VC轧机板形控制技术的发展
本文详细阐述了VC轧机的结构原理和设计特点,并分析了该轧辊系统板形控制的基本原理。
标签:VC轧机结构特点板形控制
随着国内外冶金工业的发展,在我国的板带材生产中已经广泛应用四辊板带轧机,为了最大限度地提高轧制成材率,一方面采用合理的轧制工艺,通过将轧机工作辊、支承辊与原始磨削辊型进行配合;另一方面轧机还应具备一定的辊型调整手段。由于工作辊面所形成的有载辊缝形状决定了实际轧件的截面形状,而这又受到轧制时轧制力、轧辊配置、弯辊力等因素的影響和制约。因此,在板带轧制中如何根据产品的平直度原则进行四辊板带轧机的辊型的辊型设计及辊型调整越发重要。
1 冷轧板形缺陷与控制
所谓板形,就是轧制后带材所产生的波浪和瓢曲。实际上就是指板带材的翘曲程度。由于各种因素的影响,带材在辊缝中的纵向延伸方向往往是不均匀的。通过对板形进行检测进而实现板形自动控制,只有连续不断地、准确地将板形状况及时地反馈给控制系统,板形控制系统才能以此为依据向执行机构发出正确的调节指令,实现板形闭环自动控制。
2 控制板形问题的基本方法
2.1 HC轧机
在普通四辊冷轧机的基础上对HC轧机进行处理,通过在工作辊和支承辊之间设置可以进行轴向移动的中间辊,采用更小的直径的工作辊。主要特点是:①中间辊的位置可根据板宽调整,可以减小工作辊的弯曲挠度和工作辊与支撑辊的弹性压扁,因此可以显著地减小带钢边缘减薄现象;②中间辊的轴向移动在一定程度上减小了工作辊与支承辊的有害接触区,使有害接触区不再阻碍液压弯辊,液压弯辊的板形控制功能得到明显改善;③采用了较小的工作辊直径,减小了轧制力和轧制力矩。
2.2 CVC轧机
CVC轧制采用S型轧辊,上下轧辊的辊型相反布置,调节轧辊的轴向位置可以获得不同的辊缝形状,以满足轧制带钢的板凸度和板形要求。CVC轧机的特点主要表现在:①多组原始辊型不同的轧辊可以通过一组S型曲线轧辊进行代替,在一定程度上减少了轧辊的备用数量;②通过调整无级辊缝进而适应不同产品规格的变化;③辊缝调节范围大。
轧机厚度自动控制系统设计 摘要:随着社会经济的发展,对板带产品的质量和精度要求越来越高。厚度精度就是板带产品的重要质量指标之一。本文针对轧机AGC技术的现状,以及轧机厚差产生的原因进行了分析。在此基础上,对轧机AGC进行分析,以APC为主要研究对象,选用PLC作为系统的控制器,将位移传感器测得的位移量经A/D转换送给PLC来控制步进电机,从而控制阀,通过轧制力来改变辊缝厚度实现轧机厚度控制。 1 引言 轧机又称轧钢机,轧钢机就是在旋转的轧辊之间对钢件进行轧制的机械,轧钢机一般包括主要设备(主机)和辅助设备(辅机)两大部分。轧钢机按轧辊的数目分为二辊,三辊式,四辊式和多辊式,轧钢机通常简称为轧机。 板带厚度精度是板带材的两大质量指标之一,板带厚度控制是板带轧制领域里的两大关键技术之一。带钢纵向厚度不均是影响产品质量的一大障碍,因此,轧机的一项重要课题就是带钢厚度的自动控制。厚度自动控制系统是通过测厚仪或传感器对带材实际轧出厚度连续进行测量,并根据实测值与给定值比较后的偏差信号,借助于控制回路或计算机的功能程序,改变压下装置、张力或轧制速度,把带材出口厚度控制在允许的偏差范围内。实现厚度自动控制的系统称为“AGC"。 我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的板带厚度控制和板形控制。板带厚度精度关系到
金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,AGC系统必须具有高精度的压下调节系统及控制系统的支持。 而对于轧机来说产生厚差的原因大致可分为三大类: (1)轧机方面的原因:轧辊热膨胀和磨损、轧辊弯曲、轧辊偏心和支撑辊轴承油膜厚度等都会产生厚度波动。它们都是在液压阀位置不变的情况下,使实际辊缝发生变化,从而导致轧出的带钢厚度产生波动。 (2)轧件方面的原因:厚度偏差会直接受到坯料尺寸变化的影响。它包括来料宽度不均和来料厚度不均的影响。 (3)轧制工艺方面的原因:轧制时前后张力的变化、轧制速度的变化等。 2 系统总体设计 厚度自动控制AGC (Automatic Gauge Control)是指钢板轧机在轧制过程中通过动态微调使钢板纵向厚度均匀的一种控制手段。厚度自动控制系统是通过测厚仪或传感器对带材实际轧出厚度连续进行测量,并根据实测值与给定值比较后的偏差信号,借助于控制回路或计算机的功能程序,改变压下装置、张力或轧制速度,把带材出口厚度控制在允许的偏差范围内。 AGC系统一般包括有: 1)压下位置闭环:为了轧出给定厚度的轧件,首先必须在轧件进入辊缝之前,准确地设定空载辊缝。其次,在轧制过程中,为了使轧后的轧件厚度均匀一致,还必须随着轧制条件的变化及时的调整空
