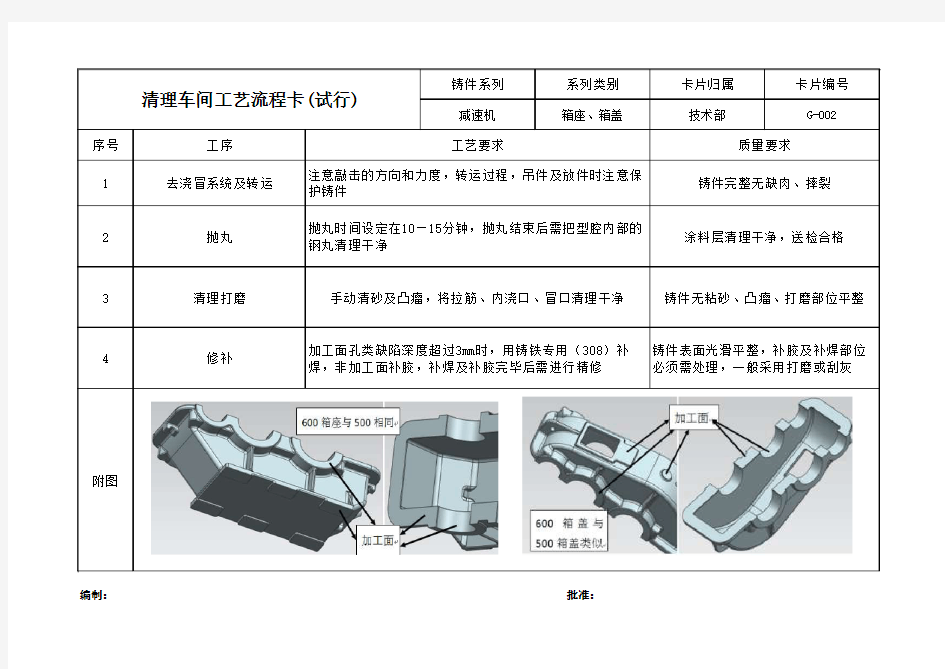
卡片编号减速机箱座、箱盖技术部G-0024修补加工面孔类缺陷深度超过3mm时,用铸铁专用(308)补
焊,非加工面补胶,补焊及补胶完毕后需进行精修铸件表面光滑平整,补胶及补焊部位必须需处理,一般采用打磨或刮灰
附图
涂料层清理干净,送检合格
3清理打磨手动清砂及凸瘤,将拉筋、内浇口、冒口清理干净铸件无粘砂、凸瘤、打磨部位平整清理车间工艺流程卡(试行)
铸件系列系列类别卡片归属编制: 批准:质量要求1去浇冒系统及转运注意敲击的方向和力度,转运过程,吊件及放件时注意保
护铸件
铸件完整无缺肉、摔裂序号
工序工艺要求2抛丸抛丸时间设定在10—15分钟,抛丸结束后需把型腔内部的
钢丸清理干净