1 绪论
1.1数控加工中心自动换刀装置概述
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。当今社会,数控机床几乎已经扩展到了所有加工领域,许多工厂为了适应产品的频繁更新、提高加工精度、降低生产成本、缩短产品交货周期和减轻劳动强度,在中等批量、甚至大批量生产中应用数控机床,并取得了良好的经济效益。
数控加工中心带有刀库和自动换刀装置,是能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。自动换刀装置(ATC)是加工中心的重要组成单元,其设计质量的好坏,直接影响加工中心的质量。ATC由刀库和机械手组成,它的机构和运动复杂、性能要求高。刀库的功能是储存刀具,并且按程序指令,把即将要用的刀具迅速、准确地送到换刀位置,因此刀库的位置、体积大小能否适合加工中心的整体设计,刀库的运动机构能否使刀库平稳运转并准确地停在换刀位置,运动过程有无干涉、卡死等现象,都是设计人员非常关心的问题。机械手的功能是把刀库上的刀具送到主轴上,再把主轴上已用过的刀具送回刀库。它的动作要求迅速而准确,所以对机构的结构、定位、运动、夹持力的大小等都有很高的要求,一旦有运动故障或定位、运动误差过大,都会造成换刀动作失败,掉刀。
当今时代,高速加工中心已成为加工行业未来的发展趋势。高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置的高速化也相应成为高速加工中心的重要技术内容。未来机床产业的发展,均以追求高速、高精度、高效率为目标。随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级机床的一项重要指标。因此,对数控机床的刀库及其自动换刀装置的研究和发展有着重要的意义。
1.2国内外自动换刀装置设计的发展情况
自动换刀系统是数控机床的重要组成部分。刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。刀库结构形式及刀具交换装置的工作方式,则会影响机床的换刀效率。自动换刀系统本身及相关结构的复杂程度,又会对整机的成本造价产生直接影响。
从换刀系统发展的历史来看,1956年日本富士通研究成功数控转塔式冲床,美国IBM 公司同期也研制成功了“APT”(刀具程序控制装置)。1958年美国K&T公司研制出带ATC(自动刀具交换装置)的加工中心。1967年出现了FMS(柔性制造系统)。1978年以后,
加工中心迅速发展,带有ATC装置,可实现多种工序加工的机床,步入了机床发展的黄金时代。1983年国际标准化组织制定了数控刀具锥柄的国际标准,自动换刀系统便形成了统一的结构模式。
随着机械加工业的发展,制造行业对于带有自动换刀系统的高效高性能加工中心的需求量越来越大,在现有的各种类型的加工中心中,传统结构的自动换刀系统的造价在机床整机造价中总是占着很大比重,这是加工中心价格居高不下、应用不普遍的重要原因。目前国内外数控机床自动换刀系统中,刀具、辅具多采用锥柄结构,刀柄与机床主轴的联结、刀具的夹紧放松机构及驱动方式几乎都采用同一种结构模式。在现代数控机床上亦有采用弹簧夹头作为刀具的夹持元件,但机床的主轴结构、驱动方式仍然采用与上述锥柄刀具完全相同的结构形式。采用这种结构模式,在实际数控加工中,尤其是在需要超高速主轴、主轴的径向、轴向尺寸都很小、没有足够的换刀空间的微细加工场合中实现自动换刀将会是很困难的,如果实施自动换刀将使机床成本大幅度提高。金属切削机床的高速化已成为机床发展的重要方向之一,因此,快速换刀技术已经成为高速加工中心技术的重要组成部分。新技术和新方法在不断地出现和改进,其目的只有一个,即在准确可靠的基础上,缩短换刀时间,全面提高高速加工中心的切削效率。
我国数控机床制造业起步较晚,而如今,各机床厂家正力图寻求走具有自主知识产权的发展道路,在引进与国外机床厂商合资合作的形式中,消化吸收,逐步掌握国外的先进技术,并把它融人到自己设计开发的思维中。经过多年的努力,我国机床制造业通过与国外合作,技术引进以及国家组织攻关等方式,解决了一大批关键性技术,掌握了许多先进的设计手段与制造工艺,机床整体水平进步很大,与国外先进制造水平的差距正在缩小。数控机床是主导性的机床产品,其发展受到国内外有关政府和工业企业界的高度重视,从而得以迅速发展。
1.3加工中心刀库的形式及特点
刀库系统是提供自动化加工过程中所需的储刀及换刀需求的一种装置,其自动换刀机构可以储放多把刀具的刀库,从而大幅缩短加工时程,降低生产成本。加工中心刀库的形式很多,结构各异,刀库的容量、布局,针对不同的机床,其形式也有所不同和结构也各不相同,最常用的有鼓轮式刀库、链式刀库。
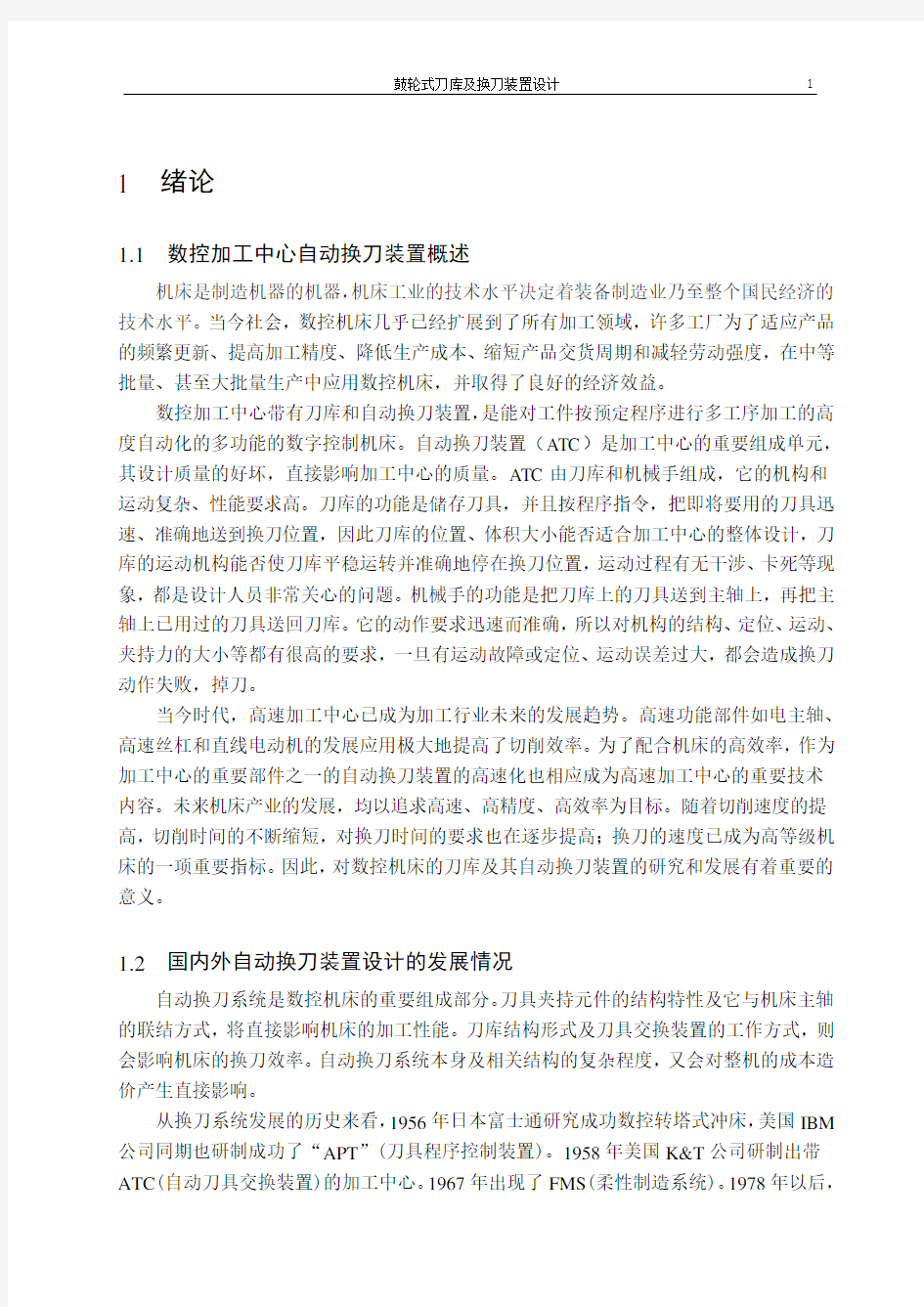
1.3.1鼓轮式刀库
图1.1鼓轮式刀库
鼓轮式刀库也称圆盘式刀库,其刀具环形排列,呈盘状,这种刀库结构简单,适用于刀库容量较少的中小型加工中心,一般不超过32把刀具。为了增加刀库空间利用率,可采用双环或多环排列的刀具的形式。但鼓直径越大,转动惯量就增加,选刀时间也就越长。
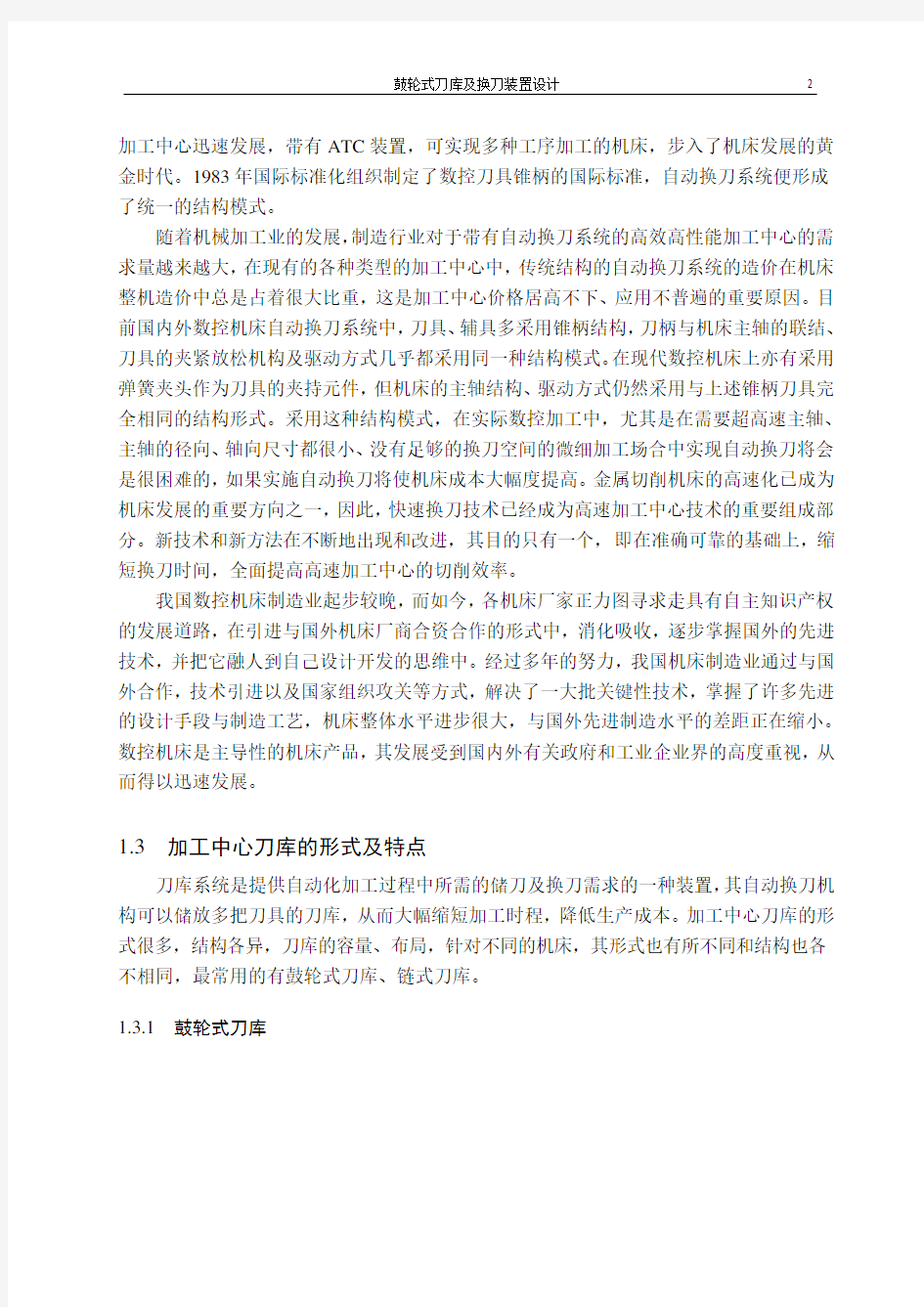
图1.2鼓轮式刀库的取刀方式
径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手
换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 °翻转。形式( c )适用于小型加工中心,但占有面积较大,刀库安装位置及刀库容量受限制,应用较少,但应用这种刀库可以减少机械手换刀动作,简化机械手结构;形式( d )为刀具轴线与鼓盘轴线成夹角为锐角的鼓轮式刀库,一般用于专用加工中心。
1.3.2转塔式刀库
图1.3转塔式刀库
如图1.3 a、b所示。包括水平转塔头和垂直转塔头两种。所有刀具固定在同一转塔上,无换刀臂,储刀数量有限,通常为6~8把。一般仅用于轻便而简单的机型。常见于车削中心和钻削中心。在钻削中心储刀位置即主轴,其外部结构紧凑但内部构造复杂,精度要求高。
1.3.3链式刀库
图1.4链式刀库
如图1.4所示,包括单环链和多环链,链环形式可有多种变化,适用于刀库容量较大的场合,所占的空间小。一般适用于刀具数在30~120把。仅增加链条长度即可增加刀具数,可以不增加圆周速度,其转动惯量不像盘式刀库增加的那样大。
1.4 换刀装置的形式
数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为换刀装置。刀库换刀,按照换刀过程有无机械手参与,分成有机械手换刀和无机械手换刀两种情况。有机械手的系统在刀库配置、与主轴的相对位置及刀具数量上都比较灵活,换刀
时间短。无机械手方式结构简单,只是换刀时间要长。
1.4.1 无机械手换刀
无机械手换刀时,刀库中刀具存放方向与主轴平行,刀具放在主轴可到达位置换刀时,主轴箱移到刀库换刀位置上方,利用主轴Z向运动将加工用毕刀具插入刀库中要求的空位处,然后刀库中待换刀具转到待命位置。主轴Z向运动将待用刀具从刀库中取出,并将刀具插人主轴。由此可看出,必须首先将用过的刀具送回刀库,再从刀库中取出新刀具,这两个动作不能同时进行,因此换到时间较长。
1.4.2机械手换刀
有机械手换刀的过程中,使用一个机械手将加工完毕的刀具从主轴中拔出,与此同时,另一机械手将在刀库中待命的刀具从刀库拔出,然后两者交换位置完成换刀过程。采用机械手进行刀具交换的方式应用的最为广泛,这是因为机械手换刀有很大的灵活性,而且可以减少换到时间。
2 总体方案的确定
2.1 刀库和换刀装置的功能及要求
2.1.1功能
刀库用来储存加工所需的刀具,而换刀装置用来从刀库调换加工过程中不同工序所需要的不同刀具。随着自动化技术的发展,逐步发展和完善了各类刀具的自动更换装置,数控车床上采用电(液)换位自动刀架,有的还使用两个回转刀盘。加工中心则进一步采用了刀库和换刀机械手,实现了大容量储存道具和自动交换道具的功能,这种刀库存放刀具的数量从几十把到上百把,自动交换道具的时间从几十秒减少到几秒甚至零点几秒。使用这种刀库和换刀机械手组成的自动换刀装置,就成为加工中心的主要特征。
2.1.2基本要求
(1)满足工艺要求。
机床依靠刀具和工件间相对运动形成工作表面,而加工工件表面、形状和表面位置多种多样,要求刀库上能够布置足够多的刀具,换到时间短,能够方便而正确地加工个工件表面。为了实现在工件上一次安装中完成多工序加工,要求刀库可以方便地转位。
(2)保证足够的重复定位精度。
在刀库上安装刀具是还应能精确地调整刀具的位置,采用自动换刀装置时,应能保证刀具交换前后都能处于正确的位置,以保证刀具和工件间准确的相对位置。而且精度保持性良好,以便长期保持刀具的正确位置。
(3)具有足够的刚度。
由于刀具的类型、尺寸各异,刀具在自动交换过程中方向变换较为复杂,因此刀库和换刀机械手都必须有足够的刚度,以使换刀过程平稳。
(4)提高可靠性。
由于自动换刀装置在机床工作过程中,使用频繁,所以必须充分重视它的可靠性。
(5)缩短换到时间。
刀库及其自动换刀装置是为了提高机床的自动化而设置的,因而它的换刀时间应尽可能缩短,以利于提高生产率。
(6)操作方便和安全。
换刀装置是工人经常操作的机床部件之一,因此它的操作是否方便和安全,往往是评价刀库设计好坏的指标。
2.2主要设计参数
安装形式:侧挂式刀库
刀具刀座数:24把
最大刀具直径:40 mm
换到时间:2.8秒(刀具到刀具)
平均重量:7 kg
刀盘最低转速:60 r/min
主轴鼻端刀具形式:BT40
根据刀具形式及最大刀具直径,采用单环排列方式排放,每把刀之间间隔10 mm,初选刀库直径为618 mm。
2.3 刀库和换刀装置设计方案
加工中心与一般数控机床的显著区别是具有对零件进行多工序加工的能力,即能在一次装夹中自动完成铣、镗、钻、扩、铰、攻螺纹和内槽加工等。其之所以有这种加工能力,就是因为它有一套自动换刀装置。自动换刀装置是指能够自动完成主轴与刀具储存位置之间刀具交换的装置。自动换刀装置的主要组成部分是刀库、机械手和驱动装置。刀库的功能是存储刀并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。完成此功能的机构包括送刀臂、摆刀站和换刀臂,总称为机械手。具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。驱动装置则是使刀库和机械手实现其功能的装置,一般由步进电机或液压(或气液机构) 或凸轮机构组成。
2.3.1刀库的传动方案
刀盘采用轮辐式结构,仅仅决定这个是不够的,最重要的是刀盘直径、刀爪尺寸和夹块的设计。刀库转动定位机构主要是用来驱动刀库的分度回转运动,保证刀库的可靠性。通过查阅资料及认真分析、讨论,决定采用蜗轮蜗杆机构。刀库容量为24把刀,刀库的回转驱动电机的选择时,考虑由摩擦引起的负载转矩和各负载的转动惯量,蜗轮蜗杆机构的定位精度不高,而且在运行过程中不需要调速所以决定采用交流伺服电机进行驱动。
图2.1刀库传动示意图
这种设计方案此种设计方案不仅结构简单,而且可以提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。
2.3.2换刀装置的刀具选择方式及控制方案
根据设计参数要求,采用机械手进行道具交换,并且采用单臂双爪机械手。目前在数控机床上用得较多的就是单臂双爪式机械手,也叫扁担式机械手。这种类型的机械手换刀特点是机械手同时抓取主轴和刀库上的刀具,回转180度,同时放回和装入刀具,换刀时间短,较为常用,多用于刀座与主轴轴线平行的场合。
图2.2单臂双爪机械手
考虑到刀具刀座数较少,选刀方式根据就近选刀原则,利用可编程控制器实现就近选刀换刀的控制,以追求最短的换刀时间。主轴上换来的新刀号及换回刀库上的刀具号,均在PLC内部相应地存储单元记忆。这种控制方式需要在PLC内部设置一个模拟刀库数据表,其长度和表内设置的数据与刀库的位置数和刀具号相对应,从而消除了由于识刀装置的稳定性、可靠性带来的选刀失误。
首先通过程序检测当前位置的刀号,其次检测系统需要调取的刀号,将两者相比较,通过所编的PLC程序来决定电动机的正、反转,以实现就近选刀这一方法。
2.3.3机械手驱动方式
通常单臂双爪式机械手的拔刀、插刀动作由液压缸动作来完成。这种驱动方式的重点是要保证液压缸的密封性和缓冲性能,液压缸活塞的密封松紧要适当,太紧了往往影响机械手的正常工作,要保证既不漏油又使机械手能灵活动作。液压缸活塞驱动的机械手,每个动作结束之前均需要设置缓冲机构,以保证机械手的工作平稳、可靠。缓冲机构可以是小孔节流,可以是针阀,可以使楔形斜槽,也可以是外接节流阀或缓冲阀。这里我们选用缓冲阀。为了使机械手工作平稳可靠,除了需要设置缓冲机构外,还要考虑尽可能要减小机构的转动惯量。惯量与物体的质量、旋转半径的平方成正比,因此要尽可能采用密度小、质量轻的材料制造有关零件,并尽可能减小机械手的回转半径。监狱液压缸驱动的机械手需要采用严格的密封和复杂的缓冲机构,而且控制机械手动作的电磁阀都有一定的时间常数,因此换刀速度较慢。
近年来,出现了凸轮联动式单臂双爪机械手。这种
机械手的优点是由电动机驱动,不需要复杂的液压系统
和其密封、缓冲机构,没有漏油现象,结构简单、工作
可靠。同时机械手的手臂回转和插刀、拔刀的分解动作
是联动的,部分时间常数可以重叠,从而大大缩短了换
到时间,以便不超过2.5秒。
本设计要求刀具到刀具换刀时间为2.8秒,因此采
用液压缸进行机械手的驱动即可达到设计要求。
2.4电动机的初选
2.4.1选择电动机类型
刀库驱动所需要的电机需要频繁启动以及较高的
控制精度,因此根据刀库的工作条件和要求,选择交流
图2.3凸轮联动式单臂双爪机械手伺服电动机。
交流伺服电动机的优点是:
(1)由于采用交流伺服电机驱动刀库传动,大幅度简化了结构,提高了机械部分的易维修性和可靠性。
(2)由于伺服电机速度通过参数设定,可人为控制分度启动时的加速曲线特性和停止时的减速曲线特性,使分度速度提高的同时,动作更平滑、稳定、刀盘定位精度更高。
(3)由于伺服电机具有优良的过载特性,在刀具重量大或者刀具安装偏载的极端情况下,也能胜任正常的工作。
(4)伺服电机有着高性能的实时自动调整增益。根据负载惯重的变化,与自适应滤波器配合,从低刚性到高刚性都可以自动调整增益。因旋转方向不同而产生不同负载转矩
的垂直轴情况下,也可以自动进行调整。具备异常速度检测功能,因此可以将增益调整过程中产生的异常速度调整到正常。通过显示面板操作,可以在监控实时调整情况的同时,进行设置和确认。
2.4.2 伺服电机参数
根据刀库规格初步选定伺服电机:
型号:Parker SMH 115
功率P d :1.5 Kw
额定扭矩T d :6 N ·m
最大输出扭矩T s :18 N ·m
满载转速n m :1600 r/min
转动惯量J :900 kg ·mm 2
刀盘转速N :60 r/min
2.5 确定传动装置的传动比
由选定电动机满载转速n m 和刀库主动轴转速n ,可得传动装置总传动比为:
n
n i m a = (2-1) 电机满载转速n m 为1600r/min ,则传动比i a 由式(1)得:
n n i m a ===60
160026.7 根据机械设计手册选取蜗轮蜗杆的标准传动比i a =20.5,因此刀库输出转速n a m i n =5
.201600==78.05 r/min 2.6 确定各轴转速、转矩和功率
2.6.1 各轴转速
电动机初轴与蜗杆通过联轴器连接,因此蜗杆转速n 1与电动机转速n m 相同,即
n 1 = n m = 1600 r/min
n 2a
m i n =
r/min (2-2) 式中:n m —电动机满载转速;
i a —电动机至蜗杆的传动比。
n 2—蜗轮转速
由式(2-2)得
蜗轮转速n 2a m i n =5
.201600==78.05 r/min 2.6.2 各轴输入功率
d P P =1·η22 Kw (2-3)
1212η?=P P Kw, 1212ηηη?=
(2-4) 式中η1、η2分别为轴承、齿轮传动的传动效率。
在此论文中、分别为轴承、蜗轮蜗杆的传动效率。
取η2 =0.98(轴承), η1 =0.98(齿轮精度为8级,不包括轴承效率)。
由式(2-3)及(2-4)得
蜗杆 d P P =1·η2·η2 =1.5×0.982=1.44 Kw
蜗轮 1212η?=P P =P 1·η1 =1.44×0.98 =1.41 Kw
各轴的输出功率则分别为各轴的输入功率乘轴承效率0.98,则
蜗杆的输出功率P 1’ =1.44×0.98 = 1.41 Kw
蜗轮的输出功率P 2’=1.38×0.98 = 1.38 Kw
2.6.3 各轴的输入转矩
221d 1i T T ηη???= N ·m
(2-5) 1212i T T η?= N ·m
(
2-6) 蜗杆的输入转矩221d 1i T T ηη???= = 6×1×0.982 = 5.76 N ·m
蜗轮的输入转矩1212i T T η?= = 5.76×20.5×0.98 = 98.4 N ·m
各轴的输出转矩则分别为各轴的输入转矩乘轴承效率0.98,则
蜗杆的输出转矩T 1’ =5.76×0.98 = 5.65 N ·m
蜗轮的输出转矩T 2’=98.4×0.98 = 96.43 N ·m
2.7 电动机的校核
2.7.1 计算目的
所选用的伺服电机在最大不平衡扭矩下进行加速启动时,电机输出的最大扭矩时期额定扭矩的3倍以内。
2.7.2 刀库参数
(1)刀盘尺寸(直径×厚度) :Ф618×100 mm
(2)刀盘重量:22/4/47.81000D H d h
W ππ?-?=?(钢的比重7.8 g/cm 3)
223.1461.8/410 3.1448.8/4 5.77.81000
??-??=?= 118 kg (3)转位加速时间:Δt = 0.2 s
2.7.3 计算并校核伺服电机的扭矩
T :计算伺服电机必须的扭矩
T = T 1 + T 2 + T 3 (kgf·m ) (2-7)
式中:T 1 —传动链摩擦扭矩 (kgf·m )
T 2 —不平衡扭矩(必要的扭矩) (kgf·m )
T 3 —启动扭矩(加速扭矩) (kgf·m )
(1) 计算T 1 :
T 1 = W ·R ·μ / i (2-8)
式中:W —工件的重量 (kgf·m )
R —工件回转半径 (m)
μ —所有轴承的摩擦系数(取0.15)
则T 1 = 118kg × 0.309m × 0.15 / 20.5 = 0.267 kg·m
(2) 计算T 2 :
T 2 = (W 1R 1+W 2R 2+W 3R 3+…… )/ i (2-9)
极端情况一般不可能出现,故重量可减少计算。取W = 7 kg
则T 2 = (0.25×7+0.309×7+0.4×7) /20.5 = 0.33 (kgf·m )
(3) 计算T 3 :
23375GD N T t i
?=??? (2-10) 则2231180.30963753750.220.5
GD N T t i ???==?????= 0.021 kg·m
因GD2是由工件的重量×工件的回转直径得来,由于最大的GD2来源于刀库刀盘,而其计算值仅有0.021 kg·m,故其他的如轴、蜗轮蜗杆等的GD2可忽略不计,仅将刀盘的GD2适量取大值就可以。(取0.15kg·m)
(4)计算伺服电机必须的扭矩:
T = T1 + T2 + T3 = 0.15 + 0.33 + 0.267= 0.747 kg·m = 7.32 N·m
(5)校核结论:
所选用的伺服电机最大输出扭矩实在驱动刀库刀盘分度所需最大扭矩的三倍以内(18 N·m/ 7.32 N·m=2.45≤3),符合计算目的,满足使用要求。此外,所选用的伺服电机有足够的扭矩储备,可确保刀盘繁转位时电机不发热,能长期、稳定、安全地使用,另外亦有进一步提高刀盘分度转位速度的余地。
3刀库的设计与校核
3.1 刀库的结构设计
图3.1刀库的结构
刀库采用轴向取刀方式,其外形如图3-4所示。鼓轮式刀库(图3.1a)由专用的交流伺服电动机1经套筒联轴器2、蜗杆4、蜗轮3,带动刀盘14和盘上的刀套13旋转。刀座的滚子11在不旋转的导盘14的槽中受到限位,导盘14在最下端的换刀位置开了一个
缺口。刀座以铰链形式与支承板16相连(图3.1b)。平时,由弹簧18将滚子销19压在刀套13的凹槽中,使刀座定位在水平位置。由于主轴是立式的,故应将处于刀库刀盘14最下位置的刀套旋转90°,使刀头朝下。实现这个动作靠气缸5。气缸5的活塞杆6带动拨叉7上升。由A—A剖视图中可以看到,最下面的一个刀套13右尾部的滚子11正好进入拨叉7的缺口。拨叉7上升使刀套连同刀具逆时针旋转90°,滚子销19退出支承板16的凹槽,刀座转到垂直位置,等待机械手换刀。
刀套的构造如图3.1b所示。由图中可以看到锥孔尾部有两个球头销钉17,后有弹簧用以夹住刀具,故当刀套旋转90°后刀具不会下落。刀套顶部的滚子15用以在刀套处于水平位置时支承刀套。当刀具更换完毕,该刀座插入从主轴换下的刀具平头。通过气缸作用,与上述动作相反,刀座带着刀具夹头顺时针转动,直到水平位置为止,此时,滚子销19重新处于支承板16的凹槽中。
3.2 刀库转位机构的设计
刀库由蜗轮蜗杆结构来承担主要传动
(1)选择蜗杆传动类型
根据GB10085—88的推荐,采用渐开线蜗杆(ZI)。
(2)选择蜗杆的材料
蜗杆采用45钢,齿面淬火,硬度为45~50HRC;蜗轮用铸锡磷青铜CuSn10Pb1,金属模铸造,许用接触应力[σ]H =220 MPa,许用弯曲应力[σ]F =220 MPa。
(3)确定主要参数
蜗轮蜗杆传动,以蜗杆为主动,蜗轮为从动,取蜗杆头数Z1= 2,单向旋转,预计工作寿命为五年。则Z2 = Z1×i = 2×20.5 = 41
(4)估计蜗杆最小直径
d≥(3-1)
式中:A—轴的材料系数,取A=115
P—输入功率,P=P d
n—轴的转速,n=n m
K—轴的类别系数,取K=1
d≥==mm
则蜗杆的直径115 1.011.26
(5) 确定蜗杆的主要参数
蜗杆模数m =3.15
蜗杆分度圆直径d 1=35.5 mm
中心距a =80 mm
(6) 验算滑动速度V s
a) 计算蜗杆速度V 1
121601000d n V π=
? m/s (3-2) 则12
135.578.05
0.147601*********d n V ππ??===?? m/s
b) 计算滑动速度V s
1cos s V V =γ
m/s (3-3) 10.1470.15cos cos10s V V ===γ?3'48"
m/s 其中γ为蜗杆分度圆导程角。
(7) 计算蜗杆蜗轮的其他参数
a) 蜗杆齿顶圆直径d a1
1112a a d d h =+ (3-4)
则蜗杆齿顶圆直径111235.52 3.1541.8a a d d h =+=+?= mm
其中h a1为蜗杆齿顶高,且h a1 = m =3.15 mm ;
b) 蜗轮喉圆直径d a2
*2222a a d d h m mx =++ (3-5)
则蜗轮喉圆直径
*2222a a d d h m mx =++ = 129.15+2×1×3.15+2×3.15×(-0.1)= 134.8 mm
c) 蜗轮外圆直径d e2
22e a d d m =+ (3-6)
则蜗轮外圆直径22e a d d m =+=134.8+3.15 = 137.95 mm
d) 蜗杆齿宽b 1
12(12.50.1)b z m =+ (3-7)
则蜗杆齿宽12(12.50.1)b z m =+= (12.5+0.1×41) ×3.15 = 52 mm
e) 蜗轮齿宽b
1(0.67~0.75)a b d = (3-8)
b = (0.68~0.75) × 41.8 = 28.01 mm ~ 31.35 mm
取b =30 mm
f) 蜗轮齿顶圆弧半径R a2
122a d R m =
- (3-9) 则蜗轮齿顶圆弧半径1235.5 3.1514.622
a d R m =-=-= mm g) 蜗轮齿根圆弧半径R f2
12
0.22a f d R m =+ (3-10) 则蜗轮齿根圆弧半径1241.80.2 3.150.221.5322
a f d R m =+=-?= mm (8) 轴承的选择
在蜗轮蜗杆传动中,啮合时会产生径向力F r ,圆周力F t ,轴向力F a ,受力情况如下图所示:
图3.2 蜗杆的受力分析 因此所选用的轴承中必须有能够承受轴向力的,考虑到刀库做回转运动,
则选用一对深沟球轴承和一对角接触轴承,由于角接触轴承所受载荷作用与轴承中心线之内,所以采用面对面的安装方式。查询《机械设计手册》选用61903深沟球轴承和7004AC 角接触轴承。
3.3 主要零件校核
3.3.1 蜗轮蜗杆的校核
(1)蜗轮齿面强度计算
H σ=
(3-14) 式中:
σH —接触应力
K —载荷系数,取K=1.1
d 1—蜗杆分度圆直径
d 2—蜗轮分度圆直径
T 2—蜗轮传递的扭矩
206.73H σ== Mpa ,需用接触应力[σ]H =220 Mpa ,σH ≤ [σ]H 故蜗轮齿面强度满足要求。
圆柱蜗轮蜗杆传动的破坏形式主要是蜗轮轮齿表面产生胶合、点蚀和磨损,而轮齿的弯曲折断很少发生,因此通常多按齿面接触强度校核。
(2)蜗杆刚度校核
y =
≤[]y (3-15) 式中:y —最大挠度 F r1—蜗杆所受的圆周力, 2121
t T F d == 6196 N ,; F t1—蜗杆所受的径向力,212
2tan 20r T F d =? = 1669N ; E —蜗杆材料的弹性模量,E= 210000 Mpa ;
I —蜗杆危险截面的惯性矩,mm 4;
L —蜗杆两端支承间跨距,mm ,20.9L d ≈,取110 mm
4164f d I π=
(3-16)
d f1—蜗杆齿根圆直径,mm []y —许用最大挠度,1[]0.0361000
d y == 则44
1 3.1427.929728.056464
f d I π?=== mm 4
则3
1100.0284821000029728.05
y ===?? 而 y ≤ []y ,故蜗杆刚度满足要求。
3.3.2 键的校核
在刀库传动中,在蜗轮与刀盘之间通过键传递扭矩,从而带动刀盘作回转运动。其校核过程如下:
2[]p T dkL
σ=
≤σ (3-17) 式中:
T —传递的扭矩,N ·mm
k —键与毂的接触高度,mm
d —轴的直径,mm
L —键的工作长度,mm
[σp ]—许用挤压应力,[σp ]=110 Mpa 则22109978.2918.9792 3.536
T dkL ?σ===?? Mpa < [σp ] 故键满足工作要求。
3.3.3 热平衡计算
蜗杆传动由于效率低,所以工作时发热量大。在闭式传动中,如果产生的热量不能及时地散逸,将因油温不断升高而使润滑油稀释,从而增大磨擦损失,甚至发生胶合。所以必须根据单位时间内的发热量H 1等于同时间内的散热量H 2的条件进行热功平衡计算,以保证油温稳定牌规定的范围内。
由于摩擦损耗的功率P f =P 1 (1-η) kw ,则产生的热流量(单位为1W =1J/s )为
H 1=1000P f =P 1 (1-η) W (3-11)
式中P 1 为蜗杆传递的功率(单位:kw )。
以自然冷却方式,从箱体外壁散发到周围空气中去的热流量为
H 2= KA(1t -0t ) W (3-12)
式中K ——热导率,一般取K =8.7~17.5(W/m 2·K )环境空气流通较差时,取较小值,否则取较大值;
A ——传动装置散热的计算面积,即内面被没浸溅的,而外面又被空气所能冷却的的箱壳面积(m 2);
t 1——润滑油的工作温度,一般限制在60~70℃,最高不能超过80℃;
t 0——周围环境温度,一般取室温t 0 =20℃ 。
按热平衡条件H 1 = H 2 ,可求得在既定工作条件下的没温为
1101000(1P t t KA
-η)=+℃ (3-13) 在绘制传动装置结构图的基础上进行热平衡计算:
P 1 =0.092?8000=0.0736 Kw
取t 0 =20℃ ,η =0.95, K =14,并估算A=0.006 m 2,则
110000.0736(10.95)2072.5140.006
t ??-=+=?℃< 80℃ 由于t 1 <80℃,未超过最高工作温度,所以不需采取散热措施。
自动换刀装置的结构原理与维修 自动换刀装置的结构原理与维修 2007-09-26 01:24:39 作者:山特维克来源:互联网文字大小:【大】【中】【小】 简介:8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目 前常见的有以下几种。 1 .回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。回转刀架必须具有良好的强度和刚度,以承 受粗加工的切削力:同时要保证回转刀架在每次转 关键字:刀具夹具切削铣削车削机床测量 8.4.1 自动换刀装置的形式 自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1 .回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或 更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定 位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀架。 由于两者底部安装尺寸相同,更换刀架十分方便。
与相应的触头12接触,发岀信号表示换刀过程已经结束,可以继续 进行切削加工。 回转刀架除了采用液压缸转位和定位销定位之外,还可以采用电动机带动离合 器定位,以及其他转位和定 图8-17 数控车床六角回转刀架 1 —活塞 2 —刀架体 3、7 —齿轮 4 —齿圈 5 —空套齿轮 6 —活塞 8 —齿条 9 —固定插销 10、11 —推杆 12 —触头 回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为 4个步骤: (1)刀架抬起 当数控装置发岀换刀指令后,压力油由 a 孔进入压紧液压缸的下腔,活塞 1上升,刀架体 2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮 5结合。 (2)刀架转位 当刀架抬起后,压力油从 c 孔进入转位液压缸左腔,活塞 6向右移动,通过联接板带动齿 条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过 60o 。活塞的行程应等于齿轮 5分度圆周长的1/6 ,并由限位开关控制。 (3)刀架压紧 刀架转位之后,压力油从 b 孔进入压紧液压缸上腔,活塞 1带动刀架体2下降。齿轮3 的底盘上精确地安装有 6个带斜楔的圆柱固定插销 9,利用活动插销10 消除定位销与孔之间的间隙,实 现反靠定位。刀架体 2下降时,定位活动插销 10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥 面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮 5脱开。 (4)转位液压缸复位 刀架压紧之后, 压力油从 d 孔进入转位液压缸的右腔,活塞 6带动齿条复位,由于 此时端齿离合器已脱开,齿条带动齿轮 3在轴上空转。 如果定位和夹紧动作正常,推杆 11
第一章塑件分析 1.1塑件结构分析 图1-1 塑件结构图 此制品是消声器上盖,现实生活中经常看到用到,是一个非常实际的产品。且生产纲领为:中批量生产,所以我们采用注射模具注射成型。 1.2 成型工艺性分析[1] 塑件材料为尼龙,因塑件用在空压机内,表面无光洁度要求。具有良好的力学性能,其抗冲击强度比一般的塑料有显著的提高,具有良好的消音效果和自润滑性能。密度1.15 g/cm3, 成型收缩率:0.4~0.7%,平均收缩率为0.55%。 第二章确定模具结构
2.1模具结构的确定 塑料模具的种类很多,大体上分为:二板模,三板模,热流道模。 二板模缺点是浇口痕迹明显,产生相应的流道废料,不适合高效生产。本模具选择二板模其优点是二板模结构简单,制作容易,成本低,成型周期短。 支撑板 分型面 定模侧 动模侧 图2.1 典型的二板模结构 模架为非标准件 定模座板: 400*200*25mm 定模板: 315*200*40mm 动模板: 315*200*32mm 支承板: 315*200*25mm 推秆固定板:205*200*15mm 推板: 205*200*20mm 模脚: 50*200*60mm 动模座板 400*200*25mm 2.2确定型腔数目 2.2.1塑件体积的计算 a. 塑件体积的计算 体积为:
V a = S a ×L a =(37×35-8×25)×10-(33×36-10.5×25) ×8 =12.60cm 3 b.计算塑件的重量 根据《塑料模具设计手册》查得密度ρ取1.12g/cm 3 所以,塑件单件的重量为:m=ρV =12.60?1.12 =14.11g 浇注系统的体积为:主流道+分流道+浇口=(6280+376.8*2+12*2)/1000 ≈7.05 cm 3 粗略计算浇注系统的重量:7.05*1.12=7.90g ≈8.0g(含有冷料穴料重) 总重量:14.11*2+8.0=36.22g 2.2.2 模具型腔数目的确定 模具型腔的数目决定了塑件的生产效率和模具的成本,确定模具型腔的方法也有许多种,大多数公司采用“按经济性确定型腔的数目”。根据总成型加工费用最小的原则,并忽略准备时间和试生产原料的费用,仅考虑模具费用和成型加工费,则模具费用为 21C nC Xm += 式中Xm ——模具费用,元; 1C ——每一个型腔的模具费用,元 2C ——与型腔数无关的费用,元。 成型加工费用为 n Y N X t j 60= 式中j X ——成型加工费用,元 N ——需要生产塑件的总数; t Y ——每小时注射成型的加工费,元/h ;n ——成型周期,min 。 总的成型加工费用为n Y N C nC X X X t j m 6021++=+= 为了使成型加工费用最小,令 0=dn dX ,则 n=2 上式为按经济性确定型腔数目为2。考虑到模具成型零件和抽芯结构的设计,模具