冷轧产品板型控制技术浅析 文中就冷轧产品板型控制技术,分析了影响带钢板型的主要因素,提出了冷轧板型控制的主要方法,并对轧制过程中板型控制进行了讨论。 关健词:冷轧;板型控制 板型是冷轧产品质量的重要评价指标。近年来,用户对产品不断提出新的要求,饱和的钢材市场更加促使了各大钢厂对产品质量的重视。在冷轧板生产过程中,板型控制是提高和稳定产品质量的重要途径,是带钢平直度、凸度等指标的决定性因素。 1 影响板型的主要因素 1.1 原材料 来料为热轧卷,其主要缺陷多为带钢边部波浪和镰刀弯。无论是边浪还是镰刀弯,经过冷轧工艺成型后,均会影响后续产品质量。 1.2 轧制壓下量 压下量的均匀程度直接影响到带钢经轧制后沿纵向延伸量的均匀程度,若带钢中部压下量高于两边部,就会在产品中部生成鼓浪,当两边部压下量高于中部时,又会在带钢两边部产生边浪。 1.3 轧辊变形量 在较高的轧制力作用下,轧辊会产生径向弹性变形,同时由于轧制过程产生的摩擦热和变形热,使得轧辊产生热变形,这两种变形量均会使得辊缝不匀,造成产品横向厚度分成不匀。此外,轧辊本身质量问题(如辊面压痕、软点等)、轧辊磨损不匀等也会影响产品板型。 1.4 压扁量与金属横流动因素 在轧制过程中,带钢两边部金属比中部更容易产生横向流动,使轧辊与边部带钢压扁量及带钢边部轧制力明显减小,增加了两边部的减薄量。因此,部分带钢的边部厚度会实然变薄,即边部减薄现象。为保产品质量,这种现象会使得切边量增加,成才率降低。 2 板型控制的主要方法 之前,人们只重视冷轧产品板型在冷轧过程中的控制,主要包括轧制过程中轧辊磨损、设备的弹性变形、轧辊的轴向位移、乳化液辅助轧制效果、热凸度等
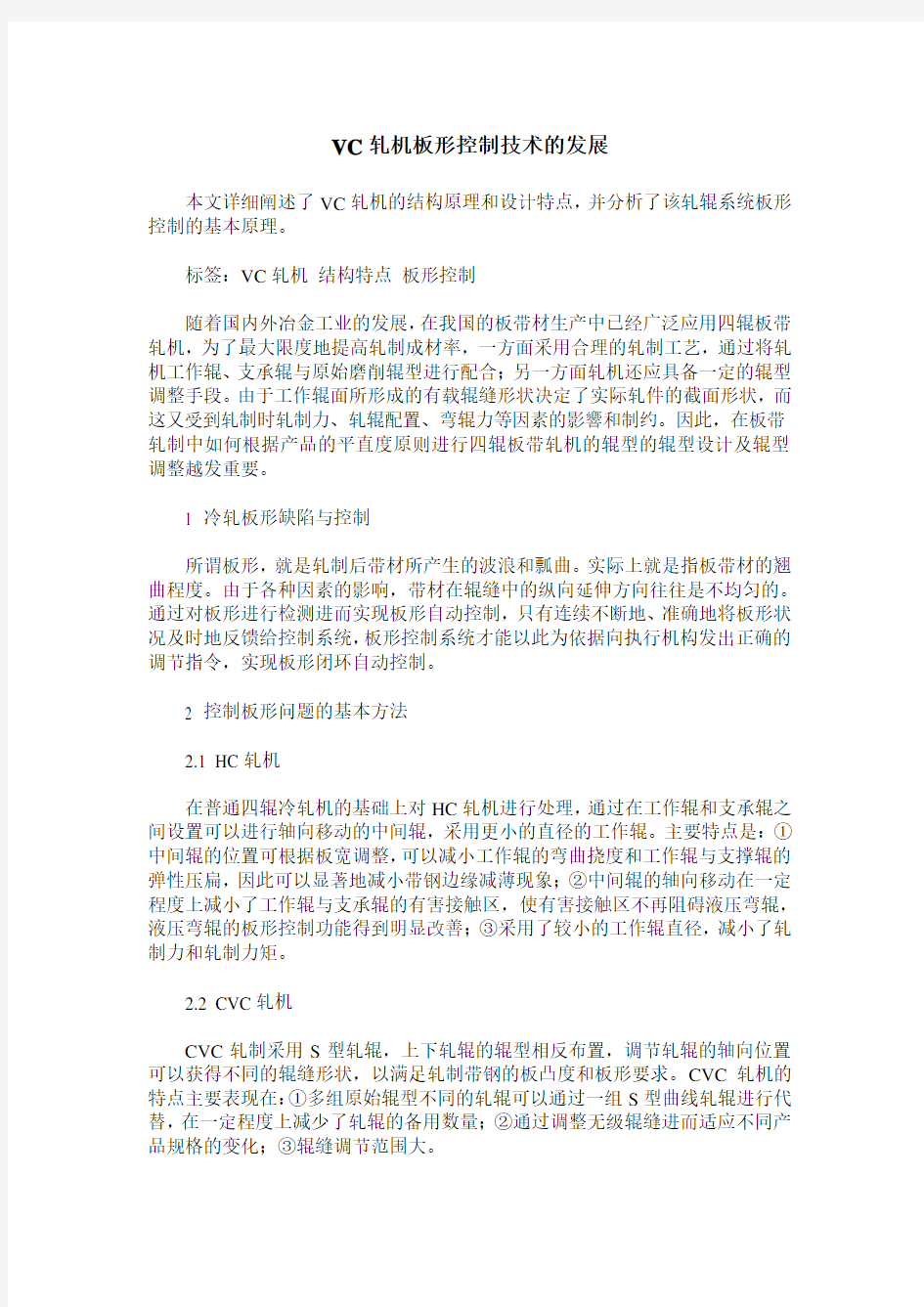
VC轧机板形控制技术的发展 本文详细阐述了VC轧机的结构原理和设计特点,并分析了该轧辊系统板形控制的基本原理。 标签:VC轧机结构特点板形控制 随着国内外冶金工业的发展,在我国的板带材生产中已经广泛应用四辊板带轧机,为了最大限度地提高轧制成材率,一方面采用合理的轧制工艺,通过将轧机工作辊、支承辊与原始磨削辊型进行配合;另一方面轧机还应具备一定的辊型调整手段。由于工作辊面所形成的有载辊缝形状决定了实际轧件的截面形状,而这又受到轧制时轧制力、轧辊配置、弯辊力等因素的影響和制约。因此,在板带轧制中如何根据产品的平直度原则进行四辊板带轧机的辊型的辊型设计及辊型调整越发重要。 1 冷轧板形缺陷与控制 所谓板形,就是轧制后带材所产生的波浪和瓢曲。实际上就是指板带材的翘曲程度。由于各种因素的影响,带材在辊缝中的纵向延伸方向往往是不均匀的。通过对板形进行检测进而实现板形自动控制,只有连续不断地、准确地将板形状况及时地反馈给控制系统,板形控制系统才能以此为依据向执行机构发出正确的调节指令,实现板形闭环自动控制。 2 控制板形问题的基本方法 2.1 HC轧机 在普通四辊冷轧机的基础上对HC轧机进行处理,通过在工作辊和支承辊之间设置可以进行轴向移动的中间辊,采用更小的直径的工作辊。主要特点是:①中间辊的位置可根据板宽调整,可以减小工作辊的弯曲挠度和工作辊与支撑辊的弹性压扁,因此可以显著地减小带钢边缘减薄现象;②中间辊的轴向移动在一定程度上减小了工作辊与支承辊的有害接触区,使有害接触区不再阻碍液压弯辊,液压弯辊的板形控制功能得到明显改善;③采用了较小的工作辊直径,减小了轧制力和轧制力矩。 2.2 CVC轧机 CVC轧制采用S型轧辊,上下轧辊的辊型相反布置,调节轧辊的轴向位置可以获得不同的辊缝形状,以满足轧制带钢的板凸度和板形要求。CVC轧机的特点主要表现在:①多组原始辊型不同的轧辊可以通过一组S型曲线轧辊进行代替,在一定程度上减少了轧辊的备用数量;②通过调整无级辊缝进而适应不同产品规格的变化;③辊缝调节范围大。
板形控制技术发展 板形控制技术在不同的发展阶段,各国先后开发出了许多先进的控制手段和相关的轧机形式。其中具有重要意义的控制技术和先进轧机小结如下: (1) 垂直平面(VP)工作辊弯辊系统 垂直平面(Vertical Panel)弯辊系统是最早的轧机控制带材板形的重要而有效的手段之一,包括单缸工作辊正弯,双缸工作辊正弯,单缸工作辊负弯,以及支撑辊正弯。到目前为止,垂直平面弯辊系统仍然是板形调整的重要技术之一。广泛应用于各类轧机中[21]。 (2) 连续可变凸度(CVC)系统 基于连续可变凸度(Continuously Variable Crown)系统的CVC轧机主要是由两个可移动的瓶形辊身组成。瓶形辊的辊径差和普通辊的凸度值大小相似,安装相反,互补成对称辊缝,辊缝略微呈S形。通过特殊S形工作辊的轴向窜动,来达到连续变化空辊缝正、负凸度(等效于工作辊正、负凸度)的目的。缺点是辊型复杂,磨削精度高而且困难,辊型互换性差,辊耗增加,轧辊接触压力大。在一个轧制单位过程中,如工作辊出现较大的磨损和变形,则将影响其调控性能偏离设定的要求,并且由于工作辊与支撑辊之间接触压力的分布呈S形,使磨损后的支撑辊也成S形,如不及时换辊,将影响其设定的调控性能,为此,CVC支撑辊需采用较短的换辊周期[22]。但由于CVC轧机控制板凸度的能力极强,操作方便且易改造,所以发展较快,世界各国普遍采用。我国宝钢在2050热连轧精轧机组七个机架上均采用了此项技术[23]。 (3) HC控制轧机 HC(High Crown)轧机是为了克服阶梯支撑辊不能随板宽变化而改变其支撑辊与工作辊接触长度的缺点以及提高工作辊弯辊效果而开发的。HC轧机是中间辊横移的六辊轧机,通过中间辊的相反方向横移来改变中间辊与工作辊的接触长度,以适应其板宽的变化。HC轧机具有工作辊直径小、板形控制稳定、改善边部减薄、同宽度轧制数量多以及可实现自由程序轧制的优点。但HC轧机也具有结构复杂、机架高、设备投资大、轧辊易剥离、操作维修难的缺点。尽管这样,HC轧机仍旧属于高精度板形,板凸度控制的轧机,不失为具有划时代意义的新型轧机。所以HC轧机发展迅速,世界各国均广泛采用。我国也研制成功了HC冷轧机[23]。
板形控制作业实现板形控制的主要方法及原理 李艳威机电研一班s2*******
