
1.发行目的:为公司超声波焊接作业及超声波焊接工艺调整、超声波焊接关键工序的管理提供理论指导,从而规范公司超声波焊接作业,保证超声波焊接产品品质,提高生产效率。
2.试用范围:
适用于公司超声波焊接作业
3.设备的认识:
3.1什么是超声波焊接
超声波焊接是一种快捷,干净,有效的装配工艺,用来装配处理热塑性塑料配件,及一些合成构件的方法。目前被运用的塑胶制品与之间的粘结,塑胶制品与金属配件的粘结及其它非塑胶材料之间的粘结!它取代了溶剂粘胶机械坚固及其它的粘接工艺是一种先进的装配技术!超声波焊接不但有连接装配功能而且具有防潮、防水的密封效果。
3.2超声波焊接优点
3.2.1节能环保
3.2.2成本低,效率高
3.2.3容易实现自动化生产
3.2.4焊接强度高,粘接牢固
3.2.5焊点美观,可实现无缝焊接,防潮防水,气密性好
4 超声波焊接的工作原理:
通过一个电晶体功能设备将当前50/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给转换器。转换器将电能转换成用于超声波的机械振动能。
振动通过焊接工作件传给粘合面振动磨擦产生热能使塑胶熔化, 振动会在熔融状态物质到达其介面时停止
如下图所示,振动能量从焊头传递到工件,工件之间的摩擦产生的热量将工件熔接面熔化,从而焊接成一体。 DLAA 帝光汽配实业有限公司
文件名称
超声波焊接工艺
文件编号DG-ZJ-WI-001版本A0发行日期2013年8月25日
焊头
HORN 震动能
工件
融合
5.超声波焊接试用材料:
由超声波的工作原理我们可以知道,超声波的实际功率并不大,工作时间短,所以产生的热量有限,所以一般只适用于一些熔点较低(400℃ 以下)的材料。主要以热塑性的聚合物即塑料为主。一般来说,聚合物的熔点越高,其焊接所需
的超音波能量越多。材料的硬度对其是否能有效传输超音速振动是很有影响的。总的说来,愈硬的材料其传导力愈强。
5.1塑料焊接的特性
ABS 丙烯晴丁二烯苯乙烯共聚物质轻,兼具韧性,刚性与耐化学品性,用途广泛,热性佳,特别适合超声波溶接无论近距离或远距离熔接,均可得到良好效果。
性极韧、电性佳、绝缘度高,常用为电子零件等。因熔点高,所需熔接时间长,振幅高。难于焊接.
材质强韧,耐磨损,摩擦系数极低,耐酸,常用超声波熔接时,因熔点高,所需熔接时间长,熔接前先经烘乾会较易熔接。
比重小,在低温及室温下富柔曲性,防水、防蚀、可制成各种颜色。价格低的产品,常用于皿盘、封装薄膜、软水管、奶瓶、软绳等。密度越高越适合于超声波熔接。
比重轻,有良好绝缘性,强度高,能耐热及化学剂的侵蚀,抽丝后可制绳纲等织品。制品有玩具、行李箱、音响外壳、电气绝缘物、食品包装等。本材质因弹性系数低,易衰减声波振动,帮远距离熔接需注意其效果,较难于焊接
电性佳,耐弱化学品,低温性佳,具难燃性,常用于各种合成皮软管、胶膜等,材质柔软,易衰减音波振动,熔接面易劣化。
材 料 塑料熔接特性
Acrylics
压克力(PMMA) Nylon
尼 龙
P C .
聚碳酸脂
Higl Density PE 高密度聚乙烯Low Density PE 低密度聚乙烯
Unmodified PP 聚 丙 烯
PVC
聚氯乙烯硬度大、耐冲击、不受酸之作用,有高度光学T透光性,著色性良好,常用于汽车尾灯、仪表板、奖章、水龙头把手等。用于超声波熔接时,须注意衰明度问题,就易熔接。
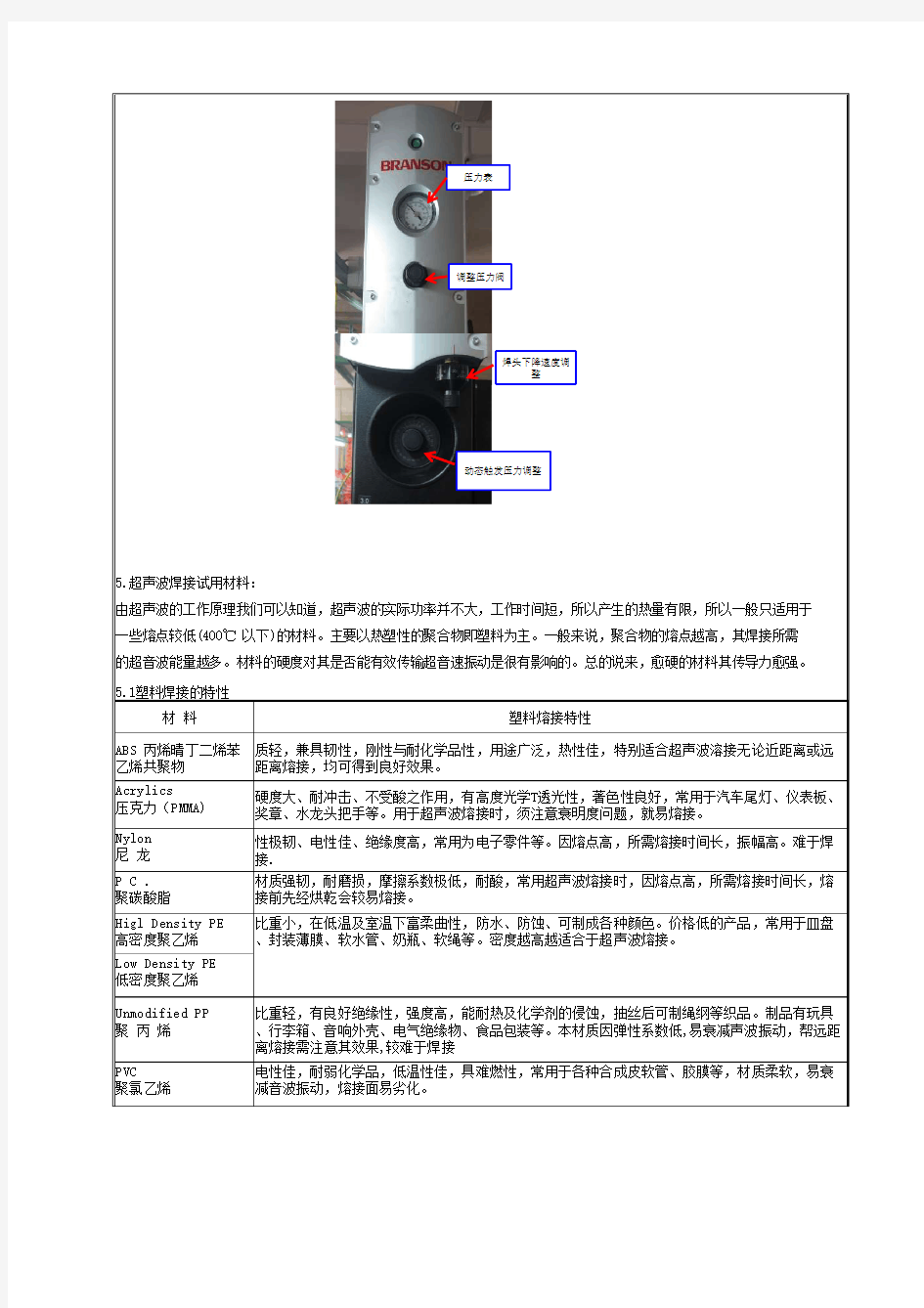
压力表
调整压力阀
焊头下降速度调
整
动态触发压力调整
6.影响超声波焊接能量的因素:
6.1气压 我们可以通过调压力阀来调整,一般来说气压越大,能量越大
6.2下降速度 超声波焊接机上有相应的旋钮,一般来说,下降速度越大能量越大
6.3 频率 超声波熔接机器都有固定的频率,频率越大,能量越大
6.4 振幅 一般来说,振幅越大能量越大
6.5 时间 我们可以调整焊接机的焊接时间,时间越长,焊接的能量越大
6.6保压时间 保压时间是在塑料熔化之后的保持气压的时间,时间越长,形成的焊点越稳定,变形越小6.7焊接面积 面积越大,需要振幅越高。
6.8工件材料 PP/PE/尼龙等较难焊的晶型树脂,需要的振幅较高
7.过载现象:
7.1.A.先检查焊头是否锁紧
B.确认压力是否过高
C.减低下降速度
D.按机器上的TEST(测试按钮)确认功率,当功率大于330W时,可能转换器出现问题,需联系必能信售后人员前来修理。
8.对位与行程
8.1对位
8.1.1焊头、工件与底模之间的对位
8.1.2工件放于底模,将气压放掉,焊头用力往下拉,对准接触面
8.1.3然后将底模在底板上固定好
8.2行程
8.2.2 以方便取放工件为宜
8.2.3切记不能将焊头直接接触底模或底板的金属等硬质材料,很可能会导致换能器的破坏