铝合金的激光熔覆修复
郭永利梁工英’李路
(西安交通大学理学院,陕西西安710049)
摘要:通过对航空航天用超高强7050铝合金进行激光熔覆修复的实验研究,探讨了激光熔覆修复铝合金的可行性。实验采用5 kW COz连续激光器作为加热源,在惰性气体保护隔离箱中,对7050铝合金的板状试样进行了激光单道熔覆、多道搭接熔覆、多层堆积熔覆的实验研究。得到优化的激光熔覆工艺参数,制备了激光熔覆修复试样,并观察了不同激光熔覆区的微观组织以及拉伸断口形貌。实验结果表明,优化激光熔覆工艺参数是:激光功率密度为1.84×104~2.12×104 W/
cm2,扫描速度为5 mm/s,送粉量为1.8~2.4 g/min。搭接宽度为1.5 mm。采用优化工艺
参数熔覆,基底和熔覆区形成良好的冶金结合,熔覆后工件表面平整且基底没有变形。同时,采用干燥的氩气加强对激光熔池的保护可以有效消除铝合金激光熔覆中的缺陷。
关键词:激光技术;激光熔覆;修复;显微组织;铝合金
Laser Cladding Reparation of Aluminum Alloy
Guo Yongli Liang Gongying Li Lu
(School of Sciences,Xi’an Jiaotong University,Xi’an,Shaanxi 710049,China)
Abstract :Experiment of repairing aluminum(A1)alloy 7050(AI 7050)by laser-cladding techniques was investigated.A5 kW C02 laser was used as the heat source.Experiemnts of single trace cladding,multi —trace overlapping cladding,and multi—layer cladding were performed on the Al 7050 plates shielded in a closed box with inertgas.A set of optimized laser-eladding repairation parameters for damaging Al 7050 samples were found,and the microstructures in differentcladding regions and micro-appearances of fracture surface were studied.The optimized laser-cladding repairation parameters were laser power of 1.84X104~2.12×104 W/cm2。scanning speed of 5 mm/s,powder feeding rate of 1.8~2.4 g /min,and overlapping width of 1.5mm.With the optimized repairing parameters,the cladding zone displayed a superior metallurgical bonding with its substrate,the repaired sample surface appeared smooth without any substrate distortion,and the defect formation in the cladding zone was effectively prevented by strengthening shielding of the molten pool with dry argon.
Key words :laser technique; laser cladding; repairing; microstructure; A1 alloy
1引言
零件在使用过程中容易产生应力开裂、机械磨损等情形,在制造过程中也会因误加工引起缺陷,这些缺陷的存在将显著影响整个工程构件的使用性能,甚至导致报废,从而造成巨大的经济损失。面对这种情况,人们对修复技术做了大量的研究,如激光熔覆、焊接、钨极氩弧堆焊和热喷涂等。而激光熔覆修复技术以其质量高、操作方便、热影响区小等优点受到人们的普遍关注口~3]。
目前,人们对激光熔覆技术用作修复和表面改性等方面做了大量研究[4~1引,但是大都集中在钢铁材料、高温合金和钛合金领域。而铝合金在熔覆过程中易氧化、且易产生裂纹和气孔,本文研究了在惰性气体保护下,通过优化激光熔覆参数,避免了修复铝合金试样中容易出现的宏观和微观缺陷。因此,将激光熔覆修复技术应用到铝合金领域,具有广阔的发展前景。
2实验材料、装置及方法
实验选取超高强7050铝合金板材为基底材料,试样尺寸为40 mm×50 mm×10 mm,成分如表1
所示。为提高铝合金表面对激光能量的吸收,在激光熔覆前,对试样表面进行喷砂处理。熔覆材料为球形粉末,颗粒直径为50~100肛m,成分为98%A1,2%Cu(质量分数)。
表1铝合金7050的化学成分(质量分数)
Table 1 Chemicalcompositionof 7050 A l-alloy
(mass fraction)(%)
Zn Mg Cu Zr Si Fe AI
6.2 2.25 2.3 0.1≤O.12≤O.15 Bal.
实验用的激光器为ROFIN-SINA R850型5kw横流式连续CO2激光器,该激光器稳定的输出功率
在700~3500 W之间。机械操作台为LPM一480型数字控制工作台。试样在x-y方向的移动靠加载试样的工作台来完成,而名轴方向的移动由激光头来完成。送粉器为自行设计的JPSF一1型送粉器。
激光熔覆修复原理如图1所示。由于铝合金易氧化,所以熔覆过程是在充有氩气的置换式隔离仓中进行的。仓中氩气流量为30 L/rain,激光器侧吹气流量为25 L/min,载气体流量为4.5 L/min。多层堆积熔覆时,为保证到达试样表面的激光功率密度相对稳定,将激光器工作头沿z轴移动0.5 mm。送粉角度调整到45。左右[1引,以减小激光经过粉末云后的衰减效应。
图1同步侧向送粉法激光熔覆原理示意图
Fig.1 A schematic illustration of the side injection laser
cladding reparation
3实验结果和分析
3.1熔覆层宏观形貌及微观组织
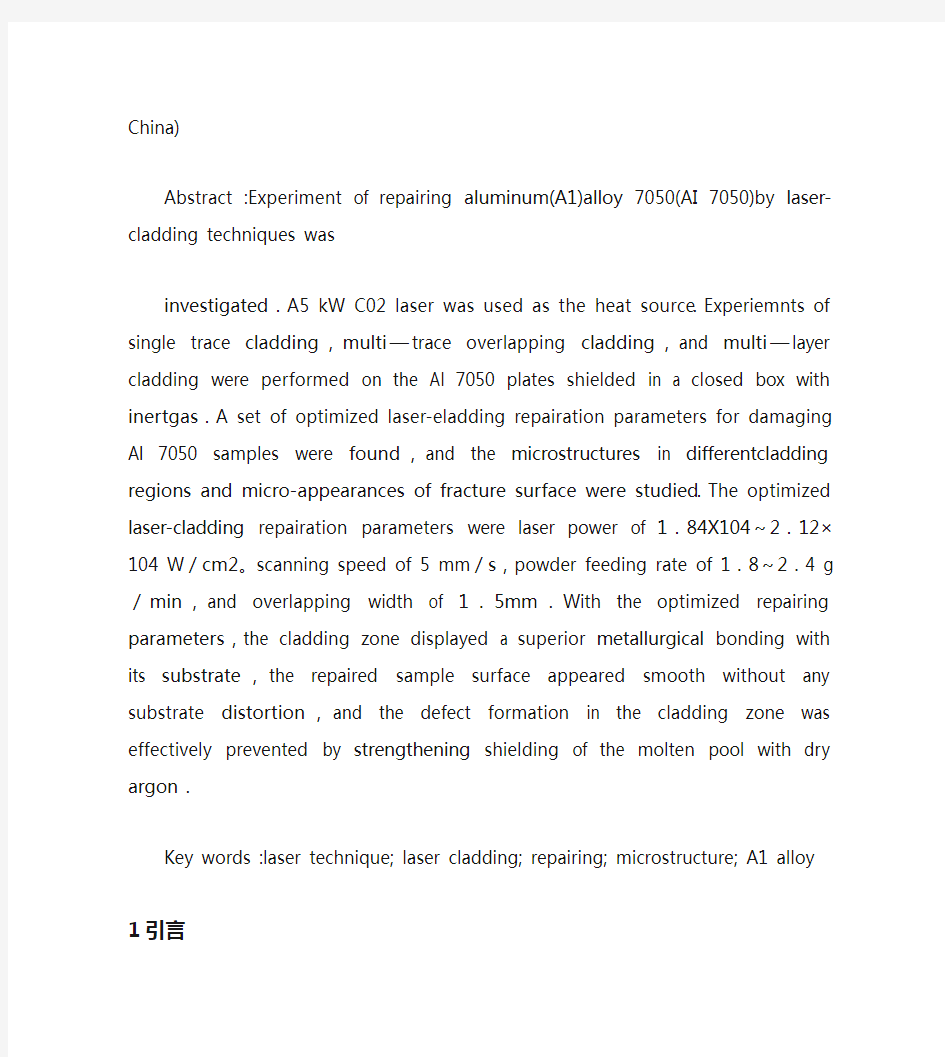
图2(a)为激光熔覆工艺参数没有达到最佳匹配时所得的宏观形貌图。由于激光功率密度太低或
送粉量过大,扫描速度相对过快,导致熔覆层和基底之间没有形成良好的冶金结合,且熔覆粉末没有完全熔化,熔覆层表面出现泪珠状团体,易脱落。图2(b)所示正好与图2(a)所示情况相反,激光能量密度过大,基底吸收的能量过多而造成大幅度的变形,破坏了原始基底材料的几何尺寸1。图2(c)为采用优化激光熔覆工艺参数对试样进行熔覆后的宏观形貌照片,从图中可看出,熔覆层表面平整,没有宏观裂纹出现,熔覆层组织致密,且基底没有发生宏观变形。
图2三种宏观形貌图。(a)熔覆不完全形貌;(b)基底
变形形貌;(c)正常熔覆形貌
Fig.2 Three kind of macro—appearance.(a)brittleness
of cladding coat;(b)deformation of substrate;
(c)high qualityof lasercladding
激光熔覆是激光能量、送粉量及扫描速度等参数之间相互作用的一种非常复杂的过程,这些参数对熔覆层微观组织有着极其重要的影响。如果这些参数搭配不当,就会在熔覆区出现气孔、裂纹和凝固缩孔等缺陷,而此类缺陷的存在严重影响了修复工件的强度和韧性性能,图3为带有微观缺陷的微观组织照片。
经过实验研究发现,当激光功率密度提高,或送粉量减少时,搭接区域得到充分熔化,可有效减少搭接处气孔和裂纹的产生;当扫描速度降低时,冷却速度变慢,温度梯度减小,熔体按一定的顺序凝固,同时熔体中残存的气体有足够的时间逃逸出熔池,从而可以防止熔覆层中气孔和裂纹的出现。同时,采用干燥的氩气加强对激光熔池的保护可以有效消除铝合金激光熔覆中的气孔。在激光单道扫描时,当激光功率密度为2.12×104 W/cm2,光斑直径为3 mm,扫描速度为5 mm/s,送粉量为1.8 g/min时,可获得宏观和微观上均没有缺陷的熔覆层。图4是垂直于激光扫描方
向的横截面微观组织照片。图4(a)的上半部分为2期郭永利等:铝合金的激光熔覆修复305
幽5多遁搭袋激光j晷覆试样的金午H组织照片
(a)基底与熔覆区的过渡区;(b)搭接区
Fig.5 Microstructure of laser cladding zoneb
ymulti一
,trace.(a)microstructure of the bond between
substrate and cladding zone;(b)mierostrueture of
overlapping zone
图3带有微观缺陷的组织照片为
与基底垂直生长的枝晶组织,但在搭接区域,则出
(a)搭接区气孔;(b)熔覆区气孔;(c)搭接区裂纹现
与基底平行生长的柱状晶组织,在熔池中部和上
Fig·3
Micr?仃_札re。j clad(:ing zone—i?defect..‘?’部则仍为等轴晶。
‘。l。矗ing:。n。;二。rack in。v。rlap;。d。。二多层堆积熔覆过程中,由于基底温度升高,对激熔覆区,即熔池的底部,下半部分为基底热影响区。光的吸收率提高,造成熔覆层晶粒粗大。所以,在此可以看出,激光熔覆区与基底之间存在的结合区是过程中,逐层降低激光功率密
度,或者增加扫描速良好的冶金结合,而且在熔覆层和基底中未发现气度,以减小单位时间传输到基底表面的激光能量,可孔、夹杂和氧化等缺陷。而熔池底部的晶体生长方获得更好的熔覆质量。向是沿着熔池底部向上生长的,为柱状枝晶。从图3·2激光熔覆后试样拉伸断口分析
4(b)看到熔池中部的晶体为等轴晶。由于熔池的由INSTRON电子拉伸仪检测的激光熔覆修中部温度高,温度梯度极小,所以晶体沿各个方向生复试样的力学性能见表2所示,其中1号试样为原长。在熔池上部,由于熔池表面与空气接触,加快了7050铝合金试样,以便与激光修复试样(2号)相比冷却速度,所以显微组织除了等轴晶外,还出现一些较
。激光熔覆试样采用在平板样品上预加工出
方向性较强的枝晶,如图4(c)所示。1
mm深,10 mm宽的矩形槽,再用激光熔覆修复的
方法将其填补,熔覆时保持扫描速度为5 mm/s,送
粉量为1.8 g/min,搭接量为1.5 111111,第一层激光功率
密度为2.12×104 w/cm2,第二、三层激光功率密度为
1.84×104 W/cm2,激光修复后的试样被加工成厚
度为5 mm,标距区宽度为10 mm的板形拉伸试样。
图4单道激光熔覆微观组织。(a)熔池底部微观组织;
(b)熔池中部微观组织;(c)熔池顶部微观组织
Fig.4 Microstructure of laser cladding zone by single
trace.(a)bottom,(b)midst and(C)top of
molten pool
图5为单层多道搭接熔覆后,熔覆层的金相组
织照片。可以看出,基底和熔覆区之间的结合区仍
表2激光熔覆修复试样与原始试样的力学性能
Table 2 Mechanicalproperties of perfect and
repaired samples
从表2中可以看出,激光修复后试样的抗拉强
度crb和伸长率艿略小于原始试样,可能是由于粉末
的合金元素量较少,以及激光熔覆区存在应力。
图6为原7050铝合金试样拉伸断口的扫描电
镜(SEM)照片,该试样经过时效处理。图中所示拉
伸断口形貌分析可判断,该试样是以韧窝和准解理
相结合的混合性断裂方式,在断面上还可观察到许
多微裂纹。306中国激光35卷
图7 2号熔覆区拉伸断LJ形貌
Fig.7 SEM images of fracture surface in cladding zone
of sample 2
图7为激光熔覆修复试样熔覆区拉伸断口微观
形貌照片。从图片中看,浅韧窝均匀分布于断面,其
断裂方式也是带有准解理与浅韧窝相结合的混合性
断裂方式。与7050铝合金拉伸断口相比,熔覆区的
断裂方式与完好试样基本相同,但是韧窝尺寸减小,
断面起伏较差,其强度和韧性均有所降低。
根据修复后试样拉伸断口分析,可从以下方面
进一步改进激光熔覆修复试样的力学性能:
1)增加熔覆粉末中合金元素,形成足够多的固
溶强化相,从而提高熔覆层的强度。2)改善激光熔
覆工艺。熔覆层内的残余应力太大,容易形成裂纹,
改善熔覆工艺,以降低残余应力。3)对修复后的试
样进行热处理。
4结论
1)多层激光熔覆的优化工艺参数为:在第一层
熔覆时,激光功率密度为1.84×104~
2.12×104 W/cm2,扫描速度为5 mm/s,送粉量为
1.8~2.4 g/rain,搭接宽度为1.5 mm;从第二层熔
覆开始,减小激光功率密度,每层熔覆后将激光头和
送粉器喷嘴沿z轴方向提高0.5 mm。
2)熔覆区底部的晶粒为垂直于界面生长的柱
状晶,熔覆搭接区的晶粒为沿界面方向生长的柱状
晶,熔覆区的中部与上部则以等轴晶为主。
3)采用优化工艺参数进行熔覆后所获得的试
样,其断裂方式是以浅韧窝为主,并带有准解理的混
合性断裂方式。
参考文献
1 Leo Sexton.Laser cladding:repairing and manufacturingmetal parts and tools[c].SPIE,2003,4876:462~469
2 Jianli Song,Qilin Deng,Changyuan Chen d a1..Rebuilding of metalcomponentswith lasercladding forming[J].Applied
Surface Science。2006,252(22):7934~7940
3 Dae-Young Kim,Jong—Hyun Hwang。Kwang—Soo Kim d a1..
A study on fusion repair process for
fl
precipitation hardened
IN738 Ni—based superalloy[J].Journal of Engineering for
Gas丁urbines and Power,2000,122(3):457~461
4 L.Sexton。S.Lavin,G.Byrne甜a1..Laser cladding of aerospace materials[J].Journal of Materials Processing Technology,2002。122(1):63~68
5 Yali Gao,Cunshan Wang,Man Yao d a1..The resistance to wear and corrosion of laser—cladding Alz03 ceramic coating on
Mg alloy[J].Applied Surface Science,2007,253:5306~
5311
6 J.Grum,J.M.Slabe.A comparison of tool-repair methods using COz lasersurfacingand arcsurfacing[J].Applied
Surface Science,2003,208:424~431
7 E.Capello,D.Colombo,B.Previtali.Repairing of sintered tools
using laser cladding by wire[J].Journal of Materials
Processing Technology,2005,164-165:990~1000
8 Jian Gao,Fanet Folkes.Oguzhan Yilmaz d a1..Investigation
of
a3Dnon—contact measurement based bladerepair integration
system[J].A ircrd【ft Engineering and Aerospace Technology:
An International Journal,2005,77(1):34~41
9 Jianming Zheng,Zhongguo Li。Xi Chen.Wornarea modeling
for automating the repair of turbine blades[J]./nt.J.Adv.Manuf.Techn01.,2006,29:1062~1067
10 I。iuZhenfeng。Li Zhengjia.Application of laser cladding in aviation industry[J].Aviation Precision Manufacturing Technology,2007,43(1):37~40
刘珍峰。李正佳.激光熔覆技术在航空工业中的应用[J].航空
精密制造技术,2007,43(1):37~40
11 Liu Hongbin,Wang Cunshan,Gao Yali et a1..Laser cladding amorphous composite coating of Cu—Zr-AI on magnesium alloy surface[J].Chinese J.Lasers,2006,33(5):709~713
刘红宾,王存山,高亚丽等.镁合金表面激光熔覆Cu—Zr-AI非晶复合涂层[J].中国激光,2006,33(5):709~713
12 Niu Xin,Chao MingJu,Wang Wenli厦al,.In situ synthesized NbC particulate reinforced Ni—based composite coatings by laser cladding[J].Chinese J.Lasers,2006,33(7):987~992
牛薪,晁明举,王文丽等.原位生成NbC颗粒增强镍基激光
熔覆层[J].中国激光,2006,33(7):987~992
13 Huang Kaijin,Lin Xin。Li Chaowu矗a1..Microstructure and wear behavior of lasercladding Zr-based composite coatings on
AA7075 aluminum alloy[J].Applied Laser,2006,26(6):398
~401
黄开金,林鑫,李朝武等.AA7075铝合金表面激光熔覆zr
基复合涂层的组织与磨损行为[J].应用激光,2006,26(6):398~401
14 Li Junchang.Diffraction of Laser and Calculation on Thermal Acting[M].Beijing:Sience Press,2002.486
李俊昌.激光的衍射及热作用计算[M].北京:科学出版社,2002.486
铝合金的激光熔覆修复 郭永利梁工英’李路 (西安交通大学理学院,陕西西安710049) 摘要:通过对航空航天用超高强7050铝合金进行激光熔覆修复的实验研究,探讨了激光熔覆修复铝合金的可行性。实验采用5 kW COz连续激光器作为加热源,在惰性气体保护隔离箱中,对7050铝合金的板状试样进行了激光单道熔覆、多道搭接熔覆、多层堆积熔覆的实验研究。得到优化的激光熔覆工艺参数,制备了激光熔覆修复试样,并观察了不同激光熔覆区的微观组织以及拉伸断口形貌。实验结果表明,优化激光熔覆工艺参数是:激光功率密度为1.84×104~2.12×104 W/ cm2,扫描速度为5 mm/s,送粉量为1.8~2.4 g/min。搭接宽度为1.5 mm。采用优化工艺 参数熔覆,基底和熔覆区形成良好的冶金结合,熔覆后工件表面平整且基底没有变形。同时,采用干燥的氩气加强对激光熔池的保护可以有效消除铝合金激光熔覆中的缺陷。 