实现板形控制的主要方法及原理 李艳威1, (1. 太原科技大学研1201班太原) 摘要:介绍了六种类型的实现板形控制方法,包括热轧过程中对板形的控制;采用液压AGC系统控制板厚及板形;通过轧辊有载辊缝的控制,进行板形控制;通过选择机型实现板形控制;采用板形控制新技术以及控制策略和控制系统的结构对板形控制的影响。每个类型的方法中列举了具体实现的技术,并简要介绍了该技术的基本原理。 关键词:板形控制方法原理 The Method of Achieving Plate-shaped Control and Principle LI Yanwei1 (1. Taiyuan University Of Science And Technology,The graduate class of 1201,Taiyuan) Abstract:Introduced six types of shape control method , Including the plate-shaped control in the hot rolling process;Adopt Hydraulic AGC System to control the shape of plate;Through the roll-load roll gap control the shape of plate;By selecting models to achieve plate-shaped control;Adopt new technologies plate-shaped control. Listed for each type of method to achieve technical, and briefly describes the basic principles of the technology. Keyword: plate-shaped control method principles 0 前言 为了说明金属纵向变形不均的程度,引入了板形(Shape)这个概念。板形是板带的重要指标,包括板带的平直度、横截面凸度(板凸度)、边部减薄三项内容。直观说来,所谓板形是指板材的翘曲程度;就其实质而言,是指带钢内部残余应力的分布。作为带材重要的质量指标之一,板形已越来越受到生产厂商与用户的重视,其好坏直接影响到带材对市场的占有率。下面介绍几种常见的板形控制技术及其简单原理。 热轧过程中带钢的板形及带钢性能在 宽度方向上和轧制方向上的控制、酸洗的拉矫过程、冷轧过程的板形控制、连续退火时温度和张力的控制、乎整机的板形控制及涂层前的拉矫等构成了一个全过程的复杂的 冷轧板形控制系统.在这个系统中,前一个工序的出口板形影响后一个工序的板形.所以,带钢的最终板形不可能单独由系统中的某一个工序或某一设备所决定,而由整个系统决定。 1 热轧过程中对板形的控制 热轧过程中,根据钢种不同,设定热轧目标终轧温度.必要时还要提高钢坯的出炉温度,确保热轧带钢的边部终轧温度控制晶粒均匀成长,尽量消除硬度沟的影响,为冷轧提供较为合适的板形.尤其是热轧后部设立平整机,通过在热状态下,平整机的拉伸矫平,消化板形缺陷。 2 采用液压AGC系统 为了实现轧件的自动测厚控制(简称AGC),使得纵向板形得以实现平直度,在现代板带轧机上一般装有液压压下装置.采用液压压下的自动厚度控制系统,通常称为液压AGC.AGC系统包括:(1)测厚部分,
板形自动控制系统 1板形 1.1板形 板形是板带的重要质量指标,主要包括板带的平直度,横截面凸度(板凸度)、和边部减薄量三项内容。 1.1.1板形平直度是指板带纵向形状平直度,即板带纵向有无波浪形。其实质是板带内部产生了不均匀的残余应力。例如:我们在生产过程中常见的边波,主要是由于在轧制过程中板带纵向延伸量的不均匀造成的。当板带两边压下量大于中部时,板带两边延伸量较大,就产生了边波,如图1.1。我们在生产过程中当边波出现,通常采用用加大张力的方法来消除边波。冷轧带钢平直设备设计指标如表1.1。 图1.1 表1.1冷轧带钢平直度设备设计指标。 带钢厚度范围(mm)带钢宽度(mm)1000~1500 0.2~0.6 9Unit 0.5~1.0 8Unit 1.0~1.5 6Unit 1.1.2板凸度 板凸度分为绝对板凸度和相对板凸度。绝对板凸度是带板沿厚度方向中心处厚度与边部厚度的厚度差。我们生产中的来料钢卷中高在五丝以内。相对板凸度是将绝对板凸度除以板带的平均厚度。带板在轧制过程中能够均匀延伸时,轧后板带绝对板凸度较轧前板带绝对凸度缩小一个延伸率,就能够获得良好的平直度。 1.1.3边部减薄量 边部减薄是在板带轧制时发生在轧件边部的一种特殊现象。考虑这一现象后的板带横断面在接近板带边部处,其厚度突然减小,这种现象称为边部减薄。故严格来说,实际的板凸度是针对除去边部减薄区以外的部分来说的。
边部减薄量也是板形的一个重要指标。边部减薄量直接影响板带边部切损的大小,与成材率有密切关系。我们生产的钢卷边部10~30公分为板型做松区,也就是边部减薄区。 发生边部减薄现象的主要原因有两个: 1)轧件与轧辊的压扁量,在轧件边部明显减小。 2)轧件边部金属的横向流动要比内部金属容易,这进一步降低了轧件边部的轧制力与其轧辊的压扁量,使轧件边部减薄量增加。 2板形控制 2.1板形控制目的 板形调控的目的是要轧制出横向厚差均匀和外形平直的板带材。 2.2板形控制分类 板形控制系统分为闭环板形控制系统、开环板形控制系统和复合板形控制系统。 我公司采用的的是闭环板形控制系统。 2.3闭环控制 2.3.1闭环控制 闭环控制是控制论的一个基本概念。指作为被控的输出以一定方式返回到作为控制的输入端,并对输入端施加控制影响的一种控制关系。