紧固螺钉螺栓作业指导
书
Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
1 目的
在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。 2 范围
本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件
无
4 术语和定义
无 5 职责
本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 螺纹连接的技术要求
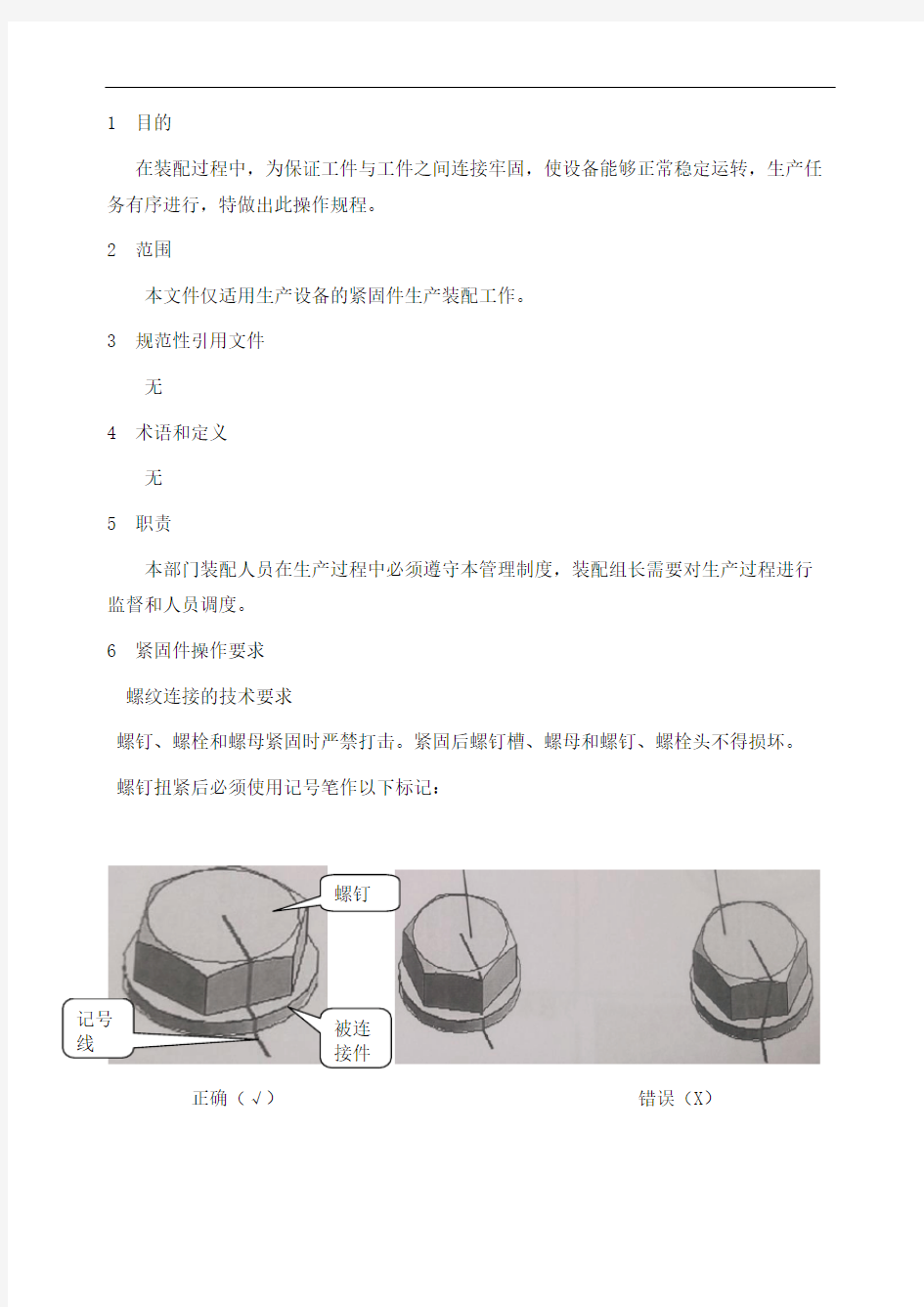
螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 螺钉扭紧后必须使用记号笔作以下标记:
正确(√) 错误(X )
螺钉 被连接件 记号线
班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。
同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:
用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。
螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合
沉头螺钉拧紧后,钉头不得高出沉孔断面。
所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
预防不锈钢螺钉螺栓锁死问题
.1正确选择适合长度的螺钉,螺栓。如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
紧固中的其他问题
将紧固完成的部件按照图纸安装到设备上。
安装时发现部件与设备的配合产生问题时要及时反馈工艺,工艺再与设计部、质量部以及生产计划部沟通给出相应的解决方案,以保证设备按时完成。
设备安装完成后要求对设备整理稳定性能进行测试,以检验连接件连接质量,确保客户生产时不会发生零部件松动。
7 相关文件
无
8 相关记录
附图 1常用螺栓扭矩
编制:审核:批准:日期:日期:日期: