0 前言
核电阀门市场前景非常广阔,但目前国内阀门制造技术落后,核阀等高参数阀门主要靠进口,随着中国核电建设渐渐驶入快车道,核电“国产化情结”变得越来越强烈。因此,掌握核阀等高参数阀门制造的关键技术,保有国内市场、开拓国际市场,已是当务之急。据统计,世界上核电站因阀门装置密封面出故障而造成的事故占核电站事故的1/4。因此对核阀材料和制造工艺提出了十分严格的要求,特别是核阀密封面。这是由于密封面不仅因阀门周期性地开启和关闭而受到擦伤、挤压和冲击作用,而且还因所处的工作环境和介质而受到高温、腐蚀、氧化等作用,所以应具有良好的综合服役性能。
1 核电阀门密封面强化工艺概况
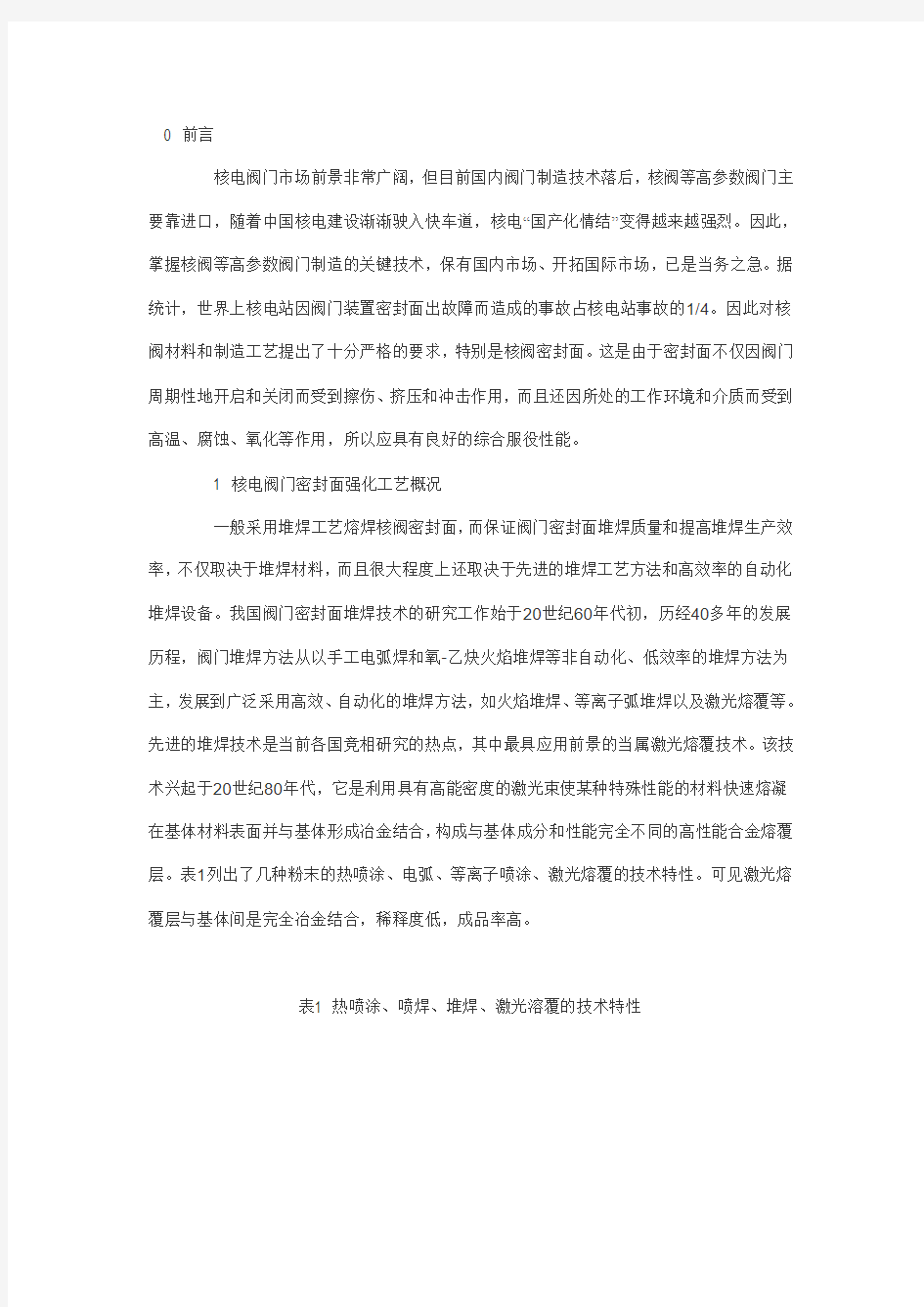
一般采用堆焊工艺熔焊核阀密封面,而保证阀门密封面堆焊质量和提高堆焊生产效率,不仅取决于堆焊材料,而且很大程度上还取决于先进的堆焊工艺方法和高效率的自动化堆焊设备。我国阀门密封面堆焊技术的研究工作始于20世纪60年代初,历经40多年的发展历程,阀门堆焊方法从以手工电弧焊和氧-乙炔火焰堆焊等非自动化、低效率的堆焊方法为主,发展到广泛采用高效、自动化的堆焊方法,如火焰堆焊、等离子弧堆焊以及激光熔覆等。先进的堆焊技术是当前各国竞相研究的热点,其中最具应用前景的当属激光熔覆技术。该技术兴起于20世纪80年代,它是利用具有高能密度的激光束使某种特殊性能的材料快速熔凝在基体材料表面并与基体形成冶金结合,构成与基体成分和性能完全不同的高性能合金熔覆层。表1列出了几种粉末的热喷涂、电弧、等离子喷涂、激光熔覆的技术特性。可见激光熔覆层与基体间是完全冶金结合,稀释度低,成品率高。
表1 热喷涂、喷焊、堆焊、激光溶覆的技术特性
2 激光熔覆技术的特点及其在核电阀门中的应用
2.1 激光熔筱技术的特点
激光熔覆工艺因具有热输入准确控制,焊接速度高,冷却速度快,热畸变小,厚度、成分和稀释率可控性好的特点,可以获得组织致密、高性能(如耐磨性、耐腐蚀性能、抗氧化性能、热障性能、热气蚀和冲蚀磨损等)的合金堆焊层,具有传统堆焊方法所不具备的优势,因此,将激光熔覆技术应用于密封面的强化受到了国内外广泛的重视,并已在众多领域获得应用。
石世宏等比较了激光熔覆、等离子堆焊、火焰堆焊3种方式下钴基合金堆焊层的稀释率和微观形貌。激光熔覆的稀释率比等离子喷焊层和火焰堆焊层都要低。激光熔覆层固熔结合层最薄,热影响区宽度最窄,是等离子喷焊层热影响区的1/8~1/12,是火焰堆焊层热影响区宽度的1/15~1/20,而且激光熔覆的晶粒更为细小。孙宜华等比较和分析了铁基高铬合金激光熔覆层和堆焊层的品质和性能,同样发现激光熔覆层组织细小、硬度高、抗磨损性能好。激光熔覆层较小的稀释度和细密的组织,使设计的熔层元素充分发挥了应有的作用。经测定,激光熔层的显微硬度、抗腐蚀、抗摩擦磨损等性能均优于或大大高于等离子和火焰堆焊层。
2.2 激光熔覆技术在核电阀门中的应用
因核电的迅猛发展,国家政策的支持和市场经济的需求,掌握研制高参数核电阀门技术迫在眉睫,激光熔覆在表面强化技术中突出的优势和在实际应用中良好的效果,使得许多学者正致力于将其应用到核电阀门密封面强化的研究中。
黄国栋等尝试在核阀阀瓣密封面奥氏体基体上采用激光堆焊工艺熔覆Co基合金,并与等离子喷焊层和电弧堆焊层进行对比,试验结果表明激光熔覆获得的强化层表面光滑平整,一次激光熔覆层能达到3mm。熔层组织与其它传统堆焊工艺相比,废品率小于5%,晶粒显著细化,稀释率小,成品率高,在强酸、强碱介质中腐蚀率最低。石世宏等还测试了涂层的硬度和耐磨性,激光熔覆层的平均硬度达到HV740~860,而等离子弧堆焊层平均硬度只有HV520~560。2种强化工艺下的堆焊层经过3000次冲击,磨损量分别为1.2mg和
2.53mg。
EPRI在总结各种阀门密封面强化工艺试验中指出,激光熔覆的突出优点是可以有效降低热残余应力从而减少裂纹的产生,其次是减轻涂层和基体的稀释,由此可以减少堆积的层数而不降低涂层的耐磨性。文献采用固体激光器熔覆Norem 02和Setliet 21焊丝,获得了耐磨性良好的熔覆层。
综上可见,激光熔覆技术是一种有前景的先进表面处理技术,是提高阀门密封面质量的有效途径,并已成功进人应用阶段。采用激光熔覆技术、控制熔覆层的成分和选择合理的熔覆工艺,可使基体获得其它表面强化技术难以得到的性能,充分发挥原材料的潜力。
2.3 激光熔筱材料在核电阀门中的应用
激光熔覆材料体系主要有铁基合金、镍基合金、钴基合金等。激光熔覆铁基合金适用于温度要求不高(低于400℃)的耐磨零件,所用粉末主要有不锈钢类和高铬铸铁类,分别适用于低碳钢和铸铁基体。由于铁基合金成本低廉,经常用作镍基合金的代用品,与镍基合金相比,铁基合金激光熔覆层韧性稍差。我国在引进国外成分的基础上发展了含铁高的镍基合金粉末,已在阀门上应用的有F102、NDG-2#等。钴基、镍基合金具有高硬度、耐磨、抗热和抗氧化等性能,且钴基合金性能比镍基合金更好。从工艺上讲,激光熔彼层又因为激光快速凝固过程产生的晶粒细化、非稳态多相和过饱和固溶体而起到极好的强化作用,一般
都具有更高的硬度、强韧性、耐高温、耐磨和耐蚀性。因此,钴基合金激光熔覆层被广泛应用于各种恶劣工况条件下服役的高参数阀门密封面,已被列为国家标准的阀门堆焊材料。
3 存在的问题及解决方法
3.1 核电阀门密封面熔覆层的质量问题及解决办法
在高参数核阀、石化阀门等零件的主要密封面上进行大功率激光熔覆时发现,覆层裂纹是影响其质量的主要原因,特别对于厚层熔覆,裂纹经常难以避免。这种状况成为激光熔覆技术向产业化推进的一大障碍。应针对核电行业的特点,对原有的激光熔覆工艺进行改进,开发激光熔覆裂纹控制新工艺。根据核阀基体材料和热处理状态及使用要求的不同,选择不同的熔覆材料和熔覆工艺以保证熔覆层的性能,特别是减少熔覆层的裂纹率。
任爱国等利用7种基体材质,选用不同的自配镍基和钴基熔覆材料,观察熔覆层的裂纹情况,结果发现,熔覆材料的特性对激光熔覆层的裂纹状况影响最大。石世宏等还发现熔覆工艺对激光熔覆层开裂行为也有影响,应根据不同熔层厚度选择不同功率密度和扫描速度,同时还应考虑材料的熔点、吸收系数等因素来优化工艺参数。覆层材料使用热喷涂或热喷焊用合金粉末是不尽合理的,其中一些成分加大了覆层的开裂性,所以要优化粉末成分,减少杂质,并设法降低热应力的作用。李晓薇等通过选择熔覆粉末材料配方和优化熔覆工艺参数,获得了质量良好的激光熔覆层,提高了零件的使用性能,延长了其使用寿命。
3.2 核电阀门密封面熔覆材料存在的问题及解决办法
至目前为止,核阀密封面堆焊材料一般为含钴合金,如Stellite 6或Stellite 21等。但是钴基合金存在2个突出的问题:一是我国是钴资源十分缺乏的国家,钴矿储量小于2%的世界储量,所需钴资源主要靠进口钴精矿和回收利用含钴废料;二是钴基合金磨损和腐蚀碎片中的Co59受激发将形成Co60同位素,这会延长核辐射的半衰期,在停堆检修时造成检修时间的延长和对维修人员的威胁,也会大大增加核燃料屏蔽的难度和成本。因此,今后国家第三代大型压水堆核电站,包括美国的AP1000和法国核级阀门的密封面都要求采用无钴合金。20世纪90年代以来国内使用的代钴合金有NDG-2#镍基合金、TDG-5铁基合金焊丝以及SF-6铁基铬锰堆焊焊条,但这些代钴材料还没有像钴基材料那样得到用户的认可。
国外使用的代钴合金有410、440C、616和Norem 02/02A等。采用较多的是616和Norem 02/02A类不锈钢合金,但它们的耐高温能力仍然受限。因此代钴材料的使用、研制及推广任重而道远。
4 结语
激光熔覆技术是一项具有高科技含量的表面改性技术,在核电阀门密封面强化工艺中有着不可替代的优势。根据激光熔覆层现存的问题,可以以优化工艺参数和设计专门的熔覆材料为主要着手点,改善激光熔覆层的质量,达到工业应用中所需的性能要求,使我国阀门制造的水平尽早赶上国际水平。
参考资料:https://www.doczj.com/doc/242127267.html,
激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。 为推动激光熔覆技术的产业化,世界各国的研究人员针对激光熔覆涉及到的关键技术进行了系统的研究,已取得了重大的进展。国内外有大量的研究和会议论文、专利介绍激光熔覆技术及其最新的应用:包括激光熔覆设备、材料、工艺、监测与控制、质量检测、过程的模拟与仿真等研究内容。但到目前为止,激光熔覆技术还不能大面积工业化应用。分析其原因,这里有政府导向的因素、激光熔覆技术本身成熟程度的限制、社会各界对激光熔覆技术的认可程度等因素。因此,激光熔覆技术欲实现全面的工业化应用,必须加大宣传力度,以市场需求为导向,重点突破制约发展的关键因素,解决工程应用中涉及到的关键技术,相信在不远的将来,激光熔覆技术的应用领域及其强度将不断的扩大。下面介绍激光熔覆技术几个发展的动态,以飨读者。 激光熔覆的优势 激光束的聚焦功率密度可达1010~12W/cm2,作用于材料能获得高达1012K/s的冷却速度,这种综合特性不仅为材料科学新学科的生长提供了强有力的基础,同时也为新型材料或新型功能表面的实现提供了一种前所未有的工具。激光熔覆所创造的熔体在高温度梯度下远离平衡态的快速冷却条件,使凝固组织中形成大量过饱和固溶体、介稳相甚至新相,已经被大量研究所证实。它提供了制造功能梯度原位自生颗粒增强复合层全新的热力学和动力学条件。同时激光熔覆技术制备新材料是极端条件下失效零部件的修复与再制造、金属零部件的直接制造的重要基础,受到世界各国科学界和企业的高度重视和多方面的研究。 目前,利用激光熔覆技术可以制备铁基、镍基、钴基、铝基、钛基、镁基等金属基复合材料。从功能上分类:可以制备单一或同时兼备多种功能的涂层如:耐磨损、耐腐蚀、耐高温等以及特殊的功能性涂层。从构成涂层的材料体系看,从二元合金体系发展到多元体系。多元体系的合金成分设计以及多功能性是今后激光熔覆制备新材料的重要发展方向。 最新的研究表明,在我国工程应用中钢铁基的金属材料占主导地位。同时,
1. 引言 1.1 本课题的研究背景及意义 激光熔覆技术(Laser cladding technology)是指在被涂覆机体表面上,以不同的添料方式放置选择的涂层材料,经激光辐照使之和机体表面薄层同时熔化,快速凝固后形成稀释度极低、与基体材料成冶金结合的涂层,从而显著改善机体材料表面耐磨、耐热、耐蚀、抗氧化等性能的工艺方法[1]。按涂层材料的添加方式不同,激光熔覆技术可分为预置法和同步送粉法,如图1所示。激光熔覆技术因具有应用灵活、耗能小,热输入量低、引起的热变形小,不需要后续加工或加工量小,减少公害等优点,近年来已在材料表面改性上受到高度重视[2]。特别是上个世纪80年代以来,该技术得到了很大进步和发展。激光熔覆的最终目的是改善材料的使用性能,使其更好地满足使用要求。与堆焊、热喷涂和等离子喷焊等表面改性技术相比,激光熔覆具有下述优点:(1)熔覆层晶粒细小,结构致密,因而硬度一般较高,耐磨、耐蚀等性能亦更为优异;(2)熔覆层稀释率低,由于激光作用时间短,基材的熔化量小,对熔覆层的冲淡率低(一般仅为5%-8%),因此可在熔覆层较薄的情况下获得所要求的成分与性能,节约昂贵的覆层材;(3)激光熔覆热影响区小,工件变形小,熔覆成品率高;(4)激光熔覆过程易实现自动化生产,覆层质量稳定,如在熔覆过程中熔覆厚度可实现连续调节,这在其他工艺中是难以实现的。由于激光熔覆的上述优点,它在航空、航天乃至民用产品工业领域中都有较广阔的应用前景,已成为当今材料领域研究和开发的热点。
图1.1 激光熔覆原理示意图 1.2 本课题国内外研究现状 激光熔覆技术的发展当然离不开激光器。目前,激光器主要有3种:CO2激光器、YAG 固体激光器和准分子激光器。国内外常用于激光熔敷的激光器主要有两种:一种是输出功率为0.5-10KW的CO2气体激光器,另一种是输出功率为500W左右的YAG固体激光器。其中工业上用来进行表面改性的多为CO2大功率激光器。近年来,华中科技大学、中国科学院、清华大学、西北工业大学等国内多家单位在激光熔覆设备及过程控制方面做了许多研究工作,如华中科技大学激光加工国家工程研究中心已相继成功研制出500 - 10000W大功率CO2气体激光器、100-500W固体激光器等系列激光产品,中科院则开发出集成化激光智能加工系统,清华大学激光加工研究中心已研制出各种规格的同轴送粉喷嘴和自动送粉器等。在激光熔覆技术上,国内的研究主要表现在以下几个方面:1.激光熔覆同轴送粉器以及利用CCD红外检测激光熔覆温度场,如天津工业大学杨洗尘教授[3];2.激光熔覆制备耐磨涂层[4];3.激光熔覆工艺参数的研究;4.激光熔覆过程中添加某重金属元素对特定合金组织的影响[5];5.扫描速度对熔覆层硬度和厚度的影响[6];6.激光熔覆制备金属基复合涂层以提高机械性能[7];7.Mg表面熔敷不同金属材料涂层的机械性能[8];国外的研究状况:国外对激光熔覆技术的研究其实与上世纪80年代,比我国早十年左右,国外的研究主要集中在欧洲、北美和亚洲。欧洲的主要研究内容包括:1.对激光熔覆过程的基础研究与理解,如葡萄牙先进技术研究所和英国利物浦大学,如图2;2.激光熔覆制备金属基复合涂层以提高机械性能[9];3.激光熔覆恢复零件和工具性能[10];4.激光熔覆过程显微裂纹和残余
0 前言 核电阀门市场前景非常广阔,但目前国内阀门制造技术落后,核阀等高参数阀门主要靠进口,随着中国核电建设渐渐驶入快车道,核电“国产化情结”变得越来越强烈。因此,掌握核阀等高参数阀门制造的关键技术,保有国内市场、开拓国际市场,已是当务之急。据统计,世界上核电站因阀门装置密封面出故障而造成的事故占核电站事故的1/4。因此对核阀材料和制造工艺提出了十分严格的要求,特别是核阀密封面。这是由于密封面不仅因阀门周期性地开启和关闭而受到擦伤、挤压和冲击作用,而且还因所处的工作环境和介质而受到高温、腐蚀、氧化等作用,所以应具有良好的综合服役性能。 1 核电阀门密封面强化工艺概况 一般采用堆焊工艺熔焊核阀密封面,而保证阀门密封面堆焊质量和提高堆焊生产效率,不仅取决于堆焊材料,而且很大程度上还取决于先进的堆焊工艺方法和高效率的自动化堆焊设备。我国阀门密封面堆焊技术的研究工作始于20世纪60年代初,历经40多年的发展历程,阀门堆焊方法从以手工电弧焊和氧-乙炔火焰堆焊等非自动化、低效率的堆焊方法为主,发展到广泛采用高效、自动化的堆焊方法,如火焰堆焊、等离子弧堆焊以及激光熔覆等。先进的堆焊技术是当前各国竞相研究的热点,其中最具应用前景的当属激光熔覆技术。该技术兴起于20世纪80年代,它是利用具有高能密度的激光束使某种特殊性能的材料快速熔凝在基体材料表面并与基体形成冶金结合,构成与基体成分和性能完全不同的高性能合金熔覆层。表1列出了几种粉末的热喷涂、电弧、等离子喷涂、激光熔覆的技术特性。可见激光熔覆层与基体间是完全冶金结合,稀释度低,成品率高。 表1 热喷涂、喷焊、堆焊、激光溶覆的技术特性
矿用机械易损部件激光熔覆再制造 可行性研究报告 2016年4月15日
前言 目前,国内已有矿用机械易损部件激光熔覆再制造技术的应用,再制造工程可以使得磨损表面得到修复,恢复零部件使用性能。也可在设备使用前将易损部位提前熔覆保护层,增强其耐磨性、耐腐蚀性,使设备的使用寿命更长。再制造工程和产业化可为企业带来巨大利润,成为新的经济增长点。通过再制造产业化方式,企业可以减少设备投资,修旧复用,降低生产成本,节省资金、节能、节材和保护环境,增强企业的市场竞争力,具有良好的经济效益和社会效益。 一、煤炭行业现状 目前,在多种因素的作用下,煤炭企业运行十分困难。全国煤企2015年亏损面已经超过八成,且因为产能过剩很严重,2016年仍旧不乐观。目前,相关部门多次强调,要加快对长期亏损、产能过剩严重的“僵尸”企业的重组整合或退出。煤炭行业也因此成为承受重压的行业。2015年以来,煤价已下跌三成,降到不如土豆的价格,坑口吨煤价格甚至卖不过一立方沙子。很多煤企更是巨亏,不得不通过降薪、甚至停薪留职、内部休假等手段来降本增效。但即便如此,煤炭“僵尸”企业为了维持现金流,宁愿亏损也不停产。但实际上,随着煤价不断降低,煤企的资金链已经快顶不住。数据显示,目前煤炭行业平均资产负债率已经达到67.7%,处于2000年以来最高水平。面对经营环境恶化日益严重,坚持可持续性发展已经成为所有煤炭企业的共识。循环经济突破传统观念的束缚,旨在对有限的资源进行高效的重复循环利用。经济发展是建立在维护自然生态系统良性运行的基础上,注重减少资源消耗、降低废弃物排放和提高资源使用率,最大限度地实现资源的有效利用。煤炭企业,作为典型的
激光熔覆成形技术的研究进展 1基本概念 激光熔覆成形(Laser cladding forming, LCF)技术集激光技术、计算机技术、数控技术、传感器技术及材料加工技术于一体,是一门多学科交叉的边缘学科和新兴的先进制造技术。该技术把快速原型制造技术和激光熔覆表面强化技术相结合,利用高能激光束在金属基体上形成熔池,将通过送粉装置和粉末喷嘴输送到熔池的金属粉末或事先预置于基体上的涂层熔化,快速凝固后与基体形成冶金结合,根据零件的计算机辅助设计模型,逐线、逐层堆积材料,直接生成三维近终形金属零件。激光熔覆成形系统主要由计算机、粉末输送系统、激光器和数控工作台四部分组成,其原理如图1 所示。由于该技术可以直接制造全密度金属零件,从20 世纪90 年代中期开始,就成为快速成形领域的研究热点和发展方向,具有广阔的应用前景。激光熔覆成形技术在产生后的短短几年内获得了飞速发展,并被冠以不同的名称:如送粉方式的激光工程化近成形(Laser Engineered Net Shaping, LENSTM)、直接光制造技术(Directed light fabrication, DLF)、直接金属沉积(Direct metal deposition, DMD)、堆积成形制造(Shape deposition manufacturing, SDM),激光固结(Laser consolidation, LC),激光增材制造(Laser additive manufacturing, LAMSM),以及粉末预置方式的选择性激光熔化(Selective laser melting, SLM)和金属直接激光烧结(Direct laser sintering of metals ,DSM)等,这些技术的原理和加工方法基本相同,将它们统称为激光熔覆成形技术。 图1 激光熔覆成形原理示意图
激光熔覆技术分析与展望 作者:张庆茂激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。为推动激光熔覆技术的产业化, 作者:张庆茂 激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。 为推动激光熔覆技术的产业化,世界各国的研究人员针对激光熔覆涉及到的关键技术进行了系统的研究,已取得了重大的进展。国内外有大量的研究和会议论文、专利介绍激光熔覆技术及其最新的应用:包括激光熔覆设备、材料、工艺、监测与控制、质量检测、过程的模拟与仿真等研究内容。但到目前为止,激光熔覆技术还不能大面积工业化应用。分析其原因,这里有政府导向的因素、激光熔覆技术本身成熟程度的限制、社会各界对激光熔覆技术的认可程度等因素。因此,激光熔覆技术欲实现全面的工业化应用,必须加大宣传力度,以市场需求为导向,重点突破制约发展的关键因素,解决工程应用中涉及到的关键技术,相信在不远的将来,激光熔覆技术的应用领域及其强度将不断的扩大。下面介绍激光熔覆技术几个发展的动态,以飨读者。 激光熔覆的优势 激光束的聚焦功率密度可达1010~12W/cm2,作用于材料能获得高达1012K/s的冷却速度,这种综合特性不仅为材料科学新学科的生长提供了强有力的基础,同时也为新型材料或新型功能表面的实现提供了一种前所未有的工具。激光熔覆所创造的熔体在高温度梯度下远离平衡态的快速冷却条件,使凝固组织中形成大量过饱和固溶体、介稳相甚至新相,已经被大量研究所证实。它提供了制造功能梯度原位自生颗粒增强复合层全新的热力学和动力学条件。同时激光熔覆技术制备新材料是极端条件下失效零部件的修复与再制造、金属零部件的直接制造的重要基础,受到世界各国科学界和企业的高度重视和多方面的研究。 目前,利用激光熔覆技术可以制备铁基、镍基、钴基、铝基、
在很长一段时间内,传统的工业制造加工或者再修复,需要通过电镀技术,这一技术虽然曾一度在金属表面防护、装饰加工等方面发挥了很大的作用,但长期以来带来的污染问题让许多制造企业头疼不已,因此为减少污染,新的激光熔覆技术受到人们的欢迎。 激光表面熔覆具有能量密度高,熔覆质量致密,结合强度高,熔覆层组织的稀释率低、热影响区小等特点。激光表面熔覆为非接触式加工且输入热量可控,采用的规范激光修复方法可以解决其它焊接方法造成焊接残余应力和开裂倾向。因此可以先采用机械加工的方法去除牌坊表面的腐蚀层和磨损的疲劳层,然后选取耐腐蚀性和耐磨性都优于基材的粉末,采用激光熔覆的方法对牌坊进行修复,这样既避免了多次去除材料给牌坊造成的强度下降的缺陷,又避免了堆焊造成的因应力集中导致的变形问题,而且提高了牌坊的耐腐性和耐磨性。 激光熔覆技术是使用激光将金属粉末直接熔融,逐层沉积成型。激光熔覆技术完成的熔覆涂层冶金质量高、稀释率低、变形小、表面光洁度高,属于先进环保的再制造加工技术,在工业再制造领域极大地减少企业的后续机加工成本,能有效延长产品使用周期,在钢铁行业轧机牌坊修复中大受欢迎。
现场激光修复案例分析 1、修复加工方法 因为轧机机架体积及重量大,附属管路等多,拆卸、安装、运输繁杂,另外有大修时间限制。轧机牌坊材质是ZG25,设计使用寿命年限为40年,牌坊工作面腐蚀失效深度1~2.5mm。通过现场勘察及使用工况的调研,综上因素,在考虑满足使用要求的前提下,确定针对轧机牌坊现场修复方法为: 通过在线机械加工,去除牌坊失效工作面(四块衬板下面及两个轧机轴承座底面)表面腐蚀疲劳层,上半面腐蚀较轻,下半面较严重,平均铣去大约2或3mm的深度,为激光熔覆前基体表面处理做准备。在通过机械加工去除材料,清除牌坊表面腐蚀层过程中,要保证恢复失效工作面(和安装面)的垂直度、平面度及粗糙度要求。再通过激光熔覆技术将特殊耐腐蚀材料熔覆到前面加工的基体表面,彻底改变了牌坊表面的特性。预计熔覆涂层寿命在十年以上,避免了对牌坊表面频繁的机加工修复带来的危害,彻底解决轧机牌坊磨损腐蚀的难题。 另外对各工作面原有螺栓孔的处理方法是:清理各螺栓孔,清除断折的螺杆,损伤螺纹
激光熔覆技术的发展现状 激光熔覆技术是—种涉及光、机、电、计算机、材料、物理、化学等多门学科的跨学科高新技术。它由上个世纪60年代提出,并于1976年诞生了第一项论述高能激光熔覆的专利。激光熔覆技术得到了迅速的发展,近年来结合CAD技术兴起的快速原型加工技术,为激光熔覆技术又添了新的活力。 目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰口铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。在滑动磨损、冲击磨损和磨粒磨损严重的条件下,纯的镍基、钴基和铁基合金粉末已经满足不了使用工况的要求,因此在合金表面激光熔覆金属陶瓷复合涂层已经成为国内外学者研究的热点,目前已经进行了钢、钛合金及铝合金表面激光熔覆多种陶瓷或金属陶瓷涂层的研究。 激光熔覆存在的问题 评价激光熔覆层质量的优劣,主要从两个方面来考虑。 一是宏观上,考察熔覆道形状、表面不平度、裂纹、气孔及稀释率等;二是微观上,考察是否形成良好的组织,能否提供所要求的性能。此外,还应测定表面熔覆层化学元素的种类和分布,注意分析过渡层的情况是否为冶金结合,必要时要进行质量寿命检测。 目前研究工作的重点是熔覆设备的研制与开发、熔池动力学、合金成分的设计、裂纹的形成、扩展和控制方法、以及熔覆层与基体之间的结合力等。 目前激光熔敷技术进一步应用面临的主要问题是: ①激光熔覆技术在国内尚未完全实现产业化的主要原因是熔覆层质量的不稳定性。激光熔覆过程中,加热和冷却的速度极快,最高速度可达1012℃/s.由于熔覆层和基体材料的温度梯度和热膨胀系数的差异,可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度 ②光熔敷过程的检测和实施自动化控制。 ③激光熔覆层的开裂敏感性, 仍然是困扰国内外研究者的一个难题,也是工程应用及产业化的障碍. 目前,虽然已经对裂纹的形成扩进行了研究,但控制方法方面还不成熟。 激光熔覆技术的应用和发展前景展望进入20世纪80年代以来,激光熔敷技术得到了迅速的发展,目前已成为国内外激光表面改性研究的热点。激光熔敷技术具有很大的技术经济效益,广泛应用于机械制造与维修、汽车制造、纺织机械、航海与航天和石油化工等领域。目前激光熔覆技术已经取得一定的成果,正处于逐步走向工业化应用的起步阶段。今后的发展前景主要有以下几个方面: (1)激光熔覆的基础理论研究。 (2)熔覆材料的设计与开发。 (3)激光熔覆设备的改进与研制。
