表面残余应力
胡宏宇
(浙江工业大学机械工程学院,浙江杭州 310032)
摘要:残余应力主要是由构件内部不均匀的塑性变形引起的。各种工程材料和构件在毛坯的制备、零件的加工、热处理和装配的过程中都会产生不同程度的残余应力。残余应力因其直观性差和不易检测等因素往往被人们忽视。残余应力严重影响构件的加工精度和尺寸稳定性、静强度、疲劳强度和腐蚀开裂。特别是在承力件和转动件上,残余应力的存在易导致突发性破坏且后果往往十分严重。因此,研究残余应力的产生机理、检测手段、消除方法以及残余应力对构件的影响[1]。
关键词:残余应力;切削变形;磁测法;喷丸强化;
Surface residual stress
(S chool of mechanical engineering,Zhejiang University of Technology,Hangzhou 310032,China)
Abstract:Residual stress is mainly caused by the uneven plastic deformation of component. All kinds of engineering materials in the preparation of blank, parts and components processing, heat treatment
and assembly process will produce different degree of residual stress. Residual stress because of its
intuitive factors such as poor and difficult to detect is often neglected. Seriously affect the residual
stress of component machining precision and dimension stability, static strength, fatigue strength and
corrosion cracking. Especially on the bearing and rotating parts, the existence of the residual stress
can lead to sudden destruction and the consequences are often very serious. Therefore, to study the
mechanism of residual stress, detection means, elimination method and the influence of residual stress
of components。
Key words:Residual stress;machining deflection;magnetic method;Shot peening strengthening;
前言
随着现代制造技术的发展,大飞机、高铁、核设施等大型设备相继出现;这些设备具有高速、重载和长时间运行的特点,其零部件工作环境恶劣、复杂,且往往对安全性有着极其苛刻的要求,因而对这些设备的关键部件,如轴承、曲轴、传动轴的疲劳寿命和可靠性也有很高的要求,对它们的疲劳寿命预测
和分析成为研究的重点.
金属切削加工是一个伴随着高温、高压、高应率的塑性大变形过程, 在已加工表面上存在着相当大
的残余应力; 同时又由于切削过程切削力和切削热作用及刀具与工件的摩擦等综合因素的影响, 使得零件内部初始的残余应力重新分布并与表面层残余应力耦合作用形成新的残余应力分布规律。残余应力以平衡状态存在于物体内部, 是固有应力域中局部内应力的一种。残余应力是一种不稳定的应力状态, 当物体受到外力作用时, 作用应力与残余应力相互作用, 使其某些局部呈现塑性变形, 截面内应力重新分配; 当外力作用去除后, 整个物体由于内部残余应力的作用将发生形变。
根据理论分析和实验研究的结果,工件的疲劳寿命和加工表面的残余应力状态有重要的关系:残余压应力能抑制工件的疲劳破坏,延长疲劳寿命;残余拉应力则相反,会加速疲劳破坏的出现[2].因此,了解
和控制工件已加工表面的残余应力,使零件已加工表面呈现稳定而较大的压应力状态,已成为加工出高质量和高可靠性零件的关键.
1 残余应力的定义
1.1 残余应力的定义
构件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响称为残留应力或残余应力。残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力。
残余应力是指在没有外力作用于物体时,物体内部保持平衡的应力。在没有外力的作用下,物体内部保持平衡的应力称为固有应力,残余应力是固有应力的一种[3]。
1.2 残余应力的分类
残余应力的存在状态是多种多样的, 随材料的性能、产生条件不同而不同, 分类的方法也不一致。1925 年格·马辛、Mura T、达维金科夫H.H 分别提出了残余应力的界定方法。根据残余应力的相互影响范围大小可将残余应力分为宏观残余应力(Macrresidual stress) 和微观残余应力(Micro residualstress) 。1973 年德国学者E.Macherauch 又将宏观残余应力称为第一类残余应力, 将微观残余应力划归为第二类、第三类残余应力。
第一类残余应力称为宏观残余应力
它在材料较大范围内或许多晶粒范围内存在并保持平衡, 在多个连续晶体范围内保持常数, 它的大小、方向和性质可用切削加工表面残余应力研究的现状与进展通常的物理或机械方法进行测量。如果第一类残余应力所产生的力或力矩的平衡状态遭到破坏, 将导致构件宏观尺寸的变化。通常由于切削加工产生的残余应力是指宏观残余应力。根据加工残余应力的性质不同, 可分为残余拉应力和残余压应力, 应力的大小随表层的深度而变化。
第二类残余应力称为微观结构应力( Structurasstress) ,
它存在于晶粒尺度内并且保持平衡, 在一个或几个晶粒的部分范围内保持均匀。如果第二类残余应力平衡状态得到改变, 也会造成宏观尺寸的变化。
第三类残余应力称晶内亚结构应力( Substructural stress)
标记为σrⅢ它是在晶粒若干个原子范围内存在并在晶粒的小部分内保持平衡,在晶体亚结构范围内大小不均匀。第三类残余应力平衡状态的破坏, 不会引起宏观尺寸的变化。
在大多数情况下, 宏观残余应力与微观残余应力总是同时存在的, 产生第一类残余应力的加工过程必须伴随第二、第三类残余应力的产生。
2 切屑形成过程及变形区的划分
2.1切削变形
金属的切削过程与金属的挤压过程很相似。金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属内部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。
2.2变形区的划分
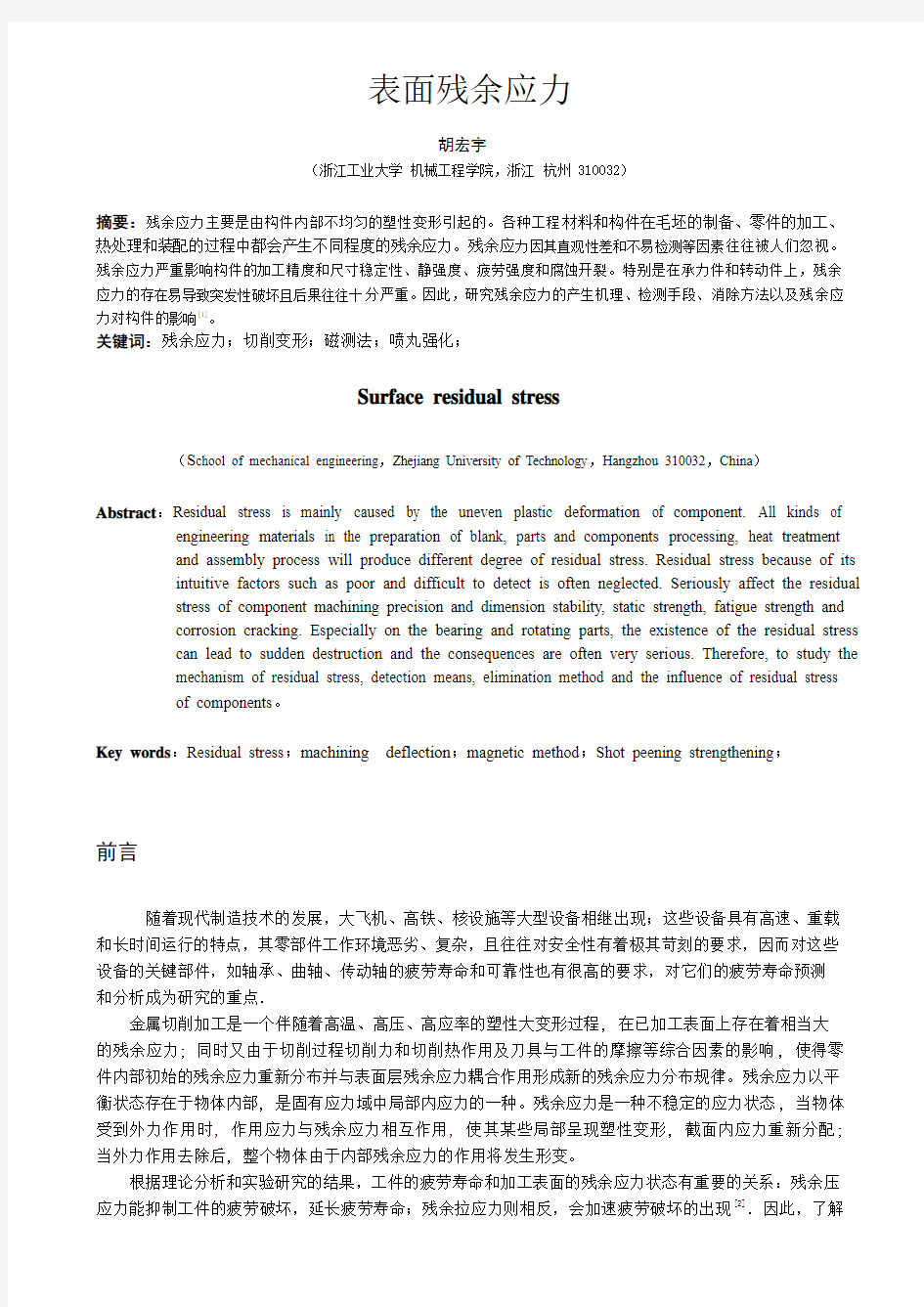
大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。切削层的金属变形大致划分为三个变形区:第一变形区(剪切滑移)、第二变形区(纤维化)、第三变形区(纤维化与加工硬化)。
图1 切削变形区
2.3切屑的形成及变形特点
第一变形区(近切削刃处切削层内产生的塑性变形区)
金属的剪切滑移变形切削层受刀具的作用,经过第一变形区的塑性变形后形成切屑。切削层受刀具前刀面与切削刃的挤压作用,使近切削刃处的金属先产生弹性变形,继而塑性变形,并同时使金属晶格产生滑移。第一变形区就是形成切屑的变形区,其变形特点是切削层产生剪切滑移变形。
第二变形区(与前刀面接触的切屑层产生的变形区)
内金属的挤压磨擦变形经过第一变形区后,形成的切屑要沿前刀面方向排出,还必须克服刀具前刀面对切屑挤压而产生的摩擦力。此时将产生挤压摩擦变形。应该指出,第一变形区与第二变形区是相互关联的。前刀面上的摩擦力大时,切屑排出不顺,挤压变形加剧,以致第一变形区的剪切滑移变形增大。
第三变形区(近切削刃处已加工表面内产生的变形区)金属的挤压磨擦变形已加工表面受到切削刃钝圆部分和后刀面的挤压摩擦,造成纤维化和加工硬化。
图2 切削过程
2 切削加工表面残余应力的产生机理
目前, 关于残余应力的产生机理, 从理论上定量分析还存在困难。下面仅从已加工表面形成过程的角度分析残余应力的产生机理。
(1)机械应力引起的残余应力
工件装夹时, 如果夹紧力过大, 将会使工件发生塑性变形, 从而使工件产生残余应力。切削过程中,刀刃前方的工件材料受到前刀面的挤压, 从而使将成为已加工表面层的金属, 在切削方向产生压缩的塑性变形; 而在与已加工表面垂直方向产生拉伸塑性变形; 切削后受到与之连成一体的里层未变形金属的牵制, 从而产生残余应力。在已加工表面形成过程中, 刀具的后刀面与已加工表面产生很大的挤压和摩擦, 使表层金属产生拉伸塑性变形, 刀具离开后, 里层金属的弹性变形趋向恢复, 但受到表层金属的牵制,因而也产生残余应力。
(2)热应力引起的残余应力
切削时, 由于强烈的塑性变形与摩擦, 使已加工表面层的温度很高; 而里层温度很低, 形成不均匀的温度分布, 因此, 当热应力超过材料的屈服极限时,将使表层金属产生压缩变形, 切削后冷却至室温时,表层金属体积的收缩又受到里层金属的牵制, 因而产生残余应力。
(3)相变引起的残余应力
切削时, 若表层温度大于相变温度, 则表层组织可能发生相变, 由于各种金相组织的体积不同, 从而产生残余应力。在切削过程中, 引起不均匀塑性变形的机械应力和热应力是同时存在的, 所以残余应力的计算是一个热- 力耦合的热弹塑性问题。
3 影响切削残余应力的因素
工件已加工表面残余应力的性质和大小受很多因素的影响。掌握这些因素的影响规律并合理选择,对于降低残余应力和优化切削过程是很有必要的。
3.1工件材料的影响
工件材料本身状态及其物理机械性能对加工表面残余应力产生直接影响。实验表明:塑性好的材料切削加工后通常产生残余拉应力;塑性差的材料则产生残余压应力。根据工件材料的具体初始应力状态,切削加工可能使工件内残余应力值“增大”或“减小”[4]。
3.2切削参数的影响
切削速度的影响一般是通过“温度因素”来进行的[5]。切削速度较低时,易产生残余拉应力;切削速度较高时,由于切削温度升高,易产生残余压应力。增加进给量和切削深度时,被切削层金属的截面及体积增大,使刀刃前的塑性变形区和变形程度增加;如果此时切削速度较高,则温度因素的影响也有所加强,因此表面残余拉应力将增加,其达到的深度也增大。
3.3刀具参数的影响
当增大刀具的前角、后角,减小刀尖的圆弧半径和切削刃的钝圆半径时,残余应力减小,其达到的深度也减小。Robert D Halverstadt特别强调,刀具的锋利性、后刀面的磨损或钝圆半径对残余应力的影响很大,其次是刀具前角[6]。
4.残余应力的检测
4 . 1 盲孔法残余应力测量
它的原理是在平衡状态下的原始应力场上钻孔,以去除一部分具有应力的金属,而使圆孔附近部分金属内的应力得到松弛,钻孔破坏了原来的应力平衡状态而使应力重新分布,并呈现新的应力平衡,从而使圆孔附近的金属发生位移或应变,通过高灵敏度的应变仪,测量钻孔后的应变量,就可以计算原应力场的应力值。
残余应力检测仪主要采用盲孔法进行各种材料和结构的残余应力分析和研究,还可作为在静力强度研究中测量结构及材料任意点变形的应力分析仪器。如果配用相应的传感器,也可以测量力、压力、扭矩、
位移和温度等物理量。它以计算机为中央
微处理机,采用高精度测量放大器、数据
采集和处理器,测量中无需调零,可直接
测出残余应力值的大小及方向,实现了残
余应力测量的自动化。
图3 ZS21B型盲孔法残余应力检测仪
4 .2切槽法
这种方法就是在构件上进行切槽, 由于切槽而形成残余应力的释放区, 用应变花测定此部分的应变求出残余应力的方法。此处假定由于切槽而形成的彼此孤立的部分内残余应力是均匀一致的, 并且认为沟槽所包围的部分内, 其残余应力完全被释放,常用的有Gunnert 法和Kunz 法。
4 .3压痕法