在控制论中,闭环通常指输出端通过“旁链”方式回馈到输入,所谓闭环控制。输出端回馈到输入端并参与对输出端再控制,这才是闭环控制的目的,这种目的是通过反馈来实现的。 2.3.2闭环控制原理 闭环控制系统控制原理:通过板形仪及其信号处理装置获取实际板形信号,计算实际板形与目标板形的偏差,经板形控制计算机处理后,将调节信号送到板形调节机构,由板形调节机构对带钢进行在线调节,使带钢板形得以纠正。 2.3.1闭环控制系统简介 板形闭环反馈控制的目的是为了消除板形实测值与板形目标曲线之间的偏差。该系统有三部分组成即板形检测装置、控制系统和板形调节系统(执行机构)。投入闭环反馈控制的前提条件是有准确的板形实测信号,而控制器是板形控制的重要组成部分,其控制精度,直接影响到实物板形的质量。 板形检测装置 我们的板形检测装置是板形仪(板形辊)。 我们用板形仪自动测量钢带平直度,这种板形仪,在轧制过程中能连续不断进行板型检测,并将带钢平直度状态直接描绘出来。
板带材高精度轧制和板形控制 板带轧制产生两个过程:轧件塑性变形过程和轧机弹性变形(弹跳)过程。 轧机弹跳方程h=s o’+p/k h- ----轧出带材厚;s o’:理论空载辊缝;p:轧制力;k:轧机刚度 直线A线,又称轧机弹性变形线,斜率k为轧机的刚度 零位调整后的弹跳方程 厚控方程h =s。+(p-p。)/k s。----考虑预压变形的相当空载辊缝 轧件塑性变形过程: 当来料厚度一定,由一定h值对应一 定p值可得近似直线B线,又称轧件 塑性变形线(斜率M为轧件塑性刚度 系数)。与A线相交纵坐标为轧制力p, 横坐标为板带实际厚度h C线:该线为等厚轧制线 厚度控制实质:不管轧制条 件如何变化,总要使A,B两线 交于C线,即可得到恒定厚度(高 精度)的板带材。 板带厚度变化的原因和特点(影响出 口厚度的因素) S。----由轧辊的偏心运转、磨损与热膨胀及轧辊轴承油膜厚度的变化所决定。它们都是在压下螺丝定位时使实际辊缝发生变化的 K ----在既定轧机轧制一定宽度的产品时,认为不变 P -----主要因素:故可影响到轧制力的因素必会影响到板带的厚度精度(使B线发生偏移)(1)轧件温度、成分和组织性能的不均对温度的影响具有重发性,温差会多次出现。故只在热轧精轧道次对厚度控制才有意义 (2)坯料原始厚度的不均可改变B线的位置和斜率,使压下量变化,引起压力和弹跳的变化。必须选择高精度的原料 (3)张力的变化通过影响应力状态及变形抗力而起作用;还引起宽度的改变。故热连轧采用不大的恒张力,冷连轧采用大张力。调节张力为厚控的重要手段 (4)轧制速度的变化影响摩擦系数(冷轧影响大)和变形抗力(热轧影响大),乃至影响轴承油膜厚度来改变轧制压力。对冷轧影响大。 板带厚度控制方法1)调压下改变A(2)调张力改变B 3)调轧制速度 最主要、最基本、最常用的还是调压下的方法。 调压下适用于下图16-2 a b两情况 调压下(改变原始辊缝,即改变A线): 用于消除轧制力p引起的厚度差(即B线偏移)
800mm电子铝箔轧机板形自动控制系统 (洛阳有色金属加工设计研究院黄利斌河南洛阳471039) 摘要:本文介绍我院自主开发设计的800mm电子铝箔轧机板形自动控制系统的性能、组成及功能。 关键词:电子铝箔,板形仪,板形自动控制系统,分段冷却控制,板形目标曲线 1.前言 随着加工工业逐步采用高速自动作业线,特别是电子铝箔对板厚板形精度要求日益严格。目前,板厚自动控制技术(AGC,Automatic Gauge Control)已日益成熟,厚度控制精度得到了解决。而板形自动控制(AFC,Automatic Flatness Control),由于影响因素极其复杂,给板形控制带来很大困难,板形控制已成为国内外轧机界研究热点之一。国外这几年也先后有多家公司和研究机构推出了不同种类的板形自动控制系统,实践生产效果不错,但由于价格非常昂贵,国内目前引进的很少。1999年,我院成立新技术开发中心,把板形自动控制系统作为重点开发项目,通过近3年多努力终于取得成功,该系统借鉴了国外同类产品的先进经验、控制方法和模型,适用于冷轧铝薄带材板形自动控制的计算机自动控制系统。2002年12月板形自动控制系统在由我院总包的新疆众和股份有限公司800mm电子铝箔轧机上成功运行,各项指标达到设计要求,控制精度接近国际水平,受到用户好评。目前,应用于河南顺源铝业有限公司的1850mm铝箔轧机板形自动控制系统已安装就绪,进入最后的调试阶段。本文仅对800mm电子铝箔轧机自动控制系统的性能、组成及功能作些介绍,以供读者参考。 2.轧机参数及控制精度 新疆众和股份有限公司800mm电子铝箔轧机的主要参数如下: 轧机形式:四辊不可逆铝箔冷轧机 轧机尺寸:ф200mm/ф480mm ×800mm 最大轧制力: 2600KN 最大轧制速度:1200m/min 来料宽度:420—640mm 来料厚度: 0.6mm 开卷张力:180—5700N 卷取张力:80—4300N 通过有关技术人员的共同努力,经过现场调试实验,在投入板形自动控制系统且正常稳定轧制条件下达到以下控制效果: 厚度范围:0.32mm—0.017mm 最大轧制速度:900m/min 板形控制精度: 0.1mm: ±15I 0.065mm: ±20I 3.系统组成
