紧固扭矩的检测方法
2011-12-16
对紧固扭矩的检测是整机或部件组装后可靠性检查的极为重要的一道工序。检测的目的是为了避免螺纹连接件在紧固过程和紧固后发生超拧、漏拧和拧不足的现象,确保每个螺栓紧固后能正常工作对紧固扭矩的检测工序可分为二大类:即在拧紧过程中的控制法和拧紧后的检测。
拧紧后的检测方法—简称事后法:大致可分为四种:
拧紧法—也称增拧法。适用于重要紧固后的栓验。
检验方法:用扭力扳手平稳用力逐渐增加力矩(切忌冲击),当螺母或螺栓刚开始产生微小转动时它的瞬时扭矩值最大(因要克服静摩擦力),继续转动,扭矩值就会回落到短暂的稳定状态,这时的扭矩值即为检查所得的扭矩。
特点:操作简单,但必须熟练有经验。
b) 标记法—也称复位法、划线法、转角法。
检查方法:检验前先在被检螺栓或螺母头部与被连接体上划一道线,确认相互的原始位置。然后将螺栓或螺母松开些,在用扭矩扳手将螺栓或螺母拧紧到原始位置(划线处要线对准),这时的最大扭矩值再乘以0.9-1.1所得的值即为检查所得的扭矩。
特点:技术水平不高,操作较繁琐,不适宜有防松功能的紧固件。
c) 直觉法—拧紧后凭直觉判断
检验方法:对有弹性垫圈类则观察是否压平来判断;对无弹性垫圈类或有弹性垫圈但观察困难,则可采用扭力扳手进行拧紧凭直觉来判断拧紧程度:若到扭矩值,扳手不转动或微小转动,判为已拧紧;若转动超过半圈为没有拧紧、不合格。
特点:适宜于一般紧固检查。
d)松开法—也称拧松法
检查方法:用扭矩扳手慢慢地向被检螺栓或螺母施加扭矩,便其松开,读取开始转动时的瞬时扭矩值,并根据试验和经验乘以一个系数:1.1-1.2即为检验扭矩值。
紧固件国家标准手册 丝规格M2 M2.5 M3 M4 M5 标准扭力 1.6~2 3~4 6~7.5 14.5~18 28~35 (kgf?cm) ○自攻牙螺丝 螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4 Min. Max. Min. Max. ! [ X" m. r9 X2 }; k: V 1 M1.0 0.15 0.20 0.08 0.10 2 M1.1 0.22 0.29 0.11 0.14 / Y; W) D2 P4 s+ ^9 E 3 M1.2 0.32 0.42 0.16 0.21 4 M1.4 0.48 0.62 0.24 0.31 5 M1. 6 0.70 0.91 0.35 0.46 6 E0 R8 S5 Q 7 o1 M/ l 6 M1.8 1.10 1.43 0.55 0.72 7 M2.0 1.50 1.95 0.75 0.98 8 M2.2 2.00 2.60 1.00 1.30 9 M2.5 3.20 4.16 1.60 2.08 10 M3.0 5.00 6.50 2.50 3.25 11 M3.5 6.50 8.45 3.25 4.23 9 `- d3 R ?) s, L+ z5 t( T 12 M4.0 14.00 18.20 7.00 9.10 13 M4.5 20.50 26.65 10.25 13.33 14 M5.0 29.00 37.70 14.50 18.85 15 M6.0 49.00 63.70 24.00 31.20 第一部分基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 1 cm
紧固件标准大全 螺柱常用国家标准 GB27六角头铰制孔用螺栓 GB70内六角园柱头螺钉 GB798活节螺栓(粗制) GB799地脚螺栓(粗制) GB897、GB898、GB899、GB900双头螺柱 GB901等长双头螺柱GB953等长双头螺柱(粗制) GB5780六角头螺栓——C级 GB5781六角头螺栓——全螺纹—C级 GB5782六角头螺栓——A、B级 GB5783六角头螺栓——全螺纹—A、B级 GB5784六角头螺栓——细杆—B级 GB5785六角头螺栓——A、B级 GB5786六角头螺栓——细牙—全螺纹—A、B级 GB5787六角法兰面螺栓——B级 GB5788六角法兰面螺栓——细杆—B级 GB5789六角法兰面螺栓——加大系列—B级 GB5790六角法兰面螺栓—加大系列—细杆—B级 GB1228大六角头螺栓(钢结构用高强度) 螺栓螺柱企标、部标外标 HG20613钢制管法兰用紧固件标准(美洲体系) HG20634钢制管法兰用紧固件标准(欧洲体系) SHJ404-88管法兰用紧固件(中石化公司) HGJ75-91化工机械部标准(螺栓、螺柱、螺母) HGJ524-91/A1-1化学工业部标准(公制管用,U型螺栓) HGJ524-91/A1-2化学工业部标准(英制管用,U型螺栓) HGJ524-91/A2-1化学工业部标准(公制管用,带角钢U型螺栓)HGJ524-91/A5-1化学工业部标准(公制管用、基准型双头螺栓管夹)
HGJ524-91/A7-1化学工业部标准(保温管用、三螺栓管夹)HGJ524-91/A8-1化学工业部标准(支杆用、三螺栓管夹) HGJ524-91/A9-1化学工业部标准(公制管用、双排螺栓管夹)HGJ524-91/A10-1化学工业部标准(公制管用、四螺栓管夹)HGJ524-91/A12-1化学工业部标准(保冷管用、管卡) HGJ524-91/A13-1化学工业部标准(保冷管用、双螺栓管夹)HGJ524-91/A14-1化学工业部标准(保冷管用、四螺栓管夹)HGJ524-91/A16-1化学工业部标准(吊环型吊杆) HGJ524-91/A19化学工业部标准(U型吊耳) GD0531水利电力部标准(双头螺柱) GD0532水利电力部标准(六角螺栓) H15化工机械部标准(拧入式用双头螺栓) H16化工机械部标准(等长双头螺柱) JB1164-73机械部标准(压力容器用等长双头螺柱) JB9-59机械部标准(光双头螺柱) JB2773机械部标准(Pg160-320kg/cm2双头螺柱) JB2774机械部标准(Pg160-320kg/cm2阶端双头螺柱) JB4707机械部标准(等长双头螺柱) SY10-76上海压力容器厂标准(阶端双头螺柱) SY11-76上海压力容器厂标准(双头螺柱) 871G1-4南化集团设计院标准(锚固螺栓尺寸表M16-M36) 871G1-5南化集团设计院标准(锚固螺栓尺寸表M39-M100) DIN931-70德国标准(六角头螺栓) DIN2510/3-74德国标准(拧入式—L、K、KU、Z双头螺柱) DIN2510/4-74德国标准(拧入式—GH、P、Q、RS双头螺柱)ASNI/ASMEB18.2.1美国标准(六角头螺栓、螺柱)螺母国家标准GB41Ⅰ型六角螺母——C级 GB6170Ⅰ型六角螺母——A、B级 GB6171Ⅰ型六角螺母—细牙—A、B级 GB6172六角薄螺母——A、B级—倒角 GB6173六角薄螺母——细牙—A、B级
1 目的 在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。 2 范围 本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件 无 4 术语和定义 无 5 职责 本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 螺纹连接的技术要求 螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 螺钉扭紧后必须使用记号笔作以下标记: 正确(√) 错误(X ) 班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图: 螺钉 被连接件 记号线
用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 沉头螺钉拧紧后,钉头不得高出沉孔断面。 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。 预防不锈钢螺钉螺栓锁死问题 .1正确选择适合长度的螺钉,螺栓。如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。 紧固中的其他问题 将紧固完成的部件按照图纸安装到设备上。 安装时发现部件与设备的配合产生问题时要及时反馈工艺,工艺再与设计部、质量部以及生产计划部沟通给出相应的解决方案,以保证设备按时完成。 设备安装完成后要求对设备整理稳定性能进行测试,以检验连接件连接质量,确保客户生产时不会发生零部件松动。 7 相关文件 无
部分紧固件国家标准与国际标准对照表 一、螺栓 序号中国国家标准代号标准名称ISO标准代号美国标准代号德国标准代号日本标准代号 1 GB8-88 方头螺栓C级JIS B 1182: 1995 方头螺栓ASME B18.2.1 1996 2 GB10-88 沉头方颈螺栓 3 GB12-88 半圆头方颈螺栓JIS B 1171: 2005 半圆头方颈螺栓ASME B18.5 1990(R 1998) 4 GB799-88 地脚螺栓JIS B 1178: 1994 5 GB/T 5780-2000 六角头螺栓C级ISO4016:1999 DIN EN ISO 4016 6 GB/T 5781-2000 六角头螺栓全螺纹C级ISO4018:1999 DIN EN ISO 4018 7 GB/T 5782-2000 六角头螺栓ISO 4014:1999 DIN EN ISO 4014 六角头螺栓ASME B18.2.1 1996 六角头螺栓A和B级ISO 4014:1999 DIN EN ISO 4014 8 GB/T 5783-2000 六角头螺栓全螺纹ISO 4017:1999 DIN EN ISO 4017 六角头螺栓全螺纹A和B级ISO 4017:1999 DIN EN ISO 4017 9 GB/T 5785-2000 六角头螺栓细牙ISO8765:1999 DIN EN ISO 8765 六角头螺栓细牙A和B级ISO8765:1999 DIN EN ISO 8765 10 GB/T 5786-2000 六角头螺栓细牙全螺纹ISO8676:1999 DIN EN ISO 8676 六角头螺栓细牙全螺纹A和B级ISO8676:1999 DIN EN ISO 8676 11 GB5789-86 六角法兰面螺栓加大系列B级DIN EN 1665 JIS B 1189: 2005 12 GB/T 16674-1996 六角法兰面螺栓小系列 13 M42-M160×6 六角头螺栓B级DIN 931-2
交流架空输电线路带电紧固杆塔螺栓标准化作业指导书1.1适用范围 本指导书适用于35~330kV交流架空输电线路上带电紧固杆塔螺栓作业。 1.2规范性引用文件 下列文件中的条款通过本作业指导书的引用而成为本作业指导书的条款。凡是注明日期的引用文件,其随后所有修改单或修订版本均不适用于本作业指导书,然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本作业指导书。 GBJ 233—1990 110~500kV架空电力线路施工及验收规范 DL 409—1991 电业安全工作规程(电力线路部分) DL/T 741—2001 架空送电线路运行规程 Q/QHDL-20101-2005 工作票及操作票管理办法 国家电力公司1997.7 《带电作业管理制度》 国家电力公司1997.10 《带电作业操作导则》 1.3作业人员要求 作业人员要求 序内容备注