在工件待测点中心放置轴承钢球, 通过冲击或静压的方法施加一定的冲击功或静压力, 使其在工件表面产生球冠形压痕, 在压痕周围产生一定的叠加应力并形成一定的应变, 该应变值由压痕周围的应变花测得。它对工件所造成的破坏小, 测量方便、迅速、标距小, 适于应力梯度变化大的场合。
4 .4 磁测法残余应力测量
磁测法残余应力检测法主要是通过磁测法来测定铁磁材料在内应力的作用下磁导率发生的变化确定残余应力的大小和方向。众所周知,铁磁材料具有磁畴结构,其磁化方向为易磁化轴向方向,同时具有磁致伸缩性效应,且磁致伸缩系数是各向异性的,在磁场作用下,应力产生磁各向异性。磁导率作为张量与应力张量相似。通过精密传感器和高精度的测量电路,将磁导率变化转变为电信号,输出电流(或电压)
值来反映应力值的变化,并通过装有特定残余
应力计算机软件的计算机计算,得出残余应力的大
小、方向和应力的变化趋势。
图4 HC21B型磁测法残余应力检测仪
4 .
5 X射线衍射法残余应力测量
在各种无损测定残余应力的方法之中,X射线
衍射法被公认为最可靠和最实用的。它原理成熟,
方法完善,经历了七十余年的进程,在国内外广泛
应用于机械工程和材料科学,取得了卓著成果。X-
射线应力测定仪是一种简化和实用化的X射线衍射
装置,因而它还有一项附加的功能──测定钢中残
余奥氏体含量。由于它适用于各种实体工件,而且
能够针对同一点以不同的φ角、Ψ角进行测试,以
探测织构的影响,这项功能便具备了重要而独特的
用途。
图5X射线衍射
5 残余应力的消除方法
残余应力的存在会严重影响零件的加工精度、使用性能以及使用寿命。因此,必须采取相应的工艺来降低或消除不良的残余应力。在切削加工后采取一些处理措施,也可对已加工表面的残余应力进行调整,表面强化处理就是目前较常用的方法之一。表面强化处理工艺是通过对工件表面的冷挤压使之发生冷态塑性变形,从而提高其表面硬度、强度,并形成表面残余压应力的加工工艺。常用的表面强化工艺有喷丸强化和滚压强化。
(1)喷丸强化
喷丸强化是利用大量高速运动中的珠丸冲击工件表面,使打击处发生塑性变形和塑性流动,表面产生冷硬层和残余压应力。珠丸大多采用钢丸,利用压缩空气或离心力进行喷射这种方法适用于不规则表面和形状复杂的表面,如弹簧、连杆等的强化。
图6 齿轮喷丸 图7 数控喷丸设备
(2)滚压强化
滚压强化是用可自由旋转的滚子对工件表面均匀地加力挤压,使表面得到强化并在表面形成残余压应力,适用于规则表面如外圆、孔和平面等的强化加工,可在原机床上加装滚压工具进行。此外,采用退火处理、振动时效等人工时效方法,也可松弛表面层的残余应力。
(3)预应力切削
预应力切削是一种通过切削工艺使机械零件加工表面产生残余压应力的方法[7]
,即切削前预先给工件施加一个弹性范围内的预应力,切削过程中工件加工表面会产生塑性变形,切削后释放该预应力,由于基体的弹性恢复,已加工表面会产生残余压应力。预应力切削只需通过切削加工就能使加工表面产生残余压应力,且不需要昂贵的设备,亦不会引起额外的加工表面硬化,因此其发展前景良好。叶邦彦、彭锐涛[8]等人采用预应力切削法对轴承套圈进行硬态切削,深入研究了预应力硬态切方法对套圈已加工表面的残余应力、表面粗糙度以及表面形态等参数的影响,结果表明,该方法可以在轴承套圈加工表面获得合适的残余压应力状态和良好的表面质量。
除此以外,保证零件结构设计合理,尽量避免尖角和壁厚不均等结构;优化加工工艺路线并在每个工艺选择合理的加工参数,降低零件在每个加工工序中产生的残余应力,同时通过合理的加工工艺的配合来降低残余应力。
自然时效处理,把工件在室内或室外放置一段时间,在昼夜温差和复杂的“环境振荡”的作用下工件内部的原子发生微观位移和促进工件在宏观意义下的塑性变形,从而达到降低残余应力的目的。这种方法需要的时间较长,且消除残余应力的能力有限。
人工时效处理 ,最常见的人工时效处理是时效退火。由于材料的屈服强度会随着温度的升高而降低,时效退火法就是把工件加热到材料的回复或再结晶温度范围内保存几小时甚至几十小时,来降低材料的屈服强度,使那些在残余应力作用下达到屈服极限的部分发生热塑性变形来消除残余应力的。这种方法要保证冷却速度足够缓慢,以免在工件冷却过程中产生新的残余应力。目前人工时效处理应用非常广泛,它最
高可以消除部件内部80%的残余应力,但是它存在可能引起部件材料的高温软化,其设备昂贵。对环境也有一定污染等缺点。
振动时效处理,振动时效是利用机械共振的方法消除或均化金属结构在铸造、锻压、焊接和切削等机械加工后所产生的残余应力。它通过向工件施加一定大小和频率激荡力的方式给工件传递能量,使工件发生微小或宏观塑性应变来匀化和消除残余应力。振动时效法不仅可以大幅度地消除工件内部的残余应力,而且设备简便,节能环保,消除残余应力效率高。
局部塑性变形法,对于精度要求不高的零件,可以在其残余拉应力存在的表面通过手锤敲击或过载的方法使其沿着拉应力的方向产生塑性变形来消除残余应力。
总结
残余应力以平衡状态存在于物体内部, 是固有应力域中局部内应力的一种。残余应力是一种不稳定的应力状态, 当物体受到外力作用时, 作用应力与残余应力相互作用, 使其某些局部呈现塑性变形, 截面内力重新分配; 当外力作用去除后, 整个物体由于内部残余应力的作用将发生形变。。残余应力可降低零件的耐磨性、疲劳强度和耐腐蚀性,改变已加工零件的形状和强度。切削加工残余应力的产生是切削过程中机械应力和热应力共同作用的结果。虽然已经充分了解了残余应力产生的机理,但是对残余应力定量的控制和分析还存在困难。残余应力检测技术对于生产出合格的零件是必不可少的。在目前应用较为广泛的残余应力检测方法中,x射线残余应力检测法是最为便捷、可靠和有效的。因此,x射线衍射法应作为残余应力检测技术的主要方法。消除应力可用喷丸,预紧力切削等方法,根据实际情况,选择合适的处理方法,可改善产品的质量。
[1]Rossini R S,Dassisti M,Benyounis KY.et a1.Methods of measuring residual stresses in components.Materials and Design,2012,35 :572-588.
