌握商品的动销情况。 2.质量控制,把好商品质量关。进货时坚持“六不进”原则,即:假冒伪劣产品不进无厂名、无厂址、无合格证产品不进;不符合质量标准及有关法律法规产品不进;索证不齐产品不进;进货渠道不正产品不进;来路不明、有疑问产品不进;上柜时坚持商品检查验收,超市每月定期和不定期对商品进行抽查,并形成制度,对于不符合质量标准的坚决不予上柜。 ————某流程优化项目心得 在运用一套工具或理论之前,首先要了解其由来和意义,流程再造(流程再造1 liuchenzaizao/)(BPR)是90年代由美国MIT教授迈克尔·哈默(Michael Hammer)和CSC管理顾问公司董事长詹姆斯·钱皮(James Champy)提出的,其定义是:“为了飞跃性地改善成本、质量、服务、速度等现代企业的主要运营基础,必须对工作流程进行根本性的重新思考并彻底改革。” 它的基本思想就是必须彻底改变传统的工作方式,也就是彻底改变传统的自工业革命以来、按照分工原则把一项完整的工作分成不同部分、由各自相对独立的部门依次进行工作的工作方式。随着时代的发展,企业面临着意想不到的挑战,管理专家用3C理论阐述了这种全新的挑战,即顾客(Customer)、竞争(Competition)和变化(Change)。面对这些挑战,企业只有在更高水平上进行一场根本性的改革与创新,才能在低速增长时代增强自身的竞争力,这就凸显出流程再造给企业带来的好处。笔者根据真是的项目经历阐述企业如何实施BPU,及其为企业所带来的意义。 流程再造的含义 那么到底什么是流程再造?企业如何利用流程再造提升管理水平和工作效率?笔者首先描述一个在很多企业遇到的真实案例。 在2009年的一个正常工作日的上午,在国内某大型国有企业的总经理办公室里,王总经理因上任时间不是很长,处理完日常工作后想了解一下公司最近具体的销售业绩情况,他知道最近财务总监业务在出差就找来了财务主管小李,想了解一下具体的财务账务和合同情况,令王总意想不到的是小李告诉王总,具体的合同等资料都锁在财务总监办公室里面,具体的情况他不知道。此时,王总感觉非常的气愤,偌大的公司像这个核心流程竟然如此的繁琐和不正规,他想是时候下下决心进行改革了。 企业必须在确认自身经营战略目标的基础上,对组织架构、业务流程以及业绩评估三个元素进行整合,并取得信息技术的充分配合与支持,才能全面提升管理水平。在国内流程再造的概念并不生僻,很多企业自行开展或者在咨询机构帮助下开展了业务流程再造的工作,以期通过对流程进行优化,来实现T(时间)、Q(质量)、C(成本)、S(服务)等方面的改善和提升。 企业实施流程再造包括四个重要的基本含义:根本性、彻底性、显著性、业务流程。根本性是指对长期以来在企业经营中所遵循的基本信念,如分工思想、等级制度、规模经营、标准化生产和官僚体制等进行重新思考,打破原有的思维定势,进行创造性思维;彻底性是指企业流程再造不是对企业的肤浅的调整修补,而是要进行彻底的改造,抛弃现有的业务流程和组织结构;显著性是指企业流程再造追求飞跃式的进步,如大幅度降低成本、缩减时间、提高质量。 流程再造的背景和必要性 笔者在对一些企业的调研中发现,许多企业还在沿用计划经济时期的经营模式,虽然引进了先进的技术和设备却仍然迁就落后的管理模式,造成资源的浪费。同时市场的变化无常和顾客需求的多样性也使得企业不得不将产品从大批量生产模式转向小批量个性化生产,来适应市场的快速变化。因此,内外部的压力和挑战促使企业进行业务流程再造等方面的变革。 其中,内部的压力主要体现在随着企业规模的不断扩大,企业内部的管理水平及人才等现状与日益发展的企业需要产生一定的矛盾,制约着企业的发展。 优化理论与方法 全局及个性化web服务组合可信度的动态规划评估方法 摘要:随着Internet的快速发展,web服务作为一种软件构造形式其应用越来越广泛。单个web服务无法满足日益复杂的用户需求,web服务组合有效地解决了这个问题。然而,随着功能相似的web服务实例的不断出现,如何选择可信的web服务组合成为了人们关注的热点。