1 熟悉《电业安全工作规程》(线路部分),并经考试合格。 2 具备输电线路带电检修方面的技能。 3 作业人员通过职业技能鉴定,高空作业人员需取得登高架设作业操作证、带电作业操作证。 4 作业人员应精神状态良好,无妨碍工作病症。 5 穿戴合格劳动保护服装,作业人员个人安全用具齐全。 1.4作业人员组织 作业人员组织 序人员分工人 数 备注 1 工作负责人 1 兼监护人 2 塔上地电位电工视班组人数 1.5工具材料 工具材料 序 号 名称型号单位数量备注 1 静电防护服用套/ 330KV线路
使用 2 扭矩扳手把视班组人 数 3 M16套筒螺 帽 颗同上 4 M20套筒螺 帽 颗同上 5 M24套筒螺 帽 颗同上 6 个人工具套同上 注:准备的检修工器具类型、数量及额定荷载应依据现场具体情况确定 1.6 技术措施 a)带电作业应在良好天气进行,现场风力不宜大于5级,湿 度不大于80%; b)人体与带电导线最小安全距离不得小于表5-1的安全距 离; c)4.8级M16、M20、M24螺栓扭矩值分别为80、100、250N.m 1.7危险点分析及控制措施 序危险点控制措施 1 交通事 故 驾驶员及工作人员遵守交通规则和公司 交通安全有关规定
检修作业指导书 作业项目:给水泵 作业日期: 批准:XXX X年X月X日 审核:XXX X年X月X日 编制:XXX X年X月X日 2009-12-31修订2010-01-01实施 大唐XXXX发电有限责任公司发布 给水泵检修作业指导书 1 目的 1.1规范检修行为,确保给水泵修后达到原设计要求。 1.2本作业指导书为所有参加本项目的工作人员所共同遵循的质量保证程序。
2 范围 适用于上海水泵厂生产的FK5D32LI型水泵标准检修。 3 职责 3.1 工作负责人职责:组织得当、分工明确,对安全和质量负责,指定专人做好记录, 确保记录真实、准确。 3.2 监护人职责:按安规要求对检修工的安全进行监护。 3.3 其他工作人员职责:按安规要求和作业指导书的要求认真完成工作负责人布置的任务。 3.4 质检员职责:负责项目质量验收、签证。 4 人员资质及配备 4.1 专责检修工1名:具有从事水泵专业五年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,熟悉设备结构与工作原理,具备较高的转动机械检修技能的资质或条件。 4.2 检修工3名:具有从事水泵专业三年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,了解设备结构与工作原理,具备基本的转动机械检修技能的资质或条件。 4.3 其他:行车司机和起重工各1名,具有通过厂部组织的安规考试及拥有特种检修上岗资格证的资质或条件。 5 检修内容(或流程) 本给水泵的检修作业内容包括给水泵抽芯包及水泵本身的解体检修。 5.1 给水泵检修的准备工作。 5.2抽出芯包。 5.3芯包解体。 5.4检查、更新和修理及清洗各零部件。 5.5芯包组装。 5.6芯包回装。 5.7小汽轮机与给水泵找中心。 5.8靠背轮检查及装复。 5.9装复各连接管道及仪器仪表。 6 质量标准 6.1导叶紧固蝶形弹簧不变形、无裂纹、所有螺杆无裂纹,螺纹完好、套装松紧适度。 6.2齿轮联轴器齿面啮合均匀,无严重磨损,光洁平整无毛刺。联轴器喷油管清洁畅通。6.3泵壳表面光洁,无裂纹,无吹蚀,各密封面平整无沟槽。叶轮、导叶轮流道光滑,密封环处无严重磨损,叶轮两端面与轴线垂直,平面光洁平整,无吹蚀。泵轴表面光洁无吹蚀、裂纹、丝扣完好。 6.4轴承清洁、无锈垢杂质、轴瓦、推力瓦块合金无夹渣、气孔、凹坑、裂纹、脱胎。 6.5泵轴弯曲度及推力盘瓢偏≤0.02mm。转子小装测量:传动端密封轴套处、各级叶轮密封环处、平衡轴套处、自由端密封轴套处径向晃度均≤0.05mm。 6.6轴径的椭圆度和不柱度应小于0.02MM(要改为mm),轴的径向晃度应小于0.03 mm,轴的弯曲度不大于0.02MM。 6.7叶轮和挡套等套装件的内径与轴的配合间隔,一般为0.03∽0.05MM,最好在0.03MM 以内。
1DIN1圆锥销taper pins ISO2339GB117 2DIN7圆柱销parallel pins ISO2338GB119-86 3DIN84开槽圆柱头螺钉slotted cheese head screws ISO1207GB65-85 4DIN85开槽盘头螺钉slotted pan head screws ISO1580GB67-85 5DIN93单耳止动垫圈tab washers GB854 6DIN94开口销split cotter pins ISO1234GB91 7DIN95开槽半沉头木螺钉slotted raised csk head wood screws GB101 8DIN96开槽半圆头木螺钉slotted round head wood screws GB99 9DIN97开槽沉头木螺钉slotted countersunk head wood screws GB100 10DIN125-A平垫plain washers ISO7089GB97.1-85 11DIN125-B平垫(带倒角)mediun washers ISO7090GB97.2-85 12DIN126平垫plain washers ISO7091 13DIN127-A重型弹垫spring lock washers,tang ends GB7244 14DIN127-B标准弹垫spring lock washers,square ends GB93-87 15DIN128-A鞍形弹垫single coil spring lock washers