机器视觉(Machine vision)
机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
1. 机器视觉(Machine vision)
机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
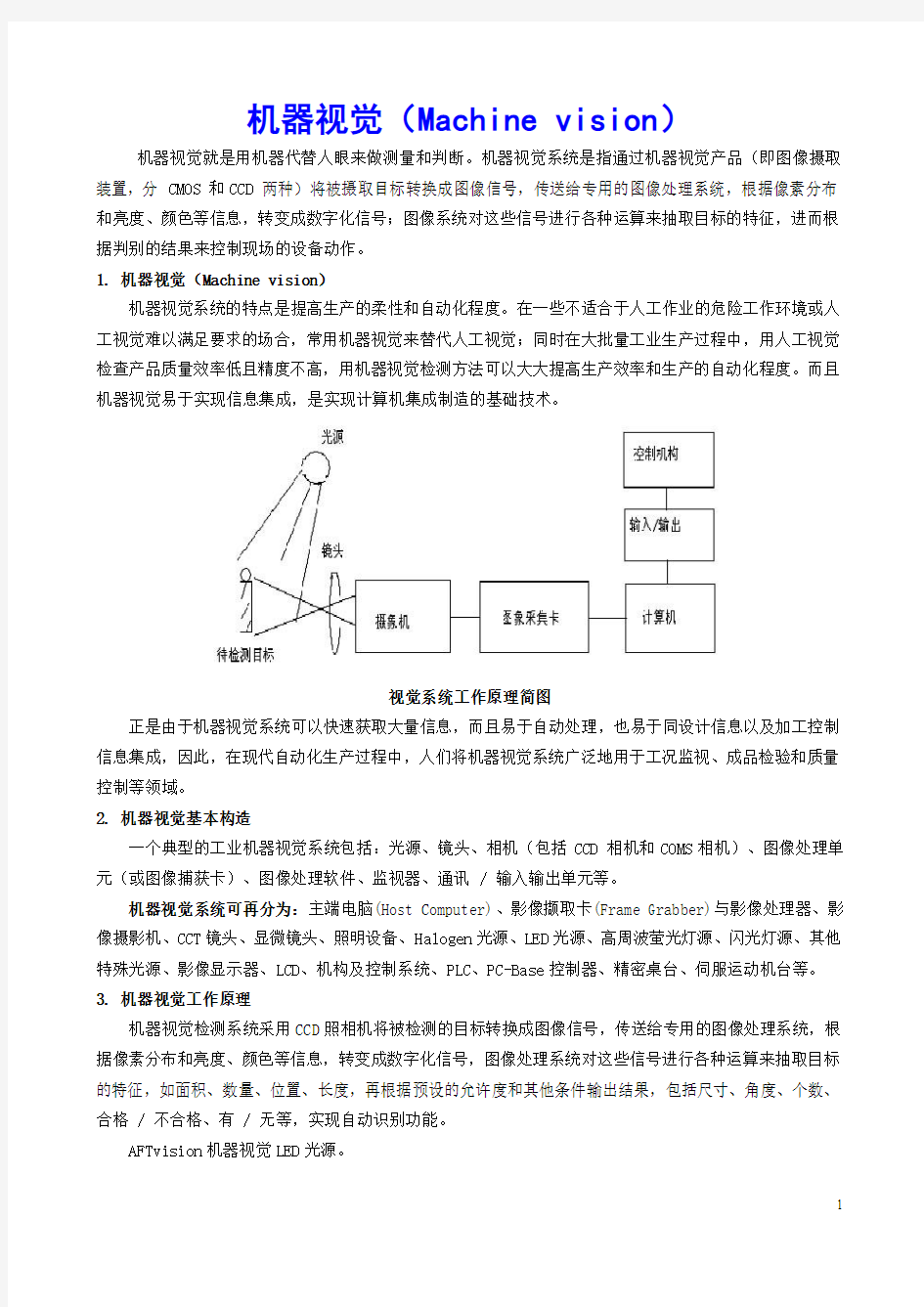
视觉系统工作原理简图
正是由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
2. 机器视觉基本构造
一个典型的工业机器视觉系统包括:光源、镜头、相机(包括CCD 相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯 / 输入输出单元等。
机器视觉系统可再分为:主端电脑(Host Computer)、影像撷取卡(Frame Grabber)与影像处理器、影像摄影机、CCT镜头、显微镜头、照明设备、Halogen光源、LED光源、高周波萤光灯源、闪光灯源、其他特殊光源、影像显示器、LCD、机构及控制系统、PLC、PC-Base控制器、精密桌台、伺服运动机台等。3. 机器视觉工作原理
机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格 / 不合格、有 / 无等,实现自动识别功能。
AFTvision机器视觉LED光源。
一个典型的机器视觉系统包括以下五大块:
照明
照明是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。光源可分为可见光和不可见光。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。可见光的缺点是光能不能保持稳定。如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。另一方面,环境光有可能影响图像的质量,所以可采用加防护屏的方法来减少环境光的影响。照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步。
镜头
工业镜头
FOV(Field Of Vision)=所需分辨率*亚象素*相机尺寸/PRTM(零件测量公差比)镜头选择应注意:①焦距;②目标高度;③影像高度;④放大倍数;⑤影像至目标的距离;⑥中心点 / 节点⑦畸变
相机
按照不同标准可分为:标准分辨率数字相机和模拟相机等。要根据不同的实际应用场合选不同的相机和高分辨率相机:线扫描CCD和面阵CCD;单色相机和彩色相机。AFTvision机器视觉工业相机
图像采集卡
图像采集卡只是完整的机器视觉系统的一个部件,但是它扮演一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等等。比较典型的是PCI或AGP兼容的捕获卡,可以将图像迅速地传送到计算机存储器进行处理。有些采集卡有内置的多路开关。例如,可以连接8个不同的摄像机,然后告诉采集卡采用那一个相机抓拍到的信息。有些采集卡有内置的数字输入以触发采集卡进行捕捉,当采集卡抓拍图像时数字输出口就触发闸门。
视觉处理器
视觉处理器集采集卡与处理器于一体。以往计算机速度较慢时,采用视觉处理器加快视觉处理任务。现在由于采集卡可以快速传输图像到存储器,而且计算机也快多了,所以现在视觉处理器用的较少了。
机器视觉光源选型
在机器视觉系统中,获得一张高质量的可处理的图像是至关重要。系统之所以成功,首先要保证图像质量好,特征明显。一个机器视觉项目之所以失败,大部分情况是由于图像质量不好,特征不明显引起的。要保证好的图像,必须要选择一个合适的光源。
光源选型基本要素:
对比度:对比度对机器视觉来说非常重要。机器视觉应用的照明的最重要的任务就是使需要被观察的
特征与需要被忽略的图像特征之间产生最大的对比度,从而易于特征的区分。对比度定义为在特征与其周围的区域之间有足够的灰度量区别。好的照明应该能够保证需要检测的特征突出于其他背景。
亮度:当选择两种光源的时候,最佳的选择是选择更亮的那个。当光源不够亮时,可能有三种不好的情况会出现。第一,相机的信噪比不够;由于光源的亮度不够,图像的对比度必然不够,在图像上出现噪声的可能性也随即增大。其次,光源的亮度不够,必然要加大光圈,从而减小了景深。另外,当光源的亮度不够的时候,自然光等随机光对系统的影响会最大。
鲁棒性:另一个测试好光源的方法是看光源是否对部件的位置敏感度最小。当光源放置在摄像头视野的不同区域或不同角度时,结果图像应该不会随之变化。方向性很强的光源,增大了对高亮区域的镜面反射发生的可能性,这不利于后面的特征提取。好的光源需要能够使你需要寻找的特征非常明显,除了是摄像头能够拍摄到部件外,好的光源应该能够产生最大的对比度、亮度足够且对部件的位置变化不敏感。光源选择好了,剩下来的工作就容易多了。具体的光源选取方法还在于试验的实践经验。
机器视觉系统基本原理
机器视觉系统的目的就是给机器或自动生产线添加一套视觉系统,其原理是由计算机或图像处理器以及相关设备来模拟人的视觉行为,完成得到人的视觉系统所得到的信息。人的视觉系统是由眼球、神经系统及大脑的视觉中枢构成,计算机视觉系统则是由图像采集系统、图像处理系统及信息综合分析处理系统构成。
机器视觉系统与人的视觉的对比
机器视觉的概念
机器视觉是通过光学的装置和非接触的传感器自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置。
在现代工业自动化生产中,涉及到各种各样的检验、生产监视及零件识别应用,例如零配件批量加工的尺寸检查,自动装配的完整性检查,电子装配线的元件自动定位,ic上的字符识别等。通常人眼无法连续、稳定地完成这些带有高度重复性和智能性的工作,其它物理量传感器也难有用武之地。由此人们开始考虑利用光电成像系统采集被控目标的图像,而后经计算机或专用的图像处理模块进行数字化处理,根据图像的像素分布、亮度和颜色等信息,来进行尺寸、形状、颜色等的判别。这样,就把计算机的快速性、可重复性,与人眼视觉的高度智能化和抽象能力相结合,由此产生了机器视觉的概念。
工业线扫描相机系统
一个成功的机器视觉系统是一个经过细致工程处理来满足一系列明确要求的系统。当这些要求完全确定后,这个系统就设计并建立来满足这些精确的要求。机器视觉的优点包括以下几点:■精度高
作为一个精确的测量仪器,设计优秀的视觉系统能够对一千个或更多部件的一个进行空间测量。因为此种测量不需要接触,所以对脆弱部件没有磨损和危险。
■连续性
视觉系统可以使人们免受疲劳之苦。因为没有人工操作者,也就没有了人为造成的操作变化。多个系统可以设定单独运行。
■成本效率高
随着计算机处理器价格的急剧下降,机器视觉系统成本效率也变得越来越高。一个价值10000美元的视觉系统可以轻松取代三个人工探测者,而每个探测者每年需要20000美元的工资。另外,视觉系统的操作和维持费用非常低。
■灵活性
视觉系统能够进行各种不同的测量。当应用变化以后,只需软件做相应变化或者升级以适应新的需求即可。
许多应用满意过程控制(spc)的公司正在考虑应用机器视觉系统来传递持续的、协调的和精确的测量spc命令。在spc中,制造参数是被持续监控的。整个过程的控制就是要保证这些参数在一定的范围内。这使制造者在生产过程失去控制或出现坏部件时能够调节过程参数。
机器视觉系统比光学或机器传感器有更好的可适应性。它们使自动机器具有了多样性、灵活性和可重组性。当需要改变生产过程时,对机器视觉来说“工具更换”仅仅是软件的变换而不是更换昂贵的硬件。当生产线重组后,视觉系统往往可以重复使用。
机器视觉系统的构成
机器视觉技术用计算机来分析一个图像,并根据分析得出结论。现今机器视觉有两种应用。机器视觉系统可以探测部件,在此光学器件允许处理器更精确的观察目标并对哪些部件可以通过哪些需要废弃做出有效的决定;机器视觉也可以用来创造一个部件,即运用复杂光学器件和软件相结合直接指导制造过程。
尽管机器视觉应用各异,但都包括以下几个过程;
■图像采集
光学系统采集图像,图像转换成模拟格式并传入计算机存储器。
■图像处理
处理器运用不同的算法来提高对结论有重要影响的图像要素。
■特性提取
处理器识别并量化图像的关键特性,例如印刷电路板上洞的位置或者连接器上引脚的个数。然后这些数据传送到控制程序。
■判决和控制
处理器的控制程序根据收到的数据做出结论。例如:这些数据包括印刷电路板上的洞是否在要求规格以内或者一个自动机器如何必须移动去拾取某一部件。
机器视觉系统解析
典型的视觉系统一般包括:光源、光学系统,相机、图像处理单元(或图像采集卡)、图像分析处理软件、监视器、通讯/输入输出单元等。
图像采集
图像的获取实际上是将被测物体的可视化图像和内在特征转换成能被计算机处理的数据,它直接影响到系统的稳定性及可靠性。一般利用光源、光学系统,相机、图像处理单元(或图像捕获卡)获取被测物体的图像。
■光源
光源和影响机器视觉系统输入的重要因素,因为它直接影响输入数据的质量和至少30%的应用效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。许多工业用的机器视觉系统用可见光作为光源,这主要是因为可见光容易获得,价格低,并且便于操作。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。但是,这些光源的一个最大缺点是光能不能保持稳定。以日光灯为例,在使用的第一个100小时内,光能将下降15%,随着使用时间的增加,光能将不断下降。因此,如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。另一个方面,环境光将改变这些光源照射到物体上的总光能,使输出的图像数据存在噪声,一般采用加防护屏的方法,减少环境光的影响。由于存在上述问题,在现今的工业应用中,对于某些要求高的检测任务,常采用x射线、超声波等不可见光作为光源。
由光源构成的照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和相机之间,它的优点是能获得高对比度的图像;前向照明是光源和相机位于
