629
節圓直徑
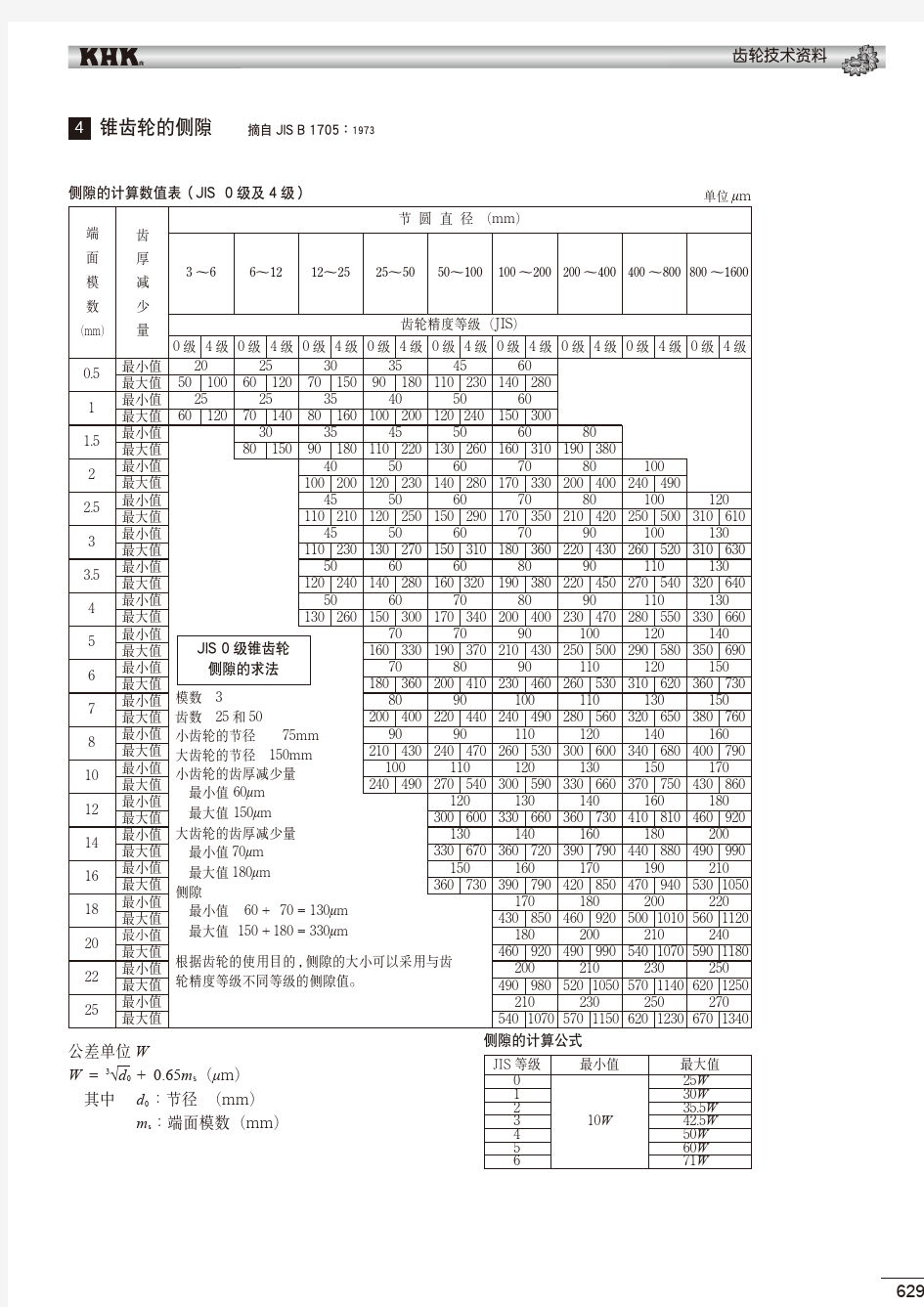
(mm)齒厚減少量4錐齒輪的側隙 摘自JIS B 1705:1973
端 面 模 數
(mm)0.511.522.533.5456781012141618202225
齒輪精度等級(JIS)
0級2050100601207015090180110230140280706014012080160
1002001202401503009080180
150110220130260160310190380120100230200140280170330200400240490120110250210150290170350210420250310500610150130110310270230180360220430260310520630160140120320280240190380220450270320540640170150130340300260
200400230470280550330660190160370330210430250500290580350690200180410360230460260530310620360730220200440400240490280560320650380760240210470430260530300600340680400790300270240590540490
330660370750430860330300660600360730410810460920360330720670390790440880490990420390360850790730
470940530105046043092085050010105601120490460990920540107059011805705204901140105098062012506205705401230
115010706701340
最小值
最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值最大值
最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值最小值252525303535303540455040504545505060606050456060507060507070807090809090606060707070808090901001101201101001301201401308080809090901001101101201301401601701601501801702001801001001201001301101301101201201301401501601801902002102302102002502302101301401501501601701802002102202402502704級4級4級
4級
4級
4級
4級4級4級
0級0級0級0級0級0級0級0級側隙的計算數值表(JIS 0級及4級)
單位μm
JIS 0級錐齒輪側隙的求法
模數 3
齒數 25和50
小齒輪的節徑 75mm 大齒輪的節徑 150mm 小齒輪的齒厚減少量 最小值 60μm 最大值 150μm
大齒輪的齒厚減少量 最小值70μm
最大值180μm 側隙
最小值 160 + 070 = 130μm 最大值 150 + 180 = 330μm
側隙的計算公式
JIS 等級
0123456
最小值
10W
最大值25W .530W .535.5W 42.5W 50W .560W .571W .5
公差單位W
W = 3√d 0 + 0.65m s (μm) 其中 d 0 :節徑 (mm) m s :端面模數(mm)
根據齒輪的使用目的,側隙的大小可以採用與齒輪精度等級不同等級的側隙值。
3 ~66~1212~2525~5050~100100 ~200200 ~400400 ~800800 ~1600
630
F
024
018
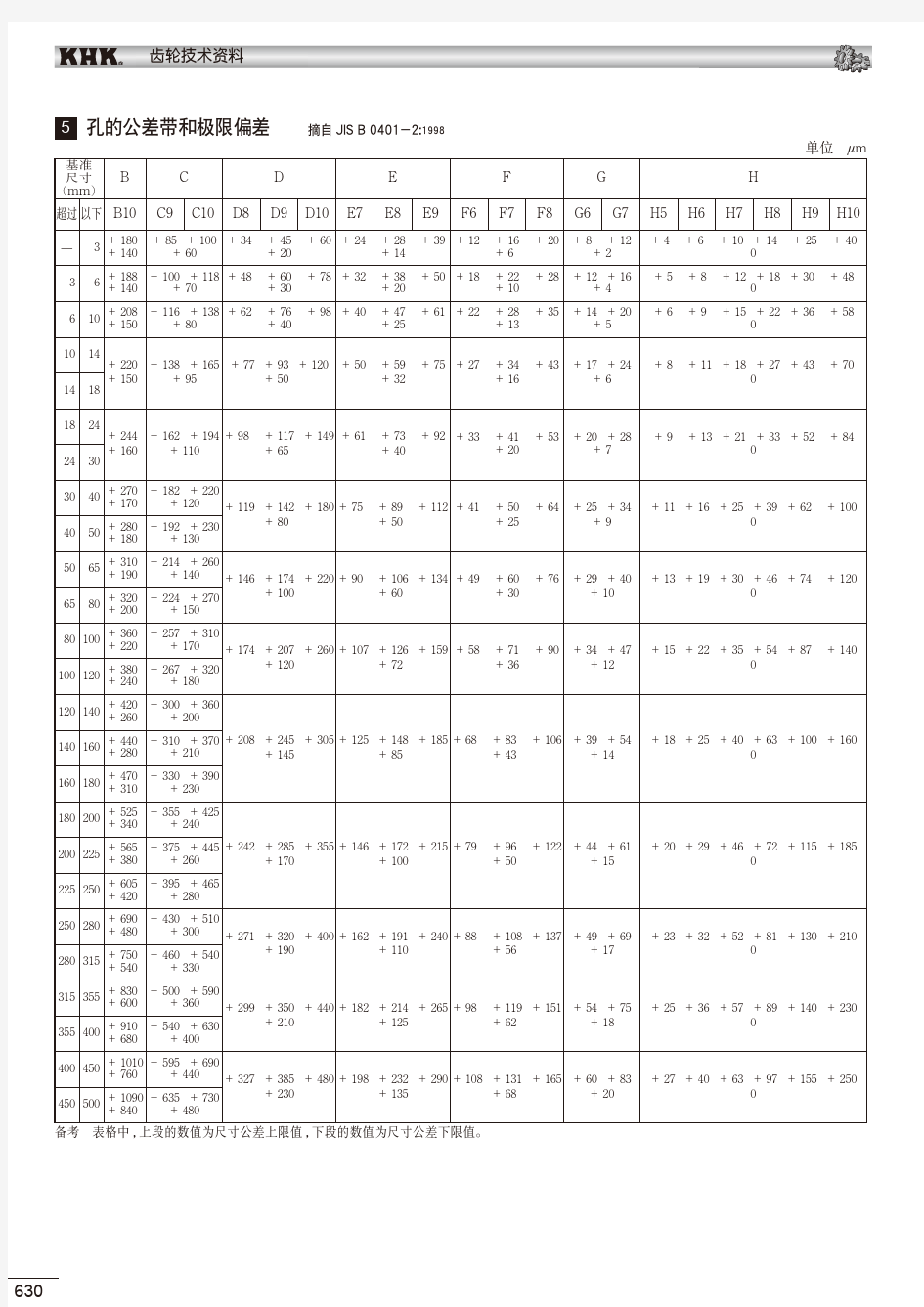
5孔的公差帶和極限偏差 摘自JIS B 0401-2:1998
單位 μm 基準
尺寸
(mm)
超過
—
以下
003
B
B10
+1800
+1400
C
C9
+850+100
+60
C10
D
D8
+3400+4500+60
+20
D9D10
E
E7
+2400+2800+39
+14
E8E9F6
+1200+1600+20
+60
F7F8
G
G6
+800+12
+2
G7
H
H5
003006+1880
+1400
+1000+118
+70
+4800+6000+78
+30
+3200+3800+50
+20
+1800+2200+28
+10
+120+16
+4
006010+2080
+1500
+1160+138
+80
+6200+7600+98
+40
+4000+4700+61
+25
+2200+2800+35
+13
+140+20
+5
010014
+2200
+1500
+1380+165
+95
+770+930+120
+500
+5000+5900+75
+32
+2700+3400+43
+16
+170+24
+6
014018
+2440
+1600
+1620+194
+110
+9800+1170+149
+650
+6100+7300+92
+40
+3300+4100+53
+20
+200+28
+7
024030
030040+2700
+1700
+1820+220
+120+1190+1420+180
+800
+7500+8900+112
+500
+4100+5000+64
+25
+250+34
+9
040050+2800
+1800
+1920+230
+130
050065+3100
+1900
+2140+260
+140+1460+1740+220
+100
+9000+1060+134
+600
+4900+6000+76
+30
+290+40
+10
065080+3200
+2000
+2240+270
+150
080100+3600
+2200
+2570+310
+170+1740+2070+260
+120
+1070+1260+159
+720
+5800+7100+90
+36
+340+47
+12
100120+3800
+2400
+2670+320
+180
120140+4200
+2600
+3000+360
+200
+2080+2450+305
+145
+1250+1480+185
+850
+6800+8300+106
+430
+390+54
+14
140160+4400
+2800
+3100+370
+210
160180+4700
+3100
+3300+390
+230
180200+5250
+3400
+3550+425
+240
+2420+2850+355
+170
+1460+1720+215
+100
+7900+9600+122
+500
+440+61
+15
200225+5650
+3800
+3750+445
+260
225250+6050
+4200
+3950+465
+280
250280+6900
+4800
+4300+510
+300+2710+3200+400
+190
+1620+1910+240
+110
+8800+1080+137
+560
+490+69
+17
280315+7500
+5400
+4600+540
+330
315355+8300
+6000
+5000+590
+360+2990+3500+440
+210
+1820+2140+265
+125
+9800+1190+151
+620
+540+75
+18
355400+9100
+6800
+5400+630
+400
400450+1010
+7600
+5950+690
+440+3270+3850+480
+230
+1980+2320+290
+135
+1080+1310+165
+680
+600+83
+20
+400+600+100+1400+2500+40
+500+800+120+180+3000+48
+600+900+150+220+3600+58
+800+110+180+270+4300+70
+900+130+210+330+5200+84
+110+160+250+390+6200+100
+130+190+300+460+7400+120
+150+220+350+540+8700+140
+180+250+400+630+1000+160
+200+290+460+720+1150+185
+230+320+520+810+1300+210
+250+360+570+890+1400+230
+270+400+630+970+1550+250
450500+1090
+8400
+6350+730
+480
H6H7H8H9H10備考 表格中,上段的數值為尺寸公差上限值,下段的數值為尺寸公差下限值。
631
M
基準尺寸(mm)
備考 表格中,上段的數值為尺寸公差上限值,下段的數值為尺寸公差下限值。
單位 μm
—003JS
JS5
±02.50JS6
K
JS7
±0300.K5
K6
K7
M5
M6
M7
N6
N7
P6
P7
R7
S7
T7
U7
±0500.N
+00-04+00-06+00-10-02-06-02-08-02-12-04-10-04-14-06-12-006-016-010-020-014-024—-018-0283006±02.50±0400.±0600.+00-05+02-06+03-09-03-08-01-09+00-12-05-13-04-16-09-17-008-020-011-023-015-027—-019-0316010±03.50
±04.50
±07.50
+01-05+02-07+05-10-04-10-03-12+00-15-07-16-04-19-12-21-009-024-013-028-017-032—
-022-03710014
±04.50±05.50±0900.+02-06
+02-09
+06-12
-04-12
-04-15
+00-18
-09-20
-05-23
-15-26-011-029-016-034-021-039
—
-026-0441401818024
±04.50±06.50±10.5
+01-08+02-11+06-15-05-14-04-17-00-21-11-24-07-28
-18-31-014-035-020-041-027
-048—
-033-05424030-033-054-040-06130040
±05.50±0800.±12.5
+02-09+03-13+07-18-05-16-04-20+00-25-12-28-08-33
-21-37-017-042-025-050-034-059-039-064-051
-07640050-045-070-061
-08650065
±06.50±09.50±150.
+03-10+04-15+09-21-06-19-05-24-00-30-14-33-09-39
-26-45-021-051-030-060-042
-072-055-085-076-10665080-032-062-048
-078-064-094-091-12180100
±07.50±110.±17.5
+02-13+04-18+10-25-08-23-06-28-00-35-16-38-10-45
-30-52-024-059-038-073-058
-093-078-113-111-146100120-041-076-066
-101
-091-126-131-166
120140±0900.
±12.5
±200.
+03-15
+04-21
+12-28
-09-27
-08-33
-00-40
-20-45
-12-52
-36-61-028-068-048-088-077-117-107-147
—
140160-050-090-085-125-119-159
160180-053-093-093-133-131-171180200±100.±14.5
±230.
+02-18
+05-24
+13-33
-11-31
-08-37
-00-46
-22-51
-14-60
-41-70-033-079-060-106-105-151
—
—
200225-063-109-113-159
225250-067-113-123-169
250280
±11.5±160.±260.+03-20
+05-27
+16-36
-13-36
-09-41
-00-52
-25-57
-14-66
-47-79-036-088-074
-126———280315-078
-130315355
±12.5±180.±28.5
+03-22+07-29+17-40-14-39-10-46-00-57-26-62-16-73
-51-87-041-098-087
-144———355400-093
-150400450
±13.5±200.±31.5
+02-25+08-32+18-45-16-43-10-50-00-63-27-67-17-80
-55-95-045-108-103
-166———450
500
-109
-172
P
R
S T U X7
-20-30-24-36-28-43-33
-51-38
-56-46-67
-56
-77—
—
—
—
—
—
—
—
X 超過以下
632
010
f
6軸的公差帶和極限公差 摘自JIS B 0401?2:1998
單位 μm
基準尺寸
(mm)
—003
b
b9
-140
-165
c9
c d
d8
-060
-085
d9e7e8e9f6f7f8g4g5g6h4h5h6h7h8h9
-020
-0340-045
e
-014
-0240-0280-039
-1080-0060-108
-0120-0160-020
-02
-050-060-08
-03 -04 -06 -10 -14 -025
003006-140
-170
-070
-100
-030
-0480-60
-020
-0320-0380-050
-1080-0100-108
-0180-0220-028
-04
-080-090-12
-004 -05 -08 -12 -18 -030
006010-150
-186
-080
-116
-040
-0620-076
-025
-0400-0470-061
-1080-0130-108
-0220-0280-035
-05
-090-110-14
-04 -06 -09 -15 -22 -036
014
-150
-193
-095
-138
-050
-0770-093
-032
-0500-0590-075
-1080-0160-108
-0270-0340-043
-06
-110-140-17
-05 -08 -11 -18 -27 -043 014018
018024
-160
-212
-110
-162
-065
-0980-117
-040
-0610-0730-092
-1080-0200-108
-0330-0410-053
-07
-130-160-20
-06 -09 -13 -21 -33 -052 024030
030040-170
-232
-120
-182-080
-1190-142
-050
-0750-0890-112
-1080-0250-108
-0410-0500-064
-09
-160-200-25
-07 -11 -16 -25 -39 -062 040050-180
-242
-130
-192
050065-190
-264
-140
-214-100
-1460-174
-060
-0900-1060-134
-1080-0300-108
-0490-0600-076
-10
-180-230-29
-08 -13 -19 -30 -46 -074 065080-200
-274
-150
-224
080100-220
-307
-170
-257-120
-1740-207
-072
-1070-1260-159
-1080-0360-108
-0580-0710-090
-12
-220-270-34
-10 -15 -22 -35 -54 -087 100120-240
-327
-180
-267
120140-260
-360
-200
-300
-145
-2080-245
-085
-1250-1480-185
-1080-0430-108
-0680-0830-106
-14
-260-320-39
-12 -18 -25 -40 -63 -100 140160-280
-380
-210
-310
160180-310
-410
-230
-330
180200-340
-455
-240
-355
-170
-2420-285
-100
-1460-1720-215
-1080-0500-108
-0790-0960-122
-15
-290-350-44
-14 -20 -29 -46 -72 -115 200225-380
-495
-420
-535
-540
-670
-680
-820
-840
-995
-260
-375
-280
-395
-330
-460
-400
-540
-480
-635
225250
250280-480
-610
-300
-430-190
-2710-320
-110
-1620-1910-240
-1080-0560-108
-0880-1080-137
-17
-330-400-49
-16 -23 -32 -52 -81 -130 280315
315355-600
-740
-360
-500-210
-2990-350
-125
-1820-2140-265
-1080-0620-108
-0980-1190-151
-18
-360-430-54
-18 -25 -36 -57 -89 -140 355400
400450-760
-915
-440
-595-230
-3270-385
-135
-1980-2320-290
-1080-0680-108
-1080-1310-165
-20
-400-470-60
-20 -27 -40 -63 -97 -155 450500
g h
備考 表格中,上段的數值為尺寸公差上限值,下段的數值為尺寸公差下限值。
超過以下
633
+32+5
+09+1
—
基準尺寸(mm)
備考 表格中,上段的數值為尺寸公差上限值,下段的數值為尺寸公差下限值。
單位 μm
—003js
js4
±01.5js5
k
m
js6
±020.js7
k4
k5
k6
m4
m5
m6
n6
p6
r6
s6
t6
u6
x6
±030.n
±050.+03+04-0+06+05+06+02+08+10+04+012+006+016+010+020+014—+024+018+26+203006±02.5±02.5±040.±060.+05+06+1+09+08-09+09+04+12+16+08+020+012+023+015+027+019—+031+023+36+286010±020.
±030.
±04.5
±07.5
+05
+07+1+10
+10
+12+06+15
+19+10+024+015+028+019+032+023—
+037+028+43+3410014
±02.5±040.±05.5±090.
+06+12+12+15+07
+18
+23+12
+029+018+034+023+039+028
—
+044+033+51+4014018+56+4518024
±030.±04.5±06.5±10.5
+08
+11+2
+15+14
+17+8
+21
+28+15
+035+022+041+028+048
+035—
+054+041
+67+5424030+054+041+061
+048+77+64
30040
±03.5±05.5±080.±12.5
+09
+13+2
+18+16
+20+9
+25
+33+17
+042+026+050+034+059+043+064+048+076
+060—
40050+070+054+086
+07050065
±040.±06.5±09.5±150.
+10
+15+2
+21+19
+24+11
+30
+39+20
+051+032+060+041+072
+053+085+066+106+087—
65080+062+043+078
+059+094+075+121+10280100
±050.±07.5.±110.±17.5
+13
+18+3
+25+23
+28+13
+35
+45+23
+059+037+073+051+093
+071+113+091+146+124—
100120+076+054+101
+079
+126+104+166+144
120140±060.
±090.
±12.5
±200.
+15
+21+3
+28
+27
+33+15
+40
+52+27
+068+043+088+063+117+092+147+122
—
—
140160+090+065+125+100+159+134
160180+093+068+133+108+171+146180200±070.±100.
±14.5
±230.
+18
+24+4
+33
+31
+37+17
+46
+60+31
+079+050+106+077+151+122
—
—
—
200225+109+080+159+130
225250+113+084+169+140
250280
±080.±11.5±160.±260.+20
+27+4
+36
+36
+43+20
+52
+66+34
+088+056+126
+094————
280315+130
+098315355
±090.±12.5±180.±28.5
+22
+29+4
+40+39
+46+21
+57
+73+37
+098+062+144
+108————
355400+150
+114400450
±100.±13.5±200.±31.5
+25
+45+43
+50+23
+63
+80+40
+108+068-166
-126———450
500
-172
-132
p r s t u x 超過以下
634
01.60
020.0
02.50
03.15
040.0
050.0
06.30
080.0
100.0
12.50
160.0
180.0
22.40
280.0
01.60
020.0
02.50
03.15
0400
050.0
6.30
080.0
100.0
12.50
160.0
180.0
22.40
280.0
7中心孔 摘自JIS B 1011:1987
60度中心孔的形狀及尺寸
d
公稱
D D1D2
(最小)
l注1
(最大)
b
(約)l
1
參考尺寸
l2l3t a (0.50)
(0.63)
(0.80)
100.
(1.25)
1.60
200.
2.50
3.15
400.
(5)00.
6.30
(8)00.
100.0
01.06
01.32
01.70
02.12
02.65
03.35
04.25
05.30
06.70
08.50
10.60
13.20
170.0
21.20
010.
01.2
01.5
01.9
02.2
02.8
03.3
04.1
04.9
06.2
07.5
09.2
11.5
14.2
0.2
0.3
0.3
0.4
0.6
0.6
0.8
0.9
10.
1.3
1.6
1.8
20.
2.2
0.48
0.60
0.78
0.97
1.21
1.52
1.95
2.42
3.07
3.90
4.85
5.98
7.79
9.70
00.64
00.80
01.01
01.27
01.60
01.99
02.54
03.20
04.03
05.05
06.41
07.36
09.35
11.66
00.68
00.90
01.08
01.37
01.81
02.12
02.75
03.32
04.07
05.20
06.45
07.78
09.79
11.90
0.5
0.6
0.7
0.9
1.1
1.4
1.8
2.2
2.8
3.5
4.4
5.5
70.
8.7
0.16
0.20
0.23
0.30
0.39
0.47
0.59
0.78
0.96
1.15
1.56
1.38
1.56
1.96
注1. l不能小於t 。
備考 盡量避免使用公稱欄中帶有小括弧的數值。
單位mm
φ
D2
(t)
(l3)
l
b
φ
D
φ
D1
φ
D
φ
d
6
°
最
大
6
°
最
大
1
2
°
φ
d
(t)
(l2)
l
(a)
(t)
φ
d
(l1)
l
φ
D
6
°
最
大
A型B型C型
中心孔的種類
角度型式
60度
75度90度
A
B
C
—R
備考1.這裡所示的角度是適用的中心孔角度。
2.盡可能不使用75度中心孔。
635
8普通螺紋 內螺紋直徑 摘自JIS B 0205-4:2001 JIS B 0209-2:2001
基準尺寸
旋合精度:中等旋合長度:普通公差帶:6H 公稱直徑=外螺紋外徑
螺距
內螺紋直徑
d p 基準值D 1
最大
最小
0M1.600.3501.22101.32101.221(M1.8)0.3501.42101.52101.4210M2000.4001.56701.67901.567(M2.2)0.4501.71301.83801.7130M2.500.4502.01302.13802.0130M3000.5002.45902.59902.459(M3.5)0.6002.85103.01102.8500M4000.7003.24203.42203.242(M4.5)0.7503.68803.87803.6880M5000.8004.13404.33404.1340M6001.0004.91805.15404.917(M7)1.0005.91806.15405.9170M800 1.2506.64706.91206.6470M100 1.5008.37608.67608.3760M120 1.7510.10610.44110.106(M14)2.0011.83512.21011.8350M1602.0013.83514.21013.835(M18) 2.5015.29415.74415.2940M200 2.5017.29417.74417.294(M22) 2.5019.29419.74419.2940M2403.0020.75321.25320.752(M27)3.0023.75324.25323.7520M300
3.50
26.211
26.77126.211
d :外螺紋外徑的基准尺寸
(公稱直徑) p :螺距
D 1:內螺紋內徑的基准尺寸 D 1 = D – 1.0825p
D :內螺紋牙底直徑的基準尺寸
(公稱直徑)
636
9內六角螺栓(普通螺紋)的尺寸 摘自JIS B 1176 : 2006
注1 適用於沒有滾花的頭部。
注2 適用於擁有滾花的頭部。
注3 內六角的尺寸s及e量規檢查,參照JIS B 1016。
注4 盡量不使用帶有括弧的螺紋規格。
注5 一般流通螺紋的公稱長度範圍在粗折線之間。塗有灰色的部分為全螺紋,
頭部下的不完全螺紋部分的長度在3p以內。未塗色部分所列的數值是
l s及l g的數值,根據下面的公式求出。
l g最大= l公稱-b l s最小=l g最大-5p
637
單位mm
備考 上表的螺栓通孔徑(d' )為JIS B 1001-1968(螺栓孔徑及锪孔徑)標準中的螺栓孔徑2級的數值。 M12, M14, M16 螺栓孔徑中帶括弧的數值是JIS B1001-1985標準中規定的螺栓孔徑值(2級)。
d '
H''
d 1
D
D '
H
d
d '
H d 1
D
D '
H'
d
內六角螺栓的锪孔及螺栓通孔的尺寸 摘自舊標準JIS B 1176 : 1974
10螺栓規格(d )
M3M4M5M6M8M10M12M14M16M18M20M22M24M27M30d 13456 8101213.515.517.52022242730d' 3.4 4.5 5.5 6.6 91114(13.5)16(15.5)18(17.5)202224263033D 5.578.5101316182124273033364045(D') 6.589.5111417.5202326293235394348H 30.456 810121416182022242730(H') 2.7 3.6 4.6 5.5 7.4 9.21112.814.516.518.520.522.52528(H'')
3.3
4.4
5.4
6.5
8.6
10.8
13
15.2
17.5
21.5
19.5
23.5
25.5
29
32
公稱直徑六角螺栓 ー普通螺紋ー(等級A : 第1選擇)的尺寸 摘自JIS B 1180 : 2004
11單位mm
注(1) 相對於l 公稱 ≦125mm 。
638
內六角凹頭緊固螺釘的尺寸 摘自JIS B 1177: 2007
13
六角螺母-式樣1-普通螺紋(第1選擇)的尺寸 摘自JIS B 1181: 2004 12
14圓錐銷 摘自JIS B 1352: 1988
備考:粗線範圍內的數值為相對銷的公稱直徑的推薦長度(l)。
639
64015直槽彈性圓柱銷 摘自JIS B 2808: 2005
備考: 粗線範圍內為推薦數值。
16鍵及鍵槽 摘自JIS B 1301:1996
注(1)適合軸徑,是根據鍵強度所對應的轉矩求出,作為一般用途的大體基準。相對傳動轉矩鍵的尺寸適合的情況下,可以選用比適合軸徑更粗的軸。
這種情況下,為使鍵的側面與軸及轂部均勻接觸,可以對t1及t2進行修正。應盡量不使用比適合軸徑更細的軸。
備考 帶有括弧的平鍵規格尺寸,因為相對應的國際標準中沒有規定,新規設計時不使用。
641
642
公 稱
(1)
17擋圈 摘自JIS B 2804:2001
17.1 C型軸用擋圈
將擋圈安裝於軸上時,直徑為d0的
孔位置要保證不被隱藏在槽內。
d5是夾在軸上時擋圈的最大外周直徑
注 (1) 公稱應首選第1欄,必要時選擇
第2欄。
(2)厚度(t)=1.6mm暫時可以改
用為1.5mm 。此時的m值為
1.65mm 。
備 考 1. 擋圈的圓環部分的最小寬度
不能小於環厚t。
2. 適用軸的尺寸是參考推薦
尺寸而示。
1
010
012
014
015
016
017
018
020
022
025
028
030
032
035
040
045
050
055
060
065
070
075
080
085
090
095
100
110
120
2
011
019
024
026
036
038
042
048
056
105
擋 圈
d3
基準
尺寸
009.3
010.2
011.1
012.9
013.8
014.7
015.7
016.5
017.5
018.5
020.5
022.2
023.2
024.2
025.9
027.9
029.6
032.2
033.2
035.2
037.0
038.5
041.5
044.5
045.8
050.8
051.8
055.8
060.8
065.5
070.5
074.5
079.5
084.5
089.5
094.5
098.0
103.0
113.0
容許公差
±0.15
±0.18
±0.200
±0.25
±0.400
±0.45
±0.55
基準
尺寸
10.
1.2
(2)
1.6
1.8
20.
2.5
30.
40.
容許公差
±0.05
±0.06
±0.07
±0.08
±0.09
t b
約
01.6
01.8
01.8
02.0
02.1
02.2
02.2
02.6
02.7
02.7
02.7
03.1
03.1
03.1
03.1
03.5
03.5
04.0
04.0
04.5
04.5
04.5
04.8
04.8
05.0
05.0
05.0
05.5
06.4
06.4
07.0
07.4
08.0
08.0
08.6
09.0
09.5
09.5
10.3
a
約
03.0
03.1
03.2
03.4
03.5
03.6
03.7
03.8
03.8
03.9
04.1
04.2
04.3
04.4
04.6
04.8
05.0
05.4
05.4
05.6
05.8
06.2
06.3
06.5
06.7
07.0
07.0
07.2
07.4
07.8
07.9
08.2
08.4
08.7
09.1
09.5
09.8
10.0
10.9
d0
最小
1.2
1.5
1.7
20.
2.5
30.
適 用 軸(参考)
d5
017
018
019
022
023
024
025
026
027
028
031
033
034
035
038
040
043
046
047
050
053
055
058
062
064
070
071
075
081
086
092
097
103
108
114
119
125
131
143
d1
010
011
012
014
015
016
017
018
019
020
022
024
025
026
028
030
032
035
036
038
040
042
045
048
050
055
056
060
065
070
075
080
085
090
095
100
105
110
120
d2
基準
尺寸
009.6
010.5
011.5
013.4
014.3
015.2
016.2
017.0
018.0
019.0
021.0
022.9
023.9
024.9
026.6
028.6
030.3
033.0
034.0
036.0
038.0
039.5
042.5
045.5
047.0
052.0
053.0
057.0
062.0
067.0
072.0
076.5
081.5
086.5
091.5
096.5
101.0
106.0
116.0
容許公差
-000.
-0.09
-000.
-0.11
-000.
-0.21
-000.
-0.25
-000.
-0.300
-000.
-0.35
-000.
-0.54
基準
尺寸
1.15
1.35
(2)
1.75
1.95
2.25
2.7
3.2
4.2
容許公差
+0.14
+000.
+0.18
+000.
最小
1.5
2
2.5
3
4
m n
m
n
d
5
d
1
d
2
d
a
d3
d
4
b
t
17.2 C型孔用擋圈
將擋圈安裝於孔內時,直徑為d0的
孔位置要保證不被隱藏在槽內。
d5是夾在孔內時擋圈的最小內側直徑
m
n
d
5
d
1
d
2
d
a
d4
d
3
b
t
公 稱
(1)
1
010
011
012
014
016
018
019
020
022
025
028
030
032
2
013
015
017
024
026
擋 圈
d3
基準
尺寸
010.7
011.8
013.0
014.1
015.1
016.2
017.3
018.3
019.5
020.5
021.5
023.5
025.9
026.9
027.9
030.1
032.1
034.4
容許公差
±0.18
±0.200
±0.25
基準
尺寸
1
1.2
容許公差
±0.05
±0.06
t b
約
01.8
01.8
01.8
01.8
02.0
02.0
02.0
02.0
02.5
02.5
02.5
02.5
02.5
03.0
03.0
03.0
03.0
03.5
a
約
03.1
03.2
03.3
03.5
03.6
03.6
03.7
03.8
04.0
04.0
04.0
04.1
04.3
04.4
04.6
04.6
04.7
05.2
d0
最小
1.2
1.5
1.7
2
2.5
適 用 軸(参考)
d5
013
014
015
026
027
028
028
029
010
011
012
013
015
016
016
018
020
021
d1
010
011
012
013
014
015
016
017
018
019
020
022
024
025
026
028
030
032
d2
基準
尺寸
010.4
011.4
012.5
013.6
014.6
015.7
016.8
017.8
019.0
020.0
021.0
023.0
025.2
026.2
027.2
029.4
031.4
033.7
容許公差
.
+0.11
-00.0
.
+0.21
-00.0
+0.25
-00.0
基準
尺寸
1.15
1.35
容許公差
+0.14
+000.
最小
1.5
m n
17.3 E 型開口擋圈
備 考 形狀只為其中一例
。
d (1)
D
b H t d 2m n
自由狀態
使用狀態
643
+0.63-00.0
4
注 (1) 公稱應首選第1欄,必要時選擇第2欄。(2)厚度(t )= 1.6mm 暫時可以改
用為1.5mm 。此時的m 值為1.65mm 。
備 考 1. 擋圈的圓環部分的最小寬度
不能小於環厚t 。
2. 適用孔的尺寸是參考推薦
尺寸而示。
3. 理想的d 4尺寸(mm) d 4 = d 3 - (1.4~1.5) b
1035
037
040042045047
050052055
060062
068
072075080085090095100
110
120125
2036038048056063065070105112115d 3
037.8038.8039.8040.8043.5045.5048.5050.5051.5054.2056.2059.2060.2064.2066.2067.2069.2072.5074.5076.5079.5085.5090.5095.5100.5105.5112.0117.0119.0122.0±0.65
127.0132.0
±0.25
±0.400±0.45
±0.55(2)1.6
1.82
2.53
4
±0.06±0.07
±0.08
±0.09
t
b
03.5
03.5
03.504.004.0
04.0
04.5
04.504.504.5
05.105.1
05.1
05.5
05.505.505.506.006.0
06.606.607.007.007.608.0
08.308.9
08.908.909.5
09.510.0
a
05.205.205.205.305.705.805.906.106.206.506.506.506.606.806.906.907.007.407.407.407.808.008.008.308.508.809.110.210.210.210.710.7
d 0
2.5
3
3.5
d 5
024025026027028030033034035037039041042046048049050053055057060064069073077082086089090094098103
d 1
035036037038040042045047048050052055056060062063065068070072075080085090095100105110112115120125
037.0038.0039.0040.0042.5044.5047.5049.5050.5053.0055.0058.0059.0063.0065.0066.0068.0071.0073.0075.0078.0083.5088.5093.5098.5103.5109.0114.0116.0119.0124.0129.0
.+0.25-00.0
.+0.300 00.0
+0.35
-00.0.
+0.54
-00.0(2)1.75
1.95
2.25
2.70
3.20
4.20
+0.14+000.
+0.18
+000.
2
2.5
3
m n
注 (1) 使用圓柱型量規測量d 的尺寸。(2) 厚度(t )= 1.6mm 暫時可以改用為1.5mm 。此時的m 值為1.65mm 。備 考 適用軸的尺寸是參考推薦尺寸而示。
0.8 0.8 000.
-0.08
2
±0.1
0.7 000.
-0.25
0.2±0.020.3 1.0 1.4
0.8
+0.05
-00.00.30
+0.05
-00.00.41.2 1.2 000.-0.09
3 1.00.3±0.025
0.4 1.4 2.0
1.2+0.06
-00.00.400.61.5 1.54 1.30.4
±0.03
0.6 2.0 2.5 1.5
0.500.82 2.05 1.70.40.7 2.5 3.2 2.0
1.02.54.03.20.80.42.16 2.52.53 3.07 2.60.6±0.04
0.9 4.0 5.0 3.00.70
+0.10-00.0
1.24.07.05.01.10.6
3.5
9 4.045 5.011 4.30.6
1.2 6.08.0 5.0
+0.075-00
6.0
9.07.01.40.85.212 6.067 7.014 6.10.8
1.68.011.07.0
1.51.8+0.09-00.8.01
2.09.01.80.86.916 8.089 9.0187.80.8
2.010.014.09.0 2.0+0.14-00.0
10.0
15.011.02.2±0.051.0
8.72010.01012
12.0
2310.4
1.0
2.41
3.018.012.0
+0.11-000. 2.53.0(2
)1.7515.024.016.02.8±0.06
(2)
1.6
13.02915.015 3.5+0.13-0019.0
31.020.04.0(2)1.616.53719.019 4.0
2.2024.038.0
25.05.0±0.07
2.020.84424.024 000.-0.12 000.-0.15 000.-0.18 000.
-0.21±0.2±0.3 000.
-0.30 000.-0.35 000.-0.45 000.
-0.50 0.90
1.15
公 稱(1)擋 圈基準尺寸
容許公差基準尺寸
容許公差
約
約
最小
適 用 軸(参考)
基準尺寸
容許公差基準尺寸
容許公差最小
公 稱
擋 圈
基準尺寸
容許公差基準尺寸
容許公差約
最小適 用 軸(参考)
d 1的區分
基準尺寸
容許公差
基準尺寸
容許公差最小
基準尺寸
容許公差容許公差以下
超過
644
—
—
—
—
—
06
06
07
06
07
08
09
10
10
12
12
12
14
16
18
18矩形花鍵 摘自JIS B 1601:1996
11
13
16
18
21
23
26
28
32
36
42
46
52
56
62
72
82
92
102
112
輕 系 列
規格
N × d × D
—
—
—
—
—
06×023×026
06×026×030
06×028×032
08×032×036
08×036×040
08×042×046
08×046×050
08×052×058
08×056×062
08×062×068
10×072×078
10×082×088
10×092×098
10×102×108
10×112×120
N
鍵數
—
—
—
—
—
06
06
06
08
08
08
08
08
08
08
10
10
10
10
10
D
mm
—
—
—
—
—
026
030
032
036
040
046
050
058
062
068
078
088
098
108
120
B
mm
中 等 系 列
規格
N × d × D
06×011×014
06×013×016
06×016×020
06×018×022
06×021×025
06×023×028
06×026×032
06×028×034
08×032×038
08×036×042
08×042×048
08×046×054
08×052×060
08×056×065
08×062×072
10×072×082
10×082×092
10×092×102
10×102×112
10×112×125
N
鍵數
06
06
06
06
06
06
06
06
08
08
08
08
08
08
08
10
10
10
10
10
D
mm
014
016
020
022
025
028
032
034
038
042
048
054
060
065
072
082
092
102
112
125
B
mm
030.
03.5
040.
050.
050.
060.
060.
070.
060.
070.
080.
090.
100.
100.
120.
120.
120.
140.
160.
180.
d
mm
D
B
d
內花鍵及外花鍵的基準尺寸
N: 鍵數
d: 小徑
D: 大徑
B: 鍵寬
內花鍵及外花鍵的尺寸公差
內花鍵
外花鍵
裝配型式拉削後不處理拉削後熱處理
B D d B D d B D d
H9H10H7H11H10H7
d10a11f7自由
f9a11g7滑動
h10a11h7固定
645
尺寸公差及齒側配合
內花鍵
外花鍵
滑動及固定
滑動的場合
固定的場合
鍵寬 B
孔側不淬火
D9f 9
h8js7(1)或k7(2)
n7p6s6s6(1)或u6(2)
u6
孔側淬火處理
F10
d 9e8f7h7h6js6js6(1)或k6(2)
m6
小徑
d
H7
e8
f 7
g6js7js6k6m6n6
大徑
D
H11
a11
a11
参 考選擇配合的基準
配合長度為一般的場合(配合長度約為小徑的2倍以上)
一般的場合。不需要精密配合時。
一般的場合。
配合長度需要有精密要求時(配合長度約為小徑的2倍以上)需要精密配合時。
特別需要精密配合時。一般的場合。需要精密配合時。
需要特別堅固地固定時。不再進行拆卸的場合。
此表適用於舊JIS B1601 標準的矩形花鍵。
注(1) 適用於寬度為6mm 以下的花鍵。
(2) 適用於寬度超過6mm 的花鍵。
備 考 因為相對鍵寬B 及小徑d 的尺寸容許公差相互關聯,必須選擇相同行中所記載的尺寸公差。例如,小徑公差為f7時,不經淬火的孔的
鍵寬公差應選擇h8 。
19切削加工尺寸的普通公差 摘自JIS B 0405:1991
單位mm
等 級
尺 寸 區 分
0.5以上3以下超過3到6以下超過6到30以下超過30到120以下超過120到400以下
0超過400到1000以下
超過1000到2000以下
精 級
±0.05±0.10±0.15±0.20±0.30±0.50
中 級
±0.1±0.2±0.3±0.5±0.8±1.2
粗 級
±0.2±0.3±0.5±0.8±1.2±20.±30.
64621齒輪製圖時使用的幾何公差標註 摘自JIS B 0021:1998
20表面粗糙度 摘自JIS B 0601: 2001
代表性的表面粗糙度
① 輪廓算數平均偏差(Ra)
基準長度(lr)內的粗糙度曲線高度Z(x)絕對值的
算數平均值。
② 輪廓最大高度(Rz)
基準長度(lr)內的粗糙度輪廓峰高(Zp)最大值和
谷深(Zv)最大值的和。
備考: JIS B 0601: 1994 中,代号R z用於指示“不平度的十點高度”。
③ 輪廓總高度(Pt)
評定長度(ln)內輪廓峰高(Zp)最大值與谷深(Zv)
的最大值之和。
表1 標準修訂要點
幾何參數(粗糙度)輪廓
JIS B0601
1970198219942001
輪廓總高度
原始輪廓
R max R max―Pt
十點高度R z R z――
中心線平均偏差
粗糙度
輪廓
R a R a
(R a75)
附錄
(Ra75)
参考
算術平均粗偏差――R a Ra
輪廓最大高度――Rz
十點高度――R z
(Rz JIS)
参考
【解說】
JIS B 0601-1994 「表面粗糙度 ― 定義及表示」
於2001年作了修訂。新標準為JIS B 0601-2001 「產
品的幾何特性規範(GPS)-表面結構:輪廓法-術語、
定義及表面結構參數」。
標準的名稱變更、內容也作了大幅度變更。
中心線平均偏差Ra75及十点高度Rz JIS的定義作為
參考內容揭載在附錄中。
647
648
<與齒輪有關的數學公式?單位?函數表>
函數y = f ( x )導函數y' = f '( x )
1數學公式
y = f ( x )
cos x
sin x
tan x
tan x ? x
ああ注1.
y' = f ' ( x )
? sin x
cos x
tan2 x
y = f ( x )
sin2 x
sin3 x
y' = f ' ( x )
2 sin x cos x
3 sin2 x cos x
注1.這是漸開線函數。
導函數的應用例:牛頓法
在這裡介紹漸開線函數
f ( x ) = tan x ? x
已知f (x0)的值,求x0
的近似值的方法。
牛頓法是適當地定出初
值x1後,利用下式計算
x2的近似值。
x2 = x1 ?
但是 f '(x1 ) = tan2 x1
在這裡所求出的近似值f (x2 )與已知的f (x0 )比誤差
很大時,使用上述的同樣方法,計算新近似值x3 。
x3 = x2 ?
如上所述的計算重複數次後,可以求出誤差很小的
x0值。
因為齒輪的計算中,漸開線函數inv α經常出現,所
以,使用牛頓法會非常方便。
r
x
r
y
x
y
cos θ
sin θ
x
y
2a
? b ± √ b2 ? 4ac
tan2 x1
f (x1 ) ? f (x0 )
tan2 x2
f (x2 ) ? f (x0 )
cos2 x
1
cos x
1
sin x
1
tan x
1
cos x
tan x
sin x tan x
1
?
sin2 x
1
?