GB7245-87 16DIN137-A弹簧止动垫圈curved spring washers 17DIN137-B波形弹垫wave spring washers GB955 18DIN186T型方颈螺栓T-head bolts with square neck GB37-88 19DIN188T型双接头螺栓T-head bolts with double nip 20DIN258螺纹圆锥销taper pins with threaded end ISO8737 21DIN261T型头螺栓T-head bolts 22DIN315AF蝶型螺母(美制)wing nuts amercia form 23DIN315DF蝶型螺母(德制)wing nuts germany form GB62-88 24DIN316AF蝶型螺钉(美制)wing screws amercia form 25DIN317DF蝶型螺钉(德制)wing screws germany form 26DIN319圆球型盖型螺母ball knobs 27DIN404开槽带孔球面圆柱头螺钉slotted capstan screws GB832-88 28DIN417开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435GB75-85 29DIN427开槽平端紧定螺钉(半牙)slotted set srews with chamfered end ISO2342GB73-85 30DIN431小六角特薄细牙螺母pipe nuts with thread GB808-88 31DIN432外舌止动垫圈external tap GB856-88 32DIN433小垫圈(用于圆柱头螺钉)washers for cheese head screws ISO7092GB848-95 33DIN434方斜垫圈(U型)square taper washers for U-section GB852-88 34DIN435方斜垫圈(I型)square taper washers for I-sections GB852-88 35DIN436方垫圈square washers 36DIN438开槽凹端紧定螺钉slotted set with cup point ISO7436GB74-85 37DIN439六角薄螺母hexagon thin nuts ISO4035GB6172-86 38DIN439细牙六角薄螺母hexagon thin nuts ISO8675GB6173-86 39DIN440木螺钉专用垫圈rounds washers for wood constructions ISO7094 40DIN443密封帽sealing caps,push-in type 41DIN444活节螺栓B 型eye bolts form B GB798-88 42DIN462内舌止动垫圈internal tab washers 43DIN463双耳止动垫圈washers with two taps GB855-88
Q/RST 螺栓检验 作业指导书
Q/REASTER11.28-2009 前言 为使企业生产制造工作向着标准化与精益化的管理方向发展,生产制造部门编制了螺栓检验作业指导书,为螺栓入库前的检验登记提供作业指导依据。 3
Q/REASTAR 11.28-2009 1.使用范围 该规定适用于本企业,作为螺栓入库前检验的依据。 2.引用标准 标准源于自定。 3.螺栓检验准备 工具准备:样板,环规,塞规等 4.螺栓抽检方案 当螺栓总数量n≤200时,抽5%;200≤n≤500时,抽3%;500≤n≤1000时,抽2%;n ≥1000时,抽1%。(保证抽检数大于10) 5.螺栓检验 5.1外观 首先在螺栓质量检验卡上填写供货厂商,供货数量以及抽检数量。 5.1.1外形:目测,并用手抚摸螺栓表面,记录。要求:外形美观,无毛刺锐边,表面无异状。 5.1.2头部有无制造标识:目测,记录。要求:有标识且清晰可见。 5.1.3头部有无强度等级标识:目测,记录。要求:有标识且清晰可见。 5.2规格 5.2.1螺栓长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.2螺纹长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.3公称直径:用样板进行测量,记录。要求:测量值必须为标准值。 5.2.4螺距:用样板进行测量,记录。要求:测量值必须为标准值。 5.3精度 用塞规与环规进行测量,将螺栓拧入不同系列的环规。要求:顺利拧入环规,且能拧入通规,拧不入止规。 5.4强度等级 强度等级:从螺栓头部读出强度等级,记录。 5.5表面处理: 向供应方索要该批螺栓出厂合格证,确保螺栓符合供方出厂标准。 每一项检验完后,根据检验结果填写螺栓质量检验卡,并根据所有纪录判断该批螺栓是否合格。如合格,将螺栓整理、入库;不合格,退回。 2
1 / 24
2 / 24
3 / 24
4 / 24
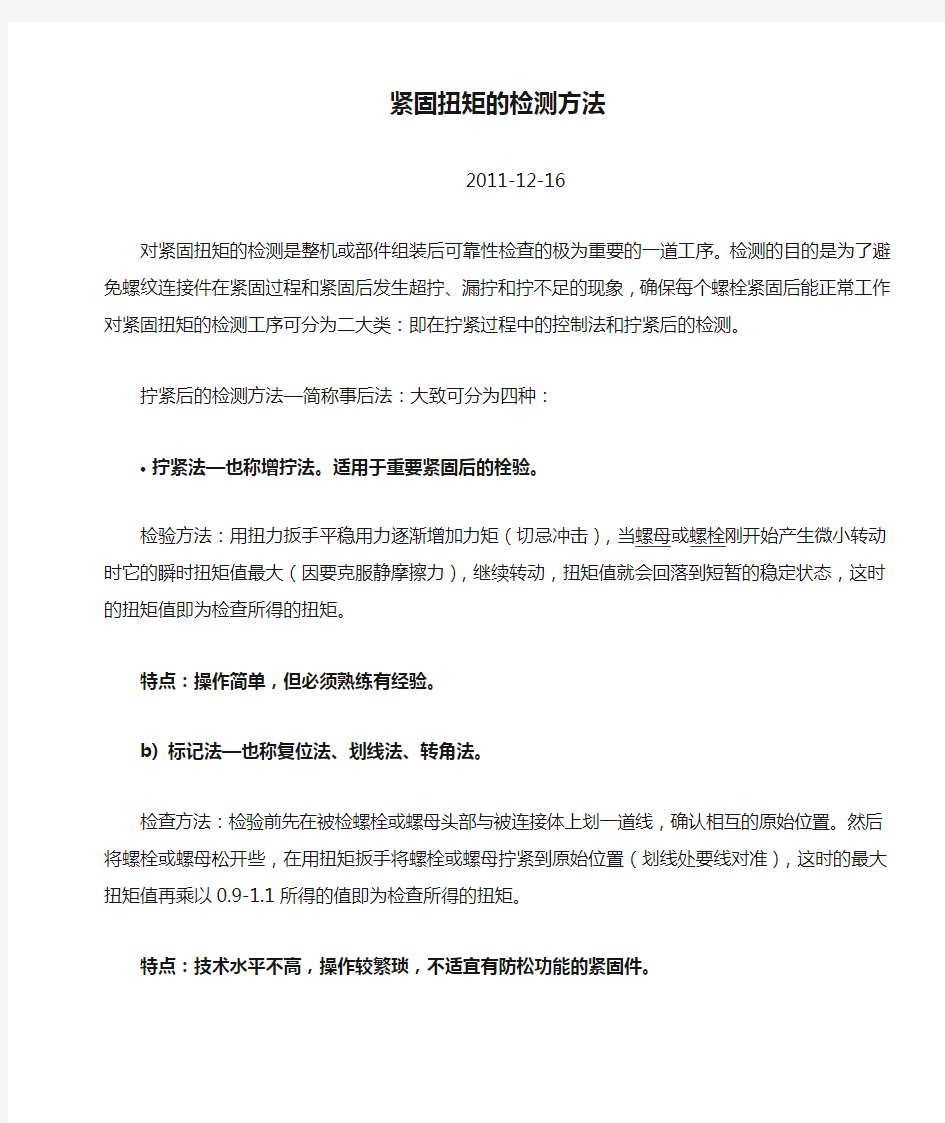