激光熔覆技术在行业中的应用 1、涡轮动力设备修复和改造 在冶金、石油、化工、电力、铁路、船舶、矿山、航空等国民经济支柱产业中使用着大量的涡轮转动设备,例如:汽轮机、离心压缩机、轴流风机、螺杆压缩机、高炉透平发电 TRT 、烟气轮机、发电机、往复式压缩机、飞机发动机、地面燃机、水轮机、制氧机、水泵、柴油机、工业透平、增速机等等。特别是 70年代末以来引进的大量进口涡轮转动设备(机组, 经过长周期各种工况条件下服役,因腐蚀、磨损和疲劳等因素,所有设备(机组均存在着使用中的损伤失效, 有的则处在报废或即将报废状态。而常规的技术和工艺方法不能, 也不敢动及这些关键的、价值贵重的设备(机组,稍有失误将造成设备(机组失效和破坏, 从而带来的是潜在的巨大的产值和经济损失。 在钢铁冶金行业,涡轮转动设备 (机组是提供能源和动力的载体。钢铁企业拥有的各种规格进口和国产的轴流压缩机(风机,单级、多级离心鼓风机、引风机、除尘风机、 H 型氧压机、氮压机、螺杆压缩机、自备电厂的各种型号汽轮机、高炉能量回收使用的单级、双级透平发电 TRT 机组、各种发电及电动机、大型水泵等涡轮动力设备。再制造工程技术为这些重大关键设备(机组提供了安全可靠,质量保障,性能稳定提升的综合技术。激光熔覆仿形技术和激光快速成形技术在这些关键设备和零部件修复及再造应用, 又使再制造工程技术得到发展。例如, 2007年11月份,天津大族烨峤激光公司应用再制造工程技术和激光熔覆仿形技术修复津西钢铁公司 AV40-12型轴流压缩机的动、静叶片; 2008年 3月份,修复津西钢铁公司2MPG4.5-175/145型高炉透平“一拖二” 式 TRT 机组的动、静叶片并进行两台机 组的拆装、调试和检测的全方位“交钥匙”工程。现在,经修复的两台机组已经投入生产服役,运行良好,平稳可靠。而且,采用激光熔覆仿形技术修复后的两台机组的所有动、静叶片都可比原设计制造的新叶片提高使用寿命 50-100%,仅此两台设备可为津西厂节省约 500多万元维修资金。
一、激光熔覆的原理 激光溶覆是利用高能激光束辐照,通过迅速熔化、扩展和凝固,在基材表面熔覆一层具有特殊物理、化学或力学性能的材料,构成一种新的复合材料,以弥补基体所缺少的高性能。能充分发挥二者的优势,克服彼此的不足。 可以根据工件的工况要求,熔覆各种(设计)成分的金属或非金属,制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面覆层。通过激光熔覆,可在低熔点材料上熔覆一层高熔点的合金,亦可使非相变材料 (AI 、Cu 、Ni 等)和非金属材料的表面得到强化。 在工件表面制备覆层以改善表面性能的方法很多,在工业中应用较多的是堆焊、热喷涂和等离子喷焊等,与上述表面强化技术相比,激光熔覆具 有下述优点: (1 )熔覆层晶粒细小,结构致密,因而硬度一般较高,耐磨、耐蚀等性能 亦更为优异。 (2 )熔覆层稀释率低,由于激光作用时间短,基材的熔化量小,对熔覆层的冲淡率低(一般仅为 5%-8%),因此可在熔覆层较薄的情况下,获得所要求的 成分与性能,节约昂贵的覆层材料。 (3 )激光熔覆热影响区小,工件变形小,熔覆成品率高。 (4 )激光熔覆过程易实现自动化生产,覆层质量稳定,如在熔覆过程中熔覆厚度可实现连续调节,这在其他工艺中是难以实现的。 由于激光熔覆的上述优点,它在航空、航天乃至民用产品工业领域中都有较广阔的应用前景,已成为当今材料领域研究和开发的热点。 激光熔覆技术应用过程中的关键问题之一是熔覆层的开裂问题,
尤其是大工件的熔覆层,裂缝几乎难以避免,为此,研究者们除了改进设备,探索合适工艺,还在研制适合激光熔覆工艺特点的熔覆用合金粉末和其他熔覆材 料。 二、激光熔覆工艺方法 激光熔覆工艺方法有两种类型: 1、二步法(预置法) 该法是在激光熔覆处理前,先将熔覆材料置于工作表面,然后采用激光将其熔化,冷凝后形成熔覆层。预置熔覆材料的方式包括: (1 )预置涂覆层:通常是应用手工涂敷,最为经济、方便、它是用粘结剂将熔覆用粉末调成糊状置于工件表面,干燥后再进行激光熔覆处理。但此法生产效率低,熔覆厚度不一致,不宜用于大批量生产。 (2 )预置片:将熔覆材料的粉末加入少量粘结剂模压成片,置于工件需熔覆部位,再进行激光处理。此法粉末利用率高,且质量稳定,适宜于一些深孔零件,如小口径阀体,采用此法处理能获得高质量涂层。 2、一步法(同步法) 这是在激光束辐照工件的同时向激光作用区送熔覆材料的工艺, 它又有两种方/法。 同步送粉法:使用专用喷射送粉装置(见图)将单种或混合粉末送入熔池,控制粉末送入量和激光扫描速度即可调整熔覆层的厚度。由于松散的粉末对激光的吸收率大,热效率高,可获得比其他方法更厚的熔覆层,容易 实现自动化。国外实际生产中采用较多。 同步送丝法:此法工艺原理虽与同步送粉法相同,但熔覆材料是预先加工成丝材或使用填充丝材。此法便利且不浪费材料,更易保证熔覆层的成分均匀性,尤其是当熔覆层是复合材料时,不会因粉末比重或粒度大小的不同而影响覆层质量,且通过对丝材进行预热的精细处理可提高熔覆速率。但是丝材表面光滑,对激光的反射较强,激光利用率相时较低;此外,线材制造过程较 复杂,且品种规格少。
目录 摘要 .......................................................................................................................... I Abstract ....................................................................................................................... II 第1章绪论 (1) 1.1 课题背景及研究的目的和意义 (1) 1.2 国内外研究现状 (2) 1.2.1 齿轮修复再制造工艺的研究现状 (2) 1.2.2 激光熔覆再制造技术的研究现状 (4) 1.2.3 激光熔覆温度场数值模拟的研究现状 (6) 1.3 本文的主要研究内容 (9) 第2章采煤机大齿轮激光熔覆再制造总体方案设计 (11) 2.1 采煤机大齿轮激光熔覆修复总体方案的设计 (11) 2.2 采煤机大齿轮失效原因的分析 (12) 2.3 采煤机大齿轮激光熔覆修复材料的选择 (14) 2.3.1 自熔性合金粉末 (14) 2.3.2 高温合金粉末 (14) 2.4 采煤机大齿轮激光熔覆修复设备分析 (15) 2.4.1 CO2横流送粉式激光熔覆成套设备分析 (15) 2.4.2 光纤式金属粉末熔化成型设备分析 (17) 2.5 本章小结 (18) 第3章激光熔覆再制造稀释率数学模型的建立 (19) 3.1 激光熔覆再制造稀释率数学模型的方案设计 (19) 3.2 送粉式激光熔覆能量分配模型的建立及稀释率预测 (20) 3.2.1 送粉式激光熔覆激光与粉末相互作用模型 (20) 3.2.2 送粉式激光熔覆层横截面积及稀释率数学模型的建立 (21) 3.2.3 送粉式激光熔覆稀释率的预测 (23) 3.2.4 送粉式激光熔覆稀释率的模型验证 (24) 3.3 预置式激光熔覆能量分配模型的建立及稀释率预测 (28) 3.3.1 预置式激光熔覆激光与粉末相互作用模型 (28) 3.3.2 预置式激光熔覆层横截面积与稀释率数学模型的建立 (28) 3.3.3 预置式激光熔覆稀释率的预测 (29)
激光熔覆技术 激光熔覆技术简介 激光熔覆技术是指以不同的填 料方式在被涂覆基体表面上放置选 择的涂层材料,经激光辐照使之和 基体表面一薄层同时熔化,并快速 凝固后形成稀释度极低并与基体材 料成冶金结合的表面涂层,从而显 著改善基体材料表面的耐磨、耐蚀、 耐热、抗氧化及电器特性等的工 艺方法。 激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料。 应用于激光熔覆的激光器主要有CO2激光器和固体激光器,主要包括碟片激光器,光纤激光器和二极管激光器。 激光熔覆技术的工艺特点 激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。 1、激光熔覆具有以下特点: (1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。 (2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控; (3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。 (4)粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金; (5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm, (6)能进行选区熔敷,材料消耗少,具有卓越的性能价格比; (7)光束瞄准可以使难以接近的区域熔敷;
激光熔覆技术已广泛应用于金属表面的修复改性,但传统激光熔覆虽然有柔性加工、异形修复、自定义增材等优势和特点,但工作效率偏低,对于部分生产领域中所要求的大规模快速生产加工需求,仍无法满足。为了满足大批量高速生产需求,提高熔覆工作效率,高速激光熔覆技术应运而生,下文是对其原理及其优势的介绍,希望对你有所帮助。 背景: 在工业、能源、军工、机械相关制造厂以及再制造等领域,由于生产环境恶劣,使用负荷大,导致一些重要的金属零部件腐蚀和磨损。为了延长昂贵的生产设备的使用寿命,须给这些设备的金属部分外表进行提前处理或修复。同时,我国也是世界上最大的液压支架生产国,液压支架的核心部件立柱、千斤顶均同样需要进行表面防腐和耐磨处理。 技术原理:超高速激光熔覆技术是通过同步送粉添料方式,利用高能密度的束流使添加材料与高速率运动的基体材料表面同时熔化,并快速凝固后形成稀释率极低,与基体呈冶金结合的熔覆层,极大提高熔覆速率,显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化等工艺特性的工艺方法。
传统方式的优劣对比: 超高速激光熔覆的优势: ★扫描速率高 o线速度20~150 m/min o熔覆效率0.5~2m2/h ★质量高 o完全冶金结合,结合力远优于喷涂、电镀等传统工艺,高速激光熔覆是绿色替代镀铬等镀层的优选工艺。
o层厚50~500μm,高速熔覆表面精细平整,非常适用于薄层熔覆。 o稀释率<5%,可实现热敏感材料零件的涂层制备,避免传统熔覆表面缺陷发生; o零件变形量小,高速熔覆的粘结层相比热喷涂层和电镀涂层更加耐磨耐蚀,是与基体呈冶金结合形式制备的超薄保护层。 超高速激光熔覆的应用: 超高速激光熔覆技术可实现致密无缺陷的熔覆层,熔覆层表面质量致密,与基材呈冶金结合,无开口性缺陷,表面光滑平整。不仅能够在回转体上进行加工,也能在平面和复杂曲面上进行加工。通过持续的技术优化,该技术可广泛应用于煤炭、冶金、海洋平台、造纸、民用家电、汽车、船舶、石油、航空航天行业。 中科煜宸始终致力于为客户提供激光表面处理及再制造应用解决方案,目前已成功研发出新品——超高速激光熔覆装备,配备自主研发的负压载气式送粉器、送粉喷嘴等核心器件,与煤机、冶金、汽车、航空航天等行业深入合作,根据企业需求提供工件加工、工艺开发、设备定制等成套技术服务。