服务选择依赖于web服务组合的评估结果,因此,本文主要从web服务组合着手,对其可信性进行研究,提供一种可信web服务组合评估方法。:针对web服务组合的全局及个性化问题,提出了基于全局的个性化web服务组合可信评估方法。从全局角度动态地调整评估模型;同时引入用户业务关注度来描述原子web服务对服务组合可信性的影响程度;结合前文的度量及评估方法,构建一个全局的个性化服务组合可信评估模型;并分析了模型的相关应用,给出了改进的动态规划模型。 关键字:web服务组合可信评价;全局个性化;动态规划; 0.引言 随着软件系统规模的日趋复杂,运行环境的不断开放,软件的可信性要求日益增加,可信软件成为了研究的热点。据《中国互联网发展状况统计报告》统计显示,截至2014年12月底,我国网民数量突破8亿,全年新增网民5580万。互联网普及率较上年底提升4个百分点,达到38。3%。因此,随着Internet 的广泛应用和网络技术的快速发展,面向服务的软件体系结构(SOA)作为一种新型的网络化软件应用模式已经被工业界和学术界广为接受。同时,网民对互联网电子商务类应用稳步发展,网络购物、网上支付、网上银行和在线旅游预订等应用的用户规模全面增长。因而,对web服务的可信性要求更高。单个web服务的功能有限,往往难以满足复杂的业务需求,只有通过对已有web服务进行组合,才能真正发挥其潜力。在现有的web服务基础上,通过服务组装或者Mashup方式生成新web服务作为一种新型的软件构造方式,已成为近年的研究热点之一。web服务组合并不是多个原子web服务的简单累加,各原子web服务之间有着较强的联系。因此对web服务组合的可信需求更高。目前大量的研究工作着重于如何实现原子web服务间的有效组合,对服务组合的可信评估研究较少。如今,随着web服务资源快速发展,出现了大量功能相同或相似的web服务,对web服务组合而言,选择可信的web服务变得越来越难。在大量的功能相似的原子web服务中,如何选出一组可信的web服务组合,成为了人们关注的热点问题。本文将从web服务组合着手,对其可信性进行研究,旨在提供一种可信web服务组合评估方法,为web服务组合的选择提供依据。web服务组合的可信度主要包括以下三个部分: 1)基于领域本体的web服务可信度量模型。 2)基于偏好推荐的原子web服务可信评估方法。 3)基于全局的个性化web服务组合可信评估方法。 研究思路: 本文主要研究基于全局的个性化web服务组合的可信评估方法,其研究思路可以大致如下:基于领域本体的web服务可信度和基于偏好推荐的原子web 服务可信评估方法。针对web服务组合的四种基本组合结构模式,主要研究如 流程优化案例[新版] 流程优化案例 —为企业建立科学、有竞争力的流程体系 2011年7月8-9日上海 2011年7月29-30日北京 2011年8月5-6日深圳 【主办单位】百乔罗管理咨询(上海)有限公司【培训对象】总裁/副总裁、总经理/副总经理、CIO、事业部总经理、企业流程变革小组成员、企业流程专员、从事企业管理体系建设和优化提升的工作人员;战略规划部总监、企管总监、质量总监、IT总监、流程管理部门负责人等。 【培训费用】3000元/2天/人(含培训、指定培训教材、午餐、茶点费等) 【咨询电话】 【温馨提示】本课程可为企业提供上门内训服务,欢迎来电咨询~ 课程背景: 企业要获得持续增长和赢利,就需要不断提升内部的流程和组织能力,以支持战略目标的实现。通过流程变革和组织资源的优化配置,可以在速度、成本、质量和客户便利等关键绩效指标上获得竞争力,来适应市场竞争环境的变化。实践证明,成功的BPI(流程优化)是ERP、CRM、SCM、PDM等信息化管理成功实施的重要前提和保障。 通过流程优化可以消除流程中大量的非增值活动,并建立客户导向型的、跨部门高效合作的团队文化;通过流程建设可以打造例行化的业务运作平台,规范企业的管理行为,提高运营效率,增强流程对业务的支撑,进一步提升企业的核心竞争力。 培训收益: 1. 加深对流程的认识,统一流程的沟通语言,为后续流程建设起到“松土”的作用 2. 领悟流程建设工作的意义和内涵,明确工作定位、化解工作困惑、理顺工作思路 3. 