5 / 24 M1.6 M2 M2.5 M3 M4 M5 M6 M8 M10 M12 M14 M16 0.35 0.4 0.45 0.5 0.7 0.8 1.0 1.25 1.5 1.75 2 2 MAX 光面 3.0 3.80 4.50 5.50 7.0 8.50 10.00 13.00 16.00 18.00 21.00 24.00 MAX 滚花 3.14 3.98 4.68 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 MIN 2.86 3.62 4.32 5.32 6.78 8.28 9.78 12.73 15.73 1 7.73 20.67 23.67 MAX 1.60 2.0 2.50 3.00 4.00 5.00 6.00 8.00 10.00 12.00 14.00 16.00 MIN 1.46 1.86 2.36 2.86 3.82 4.82 5.7 7.64 9.63 11.57 13.57 15.57 扳手号 1.5 1.5 2 2.5 3 4 5 6 8 10 12 14 t dk L ds
6 / 24 d a MAX 平垫圈尺寸c 螺钉和垫片的形式代号小系列S 型 标准系列N 型 大系列L 型 产品 代号 h 公称 d 2MAX h 公称 d 2MAX h 公称 d 2MAX 十字槽小盘头螺钉 S1 2.4 0.6 4.5 0.6 5 0.6 6 平垫圈 S
螺栓紧固作业指导书
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导 1.编制目的 为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。 2.适用范围 本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。 3.螺栓扭矩值确定 3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。 3.2如果设计部门没有给出扭矩计算结果,可以按照GB150-2011标准参照下列步骤进行计算: 3.2.1法兰垫片的受力情况 在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,可以查GB150-2011中给定的表7-2可知。
3.2.2确定垫片接触宽度N与基本密封宽度b o(表7.1从何而来)查下表求得b o
3.2.3确定垫片有效密封宽度b: 当b o≤6.4mm时,b=b o 当b o>6.4mm时,b=2.53√b o 3.2.4确定垫片压紧力作用中心圆直径D G 垫片压紧力作用中心圆直径按下列规定确定: a)对于下图所示活套法兰,垫片压紧力作用中心圆直径D G即是法兰与翻边接触 面的平均直径。 b)对于其它形式的法兰,则按下述规定计算D G: 当b o≤6.4mm时,D G等于垫片接触的平均直径; 当b o>6.4mm时,D G等于垫片接触的外径减去2b c)对筒体端部结构,D G等于密封面平均直径。 3.2.5工作前法兰垫片的压紧力:F1=3.14D G by (N) 3.2.6工作时法兰垫片压紧力:F2=6.28D G bmp c(N) 法兰垫片工作密封比压σt=mp MPa D G---垫片压紧力作用中心圆直径 mm b---垫片有效密封宽度 mm
篇一:紧固螺钉,螺栓作业指导书 1 目的 紧固螺钉、螺栓作业指导书 编号:ise-zd-sc3-09 版号:a1 在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。 2 范围 本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件 无 4 术语和定义 无 5 职责 本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 6.1 螺纹连接的技术要求 6.1.1 螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(x) 6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。 6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图: 6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。 6.1.6 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 6.1.7 沉头螺钉拧紧后,钉头不得高出沉孔断面。 6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。6.2 预防不锈钢螺钉螺栓锁死问题 6.2.1正确选择适合长度的螺钉,螺栓。如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。 6.2.2 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。 6.2.3 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。 6.2.4 用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。 6.3 紧固中的其他问题 6.3.1 将紧固完成的部件按照图纸安装到设备上。 6.3.2安装时发现部件与设备的配合产生问题时要及时反馈工艺,工艺再与设计部、质量部以及生产计划部沟通给出相应的解决方案,以保证设备按时完成。 6.3.3 设备安装完成后要求对设备整理稳定性能进行测试,以检验连接件连接质量,确保客户生产时不会发生零部件松动。 7 相关文件无 8 相关记录 附图 1常用螺栓扭矩 编制:审核:批准:日期:日期:日期:篇二:高强螺栓作业指导书 高强螺栓作业指导书 一、编制依据 1.1 jgj82-91 ?钢结构高强度螺栓连接的设计、施工及验收规章? 1.2 gb 50221-95 ?钢结构工程质量检验评定标准? 1.3 gb50205-2001 ?钢结构工程施工质量验收规范? 二、施工控制