龙源期刊网 https://www.doczj.com/doc/2f9474854.html, 板形控制的发展及其应用 作者:李坤 来源:《硅谷》2011年第06期 摘要:板形是板带的重要质量指标够。随着仪表、电器、汽车及轻工业的发展,对板带 板形的要求日趋严格。但在我国,带钢板形的自动控制还是一个相当薄弱的环节,每年由板形不良所造成的经济方面的损失十分严重,了解和解决我国板带生产中板形质量问题是一项具有巨大经济意义的课题。 关键词:板形控制;轧机;板形预测;变形 中图分类号:TG335文献标识码:A文章编号:1671-7597(2011)0320140-01 金属在轧辊作用下经过一系列的变形过程轧成需要的板材。最终产品的板形受到许多因素的影响,总括起来,这些因素可以分为内因(金属本性)和外因(轧制条件)两个方面。轧制条件的影响更为复杂,它包括更为广泛的内容。凡是能影响轧制压力及轧辊凸度的因素(例如摩擦条件、轧辊直径、张力、轧制速度、弯辊力、磨损等)和能改变轧辊间接触压力分布的因素(例如轧辊外形、初始轧辊凸度)都可以影响板形。 1 板形控制的发展 1.1 板形理论的发展。板形理论的发展可以分成三个阶段,第一阶段是以轧辊弹性变形为基础的理论;第二阶段是日本新日铁和美国为代表的以轧件为基础的动态遗传理论;第三阶段为钢铁研究总院建立的轧件轧辊统一的板形理论。 1.1.1 轧辊弹性变形的板形理论。最初的轧辊弹性变形研究是在二辊轧机L门上,并假设轧制力沿辊身全长均匀分布,也没有考虑轧件和轧辊之间的弹性压扁。由于物理模型过于简单,处理方法也十分粗糙,对要求处理的四辊和六辊轧机,并要求给出精确的轧后端面分布,这种简单方法不能胜任。自20世纪60年代,轧辊弹性变形的研究发展很快,其方法主要是以M.D.Stone为代表的弹性基础梁理论和以K.N.Shohet为代表的影响函数法以及有限元方法。我国轧钢界从20世纪70年代起对轧制理论与技术的研究大都集中在轧辊弹性变形的理论方面。这种理论对轧制过程主要起到分析指导作用,不能直接用于在线控制。 1.1.2 轧件连轧过程的板形理论。20世纪70年代末,日本新日铁与日立、三菱合作在HCPC等板形控制轧机的开发过程中,提出了以实验为基础的板形理论研究新思路,得到了板形于扰系数和遗传系数为基本参数的板形向量模型,直接应用于生产。20世纪80年代,美国阿姆柯钢铁公司提出影响矩阵方法,提出前面机架改变弯辊力或轧辊凸度不仅影响本机架板
攀钢HC冷连轧机板形控制现状分析及优化轧钢车间尹红国指导老师周三保陈俊 摘要:本文针对攀钢HC轧机出口板形质量控制情况以及影响该轧机出口板形的各种因素进行了分析,并详细介绍了攀钢HC冷连轧机的板形控制系统及板形调控手段的构成与运行现状,围绕如何降低板形降组率,稳定保证产品板形质量,提出了有效可行的改进措施。 关键词:HC轧机,板形,闭环控制,调控手段,改进措施 引言 冷轧产品有四大质量指标:厚度精度、板形精度、表面质量和力学性能。其中板形是冷轧过程中不易控制的因素。攀钢冷轧厂自1996年投产以来,经过技术攻关、在强化板形过程控制方面取得不少进步,但与先进板形控制水平相比仍存在一定差距。因此,如何持续稳定保证产品板形质量,始终是攀钢1220冷轧机组生产中的难题。 1.轧机出口板形质量及影响因素分析 攀钢1220 HC轧机为4机架的冷连轧机,与目前主流的5机架冷连轧机相比,由于将70%—85%的变形率分配到4个机架上,最末机架也承担与前面3个机架同等大小的负荷,不利于板形的控制。如我厂牌号为DX53D+Z的镀锌料在1#—4#机架的压下率分配情况为(3.00→0.57mm,81%):34.3%、42.3%、37.4%、20.1%。可以看出,4个机架的压下率均较大,且4号机架的压下率也高达20.1%;而5机架的冷连轧机上,最末机架的变形率在2%~10%左右,仅起到平整机的作用,可见我厂4机架的配置情况决定了板形控制的难度。 表1. 09年1~10月轧机出口带钢板形质量控制情况 板形不良降组率,% 月份 1 2 3 4 5 6 7 8 9 10 实际值14.9 9.9 8.52 9.07 5.65 8.85 5.58 6.08 5.75 6.50 目标值≤12%
基于“大数据”的冷轧板形分析与控制技术研究 Research on flatness analysis and control in cold rolling based on big date 包仁人1,张 杰1,李洪波1,程方武2,贾生晖2 BAO Ren-ren 1, ZHANG Jie 1, Li Hong-bo 1, CHENG Fang-wu 2, JIA Sheng-hui 2 (1.北京科技大学 机械工程学院,北京 100083;2.武汉钢铁(集团)公司,武汉 430083) 摘 要:为充分利用冷轧过程中的工艺数据,总结板形控制过程中的规律,文章借鉴了“大数据”的相 关思想,对板形检测结果和大量工艺数据进行了分析,找到边部板形缺陷难以控制的原因在于冷连轧机现有板形控制手段能力不足,进而提出了能提高轧边部板形控制能力的辊形优化方法,并进行了工业试验,证明此方案的有效性。 关键词:大数据;板形;冷连轧机;辊形优化中图分类号:TG333.7 文献标识码:A 文章编号:1009-0134(2015)03(下)-0010-03Doi:10.3969/j.issn.1009-0134.2015.03(下).03 收稿日期:2014-12-01 基金项目:中央高校基本科研业务费专项资金资助项目(FRF-TP-14-019A2) 作者简介:包仁人(1986 -),男,辽宁本溪人,博士研究生,研究方向为冷轧板形控制、数据挖掘和辊形优化。 0 引言 近年来,“大数据”引起了社会各界广泛的高度关注。2012年3月22日,美国总统奥巴马正式宣布美国政府将斥资2亿美元启动“大数据研究和发展计划(Big Data Research and Development Initiative )”。这是继1993年美国政府宣布“信息高速公路”计划后的再一次重大的科技发展部署,美国对大数据的研究上升为国家意志,必将对未来科技、经济的发展带来深远的影响[1]。在维克托·迈尔-舍恩伯格及肯尼斯·库克耶编写的《大数据时代》中“大数据”指不用随机分析法(抽样调查)这样的捷径,而采用所有数据用于分析的方法,大数据具有4V 特点:Volume (大量)、Velocity (高速)、Variety (多样)、Veracity (真实性)[2] 。 目前对“大数据”的研究多集中在数据的存储、读取等方面[3, 4],建立可快速读取的数据平台,而如何从工业数据中发现并总结规律方面的研究较少。现代化的冷连轧机配备有完整的多级计算机系统,涉及轧制过程监测与控制、物料系统跟踪、合同订单跟踪等,生产线上有大量的传感器,实时采集的信息数据量以GB 为单位存储在服务器中,仅某六辊CVC 冷连轧机基础自动化部分传感器所记录的数据量每天可达6GB ,这些数据被大部分被束之高阁,仅用于出现事故时定点分析及查询[5] 。如何科学、高效的处理轧制过程工艺参数,明确板形控制状态,是冷轧生产单位的迫切需求[6~8] ,因此可将聚类 分析、数据挖掘等“大数据”分析方法引入到冷轧板形 分析领域。 1 冷轧板形缺陷的聚类分析 解决冷轧板形缺陷问题的前提是准确分析板形缺 陷的形式,实际生产过程中往往通过实物板形跟踪来确定板形缺陷的类型,但这种靠人工进行的判断方法存在着效率低下的问题,且因采样较少不能全面的反映板形缺陷问题。因此有学者提出利用模式识别方法来对板形缺陷进行分析[9, 10],将板形仪的检测信号识别为几类确定的板形缺陷,如中浪、边浪、四分之一浪和边中复合浪,这类识别方法中多需对板形检测信号进行拟合,面对成千上万组的板形检测结果计算速度较慢。 某冷连轧机为五机架超宽六辊CVC 轧机,最大可轧带钢宽度达2080mm ,通过对其所轧带钢板形长达两年的跟踪,发现同批轧制规格和钢种近似的带钢,稳定轧制阶段的板形缺陷具有相似性,其浪形幅值和形态接近,因此本文借鉴了“大数据”的思想,采用基于密度和网格的聚类分析方法[11]对大批量带钢的板形检测结果进行特征提取,再利用模式识别方法计算各板形缺陷分量,并利用MATLAB 编程实现聚类分析与模式识别过程[12],与传统板形模式识别方法相比,省去了大量的曲线拟合过程,计算速度从每千帧信号30s ,降低至每千帧5s 以内,而所得板形缺陷识别结果与传统方法保持一致,证明对冷轧板形分析而言,采用聚类分析的方法是可行的。通过对1000多卷,近百万帧冷轧带钢板形检测数据进行分析后发现,此机组所轧带钢板形缺陷以边中复合浪为主,且轧机难以对此类板形缺陷进行有效控制,严重影响后续生产以及用户的使用。 2 冷轧板形相关工艺参数的大数据分析 为确定复杂板形缺陷难以控制的原因,需对轧机的板形控制工艺参数进行分析,以往多对单参数的时域检测信号进行分析,忽视了各工艺参数间的联系性,不能
马钢U CM冷连轧机厚度及板形控制特点的分析 沈新玉 胡 柯 (马鞍山钢铁股份有限公司) 摘 要 介绍了UCM轧机的发展及其特点,阐述并分析了马钢4机架6辊UCM连轧机A GC、ASC等系统的主要特点。 关键词 UCM轧机 控制特点 The Crow n and Shape Control of the Cold T andem U niversal Crow n Mill of Masteel Shen Xinyu H u K e (Maanshan Iron&Steel Co.Ltd.) Abstract The development of characteristics of UCM is introduced.The main features of the AGC,ASC and other systems of the42stands62rolls UCM in Masteel are discussed and analyzed. K ey w ords UCM characteristics of control 0 前言 UCM轧机是由日本日立公司在其开发和设计的HCM轧机的基础上,引入中间辊弯辊系统,以进一步提高带钢凸度和带钢平直度的控制能力,命名其为万能凸度控制轧机。近年来,在世界宽带钢冷轧机生产线上受到广泛青睐和应用。本文详细阐述了马钢UCM连轧机厚度及板形控制特点,供同行借鉴。 1 UCM轧机特点 通常UCM轧机有如下特点: (1)采用工作辊正负弯辊缸分开设置,响应快、过渡平滑。UCM轧机通过中间辊的轴向移动,提高工作辊的刚性,减少工作辊的挠度,使工作辊正负弯辊留有充分的裕量,进行即时调节。 (2)辊形控制范围大,带钢板形稳定性好,可以显著提高带钢平直度。通过中间辊的串动再配合工作辊和中间辊的弯辊,无论是单一浪形,还是复合浪形都可以得到高质量的板形控制。 (3)可减少带钢边部减薄和减少边裂宽度,减少切边损失,提高成材率。 (4)可采用小直径工作辊,大压下量,减少轧制道次和轧机数量,实践证明4机架UCM轧机比常规5机架4辊连轧机具备更强的轧制能力。 (5)凸度控制能力强,仅一种初始工作辊凸度可以满足所有条件的轧制,如轧制负荷、带钢宽度和压下率。因此,轧辊备件数量能够减少,磨辊容易,管理方便,无传统轧机多种初始凸度轧辊配辊的麻烦。 2 马钢UCM厚度及极形控制特点 马钢UCM冷连轧机工艺流程如图1所示。 图1 马钢UCM冷连轧机工艺流程 作者简介:沈新玉,工程师,安徽省马鞍山市(243000)马钢第一钢轧总厂 41ANHUI METALL URG Y 2006年第4期