领会流程端到端和结构化思考方法,掌握流程总揽地图的描述方法,更好地表达业务运作的整体性和 关联性 4. 深刻理解战略、流程、组织、绩效的关系,掌握基于流程设计组织结构的方法,掌握流程KPI与绩效 KPI融合的方法 5. 理解流程与制度体系、ISO9000体系、内控体系的关系,掌握流程文件规范、整合、推行、检查的方 法 6. 掌握流程分析的工具和优化的方法 7. 掌握引导跨部门流程研讨的方法和工具 8. 熟悉在工作推进中如何获取各方面(企业高层、业务部门、职能管理部门、外部咨询机构)资源支持 9. 通过流程梳理的现场互动学习,掌握流程设计与优化的方法,为今后各业务流程的梳理和优化打下基 础 10. 了解业界流程管理的最佳实践,为本单位的流程工作提供指导 11. 学员之间经验的交流和分享 2006级硕士生《最优化理论与方法》试题 姓名:学号:成绩: 注意:请将答案全部写在答题纸上。 1、填空题(5分) (1)最优化设计问题的三要素是、和。 (2)函数值的最大下降率的方向是函数在该点的方向。(3)线性规划问题是指的最优化问题。 2、判断题(5分) (1)黄金分割法(0.618法)的区间缩短率随问题性质的不同而改变。(2)虽然利用拉格朗日乘子法可以将约束最优化问题变成无约束最优化问题进行求解,但是要付出增加变量维数的代价。 (3)在求解约束优化设计问题时,可以将约束函数通过一定方式变为目标函数的一部分,从而将问题化为无约束问题进行求解。 (4)性态约束是在优化设计中由结构的某种性能和设计要求推导出来的一种约束条件,因此它通常为显约束。 (5)从消元法的观点看,等式约束的实质是使原最优化问题的的实际维数降低。 3、简答题(10分) (1)写出4种求解一维优化问题的主要方法。 (2)写出4种求解无约束多维最优化问题的主要方法。 (3)写出4种求解约束多维最优化问题的主要方法。 (4)写出2种用到目标函数的导数(梯度)的优化方法。 (5)写出1种用到目标函数的二次导数(Hessian 矩阵)的优化方法。 4、用单纯形法求解以下线性规划问题。(10分) ()2134x x f ??=X min s.t. 50321=++x x x 802421=++x x x 14023521=++x x x 0≥j x j = 1, 2, 3, 4 ,5 5、利用Kuhn-Tucker 条件,判断点[2,0]T 是否为下面约束问题的极值点。(10分) ()9612 221+?+=x x x F X min s.t. ()()()022 2111≤+?+=x x x g X ()012≤?=x g X ()023≤?=x g X 6、用黄金分割法求解目标函数()2 1 2??=x x f X 的极小值,用表格形式列出前四步计算过程,计算区间为[ 0, 1.2 ]。(10分) 7、简要说明A *算法。图1中起始节点S 和终止节点E 所给出的8数码问题,以离家将牌数Misplaced(n )为启发函数,用A *算法构造搜索图。(7分) ???? ? ?????=??????????=56748321 45761382E S 图1 已知8数码问题的起始布局和目标布局 8、用二进制编码的遗传算法解决如下数值优化问题。求下面优化问题的最优解: min f (x )=x 1+x 2+x 3 企业管理流程优化方案全解析——最经典 管理流程案例分析 引言: 近年来,随着能源价格的上涨,能源开发产业呈井喷的态势,越来越多的企业投资矿山开采,矿山机械市场的需求旺盛,不少公司步入了发展快车道,企业资产和人员规模迅速扩大。然而市场需求的扩大还带来了大量的竞争者,市场竞争愈发激烈。但是企业在人工规模迅速扩大的情况下并没有优化管理流程,导致员工工作效率下降,企业效益也顺着下降,那么,企业如何优化自身管理流程,在优化管理流程的过程中又会出现什么问题,这些问题又该如何解决,这些都是企业管理人员需要注意的。人力资源专家——华恒智信在管理流程方面有着多年的关注与研究,本文是关于某企业对于优化管理流程的案例分析。 