[2]桂寿平,黄培彦,何秋.港口起重机疲劳破坏成因与修复措施探讨[J].华南理工大学学报:自然科学版,2001,22(2):29-32.
[3]米谷茂.残余应力的参数和对策.朱荆璞,邵会孟,译.北京:机械工业出版社,1983.
[4]周泽华主编.金属切削原理(第二版).上海:上海科学技术出版社,1993
[5]蔡在檀.金属切削原理.上海:同济大学出版社,1994
[6] Robert D Halverstadt.How to minimize and structural phenome—na of high-s~ ngth steel surface duetoEMD and ball--dropform--ing.CIRP,1988,31(1):531—536
[7]胡华南,周泽华,陈澄洲.预应力加工表面残余应力的理论分析[J].华南理工大学学报:自然科学版,194,22(2):1~9.
[8]叶邦彦,彭锐涛,等.预应力硬态切削的残余应力及表面形态[J].华南理工大学学报:自然科学版,2OO8,36(4):6~9.
铣刀片的应力场分析 作者:董丽华袁哲俊李振加严复钢 1.引言 铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。 2.面铣切削加工坐标系统的建立 面铣切削加工坐标系统由刀体坐标系和刀片坐标系组成,如图1所示。 图1面铣切削加工坐标系统 在刀体坐标系中,Y轴为铣刀轴线,X轴在基面内过刀尖与Y轴相交。在刀片坐标系中,y1轴通过主切削刃,x1轴通过副切削刃,刀片前刀面在x1o1y1平面内。铣刀半径为R=OO1,铣刀前角为γ0,刃倾角为λs,主偏角为K,法向前角为γn。 面铣刀无论具有何种几何角度,都可看作是由刀体坐标系经过一次平移和三次旋转而成,可用矩阵表示为 其中A11=cosγn sinηr+sinγn sinλs cosηr
A12=cosγn cosηr-sinγn sinλs sinηr A13=sinγn cosλs A21=-cosλs cosηr A22=cosλs sinηr A23=sinλs A31=-sinγn sinηr+cosγn sinλs cosηr A32=-sinγn cosηr-cosγn sinλs sinηr A33=cosγn cosλs tgγn=tgγ0cosλs 3.切入冲击力方向的确定 铣削与车削的不同之处在于铣削为断续切削,存在着切入、切出过程,铣刀的破损主要是由机械冲击力引起的。因此,首先要确定铣刀切入瞬间冲击力的作用方向。铣削时,铣刀高速旋转,工件缓慢进给,若忽略进给运动(因进给运动速度仅为铣刀运动速度的约1/4),铣刀切入冲击力的方向应该在刀具相对工件运动的切线方向上。如图2所示。 图2 切入冲击力的方向 由图1可知,切入冲击力方向为Z轴方向,力F分解到刀片坐标系中为 式中A13、A23、A33取值见式(1),代入具体参数得
表面残余应力测试方法 由于X射线的穿透深度极浅,对于钛合金仅为5μm,所以X射线法是一种二维平面残余应力测试方法。现在暂定选择钛靶,它与钛合金的晶面匹配较好。(110)晶面 一、试样的表面处理 X射线法测定的是试件的表面应力,所以试件的表面状况对测量结果也有很大的影响。试件表面不应有油污、氧化皮或锈蚀等;测试点附近不应被碰、擦、刮伤等。 (1)一般可以使用有机溶剂(汽油)洗去表面的油泥和脏污。 (2)去除氧化皮可以使用稀盐酸等化学试剂(根据试样选择合适浓度,如Q235钢用10%的硝酸酒精溶液浸蚀5min)。 (3)然后依据测试目的和测试点表面实际情况,正确进行下一步的表面处理。如果测量的是切削、磨削、喷丸、光整、化铣、激光冲击等工艺之后的表面应力,以及其它表面处理后引起的表面残余应力,则绝不应破坏原有表面不能进行任何处理,因上述处理会引起应力分布的变化,达不到测量的目的。必须小心保护待测试样的原始表面,也不能进行任何磕碰、加工、电化学或化学腐蚀等影响表面应力的操作。对于粗糙的表面层,因凸出部分释放应力,影响应力的准确测量,故对表面粗糙的试样,应用砂纸磨平,再用电解抛光去除加工层,然后才能测定。 (5)若被测件的表面过于粗糙,将使测得的应力值偏低。为了提高试件的表面光洁度,又不产生附加产力,比较好的办法是电解抛光法。该法还可用于去除表面加工层或进行试件表层剥除。 (6)若单纯为了进行表层剥除,亦可以用更为简单的化学腐蚀法,较好的腐蚀剂是浓度为40%的(90%H202+10%HF)的水溶液。但化学腐蚀后的表面光洁度不如电解抛光。为此可在每次腐蚀前用金相砂纸打磨试件表面,但必须注意打磨的影响层在以后的腐蚀过程中应全部除去。 二、确定测量材料的物相,选定衍射晶面。 被测量的衍射线的选择从所研究的材料的衍射线谱中选择哪一条(hkl)面干涉线以及相应地使用什么波长的X射线是应力测定时首先要决定的。当然事先要知道现有仪器提供的前提条件:一是仪器配置了哪几种靶材的x射线管,它决定了有哪几个波长的辐射可以选用;二是测角仪的2θ范围。一般选用尽可能高的衍射角,使得⊿θ的增大可以准确测得。 在一定的应力状态下具有一定数值的晶格应变εφ,ψ对布拉格角θ0值越大的线条造成的衍射线角位移d(2θ)φ.ψ必也越大,因此测量的准确度越高。同时,在调整衍射仪时不可避免的机械调节误差对高角线条的角位置2θ的影响相对地也比较小。正因为如此X射线应力测定通常在2θ>90°的背反射区进行,并尽量选择多重性因子较高的衔射线。举例来说,对铁基材料常选用Cr靶的Ka线,α—Fe的(211)晶面的衍射线。 若已知X射线管阳极材料和Ka线波长,利用布拉格方程可计算出各条衍射线的2θ值,从中选择出高角线条。可以从《材料中残余应力的X射线衍射分析和作用》的附录中查得常用重要的金属材料和部分陶瓷材料在Cu,Co,Fe,Cr四种Kal线照射下的高角度衍射线。由于非立方晶系材料受波长较短的X射线照射时出现较多的衍射线,因此最好选择那些弧立的、不与其它线条有叠合的高角衍射线作为测量对象。