关键词:激光技术;激光熔覆;修复;显微组织;铝合金 Laser Cladding Reparation of Aluminum Alloy Guo Yongli Liang Gongying Li Lu (School of Sciences,Xi’an Jiaotong University,Xi’an,Shaanxi 710049,China) Abstract :Experiment of repairing aluminum(A1)alloy 7050(AI 7050)by laser-cladding techniques was investigated.A5 kW C02 laser was used as the heat source.Experiemnts of single trace cladding,multi —trace overlapping cladding,and multi—layer cladding were performed on the Al 7050 plates shielded in a closed box with inertgas.A set of optimized laser-eladding repairation parameters for damaging Al 7050 samples were found,and the microstructures in differentcladding regions and micro-appearances of fracture surface were studied.The optimized laser-cladding repairation parameters were laser power of 1.84X104~2.12×104 W/cm2。scanning speed of 5 mm/s,powder feeding rate of 1.8~2.4 g /min,and overlapping width of 1.5mm.With the optimized repairing parameters,the cladding zone displayed a superior metallurgical bonding with its substrate,the repaired sample surface appeared smooth without any substrate distortion,and the defect formation in the cladding zone was effectively prevented by strengthening shielding of the molten pool with dry argon. Key words :laser technique; laser cladding; repairing; microstructure; A1 alloy 1引言 零件在使用过程中容易产生应力开裂、机械磨损等情形,在制造过程中也会因误加工引起缺陷,这些缺陷的存在将显著影响整个工程构件的使用性能,甚至导致报废,从而造成巨大的经济损失。面对这种情况,人们对修复技术做了大量的研究,如激光熔覆、焊接、钨极氩弧堆焊和热喷涂等。而激光熔覆修复技术以其质量高、操作方便、热影响区小等优点受到人们的普遍关注口~3]。 目前,人们对激光熔覆技术用作修复和表面改性等方面做了大量研究[4~1引,但是大都集中在钢铁材料、高温合金和钛合金领域。而铝合金在熔覆过程中易氧化、且易产生裂纹和气孔,本文研究了在惰性气体保护下,通过优化激光熔覆参数,避免了修复铝合金试样中容易出现的宏观和微观缺陷。因此,将激光熔覆修复技术应用到铝合金领域,具有广阔的发展前景。 2实验材料、装置及方法 实验选取超高强7050铝合金板材为基底材料,试样尺寸为40 mm×50 mm×10 mm,成分如表1 所示。为提高铝合金表面对激光能量的吸收,在激光熔覆前,对试样表面进行喷砂处理。熔覆材料为球形粉末,颗粒直径为50~100肛m,成分为98%A1,2%Cu(质量分数)。 表1铝合金7050的化学成分(质量分数) Table 1 Chemicalcompositionof 7050 A l-alloy (mass fraction)(%) Zn Mg Cu Zr Si Fe AI 6.2 2.25 2.3 0.1≤O.12≤O.15 Bal. 实验用的激光器为ROFIN-SINA R850型5kw横流式连续CO2激光器,该激光器稳定的输出功率
Magics是一个强大的STL文件自动化处理工具。通过使用Magics中的修复工具,可以快速地对含有各种错误的STL文件进行修复,修复文件格式转换过程中产生的三角面片损坏。 Magics也是目前唯一一个能很好满足快速成型工艺要求和特点的软件。Magics RP作为一款强大而高效的3D工具,它可以在最短的时间内生产出高质量的原型,并为您和您的客户提供详尽的工艺过程文档。】 图1 Magics可以对STL文件进行各种不同的操作,包括:-STL 文件的显示、测量和处理;STL文件修复、壳体合并、平面闭合以及重合三角面片探测;STL文件的切割、打孔、拉伸和面的偏移;布尔操作、减少三角面片数量、平滑、标签功能等。 Magics RP 的优势 Magics软件是不断研发创新,并与实际生产经验相结合的产品。 Magics能够帮助实现最复杂零件的快速成型加工。 Magics在保证模型精度的情况下可以最大的加快文件处理速度 Magics界面直观、友好、人性化。 高效的内存管理模式能让客户轻松的处理大文件。 Magics强大的STL文件修复工具使用户在模型质量上无后顾之忧。 Magics允许用户直接在STL数据上进行设计和修改,最大限度的提高工作效率。 Magics能让用户在几分钟之内准备好生产用的数据。 Magics模块化的功能结构,能满足不同机器用户的不同需求。 Magics提供全工作流程解决方案。 文件准备过程 1 导入模型 在导入其它CAD软件生成的文件时,Magics需要首先对该文件进行格式转换,把非STL 文件转换为STL文件。用户可以定义文件转换的精度,获得理想的转换结果。除了可以定义精度,导入功能可以对零件做一些基本的前处理,包括三角面片法向修复、缝隙缝合等。 注:Magics支持多种格式的导入,包括Pro/E、UG、Catia等软件生成的文件、IGS、STEP 等标准格式。除此之外,还支持点云数据、犀牛数据、切片文件等多种文件的导入。 2 分析 导入零件以后,除了在工作区对零件进行外观上的错误检查以外,最重要的是对文件进行深入分析,通过查看零件的错误信息判断模型的损坏情况。使用修复向导(Fix Wizard)中的错误诊断(Diagnostics)可以对STL文件进行整体分析,诊断结果如图3所示。可发现,模型中包含532个法向错误的三角面片、26个损坏边界组成了3个孔以及8个损坏轮廓,还有多达491个的壳体(其中有481个是需要清除掉的干扰壳体)。 STL文件中的错误主要分为以下几种: 图2 Ineverted normals:三角面片的法向错误。
电脑光驱修复技术及方法 电脑光驱由于经常读盘产生的摩擦,以及其他的一些原因,会出现不能读盘,下面为大家讲解一下光驱不读盘的可能原因与解决方法!如果一个光驱不读盘,我们首先加电并放入一张正版的碟片后看看面板灯有没有闪烁,有没有“达、达、达”的声音,如果有,那么我们可以断定是激光头与主轴承之间的感应器坏了。因为当我们放入一张光盘时,光头首先需要通过感应器定位,如果感应器坏了,那么光头就不停地寻道,从而出现“达、达、达”的声音。如果出现了上述情况,我们只要打开光驱的外壳,以LG光驱为例,在主轴承的旁边凹进去的地方有一个铅笔芯粗3MM长的细柱,它要与位于光头上相对位置的白色的塑料片的前端相吻合。如果是接合不上,您可以用胶或其它物体小心地把白色的塑料片的前端加长,问题会得到解决。 如果面板灯亮并且没有异响,那么打开外壳在加电后放入光盘,观察主导电机的工作情况,如果主导电机无动作,就要先检查主导电机的电源供给是否正常、电机的传动皮带是否打滑、断裂。状态开关是否开关自如,因为如果开关不到位,主导电机得不到启动信号也不能启动。判断光驱是电路有故障,还是激光头有故障,可以放入一张质量好的正版光盘,应该有下述动作发生: 1,激光发射管亮(红色),光驱面板指示灯亮; 2,激光头架有复位动作(回到主轴电机附近); 3,激光头由光盘的内圈向外圈步进检索,然后回到主轴电机附