轨道交通装备螺栓紧固防松标识操作规程 1 / 9文档可自由编辑
轨道交通装备螺栓紧固防松标识操作规程 1 目的 为防止轨道交通装备螺栓紧固防松标识漏划、错划,防松标识线条不规范等现象,本规程规定了各型轨道交通装备螺栓紧固防松标识的具体划法,做到能够明确辨别螺栓连接结构是否发生松动,确保各型轨道交通装备螺栓连接组装达到设计和制造工艺、质量要求和运营安全。 2 适用范围 本操作规程适用于各型轨道交通装备的螺栓、螺钉等紧固件防松、防脱的紧固标识划法及标识工具的使用。 3 基本要求 3.1 螺栓紧固防松标识工具 螺栓紧固防松标识工具主要有油漆记号笔、洁净抹布、清洗剂等。油漆记号笔的颜色应能与被标识部分颜色明显区分开来,一般情况下自检选用红色油漆记号笔,互检选用黑色油漆记号笔,特殊情况按照该产品组装工艺文件规定执行。 3.2 螺栓紧固防松标识流程 螺栓紧固操作者使用扭矩工具将螺栓、螺钉、螺母紧固到位后,先用洁净抹布将防松标识部位(螺栓、螺母及安装面)进行清洁,随后用规定的油漆记号笔涂打防松标识。 产品返修(紧固件需拆卸或松动的情况),产品返修前应先用抹布蘸取少量清洗剂去除原有的防松标识,然后进行返修,返修完成后重新涂打防松标识。 特殊情况下需要标识双线的具体按照该产品组装工艺文件规定执行。3.3 螺栓紧固防松标识准则 3.3.1 产品图样上有明确扭矩要求的部位一般都需要进行防松标识。 3.3.2 当被紧固部位的螺栓、螺母都可进行防松标识时,防松标识原则上涂
打在螺母端。 3.3.3 工序中的可视部位最好能在整车时看到,如果整车时确不能看到的,以本工序的可视面为准。 3.3.4 整车完工状态时观察,螺栓紧固为竖直方向时,防松标识位置为视觉正前方且标识线为竖直线;螺栓紧固为水平方向时标识线为水平线,无法在以上两个位置进行防松标识或有特殊要求的以该产品组装工艺文件为准。3.3.5 所有防松标识的可追溯性,包括自检和互检,在产品质量确认表中以实名制体现。 3.3.6 同一产品的相同部位防松标识应一致,相邻或成组螺栓(螺钉)、螺母的防松标识应一致,其中圆形布置的螺栓标识线呈辐射状朝外(见图1) 图1 3.3.7 从螺母端紧固的,防松标识应从工件的表面划到螺母的侧面并延长到
1 / 21
2 / 21
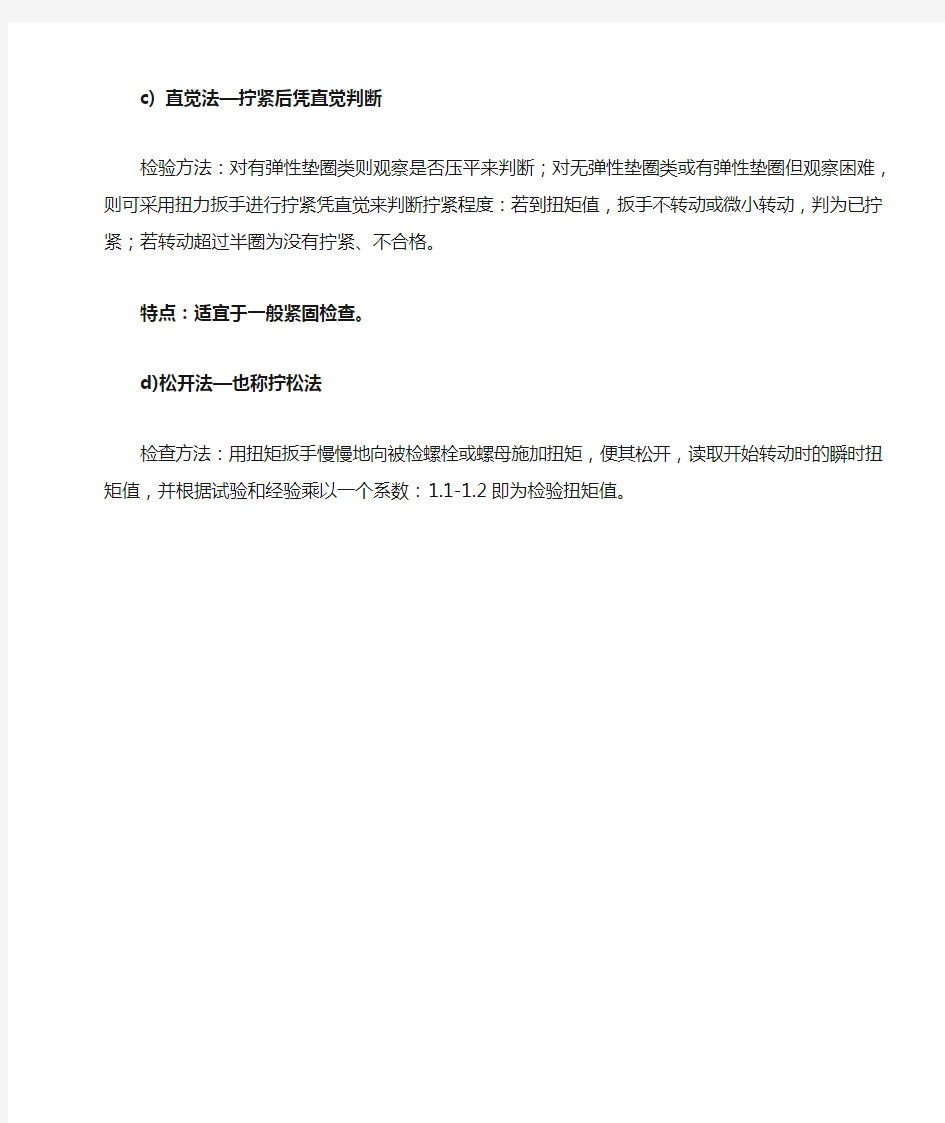
4 / 21 1. GB/T 70.1-2008内六角圆柱头螺栓(直径公差执行6g 等级公差、长度L 公差执行JS15等级公差) 注: 不锈钢螺栓通常标记为 A4-70,A2-70字样(“A ”为“奥氏体”结构,“2”为材质,一般为304,7代表抗拉力度不得小于700N/mm*mm ) 公称直径 M1.6 M2 M2.5 M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 M36 螺距P 0.35 0.4 0.45 0.5 0.7 0.8 1.0 1.25 1.5 1.75 2 2 2.5 3.0 3.5 4 顶帽直径dk MAX 光面 3.0 3.80 4.50 5.50 7.0 8.50 10.00 13.00 16.00 18.00 21.00 24.00 30.00 36.00 45.00 54.00 MAX 滚花 3.14 3.98 4.68 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33 36.39 45.39 54.46 MIN 2.86 3.62 4.32 5.32 6.78 8.28 9.78 12.73 15.73 1 7.73 20.67 23.67 29.67 35.61 44.61 53.54 顶帽长度k MAX 1.60 2.0 2.50 3.00 4.00 5.00 6.00 8.00 10.00 12.00 14.00 16.00 20.00 24.00 30.00 36.00 MIN 1.46 1.86 2.36 2.86 3.82 4.82 5.7 7.64 9.63 11.57 13.57 15.57 23.48 23.48 29.48 35.38 顶帽内宽度s 扳手号 1.5 1.5 2 2.5 3 4 5 6 8 1 27 MAX 1.58 1.58 2.08 2.58 3.08 4.09 5.14 6.14 8.175 10.175 12.212 14.212 17.23 19.275 22.275 27.275 MIN 1.52 1.52 2.02 2.52 3.02 4.02 5.02 6.02 8.025 10.025 12.032 14.032 1 7.05 19.65 22.065 27.065 无螺纹直径ds MAX 1.60 2.00 2.5 3.00 4.00 5.00 6.00 8.00 10.00 12.00 14.00 16.00 20.00 24.00 30.00 36.00 MIN 1.46 1.86 2.36 2.86 3.82 4.82 5.82 7.78 9.78 11.73 13.73 15.73 19.67 23.67 29.67 35.61 顶帽内深度t 0.7 1 1.1 1.3 2 2.5 3 4 5 6 7 8 10 12 15.5 19 2. GB/T 9074.5十字槽小盘头螺钉和平垫圈组合件(制定d 尺寸与长度L 尺寸见下页“GB/T823-2016十字槽小盘头螺钉”) t dk L ds