?综合评述? 激光熔覆技术的研究进展 李晓薇1,张春华1,2,张松1,刘常升2 1.沈阳工业大学材料科学与工程学院,沈阳110023; 2.东北大学材料与冶金学院,沈阳110004 提要:激光熔覆技术是一种先进的表面改性技术,具有广泛的应用领域。本文介绍了激光熔覆技术的发展、应用、激光熔覆技术的设备及 工艺特点,对激光熔覆层的表面质量、熔覆层存在的问题及熔覆层内裂纹形成的影响因素进行了综合评述,同时展望了激光熔覆技术的发展前景。最后,指出了存在的问题和今后努力的方向。 关键词:激光熔覆;熔覆层裂纹;残余应力中图分类号:TN 249 文献标识码:A 文章编号:0253-2743(2007)02-0001-02 Developments of laser cladding technology LI X iao -wei 1,ZH ANG Chun -hua 1,2,ZH ANG S ong 1,LIU Chang -sheng 2 1.School of M aterials Science and Engineering ,Shenyang University of T echnology.Shenyang 110023,China ; 2.C ollege of M aterials and M etallurgy ,N ortheastern University ,Shenyang ,110004,China Abstract :Laser cladding is an advanced sus face m odification technique ,whici has a broad prospect of applications.In this paper development and appli 2cations ,its instrument and technological character are all introduced.The in fluence factors on surface quality ,the major existing problem and crack formation of laser cladding layer are analyzed.The perspective of laser cladding at present and in the future is als o proposed.Furtherm ore ,the needs forfurther research efforts is als o briefly discussed. K ey w ords :laser cladding ;cracks of cladding layer ;residual stress 收稿日期:2006-07-05 基金项目:国家高技术研究发展计划(863计划2002AA305203);中国博士后科学基金(20060400957);辽宁省教育厅科学研究计划2004D011、05L301项目。 作者简介:李晓薇(1982-),女,辽宁葫芦岛人,硕士研究生。 激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指以不同的添料方式在被涂覆基体表面放置选择的涂层材料,经激光辐照使之与基体表面一薄层同时熔化,并快速凝固形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面,不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激 光熔覆技术的研究及应用都非常重视〔1-4〕 。 1 激光熔覆技术的设备及工艺特点 目前应用于激光熔覆的激光器主要有输出功率为1~10kW 的C O 2激光器和500W 左右的Y AG 激光器。对于连续 C O 2激光熔覆,国内外学者已做了大量研究〔5-8〕 。近年来高功率Y AG 激光器的研制发展迅速,主要用于有色合金表面改性。据文献报道,采用C O 2激光进行铝合金激光熔覆,铝 合金基体在C O 2激光辐照条件下容易变形,甚至塌陷〔9〕 。 Y AG 激光器输出波长为1.06μm ,较C O 2激光波长小1个数量 级,因而更适合此类金属的激光熔覆。 激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。国外目前多采用同步送粉法,而国内由于受送粉设备的限制,主要以预置粉末法居多〔10,11〕。 2 激光熔覆技术的发展现状 激光熔覆技术是—种涉及光、机、电、计算机、材料、物 理、化学等多门学科的跨学科高新技术。它由上个世纪60年代提出,并于1976年诞生了第一项论述高能激光熔覆的专利。进入80年代,激光熔覆技术得到了迅速的发展,近年 来结合C AD 技术兴起的快速原型加工技术,为激光熔覆技 术又添了新的活力。 目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。 在滑动磨损、冲击磨损和磨粒磨损严重的条件下,纯的Ni 基、C o 基和Fe 基合金粉末已经满足不了使用工况的要求,因此在合金表面激光熔覆金属陶瓷复合涂层已经成为国 内外学者研究的热点〔12〕 ,目前已经进行了钢、钛合金及铝合金表面激光熔覆多种陶瓷或金属陶瓷涂层的研究。如在钢 表面激光熔覆NiCrBS i -WC 〔13〕涂层、M oS i 2/T iC/Ni 涂层〔14〕 、 CaHPO 4.2H 2O/CaC O 3涂层〔15〕、Ni -Cr 3C 2和Ni -WC 涂层 〔16〕 及Al 2O 3-T iO 2涂层〔17〕 等等;在钛合金表面激光熔覆Ni -T i -S i 、NiCrBS i -T iC 、Al 2O 3-S iC 、T iN 、T i -Cr 3C 2涂层〔18〕 、B 4C -NiCrBS i 涂层〔19〕:在铝合金表面激光熔覆M o -WC 涂层〔20〕, M o -T iC 涂层〔21〕、M oS i 2-S iC 涂层〔22〕,S i -T iC 涂层〔23〕 等等。 