1)注塑机就是在高温、高压与快速的工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全与物的安
全。安全才能促进生产。安全保护与防护装置对注塑机就是很重要的,安全保护与防护装置有机械、电器、液压保护与防护罩。
2)设有的安全保护装置:有熔断器、热继电器与空气开关等电器元件,为保护电器过载,也就就是保护注塑机过载。急
停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯与蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑与注射触膜键,就无预塑与注射动作,(就是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。
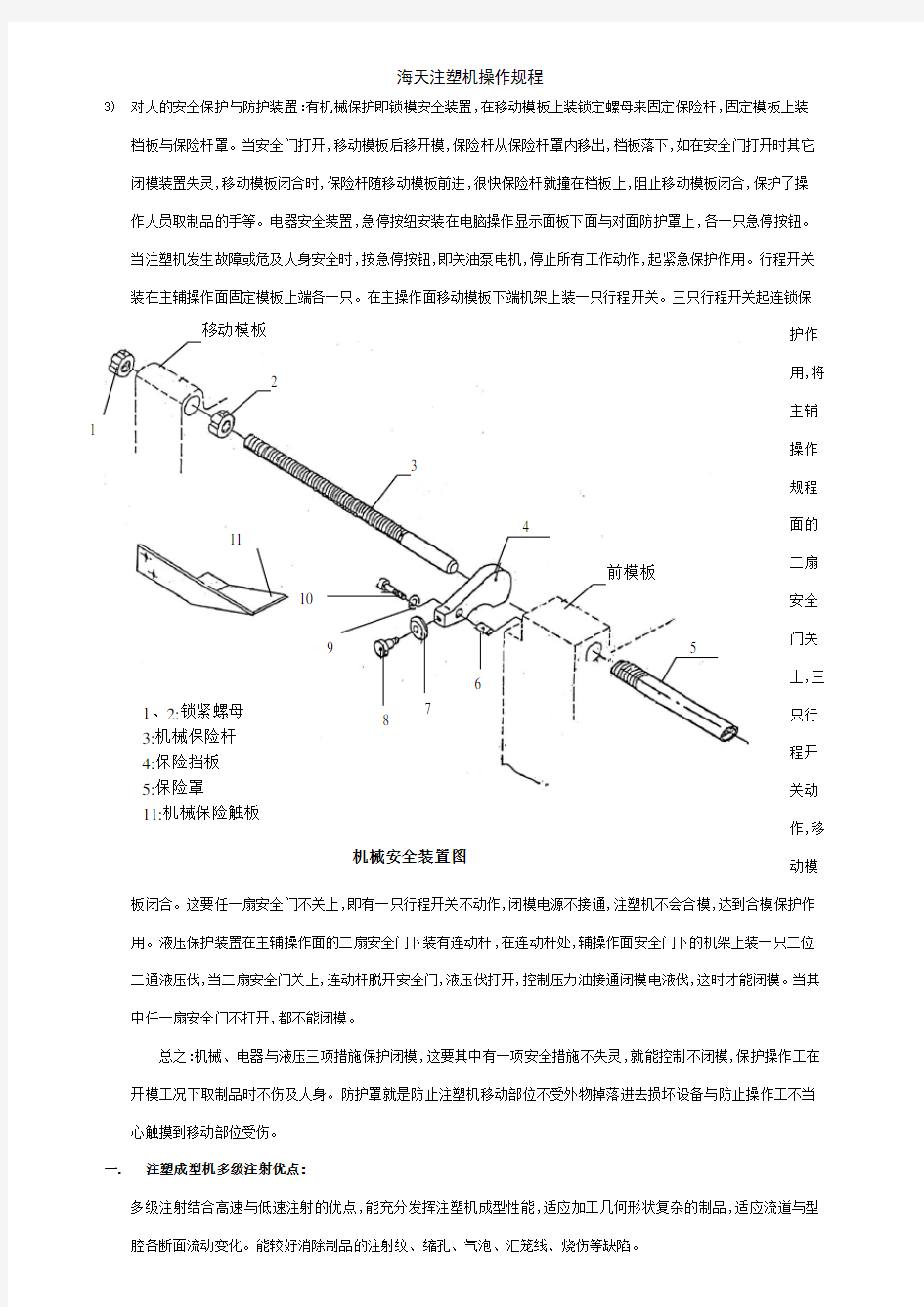
3) 对人的安全保护与防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上装
档板与保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面与对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行程开关起连锁保
护作用,将主辅操作
规程
面的二扇安全门关上,三只行程开关动作,移
动模
板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面的二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下的机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打开,控制压力油接通闭模电液伐,这时才能闭模。当其中任一扇安全门不打开,都不能闭模。
总之:机械、电器与液压三项措施保护闭模,这要其中有一项安全措施不失灵,就能控制不闭模,保护操作工在开模工况下取制品时不伤及人身。防护罩就是防止注塑机移动部位不受外物掉落进去损坏设备与防止操作工不当心触摸到移动部位受伤。 一. 注塑成型机多级注射优点:
多级注射结合高速与低速注射的优点,能充分发挥注塑机成型性能,适应加工几何形状复杂的制品,适应流道与型腔各断面流动变化。能较好消除制品的注射纹、缩孔、气泡、汇笼线、烧伤等缺陷。
5
前模板
4
3
2
移动模板
1
11
10
9
8
7
6
1、2:锁紧螺母 3:机械保险杆 4:保险挡板 5:保险罩 11:机械保险触板
机械安全装置图
1.高速注射优点:①缩短注射时间;②增大流动距离;③提高制品表面光洁度;④提高熔接痕的强度;⑤防止产生冷却
变形。
2.低速注射的优点:①、防止产生溢边;②防止产生流动纹;③防止模具跑气跟不上进料;④防止带进空气;⑤防止产生
分子取向变形。
3.多级注射效果:①缩短注射时间;②减少溢边缺料;③减少流动纹;④减少制品重量误差;⑤减少缩孔;⑥降低锁模力;
⑦减少制品表面光泽不均;⑧减少制品流痕,提高熔接强度;⑨防止制品烧伤;⑩减少弯曲(翘曲)及变形;11提高涂
漆性与电镀牢度。
多级注射成形技术,不应利用调整注射压力来改变所需的注射速度,所以在确定注射压力时稍高一点,从而依改变速度的方法来调节,能较好的较快调节好成型制品。