X射线衍射在材料分析中的应用 一、X射线衍射原理 X射线照射晶体,电子受迫振动产生相干散射,同一原子内各电子散射波相互干涉形成原子散射波。由于晶体内各原子呈周期排列,因而各原子散射波间也存在固定的位相关系而产生干涉作用,在某些方向上发生相长干涉,即形成了衍射波。由此可知,衍射的本质是晶体中原子相干散射波叠加(合成)的结果。 二、X射线衍射在材料分析中的应用 X射线衍射分析方法在材料分析与研究工作中具有广泛的用途: 1)物相分析:物相分析是指确定材料由哪些相组成和确定各组成相的含量。物相是决定或影响材料性能的重要因素,因而物相分析在材料、冶金、机械等行业中得到广泛应用。物相分析有定性分析和定量分析2 种: ①相定性分析的目的是检测固体样品中的相组成,采用未知样品衍射图谱与标 准图谱比较的办法. 如果衍射图谱相同即可确定为该物相。但如果样品为多相混合试样时,衍射线条谱多,谱线可能发生重叠,就需要根据强度分解组合衍射图谱来确定。 ②物相定量分析就是确定物质样品中各组成相的相含量. 根据衍射强度理论,物质中某相的衍射强度Ii与其质量百分数Xi 成如下关系 .Ii = KiXi/ Um 其中, Ki 为由实验条件和待测相而共同决定的常数;Xi 为质量百分数;Um 为待测样品的平均质量吸收系数,与Xi 有关。根据Um 的校正提出一系列物相定量分析方法,如内标法、K 值法、直接对比法,一般相定量分析误差可控制在5%以下; 2)结晶度:X 射线衍射图谱中,在一些情况下,结晶物质的图谱和非晶物质图谱重叠. 结晶度定义为结晶部分质量与总的试样质量之比的百分数. 目前非晶态合金用处很多,如软磁材料等. 而结晶度直接影响其材料的性能、损耗等. 测定结晶度方法主要是根据结晶相的衍射图谱面积与非晶相图谱面积的比,也可根据衍射线位置来确定结晶度; 3)残余应力分析:将产生应力的各种外部因素去除后,物体内部依然存在的应力称为残余应力. 在固体样品中,固体处于弹性极限内,该物质将随所受外力的大小而发生形变,从微观的角度来讲其晶面间距d 将发生改变,因此, 可根据d 值变化来测量残余应力σ.由于残余应力测试的特殊性,所以必须在X 射线衍射仪基础上加应力附件测试; 4) 微晶大小:X射线衍射图中峰宽β表现了构成物质的晶粒大小,峰宽化的原因除了晶粒的大小还有晶粒内部的非均匀应变. 使用Scherrer 公式和Hall 公式可计算微晶大小和非均匀应变; 5)晶体取向的测定:又称为单晶定向,是指测定晶体样品中晶体取向与样品外观坐标系的位向关系通过建立合适的外坐标系之后,对样品进行所要求的晶面或晶向的方位测定材料的性质与它的物相组成、结晶度和结晶粒子的大小、材料内部微观应变都有密切关系。
残余应力产生及消除方法 船舶零件加工后,其表面层都存在残余应力。残余压应力可提高零件表面的耐磨性和受拉应力时的疲劳强度,残余拉应力的作用正好相反。若拉应力值超过零件材料的疲劳强度极限时,则使零件表面产生裂纹,加速零件的损坏。引起残余应力的原因有以下三个方面: ( 一冷塑性变形引起的残余应力 在切削力作用下,已加工表面受到强烈的冷塑性变形,其中以刀具后刀面对已加工表面的挤压和摩擦产生的塑性变形最为突出,此时基体金属受到影响而处于弹性变形状态。切削力除去后,基体金属趋向恢复,但受到已产生塑性变形的表面层的限制,恢复不到原状,因而在表面层产生残余压应力。 ( 二热塑性变形引起的残余应力 零件加工表面在切削热作用下产生热膨胀,此时基体金属温度较低,因此表层金属产生热压应力。当切削过程结束时,表面温度下降较快,故收缩变形大于里层,由于表层变形受到基体金属的限制,故而产生残余拉应力。切削温度越高,热塑性变形越大,残余拉应力也越大,有时甚至产生裂纹。磨削时产生的热塑性变形比较明显。 ( 三金相组织变化引起的残余应力 切削时产生的高温会引表面层的金相组织变化。不同的金相组织有不同的密度,表面层金相组织变化的结果造成了体积的变化。表面层体积膨胀时,因为受到基体的限制,产生了压应力;反之,则产生拉应力。 总之,残余应力即消除外力或不均匀的温度场等作用后仍留在物体内的自相平衡的内应力。机械加工和强化工艺都能引起残余应力。如冷拉、弯曲、切削加工、滚压、喷丸、铸造、锻压、焊接和金属热处理等,不均匀塑性变形或相变都可能引起残余应力。残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂,经淬火或磨削后表面会出现裂纹。残余应力的存在有时不会立即表现为缺陷。当零件在工作中因工作应力与残余应力的叠加,而使总应力超过强度极限时,便出现裂纹和断裂。零件的残余应力大
第1 页 共 2页 残余应力检测方法概述 目前国际上普遍使用的残余应力检测方法种类十分繁多,为便于分类,人们往往根据测试过程中被测样品的破坏与否将测试方法分为:应力松弛法(样品将被破坏)和无损检测法(样品不被破坏)两类。以下我们简单归纳了现阶段较为常用的一些残余应力检测方法。 一、常见的残余应力检测方法: 1. 应力松弛法 (1) 盲孔法 该方法最早由Mather 于1934年提出,其基本原理就是通过孔附近的应变变化,用弹性力学来分析小孔位置的应力,孔的位置和尺寸会影响最终的应力数值。由于这类设备操作起来非常简单,近年来被广泛使用。 (2) 切条法 Ralakoutsky 在1888年提出了采用该方法测量材料的残余应力。在使用这种方法时需要沿特定方向将试件切出一条,然后通过测量试件切割位置的应变来计算残余应力。 (3) 剥层法 该方法是通过物理或化学的方法去除试件的 一层并测量其去除后的曲率,根据测定的试件表面曲率变化就能计算出残余应力。该方法常用于形状简单的试件,且测试过程快捷。 2. 无损检测方法 (1) X 射线衍射法 X 射线方法是根据测量试件的晶体面间距变化来确定试件的应变,进而通过弹性力学方程推导计算得到残余应力,目前最被广泛使用的是Machearauch 于1961提出的sin2ψ方法。日本最早研制成功了基于该方法的X 射线残余应力分析仪,为该方法的推广做出了巨大的贡献。 (2) 中子衍射法。 中子衍射方法的原理和X 射线方法本质上是一样的,都是根据材料的晶体面间距变化来求得应变,并根据弹性力学方程计算残余应力。但中子散射能量更高,可以穿透的深度更大,当然中子衍射的成本也是最昂贵的。 (3) 超声波法。 该方法的物理和实验依据是S.Oka 于1940年发现的声双折射现象,通过测定声折射所导致的声速和频谱变化反推出作用在试件上的应力。试件的晶体颗粒及取向会影响数据的准确度,尽管超声波方法也属无损检测方法,但其仍需进一步完善。 二、最新的残余应力检测方法 cos α方法早在1978年就由S.Taira 等人提出, 但真正应用于残余应力测试设备中还是近几年的事情。日本Pulstec 公司于2012年研制出了世界上首款基于cos α方法的X 射线残余应力分析仪,图1是设备图片(型号:μ-x360n )。