近; 4,激光头聚焦透镜上下聚焦搜索三次,主轴电机加速三次寻找光盘。 如果以上动作发生后,激光发射管熄灭,主轴电机停转,则光驱控制电路和伺服电路正常,有可能是激光头组件有故障。否则,请检查光驱控制电路和伺服电路是否正常。 对于DVD的激光头,一般都有二个发光管。要是二个发光管都正常,发的光应为纯红色光,也称为全光,可以读普通CD盘,也可以读DVD盘。如果光色偏暗偏白,说明有一个发光管坏,那么后果是不读DVD盘或不读普通CD盘。如果是激光头的故障,那您可就惨了! 如果光驱比较老,可以考虑换新的了。因为激光头是光驱内最精密的部分,也是最贵的部分,个人一般无法修复! 对于LG的DVD光驱控制电路和伺服电路,如果主轴承不转,要检查轴承与电路板之间的数据线(右图上)连接是否完好,电路板上连接处到驱动芯片之间的电路是否畅通。如果光头自检时发出了红色的光,但是不寻道,那么看看控制光头进退的步进马达与电路板的连接线(右图下)是否连接好,连接处到驱动芯片之间的电路是否通畅。最后检查是否为驱动芯片损坏。 如果一切正常,仍然不读盘,请检查一下激光头到电路板的数据线是否松动?用万用表测一下上次我们说的中间的server(那个大的)芯片是否损坏! 再说光驱的读盘差。对于普通的CD-ROM,首先要检查光盘托
《激光熔覆修复模具质量标准》 一适用范围 本标准适用于模具激光熔覆工艺熔覆合金粉末材料,修复制备具有耐磨、耐腐蚀、耐热等表面功能涂层质量检验标准,以改善制品的尺寸性能。 二引用标准 GB 6462 金属和氧化物覆盖层横断面厚度显微镜测量方法 GB8642 热喷涂层结合强度的测定 GB9790 金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验GB 11374 热喷涂涂层厚度的无损测量方法 三检验项目及检验方法 3.1 外观 目检有效表面,应色调均一,熔覆表面层较平整,不允许有龟裂、疙瘩、结合力不牢以及异物的附着或其他对使用上有害的缺陷。 3.2 厚度 采用量具直接测量涂层的厚度,或用金相法测量涂层横断面的厚度,或用无损测厚仪测量。按GB6462或GB11374的规定执行。厚度应满足协议要求。 3.3 结合强度 涂层与基体的结合强度,按GB8642进行测试,应达到协议要求。 3.4硬度 耐磨用激光熔覆涂层的硬度,按GB 9790的规定测量,应符合协
议要求。 3.5 孔隙率 耐腐蚀涂层经激光熔覆后的涂层孔隙率,按铁试剂法进行检查,涂层表面应没有通向基体的气孔。 3.6 热震性 耐热涂层的抗热震性,按下述方法试验,涂层不允许有龟裂、剥离或翘起。 试验方法:用制品为试样,或采用同等材质,与制品同等条件制备试样。基体尺寸为长50mm、宽50mm,厚5~6mm。调好试验温度,然后,将试样和托架一起放入加热炉中加热,到温后保温10min取出。再一起放入常温的清水中激冷。观察试样表面涂层有无裂纹、剥离或翘起。加热炉用电阻炉,温度波动范围士5℃。托架最好用不锈钢作支架并用不锈钢丝网作支撑面。 3.7 其他性能 激光熔覆涂层的其他性能,如摩擦系数、辐射率、介电系数、对显微组织的要求等,可按协议规定的方法进行检测。 四要求检验的项目 所有的激光熔覆涂层,除外观必须符合3.1条的要求外,依其应用的不同,建议按协议检验如下的有关项目。 4.1 用于耐磨的激光熔覆涂层 要求检验厚度、结合强度和硬度。分别按3.2、3.3和3.4条的规定进行,并满足要求。
DVD光驱能弹出托盘,但不读盘是怎么回事? 标签:光驱dvd光驱托盘驱动器光盘 回答:1 浏览:14646 提问时间:2008-11-02 15:29 当我把光盘放入光驱,光驱指示灯亮,也能听到光盘旋转的声音,但屏幕上没有光盘的信息,过一会光驱指示灯熄灭,我点击G盘(光驱盘),提示我:请将磁盘插入驱动器G 还想问一下,DVD影碟机的光头和光驱的光头是一样的吗? 相关资料:光驱弹出或关闭.exe 更多资料>> 最佳答案此答案由提问者自己选择,并不代表爱问知识人的观点 揪错┆评论 低抛高吸_1976 [文曲星] (1)光驱挑盘的故障排除方法如下: 光驱跳盘一般是由于光驱的激光头脏或老化。首先用酒精将光驱的激光头擦拭一下,一般情况下可以解决挑盘的故障。如果还挑盘只能调整激光头的功率(如果调整不当将造成光驱报废)。调整激光头功率时,使用小十字螺丝刀,向顺时针方向,轻轻旋转5-10度,最好结合万用表测量电位器的电阻值,调至原阻值的2/3即可。 (2)光驱不读盘的故障排除: 光驱不读盘一般是由于光驱的激光头脏了或老化所致。光驱不读盘故障排除方法为清洗光驱的激光头,如果不行更换光驱。 (3)“我的电脑”中找不到光驱或刻录机的图标的故障排除: “我的电脑”中找不到光驱或刻录机的图标,一般是由于光驱或刻录机的驱动程序损坏、光驱或刻录机与电脑接触不良所致。“我的电脑”中找不到光驱或刻录机的图标故障排除方法如下。首先检测光驱或刻录机与电脑接触不良,重新安装光驱。如果光驱或刻录机接触良好,则可能是光驱或刻录机的驱动程序损坏,接着重新启动电脑到安全模式,启动后再重新启动到正常模式,如果故障依旧可以通过恢复注册表来修复故障。 为什么我的DVD光驱间隔性地不读盘? 问:我的DVD光驱间隔性地不读盘了,有时候好盘都读不出来。最近则干脆不认盘,灯闪几下就灭了,DOS里也启动不了。我该怎么办啊? 答:读盘能力变差或无法读盘,是光驱最常见的故障。首先要检查光盘托架上面的光盘臂的压力是否够大,光驱随着使用时间的增加,光盘臂的压力逐减小,导致盘片在光驱里打滑,当然读盘能力不好了。可以在光盘转动时轻轻地按压光盘臂,如果有所改善,就可以断定光盘臂的压力太小,不足以夹住盘片。调整时可以将光盘臂轻轻向下折动或将光盘臂根部的小弹簧取出拉长后再装入就可以了。
铝合金缺陷修补剂 一、铝合金缺陷修补剂性能特点 ★耐高温——耐高温可达300度,瞬间最高耐受温度达330℃。 ★与金属具有较高的结合强度——适用于高温工况下各种铝质金属表面、垂直面、凸面或凹面,具有优良的物理机械性能、粘接强度、电绝缘性能、耐化学腐蚀性能、耐磨、耐老化、耐热性能、耐油、耐水及耐多种化学物质,其收缩率和吸水率低的特性。 ★固可进行各类机械加工——混合后可在常温下固化,硬化形成一种牢固 的类似金属状的材料,可进行钻孔、攻丝传统的各种机械加工及涂漆;是一种理想的冷焊剂,可替代传统的热焊接工艺,施工场所不受限制——不用电,不用火,施工比较安全;是所有工业维护部门必备的好帮手,是在条件不允许常规焊接时,取代常规焊接方法的理想材料。 ★方便快捷解决问题——本产品具有适用方便、快速、经济、耐用、可靠等特点。 二、铝合金缺陷修补剂产品用途 ★双组份,膏状,以铝粉为强化填充剂、多种合金材料、改性高温树脂和高温固化剂组成的高性能聚合耐高温铝质修补材料。通用于各种铸铝件缺陷的修补及铝质零件磨损、大孔和微孔、设备损伤的修复;如各种铝制品、容器、管路、零件、主设备的缺陷、磨损、划伤、腐蚀、断裂的修复。修复后颜色与基材基本一致。 ★高温交变、高强度冲击重载荷下设备、管路出现的漏孔、裂缝、砂眼、缺陷、断裂、损坏等进行填充与粘接补漏、焊合,螺纹翻修等用途。 ★金属零配件如:零件尺寸超差恢复尺寸、轴头、滑槽、阀们及泵体的缺陷修補工艺,修补后颜色与被修补零件基本一致。 三、铝合金缺陷修补剂使用方法 ★表面处理:表面处理对修补效果的影响很大。被修表面应打磨粗糙或喷砂处理,要打磨出基材本色,对一些特殊工况要进行特殊处理,如铸铁泵壳表层含水带锈要用火焰烧烤的方法将表层内的水分除净,然后打磨或喷砂:对一些轴类或孔类磨损尺寸的恢复,在保证足够强度的前提下,可打磨或车削粗糙的螺纹表面。导轨或缸体划伤部位要打磨出矩形槽或燕尾槽,深度要2mm以上。
用万用表来调整激光头的功率 凡是使用过电脑的朋友都知道,光驱只要用了差不多一年,就该挑盘了,有的盘能读,有的盘不能读。这种情况越来越越严重,最后干脆一张盘也不读了,把盘放进去,“稀里哗啦”地转了半天,可一点光盘图标,只听“铛”一声,“设备未准备好”。其实,光驱读盘差,主要是因为电脑的使用环境差,光头上落了一层灰尘,这层灰尘阻挡了激光束的通过,同时随着使用时间的增加,激光头的发射能力也逐渐下降,最后导致无法读盘。对于这类小毛病维修起来很简单,打开光驱,清洗一下光头的透镜,再适当调节一下激光头的发射功率就OK了。 其实,这类文章已经很多了,但对调节激光头功率的方法上却没有一个好方法,都是说左拧一点或者右拧一点,最后拧来拧去,竟把小小的电位器给拧下来了。这可是我亲自遇到的,还好,自己焊接水平高,从别的报废光驱上拆了一个小电位器换上去修好了。 控制激光头功率大小的电位器是一个2K的无限位电位器,可以任意左右旋转,因此我们如果只凭感觉来调节激光头的功率大小,是很难把握的。 今天,我就详细介绍一下如何用万用表来调整激光头的功率。 1.打开光驱的外壳。以索尼CDU5221光驱为例。 2.用大头针强行弹出托盘,取下带有“SONY”标志的塑料档板。 3.用小螺丝刀按下塑料销子,取下前面板。 4.取下底板。 5.小心的取下上盖板。 6.实际我们看到的是透镜,实际激光头在透镜下方。 7.拔下光头与电路板的连接柔性电缆,要不我们在测量电位器阻值时不方便。 8.把光驱架反转过来,让激光头向下,这时我们就看到光头组件背部的形状。在下方*近柔性电缆的位置就是光头功率调节电位器。 9.注意电位器有三个引脚,如果用万用表测试时,其中有两个引脚为0,我们只测试量有阻值的两个引脚的阻值的变化。 10.用万用表测量功率调节电位器的当前阻值的大小。 11.观察万用表的表头读数。 12.使用小十字螺丝刀,向顺时针方向,轻轻旋转5-10度。 13.再用万用表测试电位器的电阻值。 14.读其数值,应为原数值的2/3最好。如果过大或过小,再调再测,直到符合要求为止。 15.再精清洗透镜后,把光驱按拆卸的反顺序装好,加电试机,一般情况下,光驱的读盘性能有很大的提高,和新光驱差不多。 让老光驱重现活力激光头功率调整详解 作者:李玉华 出处:电脑报 责任编辑:马玺 2004-03-03 16:07
彻底修复激光头诀窍
作为一名专业维修人员,我能理解各位渴望充分利用抽屉里大堆废旧激光头的心情。从1996年,我就开始尝试修理激光头的方法,不知拆坏了多少个激光头,终于在1997年初总结出了全套修理方法。经几年维修实践,修复了无数“报废”激光头,产生了较大经济效益。为了让同行们少走弯路,充分利用巨大的废旧激光头资源,现将自己这套修理方法无保留介绍如下。 激光头损坏的情况有以下几种: 1.激光头机械结构及电路元件没坏,仅光学通道受到油污、灰尘、水蒸气的污染。 这是绝大多数激光头的“损坏”原因,特别是飞利浦激光头,这种故障占90%以上。另外,需要热机或加热后才能使用的机器均属此种故障。 2.光管老化。 光管老化的情况在索尼、三洋、夏普等激光头中很常见,飞利浦激光头中极少见。 3.物镜损坏。 激光头清洗碟是激光头的杀手,该清洗碟碟片上装有毛刷,沾上清洗液后让它在高速旋转时清洗光头物镜,前几次使用这种清洗碟能收到较明显效果,但多次使用后会导致物镜磨损报废或物镜向一边倾斜变形。另外,使用电吹风加热、烟头或镜头纸擦拭、酒精或其他有机溶液擦洗物镜也是损坏物镜的一大原因。 4.拆装时损坏。 常见是把飞利浦光头排线拉断。 5.其他原因造成的物理变形和电路损坏。
这种情况很少。 以上几种情况基本包括了所有损坏原因,分析手中激光头属于哪种情况,然后对症医治,就能修好它。注意,不管坏到什么程度的激光头上面都有可取下利用的元件,故废光头勿丢弃。 检修光头的第一步是首先检查激光头损坏程度,将其分类。测量循迹、聚焦线圈是否开路(20Ω左右);斜视物镜中央是否有不可恢复的磨损黑斑;线路是否破损,不能修复;将这些明确损坏的激光头与已知光管老化的激光头放在一边暂不修理(这里不再详谈测老化电流的方法)。 将飞利浦激光头的光管用针头等小工具小心撬下,切记不要损坏排线、光管表面,不要除去光管上的密封树脂。在一清洗容器中装入清水,以能浸过激光头为宜,在清水中滴入少量洗洁精(洗碗筷餐具用的),不能用劣质的,不能太浓,能起泡即可。 将好的“报废”激光头浸入水中15分钟后,用干净的带针头注射器仔细用力射洗物镜、光管,尽量将水射到激光头内部的反光镜上(针头不能碰到激光头)。一只激光头最少要冲洗5分钟以上,这样才能将光学通道中所有污渍彻底冲洗干净。洗完以后,将激光头放到自来水龙头下冲洗,自来水要开得较急,但不能损坏激光头的物理结构,特别是物镜支架(也可以用注射器注清水冲洗)。再将激光头在清水(纯净水更好)中浸泡漂洗几分钟后,将激光头小心轻握在手中,小心将水尽量甩干。最后用电吹风吹干激光头,吹干时要将激光头握在手中来掌握温度以防止光头塑件过热变形。吹5~15分钟,估计内部水分除尽后就可试机了,这时物镜清澈透明、表面蔚蓝。把飞利浦光管用力按入,使树脂与原来位置完全重合即可。如果没有电吹风,也可以在阳光下晒
《激光熔覆修复模具技术工艺规范》 激光熔覆修复模具技术是一个工艺流程系统。首先,应根据制品的服役条件或失效分析,确定对涂层的性能要求,据以选择恰当的熔覆合金材料和工艺。然后、实施激光熔覆工序施工,包括:基体的表面预处理,激光熔覆工艺及精加工,熔覆层质量检验。每道工序都必须严格按操作规程进行,检验合格,方能进行下一道工序。 一熔覆层系统设计 1.1 确定对熔覆层的功能尺寸要求 应确切了解欲激光熔覆模具的服役条件,或制品在使用过程中的失效原因,确定对熔覆层的功能尺寸要求。 1.2熔覆层材料的选择 只有熟悉并掌握丰富、全面的材料科学知识,才能做到正确合理地进行熔覆层系统设计,选择熔覆层材料。有关这方面的资料,可参考“机械制造工艺材料技术手册”第九篇“热喷涂材料技术手册”(机械工业出版社,1993,第一版)。 1.3 激光熔覆工艺选择 激光熔覆工艺的确定,应根据熔覆层材料的熔点、热导率、耐热震性及熔覆层与模具基体的结合强度要求,结合生产效率、成本等综合考虑。 二激光熔覆修复模具的基本程序 激光熔覆修复模具操作基本程序如下表:
三激光熔覆修复工艺 正确的激光熔覆工艺参数。应使被熔覆的合金粉末均匀熔覆到经预处理的基体表面上,形成优质涂层。 激光熔覆修复工艺参数的选择对激光熔覆修复过程、熔覆修复件的综合性能有着直接的重要影响。激光熔覆层的质量除了受熔覆材料和基体材料的熔点、导热系数、热膨胀系数、密度等物理性质和相互
之间的化学匹配性制约之外,主要取决于激光参数(输出功率、光斑形状和尺寸、光束输出模式)和工艺参数(扫描速度、预置粉层厚度、搭结率、预热温度及保护气体等)。 3.1 基材熔覆表面预处理 表面预处理是为了除掉基材熔覆部位的污垢和锈蚀,使其表面状态满足后续的前置熔覆材料或者同步供料熔覆的要求,主要包括喷涂表面的预处理和非喷涂表面的预处理。 ①喷涂表面的预处理。基材表面常用火焰喷涂或者等离子喷涂,因此需要进行去油和喷砂处理。 去油一般用加热法,即基材表面加热到300-450℃左右去油;也可用清洗剂去油,常用的清洗剂包括碱液、三氯乙烯、二氯乙烯等。 喷砂是为了除掉基材表面的锈蚀,并使其毛化,从而有利于喷砂粉末的附着。 经过表面预处理的零件,不宜长久放置于空气中,以防再次污染。 ②非喷涂表面的预处理。在采用勃结法预置熔覆材料或者同步法时,其表面也必须进行去油和除锈处理,但对毛化的要求没有喷涂表面那样要求严格。 3.2 激光熔覆工艺参数控制 3.2.1激光功率 激光功率是影响熔覆层质量的主要因素。功率越大,熔化的合金量越多,产生气孔的机率就越大,随着功率增加,熔覆层深度增加,周围的金属液体流向气孔而使气孔数量逐渐减少甚至得以消除,裂纹数量也逐渐减少。
激光头原理和结构 1. 前言 自从1982年直径12cm的数字音频光盘CD问世以来,数字视频光盘DVD(digital video disk)一直是新一代光盘的一个梦想,虽然在几年前出现了VCD,但是对于光盘来讲,技术上没有改变,只是对数据进行了压缩,画质也只是VHS水准,不过是过渡性产品,在国外没有形成市场。 数字图象信号具有在被编辑时画质不劣化,容易被计算机处理等优点,所以能记录2小时以上高画质的数字图象的光盘,已经让人盼望已久。最近几年,短波长的半导体激光器技术,薄型化光盘基板技术,对物透镜的高数值径NA化技术等的进步,使光盘的记录密度高密度化成为可能,同时数字连续可变画面压缩技术也有很大的进步,使长时间高画质的连续可变画面收录在一光盘里成为可能。 在以上这些技术基础被奠定之后,世界上的十家大企业共同制定了新世代数字视频光盘DVD(digital video disk)的标准,既在和原有CD同样尺寸下,记录容量为原来光盘7.5倍4.7G,并采用高画质的MPEG2数字信号压缩式,使之能够存储135分的电影。 DVD播放机主要是由光学头和MPEG2解码器两个关键技术组成的,其中MPEG2解码器由于是通用标准,目前开发出芯片的厂商不下十几家,而光学头的技术还主要掌握在日本厂商手中。 光盘技术就是一束被聚焦到回折界限的最小激光束照射到盘面,由于记录着信息的盘面的凹凸对光的反射不同,就可以读出盘上的信息。 对于光学头来讲,它特有的技术有如下几个: a. 通过利用被聚焦到回折界限的最小激光束,穿过0.6mm的透