二. 依据成型制品模具先择注塑机:
1.依据成型制品的投影面积,重量与材质,结合模具的外形尺寸与顶出行程,选择合适的注塑机,在保证制品成型质量
的同时还需考虑到成型制品的经济性。
2.注塑机的主要技术参数:
1)合模力、最大注射量、最大模厚与最小模厚、移模行程、拉杆间距离、顶出行程与顶出压力等。先择适应成型制
品的注塑机的技术要求,可按以下几条分:
2)合模力:制品投影面积乘模具型腔压力≤合模力,P合≥QF型腔压力;
3)最大注射量:制品重量<最大注射量。制品重量=最大注射量*75~85%。
4)注塑机装置模厚:注塑机装模厚度友最大最小值二点间的区间。模具最大厚度注塑机≤最大模厚;模具最小厚度≥
注塑机最小模厚
5)移模行程:模具开模距离=模具厚度+制品高度+顶出距离+取制品空间。即开模具模距离<移模行程。
6)拉杆间距离:就就是安装模具位置;模具长*宽≤拉杆距离
7)顶出行程与压力:制品顶出距离与压力<注塑机顶出行程与压力;
其它:抽芯装置、气辅、干燥、模温机等。
三. 注塑机的操作
注塑机运行特征就是在高温、高速与高压下运行。操作注塑机更要重视安全运行。在开车前要检查注塑机的安全装置,电器装置与机械运动部件完整无损,方可通电开机,也就就是要求操作工遵守我们厂制定的“注塑机操作规程”进行操作。
现介绍宁波海天生产的HTF450B/W3注塑机的开关车过程。HTF450B/W3注塑机的电器,配有PC电脑与显示屏,预塑注射、移模与顶出选用电子标尺,该机比继电器电路的注塑机的电器装置体积小,外触点少不易发生电器故障,操作方便直观,动作控制精度高,易加工工艺复杂的塑料制品。在安全上设有机械、电器与液压三重保护,操作时对人与设备更安全。
(一)操作显示屏
1.液晶显示屏,显示各种设定参数与注塑机运转的实际技术数据,操作比较直观。
2.画面选择键,F1~F8为画面键,以F8可切换三组画面。
3.数字键,有0~9与小数点等12个键组成,结合画面设定注塑机生产制品的工艺参数。
4.方向键与对话、确认、取消键,方向键就是移动游标的位置,“Y”为确认键,“N”为消除键。输入键可储存设定参
数,删除键可将设定值消除为“0”。以便更改设定值。
5. 动作键有26个,手动、半自动、自动、润滑与各种动作的手动键,一般在安装模具或调试模具工艺技术参数时用手
动操作键。
6. 电热开关键、油泵马达键与急停按钮。
7. 电脑操作显示屏图[十] (二) 开车与关车操作
显示屏
画面选择键
英文字码选择键
打印键 输入与删除键
方向键 确认建
动作键
功能键 数字键
数字输入增大键
数字输入减小键
英文字码键
油泵电机键
电热建
急停按钮
取消建
电脑操作显示屏
1. 开车
2.
关机
(三) FB 组画面操作说明:
1. FB1状态显示,显示注塑机各种工况与机器运转的实际技术参数。图[十一] 1. 注塑机工作状态显示,分别显示手动、半自动与全自动三种。
2. 显示注塑机当时工作动作名称。
3. 自动循环完成的楷模总数显示。
4. 注塑机完成一个成型周期总时间显示。
5. 注塑机当时工作的压力、速度与时间的数量现实。
6. 注塑机当时分别动作所在位置的显示值。
7. 注塑机当时射出位置与监控的显示值。
8. 注塑机转换位置为上一模射出监测位置及螺杆转速等。 9.