冷轧板带板形控制技术 板形控制是冷轧板带加工的核心控制技术之一,近年来随着科学技术的不断进步,先进的板形控制技术不断涌现,并日臻完善,板形控制技术的发展,促进了冷轧板带工业的装备进步和产业升级,生产效率和效益大幅提升。 板形的概念(Concept of Shape) 1板形的基本概念 板形直观来说是指板带材的翘曲度,其实质是板带材内部残余应力的分布。只要板带材内部存在残余应力,即为板形不良。如残余应力不足以引起板带翘曲,称为“潜在”的板形不良;如残余应力引起板带失稳,产生翘曲,则称为“表观” 的板形不良。 2板形的表示方法 板形的表示方法有相对长度差表示法、波形表示法、张力差表示法和厚度相对变化量表示法等多种方式。其中前两种方法在生产控制过程中较为常用。 3常见的板形缺陷及分析 常见的板形缺陷有边部波浪、中间波浪、单边波浪、二肋波浪和复合波浪等多种形式,主要是由于轧制过程中带材各部分延伸不均,产生了内部的应力所引 起的。 为了得到高质量的轧制带材,必须随时调整轧辊的辊缝去适合来料的板凸度,并补偿各种因素对辊缝的影响。对于不同宽度、厚度、合金的带材只有一种最佳的凸度,轧辊才能产生理想的目标板形。因此,板形控制的实质就是对承载辊缝的控制,与厚度控制只需控制辊缝中点处的开口精度不同,板形控制必须对 轧件宽度跨距内的全辊缝形状进行控制。 影响板形的主要因素(Leading factor on Shape control) 众所周知,影响板形的主要因素有以下几个方面∶ (1)轧制力的变化;(2)来料板凸度的变化;(3)原始轧辊的凸度;(4)板宽度; (5)张力;(6)轧辊接触状态;(7)轧辊热凸度的变化。 板形控制先进技术(Advanced Technologies of Shape Control) 改善和提高板形控制水平,需要从两个方面入手,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等;二是从工艺配置方面,包括轧辊原 始凸度的给定、变形量与道次分配等。
湘钢3800mm板材厚度与板形控制的优化 (五米宽厚板厂彭敦向) 概要:本文主要介绍湘钢3800mm宽厚板轧机厚度与板形控制的功能、组成,研究和优化厚度与板形控制的各种数学模型与补偿,以及液压小辊缝控制的研发与使用,为湘钢3800mm宽厚板产品质量和成材率的提升奠定了坚实的基础。 1 前言 本论文属于轧制科学技术领域,是为了保证板材的交货质量,提高成材率而做的探索和改进。07年前,按照宽厚板产品大纲,外方调试完毕的轧机设备轧制的产品基本满足要求,但随着产量的不断提升及产品的不断升级,控制系统必须保证质量的稳定。相对之前主要是探索在提高轧制节奏下板材厚度与板形控制的稳定性,因此对L2模型的再计算功能,精轧机AGC、PFC控制等进行深入了解及优化,同时对轧辊的配辊、辊形进行摸索调整。本论文主要内容是通过自动化手段,实现对板材的厚度和板形的精确控制,以求达到优化产品质量,减少废次品;提高成材率,减少头尾和切边余量。 2、板材厚度和板形控制的探索2.1 厚度控制 厚度控制的不准确不仅仅影响产品质量,同时由于中间坯厚度的不准确直接威胁到轧机的安全。影响厚度的主要原因是辊缝的不准确,所以只有保证辊缝的准确性,才能保证板材厚度的准确和稳定,决定辊缝的因素有: 道次表设定辊缝
●轧机弹性变形补偿 ●轧辊热凸度补偿 ●轧辊磨损补偿 ●油膜补偿 ●零点修正补偿 要解决厚度控制不准的问题,首先必须从这几个方面入手 2.1.1道次表设定辊缝 二级道次表计算模型(PSC),是采用的平均压下率进行道次计算的,计算模式有4种,一是预计算,即板坯入炉后通过原始的PDI对板坯进行计算,用以检测可轧性;二是设定计算,板坯入炉后,模型采集加热炉温度模型计算的板坯温度,进行道次表计算;三是再计算,板坯轧过第一道次后的计算称为再计算,模型采集轧制过程中的各种测量值,例如温度、宽度、厚度和轧制力等,利用测量值为下道次进行重新计算;四是事后计算,钢板轧制完后,通过轧后的数据进行重新计算,用于长期自适应。 通过观察和检查二级程序,我们发现板坯经过粗轧轧完后,进入中间辊道,在经过高温计时,模型没有采用该测量值进行重新计算,而是直接使用的是粗轧结束时的道次表,中间坯在中间辊道上的温度损失没有考虑在道次表计算,造成精轧的实际轧制力和期望轧制力偏差较大,使厚度控制发生偏差,更严重的有时可以造成卡钢或断辊事故,对轧辊和主电机造成较大损害。通过修改二级程序(PlateBufferManager),在收到高温计检测到的温度后向模型服务器发送再计算请求事件,待计算完成后再向DataHandler程序发送道次表发送事件,DataHandler程序收到事件后,将计算完的新的道次表发送到TCS 系统中,用于实际轧制。
四辊热轧钢板轧机的结构及板形控制 摘要:中厚钢板大约有200 年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC 液压弯辊技术以及矫直机的机理等。进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC 辊,CVC 系统,PC 轧机,HCW 轧机,AGC 轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。 关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊 一、前言 板带轧机自18 实际初正式诞生至今,已有210年的发展历史。由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。 一般将单张钢板和成卷带钢统称为板带钢。板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。特厚板(厚度≥50mm);厚板(20≤厚度< 50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600); 镀层板(带);涂层板(带)、电工钢板(带)。由于板带材有单位体积的表面积大、易成型加工等特点,被称为:“万能钢材”,故广泛用于轮船舰艇、航空、航天器、锅炉、压力容器、汽车、火车、起重机、金属制品、金属结构、屋面板、各种管线等。所以在生产中要求板带产品具有:尺寸精准、板型良好、表面光洁、性能较高。但由于板带的断面特点,在轧制过程
4板形控制 4.1 板形的基本概念 板形是指成品带钢断面形状和平直度两项指标,通常说的板形控制的实质是对承载辊缝的控制,断面形状和平直度是两项独立存在的指标,但相互存在着密切关系。 板形可以分为视在板形和潜在板形两类。所谓的视在板形是指在轧后状态下即可用肉眼辨别的板形;潜在板形是指在轧制后不能立即发现,而是在后部加工时才会暴露。例如在有时从轧机出来的板子看起来并无浪瓢,但一经纵剪后,即出现旁弯和浪皱,于是便称这种轧后板材具有潜在板形缺陷。 图4-1给出了断面厚度分布的实例,轧出的板材断面呈鼓肚形,有时带楔形后者其他的不规则形状。这种断面厚度差主要来自不均匀的工作辊缝。如果不考虑轧件在脱离轧辊后所产生的弹性回复,则可认为实际的板材断面后度差即等于工作辊缝在板宽范围内的开口厚度。 从用户的角度看,最好是断面厚度等于零。但是这在目前的技术条件下还不可能达到。在以无张力轧制为其特征的中厚板热轧过程中,为保证轧件运动的稳定性,从而确保轧制操作稳定可靠,尚要求工作辊缝(因而也就是所轧出的成品断面)稍带鼓形。 断面形状实际上是厚度在板宽方向(设为x坐标)的分布规律可用一项多项式加以逼近。 h(x)=he+ax+bx2+cx3+dx4 式中he——带钢边部厚度,但由于边部减薄(由轧辊压扁变形在板宽处存在着过渡区而造成的),一般取离实际带边40mm处的厚度为he。 其中一次项实际为楔形的反映,二次抛物线对称断面形状,对于宽而薄的板带亦可能存在三次和四次项,边部减薄一般可用正弦和余弦函数表示。 在实际控制中,为了简单,往往以其特征量——凸度为控制对象。出口断面凸度式中He ——板带(宽度方向)中心的出口厚度。 δ=Hc-He 为了确切表述断面形状,可以采用相对凸度CR=δ/h作为特征量考虑到测厚仪所测的实际厚度为he或hc,也可以用。δ/he或δ/hc(见图4-2) 平直度是指浪形、瓢曲或旁弯有无及存在的程度。 平直度和带钢在每个机架入口与出口的相对凸度是否匹配有关(见图4-3)。如果假设带钢沿宽度方向可分为许多窄条,每个窄条存在以下体积不变关系(假设不存在宽展): 式中L(x)、H(x)-入口侧x处窄条的长度和宽度; l (x)、h(x)-出口侧x处窄条的长度和厚度。也可以用 分别表示边部和中部小条的变形,良好的平直度条件为l e=l c=l x 设Δl=l c-l e ΔL=Lc-Le 式中ΔL轧前来料平直度 设来料凸度为Δ(断面形状) Δ=Hc-He 将Hc Lc=hc lc 和He Le=he 两式相减后得 Hc Lc-HeLe=hclc-hele 展开后如忽略高阶微小量后可得
带钢轧机与板形控制技术研究 对常见带钢轧机的类型进行讨论,对先进板形控制技术展开阐述。 标签:轧机;自动厚度控制;板形控制 目前,HC轧机已发展了多种机型。我们所说的中间辊移动的HC轧机,也称为HCM六辊轧机。此外,还有工作辊移动的HCW四辊轧机,以及工作辊和 中间辊都移动的HCWM六辊轧机。 HC轧机的主要特点是:(1)通过轧辊的轴向移动,消除了板宽以外辊身间的有害接触部分,提高了辊缝刚度;(2)由于工作辊一端是悬臂的,在弯辊力作用下,工作辊边部变形明显增加。如果对弯控制板形能力的要求不变时,则在HC轧机上可选用较小的弯辊力,这就提高了工作辊轴承的使用寿命并降低了轧机的作用载荷;(3)由于可通过弯辊力和轧辊轴向移动量两种手段进行调整,使轧机具有良好的板形控制能力;(4)能采用较小的工作辊直径,实现大压下轧制;(5)工作辊和支承辊都可采用圆柱形辊子,减小了磨辊工序,节约了能耗。这 种轧机典型应用如宝钢1550冷轧酸洗——连轧机组。 轧辊凸度边续可变轧机-CVC(Continuously Variable Crown)轧机CVC轧机的基本特征是:(1)轧辊(工作辊)的原始辊型为S形曲线呈瓶状,上下轧辊互相错位1800布置;(2)带S形曲线的轧辊具有轧辊轴向抽动装置。虽然CVC轧机与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。HC轧机是为了消除辊间的有害接触部分来提高辊缝刚度,以实现板形调整的,是刚性辊缝型。CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。当上下轧辊对称布置时,辊缝各部分高度相同。如果上轧辊向右移动,下轧辊以相同的移动量向左移动,则辊缝中部高度变小。反之,上辊向左移动,下辊以相同的移动量向右移动,辊缝 中部高度变大(如图1所示)。