3 激光熔覆存在的问题 评价激光熔覆层质量的优劣,主要从两个方面来考虑。一是宏观上,考察熔覆道形状、表面不平度、裂纹、气孔及稀释率等;二是微观上,考察是否形成良好的组织,能否提供所要求的性能。此外,还应测定表面熔覆层化学元素的种类和分布,注意分析过渡层的情况是否为冶金结合,必要时要进行质量寿命检测。目前研究工作的重点是熔覆设备的研制与开发、熔池动力学、合金成分的设计、裂纹的形成、扩展和控制方法、以及熔覆层与基体之间的结合力等。 稀释率是表征熔覆层品质的重要参数之一,是指在激光熔覆过程中由于熔化的基体材料的混入而引起的熔覆合金成分变化的程度。基体材料对熔覆层的稀释是不可避免的,要使界面处为冶金结合就必须使基材表面熔化;但为了保持基体材料及熔覆层各自的性能又要尽量避免基材稀释的影响。控制稀释率在适当的范围,一般认为在8%以下为宜。 张庆茂等〔24〕 的研究表明,对于宽带送粉激光熔覆,在激光处 1 李晓微等:激光熔覆技术的研究进展 《激光杂志》2007年第28卷第2期 LASER JOURNA L (V ol.28.N o.2.2007)
激光熔覆加工技术几种典型应用 激光熔覆加工技术的适用范围和应用领域非常广泛,几乎可以覆盖整个机械制造业,包括矿山机械、石油化工、电力、铁路、汽车、船舶、冶金、医疗器械、航空、机床、发电、印刷、包装、模具、制药等行业。1、矿山设备及其零部件的制造与再制造矿山煤机设备用量大、磨损快,由于其工作环境恶劣,零部件损坏速度比较快,本公司主要经营激光制造与再制造的煤机设备零部件包括:三机一架(1)采煤机:主机架、摇臂、齿轮、齿轮轴、各种衬套、铰接架、油缸、油缸座、导向滑靴、链轮、销轨轮、驱动轮、截齿等。(2)掘进机:油缸、支架、轴、各种衬套、截齿等。(3)刮板运输机:中部溜槽、过渡槽、齿轮箱体、齿轮、齿轮轴、螺旋伞齿轮、轴类零件等。(4)液压支架:油缸、底座和支架等的铰接孔、各种衬套等。 掘进机截割齿熔覆后的液压支架立柱激光熔覆后的截齿2、电力设备及其零部件的制造与再制造电力设备分布量大、不间断运转,其零部件的损坏机率高。汽轮机是火力发电的核心设备,由于高温高热特殊的工作条件,每年都需定期对损伤的机组零部件进行修复,如主轴轴径、动叶片等。燃气轮机由于其在高达1300℃的高温条件下工作,
经常会发生损伤。采用激光再制造技术将其缺陷全部修复完好,恢复其使用性能,费用仅为新机组价格的1/10。电机转子轴劲激光熔覆汽轮机转子修复排粉风机叶片磨损修复3、石油化工设备及其零部件的制造与再制造现代的石化工业基本上采用都是连续大量生产模式,在生产过程中,机器长时间在恶劣的环境下工作,导致设备内元件出现损坏,腐蚀、磨损,其中经常会出问题的零部件包括阀门、泵、叶轮、大型转子的轴颈、轮盘、轴套、轴瓦等,而且这些元件十分昂贵,涉及到的零部件种类也有很多,形状大多数都很复杂,修复起来有一定的难度,但是因为激光熔覆技术的出现,这些问题就都不是问题了。激光熔覆石油钻杆、钻具等硬陶瓷涂层4、铁路设备及其零部件的制造与再制造铁路交通运输随社会经济的增长快速发展,新造铁路车辆需求量非常大,对主要零部件的数量和性能要求也在增加。再制造技术作为一种新的资源再利用技术,可以应用于车辆易磨损零件的再制造。而激光表面强化是再制造的核心技术和工艺手段,其中激光表面熔覆技术可以应用于再制造零件表面的修复和强化。5、其他机械行业设备关键零部件的再制造其它机械制造业的关键零部件的再制造,涉及的行业包括冶金、石化、矿山、化工、航空、汽车、船舶、机床等等领域,针对这些领域中的精密设备、大型设备、贵重零部件磨损、冲蚀、腐蚀部位,使用
激光熔覆技术研究现状及发展趋势 介绍了激光熔覆的技术特点,综述了国内外激光熔覆技术的研究现状,并阐述了激光熔覆技术的发展趋势,最后总结了激光熔覆技术亟待解决的几个问题和发展对策。 标签:激光熔覆;发展趋势;研究现状;发展对策 0引言 近些年来,随着科学技术的大力发展,激光熔覆技术因其在零件材料表面改变性能中的突出优点而获得了国内外大多学者的广泛关注和研究,陆续已经进入到工业生产领域。激光熔覆技术是指利用激光束为热源,将其合金粉末熔化,在零件材料基体合金表面形成一种冶金结合表面的涂层[1]。激光熔覆技术作为零件材料表面改性技术的一种非常有效的手段,可以有效改善金属材料表面的硬度、耐磨性、强度、抗高温氧化性和耐腐蚀等性能,与其他表面处理技术相比较,激光熔覆技术具有很多优点,例如熔覆热能影响区域较小,加工工件的变形小,加工工艺易于实现自动化控制等,激光熔覆按涂层材料的添加方式,可以分为同步式和预置式,同步式是将涂覆合金粉末直接喷在受激光辐照的合金熔池内直接成型,预置式是将要涂覆的合金材料通过喷涂或粘结等方法预置于材料基体合金表面,然后用激光束进行辐照,后者操作简单,但对于预涂层粉末的厚度,粘结剂的要求较高,后者熔覆层质量更好,生产效率更高,同时对于送粉设备以及预涂层粉末要求也比较高。 1国内外研究现状 激光熔覆技术的实验研究开始于20世纪70年代中期,研究初期对激光熔覆技术的研究主要在于熔覆工艺,熔覆层的性能,熔覆层的微观组织结构以及激光熔覆工艺应用等方面的研究、当代激光熔覆技术主要集中在激光熔覆机的研制、激光熔覆材料的研制、激光熔覆模型和基础理论、激光熔覆过程检测与控制、激光熔覆送粉系统的研制、基于激光熔覆的快速成形与制造技术等领域的研究[2]。 1.1国外激光熔覆技术的发展现状。 国外对激光熔覆技术的研究始于上世纪80年代,比我们国家早二十年左右的时间,国外的研究主要集中在以下三个地区:欧洲(德国、荷兰、法国、英国、芬兰、、葡萄牙、瑞典)北美(美国)和亚洲(日本、澳大利亚、新加坡)[3]。20世纪80年代后期以后,激光表面处理方面的的论文篇数逐渐大于焊接和切割方面的论文篇数,这不仅说明国外对于激光熔覆技术这方面的研究速度加快,国外对激光熔覆加工领域的研究主要集中在微观组织结构和金相分析、激光熔覆层的性能、熔覆层缺陷以及激光熔覆过程关键因素的检测与控制、激光熔覆加工设