由此图案表示注塑机料筒通电加温。
1 2 3 4
7 8
14
6
5
9
10
11
12 13
显示温度画面
显示状态画面
开空气开关 按FB7键
通电 按手动键 显示开关模画面、设定压力、流量、时间、位置
冷却加料座 按FB3键
按FB2键 料筒上电热圈通电
设定各区温度
按数字键
按电热键 打开加料座冷却水
显示托模画面设定工艺参数
显示注射预设定工艺参数设定 按FB4键 按FB5键
显示中子画面设定工艺参数 显示射台调模画面、设定工艺参数 按FB6键 油泵电机启动,待马达键灯亮
,油泵工作正常 按马达键 按动作选择键 温度与设定温度相符后保温15分钟生产制品
手动生产制品,待生产
按动作键
三个合格制品后
打开冷却水
冷却油温与模具
按半自动键
关安全门投入正常生产
检查、锁模、顶进退与射台进退,等动作就是否符合要求 检查实际
FB7键
关电热
半自动切换成手动操作 开模取出制品
按手动键 按电热键 压锁模时机松开关模键 油泵马达关 切断电源 按马达键 关空气开关
关掉油温、模温与加料座冷却水 做注塑机保养工作,打扫工作场所。
关冷却水 座台退模具里喷防绣剂
模具闭合,但在闭而不上高 按关模键 按注射座台退键
10. 显示注塑机液压油箱当时的油温。
11. 无显示电动机图案,表示油泵电机没有通电启动。 12. 就绪:为注塑机报警时显示当时故障原因。
13. 状态显示:此栏画面任一指示灯亮即显示屏显示该个画面。 14. 料管温度:显示料筒当时检测的实际温度。 2. FB2开关模画面图[十二]
1. 关模快速功能:设定使用关模快速功能,即关模差动钱工作,加快合模速度,不使用为常规合模速度。
2. 开模行程:动模板移动最大距离。
3. 再循环暂停时间:注塑机完成上一个成型周期倒停到下个成型动作启点之间的时段,为再循环暂停时间。
4. 模板位置:显示动模板当时位置。
5. 显示关模速度的曲线图。
6. 显示开模速度的曲线图。
7. 开模连动:可在开模过程中设定,托模或中子动作。连动位置可设定开模到那时段,托模或中子与开模一起工作。 1) 快速关模,因移动模板在静止状态下启动力较大,需要有一定的压力与流量启动,一般设压力50bar/cm 2
以下,流量
50%左右。
2) 低压关模,因移动模板已启动,阻力小,双曲臂移动有增速作用,移模速度逐步加快,所以用低压慢流量。并可保护模
1 2 3
7
4
5
6
具。一般设压力15 bar/cm 2
,流量25%左右。“移模缸直径140毫米,用15 bar/cm 2
移模压力,此时移模推力为2、3吨。如模具返回杆直径30mm 计4根,作用在返回杆上力为82 bar/cm 2
,作用在模具面上的力更小,因模具受力面积更大。”
3) 高压锁模,当模具快闭合时,双曲臂接近伸直,此时阻力加大,另外模具要受注射压力,即500 bar/cm 2
左右模具型腔
压力,需较高的压力才能闭合紧模具。如模具不锁紧,制品产生飞边。高压锁模压力,一般设在100~120 bar/cm 2
流量设在40%以下。 3. 射出操作
注射操位画面
1. 保压点转换方式:可设位置或时间控制。设位置控制,当注射到每段终止位置即转换到下段,直到注射到最后一段结束注射。设时间控制,在动作时间行处设定注射全程时间,当注射到最后段没有用完设定时间,继续注射直到设定时间到停止注射,转换保压动作。
2. 射出:可设定各段压力、速度与终止位置。
3. 保压:可设定各段压力、速度与保压时间。
4. 保压时压力曲线图。
5. 射出时速度曲线图。
6.
射出量显示,设定射出料位置加射退位置的与为射出量显示。
1) 射出操作选用多级注射,可控制流经模具型腔的各个断面处的线速度保持恒速。有利于加工几何形状复杂的制品,
1 2
3
4
5
6
1
2
3
4
5
减少制品内应力,使制品内应力均匀,防止弯曲及变形,减少表面光泽的不均匀,减少流动纹,防止制品烧伤,提高熔接处的强度,减少制品重量误差等。
2)注射压力、速度位置与时间的调节原则:一般按制品成型几何形状进行分段调节,第四段注射速度不宜过快,否则易
产生飞边。当模具型腔射满料后,这时浇口与制品厚壁处的熔融塑料还没有完全冻结,如不保压,模具型腔失压,没冻结的塑料从模具型腔通过浇口反流回喷嘴,造成制品缩瘪。保压原则:压力设定不低于第四段注射力,流量可设低一点。保压不仅阻止模具型腔内塑料反流,同时还可补充一点塑料,保证成型制品饱满;保压时螺杆移动量不大,所以说保压流量可设小点,为节约能源,保压压力、流量与时间不宜设得过高过大与过长,否则影响制品脱模,特别就是点浇口更容易胀牢在模具流道内,因浇口就是最后冻结,保压压力及后补料始终作用在浇口上。
4.储料
1.射退方式:可选用位置或时间控制,一般选用位置控制。
2.储料:可分别三段设定压力、速度与位置。背压设定,公司现有注塑机均就是调节背压液压阀来实现。
3.射退:可设定射退压力、速度、距离或动作时间。
4.冷却时间:设定区间从保压结束时计时,“包括预塑时间在内”到开模动作时止。
5.储料前冷却时间:设定区间保压结束开始计冷却时间,到储料动作开始止,随后预塑到设定的预塑位置,预塑停止,
接着开模。
1)储料与冷却时间组成储料画面,储料压力一般设在70bar/cm2,流量50%左右。当设定好储料压力,流量、背压与终止
位置,如重新调动背压幅度较大,终止位置必须重新设定。因储料背压高低影响储料密度,背压越高密度越高在同样容积内储存料越多,会影响射出位置。
2)射退就是在预塑结速后将螺杆向后退,使螺杆头前端到喷嘴一段储料容积放大一点,也就将储料背压释放掉,这时
料筒内熔融塑料不会在开模时从喷嘴口流出,否则熔融塑料会从喷嘴口流出来释放储料背压。怎样从喷嘴流出塑料
会流入模具流道内,将严重影响下个制品的成型。如射退移动位置过大,使储料容积放得过大,外界气体就会跑入熔融的塑中,成型制品就有气影与银丝。
3)冷却时间的设定要包含储料时间,所以设定冷却时间要超过储料时间。
5.托模:
托模画面图
1 2 3 4
七、温度设定.................................. 八、自动警报使用说明:........................ 九.模具读取及存储............................. 十、参数...................................... 10-1参数1 ............................................... 10-2参数2 ............................................... 10-3参数3 ............................................... 十一、归零资料画面............................ 十二、版本/日期/时间设定画面............................. 十三、输出入检测...................................... 十四、系统压力检测画面................................... 十五、输出/输入检测分配.................................. 十六、参数表 ............................................ 十八、机械手装设使用说明...................... 附件一: .......................................