毕业设计-20-40mm普碳钢板材矫直机设计,共55页,20710字,附设计图纸、三维图纸、开题报告、任务书、外文翻译等 设计(论文)的基本内容: 矫直机主机总装图(A0×1) 辊系装配图(A0×1) 机架零件图(A0×1) 夹送辊轴承透盖、工作辊、下工作辊辊座、主动夹送辊轴(A2×4) 编写设计说明书 外文科技文献翻译 1.2 设计构想与思路 了解中厚板产生不平直度的原因,根据国内外中厚板矫直机发展情况,切合公司实际需要,进行板矫直机设计。首先通过对国内外各种板材矫直机辊系结构研究,确定辊系结构,其次进行辊系参数的确定、力能参数的计算,最后完成整机机械部分、电器部分、液压部分、润滑部分设计,通过此次研究设计,使以后进行新设计时更合理、更先进。 2. 设计内容 (1) 辊系结构的设计。 (2)整机其他结构的设计,包括压下装置及上轧辊平衡装置,传动装置,轨道升降装置,换辊装置的设计。 (3)其他结构的设计,包括电气部分、液压部分的设计。 3. 关键技术 (1) 对力能参数的计算及强度计算,合理确定结构,使整机设计准确、经济、先进。(2) 轨道升降装置的设计,保证辊系顺利拉入拉出。 (3)辊系装置的设计,保证实现每辊压弯量的灵活调节,提高矫直质量、效率。 4. 主要设计流程 (1)一台完整的中厚板辊式矫直机应由机架、上下横梁、上下矫直辊装置、上下支承辊装置、引料辊装置、压下机构、弯辊装置、倾斜机构、换辊装置、检测系统、安全装置、除铁皮与冷却系统、传动装置、电动机及走台等所组成。 本次开发的中厚板材矫直机是强力重式矫直机,它功能多,矫直力强,结构独特,适合可逆矫直的要求。 (2)机架为铸焊结构,两片机架通过上下横粱联结。机架加工精度高、刚性大、强度高、利于安装和运输,是矫直机各零部件承装的核心骨架。 (3)压下装置采用电动压下,可实现上辊系沿矫直方向整体少量倾斜运动及整体升降。整个上辊系采用两台液压平衡缸平衡,消除活动横梁上面各受压件的间隙,压下行程需由位移传感器检测,以便操作。压下螺丝下面设有液压保护缸,在矫直力过大或卡钢时,快速卸荷保护。极限位移需设极限开关。 (4)前、后导辊位于上部工作辊的入口和出口侧,与上、下工作辊一起进行矫直钢板,各由一台交流电机经两台蜗轮减速机驱动压下螺丝可使导辊单独上下升降调整,导辊的平衡为弹簧平衡,其压下行程需由位移传感器显示,进行合理控制,导辊在参与矫直的同时调整钢板的平直性。 (5)上斜楔调整装置用于单独调整每个上工作辊升降,由电机驱动丝杆,推动斜楔运动实现。需由接近开关控制上、下极限。下斜楔调整装置调整方向与工作辊轴线垂直,可实现整体工作辊的升降及辊型调节,由电机驱动丝杆,推动斜楔运动实现。需由接近开关控制上、
第六章 数控机床的自动换刀装置第一节自动换刀装置的形式数控机床 为了能在工件一次装夹中完成多种甚至所有加工工序,以缩短辅助时间和减少多次安装工件所引起的误差,必须带有自动换刀装置。数控车床上的回转刀架就是一种简单的自动换刀装置,所不同的是在多工序数控机床出现之后,逐步发展和完善了各类回转刀具的自动换刀装置,扩大了换刀数量,从而能实现更为复杂的换刀操作。 在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高,有足够的刀具存储量,刀库占地面积小及安全可靠等。 各类数控机床的自动换刀装置的结构取决于机床的形式、工艺范围及其刀具的种类和数量。其基本类型有以下几种。 一、转刀架换刀回转刀架是一种最简单的自动换刀装置,常用于数控车床。可以设计成四方刀架、六角刀架或圆盘式轴向装刀刀架等多种形式。回转刀架上分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀。 回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削抗力。由于车削加工精度在很大程度上取决于刀尖位置,对于数控车床来说,加工过程中刀具位置不进行人工调整,因此更有必要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位之后,具有尽可能高的重复定位精度(一般为 0.001~0.005mm)。 一般情况下,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架压紧141 等。回转刀架按其工作原理分为若干类型,如图6-1所示。 图6-1a)所示为螺母升降转位刀架,电动机经弹簧安全离合器到蜗轮副带动螺母旋转,螺母举起刀架使上齿盘与下齿盘分离,随即带动刀架旋转到位,然后给系统发信号螺母反转锁紧。 转位刀架 刀架内装信号盘上齿盘销钉端齿盘定位开电动机合下齿盘销钉n螺母弹簧安全离合器蜗轮副(a)(b) 刀架 凸轮凸轮拔爪棘爪上齿盘下齿盘电动机液压缸棘轮摆动阀芯(c)(e)(d)回转刀架的类型及其工作原理图6-1 图6-1b)所示为利用十字槽轮来转位及锁紧刀架(还要加定位销),销钉每转一周,刀架便转1/4转(也可设计成六工位等)。 图6-1c)所示为凸台棘爪式刀架,蜗轮带动下凸轮台相对于上凸轮台转动,使其上、下端齿盘分离,继续旋转,则棘轮机构推动刀架转90o,然后利用一个接触开关或霍尔元件发出电动机反转信号,重新锁紧刀架。 图6-1d)所示为电磁式刀架,它利用了一个有10kN左右拉紧力的线圈使刀架定 位锁定。 142
第三章机械制造中的加工方法及装备 3-1 表面发生线的形成方法有哪几种? 答:(p69-70)表面发生线的形成方法有轨迹法、成形法、相切法、展成法。 具体参见第二版教材p69图3-2。 3-2 试以外圆磨床为例分析机床的哪些运动是主运动,哪些运动是进给运动? 答:如图3-20(p87),外圆磨削砂轮旋转是主运动,工件旋转、砂轮的横向移动、工作台往复运动均为进给运动。 3-3 机床有哪些基本组成部分?试分析其主要功用。 答:(p70-71)基本组成部分动力源、运动执行机构、传动机构、控制系统和伺服系统、支承系统。 动力源为机床运动提供动力;运动执行机构产生主运动和进给运动;传动机构建立从动力源到执行机构之间的联系;控制和伺服系统发出指令控制机床运动;支承系统为上述部分提供安装的基础和支承结构。 3-4 什么是外联系传动链?什么是内联系传动链?各有何特点? 答:外联系传动链:机床动力源和运动执行机构之间的传动联系。如铣床、钻床传动链; 内联系传动链:执行件和执行件之间的传动联系。如车螺纹、滚齿的传动链。 外联系传动链两端没有严格的传动关系,而内联系传动链两端有严格的传动关系或相对运动要求。 3-5 试分析提高车削生产率的途径和方法。 答:(p76)提高切削速度;采用强力切削,提高f、;采用多刀加工的方法。 3-6 车刀有哪几种?试简述各种车刀的结构特征及加工范围。 答:(p77)外圆车刀(左、右偏刀、弯头车刀、直头车刀等),内、
外螺纹车刀,切断刀或切槽刀,内孔车刀(通孔、盲孔车刀、)端面车刀、成形车刀等。 顾名思义,外圆车刀主要是切削外圆表面;螺纹车刀用于切削各种螺纹;切断或切槽车刀用于切断或切槽;内孔车刀用于车削内孔;端面车刀切断面;成形车刀用于加工成形表面。 3-7 试述6140型卧式车床主传动链的传动路线。 答:(p82)6140型卧式车床主传动链的传动路线: 3-8 6140型卧式车床中主轴在主轴箱中是如何支承的? 三爪自定心卡盘是怎样装到车床主轴上去的? 答:(p83-84) 3-9 6140型卧式车床是怎样通过双向多片摩擦离合器实现主轴正传、反转和制动的? 答:如教材图3-17和3-18所示,操纵手柄向上,通过连杆、扇形齿块和齿条带动滑套8向右滑移,拨动摆杆10使拉杆向左,压紧左边正向旋转摩擦片,主轴实现正转; 若操纵手柄向下,通过连杆、扇形齿块和齿条带动滑套8向左滑移,拨动摆杆10使拉杆向右,压紧右边反向旋转摩擦片,主轴反转。 制动时操纵手柄处于中位,滑套8处于摆杆10的中间,此时杠杆7带动制动带8压紧制动轮,实现主轴制动。 3-10 6140型卧式车床主轴箱Ⅰ轴上带的拉力作用在哪些零件
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日
1 绪论 1.1数控加工中心自动换刀装置概述 机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。当今社会,数控机床几乎已经扩展到了所有加工领域,许多工厂为了适应产品的频繁更新、提高加工精度、降低生产成本、缩短产品交货周期和减轻劳动强度,在中等批量、甚至大批量生产中应用数控机床,并取得了良好的经济效益。 数控加工中心带有刀库和自动换刀装置,是能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。自动换刀装置(ATC)是加工中心的重要组成单元,其设计质量的好坏,直接影响加工中心的质量。ATC由刀库和机械手组成,它的机构和运动复杂、性能要求高。刀库的功能是储存刀具,并且按程序指令,把即将要用的刀具迅速、准确地送到换刀位置,因此刀库的位置、体积大小能否适合加工中心的整体设计,刀库的运动机构能否使刀库平稳运转并准确地停在换刀位置,运动过程有无干涉、卡死等现象,都是设计人员非常关心的问题。机械手的功能是把刀库上的刀具送到主轴上,再把主轴上已用过的刀具送回刀库。它的动作要求迅速而准确,所以对机构的结构、定位、运动、夹持力的大小等都有很高的要求,一旦有运动故障或定位、运动误差过大,都会造成换刀动作失败,掉刀。 当今时代,高速加工中心已成为加工行业未来的发展趋势。高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置的高速化也相应成为高速加工中心的重要技术内容。未来机床产业的发展,均以追求高速、高精度、高效率为目标。随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级机床的一项重要指标。因此,对数控机床的刀库及其自动换刀装置的研究和发展有着重要的意义。 1.2国内外自动换刀装置设计的发展情况 自动换刀系统是数控机床的重要组成部分。刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。刀库结构形式及刀具交换装置的工作方式,则会影响机床的换刀效率。自动换刀系统本身及相关结构的复杂程度,又会对整机的成本造价产生直接影响。 从换刀系统发展的历史来看,1956年日本富士通研究成功数控转塔式冲床,美国IBM 公司同期也研制成功了“APT”(刀具程序控制装置)。1958年美国K&T公司研制出带ATC(自动刀具交换装置)的加工中心。1967年出现了FMS(柔性制造系统)。1978年以后,