【客户行业】矿山机械销售企业 【客户背景】 A公司是一家专业矿山机械销售企业,近年来,随着能源价格的上涨,能源开发产业呈井喷的态势,越来越多的企业投资矿山开采,矿山机械市场的需求旺盛,A公司步入了发展快车道,企业资产和人员规模迅速扩大。企业职工增加到4000多人,且70%以上的人员是销售人员。经过10年的快速发展,该公司已一跃成为西北地区最大的矿山机械销售企业。 【现状问题】 A公司扩大销售人员规模,其主要意图是通过加强部署市场力量,以在矿山机械市场上占有更大的市场份额。而企业面临的现实情况是,一方面,看到中国矿山机械市场的巨大需求,外资企业纷纷染指,意欲分得矿山机械市场的一杯羹。外资企业凭借着系统的企业文化和远远优于国内企业的管理水平优势,在国内矿山机械市场上获得了迅猛发展,并占有了一定的市场份额,其竞争力不容小觑;另一方面,国内的矿山机械制造企业也不甘心将大部分利润让给A公司这种销售企业,他们凭借着专业生产制造等技术 北京科技大学研究生课程考试试题 说明:请带铅笔、尺规等绘图工具 一、 请简要回答下列问题:(50分) 1、 请说明: 1) 为什么在优化算法中往往采用数值迭代法而不用解析法? 2) 数值迭代法的基本思想和迭代公式 3) 无约束优化设计的三种迭代终止准则 2、复合形法是否需要用到一维搜索方法?请说明。 3、设分目标函数1()f x 和3()f x 属于费用类指标,2()f x 和4()f x 属于效果类指 标,5()f x 为第三类指标。 1)请分别说明这三类指标的特性。 2)若第一个多目标优化设计问题中同时含有以上费用类和效果类指标,请选用一种统一目标函数法来解决此问题,写出方法的名称和总目标函数的表达式。 3)若第二个多目标优化设计问题中同时含有以上三类指标,则应采取什么方法解决? 4、简述现代优化方法与及经典优化方法的主要区别?说明其优势所在。 5、结合大作业的自选工程题目的具体情况,简述建立优化设计数学模型时,为提高优化设计的质量,保证运行的稳定性,三个基本要素的选择原则。 二、 (50分)已知一个优化设计问题的数学模型为: min. 2212 ()f x x x =+ 2x R ∈ ..s t 112()20g x x x =--≤ 2212()10g x x x =-+≤ 31()0.50g x x =--≤ 1、 请画出此数学模型的目标函数等值线和设计可行域。 2、 简述判断约束优化设计问题最优点K-T 条件,此条件是否为充分必要条 件?若是,请说明理由;若不是,请说明什么情况下可称为充分必要条件。 3、 有两个设计点[](1)0.5,2.5T x =-和(2)1)/2,(5/2T x ??=?? ,试用K-T条件通过计算判断上述两个设计点中哪个为最优点?是否为全局最优点?为什么? 4、 若在此模型的约束条件中再加入一个等式约束:12()20h x x x =-=,请选 用一种惩罚函数法求解此数学模型,说明方法名称,写出本题的新目标函数,并给出两种可用于求解此行目标函数的优化方法,比较其优缺点。 5、 请举出另外两种可以求解本题数学模型的优化方法,并说明其主要特 点。 流程优化的方法 企业进行流程优化时,应该从以下几个维度着眼和思考: 第一,关注客户的需求。企业流程应以客户为导向,关注客户的需求,关注为客户创造的价值。 第二,向标杆企业学习,即关注行业内标杆企业的成绩及做法、管理。例如餐饮企业的毛利水平,标杆企业可以做到每平米年营业额14000元,自己只能做到12000元、11000元,说明自己比较差;老客户重复上门的次数,标杆企业可以达到60%,自己只有30%,也说明自己需要改进。 【案例】 某缝纫机企业流程优化 某缝纫机企业的缝纫机装配线很简单,就是一个传送带将整机送至不同的环节、各个工位,装配工人坐在一个高凳子上进行装配。每个环节的配件都放在工人旁边,但是每个人能够触及的范围是有限的,如果拿不到,就要从凳子上下来去拿,然后 回到凳子上继续工作,企业发现这样工作效率很低。 经过流程设计后,企业决定将坐立式工作改为站立式工作,但是很快遭到了员工的强烈反对,尤其是装配工班组长的反对,这项流程推进被迫暂时搁置。 