明塑料层,从凹凸信息面取出信号。 b. 使用半导体激光二极管,使用数值径NA为0.6的对物透镜,把激光束聚焦为由波长决定的回折界限为止的最小光束。 c.光盘外形的误差和不同光盘交换时带来的对物透镜的焦点位置在光盘信息记录面的位置变化,还有光盘回转时光盘面上下振动也会引起焦点位置变化,为了对焦点位置变化进行自动补正,必须把能够以精度为正负1μm对焦点位置控制的误差检出机能和控制用的伺 服机构藏在光学头里。 d.光盘的形状中心和光盘的回转中心之间的偏心补正,还有对于在轨道间距为0.74μm的轨道上,精度正负0.1μm控制激光束对轨道的追迹控制用误差检出机能和控制用的伺服机构藏在光学头里。 在这里对于光盘装置系统,能满足以上要求的光学头的基本光学系,对物透镜OL(object lens),作为光源的半导体激光二极管LD(laser diode),准直透镜CL,和其他一些光学头用的光学部品的原理及设计进 行说明。 2. 光学头基本原理 2.1.光学头的基本光学系和光学部品的收差 光学头是DVD系统的最大关键部件之一,它的基本原理图如下
《激光原理与技术实验指导书》实验报告 广东技术师范学院电子与信息学院
目录 仪器要求与安全保护 (2) 实验一、LD泵浦ND:YVO4固体激光器的基本概念与主要参数测量 (3) 实验二、LD泵浦ND:YVO4固体激光器光斑尺寸的测量 (12) 实验三、LD泵浦ND:YVO4固体激光器远场发散角的测量 (16) 实验四、声光调Q技术 实验五、HE-NE激光器谐振腔调节 (28) 实验六、HE-NE激光器的模式分析 (31)
仪器要求与安全保护 1、仪器安装在干燥、无灰尘、通风良好、远离热源和强(电)磁场的地方。 2、工作温度: 10~15o C 3、相对湿度:<70% 4、工作电源: 220V±15% 50HZ 5、安全防护 (1)使用 He-Ne 激光器时,“+”,“-”(正,负)极不要插(接)错 (2)激光管的电流不要调的过高,否则容易击穿,烧毁管子。(最好接厂方给定的最佳电流) (3)激光出光后,眼睛不要直接直射观察激光点,否则容易损坏眼睛。 (4)He-Ne 激光管都是玻璃制品,易碎,小心轻拿轻放。调节螺钉不要拧的太紧。 6、日常维护 (1)外腔(或半内腔)激光管,外部活动的谐振腔,不要弄脏布儒斯特窗面,不要沾上灰尘否则不出光。 (2)激光管不要放在潮湿的地方,长时间不用时,最好隔几天点燃一次(特别是夏天)时间 20~30 分钟。 (3)半导体泵浦激光器实验装置应注意防潮,放置于比较干燥的地方。在不使用时请将仪器上盖盖好,端盖旋紧,防止灰尘进入仪器。 注意: 1激光对人眼睛有伤害,注意眼睛不要直接对着光源。 2激光器的电源电压上千伏,注意小心,不要触摸。
激光熔覆技术修复磨损模具及工件【纯干货】 内容来源网络,由深圳机械展(11万㎡,1100多家展商,超10万观众)收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 激光熔覆技术,是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术。激光表面熔敷技术,是在激光束作用下,将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低、与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法。如,对60#钢进行碳钨激光熔覆后,硬度高达2200HV以上,耐磨损性能为基体60#钢的20倍左右。在Q235钢表面激光熔覆CoCrSiB合金后,将其耐磨性与火焰喷涂的耐蚀性进行了对比,发现前者的耐蚀性明显高于后者。 激光熔覆技术,是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。 应用于激光熔覆的激光器,主要有CO2激光器和固体激光器(主要包括碟片激光器、光纤激光器和二极管激光器。老式灯泵浦激光器由于光电转化效率低,维护繁琐等问题已逐渐淡出市场)。 对于连续CO2激光熔覆,国内外学者已做了大量研究。高功率固体激光器的研制发展迅速,主要用于有色合金表面改性。据文献报道,采用CO2激光进行铝合金激光熔覆,铝合金基
体在CO2激光辐照条件下容易变形,甚至塌陷。固体激光器,特别是碟片激光器输出波长为1.06μm,较CO2激光波长小1个数量级,因而更适合此类金属的激光熔覆。 激光熔覆,按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。 1.激光熔覆具有的特点 (1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等; (2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内; (4)粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金; (5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2-2.0mm; (6)能进行选区熔敷,材料消耗少,具有卓越的性价比; (7)光束瞄准可以使难以接近的区域熔敷; (8)工艺过程易于实现自动化,很适合常见易损件的磨损修复。 2.激光熔覆与激光合金化的异同 激光熔覆与激光合金化,都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。两者工艺过程相似,但却有本质上的区别,主要区别如下:
半导体激光熔覆机 半导体激光熔覆机的应用激光熔覆工业应用激光熔覆在现代工业中已显示出明显的经济效益,应用范围涉及许多工业领域,主要有以下几个方面: 1、航空航天工业 航空航天工业是首先吸取激光熔覆的优点,用于生产的部门。它不仅用于加工零部件,亦用于修理方面。1981年美国首先将激光熔覆技术用于强化RB-21侦察轰炸机的喷气发动机涡轮叶片,在铸造的Ni基合金涡轮叶片上用2kWCO2激光,配合同步送粉技术熔覆一层三元合金获得成功。据报导,虽然激光熔覆的费用很高,但比原来采用电弧焊技术的制造成本低85%。由于激光技术先进,热影响区小,产品质量好、成品率高,而且可省略熔覆后磨削加工,并大量节约昂贵的硬化材料、经济效益十分显著。在修理方面采用激光熔覆修复被磨损的H型涡轮机叶片因为技术要求修复层必须是冶金结合,不允许任何机械连结方法。由于制造涡轮机叶片的Ni 基合金对热裂纹极敏感,一般的熔覆技术应用受到限制,只有采用能量大、作用时间短的激光熔覆技术,可以获得光滑平整的表面,且生产效率高。 2、汽车制造工业
在美国采用激光熔覆技术AlSl4130钢制的管道闸阀和410钢制阀板熔覆Co基合金和WC。由于激光熔覆加热速度快,冷却速度高,工件变形小,加工余量小,并能获得高的沉积硬化效果、硬度高、耐磨性好,无疏松等缺陷,而且熔覆层与基材为冶金结合等,深受用户欢迎,此外还用于化工设备某些不锈钢部件熔覆Ni-台金(Ni5%、Cr50%)获得良好的耐高温、耐蚀性能,以及用于油田抽油泵易磨损、腐蚀部件的表面强化。 3、热能动力工业 用于汽轮机末级叶片抗汽蚀和高温腐蚀疲劳,电站锅炉阀门密封面抗高温腐蚀介质/冲蚀、磨损表面强化,代替手工堆焊或等离子喷焊以提高生产效率,降低材料耗量,进一步提高使用性能。 (二).激光熔覆简易操作与要求 1.粉末选型:最好选择80~150目的粉作为熔覆最佳,不易堵死送粉器。有条件的最选进口粉这 样比较能作出有代表性的数据。