一.操作面板使用说明: 1-1.萤幕键盘: 键盘使用注意事项: 如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入。 解决方法:请按删除键,重新输入正确资料。 1-2.资料设定的存储: 一、料栏位输入数字正确,并且满格游标会自动索引到下一个资料栏位。 二、输入资料后按输入键或方向键,选择下一设定栏位。 三、输入完资料后按设定键储存资料,并且回到操作状态画面。 四、更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失。 五、如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完 成。 键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中。
1)注塑机是在高温、高压和快速的工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全和物的安 全。安全才能促进生产。安全保护和防护装置对注塑机是很重要的,安全保护和防护装置有机械、电器、液压保护和防护罩。 2)设有的安全保护装置:有熔断器、热继电器和空气开关等电器元件,为保护电器过载,也就是保护注塑机过载。 急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯和蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。 当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑和注射触膜键,就无预塑和注射动作,(是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。
3) 对人的安全保护和防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上 装档板和保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面和对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行 程开关起连锁保护作用, 将主辅操作规程面的二扇安全门关上,三只 行程 开关动作,移动模板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面的二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下的机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打开,控制压力油接通闭模电液伐,这时才能闭模。当其中任一扇安全门不打开,都不能闭模。 总之:机械、电器和液压三项措施保护闭模,这要其中有一项安全措施不失灵,就能控制不闭模,保护操作工在开模工况下取制品时不伤及人身。防护罩是防止注塑机移动部位不受外物掉落进去损坏设备和防止操作工不当心触摸到移动部位受伤。 5 前模板 4 3 2 移动模板 1 11 10 9 8 7 6 1、2:锁紧螺母 3:机械保险杆 4:保险挡板 5:保险罩 11:机械保险触板 机械安全装置图
海天注塑机操作规程(培训资料) 1) 注塑机是在高温、高压和快速的工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全和物的安全。安全才能促进生产。安全保护和防护装置对注塑机是很重要的,安全保护和防护装置有机械、电器、液压保护和防护罩。 2) 设有的安全保护装置:有熔断器、热继电器和空气开关等电器元件,为保护电器过载,也就是保护注塑机过载。急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯和蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑和注射触膜键,就无预塑和注射动作,(是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。 3) 对人的安全保护和防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上装档板和保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面和对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行
海天注塑机操作规程(培训资料)85301689 1) 注塑机是在高温、高压和快速的工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全和物的安全。安全才能促进生产。安全保护和防护装置对注塑机是很重要的,安全保护和防护装置有机械、电器、液压保护和防护罩。 2) 设有的安全保护装置:有熔断器、热继电器和空气开关等电器元件,为保护电器过载,也就是保护注塑机过载。急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯和蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑和注射触膜键,就无预塑和注射动作,(是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。 3) 对人的安全保护和防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上装档板和保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面和对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行
目录 前言 第一节塑料材料性能 一、塑料三态 二、结晶形塑料 三、分子取向性 四、分子量的分布 五、塑料降解 六、熔融指数 七、常用塑料性能 第二节注塑成型设备 一、注塑机成型工作过程和基本组成 二、注塑机多级注射优点 三、依据成型制品模具选择注塑机 四、注塑机的操作 五、注塑发展分类 第三节模具 一、注塑模具分类 二、注塑模具结构与组成 三、模具设计要点 第四节质量与成型工艺 一、制品缺陷和质量标准 二、成型中共性问题 三、成型工艺对制品质量的影响
前言 塑料加工是种新兴工业,塑料制品具有重量轻,电器性能优异,化学稳定性好、易成型,易切削加工等等特点。并能取代金属、陶瓷、玻璃、竹木等材料。所以得到迅速发展。 塑料加工种类有挤出、吹塑、注射、浇铸、涂复、滚塑和热成型等。我们公司目前塑料制品加工方法有三种类型:注射、挤出和吹塑。就注射加工是一种特殊工种,因注塑制品是属于一次性成型基本无法返修,所以要从塑料原材料、注塑机、模具和成型工艺入手解决制品质量问题。从常识到深入了解注射成型加工,才能成为一名优秀操作工。 因注塑机的安全操作及安全生产要求严格,市劳动局曾有文规定,注塑机操作工需培训持证上岗。所以对初上岗的注塑机操作工需进行岗位培训。通过培训对塑料原材料的介绍,能对公司常用原料性能了解,并能区分原料大类,不至用错料,经工艺调整生产出最佳的制品。通过对注塑机的基本构造介绍,能对注塑机的开合模、注射、传动、控制和安全装置有大概了解,并能知道注塑机主要零部件名称,以便于操作、保养和维护。通过注塑机操作实例,掌握操作方法和正确执行注塑机操作规程,以便于安全操作。通过模具结构介绍,有利于认识模具对制品质量的关系,并利于正确使用和保养模具。通过对注塑机工艺和注塑制品缺陷学习,知道注塑制品质量问题所在和解决方法,能更好执行本公司注塑制品质量标准。 本教材为培训注塑机操作工而编写,属常识性知识,适用于注塑制品的有关人员,因水平有限,编写中有不足之处,请予指正,谢谢!