一次偶然的机会,这家企业去标杆企业参观考察6S建设等项目,装配工班组长也参加了这次参观,员工代表发现标杆企业的员工都是站立式工作,询问标杆企 业的员工时,对方感觉很诧异,回答说:“坐着没法工作,我们从来都是站着工作 的。”这次参观考察结束后,该企业再推行站立式工作就变得非常简单。 由此可见,一些变革受到员工的反对,是因为他们认为这件事情做不到,当他们别人已经实现的时候,他们才会有信心完成。 第三,关注部门间协调不畅的环节。 第四,关注流程中较为棘手的事情。 第五,基于部门的职能。 在具体操作时,有以下十个原则可以帮助企业分析流程的优化点。 一、确定出发点 定义流程的出发点是工作目标,而不是工作本身。企业要在明确目的的基础上考虑流程优化,否则就可能在流程优化过程中偏离目标。 二、剔除内外因素的不增值活动 流程优化应剔除对内部客户和外部客户不增值的活动,加快对内部和外部客户的反应速度。 【案例】 某橡塑企业计划管理流程 某橡塑企业的计划管理流程是:销售部每得到一个订单,就要制定待销售计划,并将销售订单传递至做生产计划的计划室,计划室做好生产计划后传递至做生产作 业计划的生产车间,然后采购部门根据生产作业计划采购物资供应生产。 计划室有3名员工,一位是67岁的计划室分管领导,原来做销售时把身体弄坏了,在计划室养老;一位是销售副总的儿媳妇,30岁、怀孕,原来做人力资源, 现在不能从事出差、重体力活,在计划室养胎;一位是刚毕业一年的年轻小伙儿,原来做人力资源,后调入总经理办公室做秘书,现在计划室缺人,过来临时顶岗。 这三个人在计划室无法开展工作,这一环节在中间不起任何作用,只能浪费时间。 后来,这家企业决定撤销计划室。 表面上看,这个流程逻辑清楚、责任清晰,实际上计划室做生产计划的环节是无效的。该企业撤消计划室,就是剔除内外因素的不增值活动。 《最优化方法》复习题 第一章 引论 一、 判断与填空题 1 )].([arg )(arg m in m ax x f x f n n R x R x -=∈∈ √ 2 {}{}.:)(min :)(max n n R D x x f R D x x f ?∈-=?∈ ? 3 设.:R R D f n →? 若n R x ∈*,对于一切n R x ∈恒有)()(x f x f ≤*,则称*x 为最优化问题 )(min x f D x ∈的全局最优解. ? 4 设.:R R D f n →? 若D x ∈*,存在*x 的某邻域)(*x N ε,使得对一切)(*∈x N x ε恒有)()(x f x f <*,则称*x 为最优化问题)(min x f D x ∈的严格局部最 优解. ? 5 给定一个最优化问题,那么它的最优值是一个定值. √ 6 非空集合n R D ?为凸集当且仅当D 中任意两点连线段上任一点属于D . √ 7 非空集合n R D ?为凸集当且仅当D 中任意有限个点的凸组合仍属于D . √ 8 任意两个凸集的并集为凸集. ? 9 函数R R D f n →?:为凸集D 上的凸函数当且仅当f -为D 上的凹函数. √ 10 设R R D f n →?:为凸集D 上的可微凸函数,D x ∈*. 则对D x ∈?,有).()()()(***-?≤-x x x f x f x f T ? 11 若)(x c 是凹函数,则}0)( {≥∈=x c R x D n 是凸集。 √ 12 设{}k x 为由求解)(min x f D x ∈的算法A 产生的迭代序列,假设算法A 为单调下降算 法,则对{} ,2,1,0∈?k ,恒有 )()(1k k x f x f ≤+ . 流程优化成功推行的五个必备条件 管理咨询公司AMT研究表明,很多企业在导入流程管理方法之后大都停滞在了流程规划或流程梳理阶段。也就是说,公司通过内部项目组或引入外部咨询公司成立联合项目组后,为企业建立了基础的流程制度体系,实现了管理体系从无到有的搭建。然而随着时间的推移,企业内部对流程制度体系的热度在下降,与此同时,公司高层大多期望流程管理能够带来比规范化管理更进一步的价值,比如降低成本、减少流程运行周期、提升客户满意度、提升产品/服务质量等。