带电紧固杆塔螺栓标准化作业指导书 31.1适用范围 本指导书适用于500kV交流及±500kV直流架空输电线路上带电紧固杆塔螺栓作业。 31.2规范性引用文件 下列文件中的条款通过本作业指导书的引用而成为本作业指导书的条款。凡是注明日期的引用文件,其随后所有修改单或修订版本均不适用于本作业指导书,然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本作业指导书。 GBJ 233—1990 110~500kV架空电力线路施工及验收规范DL 409—1991 电业安全工作规程(电力线路部分) DL/T 741—2001 架空送电线路运行规程 Q/CSG1 0005-2004 电气工作票技术规范(线路部分) 国家电力公司1997.7 《带电作业管理制度》 国家电力公司1997.10 《带电作业操作导则》 31.3作业人员要求 作业人员要求 序内容备注熟悉《电业安全工作规程》(线路部分),并经 1 考试合格。 2 具备500kV线路检修方面的技能。
作业人员通过职业技能鉴定,高空作业人员需3 取得登高架设作业操作证、带电作业操作证。 4 作业人员应精神状态良好,无妨碍工作病症。 穿戴合格劳动保护服装,作业人员个人安全用5 具齐全。 31.4作业人员组织 作业人员组织 人 序人员分工 备注 数 1 工作负责人 1 兼监护人 2 塔上地电位电工 5 31.5工具材料 工具材料 名称型号单位数量备注序 号 1 静电防护服500kV专用套 5 2 温湿度表块 1 3 风速仪块 1 4 扭矩扳手把 5 5 M12套筒螺帽颗 5 6 M16套筒螺帽颗 5 7 M20套筒螺帽颗 5 8 M24套筒螺帽颗 5 9 个人工具套 5
螺栓紧固作业指导 书
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导 1.编制目的 为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。 2.适用范围 本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。 3.螺栓扭矩值确定 3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。 3.2如果设计部门没有给出扭矩计算结果,能够按照GB150- 标准参照下列步骤进行计算: 3.2.1法兰垫片的受力情况 在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,能够查GB150- 中给定的表7-2可知。
3.2.2确定垫片接触宽度N与基本密封宽度bo(表7.1从何而来)查下表求得bo
3.2.3确定垫片有效密封宽度b: 当bo≤6.4mm时,b=bo 当bo>6.4mm时,b=2.53√bo 3.2.4确定垫片压紧力作用中心圆直径DG 垫片压紧力作用中心圆直径按下列规定确定: a)对于下图所示活套法兰,垫片压紧力作用中心圆直径DG即是法兰与翻边 接触面的平均直径。 b)对于其它形式的法兰,则按下述规定计算DG: 当bo≤6.4mm时,DG等于垫片接触的平均直径; 当bo>6.4mm时,DG等于垫片接触的外径减去2b c)对筒体端部结构,DG等于密封面平均直径。 3.2.5工作前法兰垫片的压紧力:F1=3.14D G by (N) 3.2.6工作时法兰垫片压紧力:F2=6.28D G bmpc (N) 法兰垫片工作密封比压σt=mp MPa D G---垫片压紧力作用中心圆直径 mm b---垫片有效密封宽度 mm
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导 1.编制目的 为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。 2.适用范围 本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。 3.螺栓扭矩值确定 3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。 3.2如果设计部门没有给出扭矩计算结果,可以按照GB150-2011标准参照下列步骤进行计算: 3.2.1法兰垫片的受力情况 在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,可以查GB150-2011中给定的表7-2可知。
查下表求得b o
3.2.3确定垫片有效密封宽度b: 当b o≤6.4mm时,b=b o 当b o>6.4mm时,b=2.53√b o 3.2.4确定垫片压紧力作用中心圆直径D G 垫片压紧力作用中心圆直径按下列规定确定: a)对于下图所示活套法兰,垫片压紧力作用中心圆直径D G即是法兰与翻边接触 面的平均直径。 b)对于其它形式的法兰,则按下述规定计算D G: 当b o≤6.4mm时,D G等于垫片接触的平均直径; 当b o>6.4mm时,D G等于垫片接触的外径减去2b c)对筒体端部结构,D G等于密封面平均直径。 3.2.5工作前法兰垫片的压紧力:F1=3.14D G by (N) 3.2.6工作时法兰垫片压紧力:F2=6.28D G bmp c(N) 法兰垫片工作密封比压σt=mp MPa D G---垫片压紧力作用中心圆直径mm b---垫片有效密封宽度mm y----垫片比压力MPa m----垫片系数 P c----介质工作压力(计算压力)