被测物的同侧,这种方式便于安装;结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息;频闪光照明是将高频率的光脉冲照射到物体上,要求相机的扫描速度与光源的频闪速度同步。
■光学系统
对于机器视觉系统来说,图像是唯一的信息来源,而图像的质量是由光学系统的恰当选择来决定。通常,由于图像质量差引起的误差不能用软件纠正。机器视觉技术把光学部件和成像电子结合在一起,并通过计算机控制系统来分辨、测量、分类和探测正在通过自动处理系统的部件。机器视觉系统通常能快到100%的探测所处理的产品而不会降低生产线的速度。由于越来越多的制造商正需要“6-sigma“(小于百万分之三的有效单位)结果,以便能够在当今质量意识很强的市场中更有竞争力,这种能力显得非常重要。另外,这些系统能够与满意过程控制(spc)非常理想的配合。
光学系统的主要参数与图像传感器的光敏面的格式有关,一般包括:光圈、视场、焦距、f数等。
■相机
相机是实际上是一个光电转换装置,即将图像传感器所接收到的光学图像,转化为计算机所能处理的电信号。光电转换器件是构成相机的核心器件。目前,典型的光电转换器件为真空摄像管、ccd、cmos图像传感器等。
真空电视摄像管由密封在玻璃管罩内的摄像靶、电子枪两部分组成。摄像靶将输入光学图像的光照度分布转换为靶面相应象素电荷的二维空间分布,主要完成光电转换和电荷存贮任务;电子枪则完成图像信号的扫描拾取过程。电视摄像管型成像系统具有高清晰度、高灵敏度、宽光谱和高帧速成像等特点。但由于电视摄像管属于真空管器件,其重量、体积及功耗均较大。
ccd是目前机器视觉最为常用的图像传感器。它集光电转换及电荷存贮、电荷转移、信号读取于一体,是典型的固体成像器件。ccd的突出特点是以电荷作为信号,而不同于其器件是以电流或者电压为信号。这类成像器件通过光电转换形成电荷包,而后在驱动脉冲的作用下转移、放大输出图像信号。典型的ccd相机由光学镜头、时序及同步信号发生器、垂直驱动器、模拟/数字信号处理电路组成。下图为ccd相机的原理框图。ccd作为一种功能器件,与真空管相比,具有无灼伤、无滞后、低电压工作、低功耗等优点。
典型的ccd相机的系统框图
cmos(complementarymetaloxidesemiconductor)图像传感器的开发最早出现在20世纪70年代初。90年代初期,随着超大规模集成电路(vlsi) 制造工艺技术的发展,cmos图像传感器得到迅速发展。cmos图像传感器将光敏元阵列、图像信号放大器、信号读取电路、模数转换电路、图像信号处理器及控制器集成在一块芯片上,还具有局部象素的编程随机访问的优点。目前,cmos图像传感器以其良好的集成性、低功耗、宽动态范围和输出图像几乎无拖影等特点而得到广泛应用。
图像的处理和分析
在机器视觉系统中,相机的主要功能光敏元所接收到的光信号转换为电压的幅值信号输出。若要得到被计算机处理与识别的数字信号,还需对视频信息进行量化处理。图像采集卡是进行视频信息量化处理
的重要工具。
■图像采集/处理卡
图像采集卡主要完成对模拟视频信号的数字化过程。视频信号首先经低通滤波器滤波,转换为在时间上连续的模拟信号;按照应用系统对图像分辨率的要求,得用采样/保持电路对边疆的视频信号在时间上进行间隔采样,把视频信号转换为离散的模拟信号;然后再由a/d转换器转变为数字信号输出。而图像采集/处理卡在具有模数转换功能的同时,还具有对视频图像分析、处理功能,并同时可对相机进行有效的控制。
■图像处理处理软件
机器视觉系统中,视觉信息的处理技术主要依赖于图像处理方法,它包括图像增强、数据编码和传输、平滑、边缘锐化、分割、特征抽取、图像识别与理解等内容。经过这些处理后,输出图像的质量得到相当程度的改善,既改善了图像的视觉效果,又便于计算机对图像进行分析、处理和识别。
机器视觉基本构造,机器视觉的工作原理
一个典型的工业机器视觉系统包括:光源、镜头、 CCD 照相机、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯 / 输入输出单元等。
系统可再分为:
1.主端电脑(Host Computer)
2.影像撷取卡(frame Grabber)与影像处理器
3.影像摄影机
https://www.doczj.com/doc/2b16041836.html,TV镜头
5.显微镜头
6.照明设备
7.Halogen光源
8.LED光源
9.高周波萤光灯源
10.闪光灯源
11.其他特殊光源
12.影像显示器
13.LCD
14.机构及控制系统
15.PLC、PC-base控制器
16.精密桌台
17.伺服运动机台
机器视觉工作原理
机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标
的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格 / 不合格、有 / 无等,实现自动识别功能。
机器视觉特点
1.摄像机的拍照速度自动与被测物的速度相匹配,拍摄到理想的图像;
2.零件的尺寸范围为2.4mm到12mm,厚度可以不同;
3.系统根据操作者选择不同尺寸的工件,调用相应视觉程序进行尺寸检测,并输出结果;
4.针对不同尺寸的零件,排序装置和输送装置可以精确调整料道的宽度,使零件在固定路径上运动
并进行视觉检测;
5.机器视觉系统分辨率达到1600×1200,动态检测精度可以达到0.02mm;
6.废品漏检率为0;
7.本系统可通过显示图像监视检测过程,也可通过界面显示的检测数据动态查看检测结果;
8.具有对错误工件及时准确发出剔除控制信号、剔除废品的功能;
9.系统能够自检其主要设备的状态是否正常,配有状态指示灯;同时能够设置系统维护人员、使用
人员不同的操作权限;
10.实时显示检测画面,中文界面,可以浏览最近几次不合格品的图像,具有能够存储和实时察看错
误工件图像的功能;
11.能生成错误结果信息文件,包含对应的错误图像,并能打印输出。
机器视觉在纺织工业上的应用案例
在布匹的生产过程中,像布匹质量检测这种有高度重复性和智能性的工作只能靠人工检测来完成在现代化流水线后面常常可看到很多的检测工人来执行这道工序给企业增加巨大的人工成本和管理成本的同时却仍然不能保证100 %的检验合格率(即“零缺陷”) 。对布匹质量的检测是重复性劳动,容易出错且效率低。
流水线进行自动化的改造,使布匹生产流水线变成快速、实时、准确、高效的流水线。在流水线上,所有布匹的颜色、及数量都要进行自动确认(以下简称“布匹检测”)。现在采用机器视觉的自动识别技术完成以前由人工来完成的工作。在大批量的布匹检测中,用人工检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
特征提取辨识
一般布匹检测(自动识别)先利用高清晰度、高速摄像镜头拍摄标准图像,在此基础上设定一定标准;然后拍摄被检测的图像,再将两者进行对比。但是在布匹质量检测工程中要复杂一些:1.图像的内容不是单一的图像,每块被测区域存在的杂质的数量、大小、颜色、位置不一定一致。
2.杂质的形状难以事先确定。
3.由于布匹快速运动对光线产生反射,图像中可能会存在大量的噪声。
4.在流水线上,对布匹进行检测,有实时性的要求。
由于上述原因,图像识别处理时应采取相应的算法,提取杂质的特征,进行模式识别,实现智能分析。
Color检测
一般而言,从彩色CCD相机中获取的图像都是RGB图像。也就是说每一个像素都由红(R)绿(G)篮(B)三个成分组成,来表示RGB色彩空间中的一个点。问题在于这些色差不同于人眼的感觉。即使很小的噪声也会改变颜色空间中的位置。所以无论我们人眼感觉有多么的近似,在颜色空间中也不尽相同。基于上述原因,我们需要将RGB像素转换成为另一种颜色空间CIELAB。目的就是使我们人眼的感觉尽可能的与颜色空间中的色差相近。
Blob检测
根据上面得到的处理图像,根据需求,在纯色背景下检测杂质色斑,并且要计算出色斑的面积以确定是否在检测范围之内。因此图像处理软件要具有分离目标,检测目标,并且计算出其面积的功能。
Blob分析(Blob Analysis)是对图像中相同像素的连通域进行分析,该连通域称为Blob。经二值化(Binary Thresholding)处理后的图像中色斑可认为是blob。Blob分析工具可以从背景中分离出目标,并可计算出目标的数量、位置、形状、方向和大小,还可以提供相关斑点间的拓扑结构。在处理过程中不是采用单个的像素逐一分析,而是对图形的行进行操作。图像的每一行都用游程长度编码(RLE)来表示相邻的目标范围。这种算法与基于象素的算法相比,大大提高处理速度。
结果处理和控制
应用程序把返回的结果存入数据库或用户指定的位置,并根据结果控制机械部分做相应的运动。
根据识别的结果,存入数据库进行信息管理。以后可以随时对信息进行检索查询,管理者可以获知某段时间内流水线的忙闲,为下一步的工作作出安排;可以获知近期内布匹的质量情况等等。
机器视觉在国内外的应用现状
在国外,机器视觉的应用普及主要体现在半导体及电子行业,其中大概40%-50%都集中在半导体行业。具体如PCB印刷电路:各类生产印刷电路板组装技术、设备;单、双面、多层线路板,覆铜板及所需的材料及辅料;辅助设施以及耗材、油墨、药水药剂、配件;电子封装技术与设备;丝网印刷设备及丝网周边材料等。SMT表面贴装:SMT工艺与设备、焊接设备、测试仪器、返修设备及各种辅助工具及配件、SMT材料、贴片剂、胶粘剂、焊剂、焊料及防氧化油、焊膏、清洗剂等;再流焊机、波峰焊机及自动化生产线设备。电子生产加工设备:电子元件制造设备、半导体及集成电路制造设备、元器件成型设备、电子工模具。机器视觉系统还在质量检测的各个方面已经得到了广泛的应用,并且其产品在应用中占据着举足轻重的地位。除此之外,机器视觉还用于其他各个领域。
而在中国,以上行业本身就属于新兴的领域,再加之机器视觉产品技术的普及不够,导致以上各行业
的应用几乎空白,即便是有,也只是低端方面的应用。目前在我国随着配套基础建设的完善,技术、资金的积累,各行各业对采用图像和机器视觉技术的工业自动化、智能化需求开始广泛出现,国内有关大专院校、研究所和企业近两年在图像和机器视觉技术领域进行了积极思索和大胆的尝试,逐步开始了工业现场的应用。其主要应用于制药、印刷、矿泉水瓶盖检测等领域。这些应用大多集中在如药品检测分装、印刷色彩检测等。真正高端的应用还很少,因此,以上相关行业的应用空间还比较大。当然、其他领域如指纹检测等等领域也有着很好的发展空间。
1.1机器视觉的概念
机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以人大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
半导体行业是最先利用机器视觉技术进行检测的行业,其他行业也随之而来。作为生产机械的OEM 的设计工程师,最基本的问题就是:“我是要检测这个部件还是整个这个产品”。检测可以得到高质量的产品,但是也会有这样的事实存在:检测成本或者产品质量要求并不需要这样的检测。比如说牙签,假设每一个装有500个牙签的盒子里有一两个不合恪,大多数人都不会怎么担心。但是对于很多产品,假如前面的盒了里装的不是牙签,而是针头,试想不合格品可能会带来什么样的后果,所以产品功能性的检测都是不可缺少的,即使只是外观检测,要证明内在的品质也必须要做到无缺陷。因此,为了达到这个目的,许多OEM将机器视觉世用到他们将要卖给用户的系统中。机器视觉能够为整个系统增值,表现在三个方面:提高生产效率,提高制造过程的精确性,减少成本。
那么,对于一个设计工程师来说,怎么样才能知道机器视觉是否适合他的系统呢?尽管最早的最基本的机器视觉系统在20世纪70年代引入,工业就将其视为主流应用。这就导致设计工程师要考虑它是否合适他们的应用,同时要考虑利用机器视觉检测的成本与其所能带来的利润。
高复杂度产品行业,比如说半导体行业和电子行业,由于它们的复杂性和小型化,从传统上推动着机器视觉市场的发展。但是如今,所有产业,包括自动化、制药、造纸等等都依靠机器视觉系统检测产品以提高产品质量。工业专家们预言:在未来的20年到50年,机器视觉将成为横跨所有行业的通用性技术,几乎所有出产的产品部会由机器视觉系统来检测。
使用机器视觉系统有以下五个主要原因:
精确性一由于人眼有物理条件的限制,在精确性上机器有明显的优点。即使人眼依靠放大镜或显微镜来检测产品,机器仍然会更加精确,因为它的精度能够达到千分之一英寸。
重复性一机器可以以相同的办法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品是完全相同的。
速度一机器能够更快的检测产品。特别是当检测高速运动的物体时,比如说生产线上,机器能够提高生产效率。
客观性一人眼检测还有一个致命的缺陷,就是情绪带来的主观性,检测结果会随工人心情好坏产生变化,而机器没有喜怒哀乐,检测的结果自然非常可观可靠。
成本一由于机器比人快,一台自动检测机器能够承担好几个人的任务。而且机器不需要停顿、不会生病、能够连续工作,所以能够极大的提高生产效率。
这个系统其中主要包括:照明光源、工件放置(夹具)、相机、位置传感器、控制逻辑、以及图像采集卡,图像处理软件、技术支持。
典型的基于PC的视觉系统通常由如图1.1.1所示的几部分组成:
图1.1.1基于PC的视觉系统基本组成
①、相机与镜头一这部分属于成像器件,通常的视觉系统都是由一套或者多套这样的成像系统组成,如果有多路相机,可能由图像采集卡切换来获取图像数据,也可能由同步控制同时获取多相机通道的数据。根据应用的需要相机可能是输出标准的单色视频(RS-170/CClR)、复合信号(Y/C)、RGB信号,也可能是非标准的逐行扫描信号、线扫描信号、高分辨率信号等。
②、光源--作为辅助成像器件,对成像质量的好坏往往能起到至关重要的作用,各种形状的LED灯、高频荧光灯、光纤卤素灯等都容易得到。
③传感器--通常以光纤开关、接近开关等的形式出现,用以判断被测对象的位置和状态,告知图像传感器进行正确的采集。
④、图像采集卡一通常以插入卡的形式安装在PC中,图像采集卡的主要工作是把相机输出的图像输送给电脑主机。它将来自相机的模拟或数字信号转换成一定格式的图像数据流,同时它可以控制相机的一些参数,比如触发信号,曝光/积分时间,快门速度等。图像采集卡通常有不同的硬件结构以针对不同类型的相机,同时也有不同的总线形式,比如PCI、PCI64、Compact PCI,PCI04,lSA等。
⑤、PC平台一电脑是一个PC式视觉系统的核心,在这里完成图像数据的处理和绝大部分的控制逻辑,对于检测类型的应用,通常都需要较高频率的CPU,这样可以减少处理的时间。同时,为了减少工业现场电磁、振动、灰尘、温度等的干扰,必须选择工业级的电脑。
⑥、视觉处理软件机器视觉软件用来完成输入的图像数据的处理,然后通过一定的运算得出结果,这个输出的结果可能是PASS/FAIL信号、坐标位置、字符串等。常见的机器视觉软件以C/C++图像库,ActiveX控件,图形式编程环境等形式出现,可以是专用功能的(比如仅仅用于LCD检测,BGA检测,模版对准等),也可以是通用目的的(包括定位、测量、条码/字符识别、斑点检测等)。
⑦、控制单元(包含I/O、运动控制、电平转化单元等)一一旦视觉软件完成图像分析(除非仅用于监控),紧接着需要和外部单元进行通信以完成对生产过程的控制。简单的控制可以直接利用部分图像采集卡自带的I/O,相对复杂的逻辑/运动控制则必须依靠附加可编程逻辑控制单元/运动控制卡来实现必要的动作。
上述的7个部分是一个基于PC式的视觉系统的基本组成,在实际的应用中针对不同的场合可能会有不同的增加或裁减。
机器视觉应用,机器视觉发展,机器视觉测距
机器视觉领域应用的拓展
机器视觉的应用研究,已经拓展到几乎每个可能的工业领域。最主要的应用行业,为汽车、制药、电子与电气、制造、包装/ 食品/ 饮料、医学等。在现代工业自动化生产中,涉及到各种各样的检查、测量和零件识别应用,例如汽车零配件尺寸检查和自动装配的完整性检查、电子装配线的元件自动定位、饮料瓶盖的印刷质量检查、产品包装上的条码和字符识别等。这类应用的共同特点是连续大批量生产、对外观质量的要求非常高。这种带有高度重复性和智能性的工作,过去是靠人工检测来完成。人工执行这些工序,在给工厂增加巨大的人工成本和管理成本的同时,仍然不能保证100%的检验合格率(即“零缺陷”)。0.1%的缺陷的存在,对企业在市场上的竞争也是极为不利的。有些时候,如微小尺寸的精确快速测量、形状匹配、颜色辨识等,用人眼根本无法连续稳定地进行。机器视觉的引入,代替传统的人工检测方法,避免了人眼的视觉疲劳。由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,机器视觉系统广泛地应用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术,极大地提高了投放市场的产品质量,提高了生产效率。典型的线径的在线检测与控制,如被加工工件的直径测量、铜线的拉线线径测量与控制,传统的接触式测量方法存在缺陷,人工在线测量是不可能的。采用线阵CCD线径测量方法,是较早期机器视觉成功应用的例证。机器视觉的特点是自动化、客观、非接触和高精度,与一般意义上的图像处理系统相比,机器视觉强调的是精度和速度,以及工业现场环境下的可靠性。机器视觉极适用于大批量生产过程中的测量、检查和辨识。线阵CCD在连续、扫描在线测量中的应用非常具有优势,如面积测量[8],不仅得到的结果准确,而且实时、快捷。再如,零件装配完整性、装配尺寸精度、零件加工精度、位置/ 角度测量、零件识别、特性/ 字符识别等。在零售业界,POS的终端设备,如条码识读机,也是线阵CCD在机器视觉上的典型应用。连续流动流体测量,如,透明管道水的澄清度、异物测量,为自来水、工业污水水质测量与控制,江河污染监测;此外,如在线食用油品油质监测,为保证生产出合格的油品提供保障。
随着图像处理和模式识别理论研究的进展,采用二维图像的机器视觉系统在最近几年得到了成功应用。
如指纹、掌纹、虹膜和人脸等食物特征识别的机器视觉系统,已经在机场、车站安检、考勤、门禁认证、海关通关等场合使用;在恐怖主义威胁下,不仅对人的识别更加重视,货物运输中也逐步考虑使用更加先进的机器视觉系统,如,采用计算机断层扫描技术的货物安检和成分识别研究正在开展。在医学诊疗过程中,病症的识别离不开机器视觉系统的使用。如,超声波、CT、磁共振、基于CCD的内窥镜等装备,在大、中型医院已经获得普遍推广。目前,国际上视觉系统的应用方兴未艾,国内,机器视觉系统也进入应用的快速发展期,主要的视觉系统采用进口,不同类型的应用,均可以采取购买成熟系统的方法。国内形成产品的视觉系统主要有,用于粮食的色选机、线径测量系统等。
机器视觉系统及典型应用分析
机器视觉系统形式多样,在不同的场景中应用所采用摄像装置也是不同的。主要区分为,线阵和面阵两类。工业视觉大多数使用线阵系统。下面列出部分使用线阵和面阵视觉系统的应用。
机器视觉的典型应用
(1)、纺织与服装:断纱检测;织染检测;布料、皮革形状检测。
(2)、食品与粮食:粮食异物检测、分拣与色选;饮料液位检测;生产日期、保质期字符识别;灌装
线上空瓶的破损、洁净检测。
(3)、特种检验:缆绳磨损与破损检测;容器与管道探伤;游乐设施速度检测;危险装备的在线状态检
测。
(4)、包装:外观完整性检测;条码识别;唛头、密封性检测。
(5)、机械制造:零部件外形尺寸检测;装配完整性检测;部件的定位与姿态识别;零件、发动机、底
盘等编号的同色凹字符识别。
(6)、邮政分拣:邮政编码识别;包裹物品检测。
(7)、海关与口岸指纹、掌纹、虹膜与人脸识别;货物识别;安检危险物品检测。
此外,机器视觉还广泛应用于集成电路检测、航空航天、军事国防、消防和公路交通等。下面通过一个具体的视觉系统来说明。
机器视觉在汽车辅助自动驾驶中的应用
在汽车的辅助自动驾驶中,机器视觉系统的典型应用,如图2 所示。机器视觉系统在其中的主要任务在于,完成对车辆前方、车辆后方和两侧,以及车内驾驶员行为等各种视觉信息的获取和处理,并完成辅助驾驶指令的发出。其中前方车辆和路况信息对安全驾驶起着关键作用。汽车辅助自动驾驶,是未来发展智能汽车的前提和基础。
图2 辅助自动驾驶的路况示意图
着重介绍该立体视觉系统,该系统已经完成实验室研究
示意图如图3 所示。在车辆前向对称位置,左右装置双目视觉的立体视觉系统。获取前方的车辆和路况信息,也包括道路标志信息。其基本原理是用两台CCD 摄像机以不同角度获取物体图像,通过空间物点在两幅图像中对应像点之间的几何位置关系来重构该物点的空间三维坐标。根据本车的速度和与前方车辆的相对位置或距离,不断检测前方视场范围内的车辆和环境信息,得到前方车辆的速度、车辆的高宽尺寸,并获取前方路况其他信息,如道路标志信息,路面障碍物信息等。根据得到的综合信息,辅助驾驶人员采取安全、有效的操控方式。达到高精度三维定位的一个关键前提是特征向量的选取以及高精度立体匹配。
图3 辅助自动驾驶的立体视觉系统示意图
过程如下:首先完成对采集到的图像进行灰度变换、直方图增强、平滑滤波等必要的预处理。需要指出的是,由于序列图像本身含有各种噪声干扰,且当目标运动速度过快时可能产生图像的“拉毛”现象,所以需要对图像进行平滑滤波。应用较多的高斯滤波器虽然能抑制高斯噪声,但它不能消除任何毛刺现象。考虑这种情况,系统采用了快速中值滤波(FM)算法。它的思想是,把数字图像中一个像素点的灰度值,用该点邻域中各点的中值替代,其中每次窗口沿着行平移一列后进行排序时,实际窗口内容变化的只是丢弃了最左侧的列取而代之的是一个新的右侧列,而其余的窗口下的像素值没有改变。该算法是一种很好的非线性滤波方法,可极大减小运算量,能消除脉冲干扰造成的孤立噪声,以及叠加白噪声和长尾叠加噪声,并可克服线性滤波器滤波结果中细节模糊的问题,能较好地保护边界信息。经过预处理后的图像序列成为可供计算机分析处理的图像。接下来是图像分割。主要实现运动区域、前方各种目标信息的检测。图像采集是在自然条件下进行的,考虑图像采集时间间隔短且总的采集时间不长,因此可以忽略视场内光线、背景等变化因素的干扰。实际工作中对于精确性和实时性的要求,采用了计算量小并且检测结果不受运动目标速度限制的差影法来进行运动检测,再利用迭代求得最佳灰度阈值对结果帧分割并二值化。
分割后的图像仍有可能含有少量的背景噪声干扰,进一步用形态学方法对其进行去噪。采用的结构元素是3 × 3 的中心对称结构。经过先闭后开(经实验验证:这比先开后闭得到的图像目标连通区域更光滑)的运算后的图像中基本上只留下完整的运动目标。
还需要通过提取适当的特征向量以及立体匹配来实目标的精确定位。主要步骤如下:特征提取和目标分类,先采用串行边界分割技术对图像中所有连通器区域进行边界跟踪运算,再求出各个连通区域的外接矩形和灰度面积等参数。对于多个运动目标的检测,可在求外接矩形的过程中,根据实际目标的形状大小、外接矩形尺寸和灰度面积进行匹配,以区分不同物体;立体匹配是立体视觉中最重要,也是最困难的步骤,是个不适定问题。当空间三维场景被投影为二维图像时,同一景物在不同视点下的图像中会有很大的不同。为了求解对应,人们通过增加适当的约束条件(如外极线约束、一致性约束、唯一性约束、连续性约束等)
来减少误匹配。本系统,在外极线约束的条件下再给出两个约束:
方向性约束由立体成像的几何特性知,对于场景中的同一空间物体点,其在左图像中的透视投影将相对于右图像水平方向移动距离d。基于该特性,在寻求左(右)图像中各特征点在右(左)图像中的对应点时,只需在右(左)图像中其对应的外极线上,向左(右)一定范围内搜索。而由于摄像机位置及其方向的测量误差和不确定性,匹配点可能不会准确地出现在右(左)图像平面中的外极线上,因此有必要在外极线的一个小邻域内进行搜索。
视差范围约束在运动检测之前的摄像机现场标定环节中,利用每个标定点在左右图像中形成的视差,可以得到一个大致的视差范围,从而给出一个视差范围约束。倘若特征点的视差超出这一范围,就认为是误匹配加以舍去。有了以上几个附加约束,就可以把每一时刻物体在左右摄像机中的信息综合起来,图像中对应的一小段极线附近搜索匹配点,而不是在整个对应图像上搜索。这样可以有效避免误匹配,缩短匹配时间。
结语
机器视觉是图像技术、模式识别技术,以及计算机技术发展的新的产物,是实现智能化、自动化、信息化的先进技术领域。机器视觉系统的应用,大大提高装备的智能化、自动化谁拼,提高装备的使用效率、可靠性等性能。随着新的技术、新的理论在机器视觉系统中的应用,机器视觉将在国民经济的各个领域发挥更大的作用,一方面可以带来新的产业增长点,向市场推广满足各种需求的机器视觉系统产品,产生直接的经济效益;另一方面,通过机器视觉系统的应用,更加有效地发挥自动化装备的效能,提升自动化生产水平,提高产品质量,带动整个产业的生产效率大幅提高。
机器视觉实例
1. 基于机器视觉的仪表板总成智能集成测试系统
EQ140-II汽车仪表板总成是我国某汽车公司生产的仪表产品,仪表板上安装有速度里程表、水温表、汽油表、电流表、信号报警灯等,其生产批量大,出厂前需要进行一次质量终检。检测项目包括:检测速度表等五个仪表指针的指示误差;检测24个信号报警灯和若干照明9灯是否损坏或漏装。一般采用人工目测方法检查,误差大,可靠性差,不能满足自动化生产的需要。基于机器视觉的智能集成测试系统,改变了这种现状,实现了对仪表板总成智能化、全自动、高精度、快速质量检测,克服了人工检测所造成的各种误差,大大提高了检测效率。
整个系统分为四个部分:为仪表板提供模拟信号源的集成化多路标准信号源、具有图像信息反馈定位的双坐标CNC系统、摄像机图像获取系统和主从机平行处理系统。
2. 金属板表面自动控伤系统
金属板如大型电力变压器线圈扁平线收音机朦胧皮等的表面质量都有很高的要求,但原始的采用人工目视或用百分表加控针的检测方法不仅易受主观因素的影响,而且可能会绘被测表面带来新的划伤。金属板表面自动探伤系统利用机器视觉技术对金属表面缺陷进行自动检查,在生产过程中高速、准确地进行检测,同时由于采用非接角式测量,避免了产生新划伤的可能。其工作原理图如图8-6所示;在此系统中,
采用激光器作为光源,通过针孔滤波器滤除激光束周围的杂散光,扩束镜和准直镜使激光束变为平行光并以45度的入射角均匀照明被检查的金属板表面。金属板放在检验台上。检验台可在X、Y、Z三个方向上移动,摄像机采用TCD142D型2048线陈CCD,镜头采用普通照相机镜头。CCD接口电路采用单片机系统。主机PC机主要完成图像预处理及缺陷的分类或划痕的深度运算等,并可将检测到的缺陷或划痕图像在显示器上显示。CCD接口电路和PC机之间通过RS-232口进行双向通讯,结合异步A/D转换方式,构成人机交互式的数据采集与处理。该系统主要利用线阵CCD的自扫描特性与被检查钢板X方向的移动相结合,取得金属板表面的三维图像信息。
3. 汽车车身检测系统
英国ROVER汽车公司800系列汽车车身轮廓尺寸精度的100%在线检测,是机器视觉系统用于工业检测中的一个较为典型的例子,该系统由62个测量单元组成,每个测量单元包括一台激光器和一个CCD摄像机,用以检测车身外壳上288个测量点。汽车车身置于测量框架下,通过软件校准车身的精确位置。
测量单元的校准将会影响检测精度,因而受到特别重视。每个激光器/摄像机单元均在离线状态下经过校准。同时还有一个在离线状态下用三坐标测量机校准过的校准装置,可对摄像顶进行在线校准。
检测系统以每40秒检测一个车身的速度,检测三种类型的车身。系统将检测结果与人、从CAD模型中撮出来的合格尺寸相比较,测量精度为±0.1mm。ROVER的质量检测人员用该系统来判别关键部分的尺寸一致性,如车身整体外型、门、玻璃窗口等。实践证明,该系统是成功的,并将用于ROVER公司其它系统列汽车的车身检测。
4. 纸币印刷质量检测系统:
该系统利用图像处理技术,通过对纸币生产流水线上的纸币20多项特征(号码、盲文、颜色、图案等)进行比较分析,检测纸币的质量,替代传统的人眼辨别的方法。
5. 智能交通管理系统:
通过在交通要道放置摄像头,当有违章车辆(如闯红灯)时,摄像头将车辆的牌照拍摄下来,传输给中央管理系统,系统利用图像处理技术,对拍摄的图片进行分析,提取出车牌号,存储在数据库中,可以供管理人员进行检索。
6. 金相分析:
金相图象分析系统能对金属或其它材料的基体组织、杂质含量、组织成分等进行精确、客观地分析,为产品质量提供可靠的依据。
机器视觉技术发展趋势
有人会说这些年来机器视觉技术的进步一直在提高。然而,当回望过去的35年,功能上的差异是巨大的。最早的机器视觉系统需要微计算机,而且它们的功能很有限。首先认识到微处理器的潜能的其中一个公司是物体识别系统,也是我的老母校。最早的微处理器没有很大的计算能力,因此基本的模式识别算法不得不被舍弃。好消息是可以做灰度级的处理算法,但坏消息是能做灰度级的处理算法而不能在好的灰度比例变化与坏的灰度比例变化之间做出判别。因此,除非有一个全职的工程师来管理这些设置,错误拒
绝的数目是紊乱的,在那个时期的其他机器视觉系统也好不了哪里去。许多的硬件都被设计来完成更复杂的图像处理算法,但是,这些只是在少量算法下才会很好工作,对于一个应用经常没必要用最好的算法。这些早期技术在一些应用中体现出重大的进步,比如光源,相机和物体的物理排列,特别是为自身设计的光源,还有它们之间的连接。优化分段处理是减少计算大量图像处理算法的关键。
幸运地是今天机器视觉的潜在计算技术在这些年里取得了很大的进步。结果是产生出更多成功的应用。配备机器视觉的很多产品都是可用的。在10~15年以前可用的性能优于机器视觉工具包的视觉传感器在今天已是普遍使用了。在一些情况下,智能相机结合处理大多数计算任务的FPGA,DSP和微处理器则会更具有智能性。具有多种连接性的数字摄像机能将一台个人电脑变成一个机器视觉系统。在这里电脑可能需要配备更智能的帧采集器,它可以插在电脑上,处理大多数图像处理任务。在这些产品中内在的计算能力的不断提高,基于拥有权设计的机器视觉硬件在下滑。越来越多的特殊应用机器视觉系统能由一个或另一个配备的机器视觉排列来处理。
对这篇文章作出贡献的个人有下面这些:
Rene Voorwinden:Technical Director-Arvoo
Ben Dawson:Director of Strategic Development -DALSA (ipd)
Stephane Francois:Executive Vice President - Leutron Vision, Inc.
William Munroe:Director of Marketing-Microvision
Dr. Lutz Kreutzer:Marketing Manager -MVTec
Karl Gunnarsson:Vision Manager - SICK
Endre Toth:Director Business Development-Vision Components
您在已经在机器视觉中使用的可配置的视觉产品(智能相机,嵌入式视觉处理器,基于PC的引擎,帧采集器等等)中预见到什么发展趋势?
[Rene]在我看来,Arvoo在图像处理硬件的一个主要趋势是相机与处理器的集成。主要供应商中的许多只提供智能相机或集成的视觉处理器,其他的是集成了一些CCD或CMOS设备。我们相信紧凑方案有市场,尽管它主要是低级的应用市场。除此之外,终端用户的学习是非常重要的,基于智能相机的DSP或FPGA 对于那些无经验的编程者来说可以充分发挥应用开发时间的优势。考虑到开发时间投入市场时间,用知名的操作系统,比如Linux,RT Linux,QNX或Ecos的方案通常是首选的。
来自在一个操作系统上运行的智能相机的主要问题是大多数都在一个基本用途的处理器上运行,比如Pentium Mobile,Power PC等等。这些处理器有较高的发热性,导致在相机内部有很高的温度。众所周知,温度会影响图像处理的许多功能,这将导致损失精度和产生许多随机噪声。
针对高端终端应用,ARVOO将图像获取(比如:帧采集器)和图像处理集成到一个视频处理器中。这个视频处理器被图像处理设备分离(比如:相机)。在这个架构下,我们在允许的产热量(大约20W)没有影响图像处理过程的条件下提供一个高处理能力。机架固定方案能够很好地应用于多个相机应用,二维和三维图像处理。在一个系统中通过千兆以太网连接多个单元,但只允许在个宽范围内安装它们。
[Ben]机器视觉将继续从降低成本和增加处理器,内存和其他组件的性能中获利。在IPD,我们看到机器视觉中有三个发展趋势。第一,机器视觉系统的用户接口会引起越来越多的关注。用户接口通常是最后考虑的,这需要从算法设计者不断贡献中来建立。结果可能对设计者有意义,但对于用户来说需要较长的时间去学习。在IPD,我们从接口开始,并通过可接受的人为因素来使得我们的视觉系统易于使用的方法来建立。
第二个趋势是使机器视觉工具成为使用简单的专用工具。与一个复杂的多功能的基本视觉系统相反,我们的工具针对于一类问题。这个在特定知识领域上建立,会极大地减少需要使用一个机器视觉工具的专
家知识。举个例子,一个传统机器视觉系统有许多不同的你可能用于检测一个零件的边缘检测算子。如果你知道你正在做的,这个弹性就很好,但是让大多数用户不知道从哪里开始。与此相反,我们提供知道那些需要去做和为测量选择算法的尺度检测工具。我们把视觉专家知识生成一个工具包,以便用户只是专注于他们的任务而不是变成一个视觉专家。
第三个趋势是增加视觉系统的智能以使它能克服更多的环境变化。比如,与让用户去装置一个零件到一个特殊的位置不同,我们使用视觉搜索去寻找视场里的部件。或者再比如,我们使用能不受亮度变化影响的算法,以使部件照明简化。结合趋势二与三,我们有为专门应用而设计的视觉系统,比如监测标签。在这样的情况下,视觉系统理解最终任务,使用熟悉且适用于这个任务的接口。视觉商家必须平衡易于使用与市场大小,还有携带多个产品的成本。
[Stephane]技术趋势有包含PCIe和FPGA的帧采集器,多个GigE视觉相机,图像转化可靠性。GigE 视觉(和USB2.0)要求新的设计。市场对解决特殊应用,不论是具有诸多功能的(用于不止一个系统),还是针对特殊应用的(对单个系统易于集成),都是有需求的。对于更多特征,价格总是会继续下降。
[Bill] 在过去的许多年里,机器视觉和条形码读取技术已经聚合到一个我们提到的智能相机或码图像机的新空间中。在这个新的集中技术空间中,有许多趋向涌现出,它们很可能在接下来的几年中推动工业的发展。其中之一就是消费群中使用数字相机的增加。今天你能用手机,PDA或小于一张商业卡的超薄相机就能很容易的获得高质量的图像。这会刺激消费者接受数字相机,我期望在商用视觉群中看到波动。
视觉技术将变得越来越能干,甚至易于使用且低价格。这跟在25年前紧凑显示器出现一样,当成千上万的消费者开始买基于激光二级管技术的CD播放器时,结果是可靠性在提高,激光二级管价格的急剧下降使得生产条码扫描设备的生产商逐渐增多,昂贵的氦氖激光管比便宜的二极管的小许多。就在CD播放器使用仅仅几年之后,大多数条码扫描器使用二级管。在今天看来,我期望看到商业视觉系统尺寸越来越小,高分辨率和更低成本。作为做基层和系统的工程师来说,看到这些新视觉系统的价格下降,机器视觉应用就应当打开。
第二个技术趋势可能是会更重要,即大力提高图像处理软件工具。图像处理能力和速度的增长一直以来由硬件上的提高来驱动,因此更好的开发工具会使得软件开发者开发更容易且更快,让他们开发出对于一个给定应用的需求,只需要个别修改的图像处理方案。
跟建立一个新的工业视觉系统一起的我们遇到的更多的物理复杂性可能由易于使用的软件控制选择所替代。这对做基层的工程师有利,会帮助打开智能相机和条码图像机的新的应用。
[Lutz] 我们看到与潜在技术相关的一些趋向包括:双核-对于使用并行软件64 CPU/64 Bit XP来说是基本需求,全面支持64Bit的增长速度,更多处理空间,更大的图像。
机器视觉中使用工业镜头的计算
机器视觉中使用工业镜头的计算方式
1、WD 物距工作距离(Work Distance,
WD)。
2、FOV 视场视野(Field of View,FOV)
3、DOV 景深(Depth of Field)。
4、Ho:视野的高度
机器视觉测量技术 杨永跃 合肥工业大学 2007.3
目录第一章绪论 1.1 概述 1.2 机器视觉的研究内容 1.3 机器视觉的应用 1.4 人类视觉简介 1.5 颜色和知觉 1.6 光度学 1.7 视觉的空间知觉 1.8 几何基础 第二章图像的采集和量化 2.1 采集装置的性能指标 2.2 电荷藕合摄像器件 2.3 CCD相机类 2.4 彩色数码相机 2.5 常用的图像文件格式 2.6 照明系统设计 第三章光学图样的测量 3.1 全息技术 3.2 散斑测量技术 3.3 莫尔条纹测量技术 3.4 微图像测量技术 第四章标定方法的研究 4.1 干涉条纹图数学形成与特征 4.2 图像预处理方法 4.3 条纹倍增法 4.4 条纹图的旋滤波算法 第五章立体视觉 5.1 立体成像
5.2 基本约束 5.3 边缘匹配 5.4 匹域相关性 5.5 从x恢复形状的方法 5.6 测距成像 第六章标定 6.1 传统标定 6.2 Tsais万能摄像机标定法 6.3 Weng’s标定法 6.4 几何映射变换 6.5 重采样算法 第七章目标图像亚像素定位技术 第八章图像测量软件 (多媒体介绍) 第九章典型测量系统设计分析9.1 光源设计 9.2 图像传感器设计 9.3 图像处理分析 9.4 图像识别分析 附:教学实验 1、视觉坐标测量标定实验 2、视觉坐标测量的标定方法。 3、视觉坐标测量应用实验 4、典型零件测量方法等。
第一章绪论 1.1 概述 人类在征服自然、改造自然和推动社会进步的过程中,面临着自身能力、能量的局限性,因而发明和创造了许多机器来辅助或代替人类完成任务。智能机器或智能机器人是这种机器最理想的模式。 智能机器能模拟人类的功能、能感知外部世界,有效解决问题。 人类感知外部世界:视觉、听觉、嗅觉、味觉、触觉 眼耳鼻舌身 所以对于智能机器,赋予人类视觉功能极其重要。 机器视觉:用计算机来模拟生物(外显或宏观)视觉功能的科学和技术。 机器视觉目标:用图像创建或恢复现实世界模型,然后认知现实世界。 1.2 机器视觉的研究内容 1 输入设备成像设备:摄像机、红外线、激光、超声波、X射线、CCD、数字扫描仪、 超声成像、CT等 数字化设备 2 低层视觉(预处理):对输入的原始图像进行处理(滤波、增强、边缘检测),提取角 点、边缘、线条色彩等特征。 3 中层视觉:恢复场景的深度、表面法线,通过立体视觉、运动估计、明暗特征、纹理 分析。系统标定 4 高层视觉:在以物体为中心的坐标系中,恢复物体的完整三维图,识别三维物体,并 确定物体的位置和方向。 5 体系结构:根据系统模型(非具体的事例)来研究系统的结构。(某时期的建筑风格— 据此风格设计的具体建筑) 1.3 机器视觉的应用 工业检测—文件处理,毫微米技术—多媒体数据库。 许多人类视觉无法感知的场合,精确定量感知,危险场景,不可见物感知等机器视觉更显其优越十足。 1 零件识别与定位
2012研究生机器视觉课程检测及课程设计内容 一、回答下列问题: 1、什么是机器视觉,它的目标是什么?能否画出机器视觉检测系统的结构方 块图,并说出它们的工作过程原理和与人类视觉的关系? 机器视觉是机器(通常指计算机)对图像进行自动处理并报告“图像中有什么”的过程,也就是说它识别图像中的内容。图像中的内容往往是某些机器零件,而处理的目标不仅要能对机器零件定位,还要能对其进行检验。 原始数据特征向量类别标识 特征度量模式分类器 机器视觉系统的组成框图 2、在机器视觉检测技术中:什么是点视觉技术、一维视觉技术、二维视觉技 术、三维视觉技术、运动视觉技术、彩色视觉技术、非可见光视觉技术等? 能否说出他们的应用领域病句、案例?能否描述它们的技术特点? 答:点视觉:用一个独立变量表示的视觉称之为点视觉。如应用位移传感器测量物体的移动速度。 一维视觉:普通的CCD。 两维视觉:用两个独立变量表示的视觉称之为两维视觉。比如普通的CCD。 三维视觉:用三个独立变量表示的视觉称之为三维视觉。比如用两个相机拍摄(双目视觉);或者使用一个相机和一个辅助光源。 彩色视觉:用颜色作为变量的视觉称之为彩色视觉。物体的颜色是由照 射光源的光谱成分、光线在物体上反射和吸收的情况决定的。比如,一 个蓝色物体在日光下观察呈现蓝色,是由于这个物体将日光中的蓝光 反射出来,而吸收了光谱中的其他部分的光谱,而同样的蓝色物体, 在红色的光源照射下,则呈现红紫色, 非可见光视觉技术:用非可见光作为光源的视觉技术。比如非可见光成像技术。
3、机器视觉检测技术中:光源的种类有哪些?不同光源的特点是什么?光照 方式有几种?不同光照方式的用途是什么?又和技术特点和要求? 机器视觉检测技术中光源有以下几种:荧光灯,卤素灯+光纤导管,LED 光源,激光,紫外光等。几种光源的特点如下: 成本亮度稳定度使用寿命复杂设计温度影响种类名 称 荧光灯低差差一般低一般 卤素灯+光纤导管高好一般差一般差LED光源一般一般好好高低光照方式有以下几种: 背景光法(背光照射)是将被测物置于相机和光源之间。这种照明方式的优点是可将被测物的边缘轮廓清晰地勾勒出来。由于在图像中,被测物所遮挡的部分为黑色,而未遮挡的部分为白色,因此形成“黑白分明”的易于系统分析的图像。此方法被应用于90%的测量系统中。 前景光法(正面照射)是将灯源置于被测物和相机之前。又可分为明场照射和暗场照射。明场照射是为了获得物体的几乎全部信息,照射物体的光在视野范围之内几乎全部反射回去;暗场照射是为了获取物体表面的凹凸,照射物体的光在视野范围之外有部分光反射回去。 同轴光法是将灯源置于被测物和相机之间。 4、机器视觉检测系统中,光学系统的作用是什么?光学器件有哪几种,它们 各自的作用是什么?光学镜头有几种类型,它们各自有何用途?光学镜头有哪些技术参数,各自对测量有什么影响? 答:机器视觉检测系统中,光学系统用来采集物体的轮廓、色彩等信息。 光学器件主要有:镜头、成像器件(CCD和CMOS)、光圈、快门等。 镜头的作用是对成像光线进行调焦等处理,使成像更清晰;成像器件的作用是将光学图像转换成模拟电信号;光圈的作用如同人得瞳孔, 控制入射光的入射量,实现曝光平衡;快门的作用是将想要获取的光学
什么是机器视觉技术?试论述其基本概念和目的。答:机器视觉技术是是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。机器视觉主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。机器视觉技术最大的特点是速度快、信息量大、功能多。机器视觉是用机器代替人眼来完成观测和判断,常用于大批量生产过程汇总的产品质量检测,不适合人的危险环境和人眼视觉难以满足的场合。机器视觉可以大大提高检测精度和速度,从而提高生产效率,并且可以避免人眼视觉检测所带来的偏差和误差。机器视觉系统一般由哪几部分组成?试详细论述之。答:机器视觉系统主要包括三大部分:图像获取、图像处理和识别、输出显示或控制。图像获取:是将被检测物体的可视化图像和内在特征转换成能被计算机处理的一系列数据。 该部分主要包括,照明系统、图像聚焦光学系统、图像敏感元件(主要是CCD和CMOS采 集物体影像。 图像处理和识别:视觉信息的处理主要包括滤波去噪、图像增强、平滑、边缘锐化、分割、图像识别与理解等内容。经过图像处理后,图像的质量得到提高,既改善了图像的视觉效果又便于计算机对图像进行分析、处理和识别。 输出显示或控制:主要是将分析结果输出到显示器或控制机构等输出设备。试论述机器视觉技术的现状和发展前景。 答:。机器视觉技术的现状:机器视觉是近20?30年出现的新技术,由于其固有的柔性好、 非接触、快速等特点,在各个领域得到很广泛的应用,如航空航天、工业、军事、民用等等领域。 发展前景:随着光学传感器、信息技术、信号处理、人工智能、模式识别研究的不断深入和计算机性价比的不断提高,机器视觉技术越来越成熟,特别是市面上已经有针对机器视觉系统开发的企业提供配套的软硬件服务,相信越来越多的客户会选择机器视觉系统代替人力进行工作,既便于管理又节省了成本。价格持续下降、功能逐渐增多、成品小型化、集成产品增多。 机器视觉技术在很多领域已得到广泛的应用。请给出机器视觉技术应用的三个实例并叙述之。答:一、在激光焊接中的应用。通过机器视觉系统,实时跟踪焊缝位置,实现实时控制,防止偏离焊缝,造成产品报废。 二、在火车轮对检测中的应用,通过机器视觉系统抓拍轮对图像,找出轮对中有缺陷的轮对,提高检测精度和速度,提高效率。 三、大批量生产过程中的质量检查,通过机器视觉系统,对生产过程中的产品进行质量检查 跟踪,提高生产效率和准确度。 什么是傅里叶变换,分别绘出一维和二维的连续及离散傅里叶变换的数学表达式。论述图像傅立叶变换的基本概念、作用和目的。 答:傅里叶变换是将时域信号分解为不同频率的正弦信号或余弦函数叠加之和。一维连续函数的傅里叶变换为:一维离散傅里叶变换为:二维连续函数的傅里叶变换为:二维离散傅里叶变换为: 图像傅立叶变换的基本概念:傅立叶变换是数字图像处理技术的基础,其通过在时空域和频率域来回切换图像,对图像的信息特征进行提取和分析,简化了计算工作量,被喻为描述图像信息的第二种语言,广泛应用于图像变换,图像编码与压缩,图像分割,图像重建等。作用和目的:图像的频率是表征图像中灰度变化剧烈程度的指标,是灰度在平面空间上的梯度。傅立叶变换的物理意义是将图像的灰度分布函数变换为图像的频率分布函数,傅立叶逆变换是将图像的频率分布函数变换为灰度分布函数。图像灰度变换主要有哪几种形式?各自的特点和作用是什么? 答:灰度变换:基于点操作,将每一个像素的灰度值按照一定的数学变换公式转换为一个新的灰度值。灰度变换是图像增强的一种重要手段,它可以使图像动态范围加大,使图像的对比度扩展,
2005年3月 农业机械学报 第36卷第3期 基于机器视觉的轴承内外径尺寸检测系统 雷良育 周晓军 潘明清 【摘要】 开发了适应大批量流水线生产和检测需要的轴承内外径机器视觉检测系统。对系统的机械及运动控制部分以及光学成像系统等进行了设计,提出了一种利用多项式插值精确测量轴承边缘点位置的方法,分析提出了将锐化图像进行再滤波的技术,优化了轴承图像内外径尺寸的边缘获取的技术路线。检测结果表明,系统具有非接触、在线实时、速度快、精度合适、现场抗干扰能力强等优点,能实现产品的零废品生产的目标。 关键词:轴承 直径 自动检测 机器视觉中图分类号:T P 391;TH 13313 文献标识码:A M ach i ne V ision System for I nner and Outer D i am eters I n spection of a Bear i ng L ei L iangyu Zhou X iao jun Pan M ingqing (Z hej iang U n iversity ) Abstract A m ach ine visi on system fo r in specti on of inner and ou ter diam eters of bearings w as developed fo r a p i peline p roducti on and in sp ecti on .T he m echan ical and m ovem en t con tro l un its ,as w ell as its op tical i m aging system ,w ere designed .A p recisi on m easu ring m ethod w ith po lynom ial in terpo lati on w as develop ed to m easu re bearing edges . B esides ,a re 2filtering techn ique w as adop ted to op ti m ize the techn ical rou te .T he m easu ring resu lts show ed that the system had advan tages of non 2con tact ,on 2line ,real ti m e and rap id speed ,as w ell as app rop riate p recisi on and strong an ti 2jamm ing . Key words B earing ,D iam eter ,A u tom atic m easu ring ,M ach ine visi on 收稿日期:20030922 雷良育 浙江大学现代制造工程研究所 博士生 副教授(江苏技术师范学院),310027 杭州市周晓军 浙江大学现代制造工程研究所 教授 博士生导师潘明清 浙江大学现代制造工程研究所 博士生 引言 目前,我国大多数轴承生产厂家在轴承尺寸精度的检测方面还是依靠机械式、光学式等测量仪器,手段比较落后。这种依靠人力的随机抽样检测方法检测效率低、精度低、易于引进人为误差。随着现代制造业的发展,传统的检测技术已不能满足其需要,现代制造强调实时、在线、非接触检测,因而对轴承尤其是精密轴承的测量提出了越来越高的要求。为了适应轴承制造业生产批量大、质量要求严格、检测任务繁重的特点以及自动化流水线作业、实现产品100%检测目标的要求,需要研究新型的产品检测技 术。机器视觉检测技术具有非接触、速度快、精度合适、现场抗干扰能力强等突出的优点,能很好地满足现代制造业的需求,在实际中显示出广阔的应用前景。应用机器视觉检测技术,研制了基于机器视觉的轴承内外径尺寸检测系统[1~4]。 1 系统工作原理与设计 111 工作原理 轴承内外径机器视觉检测系统由线阵CCD 传感器、光学系统、计算机图像采集和处理系统、机械运动工作平台等部分组成,其系统结构框图如图1所示。 系统的工作原理:被测轴承在机械运动工作平
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 机器视觉思考题及其答案 1.什么是机器视觉技术?试论述其基本概念和目的。 答:机器视觉技术是是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。 机器视觉主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。 机器视觉技术最大的特点是速度快、信息量大、功能多。 机器视觉是用机器代替人眼来完成观测和判断,常用于大批量生产过程汇总的产品质量检测,不适合人的危险环境和人眼视觉难以满足的场合。 机器视觉可以大大提高检测精度和速度,从而提高生产效率,并且可以避免人眼视觉检测所带来的偏差和误差。 2.机器视觉系统一般由哪几部分组成?试详细论述之。 答:机器视觉系统主要包括三大部分:图像获取、图像处理和识别、输出显示或控制。 图像获取:是将被检测物体的可视化图像和内在特征转换成能被计算机处理的一系列数据。 该部分主要包括,照明系统、图像聚焦光学系统、图像敏感元件(主要是 CCD 和 CMOS)采集物体影像。 图像处理和识别:视觉信息的处理主要包括滤波去噪、图像增强、 1/ 19
平滑、边缘锐化、分割、图像识别与理解等内容。 经过图像处理后,图像的质量得到提高,既改善了图像的视觉效果又便于计算机对图像进行分析、处理和识别。 输出显示或控制:主要是将分析结果输出到显示器或控制机构等输出
机器视觉测量技术杨永跃合肥工业大学 2007.3 目录 第一章绪论 1.1 概述 1.2 机器视觉的研究内容 1.3 机器视觉的应用 1.4 人类视觉简介 1.5 颜色和知觉 1.6 光度学 1.7 视觉的空间知觉 1.8 几何基础 第二章图像的采集和量化 2.1 采集装置的性能指标 2.2 电荷藕合摄像器件 2.3 CCD 相机类 2.4 彩色数码相机 2.5 常用的图像文件格式
2.6 照明系统设计 第三章光学图样的测量 3.1 全息技术 3.2 散斑测量技术 3.3 莫尔条纹测量技术 3.4 微图像测量技术 第四章标定方法的研究 4.1 干涉条纹图数学形成与特征4.2 图像预处理方法 4.3 条纹倍增法 4.4 条纹图的旋滤波算法 第五章立体视觉 5.1 立体成像 2 5.2 基本约束 5.3 边缘匹配 5.4 匹域相关性 5.5 从 x 恢复形状的方法 5.6 测距成像
第六章标定 6.1 传统标定 6.2 Tsais 万能摄像机标定法 6.3 Weng ’ s 标定法 6.4 几何映射变换 6.5 重采样算法 第七章目标图像亚像素定位技术第八章图像测量软件 (多媒体介绍 第九章典型测量系统设计分析9.1 光源设计 9.2 图像传感器设计 9.3 图像处理分析 9.4 图像识别分析 附:教学实验 1、视觉坐标测量标定实验 2、视觉坐标测量的标定方法。 3、视觉坐标测量应用实验 4、典型零件测量方法等。
3 第一章绪论 1.1 概述 人类在征服自然、改造自然和推动社会进步的过程中,面临着自身能力、能量的局限性, 因而发明和创造了许多机器来辅助或代替人类完成任务。智能机器或智能机器人是这种机器最理想的模式。 智能机器能模拟人类的功能、能感知外部世界,有效解决问题。 人类感知外部世界:视觉、听觉、嗅觉、味觉、触觉 眼耳鼻舌身 所以对于智能机器,赋予人类视觉功能极其重要。 机器视觉:用计算机来模拟生物(外显或宏观视觉功能的科学和技术。 机器视觉目标:用图像创建或恢复现实世界模型,然后认知现实世界。 1.2 机器视觉的研究内容 1 输入设备成像设备:摄像机、红外线、激光、超声波、 X 射线、 CCD 、数字扫描仪、超声成像、 CT 等 数字化设备 2 低层视觉(预处理 :对输入的原始图像进行处理(滤波、增强、边缘检测 ,提取角点、边缘、线条色彩等特征。 3 中层视觉:恢复场景的深度、表面法线,通过立体视觉、运动估计、明暗特征、纹理分析。系统标定