x
y
r
θ
x
y
r
θ
P
( x , y )
x
y
P
( a , b )
x
y
P
( a , b )
r
x
y
f (x)
x1
y = f (x)
y
x
x
y
x0
x2x1
f (x1)
f (x2)
f (x0)
x2
① 三角函數sin, cos, tan
cos θ = , sin θ = , tan θ =
sin2 θ + cos2 θ = 1, tan θ =
sin ( α ± β ) = sin α cos β±cos α sin β
cos ( α ± β ) = cos α cos β±sin α sin β
② 直角座標(x, y)與極座標(r, θ)的關係
x = r cos θ , y = r sin θ , tan θ =
r2 = x2 + y2
③ 通過點(a, b)斜率為m的直線方程式
( y ? b ) = m ( x ? a )
④ 以點(a, b)為中心,半徑為 r的圓的方程式
( x ? a )2 + ( y ? b )2 = r2
⑤ 二次函數y = a x2 + b x + c = 0(a ≠0)的根
x =
⑥ 函數y = f ( x )導函數y' = f ' ( x )
工艺技术标准 工艺技术标准系指产品实现过程中,对原材料、半成品进行加工、装配和设备运行、维修的技术要求以及服务提供而制定的标准。 工艺技术标准是工艺技术的结晶,它是企业实行产品设计、保证产品质量、降低物质消耗的重要手段。因此,国内外企业都十分重视工艺技术标准的制定工作。 工艺技术标准主要有以下几种: (一)工艺通用标准 工艺通用标准系指一些使用面广、通用性强的工艺标准。其种类有以下几种: 1、工艺术语标准,有关行业特别是机械行业有一系列工艺术语标准,如GB 4863《机械制造工艺基本术语》等。 2、工艺符号、代号标准,如GB 324《焊缝符号表示方法》等。 3、工艺分类代码标准,如JB/T 9166《工艺文件的编号方法》等。 4、工艺文件格式标准,如JB/T 9165.2《工艺规程格式》等。 5、工艺余量标准,包括毛坯余量和工序余量,如GB/T 11350《铸铁件机械加工余量》等。 (二)工艺规程(作业指导书) 工艺规程系指产品或零件加工和工人操作的工艺文件。它可以是标准、标准的一部分或规范性技术文件,也可称作业指导书。工艺规程中的典型工艺规程、工艺守则、标准工艺规程是工艺标准。 1、机电行业企业的工艺规程包括专用工艺规程、通用工艺规程和标准工艺规程。 (1)专用工艺规程,针对某一种产品或零件所设计的工艺规程,主要包括有以下几种: a.工艺过程卡片,它是规定产品或零件在制造过程中的加工工序和工艺路线的文件。工艺过程卡一般注明工序名称、工序内容、设备、工装、加工车间、工段等,不需绘制工艺简图。小批量生产、工艺过程简单时,可以与产品图样配合直接指导工人操作。大批量生产、工艺过程复杂时,可作工序卡的汇总文件。 b.工艺卡片,按产品或零部件某一工艺阶段编制的一种工艺文件。以工序为单元,注明工序号、工序名称、工序内容、工艺参数、设备、工装等,有的工序需注明操作要求,大多数工序需绘制加工件简图。主要用于各种批量生产的产品。 c.工序卡片,是规定某一工序内容具体要求的工艺文件。除工艺导则已作出规定的内容外,一切与工序有关的工艺内容都集中在工序卡片上。工序卡片应绘制工序加工简图,规定安装、定位、夹紧、工步、工位、动作、工时及材料消耗定额、冷却润滑、切削参数、设备、工装、质量要求、检验方法等。 d.检验卡片,根据产品标准、产品图样、技术要求和工艺规程,对产品及其零部件的质量特性、检验内容、检验要求及手段作出规定的工艺文件。主要用于关键工序的检查。 e.工艺守则,某一专业工种所通用的一种基本操作规程。 工艺过程卡片、工艺卡片、工序卡片、检验卡片或工艺守则,可按JB/T 9165.2《工艺规程格式》和JB/T 9166《工艺文件编号方法》进行编制。 (2)通用工艺规程 针对工序或成组系列零件所设计的工艺规程,主要包括典型工艺规程和成组工艺规程。
机床主要技术参数: 可磨内孔直径Φ15∽100mm 最大磨孔长度200mm 最大研磨外径(双磨头设备)300mm 工件最大回转直径450mm 工件主轴(X轴)最大行程700mm 工作台(Y轴)最大行程480mm 工作台(Z轴)最大行程480mm 工件主轴(X轴)进给速度0∽10m/min 工作台(Y轴)进给速度0∽10m/min 工作台(Z轴)进给速度0∽10m/min 工件主轴(X轴)分辨率0.0005mm 工作台(Y轴)分辨率0.001mm 工作台(Z轴)分辨率0.001mm 工件转速180,250,355,500r/min 砂轮转速可选配 床头箱回转角度20° 机床总功率40KW 机床外形尺寸2700X2500X2000 机床重量≈8000Kg 圆度0.002 圆柱度0.003 表面粗糙度Ra0.32 使用电源3∽50/HZ,380V 本设备与传统设备对比优势项目传统设备古思特设备
车削功能无有 一次装夹完成端面内孔加工不能能 加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小 劳动强度高低 用工量大小 同样产能使用面积大小 原理简介 机床 机床原理简介 本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余 削,端面直接车到要求尺寸 量,然后用砂轮进行磨削。这样既能提高产品加工的效率,, 量,然后用砂轮进行磨削。这样既能提高产品加工的效率 又能满足产品使用时内孔要求磨削纹路 又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目 的。将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔 的。将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,, 再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的 再磨端面或者在别的车床上涨内孔车端面 端面磨床进行端面磨削。。)简化为车端面、车内孔、精磨内 端面磨床进行端面磨削 孔,一次装夹完成一个端面和内孔的加工 一次装夹完成一个端面和内孔的加工。。由于精磨余量很 件休整一次,, 小,砂轮不需要每个产品休整 砂轮不需要每个产品休整,,可以间隔10-20件休整一次 具体视产品有所变化。。既节约时间又节约人力 既节约时间又节约人力,,同时节省耗 具体视产品有所变化 如果不了解可以咨询https://www.doczj.com/doc/217638043.html,官方看看 材及产地面积。 材及产地面积。如果不了解可以咨询
(一)墙面石材要求 1.25mm厚600mm×900mm磨光、机刨大理石(一等品,光泽度≥70。;优等品,光泽度≥85。)符合天然大理石建筑板材标准。 2.10mm厚600mm×900mm磨光大理石(一等品,光泽度≥70。;优等品,光泽度≥85。),符合天然大理石建筑板材标准。 3.厂家用进口防护剂做六面防护,防护剂报价要注明品牌,分干挂、湿粘的防护剂型号及检测报告。 4.墙面石材为密排,留缝要对齐一致,排板尺寸参照装饰图,厂家现场实测实量后绘出加工图,经装饰总包审核确认后再下料加工。 (二)地面石材要求 1.20mm厚600mm×900mm磨光大理石,(一等品,光泽度≥70。;优等品,光泽度≥85。) 2.厂家用进口防护剂做石材六面防护。 3.地面石材为密排板,留缝要一致,墙面留缝有15 mm的凹槽口(槽口要磨光,一等品,光泽度≥70。;优等品,光泽度≥85。)排版尺寸参考装饰图,厂家现场实测实量后绘出加工图,经装饰总包审核确认后再下料加工。 4.用同石材颜色的水泥浆擦缝。
(一)实木及实木贴面类家具 1、材质要求,要点如下: 1.1基材:“刨花板”材质符合国家标准GB/T 4897—92有关甲醛释放量的规定;“中密度纤维板”材质符合国家标准GB/T11718—99 《中密度纤维板》的规定,要求人造板及其制品中甲醛释放限量低于国家标准,所有工业用胶必须符合国家环保标准,并需提供国家级质检机关出具的在有效期之内的检验报告。所有基材必须达到国家E1级环保标准。“实木”:生产中常用松木(软木)、橡木(硬木),完全干燥,并预留自然风干时间,普通木材的烘干时间约20-30天,硬木的烘干时间约40天。无树汁、环裂、缺边、松节、死节或超过25mm 直径以上木节及其他弊病木材。木材含水率:所用木材,除另有规定外,要求含水率基本控制在10%-12%,具体的含水率指标要求与当地的平衡含水率保持一致;如有必要,我们会进行二次干燥,以保证产品的品质。 1.2框架:非外露框架材质为硬杂木,框架主体为榫结构;外露边、框、腿、扶手等材质见样板间。 1.3贴皮:树种以样板间实物家具贴皮为准;厚度不小于0.6MM;含水率小于12%;AAA级,无死节,活节不大于5mm,0.2m2内不能多于2个,无刀痕,无发黑;木皮完整干净、无腐料,颜色均匀平整木皮饰面:。 1.4配件:铰链、抽屉滑轨等连接件均采用进口海蒂诗或进口海福乐品牌产品。 1.5油漆选用台湾大宝品牌。采用PU(聚酯——聚氨酯)全封闭涂装,符合国家环保要求。至少经4次打磨,4次底漆,2次面漆;木皮厚度不小于0.6MM,含水率小于12%;流平性、附着力、透明度好、硬度高、耐磨性好;色泽柔和持久耐腐蚀手感良好;耐弱酸碱、耐腐蚀性、耐油性、耐湿热性良好;底漆要求流平性、透明性好、附着力强。 1.6面料:布艺及皮革面料为投标人自报价范围,投标人统计提供合理数量。要求客房部分的皮布料由各投标人按照原设计提供相似度在95%以上的合资布料进行替代,公共部分按原设计进行,并于投标时提交100mm*100mm的小样。 1.7石材:石材属于投标人自报价范围,中标后以样板间石材为验收标准。 1.8外露金属拉手:材质、样式见样板间。 2、工艺:木制品工艺要求符合QB/T1951.1-94《木家具质量检验及质量评定》规定,要点列下:
工程技术资料提交、收集、整理、归 档制度 统统的工程技术档案和施工管理资料是工程建设和管理的重要依据及信息资源,也是建设工程竣工验收和顺利交付使用的必备条件。 为加强工程资料规范化管理,提高工程管理水平。结合我公司的实际情况,特制订本制度。 1、工程各项目资料管理设置一名专人负责资料提交、收集、整理、归档管理及相关单位接洽。 2、工程资料包括从开工到竣工直至工程资料报送建设单位或城建档案馆全过程的图纸,技术文件资料,资料管理由资料员负责。包括全过程工程资料的收集、整理、报批、归档。资料员必须持证上岗,并不断加强对规程及专业知识的学习,提高自身业务水平,从而达到规程管理要求。 3、现场工程资料应以施工及验收规范,工程合同与设计文件,工程质量验收标准等为依据进行认真填写。工程资料应随工程进度及时收集、整理,并应按专业归类,保证资料与工程实体同步进行。要求认真填写、字迹清晰、项目齐全、确凿,填报的工程资料不得随意涂改、抽撤或撕毁,保证工程资料真实性及统统性。 4、工程材料进场前由材料员提供材料、设备质量合格证明文件及检验报告等,工程进行时及时材料员报送交易卡等。施工期间涉及各专业例如水、电、暖、通风、消防等检测,由各专业工程师提供相应数据,资料员及时做进行归档并形成电子文档。 5、工程资料采用计算机管理,工程资料按规定采用打印加手写签 名的形式。施工过程中收集、整理发生的所有相关资料,汇总整理后要纳入相应档案盒,档案盒侧面及正面应有标识,并整齐码放在档案柜中。