表面残余应力 胡宏宇 (浙江工业大学机械工程学院,浙江杭州 310032) 摘要:残余应力主要是由构件内部不均匀的塑性变形引起的。各种工程材料和构件在毛坯的制备、零件的加工、热处理和装配的过程中都会产生不同程度的残余应力。残余应力因其直观性差和不易检测等因素往往被人们忽视。残余应力严重影响构件的加工精度和尺寸稳定性、静强度、疲劳强度和腐蚀开裂。特别是在承力件和转动件上,残余应力的存在易导致突发性破坏且后果往往十分严重。因此,研究残余应力的产生机理、检测手段、消除方法以及残余应力对构件的影响[1]。 关键词:残余应力;切削变形;磁测法;喷丸强化; Surface residual stress (S chool of mechanical engineering,Zhejiang University of Technology,Hangzhou 310032,China) Abstract:Residual stress is mainly caused by the uneven plastic deformation of component. All kinds of engineering materials in the preparation of blank, parts and components processing, heat treatment and assembly process will produce different degree of residual stress. Residual stress because of its intuitive factors such as poor and difficult to detect is often neglected. Seriously affect the residual stress of component machining precision and dimension stability, static strength, fatigue strength and corrosion cracking. Especially on the bearing and rotating parts, the existence of the residual stress can lead to sudden destruction and the consequences are often very serious. Therefore, to study the mechanism of residual stress, detection means, elimination method and the influence of residual stress of components。 Key words:Residual stress;machining deflection;magnetic method;Shot peening strengthening; 前言 随着现代制造技术的发展,大飞机、高铁、核设施等大型设备相继出现;这些设备具有高速、重载和长时间运行的特点,其零部件工作环境恶劣、复杂,且往往对安全性有着极其苛刻的要求,因而对这些设备的关键部件,如轴承、曲轴、传动轴的疲劳寿命和可靠性也有很高的要求,对它们的疲劳寿命预测 和分析成为研究的重点. 金属切削加工是一个伴随着高温、高压、高应率的塑性大变形过程, 在已加工表面上存在着相当大 的残余应力; 同时又由于切削过程切削力和切削热作用及刀具与工件的摩擦等综合因素的影响, 使得零件内部初始的残余应力重新分布并与表面层残余应力耦合作用形成新的残余应力分布规律。残余应力以平衡状态存在于物体内部, 是固有应力域中局部内应力的一种。残余应力是一种不稳定的应力状态, 当物体受到外力作用时, 作用应力与残余应力相互作用, 使其某些局部呈现塑性变形, 截面内应力重新分配; 当外力作用去除后, 整个物体由于内部残余应力的作用将发生形变。 根据理论分析和实验研究的结果,工件的疲劳寿命和加工表面的残余应力状态有重要的关系:残余压应力能抑制工件的疲劳破坏,延长疲劳寿命;残余拉应力则相反,会加速疲劳破坏的出现[2].因此,了解
为什么会有残余应力 金属材料在产生应力的条件消失后,为什么有部分的应力会残留在物体内?为什么这些应力不会随外作用力一起消失? 金属材料在外力作用下发生塑性变形后会有残余应力出现!而只发生弹性变形时却不会产生残余应力. 原因:金属在外力作用下的变形是不均匀的,有的部位变形量大,而有的部位小,它们相互之间又是互相牵连在一起的整体,这样在变形量不同的各部位之间就出现了一定的弹性应力-----当外力去除后这部分力仍然存在,就是所谓的残余应力.根据它们存在的范围可分为:宏观应力\微观应力和晶格畸变应力.注意它们是在一定范围存在的弹性应力. 残余应力不只是金属有,非金属也存在,比如混凝土构件。残余应力的根源在于卸载后受力物体变形的不完全可逆性。 金属残留在物体内的应力是由分子间力的取向不同导致的。外力撤销后,外力所造成的残余变形导致了残余应力。通常用热处理、时效处理来消除残余应力。因为材料受外力作用后,金属的组织产生晶格变形,并不会随外力消失而恢复。所以会产生残余应力。组织产生晶格变形了,自身储存了一些能量但级别又克服不了别的晶格的能量。所以就回有残余应力。 我们真正关心的是零件加工后的质量。