海天注塑机部分技术参数 项目型号MA2000II/700 MA3800II/2250 MA6000II/4000 外形尺寸(L*W*H)M 5.9x1.43x2.16 7.46x1.84x2.359.56x2.1x2.68油泵马达(KW)18.5 37 55 电热功率(KW)14.3 28.2 42.35 机器重量(T)7.1 15 29 油箱容积(L)290 690 940 空开规格(A)100 150 225 电源进线(平方厘米)25 35 35 总零线(平方厘米)10 10 16 干燥机(KW) 吸料器(KW) 机械人忽略忽略忽略 冷水机可选择独立电源 粉碎机可选择独立电源 传送设备可选择独立电源 气(压缩机)可选择独立电源
项目型号MA9000II/6800 MA10000II/8400 MA12000II/8400 外形尺寸(L*W*H)M11.2x2.42x2.75 12x2.49x2.7512.2x2.7x2.9油泵马达(KW)22+55 37+55 55+37 电热功率(KW)63.75 71.55 71.55 机器重量(T)45 51 60 油箱容积(L)1280 1480 1480 空开规格(A)250 300 300 电源进线(平方厘米)50 95 95 总零线(平方厘米)16 16 16 干燥机(KW) 吸料器(KW) 机械人忽略忽略忽略 冷水机可选择独立电源 粉碎机可选择独立电源 传送设备可选择独立电源 气(压缩机)可选择独立电源
项目型号MA16000II/14600 MA21000II/19300 MA24000II/37000 外形尺寸(L*W*H)M14.5x3.3x5.1 15.9x3.6x5.318.5x3.8x5.5 油泵马达(KW)110+37 110+55 110+55 电热功率(KW)101.35 117.75 194 机器重量(T)107 55 165 油箱容积(L)1940 2240 2240 空开规格(A) 电源进线(平方厘米) 总零线(平方厘米) 干燥机(KW) 吸料器(KW) 机械人忽略忽略忽略 冷水机可选择独立电源 粉碎机可选择独立电源 传送设备可选择独立电源 气(压缩机)可选择独立电源
1)注塑机就是在高温、高压与快速得工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全与物得安 全.安全才能促进生产。安全保护与防护装置对注塑机就是很重要得,安全保护与防护装置有机械、电器、液压保护与防护罩。 2)设有得安全保护装置:有熔断器、热继电器与空气开关等电器元件,为保护电器过载,也就就是保护注塑机过载. 急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯与蜂鸣器,显示屏能显示注塑机当时故障得报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等.例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定得温度范围内,偏高或偏低,此时按预塑与注射触膜键,就无预塑与注射动作,(就是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。
3) 对人得安全保护与防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上装 档板与保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品得手等。电器安全装置,急停按纽安装在电脑操作显示面板下面与对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关.三只行程开关起连锁保 护作用,将主辅操作 规程 面得二扇安全门关上,三只行程开关动作,移 动模 板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面得二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下得机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打开,控制压力油接通闭模电液伐,这时才能闭模。当其中任一扇安全门不打开,都不能闭模。 总之:机械、电器与液压三项措施保护闭模,这要其中有一项安全措施不失灵,就能控制不闭模,保护操作工在开模工况下取制品时不伤及人身.防护罩就是防止注塑机移动部位不受外物掉落进去损坏设备与防止操作工不当心触摸到移动部位受伤. 一. 注塑成型机多级注射优点: 多级注射结合高速与低速注射得优点,能充分发挥注塑机成型性能,适应加工几何形状复杂得制品,适应流道与型腔各断面流动变化。能较好消除制品得注射纹、缩孔、气泡、汇笼线、烧伤等缺陷. 5 前模板 4 3 2 移动模板 1 11 10 9 8 7 6 1、2:锁紧螺母 3:机械保险杆 4:保险挡板 5:保险罩 11:机械保险触板 机械安全装置图
HTF86/TJ 注射装置INJECTION UNIT A B C 螺杆直径Screw Diameter mm 34 36 40 螺杆长径比Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm3131 147 181 注射重量Injection Weight(PS) g 119 134 165 注射压力Injection Pressure Mpa 206 183 149 螺杆转速Screw Speed rpm 0~205 合模装置CLAMPING UNIT 合模力Clamp Tonnage KN 860 移模行程Toggle Stroke mm 310 拉杆内距Space Between Tie Bars mm 360x360 最大模厚Max.Mold Height mm 360 最小模厚Min.Mold Height mm 150 顶出行程Ejector Stroke mm 100 顶出力Ejector Tonnage KN 33 顶出杆根数Ejector Number Piece 5 其它OTHERS 最大油泵压力Max.Pump Pressure MPa 17.5 油泵马达Pump Motor Power kw 7.5 电热功率Heater Power kw 6.2 外形尺寸Machine Dimension(LxWxH) m 4.5x1.25x1.9 重量Machine Weight t 3.45 料斗容积Hopper Capacity kg 25 油箱容积Oil Tank Capacity L 230
工作行为规范系列 注塑机:安全操作规程(标准、完整、实用、可修改)
编号:FS-QG-23136注塑机:安全操作规程 Injection molding machine: safe operating procedures 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。 为要得到合格的塑料制品,保障人身及设备的安全,特制定本规程: 一、注塑机开机前的准备工作 1、上岗生产前按规定穿戴好劳动保护用品。 2、清理设备周围环境,不许存放任何与生产无关的物品。 3、清理工作台及设备内外杂物,用干净棉纱擦拭注射座导轨及合模部分拉杆。 4、检查设备各控制开关、按钮、电器线路、操作手柄、手轮有无损坏或失灵现象。各开关、手柄应在“断”的位置上。 5、检查设备各部安全保护装置是否完好、工作灵敏可靠性。检查试验“紧急停止”是否有效可靠,安全门滑动是否灵活,开关时是否能够触动限位开关。