数控机床自动换刀装置的主要类型、特点及适用范围
————————————————————————————————作者:————————————————————————————————日期:
数控机床自动换刀装置的主要类型、特点及适用范围 数控机床自动换刀装置的主要类型、特点及适用范围见表1。 表1 自动换刀装置的主要类型、特点及适用范围 1.自动回转刀架 自动回转刀架是数控车床上使用的一种简单的自动换刀装置,有四方刀架和六角刀架等多种形式,回转刀架上分别安装有四把、六把或更多的刀具,并按数控指令进行换刀。回转刀架又有立式和卧式两种,立式回转刀架的回转轴与机床主轴成垂直布置,结构比较简单,经济型数控车床多采用这种刀架。 回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时切削抗力和减少刀架在切削力作用下的变形,提高加工精度。回转刀架还要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转
位之后具有较高的重复定位精度(一般为0.001~0.005mm)。图1所示为螺旋升降式四方刀架,它的换刀过程如下: (1)刀架抬起当数控装置发出换刀指令后,电机22正转,并经联轴套16、轴17,由滑键(或花键)带动蜗杆18、蜗轮2、轴1、轴套10转动。轴套10的外圆上有两处凸起,可在套筒9内孔中的螺旋槽内滑动,从而举起与套筒9相连的刀架8及上端齿盘6,使6与下端齿盘5分开,完成刀架抬起动作。 图1 立式四方刀架结构 1,17—轴;2—蜗轮;3—刀座;4—密封圈;5,6—齿盘;7—压盖;8—刀架;9,20—套简;10—轴套;11—垫圈;12—螺母;13—销;14—底盘;15—轴承;16—联轴套;18—蜗杆;19—微动开关;21—压缩弹簧;22—电机
《机械制造技术基础》部分习题参考解答 第三章机械制造中的加工方法及装备 3-1 表面发生线的形成方法有哪几种? 答:(p69-70)表面发生线的形成方法有轨迹法、成形法、相切法、展成法。 具体参见第二版教材p69图3-2。 3-2 试以外圆磨床为例分析机床的哪些运动是主运动,哪些运动是进给运动? 答:如图3-20(p87),外圆磨削砂轮旋转n c是主运动,工件旋转n w、砂轮的横向移动f r、工作台往复运动f a均为进给运动。 3-3机床有哪些基本组成部分?试分析其主要功用。 答:(p70-71)基本组成部分动力源、运动执行机构、传动机构、控制系统和伺服系统、支承系统。 动力源为机床运动提供动力;运动执行机构产生主运动和进给运动;传动机构建立从动力源到执行机构之间的联系;控制和伺服系统发出指令控制机床运动;支承系统为上述部分提供安装的基础和支承结构。 3-4什么是外联系传动链?什么是内联系传动链?各有何特点? 答:外联系传动链:机床动力源和运动执行机构之间的传动联系。如铣床、钻床传动链; 内联系传动链:执行件和执行件之间的传动联系。如车螺纹、滚齿的传动链。 外联系传动链两端没有严格的传动关系,而内联系传动链两端有严格的传动关系或相对运动要求。 3-5 试分析提高车削生产率的途径和方法。 答:(p76)提高切削速度;采用强力切削,提高f、a p;采用多刀加工的方法。 3-6 车刀有哪几种?试简述各种车刀的结构特征及加工范围。 答:(p77)外圆车刀(左、右偏刀、弯头车刀、直头车刀等),内、外螺纹车刀,切断刀或切槽刀,内孔车刀(通孔、盲孔车刀、)端面车刀、成形车刀等。 顾名思义,外圆车刀主要是切削外圆表面;螺纹车刀用于切削各种螺纹;切断或切槽车刀用于切断或切槽;内孔车刀用于车削内孔;端面车刀切断面;成形车刀用于加工
毕业设计说明书 设计题目:家居设计之现代简约风格作者姓名:xxx 班级学号:装饰艺术09A1 091043034 系部:艺术系 专业:装饰艺术设计 指导教师:xXx x 年x 月x日
家居设计之现代简约风格 摘要:现代简约风格是近来比较流行的一种风格,其室内布置整体设计就两个字概括“简约”。没有繁琐的装饰,不要附加物,只要能表达出意图即可,材料多为磨砂玻璃、不锈钢和石膏板等,地面、天花板均朴素、淡雅,无一多余饰物,显得简洁、舒适、大方,令人赏心悦目,这样的设计风格崇尚少即是多,装饰少,功能多,十分符合现代人渴求简单生活的心理。因而很受那些追求时尚又不希望受约束的青年人所喜爱。 关键词:设计风格简约材料心理关系
目录 摘要…………………………………………………………………………( 2 ) 前言…………………………………………………………………………( 4 ) 1.现代简约设计风格整体介绍………………………………………………( 5 ) 1.1 简约风格的基本特点…………………………………………………( 5 ) 1.2 简约风格中的色彩搭配体现和分析………………………………( 6 ) 2. 课题研究的背景及意义…………………………………………………( 7 ) 2.1研究背景………………………………………………………………( 7 ) 2.2 研究意义………………………………………………………………( 7 ) 3.设计概述……………………………………………………………………( 8 ) 3.1 设计理念与原则………………………………………………………( 8 ) 3.2 客厅的设计……………………………………………………………( 8 ) 3.3 厨房的设计……………………………………………………………( 9 ) 3.4 主卧的设计……………………………………………………………( 9 ) 3.5书房的设计……………………………………………………………( 10 ) 3.6卫生间的设计…………………………………………………………( 10 ) 4.其他作品欣赏…………………………………………………………………( 10)结论……………………………………………………………………………( 11 )致谢……………………………………………………………………………( 12 ) 参考文献………………………………………………………………………( 13 ) 图录……………………………………………………………………………( 14 )
机械毕业设计说明书 【篇一:机械类毕业设计说明书】 河北工业大学 毕业设计说明书 作者:杲宁学号: 090365 学院:机械工程学院 系(专业):机械设计制造及其自动化 题目:药板装盒机结构设计 指导者:张建辉副教授 (姓名)(专业技术职务) 评阅者: (姓名)(专业技术职务) 2013年 6 月 4 日 毕业设计(论文)中文摘要 毕业设计(论文)外文摘要 ? 目录 1 引言(或绪论)???????????????????????? 1 1.1课题研究的目的与意义?????????????????????? 1 1.2 本课题国内外研究现状和发展趋势????????????????? 1 1.3 本课题主要研究内容??????????????????????? 3 1.4 药板装盒机工艺流程分析????????????????????? 3 2 总体方案确定??????????????????????????4 3 药板装盒机详细结构设计 ????????????????????6 3.1 总体结构组成及其工作原理???????????????????? 7 3.2 主要技术参数的确定??????????????????????? 10 结 论 ???????????????????????????????20 参考文献??????????????????????????????21 致谢??????????????????????????????22 【篇二:机械制造毕业设计说明书模板】 (中文题目) (二号、黑体、居中,段后空一行)