6、工程资料收发均应有文字记录。施工资料原则不得少有三套,其中报送监理单位一套,移交建设单位一套,施工单位自行保存一套,施工单位资料应为原件。详尽份数视情况而定。 7、工程物资材质证明文件及复试报告报送为复印件时,在文件的右下角注明原件存放处、存放人、时间等,加盖项目章。 8、工程物资复试由于各检测单位随做检测随结款,要做好备用资金,以便不耽误工程进展。如出现复试不合格,需要二次复试时,要及时送检。 9、工程竣工后,要按照规程要求对本项目所形成的资料进行组卷及装订整理后在规定时间内与建设单位进行移交,办理移交手续。由建设单位在竣工验收前提供或由施工单位自行保存一套整齐、统统的竣工图,在右下角无文字处加盖竣工图章。资料员做好竣工验收报告、单位工程质量竣工验收记录。 10、安全保证资料涉及十卷内容。资料员协助安全员做好安全保证资料。督促安全员、施工员每日做好安全日志及施工日志。及时收集和整理需由施工队提供的电工日巡查、班前会等安全资料。 11、力争把每个项目的工程资料做的系统化、统统化。
公路改造工程技术资料表格填写办法 S232荥阳境桥北沟至新密交界段改造工程 技术资料表格填写办法 河南省中原公路工程监理有限公司 S232荥阳境桥北沟至新密交界段改造工程监理代表处 2010年9月28日 根据《河南省交通厅公路工程竣工文件材料交卷归档细则》要求,监理代表处编制了施工、监理、现场检测和计量支付各类用表填写方法。印发给各标段,希望大家认真执行。 一、施工方案、开工报告批复意见的用语 施工方案、开工报告驻地监理,如果审核有不同意见,可以退回施工单位重新填改,如果无意见同意的话,按下列格式填写: 施工技术方案: 项目监理:经审核,施工技术方案可行。
驻地监理:施工方案可行,同意(上报)。 工程部长:经复核,同意施工技术方案。 开工报告: 项目监理:经检查,方案可行,人员、机械已到位,试验、测量无误,同意上报。 驻地监理:方案、人员、机械、试验、测量已检查无误,同意上报。 工程部长:已复核方案、人员、机械、试验、测量无误,同意开工。 二、签字问题 1、签字应按分级原则、专业原则、充分原则、亲自原则和时效原则以及特殊原则: (1)分级原则:监理人员分为总监、部室主任、项目监理、现场工程师、对承包人的技术资料,由相应职务人员在表格中相应位置签字,代签或越级签字无效。 (2)专业原则:对承包人的技术资料,必须有相应专业(道路、机构、试验、测量等)的监理人员签字,有时还须上一级监理确认签署,代签无效。 (3)充分原则:当某种工程师技术资料需经几级监理、或几方(业主、设计、承包人、监理)共同签认时,缺方或缺级签字无效。 (4)亲历原则:各种技术资料的认可、应有亲自参加者签认,没有亲历者签字视为无效。 (5)时效原则:承包人的技术资料应按规定时限申报(一般应当当天
工艺技术方案 4.1 工艺技术方案的选择 4.1.1 工艺路线确定的原则 (1先进性原则 先进性是指在工艺流程选择时技术上的先进程度和经济上的合理可行。先进性的评价包括基建投资、生产成本、消耗定额以及劳动生产率等方面。选择的生产方法应达到物料损耗较小、物料循环量较少并易于回收利用、能量消耗较少和有利于环境保护等要求。 (2可靠性原则 可靠性主要是指所选择的生产方法和工艺流程是否成熟可靠。要选择一些比较成熟的生产方法和工艺, 避免只考虑先进性的一面, 而忽视不成熟、不稳妥的一面。另外,要考虑原料供给的可靠性,对于一个建设项目, 必须保证在其服务期限内有足够的、稳定的原料来源。 (3合理性原则 合理性是指在进行工艺流程选择时, 应该结合我国的国情, 从实际情况出发,考虑各种问题,即宏观上的合理性。 4.1.2 国内、外工艺技术概况 1941 年在美国克利夫兰建成了世界第一套工业规模的 LNG 装置,液化能力为8500 m3 /d。从 60 年代开始, LNG 工业得到了迅猛发展, 规模越来越大。据相关资料显示, 目前各国投产的 LNG 装置已达 160 多套, LNG 出口总量已超过 46.18 ×106 t/a。 4.1.2.1国外研究现状
国外的液化装置规模大、工艺复杂、设备多、投资高,基本都采用阶式制冷和混合冷剂制冷工艺, 目前两种类型的装置都在运行, 新投产设计的主要是混合冷剂制冷工艺, 研究的主要目的在于降低液化能耗。制冷工艺从阶式制冷改进到混合冷剂制冷循环, 目前有报道又有 C Ⅱ -2 新工艺,该工艺既具有纯组分循环的优点,如简单、无相分离和易于控制, 又有混合冷剂制冷循环的优点, 如天然气和制冷剂制冷温位配合较好、功效高、设备少等优点。 法国 Axens 公司与法国石油研究所 (IFP 合作,共同开发的一种先进的天然气液化新工艺 -Liquefin 首次工业化,该工艺为 LNG 市场奠定了基础。其生产能力较通用的方法高 15%-20% , 生产成本低 25% 。使用 Liquefin 法之后, 每单元液化装置产量可达 600 × 104 t/a 以上。采用 Liquefin 工艺生产 LNG 的费用每吨可降低25%。该工艺的主要优点是使用了翅片式换热器和热力学优化后的工艺, 可建设超大容量的液化装置。 Axens 已经给美国、欧洲、亚洲等几个主要地区提出使用该工艺的建议,并正在进行前期设计和可行性研究。 IFP 和 Axens 开发的 Liquefin 工艺的安全、环保、实用及创新特点最近已被世界认可,该工艺获得了化学工程师学会授予的“ 工程优秀奖” 。 美国德克萨斯大学工程实验站, 开发了一种新型天然气液化的技术 -GTL 技术已申请专利。该技术比目前开发的 GTL 技术更适用于小规模装置,可加工 30.5 ×104 m3 /d 的天然气。新工艺比原有技术简单的多,不需要合成气,除了发电之外,也不需要使用氧气。其经济性、规模和生产方面都不同于普通的费托 GTL 工艺。 4.1.2.2国内研究现状 早在 60 年代, 国家科委就制订了 LNG 发展规划, 60 年代中期完成了工业性试验, 四川石油管理局威远化工厂拥有国内最早的天然气深冷分离及液化的工业生产装置,除生产 He 外,还生产 LNG 。 1991 年该厂为航天部提供 30t LNG 作为火箭试验燃料。与国外情况不同的是, 国内天然气液化的研究都是以小型液化工艺为目标,以下就国内现有的天然气液化装置工艺作简单介绍。 (1膨胀制冷工艺
施工资料收集整理合同 荆门市城建档案管理员协会
施工资料收集整理合同 委托方: 受托方: 委托方、受托方双方就建设工程施工技术资料的收集整理事宜,经充分协商一致,为明确双方的权利义务和经济责任,根据《中华人民共和国合同法》及相关法律法规之规定,达成如下合同条款,供双方共同遵守。 第一条:工程项目 一、工程名称: 二、工程地点: 三、工作范围及内容:建设工程施工合同委托方所承担范围内工程项目的施工技术资料和安全资料交给受托方收集和整理。 四、工程建筑面积约㎡(以项目实际面积,或设计施工图面积为准),单价元/㎡,总工资款约元。 五、工程竣工时间超过建设工程施工合同约定的工期三个月以上的,每超过一个月委托方加付受托方元工资。 第二条:双方责任 一、委托方的责任: 1、委托方向受托方提供办公室一间,办公桌椅两套,文件柜一套; 2、委托方按合同约定按时支付受托方工资;
3、委托方应配合受托方的工作,协调参建各方的关系,以便受托方顺利完成相关签字签章手续; 4、委托方按相关法规、规范的规定向受托方提供如下应由施工单位提供的文件材料; ①施工组织设计(施工单位技术科组织编制,编制人、审核人、批准人签字,盖公章); ②施工日记(由施工员按规范要求逐日记录); ③全套施工图(新蓝图,出图章、资格章、图审章齐全); ④全套竣工图(施工图有重大改变,或变更部分超过图面1/3,须重新绘制竣工图的); ⑤安全日记、安全检查记录、设备验收记录等涉及安全检查验收的资料由现场专职安全员提供; ⑥施工单位工程基础、主体、单位工程、建筑节能工程质量自评报告(施工单位技术科组织编制,编制人、审核人、公司技术负责人签字,盖公章); ⑦材料合格证、复检报告、工程试验检验报告等; ⑧施工许可证、工程决算等应由施工单位提供的文件; 5、委托方负责协调提供办理《建设工程档案合格证》所需的建 设 单位工程准备阶段文件、监理单位监理文件。 二、受托方的责任: 1、受托方严格按规范要求收集整理施工资料一套,并做到与施工
齿轮的装配技术 摘要:齿轮传动是各种机械中最常用的传动方式之一,可用来传递运动和动力,改变速度的大小或方向,还可把传动变为移动。齿轮传动在机床、汽车、拖拉机和其他机械中应用很广泛,其原因是具有以下特点:能保证一定的瞬时传动比,传动准确可靠,传递的功率和速度变化范围大,传动效率高,使用寿命长以及结构紧凑,体积小等,但也有一定缺点,如噪音大,传动不如带传动平稳,齿轮装配和制造要求高等。齿轮传动质量的好坏,与齿轮的制造和装配精度有着密切关系。研究齿轮的装配技术具有重要意义。 目录 一、引言 (2) 二、齿轮的种类 (2) (一)平行轴之齿轮 (2) (二)直交轴之齿轮 (2) (三)错交轴之齿轮 (2) 三、齿轮传动的基本要求 (2) (一)传递运动的准确性 (2) (二)传动的平稳性 (2) (三)载荷分布的均匀性 (2) (四)传动侧隙的合理性 (2) 四、齿轮传动机构的精度要求 (3) (一)齿轮的加工精度 (3) (二)齿轮的精度等级 (4) (三)齿轮副的接触精度 (4) (四)齿轮副的侧隙 (4) 五、齿轮的装配与检查 (5) (一)圆柱齿轮传动机构的装配 (5) (二)锥齿轮传动机构的装配 (5) (三)蜗杆传动机构的装配和差速器的装配 (5) 六、齿轮传动的失效形式及措施 (6) (一)齿轮折断 (6) (二)齿面点蚀 (7) (三)齿面磨粒磨损 (7) (四)齿面胶合 (7) (五)齿面塑性变形 (7) 七、影响齿轮传动效率因素 (7) 八、结论 (7)
一、引言 齿轮是现代机械传动中的重要组成部分。从国防机械到民用机械,从重工业机械到轻工业机械,无不广泛的采用齿轮传动。随着我国工农业生产和科学技术的飞跃发展,对于齿轮的需要显著增加。因此,齿轮的配合技术,便成为发展机械工业的一个重要环节。二、齿轮的种类 (一)平行轴之齿轮 1、正齿轮(直齿轮):齿筋平行于轴心之直线圆筒齿轮。 2、齿条:与正齿轮咬合之直线条状齿轮,可以说是齿轮之节距在大小变成无限大时之特殊情形。 3、内齿轮:与正齿轮咬合之直线圆筒内侧齿轮。 4、螺旋齿轮:齿筋成螺旋线之圆筒齿轮。 5、斜齿齿条:与螺旋齿轮咬合之直线状齿轮。 6、双螺旋齿轮:左右旋齿筋所形成之螺旋齿轮。 (二)直交轴之齿轮 1、直齿伞形齿轮:齿筋与节圆锥之母线(直线)一致之伞形齿轮。 2、弯齿伞形齿轮:齿筋为具有螺旋角之弯曲线的伞形齿轮。 3、零螺旋弯齿伞形齿轮:螺旋角为零之弯齿伞形齿轮。 (三)错交轴之齿轮 1、圆筒蜗轮齿轮:圆筒蜗轮齿轮为蜗杆及齿轮之总称。 2、错交螺旋齿轮:此为圆筒形螺旋齿轮,利用要错交轴(又称歪斜轴)间传动时称之。3、其它之特殊齿轮: 面齿轮:为能与正齿轮或与螺旋齿轮咬合之圆盘形的面齿轮。鼓形蜗轮齿轮:凹鼓形蜗杆及与此咬合之齿轮的总称。 戟齿轮:传达错交轴之圆锥状齿轮。形状类似弯齿伞形齿轮。 三、齿轮传动的基本要求 (一)传递运动的准确性 由齿轮啮合原理可知,在一对理论的渐开线齿轮传动过程中,两齿轮之间的传动比 是确定的,这时传递运动是准确的。但由于不可避免地存在着齿轮的加工误差和齿轮副的装配误差,使两轮的传动比发生变化。从而影响了传递运动的准确性,具体情况是,在从动轮转动360°的过程中,两轮之间的传动比成一个周期性的变化,其转角往往不同于理论转角,即发生了转角误差,而导致传动运动的不准确,这种转角误差会影响产品的使用性能,必须加以限制。 (二)传动的平稳性 齿轮传动过程中发生冲击、噪音和振动等现象,影响齿轮传动的平稳性,关系到机器的工作性能、能量消耗和使用寿命以及工作环境等。因此,根据机器不同的使用情况,提出相应的齿轮传动平稳性要求,产生齿轮传动不平稳的原因,主要是由于传动过程中传动比发生高频地瞬时突变的结果。在从动齿轮转一转的过程中,引起传递不准确的传动比变化只有一个周期,而引起传动不平稳的传动比变化有许多周期,两者是不同的,实际上在齿轮传动过程中,