数字图像处理与机器视觉 2015-2016期末试卷参考答案南昌大学研究生2015,2016年第2学期期末考试试卷 试卷编号: (开)卷课程名称: 数字图像处理与机器视觉适用班级: 2015级硕士研究生姓名: 学号: 专业: 学院: 机电工程学院考试日期: 题号一二三四五六七八九十总分累分人 签名题分 10 15 15 10 20 30 100 得分 考生注意事项:1、本试卷共4页,请查看试卷中是否有缺页或破损。如有请报告以便更换。 2、使用A4答题纸,注意装订线。 一、单项选择题(从下列各题四个备选答案中选出一个正确答案,并将其 代号填在题前的括号内。每小题1分,共10分) ( b )1.图像与灰度直方图间的对应关系是: a.一一对应 b.多对一 c.一对多 d.都不对 ( d )2. 下列算法中属于图象平滑处理的是: a.Hough变换法 b.状态法 c.高通滤波 d. 中值滤波 ( c )3.下列算法中属于图象锐化处理的是: a.局部平均法 b.最均匀平滑法 c.高通滤波 d. 中值滤波 ( d )4. 下列图象边缘增强算子中对噪声最敏感的是: a.梯度算子 b.Prewitt算子 c.Roberts算子 d. Laplacian算子 ( b )5. 下列算法中属于点处理的是: a.梯度锐化 b.二值化 c.傅立叶变换 d.中值滤波 ( d )6.下列算子中利用边缘灰度变化的二阶导数特性检测边缘的是:
a.梯度算子 b.Prewitt算子 c.Roberts算子 d. Laplacian算子 ( c )7.将灰度图像转换成二值图像的命令为: a.ind2gray b.ind2rgb c.im2bw d.ind2bw ( d )8.数字图像处理的研究内容不包括: a.图像数字化 b.图像增强 c.图像分割 d.数字图像存储 ( d )9.对一幅100?100像元的图象,若每像元用,bit表示其灰度值,经霍夫曼编码后图象的压缩比为2:1,则压缩图象的数据量为: a.2500bit b.20000bit c.5000bit d.40000bit ( b )10.图像灰度方差说明了图像哪一个属性: a.平均灰度 b.图像对比度 c.图像整体亮度 d.图像细节 第 1 页 二、填空题(每空1分,共15分) l. 图像处理中常用的两种邻域是 4-邻域和 8-邻域。 2.图象平滑既可在空间域中进行,也可在频率域中进行。 3.常用的灰度内插法有最近邻元法、双线性内插法和三次内插法。 4. 低通滤波法是使高频成分受到抑制而让低频成分顺利通过,从而实现图像平滑。 5.Prewitt边缘检测算子对应的模板是和。 -1 -1 -1 -1 0 1 0 0 0 -1 0 1 1 1 1 -1 0 1 (不分先后) 6.图像压缩系统是有编码器和解码器两个截然不同的结构块组成的。 7.灰度直方图的纵坐标是该灰度出现的频率。 8.依据图象的保真度,图象编码可分为无失真(无损)编码和有失真(有损)编码两 种。
华南农业大学期末考查试题 2009~2010学年第2学期考试科目:《机器视觉》 考试类型:开放考查作业提交时间:2010.12.15 学号:姓名:年级专业 题号一二三四五六七总分 得分 评阅人………………………………………………………………………………………………………… 一、填空题(每题2分,共16分) 1.图像数字化包括采样和量化两过程。 2.图像处理中常用的两种邻域是3×3和5×5。 3.从图像工程的角度上,机器视觉过程一般分为四个阶段,包括数字化成像、图像处理、图像分析和模型匹配等。图像分割技术是由图像处理向图像分析阶段过渡过程中必须的。 4.机器视觉系统通常由光源、光学成像系统、图像捕捉系统、图像采集与数字化、智 能图像处理与决策模块和控制执行机构等部分组成。 5.一般来说,采样间距越大,图像数据量越少,质量越低;反之亦然。 6.结构元素S在区域X内移动时其原点位置的集合就是S对X的腐蚀。 7.图像分割方法可以分成基于边缘的分割和基于区域的分割两类,前者是利用不同目标间像素属的不连续性实现目标分割的。 8.常见的一阶微分边缘检测算子有正交梯度算子、平滑梯度算子和Roberts等算子。 二、选择题(每题1分,共9分) 1.一幅灰度级均匀分布的图像,其灰度范围在[0,255],则该图像像素的存储位数为d。 a.2 b.4 c.6 d.8 2.图像与灰度直方图间的对应关系是:b。 a.一一对应 b.多对一 c.一对多 d.多对多 3.下列关于区域形状的特征描述中,不正确是:b。 a.矩形度是物体面积与其最小外接矩形面积之比 b.边界的形状数具有平移、旋转和比例缩放不变性 c.当区域为圆时,圆形度达到最大值1
研究背景: 产品表面质量是产品质量的重要组成部分,也是产品商业价值的重要保障。产品表面缺陷检测技术从最初的依靠人工目视检测到现在以CCD 和数字图像处理技术为代表的计算机视觉检测技术,大致经历了三个阶段,分别是传统检测技术阶段、无损检测技术阶段、计算机视觉检测技术阶段。[] 传统检测技术 (1)人工目视检测法 (2)频闪检测法 无损检测技术 (1)涡流检测法 (2)红外检测法 (3)漏磁检测法 计算机视觉检测技术 (1)激光扫描检测法 (2)CCD 检测法 采用荧光管等照明设备,以一定方向照射到物体表面上,使用CCD摄像机来扫描物体表面,并将获得的图像信号输入计算机,通过图像预处理、缺陷区域的边缘检测、缺陷图像二值化等图像处理后,提取图像中的表面缺陷的相关特征参数,再进行缺陷图像识别,从而判断出是否存在缺陷及缺陷的种类信息等。 优点:实时性好,精确度高,灵活性好,用途易于扩充,非接触式无损检测。 基于机器视觉的缺陷检测系统优点: 集成化生产缩短产品进入市场时间改进生产流程100%质量保证实时过程监控提高产量精确检测100%检测 由于经济和技术原因国内绝大多数图像处理技术公司都以代理国外产品为主,没有或者很少涉足拥有自主知识产权的机器视觉在线检测设备,对视觉技术的开发应用停留在比较低端的小系统集成上,对需要进行大数据量的实时在线检测的研究很少也很少有成功案例,但是随着国内经济发展和技术手段不断提高对产品质量检测要求就更高,对在线检测设备的需求也就更大具有巨大的市场潜力。 机器视觉图像处理技术是视觉检测的核心技术 铸件常见缺陷:砂眼气孔缩孔披缝粘砂冷隔掉砂毛刺浇不足缺陷变形 问题的提出: 1.水渍、污迹等不属于铸件缺陷,但由于其外观形貌与缺陷非常类似, 因此易被检测系统误识为缺陷。从目前发表的文献来看,对于伪缺陷的识别率较低。 2.不同种缺陷之间可能存在形状、纹理等方面的相似性,造成缺陷误判。 国外研究发展现状: 20 世纪90 年代后,基于机器视觉检测系统的自动化功能和实用化水平得到了进一步的提高。 1990 年芬兰Rautaruukki New Technology公司研制了Smartivis表面检测系统[],该系统具有自学习分类功能,应用机器学习方法对决策树结构进行自动设计优化。 1996 年美国Cognex公司研发了一套iLearn自学习分类器软件系统并应用于其研制了iS-2000 自动检测系统。通过这两套系统的无缝衔接,极大地提高了检测系统实时的运算速度,有效的改进了传统自学习分类方法在算法执行速度、数据实时吞吐量、样本训练集规模及模式特征自动选择等方面的不足之处[]。 2004 年Parsytec公司发布了新一代表面质量检测产品Parsytec5i,该系统运用了自学习神经
1.什么是机器视觉 【概述】 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分 CMOS 和 CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。 正是由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。【基本构造】 一个典型的工业机器视觉系统包括:光源、镜头、 CCD 照相机、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯 / 输入输出单元等。 系统可再分为: 主端电脑(Host Computer) 影像撷取卡(Frame Grabber)与影像处理器影像摄影机 CCTV镜头显微镜头照明设备: Halogen光源 LED光源 高周波萤光灯源闪光灯源其他特殊光源影像显示器 LCD 机构及控制系统 PLC、PC-Base控制器 精密桌台伺服运动机台 【工作原理】 机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格 / 不合格、有 / 无等,实现自动识别功能。 【机器视觉系统的典型结构】 一个典型的机器视觉系统包括以下五大块: 1.照明 照明是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。光源可分为可见光和不可见光。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。可见光的缺点是光能不能保持稳定。如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。另一方面,环境光有可能影响图像的质量,所以可采用加防护屏的方法来减少环境光的影响。照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步。 2.镜头FOV(Field Of Vision)=所需分辨率*亚象素*相机尺寸/PRTM(零件测量公差比)镜头选择应注意: ①焦距②目标高度③影像高度④放大倍数⑤影像至目标的距离⑥中心点 / 节点⑦畸变 3.相机 按照不同标准可分为:标准分辨率数字相机和模拟相机等。要根据不同的实际应用场合选不同的相机和高分辨率相机:线扫描CCD和面阵CCD;单色相机和彩色相机。 4.图像采集卡 图像采集卡只是完整的机器视觉系统的一个部件,但是它扮演一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等等。 比较典型的是PCI或AGP兼容的捕获卡,可以将图像迅速地传送到计算机存储器进行处理。有些采集卡有内置的多路开关。例如,可以连接8个不同的摄像机,然后告诉采集卡采用那一个相机抓拍到的信息。有些采集卡有内置的数字输入以触发采集卡进行捕捉,当采集卡抓拍图像时数字输出口就触发闸门。 5.视觉处理器 视觉处理器集采集卡与处理器于一体。以往计算机速度较慢时,采用视觉处理器加快视觉处理任务。现在由于采集
2019人工智能与健康试题及答案 一、单项选择题 1.()是集机械、电子、控制、计算机、传感器、人工智能等多学科先进技术于一体的现代制造业重要的自动化装备。 D.工业机器人 2.()是利用计算机将一种自然语言(源语言)转换为另一种自然语言(目标语言)的过程。 B.机器翻译 3.()是人工智能的核心,是使计算机具有智能的主要方法,其应用遍及人工智能的各个领域。 B.机器学习 4.()是人以自然语言同计算机进行交互的综合性技术,结合了语言学、心理学、工程、计算机技术等领域的知识。 A.语音交互 5.()是通过建立人工神经网络,用层次化机制来表示客观世界,并解释所获取的知识,例如图像、声音和文本。 A.深度学习 6.()是研究用计算机系统解释图,像实现类似人类视觉系统理解外部世界的一种技术,所讨论的问题是为了完成某一任务需要从图像中获取哪些信息,以及如何利用这些信息获得必要的解释。 B.图像理解 7.()是一个具有大量的专门知识与经验的程序系统,它应用人工智能技术和计算机技术,根据某领域一个或多个专家提供的知识和经验,进行推理和判断,模拟人类专家的决策过程,以便解决那些需要人类专家处理的复杂问题。 A.专家系统 8.()是一种处理时序数据的神经网络,常用于语音识别、机器翻译等领域。 C.循环神经网络 9.()是一种基于树结构进行决策的算法。 B.决策树 10.()是用电脑对文本集按照一定的标准进行自动分类标记。