《激光原理与技术》习题十三(调Q技术--原理部分) 班级序号姓名等级 1、调Q激光器的脉宽为量级。 (A)μs (B) ns (C) ps (D) f s 2、为什么调Q时增大激光器的损耗的同时能造成上能级粒子数的积累? 3、实现调Q对激光器的基本要求是什么? 4、普通脉冲激光器的峰值功率不高的主要原因是什么? 5、简述调Q技术的基本思想 6、红宝石调Q激光器输出镜反射率为r1=0.96,另一镜反射率在r2=0.1到r2=1之间变化, 红宝石棒与腔长同为L=20 cm,截面积S=10mm2,红宝石发射截面σ21=2.5×10-24m2,设Q开关在反转粒子数达到r2低反射率所对应的阈值时开启, 求?m及Pm(光波长λ= 694.3nm,折射率n=1.76)。 7、若调Q激光器的腔长L大于工作物质长l,η及'η分别为工作物质及腔中其余部分的折射率,试求峰值输出功率P m表示式。
《激光原理与技术》习题十四(调Q技术部分) 班级序号姓名等级 1、试画出带偏振器的KDP电光调Q激光器结构示意图,并简述其工作原理。 2、在双45 LN电光调Q激光器中,常采用光预偏置技术。请问何为光预偏置技术? 3、脉冲透射式调Q技术又称“腔倒空”技术,请解释“腔倒空”,并举例说明。 4、声光调Q激光器的机理是什么?试举例说明 5、请解释利用可饱和吸收体调Q激光器的工作原理,“漂白”的含义是什么?试举例说明。
《激光原理与技术》习题十五(锁模) 班级序号姓名等级 一、选择题 1、右图是某锁模脉冲激光器输出的RF频谱,则此脉冲激光器 的重复频率为: GHz。 (A) 2.5 (B) 5 (C) 10 (D) 50 2、如上题图,则此脉冲激光器的重复周期为: s。 (A) 200 (B) 2.0×10-8 (C) 2.0×10-10(D) 2.0×10-12 3、某一锁模激光器输出谱线形状近似于高斯函数,在变换极限下,其时间--带宽乘积约为。 (A) 0.441 (B) 0.315 (C) 0.882 (D) 1.321 4、一锁模He-Ne激光器振荡带宽为600MHz,输出谱线形状近似于高斯函数,其相应的脉冲宽度为:。 (A) 0.74ns(B) 1ns(C) 1ps(D) 1fs 二、填空题 1、在相关测量法中,设被测光场的光强为I(t),则二阶相关函数的定义为。 2、设多模激光器的所有振荡模均具有相等的振幅,超过阈值的纵模共有2N+1个,与自由 运转的激光器的平均功率相比,由于锁模,其峰值功率增大了倍。 3、利用可饱和吸收体锁模的激光器,称为激光器。 三、简答题 1.可饱和吸收体可压缩输入的脉冲信号,试说明其机理。 四、计算题 1、一锁模氩离子激光器,腔长1m,多普勒线宽为6 000MHz,未锁模时的平均输出功率为3W。试粗略估算该锁模激光器输出脉冲的峰值功率、脉冲宽度及脉冲间隔时间。
作为一名专业维修人员,我能理解各位渴望充分利用抽屉里大堆废旧激光头的心情。从1996年,我就开始尝试修理激光头的方法,不知拆坏了多少个激光头,终于在1997年初总结出了全套修理方法。经几年维修实践,修复了无数“报废”激光头,产生了较大经济效益。 为了让同行们少走弯路,充分利用巨大的废旧激光头资源,现将自己这套修理方法无保留介绍如下。 激光头损坏的情况有以下几种: 1.激光头机械结构及电路元件没坏,仅光学通道受到油污、灰尘、水蒸气的污染。 这是绝大多数激光头的“损坏”原因,特别是飞利浦激光头,这种故障占90%以上。另外,需要热机或加热后才能使用的机器均属此种故障。 2.光管老化。 光管老化的情况在索尼、三洋、夏普等激光头中很常见,飞利浦激光头中极少见。 3.物镜损坏。 激光头清洗碟是激光头的杀手,该清洗碟碟片上装有毛刷,沾上清洗液后让它在高速旋转时清洗光头物镜,前几次使用这种清洗碟能收到较明显效果,但多次使用后会导致物镜磨损报废或物镜向一边倾斜变形。另外,使用电吹风加热、烟头或镜头纸擦拭、酒精或其他有机溶液擦洗物镜也是损坏物镜的一大原因。 4.拆装时损坏。 常见是把飞利浦光头排线拉断。 5.其他原因造成的物理变形和电路损坏。 这种情况很少。 以上几种情况基本包括了所有损坏原因,分析手中激光头属于哪种情况,然后对症医治,就能修好它。注意,不管坏到什么程度的激光头上面都有可取下利用的元件,故废光头勿丢弃。
检修光头的第一步是首先检查激光头损坏程度,将其分类。测量循迹、聚焦线圈是否开路(20Ω左右);斜视物镜中央是否有不可恢复的磨损黑斑;线路是否破损,不能修复;将这些明确损坏的激光头与已知光管老化的激光头放在一边暂不修理(这里不再详谈测老化电流的方法)。 将飞利浦激光头的光管用针头等小工具小心撬下,切记不要损坏排线、光管表面,不要除去光管上的密封树脂。在一清洗容器中装入清水,以能浸过激光头为宜,在清水中滴入少量洗洁精(洗碗筷餐具用的),不能用劣质的,不能太浓,能起泡即可。 将好的“报废”激光头浸入水中15分钟后,用干净的带针头注射器仔细用力射洗物镜、光管,尽量将水射到激光头内部的反光镜上(针头不能碰到激光头)。一只激光头最少要冲洗5分钟以上,这样才能将光学通道中所有污渍彻底冲洗干净。洗完以后,将激光头放到自来水龙头下冲洗,自来水要开得较急,但不能损坏激光头的物理结构,特别是物镜支架(也可以用注射器注清水冲洗)。再将激光头在清水(纯净水更好)中浸泡漂洗几分钟后,将激光头小心轻握在手中,小心将水尽量甩干。最后用电吹风吹干激光头,吹干时要将激光头握在手中来掌握温度以防止光头塑件过热变形。吹5~15分钟,估计内部水分除尽后就可试机了,这时物镜清澈透明、表面蔚蓝。把飞利浦光管用力按入,使树脂与原来位置完全重合即可。 如果没有电吹风,也可以在阳光下晒干,尽量不要自然风干,否则水分不干透容易出现内部短路及金属部件生锈,但千万不要用火烤,控制不住温度很可能烤坏激光头。 清洁以后,大多数激光头会恢复正常,但也有少数激光头仍不读碟或读碟能力差。这时可以用纯酒精清洗电位器,电位器清洗后,调节位置应尽量与原来一样。经过以上手续处理的激光头,如仍不理想,在确认电位器完好的情况下,可将这些激光头按下面的方法维修,千万不要将电位器调大使用,否则修复的激光头纠错能力差,而且在较短时间内会彻底损坏光管。 有些废激光头仅是物镜磨损,有些废激光头则是光管和其他部分损坏,而物镜良好。用好物镜代换磨损的物镜,是一种废品利用的好方法。 飞利浦物镜拆卸的方法如下:循迹、聚焦线圈两侧有两根塑制支条,用针小心撬动就可将物镜与线圈同时拿下(清洗内部时也可拆下),注意两边各有一根细铜线不要撬断,特别是靠光管一侧,细铜线在支条下面。然后用小刀将外侧的四根铜丝齐根切断,更换时注意焊接时间勿长,以免烫坏其他部件(线圈损坏的更换方法相同)。安装时一定要
激光熔覆修复注塑模具性能研究 摘要本文采用yag固体激光器对注塑模具钢2738进行熔覆修复试验。实验结果表明采用预置丝式熔覆修复注塑模具是完全可行的,在选定合适的工艺参数的前提下,得到显微组织均匀、缺陷极少的熔覆层,且与基体形成很好的冶金结合,修复后熔覆层的最高硬度为:388.72hv。磨损性能检测表明该种修复方法符合注塑模具的修复要求。 关键词激光熔覆;注塑模具;性能 abstract:in this paper, yag solid-state laser on the injection mold steel 2738 for cladding repair test. experimental results show that the pre-wire-type cladding repair injection molds is entirely feasible, select the appropriate process parameters in the premise, to be uniform microstructure, defects minimal cladding layer and the substrate to form a good metallurgical bonding, cladding layer after the repair of the highest hardness: 388.72hv. wear performance testing shows that this type of repair method meet the requirements of injection mold repair. keywords:laser cladding; injection mold; performance 前言 制造业的飞速发展,使得注塑模具在塑料加工中扮演的角色越来越重要,注塑模具产品的产量也是逐年的增加。注塑模具由于单