摘要(小四号、黑体):离心式压缩机在国民生产中占有重要地位。可用于化肥、制药、制氧及长距离气体增压输送等装置。本次设计 的主要工作包括:确定合成氨工段循环离心压缩机的结构形式、主 体结构尺寸,并确定主要零、部件的结构尺寸及其选型。首先进行 强度和稳定性计算,主要进行了筒体、端盖的壁厚计算、水压试验 应力校核以及叶轮、轴的强度校核。其次,对这些零部件进行结构 设计。整个设计过程都是依据设计规范和标准进行的,设计结果满 足工程设计要求。关键词(小四号、黑体):离心压缩机;叶轮; 结构设计;应力校核;转子轴(英文题目) .engineering design results meet the design requirements. key words: centrifugal compressor; impeller; structural design;stress check;rotor shaft 目录 1 前言 (1) 1.1本次毕业设计课题的目的、意义 (1) 1.2 合成氨工艺简介 (1) 2 离心式压缩机概况 (3) 2.1离心压缩机的优缺点 (3) 2.2离心压缩机的结构组成 (3) 2.3离心压缩机的发展趋势 (4) 3 离心式压缩机选型及计算依据 (5) 3.1离心式压缩机的气动热力学 (5) 3.1.1连续方程 (5) 4 离心压缩机设计和选型计算 (7) 4.1工艺条件 (7) 4.2容积多变指数和压缩性系数的计算 (7) 4.2.1确定混合气体的分子量和气体常数 (7) 4.2.2容积多变指数和压缩系数的确定 (8) 4.3离心压缩机的热力计算 (8) 4.3.1压缩机级数确定 (8) 5 结论 (10) 符号说明 (11) 参考文献 (12) 致谢 (13)
第一章、刀架和自动换刀装置设计 一、机床刀架和自动换刀装置的功能、类型和应满足的要求 (一) 机床刀架和自动换刀装置的功能 机床上的刀架是安放刀具的重要部件,许多刀架还直接参与切削工作,如卧式车床上的四方刀架、转塔车床的转塔刀架、回轮式转塔车床的回轮刀架、自动车床的转塔刀架和天平刀架等。这些刀架既安放刀具,而且还直接参与切削,承受极大的切削力,所以它往往成为工艺系统中的较薄弱环节。随着自动化技术的发展,机床的刀架也有了许多变化,特别是数控车床上采用电(液)换位的自动刀架,有的还使用两个回转刀盘。加工中心则进一步采用了刀库和换刀机械手,实现了大容量存储刀具静自动交换刀具的功能,这种刀库安放刀具的数量从几十把到上百把,自动交换刀具的时间从十几秒减少到几秒甚至零点几秒。这种刀库和换刀机械手组成的自动换刀装置,就成为加工中心的主要特征。 (二) 机床刀架和自动换刀装置的类型 按照安装刀具的数目可分为单刀架和多刀架。例如自动车床上的前、后刀架和天平刀架。按结构形式可分为方刀架、转塔刀架、回轮式刀架等;按驱动刀架转位的动力可分为手动转位刀架和自动(电动和液动)转位刀架。 自动换刀装置的刀库和换刀机械手,驱动都是采用电气或液压自动实现。目前自动换刀装置主要用在加工中心和车削中心上,但在数控磨床上自动更换砂轮,电加工机床上自动更换电极,以及数控冲床上自动更换模
具等,也日渐增多。 数控车床的自动 换刀装置主要采用回转 刀盘,刀盘上安装8~ 12把刀。有的数控车床 采用两个刀盘,实行四 坐标控制,少数数控车 床也具有刀库形式的自 动换刀装置。图3—122a 是一个刀架上的回转 盘,刀具与主轴中心平 行安装,回转刀盘既有 回转运动又有纵向进给 运动(S纵)和横向进给 运动(S横)。固3—122b 为刀盘中心线相对于主 轴中心线倾斜的回转刀 盘,刀盘上有6~8个刀 位,每个刀位上可装两把刀具,分别加工外圆和内孔。图3—122c装有两个刀盘的数控车床,刀盘1的回转中心与主轴中心线平线,用于加工外圆l刀盘2的回转中心线与主轴中心线垂直,用以加工内表面。图3—122d 安装有刀库的数控车床,刀库可以是回转式或链式,通过机械手交换刀具。
第三章机械制造中的加工方法及装备 3-1表面发生线的形成方法有哪几种? 答:(p69-70)表面发生线的形成方法有轨迹法、成形法、相切法、展成法。 具体参见第二版教材p69 图3-2。 3-2试以外圆磨床为例分析机床的哪些运动是主运动,哪些运动是进给运动? 答:如图3-20(p87),外圆磨削砂轮旋转n c是主运动,工件旋转n w、砂轮的横向移动f r、工作台往复运动f a均为进给运动。 3-3机床有哪些基本组成部分?试分析其主要功用。 答:(p70-71)基本组成部分动力源、运动执行机构、传动机构、控制系统和伺服系统、支承系统。 动力源为机床运动提供动力;运动执行机构产生主运动和进给运动;传动机构建立从动力源到执行机构之间的联系;控制和伺服系统发出指令控制机床运动;支承系统为上述部分提供安装的基础和支承结构。 3-4什么是外联系传动链?什么是内联系传动链?各有何特点? 答:外联系传动链:机床动力源和运动执行机构之间的传动联系。如铣床、钻床传动链; 内联系传动链:执行件和执行件之间的传动联系。如车螺纹、滚齿的传动链。 外联系传动链两端没有严格的传动关系,而内联系传动链两端有严格的传动关系或相对运动要求。 3-5试分析提高车削生产率的途径和方法。 答:(p76)提高切削速度;采用强力切削,提高f、a p;采用多刀加工的方法。 3-6车刀有哪几种?试简述各种车刀的结构特征及加工范围。 答:(p77)外圆车刀(左、右偏刀、弯头车刀、直头车刀等),内、外螺纹车刀,切断刀或切槽刀,内孔车刀(通孔、盲孔车刀、)端面车刀、成形车刀等。 顾名思义,外圆车刀主要是切削外圆表面;螺纹车刀用于切削各种螺纹;切断或切槽车刀用于切断或切槽;内孔车刀用于车削内孔;端面车刀切断面;成形车刀用于加工成形表面。
数控机床大作业 数 控 机 床 的 自 动 换 刀 装 置 姓名: 学号: 班级:
数控机床的自动换刀装置 作者:刘伟杰 摘要 数控机床集中应用了计算机技术,电子技术,自动控制技术,传感测量,机械制造,等先进技术,是典型的机电一体化产品。它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理形式,使世界制造业的格局发生了巨大的变化,促进了其他行业的生成和飞速发展。刀具及自动换刀装置对加工时间有着重要的影响,自动换刀的快慢又影响了加工的时间,刀库的容量决定了刀具的数量,进而影响换刀时间和加工时间。本文主要讲述数控机床的自动换刀机构。 关键词:发展趋势机构自动换刀刀库 中图分类号:TH 文献标识码:B
1.刀库 刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大影响。刀库的刀具定位机构是用来保证要更换的每一把刀具准确的停在换到位置上。采用电动机或液压系统为刀库提供动力。根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。 1.1刀库的类型 刀库的功能是储存加工工序所需要的各种刀具,并按指令将要用的刀具准确的送到换刀位置,并接受从主轴送来的已用刀具。根据需求,刀库类型有多种(1)盘式刀具在盘式刀库结构中,刀具可以沿主轴轴向、径向、斜向安放,刀具轴向安装的结构最为紧凑。在刀库容量较大时,可采用弹仓式结构,目前大量的刀库安装在机床立柱的顶面或侧面,也可安装在单独的基地上。盘式刀库分径向、轴向两种取刀方式,其刀座结构不同。此种刀库结构简单,适用于刀库容量较少的情况。 (2)链式刀库刀具容量比盘式的大,结构也比较灵活和紧凑,常为轴向换刀。可将换刀位置刀座突出以利于换刀。另外还可以采用加长连带方式加大刀库的容量,也可采用折叠回绕的方式提高空间利用率,在要求刀量容量很大时可以采用多条链带的结构。 (3)格子盒式刀具固定型格子盒式刀库。刀具分几排直线排列,由纵、横向移动的取刀机械手完成选刀运动,将选取的刀具送到固定的换刀位置刀座上,由换刀机械手交换刀具,此刀具空间利用高,刀库容量大。 1.2刀库的容量 刀库的容量首先要考虑加工工艺的分析需要。一般情况下,并不是刀库中的刀具越多越好,太的容量会增加刀库的尺寸和占地面积,使选刀过程时间增长。如果从完成工件的全部加工所需要的刀具数目统计,所得结果是80%的工件完成加工任务所需的刀具数目在40种以下,所以一般的中小型立式加工中心配14--30把刀具的刀库就能够满足70%--95%的工件加工需要。 1.3刀库的转位 刀库转位机构由伺服电动机通过消隙齿轮带动蜗杆,通过涡轮使刀库转动。