由于毛坯制造过程中会造成较大的残余应力,而这些零件毛坯中处于“平衡”状态的残余应力在加工之前不引起毛坯明显变形。当零件加工之后,原来毛坯中残余应力的“平衡状态”被打破,应力释放出来,会造成零件很快变形而失去应有的加工精度。减小毛坯中因制造而残留在毛坯内部残余应力对零件加工质量的影响,通常要进行消除应力的热处理,对要求精度高的零件要在粗加工后进行人工时效处理,加快残余应力的重新分布面引起的变形过程,然后再精加工。不仅对细长轴,而且包括所有要经过冷校直的零件(如型钢、导轨),应当注意残余应力对零件加工精度的影响。影响高精度零件质量的残余应力主要是在加工过程中产生的。在切削过程中的残余应力由机械应力和热应力两种外因引起。机械应力塑性变形是切削力使零件表层金属产生塑性变形,切削完成后又受到里层未变形金属牵制而残留拉应力(里层金属产生残余压应力)。第三变形区内后刀面与已加工表面的挤压与摩擦又使表面金属产生残余压应力(里层金属产生残余拉应力)。如果第一变形区内应力造成的残余应
残余应力的产生、释放与测量 一、残余应力的产生 产生残余应力的原因归结为三类:一是不均匀的塑性变形;二是不均匀的温度变化;三是不均匀的相变。 根据产生残余应力机理的不同,可将其分为热应力和组织应力,车轴热处理后的残余应力是热应力与组织应力的综合作用结果。由于构件内、外部温度不均,引起材料的收缩与膨胀而产生的应力称为“热应力”。热应力是由于快速冷却时工件截面温差造成的,淬火冷却速度与工件截面尺寸共同决定了热应力的大小。在相同冷却介质的情况下,淬火加热温度越高、截面尺寸越大、钢材热导率和线膨胀系数越大,均能导致淬火件内外温差增大,热应力越大。而加工过程中,由工件内外组织转变的时刻不同多引起的内应力成为“组织应力”。淬火时,表层材料先于内部开始马氏体的相变,并引起体积膨胀,由于表层的体积膨胀受到未转变的心部的牵制,于是在试样表层产生压应力,心部产生拉应力。随着冷却的进行,心部体积膨胀有收到表层的阻碍。随着心部马氏体相变的体积效应逐渐增大,在某个瞬间组织应力状态暂时为零后,式样的组织应力发生反向,最终形成表层为拉应力而心部为压应力的应力状态。组织应力大小与钢的含碳量、淬火件尺寸、在马氏体转变温度范围内的冷却速度、钢的导热性及淬透性、加热温度、保温时间等因素有关。 二、残余应力的释放 针对工件的具体服役条件,采取一定的工艺措施,消除或降低对
其使用性能不利的残余拉应力,有时还可以引入有益的残余压应力分布,这就是残余应力的调整问题。 通常调整残余应力的方法有: ①自然时效 把工件置于室外,经气候、温度的反复变化,在反复温度应力作用下,使残余应力松弛、尺寸精度获得稳定。一般认为,经过一年自然时效的工件,残余应力仅下降2%~10%,但工件的松弛刚度得到了较大地提高,因而工件的尺寸稳定性很好。但由于时效时间过长,一般不采用。 ②热时效 热时效是传统的时效方法,利用热处理中的退火技术,将工件加热到500~650℃进行较长时间的保温后再缓慢冷却至室温。在热作用下通过原子扩散及塑性变形使内应力消除。从理论上讲采用热时效,只要退火温度和时间适宜,应力可以完全消除。但在实际生产中通常可以消除残余应力的70~80%,但是它有工件材料表面氧化、硬度及机械性能下降等缺陷。 ③振动时效 振动时效是使工件在激振器所施加的周期性外力作用下产生共振,松弛残余应力,获得尺寸精度稳定性。也就是在机械的作用下,使构件产生局部的塑性变形,从而使残余应力得到释放,以达到降低和调整残余应力的目的。其特点是处理时间短、适用范围广、能源消耗少、设备投资小,操作简便,因此振动时效在70年代从发达国家引进后
地质构造应力场分析方法与原则 发表时间:2019-01-04T10:34:05.383Z 来源:《基层建设》2018年第34期作者:郭建锐[导读] 摘要:构造应力场是地球动力学重要组成部分,是地壳动力学的主体部分,其研究对于构造分析研究、地震分析预报、工程抗震等领域都有着十分重要的理论和实践意义。 赤峰市利拓矿业有限公司内蒙古赤峰市 024000摘要:构造应力场是地球动力学重要组成部分,是地壳动力学的主体部分,其研究对于构造分析研究、地震分析预报、工程抗震等领域都有着十分重要的理论和实践意义。本次研究针对地质构造应力场的测量方法水力压裂法、井壁崩落法、磁组构法进行分析,并对地质构造应场力分析原则进行阐述,继而进一步丰富构造应力场的理论。 关键词:地质构造;构造应场力;应场力引言:构造应力场就是在一个空间范围内构造应力的分布。构造应力场是作用在地壳某一地区内部的和由于这一地区某种变形的构造单元的发育而出现的应力总和。应力场是一种物理场,它和其他物理场,如重力场、电滋场、位势场等一样,也是物质存在的一种形式。场不是空间,而是在空间范围内某个物理量的按势分布。随着时间的变化,场内各点的强度和方向也将发生变化。构造应力场是地球动力学重要组成部分,是地壳动力学的主体部分,其研究对于构造分析研究、地震分析预报、工程抗震等领域都有着十分重要的理论和实践意义。 1.地质构造应力场概述 构造应力场概念是由我国地质学家李四光率先提出的。1947年李四光提出用构造形迹反推构造应力场,并研究各种不同力学性质的构造形迹与应力方向、应力作用方式之间的相互关系。1940年格佐夫斯基也提出研究构造应力场,并把用赤平投影求主应力轴方向的方法引进构造应力场的研究。1950年一1996年国内外地质工作者结合地震地质的研究工作开展了构造应力测量,经多年努力,通过野外与室内实测证实了构造应力的存在,并探索、研究了行之有效的构造应力测量技术方法,完善了构造应力测量的理论基础,建立了可靠的测量技术方法和数据处理系统。万天丰(1999)、武红岭(1999,2003)等将矿场构造应力场研究的方法延伸到盆地构造研究领域,取得了人量的研究认识和资料,极大地丰富了构造应力场研究理论,也为盆地构造应力场研究积累了丰富的地质认识和方法。1970年构造应力场的研究有长足进展,逐渐深入到地质学的多个领域。1980年以后,构造应力场问题越来越受到国内外地质学界的重视,研究内容多涉及板块、大陆,大洋地区的构造应力场。