6、设备上的安全防护装置(如机械锁杆、止动板,各安全防护开关等)不准随便移动,更不许改装或故意使其失去作用。 7、检查各部位螺丝是否拧紧,有无松动,发现零部件异常或有损坏现象,应向领班报告,领班自行处理或通知维修人员处理。 8、检查各冷却水管路,试行通水,查看水流是否通畅,是否堵塞或滴漏。 9、检查料斗内是否有异物,料斗上方不许存放任何物品,料斗盖应盖好,防止灰尘、杂物落入料斗内。 二、注塑机开机 1、合上机床总电源开关,检查设备是否漏电,按设定的工艺温度要求给机筒、模具进行预热,在机筒温度达到工艺温度时必须保温20分钟以上,确保机筒各部位温度均匀。 2、打开油冷却器冷却水阀门,对回油及运水喉进行冷却,点动启动油泵,未发现异常现象,方可正式启动油泵,待荧屏上显示“马达开”后才能运转动作,检查安全门的作用是否正常。
注射装置INJECTION UNIT A B C 螺杆直径Screw Diameter mm 34 36 40 螺杆长径比Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm3131 147 181 注射重量Injection Weight(PS) g 119 134 165 注射压力Injection Pressure Mpa 206 183 149 螺杆转速Screw Speed rpm 0~205 合模装置CLAMPING UNIT 合模力Clamp Tonnage KN 860 移模行程Toggle Stroke mm 310 拉杆内距Space Between Tie Bars mm 360x360 最大模厚Max.Mold Height mm 360 最小模厚Min.Mold Height mm 150 顶出行程Ejector Stroke mm 100 顶出力Ejector Tonnage KN 33 顶出杆根数Ejector Number Piece 5 其它OTHERS 最大油泵压力Max.Pump Pressure MPa 17.5 油泵马达Pump Motor Power kw 7.5 电热功率Heater Power kw 6.2 外形尺寸Machine Dimension(LxWxH) m 4.5x1.25x1.9 重量Machine Weight t 3.45 料斗容积Hopper Capacity kg 25 油箱容积Oil Tank Capacity L 230 海天注塑机参数 HTF86/TJ
1)设有的安全保护装置:有熔断器、热继电器和空气开关等电器元件,为保护电器过载,也就是保护注塑机过载。 急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯和蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。 当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑和注射触膜键,就无预塑和注射动作,(是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。
2) 对人的安全保护和防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上 装档板和保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面和对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护 作用。 行程 开关 装在主辅 操作面固定模板上端各一只。在主 操作 面移 动模板下端机架上装一只行程开关。三只行程开关起连锁保护作用,将主辅操作规程面的二扇安全门关上,三只行程开关动作,移动模板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面的二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下的机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打开,控制压力油接通闭模电液伐,这时才能闭模。当其中任一扇安全门不打开,都不能闭模。 总之:机械、电器和液压三项措施保护闭模,这要其中有一项安全措施不失灵,就能控制不闭模,保护操作 工在开模工况下取制品时不伤及人身。防护罩是防止注塑机移动部位不受外物掉落进去损坏设备和防止操作工不 1、2:锁紧螺母 3:机械保险杆 4:保险挡板 机械安全装置图
SA1600/540注塑机技术参数 参数部分 SA1600/540 A B C 1 螺杆直径mm 40 45 50 2 螺杆长径比L/D 22.5 20 18 3 注射容量cm3 253 320 395 4 注射重量g 230 291 359 5 注射速率g/s 117 148 183 6 塑化能力g/s 13.9 18 21.6 7 注射压力Mpa 215 169 137 8 螺杆转速rpm 0-205 9 锁模力KN 1600 10 移模行程mm 430 11 拉杆内距mm 470×470 12 最大模厚mm 520 13 最小模厚mm 180 14 顶出行程mm 140 15 顶出力KN 33 16 顶出杆根数PC 5 17 最大油泵压力Mpa 16 18 油泵马达功率Kw 15 19 电热功率Kw 9.75 20 外型尺寸M 5.02×1.35×1.96 21 机器重量T 5.3 22 料斗容积Kg 25 23 油箱容积L 350
SA2500/1000U注塑机技术参数 参数部分 SA2500/1000U A B C 1 螺杆直径mm 50 55 60 2 螺杆长径比L/D 22 20 18.3 3 注射容量cm3 471 570 679 4 注射重量g 429 519 618 7 注射压力Mpa 215 178 149 8 螺杆转速rpm 0-225 9 锁模力KN 2500 10 移模行程mm 540 11 拉杆内距mm 580×580 12 最大模厚mm 580 13 最小模厚mm 220 14 顶出行程mm 150 15 顶出力KN 62 16 顶出杆根数PC 9 17 最大油泵压力Mpa 16 18 油泵马达功率Kw 30 19 电热功率Kw 16.65 20 外型尺寸M 6.09×1.67×2.09 21 机器重量T 8.3 22 料斗容积Kg 50 23 油箱容积L 555
一、注塑机生产操作规程 操作者必须明白,认真执行注塑机的生产操作规程生产设备和个人工作安全的需要,是保证注塑机成型制品质量的必要手段。执行操作中的各项程序要求,就是对生产设备的最好维护保养。所以,操作工在上岗之前就应牢记注塑机的生产操作程序内容,工作中必须认真执行操作规程中规定的各项程序和要求条件。 1、生产前的准备工作 ①清理生产设备四周环境,不允许存放任何与生产无关的物品。 ②生产设备要进行一次清洁卫生工作,各部位不应有油污及污物。注塑机的合模部位拉杆和注射座滑动导轨一定要清洁如新,然后涂一层润滑油。 ③生产使用工具清洁卫生,摆放整齐。 ④检查各部位的安全保护装置是否完好。检查试验紧急停车时,各种安全防护报警装置是否能准确正常工作。安全门应左右滑动灵活,开与关的停留位置应与限位开关正确接触等。 ⑤检查各部位螺钉、螺母是否有松动,应确保各连接零件间的牢固结合。 ⑥检查各控制开关、按钮及手柄等有无损坏,操作应灵活,各开关应在“断开”位置。 ⑦检查各电路连线和接地线有无松动现象。 ⑧检查液压传动系统中油箱内的油量,液面应在油标显示高位处;检查液压油质量,应清理无杂质污物、无水分;清扫油箱上液压油过滤网和油箱通风过滤网。 ⑨开动油泵电机,验证其旋转方向是否正确,油路管线是否通畅,油路中各仪表能否正确工作,有无导师常噪声、异味及油管路是否有渗漏油处等。 ⑩各润滑部位补充加注润滑油(脂)。 ⑾检查冷却水管路,查看水流是否通畅,水压应在0.2-0.4Mpa之间。 ⑿核实生产用料名称、牌号是否与工艺要求相符;螺杆结构和喷嘴结构形式是否符合原料的塑化和注射工艺条件要求。 ⒀螺杆核实后安装,然后进行试运转,检查电流是否有额定值内,运转声间有无异常。 ⒁检查生产用原料质量,检测原料含水量,如超过含湿要求,应先对原料进行干燥处理。 ⒂检查料斗内是否清洁,不允许有任何异物,料斗上不允许放任何物品。 ⒃清洗模板固定模具用工作面。按要求安装固定成型制品用模具。模具安装前要清洗干净,检查衬套口直径与模板定位孔直径尺寸相符后才能进行模具装配。 ⒄预调锁模力,试验合模保险装置 ⒅检测喷嘴顶圆弧尺寸与模具进料口处的衬套口圆弧尺寸是否相符,试验两零件接触处是否严密吻合。 2、投料生产 ①机筒、喷嘴和成型模具加热升温。按原料注射成型制品工艺条件要求设定各部位温度。加热温度达到设定值时恒温1h,以确保各部位温度均匀。 ②用水银温度计实测要筒温度,校正控制面板上仪表显示浊度与水银温度计实测量度误差(此项工作一般在设备检修后进行检测)。 ③启动液压工作用油泵,检查液压油工作循环流动情况及液压工作系统油压是否符合要求,必要时适当调整。 ④把注塑机的操作方式调至手动位置。 ⑤低速启动驱动螺杆旋转工作电动机,如电流正常、无异常声响,开始少而均匀地为机筒加料(边加料边观察主电机的电流变化,出现异常应立即停机),直至塑化熔融料挤出。 ⑥手动操作对空注射熔料,检查塑化熔料质量,酌情适当调整螺杆背压,再进行反复射进-加料多次,直至原料塑化均匀,熔料光泽、柔软无硬结块为准。 ⑦合模。
1)注塑机就是在高温、高压与快速的工况下工作,所以安全生产很重要,安全生产包括人身安全、设备安全与物的安 全。安全才能促进生产。安全保护与防护装置对注塑机就是很重要的,安全保护与防护装置有机械、电器、液压保护与防护罩。 2)设有的安全保护装置:有熔断器、热继电器与空气开关等电器元件,为保护电器过载,也就就是保护注塑机过载。急 停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯与蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,通过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑与注射触膜键,就无预塑与注射动作,(就是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。
3) 对人的安全保护与防护装置:有机械保护即锁模安全装置,在移动模板上装锁定螺母来固定保险杆,固定模板上装 档板与保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板前进,很快保险杆就撞在档板上,阻止移动模板闭合,保护了操作人员取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面与对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行程开关起连锁保 护作用,将主辅操作 规程 面的二扇安全门关上,三只行程开关动作,移 动模 板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面的二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下的机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打开,控制压力油接通闭模电液伐,这时才能闭模。当其中任一扇安全门不打开,都不能闭模。 总之:机械、电器与液压三项措施保护闭模,这要其中有一项安全措施不失灵,就能控制不闭模,保护操作工在开模工况下取制品时不伤及人身。防护罩就是防止注塑机移动部位不受外物掉落进去损坏设备与防止操作工不当心触摸到移动部位受伤。 一. 注塑成型机多级注射优点: 多级注射结合高速与低速注射的优点,能充分发挥注塑机成型性能,适应加工几何形状复杂的制品,适应流道与型腔各断面流动变化。能较好消除制品的注射纹、缩孔、气泡、汇笼线、烧伤等缺陷。 5 前模板 4 3 2 移动模板 1 11 10 9 8 7 6 1、2:锁紧螺母 3:机械保险杆 4:保险挡板 5:保险罩 11:机械保险触板 机械安全装置图
注塑机共操作规程 为要得到合格的塑料制品,保障人身及设备的安全,特制定本规程: 一、注塑机开机前的准备工作 1、上岗生产前穿戴好车间规定的安全防护服装。 2、清理设备周围环境,不许存放任何与生产无关的物品。 3、清理工作台及设备内外杂物,用干净棉纱擦拭注射座导轨及合模部分拉杆。 4、检查设备各控制开关、按钮、电器线路、操作手柄、手轮有无损坏或失灵现象。各开关、手柄应在“断”的位置上。 5、检查设备各部安全保护装置是否完好、工作灵敏可靠性。检查试验“紧急停止”是否有效可靠,安全门滑动是否灵活,开关时是否能够触动限位开关。 6、设备上的安全防护装置(如机械锁杆、止动板,各安全防护开关等)不准随便移动,更不许改装或故意使其失去作用。 7、检查各部位螺丝是否拧紧,有无松动,发现零部件异常或有损坏现象,应向领班报告,领班自行处理或通知维修人员处理。 8、检查各冷却水管路,试行通水,查看水流是否通畅,是否堵塞或滴漏。 9、检查料斗内是否有异物,料斗上方不许存放任何物品,料斗盖应盖好,防止灰尘、杂物落入料斗内。 二、注塑机开机 1、合上机床总电源开关,检查设备是否漏电,按设定的工艺温度要求给机筒、模具进行预热,在机筒温度达到工艺温度时必须保温20分钟以上,确保机筒各部位温度均匀。 2、打开油冷却器冷却水阀门,对回油及运水喉进行冷却,点动启动油泵,未发现异常现象,方可正式启动油泵,待荧屏上显示“马达开”后才能运转动作,检查安全门的作用是否正常。 3、手动启动螺杆转动,查看螺杆转动声响有无异常及卡死。 4、操作工必须使用安全门,如安全门行程开关失灵时不准开机,严禁不使用安全门(罩)操作。 5、运转设备的电器、液压及转动部分的各种盖板,防护罩等要盖好,固定好。 6、非当班操作者,未经允许任何人都不准按动各按钮、手柄,不许两人或两人以上同时操作同一台注塑机。 7、安放模具、嵌件时要稳准可靠,合模过程中发现异常应立即停车,通知相关人员排除故障。
海天注塑机操作规程培训资料
1)注塑机是在高温、高压和快速的工况下工作,因此安全生产很重要,安 全生产包括人身安全、设备安全和物的安全。安全才能促进生产。安全保护和防护装置对注塑机是很重要的,安全保护和防护装置有机械、电器、液压保护和防护罩。 2)设有的安全保护装置:有熔断器、热继电器和空气开关等电器元件,为 保护电器过载,也就是保护注塑机过载。急停按钮,当注塑机发生故障或涉及人生安全时,按急停铵钮,注塑机立即停机。报警装置:有报警灯和蜂鸣器,显示屏能显示注塑机当时故障的报警内容。如料温偏差,油温偏差,全程未按时完成,托模进退没有到终位,储料未定时完成,润滑检出失败等等。例显示屏显示射出监控失败,报警灯闪烁,蜂鸣器响,这时必须将半自动转换到手动,报警停止等待排除故障,排除故障后转换到半自动即投入正常生产。射出监控失败,就是注射不到位,造成原因有储料量过多,料温或模温过低,注射压力低或速度慢,喷嘴头堵塞等原因,经过分析即能排除故障。当开冷车时,在手动工况下如实际料温不在设定的温度范围内,偏高或偏低,此时按预塑和注射触膜键,就无预塑和注射动作,(是有注塑机电脑内已设定保护参数起作用)防止开冷车或喷料。 3)对人的安全保护和防护装置:有机械保护即锁模安全装置,在移动模板 上装锁定螺母来固定保险杆,固定模板上装档板和保险杆罩。当安全门打开,移动模板后移开模,保险杆从保险杆罩内移出,档板落下,如在安全门打开时其它闭模装置失灵,移动模板闭合时,保险杆随移动模板