贵州贵铝华新新材料有限责任公司 生产工艺技术要求 签发: 2009年3月1日 NO:
工艺技术要求 编号:GLHX-CH-GY—2009 车间管理要求 1.车间应建立健全相应的工艺管理体系,要求职责明确,责任到人。2.车间应有完善的工艺技术文件、标准等,同时定期对员工进行相关的工艺技术知识培训并有记录。 3.车间应严格执行工艺纪律检查并有记录。 4.交接班、生产过程责任卡等工艺记录应填写规范并收集齐全。5.车间每月至少清洁保持炉一次。 生产前的准备工作 1.对设备进行检查,排除故障和隐患。包括工艺车、电子称、煤气 发生炉、煤气输送管道、熔炼炉、溜槽、铸机、轧机、风机、复绕机、循环系统等。 2.检查工器具是否齐全,是否完好。并对在生产过程中会与金属液 体发生接触的涂刷耐火材料并预热。 3.领出的精练剂、造渣剂需放在指定位置烘烤,结块的需烘干研磨好以便使用。 4.原料、工具器、辅料的领用需提前按领料制度领出并摆放在所定位置。 5.根据国家标准或合同协议对生产铝合金锭的成分进行配制。 生产铝合金锭 1.投入原铝
A、所进电解铝液、重熔用铝锭要严格符合生产计划、工艺技术规程要求,未经检验、过磅一律不能投入使用。 B、原料投炉前必须保证无钢带、油污、灰尘、水分、破布,纸屑等物品。 2.点火生产,调试火焰 A、点火程序: 打开炉门→启动风机→打开风阀吹洗3-5分钟→调小风阀,打开气阀(较小)→用明火点燃→调试火焰→关闭炉门→熔炼 B、调试火焰:观察火焰的颜色,如果火焰呈黄色则表明空气量不足,根据情况加大风压或减小气压;如火焰呈白色,表明空气量过多,根据情况加大气压或减小风压。如果车间内有呛人气味,应按照空气量不足的方法进行处理。 调火对能耗、烧损的控制影响很大,具体影响关系是: 煤气过大——能耗增加,熔化时间增长,烧损相应变大。 风量过大——烧损的增加,熔化时间增加,能耗相应增加。3.添加其它金属合金化 加料的顺序关系到熔炼时间、烧损、能耗,还会影响到熔体的质量以及炉体的寿命。正确的加料顺序必需考虑最快的熔化速度、最小的金属烧损以及准确的化学成分控制。 A、添加金属硅 a)、待炉内铝锭全部熔化,此时将敲成直径大小为20—50cm的硅颗粒平均分成二批,当铝液温度达到780℃以上时,投入第一批,用工具尽量使硅淹没在液面之下。继续升温,整个熔炼过程温度必须严格
的目录介绍 内容介绍作者介绍目录介绍商品目录:返回商品页面 第一章建筑工程技术资料管理 第一节建筑工程技术资料管理要求 第二节建筑工程技术资料编制要求 第三节建筑工程技术资料的分类与内容 第四节参与建设各方对工程资料的管理职责 第二章建筑工程施工质量验收 第一节建筑工程施工质量验收的划分 第二节建筑工程施工质量验收记录表 第三章建筑给水排水及采暖工程施工技术资料 1.室内给水管道及配件安装工程检验批质量验收记录表05010l 2.室内消火栓系统安装工程检验批质量验收记录表 3.给水设备安装工程检验批质量验收记录表 4.室内排水管道及配件安装工程检验批质量验收记录表 5.雨水管道及配件安装工程检验批质量验收记录表 6.室内热水管道及配件安装工程检验批质量验收记录表 7.热水供应系统辅助设备安装工程检验批质量验收记录表 8.卫生器具及给水配件安装工程检验批质量验收记录表 9.卫生器具排水管道安装工程检验批质量验收记录表 10.室内采暖管道及配件安装工程检验批质量验收记录表 11.室内采暖辅助设备与散热器及金属辐射板安装工程检验批质量验收记录表 12.低温热水地板辐射采暖安装工程检验批质量验收记录表 13.室外给水管道安装工程检验批质量验收记录表 14.消防水泵结合器及消火栓安装工程检验批质量验收记录表 15.管沟及井室工程检验批质量验收记录表 16.室外排水管道安装工程检验批质量验收记录表 17.室外排水管沟及井池工程检验批质量验收记录表 18.室外供热管道及配件安装工程检验批质量验收记录表(I)(主控项目) 19.室外供热管道及配件安装工程检验批质一量验收记录表(Ⅱ)(一般项目) 20.建筑中水系统安装工程检验批质量验收记录表 21.游泳池水系统安装工程检验批质量验收记录表 22.锅炉安装工程检验批质量验收记录表 23.锅炉辅助设备安装工程检验批质量验收记录表(I) 24.工艺管道安装工程检验批质量验收记录表(Ⅱ) 25.锅炉安全附件安装工程检验.批质量验收记录表 26.换热站安装工程检验批质量验收记录表 27.材料、构配件进场检验记录(表C4-1) 28.设备及管道附件试验记录(表C4-4) 29.隐蔽工程检查记录(表C5-1) 30.预检记录(表C5-2) 31.交接检查记录(表C54)
主要施工工艺技术及要求 (一)定位放线技术及要求 (1)、根据总平面图纸(必须在图纸会审中确认的)进行计量、测定、绘制坐标定位。 (2)、在总平面中按功能要求分区域及平面轴线及结构几何尺寸定位。(3)、根据立面图的设计要求,采用平水管定位法,标出各功能区域的实际标高定位。 (4)、以立面图的分格及造型设计在施工立面以实际发生的尺寸分配定位放线。 (5)、天花跌级造型的定位。以地面中线坐标定位后,将天花跌级造型投影在地面上进行放线定位。 (二)电路管线敷设的技术及要求 (1)、根据每层的电路施工图的要求定出位置,定位水平标高,悬挂吊杆。(吊杆一定要防锈处理) (2)、安装接线盒,安装连接镀锌线管,接线盒与铁线管之间用直径 6 厘米铁电焊跨接处理。 (3)、线管的入口要消除批锋,以防利口刮伤电线。 (4)、选用的PVC!同芯电线截面积一定要能满足线路的功率要求。电线必须有国家有关部门审核出示的合格证书及产品检测报告。 (5)、线管穿线的截面积不能大于铁管截面积的3/4,电线不能在线管内存在接驳口。 (6 )、金属软管(蛇皮管)在接线盒中接出长度不能超过60 厘米。(7 )、线管的安装注意美观规范,横平竖直,不能乱拉乱接,歪歪斜斜,安装一定要牢固。 (8 )、接地电压测试不能大于4欧姆。 (三)天花工程技术要求 首先确认施工部位,测量设计标高与实际标高是否相符,如果天棚标高受
到其它设施的影响,即报交技术组负责人落实解决。接着根据确认下来的标高,准确的在墙上1 米高四周弹水平线,且按如下步骤进行严格的施工; (1)、熟识图纸,了解天棚上的灯具、广播喇叭、空调口、喷淋头、消防探头的具体位置,使主龙骨吊放时尽量避开。 (2)、主龙骨吊点间必须保证1平方米内有一吊杆,吊杆应为? 8mm 的钢筋,钢筋如不够长需焊接时,必须焊固,不存在虚焊,同时做防锈处理。拉爆螺丝应完全拉紧,不得有松动。 ( 3 ) 、主龙骨的型号必须满足承受吊顶荷载的要求,主龙骨的间距应 在800X800之间,次龙骨的间距不得大于400X60(。 ( 4 ) 、轻钢龙骨在施工中应有起拱高度,且应不小于房间短向跨度的 1 / 1 000 ( 1 0米跨内水平线上中心提升1 公分高),跨度越大起拱随之增大。 ( 5 ) 、全面校正主次龙骨的位置及水平度,其它各专业工种也必须紧密配合,做好各自的隐蔽工程,以便隐蔽工程验收后,进行石膏板封闭。 ( 6 ) 、接到天棚隐蔽工程记录认可表后,开始石膏板的安装,石膏板 宜竖向铺设,安装时自攻螺钉与板边距离应为10—15mm螺钉间距 以150- 170mn为宜,均匀固定,钉头嵌入板面深度以0.5 —1mn为宜,板与板之间缝隙应在3—5mm左右,固定时应从一块板的中间向板的四边固定,不得多点同时操作。 (7)、凡用夹板造型的跌级天棚,应在地面上开线弹墨定位,再用悬垂挂线定出吊顶跌级造型的准确位置,安装好吊装的支撑铁件或吊杆,试吊后临时挂起,通线后调平,再把跌级造型件紧固。所用的木方、夹板均要进行防火涂料处理,高级装饰还要进行防虫处理。 (8)、螺钉眼应先刷防锈漆,再用石膏腻子点补,缝隙在填满后必须 用纱布封闭,然后根据面层的装饰材料,做好板面的平整及防潮处理。(9)、工程质量允许偏差: (用2米靠尺和锲形塞尺检查) 石膏板:表面平整3mm立面垂直3mn,接缝高低1mm 胶合板:表面平整2mm立
山东省工会管理干部学院新校区实验楼、教学楼、合堂教学楼、学生食堂工程工程技术资料收集、整理经验和措施 济南中建设计院监理公司 工程技术资料的收集、整理是一项很重要的工作,针对我公司监理的山东省工会管理干部学院新校区综合实验楼、综合教学楼、合堂教学楼、学生食堂工程特点,我监理部结合以往的监理经验,制定了一系列具有针对性的措施。 一、工程技术资料收集整理的目的 工程技术资料收集整理是为了加强工程施工技术字来的规范化管理,提高工程建设水平,确保地基基础、主体结构安全与功能适用要求,保证工程质量,体现工程质量形成,评价验收情况。 二、技术资料收集整理的内容 1、工程技术资料收集整理方案的制定; 2、收集各阶段工程资料文件; 3、对收集好的资料文件进行整理归类,装订。 三、工程技术资料的内容 工程技术资料包括工程准备阶段文件、监理文件、施工文件等内容。每一阶段的文件都包含若干具体内容。 四、技术资料收集整理的经验和措施 (一)基本措施 1、建立健全工程技术资料收集整理的控制方案;
2、审查技术资料成形是否符合国家相关的法律法规、施工质量验收规范和标准、工程合同与设计文件等规定; 3、审查工程技术资料是否与工程进度同步; 4、审查工程技术资料是否真实、有效、及时、完整。 (二)工程准备阶段工程技术资料文件的收集 该阶段主要收集和整理设计技术交底、施工单位资质及人员上岗证、图纸会审纪要、施工组织设计、施工方案、安全组织设计等资料。以上工程技术资料必须全部通过审查,方能允许施工单位开始施工,资料不全面或者未经审查一律不允许施工。 (三)监理资料文件的收集 监理单位要在工程开工之前根据工程特点编制《监理规划》和《监理实施细则》,其内容要具体,有针对性。施工过程中,监理单位要登记好各种台帐,关键部位必须做好旁站工作并做好《旁站记录》,对工程中出现的问题应及时下发《监理工程师通知单》,并要求施工单位将整改情况做出《监理工程师通知单回复》。 (四)施工资料文件的收集 1、各分项分部工程的专项方案、技术交底必须在分项分部工程开始之前报监理工程师审查,经同意后方能按照执行,未经审查的方案和技术交底不准采用; 2、各种原材料、构配件的合格证、出厂证明及试验报告必须在材料进场时向监理工程师提供,资料不全的原材料一律不准进场,材料进场后要在监理工程师的见证下取样送试验部门进行复检,复检报告
齿轮技术的发展趋势 近年来,一些新技术的运用和交叉学科的渗透,推动了齿轮设计和制造技术的发展。齿轮传动技术发展表现在:①高速重载齿轮向高参数、高寿命方向发展; ②汽车齿轮采用现代化制造工艺,使精度提高,噪声减小;③通用齿轮向成套化方向发展,各种型式齿轮箱得到广泛应用;④齿轮传动和其他类型传动相结合。 目前,国际齿轮产品的发展趋势主要有以下几方面,而我国齿轮生产企业的产品在疲劳寿命与噪声指标上与国外先进水平表现出来很大的差距,主要与材料和热处理水平有很大关系。 ●动力传动齿轮装置正沿着小型化、高速化、标准化方向发展,于是特殊齿轮的应用、行星齿轮装置的发展、低振动、低噪声齿轮装置的研制成了齿轮设计方面的一些特点; ●由于机械设备向大型化发展,齿轮的工作参数提高了,如高速齿轮的传递功率为1000-30000kw; ●由于硬齿面齿轮广泛应用,以及高速、高性能要求的齿轮日益增多,因此要求磨齿加工,在效率和质量上都要提高; ●关于齿轮材料与热处理随着硬齿面齿轮的发展,也逐渐受到人们的重视。 1 齿轮装置小型化、高速化、标准化 齿轮装置正沿着小型化、高速化、标准化方向发展。为达到齿轮装置小型化目的,提高了现有渐开线齿轮的承载推力。各国普遍采用硬齿面技术,提高硬度以缩小装置的尺寸;也可应用以圆弧齿轮为代表的非凡齿形。英法合作研制的舰载直升飞机主传动系统采用圆弧齿轮后,使减速器高度大为降低。随着船舶动力由中速柴油机代替的趋势,在大型船上采用大功率行星齿轮装置确有成效;现在冶金、矿山、水泥一轧机等大型传动装置中,行星齿轮以其体积小、同轴性好、效率高的优点而应用愈来愈多。 1)齿轮箱的小型化 齿轮箱小型化是指在传递能力和转速比相同的情况下,尽可能减小其尺寸与重量,并具有一定的经济性。汉斯(HURTH)齿轮箱是齿轮箱小型化设计的一个成功范例:HBW220-3型汉斯齿轮箱的重量约为国内同类产品2Cl6型齿轮箱的l/5,而体积约为2Cl6型齿轮箱的1/3。箱体材料选用强重比高的铝合金,用压铸
(工艺技术)材料与工艺书 籍及培训教材
材料与工艺二OOO年八月 第一章绪论 第一节引子 第二章金属材料与工艺 第一节金属材料工艺 (一)切削工艺 1.锯削 2.车削 3.刨削 4.磨削 5.铣削 6.钻削 7.其它切削工艺 (二)焊接工艺 1.电焊 2.氩弧焊 3.气焊 4.点焊 (三)板金工艺 1.折板工艺 2.卷板工艺 3.拉伸工艺 (四)其它工艺 第三节金属材料的常规规格 1.板材 2.型材 3.管材 4.有色金属 第三章非金属材料与工艺 第一节木材与工艺 (一)木材的构造 (二)木材的工艺 1.锯 2.刨 3.铲、凿、砍 4.钻 5.粘合 6.弯木 第二节陶瓷与工艺 (一)轮转法 (二)注型法 (三)圈土法 (四)土片法 第三节塑料与工艺 (一)塑料的种类 (二)塑料的工艺 1.注射成型 2.挤出成型 3.压延成型 4.压制成型 5.差压成型
6.对模成型 第四章材料的结构 第一节机械固件连接1.螺丝固定连接 2.螺栓固定连接 3.铆钉固定连接 4.榫铆固定连接 第二节材料特性配合连接1.钩扣式连接 2.按扣连接 3.铰链连接 第三节粘合连接 第五章材料表面处理 第一节机加工表面处理第二节模具加工表面处理第三节化学加工表面处理第四节喷涂加工表面处理
材料与工艺 平国安王泓 绪论 一、材料与工艺发展简史 产品是由多种材料、多种结构,通过多种工艺手段加工而成的,人类的生产过程就是将原材料转变成产品的过程。生产的目的不同,选择的原材料、加工方法和转变过程也不同。通常将改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,称为工艺过程,或简称为工艺。 图0-1 司母毋大方鼎(青铜器)图0-2 越王剑 人类在同自然界的斗争中,不断改进用以制造工具的材料。最早被使用的材料是天然的石头和木材,随着技术的发展,逐步发现和使用金属。人类最早使用的金属材料是青铜。我国使用金属材料的历史悠久,在河南安阳殷墟留存的司母毋大方鼎(青铜器)铸成于约公元前1400年至公元前1000年的商朝(图0-1)。公元前五世纪,我国的制剑技术已经很高明。1965年在湖北省江陵县出土的春秋越王勾践的宝剑,仍然银光闪闪、寒气逼人,这说明当时的钢铁冶练、锻造和热处理技术已达很高水平(图0-2)。同时,我国也有着世界上最早的使用金属的文字记载。在成书于春秋末期(距今两千多年)的《考工记》中,就有关于青铜合金成分配比规律的阐述。明代宋应星编著的《天工开物》一书中,记载了冶铁、炼钢、铸钟、锻铁(熟铁)、焊接(锡焊和银焊)、淬火等技术,这是世界上最早的关于金属工艺的著作之一。但由于采矿和冶炼技术的限制,在相当长的历史时期内,很多器械仍采用木材或铁木混合结构。直到1856年英国人H.贝塞麦发明转炉炼钢法,1856年至1864年英国人K.W.西门子和法国人P.E.马丁发明平炉炼钢以后,钢铁才成为主要的工程材料。到20世纪30年代,铝、镁等轻金属逐步得到应用。二战以后,科技进步促进了新材料的发展,各种合金材料不断出现并形成系列。 与此同时,人们对非金属材料的开发和使用也得到了很大的发展。特别是石油化工工业的发展,促进了合成材料的兴起,工程塑料、合成橡胶和胶粘剂等合成材料不仅品种日益增多,用途也越来越广泛,使用的比重逐步提高。此外,玻璃和特种陶瓷等硅酸盐材料的应用也逐步扩大。 必须看到,人们对各种材料的使用和相应的工艺是密不可分的,这些工艺包括对各种金属和非金属材料的成形技术(如铸造、锻造、焊接、冲压、注塑以及热处理技术)、切削加工技术(包
浅谈工程技术资料的收集整理 西安分公司李斌强 提要:本文针对外墙面砖施工出现的几个质量通病进行了细致分析,在金地湖城大镜工程外墙面砖施工过程中通过分析对重要的几个环节提出防止措施,取 得了良好的效果。 关键词:外墙面砖;质量通病;探讨;原因分析;预防;环节。 前言 结构工程的施工技术资料的收集整理是一项复杂而细致的工作,涉及的项目和相关部门很多,要建立严格的岗位责任制,明确各部门人员的相关职责,工程技术资料应由项目工程师牵头、资料员(应具备一定的工作经验和专业知识的技术人员担任)负责收集整理。现结合西安市质检站对工程检查验收中资料情况,从以下几个方面予以说明: 1资料收集整理要及时 技术资料要随结构工程施工进度随发生随整理,按子分部分项及其发生时间归类整理,按序排列和分析,能及时反映出混凝土、砂浆试验报告的分类收集并定期统计分析,能及时反映出混凝土的供应速度、浇筑速度等能否满足混凝土地初凝时间,以便通知混凝土供应单位做相应调整或现场及时调整试配、泵送能力、人员安排等做相应调整。 2资料目录要层次分明 目录层次分明、清晰:资料总目录-卷内目录-分目录,尽可能做到全面到位;总目录应看到整个结构工程技术资料内容提纲,卷内目录可以看到一卷或一盒内资料内容,分目录反映一册资料的编号、资料形成日期、部位、结构等,但某些资料的目录有特殊性,如钢筋技术资料目录要依次注明:试验编号、资料日期、使用部位、产地、钢筋种类、规格、进场数量、混合批情况,这样通过目录即可了解钢筋进场、取样、试验结果等情况。 3施工组织设计、方案、技术交底的编写 总要求:层次清楚、分明,内容严谨、全面。施组-指导性,方案-可行性,技术交底-操作性。 3.1施工组织设计编写 施组按公司ISO贯标文件要求的“八大项”编写;施组是对项目施工、决策的指导性文
压力机主传动齿轮技术条件(讨论稿) 本标准适用于直径大于400mm的压力机主传动大齿轮(偏心齿轮除外)。凡上述范围内的零件必须符合本标准的规定。 1技术要求 1.1零件应按经规定程序批准的零件图及技术文件制造。 1.2 材料 主传动大齿轮的材料可采用ZG310-570和ZG40Cr,也可采用45和40Cr锻件。承受高强度载荷的主传动大齿轮材料可采用ZG42CrMo 硬度 ZG310-570和45: 正火硬度为160~191HB。 调质硬度为220~250HB。 齿面淬火硬度为40~48HRc。 ZG40Cr和40Cr: 正火硬度为179~229HB。 调质硬度为241~286HB。 齿面淬火硬度为43~53HRc。 ZG42CrMo: 正火硬度为179~229HB 调质硬度为207~269HB。 齿面淬火硬度为45~55HRc。 正火处理仅针对铸钢件铸造后热处理。模数m≥16的齿轮必须先粗滚齿形,然后进行整体调质,最后再精滚齿轮。 一般在图纸的技术要求中标出齿部硬度和齿轮整体硬度,硬度值应写在符号的前面。 被检齿轮的硬度应均匀,正火和调质处理的同一件硬度差不大于30HB,齿面淬火的同一件硬度差不大于3 HRc。 力学性能 要求较高的齿轮应在图纸的技术要求中标出,齿轮调质后需要达到的抗拉强度σb(N/mm2),应根据齿轮材质和齿坯的厚度来选择抗拉强度,通常45钢的σb=637~703 N/mm2,40Cr的σb=735~833 N/mm2,42CrMo的σb=745~880 N/mm2。 齿部探伤 调质的齿轮一般不进行,要求较高的齿轮应在图纸的技术要求中标出。感应淬火的齿轮淬火后应100%进行裂纹检验,齿面不允许有裂纹。当目测无法确定时,可采用着色检验。 金相显微组织 1.6.1铸钢件金相显微组织 1.6.1.1正火 ZG310-570、ZG40Cr和ZG42CrMo显微组织及特征为:珠光体+铁素体 1.6.1.2调质 ZG310-570、ZG40Cr和ZG42CrMo显微组织及特征为:回火索氏体+铁素体 1.6.2锻件金相显微组织 1.6. 2.1正火 45、40Cr和42CrMo显微组织及特征按《GB/T13320-2007 钢质模锻件金相组织评级图及评定方法》 第一组评级图检验,组织级别2~5级。 1.6. 2.2调质. 45、40Cr和42CrMo显微组织及特征按《GB/T13320-2007 钢质模锻件金相组织评级图及评定方法》 第三组评级图检验,组织级别2~5级。
新技术、新材料、新工艺 根据本工程的使用特点、质量、工期等方面的要求,我公司将采用以下新技术、新工艺、新材料,确保工程质量和工期,达到为社会做到节能减排,为业主降低工程造价,为施工单位降低工程成本的目的。 一、新技术的应用 1、现场配备2台以上计算机,完全实现工程全过程的微机跟踪管理、在资料管理、预决算、竣工文件等方面全面实现微机化负责各种施工技术资料的汇总、整理、建档工作和各种技术数据的分析工作,做到现场管理标准化、规范化。 2、运用计算机网络化管理实现材料的购进、领用、库存、使用过程的全方位覆盖。 3、运用工厂化生产技术,保证成品半成品等产品加工精细、美观,从而确保工程质量更加稳定可靠,确保工程如期完成。 4、利用最新的环境监测技术,对所用材料及工地环境进行检测,确保各项指标完全合格。 二、新材料的应用 1、在砼及砂浆中采用掺加粉煤灰技术,可以减少水泥用量,增强砼的和易性,提高砼成型质量,水泥用量的减少可降低水化热的产生,减少砼内部及表面的裂缝产生,延长结构式的使用寿命。 三、新工艺的应用 1、角钢立柱及门柱采用工厂化加工、现场装配的施工方式。充分利用工厂设备先进、速度快、质量高、产品精度高、无环境污染、易于拼装的特点,进行现场装配流水化施工。 新技术、新产品、新工艺、新材料应用 遵循“科技是第一生产力”的原则,广泛应用新技术、新工艺、新产品、新材料“四新”成果,充分发挥科技在施工生产中的先导、保障作用。 一、从技术上保证进度 1、由项目部总工程师全面负责该项目的施工技术管理,项目经理部设置工程技术部,负责制定施工方案,编制施工工艺,及时解决施工中出现的问题,以方案指导施工,防止出现返工现象而影响工期。 2、实行图纸会审制度, 在工程开工前己由总工程师组织有关技术人员进行设计图纸会审,并及时向业主和监理工程师提出施工图纸、技术规范和其他技术文件中的错误和不足之处,使工程能顺利进行。 3、采用新技术、新工艺,尽量压缩工序时间,安排好供需衔接,统一调