蒙华铁路MHTJ-28标段桥梁工程 高强螺栓作业指导书 1编制依据 1、《钢结构高强度螺栓连接的设计、施工及验收规章》 JGJ82-91 ; 2、《钢结构工程质量检验评定标准》GB 50221-2001 ; 3、《钢结构工程施工质量验收规范》GB50205-2015 。 2施工控制 1、到现场的每批高强螺栓,必须有出厂检验证明,还应从每批再抽取一定数量进行扭距试验,合格后方可进行正式吊装。 2、按照出厂检验批每3000套抽8套进行扭距系数试验,要求扭距平均值与变异系数小于10%。 3、同一连接面上的螺栓,应由接缝中间向两端顺序进行紧固。两个连接件应按先主要构件后次要构件的顺序施工。工字型构件的紧固顺序是:上翼缘下翼缘腹板。 4、同一节点上梁柱节点的紧固顺序是:先紧固柱子上部的梁柱节点,最后紧固柱子中部的梁柱节点。 5、保证单个螺栓和整体螺栓群的紧固力均匀一致,螺栓紧固时分初拧和终拧,初拧紧固到标准预拉力的50%,初拧后的高强螺栓应用颜色在螺母上做标记,然后进行终拧。 6、六角法兰面大六角螺栓连接副由一个螺栓,一个螺母和一个垫圈组成,高强螺栓连接副应在同一批内配套使用,螺栓、螺母和垫圈只允许互相配套,不同箱不允许互相混用。
7、工地安装中,应按当天需要的高强连接副数量领取。当天安装剩余的必须妥善保管,不得乱仍,乱放。高强螺栓连接副安装过程中,不得碰伤螺纹及沾染脏物。 8、高强螺栓连接副应按包装箱上注明的规格分类保管在室内仓库中,地面应防潮、放生锈,堆高不宜高过1米。 9、安装高强螺栓时,严禁强行穿入螺栓,(如用锤子敲打等),如不能进行穿入时,用绞刀进行修整,修整后最大直径不得大于1.2D(D为螺栓公称直径)。修孔时,为了防止铁屑落入板迭缝中,铰孔前应将四周螺栓全部拧紧,使板迭密贴后再进行。严禁气割扩孔。 10、螺栓的安装应在结构构件中心位置调整后进行,其穿入方向应便于施工并尽可能方向一致。 11、安装高强螺栓时,构件的摩擦面应保持干燥,不得在雨中作业。 12、对于地面拼装部分天桥梁及钢梯应在地面完成校正后,进行初拧和终拧,然后进行整体吊装。 13、终拧后的螺栓应用目测检查外露螺纹长度,外露小于两扣或外露螺纹太长,检查原因,应予更换,换下螺栓不可用使用。 14、高强度大六角头螺栓连接副终拧完成一小时后、48小时内应进行终拧扭检查,按节点数抽查10%,抽查数不少于10个,每个被抽查节点按螺栓数抽查10%,且不少于2个。 15、高强度螺栓拧紧时,只准在螺母上施加扭矩。只有在空间受限制时,才允许拧螺栓。 16、高强度螺栓的拧紧应分为初拧、终拧。对于大型节点应分为初拧、复拧、终拧。
紧固件规格标准——GB标准 档圈 锥销锁紧档圈 GB 883-86 螺钉锁紧档圈 GB 884-86 带锁圈的螺钉锁紧档圈 GB 885-86 轴肩档圈 GB 886-86 螺钉紧固轴端档圈 GB 891-86 螺栓紧固轴端档圈 GB 892-86 孔用弹性档圈-A型 GB 893.1-86 孔用弹性档圈-B型 GB 893.2-86 轴用弹性档圈-A型 GB 894.1-86 轴用弹性档圈-B型 GB 894.2-86 孔用钢丝档圈 GB 895.1-86 轴用钢丝档圈 GB 895.2-86 开口档圈 GB 896-86 钢丝锁圈 GB 921-86 夹紧档圈 GB 960-86 塑料滚花头螺钉 GB 840-88 开槽球面圆柱头轴位螺钉 GB 946-88 开槽球面大圆柱头螺钉 GB 947-88 开槽沉头不脱出螺钉 GB 948-88 开槽半沉头不脱出螺钉 GB 949-88 内六角花形盘头螺钉 GB 2672-86 内六角花形沉头螺钉 GB 2673-86 内六角花形半沉头螺钉 GB 2674-86 内六角圆柱头轴肩螺钉 GB 5281-85 内六角花形圆柱头螺钉-4.8级 GB 6190-86 内六角花形圆柱头螺钉-8.8和10.9级 GB 6191-86 精密机械用紧固件十字槽螺钉 GB /T 13806.1-92 十字槽半沉头螺钉 GB /T 820-2000 方头平端紧定螺钉 GB 821-88 十字槽圆柱头螺钉 GB /T 822-2000 十字槽小盘头螺钉 GB 823-88 吊环螺钉 GB 825-88
自攻螺钉 十字槽盘头自攻螺钉 GB 845-85 十字槽沉头自攻螺钉 GB 846-85 十字槽半沉头自攻螺钉 GB 847-85 开槽盘头自攻螺钉 GB 5282-85 开槽沉头自攻螺钉 GB 5283-85 开槽半沉头自攻螺钉 GB 5284-85 六角头自攻螺钉 GB 5285-85 十字槽盘头自攻锁紧螺钉 GB 6560-86 十字槽沉头自攻锁紧螺钉 GB 6561-86 十字槽半沉头自攻锁紧螺钉 GB 6562-86 六角头自攻锁紧螺钉 GB 6563-86 内六角花形圆柱头自攻锁紧螺钉 GB 6564-86 十字槽头凹穴六角头自攻螺钉 GB 9456-88 精密机械用紧固件十字槽自攻螺钉刮削端 GB /T 13806.2-92 墙板自攻螺钉 GB /T 14210-93 十字槽盘头自钻自攻螺钉 GB /T 15856.1-2002 十字槽沉头自钻自攻螺钉 GB /T 15856.2-2002 十字槽半沉头自钻自攻螺钉 GB /T 15856.3-2002 开槽盘头定位螺钉 GB 828-88 开槽圆柱端定位螺钉 GB 829-88 开槽圆柱头轴位螺钉 GB 830-88 开槽无头轴位螺钉 GB 831-88 开槽带孔球面圆柱头螺钉 GB 832-88 开槽大圆柱头螺钉 GB 833-88 滚花高头螺钉 GB 834-88 滚花平头螺钉 GB 835-88 滚花小头螺钉 GB 836-88 垫圈 标准型弹簧垫圈 GB 93-87 平垫圈 C级 GB /T 95-2002 大垫圈 A级 GB /T 96.1-2002 大垫圈 C级 GB /T 96.2-2002 平垫圈 A级 GB /T 97.1-2002 平垫圈倒角型 A级 GB /T 97.2-2002 销轴用平垫圈 GB /T 97.3-2000 平垫圈用于螺钉和垫圈组合件 GB /T 97.4-2002