取制品的手等。电器安全装置,急停按纽安装在电脑操作显示面板下面和对面防护罩上,各一只急停按钮。当注塑机发生故障或危及人身安全时,按急停按钮,即关油泵电机,停止所有工作动作,起紧急保护作用。行程开关装在主辅操作面固定模板上端各一只。在主操作面移动模板下端机架上装一只行程开关。三只行程开关起连锁保护作用,将主辅操作规程面的二扇安全门关上,三只行程开关动作,移动模板闭合。这要任一扇安全门不关上,即有一只行程开关不动作,闭模电源不接通,注塑机不会合模,达到合模保护作用。液压保护装置在主辅操作面的二扇安全门下装有连动杆,在连动杆处,辅操作面安全门下的机架上装一只二位二通液压伐,当二扇安全门关上,连动杆脱开安全门,液压伐打
我的CAD资料里面的参数比这个多些HTF86/TJ
HTF120J/TJ 注射装置INJECTION UNIT A B C 螺杆直径Screw Diameter mm364045螺杆长径比Screw L/D Ratio L/D20 理论容量Shot Size(Theoretical)cm3173214270注射重量Injection Weight(PS)g157195246注射压力Injection Pressure Mpa197160126螺杆转速Screw Speed rpm0~195 合模装置CLAMPING UNIT 合模力Clamp Tonnage KN1200 移模行程Toggle Stroke mm350 拉杆内距Space Between Tie Bars mm410x410 最大模厚 Height mm430 最小模厚 Height mm150 顶出行程Ejector Stroke mm120 顶出力Ejector Tonnage KN33 顶出杆根数Ejector Number Piece5其它OTHERS 最大油泵压力 Pressure MPa16 油泵马达Pump Motor Power kw11
电热功率Heater Power kw 外形尺寸Machine Dimension(LxWxH)m 重量Machine Weight t 料斗容积Hopper Capacity kg25 油箱容积Oil Tank Capacity L240 HTF160J/TJ 注射装置INJECTION UNIT A B C 螺杆直径Screw Diameter mm404548螺杆长径比Screw L/D Ratio L/D20 理论容量Shot Size(Theoretical)cm3253320364注射重量Injection Weight(PS)g230291331注射压力Injection Pressure Mpa202159140螺杆转速Screw Speed rpm0~175 合模装置CLAMPING UNIT 合模力Clamp Tonnage KN1600 移模行程Toggle Stroke mm420 拉杆内距Space Between Tie Bars mm455x455 最大模厚 Height mm500 最小模厚 Height mm180 顶出行程Ejector Stroke mm140
电脑全自动塑料注射成型机 操作说明书 型号: TT-160B (配弘讯A62I5Color电脑) 中国北方工业集团总公司 北京泰坦塑料机械有限公司 地址:北京市通县半壁店街北口一号 电话:0, 传真:0香港泰坦塑料机械有限公司 地址:香港荃湾白田霸街5-21号,嘉力工业中心,A座16楼24室 电话:05 传真:01
BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)2 言 前 感谢阁下使用泰坦注塑机! 泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺 过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速 冷却后形成塑料制品。 泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公 司的生产要求。 为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提 供非常详细的技术资料。 贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。 祝阁下生意兴隆! 出厂编号: 出厂日期:2007年5月
BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)3 目录 1安全性说 明 .................................................................... (1) 不安全的因 素........................................................................ (1) 安全规 则........................................................................ (1) 本机所具备的安全设 施........................................................................ (2) 警告标志说 明........................................................................ (2) 2技术参 数 .................................................................... (3) 代号说 明........................................................................ (3) 动力及其它部 分........................................................................ (3) 锁模部 分........................................................................ (3) 射台部 分........................................................................ (3) 3机器的安 装 .................................................................... (4) 机器的起 吊........................................................................ (4) 机器的安装地基 图........................................................................ (4) 校水平及机身清 理........................................................................ (5)