摘要 变速器用来改变发动机传到驱动轮上的转矩和转速,为了使汽车在不同速度下行驶,变速器应设有多个档位,包括空挡和倒档。机械式手动变速器是传统的汽车传动系统,由于其结构简单、体积小、制造成本低、便于装配和修理,传动效率高等优点,一直沿用至今。作为传动机构的重要部件,对变速器的设计都遵循着统一的目标,那就是力求简单和方便。变速器的性能直接体现出整车性能的高低,特别是燃油经济性的好坏。所以变速器的设计质量的高低一直是汽车行业竞争的焦点。 本设计针对乘用车两轴式机械变速器。根据乘用车的外形、轮距、轴距、最小离地间隙、最小转弯半径、车辆重量、满载重量以及最高车速等参数,结合选择的适合于该乘用车的发动机型号可以得出发动机的最大功率、最大扭矩、排量等重要的参数。结合某些乘用车的基本参数,选择适当的主减速比。根据上述参数,计算出变速器的相关参数,进行合理性的设计。 关键词:变速器;传动机构;传动比;齿轮;轴;同步器 ABSTRACT To change the engine used to spread transmission of torque and wheel speed, in order to make car travel at different speeds, transmission should be a number of stalls, including neutral and reverse. Mechanical transmission is a traditional manual transmission car, because of its simple structure, small size, low manufacturing cost, ease of assembly and repair, high transmission efficiency, are still in use. Transmission mechanism as an impotant component, the design of transmission line with the goal of reunification, it is simple and convenient. Transmission performance of the vehicle directly reflects the level of performance, especially fuel economy is good or bad. Therefore, the design of transmission quality has been the focus of competition in the automotive industry. The design for the two-axis mechanical transmission cars. Form the basis of passenger cars, Tread, wheelbase, minimum ground clearance, minimum turning radius, vehicle weight, loaded weight and parameters such as maximum speed, combined with the suitable selection of the cars engine engine models can be drawn maximum power, maximum torque, displacement and other important parameters. Combination of some basic parameters of passenger cars, to choose the appropriate reduction ratio of the Lord. Based on the above parameters to calculate the transmission of the relevant parameters for a reasonable design. Key words:Transmission;Transmission mechanism; Transmission ratio;Gear;Axis; Synchronizer
数控加工中心自动换刀装置的设计 摘要 数控机床的发展与运用,大大降低了零件加工的辅助时间,极大的提高了生产率。随着数控机床的普及运用,加工机械的自动化程度大大提高,数控机床发展成了当今普遍应用的一种更新、更先进的制造设备即加工中心。加工中心带有刀库和自动换刀装置,能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。 自动换刀装置应当满足换刀时间短、刀具存储量足够、刀具的安置空间小以及安全可靠等基本要求。加工中心的关键在于CNC对刀库的自动选刀和刀库、机械手与主轴间自动换刀,加工中心出现故障80%都在上述方面。本课题就是对自动换刀装置进行设计,利用PLC 对刀库的选刀控制和刀库、机械手与主轴间的自动换刀控制。 关键词:自动换刀装置;弧面分度凸轮;滚齿凸轮;机械手。
ABSTRACT The numerical control engine bed development and the utilization, greatly reduced the components processing non-cutting time, enormous enhancement productivity.Along with the numerical control engine bed popularization utilization, processes the machinery the automaticity to enhance greatly, the numerical control engine bed develops now has been common the application one kind of renewal, the more advanced manufacture equipment is the processing center.The processing center has the knife storehouse and trades the knife installment automatically, can carry on the multi-working procedure processing to the work piece according to the pre-set sequence the high automation multi-purpose numerical control engine bed Trades the knife equipment to have automatically to trade the knife time satisfiedly short, the cutting tool reserves enough, the cutting tool placement space small as well as safe reliable and so on the basic request.The processing center key lies in CNC to choose the knife and between automatically the knife storehouse, the manipulator and the main axle to the knife storehouse trades the knife automatically, the processing center appears breakdown 80% all in the above aspect.This topic is to trades the knife installment to carry on the design automatically, chooses the knife control and between the knife storehouse, the manipulator and the main axle using PLC to the knife storehouse trades the knife control automatically. Keywords:Trades the knife installment automatically; Cambered surface indexing cam; Rolls the tooth cam; Manipulator.