一方面,流程制度体系的价值很难在短期内显现;另一方面,确保梳理好的流程制度得以有效执行也是一个巨大的难题。所以流程管理责任部门往往会倍感压力。 在AMT出版的《跟我们做流程管理》一书中提到,“流程优化是流程管理生存的根本。”因为流程优化项目通常在一年之内可以完成,快的三个月内可以结束,如果优化项目管理得好,完全可以迅速给公司高层交一份令人满意甚至惊喜的答卷。通过为数不多的流程优化项目产生实实在在的价值,能够坚定全公司对于流程管理的信心,可以迅速将流程优化工作全面推广开来,从而为流程管理体系建设与闭环推动打下良好基础。 然而,在很多已经开展了流程管理的企业中,流程管理部门虽然掌握了流程优化的方法,还是难以成功推动这项工作,无法享受流程优化为企业带来巨大价值的成就感与喜悦,也无法将流程管理工作打开局面。究其原因,就在于开展流程优化工作之前忽略了几项需要考量的前提条件,这样做的结果就好比将房子建在流沙之上。 AMT流程管理专家研究表明:企业要成功推动流程优化工作,需要充分考虑并准备好五个前提条件:流程优化需求、流程优化组织、流程优化人才队伍、流程优化激励机制和流程优化量化评估。 大家普遍的感受是,公司越大,个人的作用/影响就越有限,而通过上述五个条件可以使更多的人(做得好的话,可能是全员)都参与到流程优化工作中。所以,如果能够将这五个条件做足,运用流程优化方法去开展流程优化工作,一定能够象已经蓄势待发的跑车一样,只要一脚油门下去,就可以快速地奔跑起来。 条件1:流程优化需求管理——要有源源不断的需求产生 需求是流程优化之本,需求从哪里来主要有以下几个方面: 来自战略规划将财务维度与客户维度的战略目标分解到流程维度,并确定如何通过流程优化/变革来支撑战略目标的达成,从而将战略落实到运营流程上。通过平衡计分卡战略地图可以有效地找到流程优化的需求或方向,也可以明确哪些是具有战略性的流程,然后将其作为高优先级流程纳入流程优化计划。 2019年云南昆明理工大学最优化理论与方法考研真题 请从以下7题中任选5题作答。多做不加分,按回答的前5题计分。 1、(20分)有一艘货轮的货运舱分前、中、后三个舱位,它们的容积与最大允许载货量如表1所示。现有三种货物待运,已经有关数据如表2所示。 表1 表2 又为了航海安全,前、中、后舱实际载重量大体保持各舱最大允许载重量的比例关系。具体要求:前、后舱分别与中舱之间载重量比例的偏差不超过15%,前、后舱之间不超过10%。问该货轮应该载A,B,C各多少件运费收入才最大?试建立这个问题的线性规划模型,不求解。 2、(20分)某厂生产甲、乙、丙三种产品,分别经过A、B、C三种设备加工。已知生产单位各种产品所需的设备台时、设备的现有加工能力及每件产品的预期利润见表3。 表3 1)求获得利润最大的产品的生产计划; 2)产品甲的利润在多大范围内变化时,原最优计划保持不变; 3)设备C的能力如果为160+m,确定保持最优基不变的m的取值范围; 4)如有一种新产品丁,加工一件需设备A、B、C台时各为2、3、7h,预期每件产品利润为8元,是否值得安排生产? 3、(20分)请论述线性规划原问题和对偶问题的关联性,解释影子价格的经济含义及其与市场价格的关系。 4、(20分)已知某运输问题的产销平衡表、单位运价表及给出的一个最优调运方案分别见表4、表5所示,试确定表5中k的取值范围。 表4 表5 5、(20分)已知有6个村子,相互间道路的距离如图1所示。拟合建一所小学,已知A处有小学生60人,B处有50人,C处有50人,D处30人,E处70人,F处40人。问小学应该建在哪一个村子,使学生上学最方便(走的总路程最短)。 流程优化(Processes Optimization) 什么是流程优化 流程优化是一项策略,通过不断发展、完善、优化业务流程保持企业的竞争优势。在流程的设计和实施过程中,要对流程进行不断的改进,以期取得最佳的效果。对现有工作流程的梳理、完善和改进的过程,称为流程的优化。流程优化不仅仅指做正确的事,还包括如何正确地做这些事。 流程即一系列共同给客户创造价值的相互关联活动的过程,在传统以职能为中心的管理模式下,流程隐蔽在臃肿的组织结构背后,流程运作复杂、效率低下、顾客抱怨等问题层出不穷。整个组织形成了所谓的“圆桶效应”。为了解决企业面对新的环境、在传统以职能为中心的管理模式下产生的问题,必须对业务流程进行重整,从质上反思业务流程,彻底重新设计业务流程,以便在当今衡量绩效的关键(如质量、成本、速度、服务)上取得突破性的改变。 对流程的优化,不论是对流程整体的优化还是对其中部分的改进,如减少环节、改变时序,都是以提高工作质量、提高工作效率、降低成、降低劳动强度、节约能耗、保证安全生产、减少污染等为目的。 流程优化的过程 流程优化要围绕优化对象要达到的目标进行; 在现有的基础上,提出改进后的实施方案,并对其作出评价; 针对评价中发现的问题,再次进行改进,直至满意后开始试行,正式实施。 流程优化的途径 流程优化的主要途径是设备更新、材料替代、环节简化和时序调整。大部分流程可以通过流程改造的方法完成优化过程。对于某些效率低下的流程,也可以完全推翻原有流程,运用重新设计的方法获得流程的优化。 (一)流程改造 在难以采用设备更新和材料替代优化流程时,往往采取以下措施: 1.取消所有不必要的工作环节和内容 有必要取消的工作,自然不必再花时间研究如何改进。某个处理、某道手续,首先要研究是否可以取消,这是改善工作程序、提高工作效率的最高原则。 2.合并必要的工作 科学思维方法论试题及 其答案B TTA standardization office【TTA 5AB- TTAK 08- TTA 2C】 科学思维方法论试题(B卷) 一、单项选择题(本大题共10小题,每小题2分,共20分) (在每小题列出的四个备选项中只有一个是符合题目要求的。错选、多选或未选均无分。) 1.依据两个或两类对象之间存在着某些相同或相似的属性,推出它们还存在其他相同或相似的属性的逻辑方法称为()。 A.归纳 B.比较 C.类比 D.分析 2.控制论思维方法的核心概念是()。 A.控制 B.反馈 C.系统 D.信息 3.演绎结构体系已经成为现代科学理论的主要的和富有成效的理论体系。建立这种科学理论体系的方法主要有公理化方法,逻辑与历史相统一的方法和()。 A.从具体上升到抽象的方法 B.从抽象上升到具体的方法 C.科学推理的方法 D.科学假说的方法。 4.系统论的创立者是()。 A.贝塔朗菲 B.申农 C.维纳 D.钱学森 5.西方科学哲学家中提出关于科学发展的革命模式的思想家是()。 A.波普 B.胡塞尔 C.拉卡托斯 D. 库恩 6.通过考察对象的自然进程来揭示其内在必然性和规律性的方法被称为()。 A.逻辑方法 B.从抽象到具体的方法 C.历史方法 D.逻辑和历史相统一的方法 7. 第一次明确提出逻辑与历史相统一思想的人是()。 A. 马克思 B. 黑格尔 C. 列宁 D. 恩格斯 8.现代思维方式最为基本、最为重要的特征是()。 A.多维性 B.创新性 C.系统性 D.时效性 9.灵感思维的基本环节是()。 A.思维活动→意识下脑生理活动 B.意识下脑生理活动→思维活动 C.思维活动→思维活动 D.思维活动→意识下脑生理活动→思维活动 10.人类理论思维的发展经历着两个阶段,这两个阶段是()。 A.抽象思维和辩证思维 B.观察和实验 C.抽象思维和形象思维 D.形象思维和辩证思维 二、多项选择题(本大题共5小题,每小题2分,共10分)流程优化方法之需求收集
流程再造 VS 流程优化 VS 流程梳理
巴班斯基最优化教学理论
硕士-最优化理论与方法试题-2013
企业流程优化的基本方法
采购流程优化采购流程案例
流程优化项目的心得体会
最优化理论与方法论文(DOC)(新)
流程优化案例[新版]
最优化理论与方法 试题2006
企业管理流程优化方案全解析——最经典管理流程案例分析
优化理论与设计试卷北科大
流程优化的方法
修订过的最优化方法复习题
流程优化成功推行的五个必备条件
2019年云南昆明理工大学最优化理论与方法考研真题
流程优化
科学思维方法论试题及其答案B
相关主题
文本预览