C.文本分类 11.()是指能够按照人的要求,在某一个领域完成一项工作或者一类工作的人工智能。 C.弱人工智能 12.()是指能够自己找出问题、思考问题、解决问题的人工智能。 B.强人工智能 13.()是指在各个领域都比人类要强的人工智能。 A.超人工智能 14.()是指直接通过肢体动作与周边数字设备和环境进行交互。 A.体感交互 15.()是自然语言处理的重要应用,也可以说是最基础的应用。 C.文本分类 16.()宣布启动了“先进制造伙伴计划”“人类连接组计划”“创新神经技术脑研究计划”。 C.美国 17.()中共中央政治局就人工智能发展现状和趋势举行第九次集体学习。 B.2018年10月31日 18.《“健康中国2030”规划纲要》中提到,健康是经济社会发展的() B.基础条件 19.《“健康中国2030”规划纲要》中提到,全民健康是建设健康中国的() D.根本目的 20.1997年,Hochreiter&Schmidhuber提出()。 D.长短期记忆模型 21.2005年,美国一份癌症统计报告表明:在所有死亡原因中,癌症占() A.1/4 22.2012年,Hinton教授小组在ImageNet竞赛中夺冠,降低了几乎()的错误率。 B.50% 23.2017年,卡内基梅隆大学开发的一个人工智能程序在()大赛上战胜了四位人类玩家,这在人工智能发展史上具有里程碑式的意义。 C.德州扑克 24.50年前,人工智能之父们说服了每一个人:“()是智能的钥匙。” B.逻辑 25.癌症的治疗分为手术、放疗、化疗。据WTO统计,有()的肿瘤患者需要接受放疗。
1.Prove that a two-dimensional Gaussian filter can be extended by two one –dimensional Gaussian. 解: 二维高斯滤波器的公式是: ) 22( 2 22 2),(δ δ y x e A y x h + -?= (1) 我们还可以得到另一种形式: )]()([),(21y h x h A y x h ??= (2) 其中 2 221)(δ x e x h -= ,2 222)(δ y e y h - = (3) h 1(x) 和 h 2(y) 都是一维高斯滤波器, 它们可以分别在图像的x 轴和y 轴方向进行高斯滤波。 这样,一个二维高斯滤波器就可以扩展为x 轴和y 轴方向的两个一维高斯滤波器。 2. Find a formula to project ground maps onto an image of bird view in Cartesian coordinates, assuming that the camera is located at height of h above the origin of ground coordinate systems with the optical axis in downward direction. 解: 图 1 见图1。 设图像坐标系的原点在'' O (0, 0, f) ,地面坐标系的原点在' O (0, 0, h),f 是照相机的焦距,h 是照相机的高度,且图像坐标系的X 轴和Y 轴分别平行于地面坐标系的x 轴和y 轴。很明显,如果图像上有一点是(X, Y, Z),Z=f , 则它对应的在地面上的点是 (x 0,y 0,z 0),z=h ;由上图可以知道, 弧' C O 的长度大致等于y 0。 故 00fy fy Y z h ==; 若f=1, 则0 y Y h = 同理 00fx fx X z h = = ; 若f=1, 则0x X h = 弧' O A 近似等于线l , 线l 对应于图像坐标系中的线L ,用向量n (,,)A B C =表示线L 。 因为 0x X h = , 0y Y h = ;所以 000x y A B C h h ++= 或写成 000Ax By Ch ++=; 上式就是投影面的方程,它的法线是(A , B , Ch )。这样,我们就可以用法线n = (A , B , C )表示图像平面。 3.A 8×8 image f[i, j] has gray levels given by the equation f[i, j] = |i – j |; i, j = 0, 1, 2, … 7. Find out the output images obtained by 3×3 mid-value filter and median filter over the image, respectively.
2019年度人工智能与健康试题及答案 一、单选题 1.生物特征识别技术不包括()。( 2.0分) A.体感交互 B.指纹识别 C.人脸识别 D.虹膜识别 我的答案:A √答对 2.关于专用人工智能与通用人工智能,下列表述不当的是()。(2.0分) A.人工智能的近期进展主要集中在专用智能领域 B.专用人工智能形成了人工智能领域的单点突破,在局部智能水平的单项测试中可以超越人类智能 C.通用人工智能可处理视觉、听觉、判断、推理、学习、思考、规划、设计等各类问题 D.真正意义上完备的人工智能系统应该是一个专用的智能系统 我的答案:D √答对 3.MIT教授Tomaso Poggio明确指出,过去15年人工智能取得的成功,主要是因为()。(2.0分) A.计算机视觉 B.语音识别 C.博弈论 D.机器学习 我的答案:D √答对 4.在高血压诊断标准的变迁史上,()将高血压的诊断标准定为 210/100mmHg以下更受益。(2.0分) A.1949年
B.1984年 C.1993年 D.2016年 我的答案:D ×答错 5.在国际评判健康的标准中,空腹血糖值低于()才是健康的。(2.0分) A.90mg/dl B.95mg/dl C.100mg/dl D.110mg/dl 我的答案:C √答对 6.人工智能是()的一个分支,它试图揭示人类智能的实质和真相,并以模拟人类智能的方式去赋能机器,使机器能够模拟人类的智能进行学习、思维、推理、决策和行动。(2.0分) A.自然科学 B.社会科学 C.语言科学 D.计算机科学 我的答案:D √答对 7.《“健康中国2030”规划纲要》中提到,全民健康是建设健康中国的()。(2.0分) A.必然要求 B.基础条件 C.核心要义 D.根本目的 我的答案:D √答对
国内机器视觉的发展现状 机器视觉是最近几年新发展起来的新兴技术领域,通过利用计算机模拟人的视觉能力来进行判断和识别,它是机器人、智能装备以及自动化领域至关重要不可或缺的技术之一。 目前国内的机器视觉技术和国外相比还相对落后,关键的技术设备还依赖于进口。国内大部分的机器视觉公司都集中在系统集成领域。国内机器视觉市场需求凸显,而国内机器视觉技术的滞后已无法满足国内市场的需求。 机器视觉应用主要包括表面缺陷检测、产品尺寸测量、机器人视觉定位、视觉目标识别这个四大类: 表面质量的检测至关重要,产品的表面缺陷不仅影响产品外观本身,还将对产品使用性能产生影响,比如做易拉罐的镀锡板,如果表面有微小的孔洞;卫生用无纺布表面有污点;液晶玻璃面板表面有结晶;太阳能电池片有断栅或隐裂等。 现代化高速的生产线,人眼无法识别或效率较低,还有高额的人工成本,都迫使生产企业进行变革,引入表面视觉检测系统,让机器来替代人工检测,大幅提高生产检测效率。 产品尺寸测量大部分应用于机械加工制造领域,现代机械加工技术精益求精,大规模批量化生产,通过构建机器视觉系统,对产品外观尺寸进行检测处理,发现不合格进行剔除。随着机械加工现代化水平的日益发展,视觉尺寸检测不可或缺。
视觉图像识别技术应用广泛,互联网中的人脸识别、交通防中的车牌识别、商品中二维码条码识别、ocr文字识别等。相比视觉检测和视觉测量,视觉图像识别技术相对成熟。 机器视觉定位系统主要应用机器人视觉引导,机器视觉给机器人装上大脑和眼睛,通过视觉系统引导机器人做各种不同的姿态和动作,机器人与机器视觉的融合将是未来智能装备发展的重要领域。 从整个国内机器视觉发展来看,国产化程度不高,机器视觉硬件设备核心零部件主要依靠进口。机器人技术和国外相比不仅是价格上的差距。系统集成企业以中小型企业为主,大部分企业一方面代理国外设备,一方面进行系统集成,真正投入的研发力量非常有限。 国内机器视觉无疑是个处于上升时期的朝阳产业,2025中国制造大战略政策支持下,机器视觉企业将加大投入力量,促进国内机器视觉技术的快速发展。 本文作者:大军闲谈
什么是机器视觉技术?试论述其基本概念和目的。 答:机器视觉技术是是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。机器视觉主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。机器视觉技术最大的特点是速度快、信息量大、功能多。 机器视觉是用机器代替人眼来完成观测和判断,常用于大批量生产过程汇总的产品质量检测,不适合人的危险环境和人眼视觉难以满足的场合。机器视觉可以大大提高检测精度和速度,从而提高生产效率,并且可以避免人眼视觉检测所带来的偏差和误差。 机器视觉系统一般由哪几部分组成?试详细论述之。 答:机器视觉系统主要包括三大部分:图像获取、图像处理和识别、输出显示或控制。 图像获取:是将被检测物体的可视化图像和内在特征转换成能被计算机处理的一系列数据。该部分主要包括,照明系统、图像聚焦光学系统、图像敏感元件(主要是CCD和CMOS)采集物体影像。 图像处理和识别:视觉信息的处理主要包括滤波去噪、图像增强、平滑、边缘锐化、分割、图像识别与理解等内容。经过图像处理后,图像的质量得到提高,既改善了图像的视觉效果又便于计算机对图像进行分析、处理和识别。 输出显示或控制:主要是将分析结果输出到显示器或控制机构等输出设备。 试论述机器视觉技术的现状和发展前景。 答:。机器视觉技术的现状:机器视觉是近20~30年出现的新技术,由于其固有的柔性好、非接触、快速等特点,在各个领域得到很广泛的应用,如航空航天、工业、军事、民用等等领域。 发展前景:随着光学传感器、信息技术、信号处理、人工智能、模式识别研究的不断深入和计算机性价比的不断提高,机器视觉技术越来越成熟,特别是市面上已经有针对机器视觉系统开发的企业提供配套的软硬件服务,相信越来越多的客户会选择机器视觉系统代替人力进行工作,既便于管理又节省了成本。价格持续下降、功能逐渐增多、成品小型化、集成产品增多。 机器视觉技术在很多领域已得到广泛的应用。请给出机器视觉技术应用的三个实例并叙述之。答:一、在激光焊接中的应用。通过机器视觉系统,实时跟踪焊缝位置,实现实时控制,防止偏离焊缝,造成产品报废。 二、在火车轮对检测中的应用,通过机器视觉系统抓拍轮对图像,找出轮对中有缺陷的轮对,提高检测精度和速度,提高效率。 三、大批量生产过程中的质量检查,通过机器视觉系统,对生产过程中的产品进行质量检查跟踪,提高生产效率和准确度。 什么是傅里叶变换,分别绘出一维和二维的连续及离散傅里叶变换的数学表达式。论述图像傅立叶变换的基本概念、作用和目的。 答:傅里叶变换是将时域信号分解为不同频率的正弦信号或余弦函数叠加之和。 一维连续函数的傅里叶变换为: 一维离散傅里叶变换为: 二维连续函数的傅里叶变换为: 二维离散傅里叶变换为: 图像傅立叶变换的基本概念:傅立叶变换是数字图像处理技术的基础,其通过在时空域和频率域来回切换图像,对图像的信息特征进行提取和分析,简化了计算工作量,被喻为描述图