1990年以来,全球大陆与海洋科学钻探计划开始研究现今构造应力和古应力状态和岩石圈动力学问题。 2.地质构造应力场分析方法 构造应力场研究的主要内容是在确定各地的点应力状态(应力方向和应力大小)的基础上,研究在一定区域范围内各个构造活动时期的构造应力分布特征。古应力测量可通过构造形迹分析法、古地磁法、节理测量法来确定古构造应力作用方向,利用声发射法。晶格位错法等可确定古地应力值的大小(导致地层变形时的最大水平古应力)。现今应力测量可利用震源机制解法、水力压裂法、井壁崩落法等来确定现今构造应力最大主应力方向,利用声发射法、经验公式法可确定现今地应力大小。 2.1.1水力压裂法 水力压裂测量地应力的方法首先在美国发展起来,1977年B.Haimson在井深5.1Km处进行了水力压裂地应力测量。我国学者葛洪魁(1998)、康红普(2014)均在研究中采用水力压裂测量法进行验证。水力压裂(Hydraulic fracturing)地应力测量是通过在井眼周围地层中诱发人工裂缝来获取地应力的一种方法,测试精度受多种因素的影响,如测试层位筛选、施工仪器设备、施工方案的选择以及测试数据的分析等。 2.1.2井壁崩落法 井壁崩落椭圆法的理论依据为崩落椭圆是由地壳内的构造应力场形成的,所以二者之间存在确定的关系。它的基本原理是,由于地壳内存在水平差应力,致使钻井壁形成应力集中,在垂直于最大水平主应力(压应力为正)方向的井壁端切向应力最大,当该处切向应力达到或超过岩石的破裂极限强度时,即发生破裂,从而形成井壁崩落椭圆。1970年加拿大Bell在研究阿尔伯达油田四臂井径测量的地层倾角测井资料后,发现井眼扩大方向与区域内的最小水平主应力方向平行,Gough等也发现了这种现象。1985年,Zoboek使用井下电视观测证实了Boll的发现,并与B.Haimson等人对井眼崩落机制进行研究,说明了井壁崩落法是测量水平主应力方向的可行方法。shulnberger测井公司研究应用测井资料解释地层压力问题,并用于解释石油工程中的地层破裂压力、地层坍塌压力及油层出砂等问题。这种用测井资料解释地应力剖面的方法,己经能够解决石油工程中的许多问题。 2.1.3磁组构测量法 磁组构是指磁性颗粒或晶格的定向排列或组合,其实质是岩石磁化率各向异性。岩石磁化率各向异性是指岩石的磁化强度随方向的变化性质,包括感应磁化率各向异性与剩余磁化率各向异性。GrahamJ.w(1954)提出,儿乎所有岩石都可以观测到磁各向异性。研究表明,岩石的磁化率一般表现为磁化率数量椭球的形状和方向。椭球可以反映岩石内部铁磁性颗粒长轴的主要分布方向,与沉积搬运和充填方式、岩浆岩流动构造、变质岩类型和变质程度、页理、线理、褶皱轴方向等存在一定对应关系,是地史时期定向应力和温度作用的结果,是岩组分析和有限应变测量的重要手段之一。 3.地质构造应力场分析原则 3.1时间局限性原则 一般认为根据不同构造形变的切错和叠加等关系可以确定构造应力场的分期,即相对活动次序。可以根据组成构造形变的最新地层时代和角度不整合面之上的最老上覆地层的时代,来确定构造应力场作用的大致时间。如果有地层或侵入体同位素年代的资料时,构造应力作用的时间可以确定得更准确些。即使如此,构造应力作用的时间还是不可能确定得十分精确。 如果已知组成某一构造形变的最新地层年代和侵蚀了构造形变的不整合面之上的最老上覆地层的年代,构造形变肯定是在不整合形成期间发生的;但两个沉积地层的年代之间,发生了许多变化:老地层沉积之后要下沉、硬结成岩;受构造应力作用后造成构造形变;隆起遭受剥蚀;地壳重新下降,接受新的沉积。可以看出在整个不整合的形成过程中造成构造形变的构造应力作用只局限在一个较短的时间内。如果再考虑到同位素年代的不精确性(由于采样、测试方法等原因),要准确测定构造应力作用的时间实际上目前还难以实现。 3.2空间动态性原则
/prep7 et,1,55 !设置耐火材料属性 !导热系数 mptemp,1,20,100,200,300,400,500 mptemp,7,600,800,1000,1200,1400,1600 mptemp,13,1800 mpdata,kxx,1,1,1.28,1.3207,1.3614,1.4021,1.442,1.4835 mpdata,kxx,1,7,1.5242,1.6056,1.687,1.7684,1.8498,1.9312 mpdata,kxx,1,13,2.0126 mptemp,1,20,100,200,300,400,500 mptemp,7,600,800,1000,1200,1400,1600 mptemp,13,1800 !比热容 mpdata,c,1,1,842,866,895,924,954,983 mpdata,c,1,7,1012,1071,1130,1188,1247,1305 mpdata,c,1,13,1364 !密度,弹性模量,泊松比,膨胀系数 MPTEMP,1,20 MPDATA,DENS,1,,3300 MPDATA,ALPX,1,,0.0000106 MPDATA,EX,1,,200000000000 MPDATA,PRXY,1,,0.3 !钢材材料属性 MP,KXX,2,60.5 MP,c,2,470 MP,DENS,2,7850 MP,ALPX,2,0.000012 MP,EX,2,200000000000 MP,PRXY,2,0.3 RECTNG,0,1,0,1, RECTNG,1,2,0,2, RECTNG,2,3,0,2, AADD,1,2 aglue,all
XRD 在残余应力分析中的应用 摘要 X 射线衍射测量残余应力的原理是以测量衍射线位移作为原始数据,所测量的结果实际上是残余应变,而残余应力是通过虎克定律由残余应变计算得到的。 关键词 X 射线衍射 残余应力 XRD 0.引言 X 射线衍射在残余应力分析中具有重要的作用。X 射线应用在残余应力的分析中,是科技的一项重大突破。其中在:定量分析轴承和内燃机喷射器部件中的残余奥氏体;检测输片惰性轮中的残余应力;检测汽车发动机部件的残余应力(凸轮轴、连杆、发动机轴、均衡器);检测由于全回火引起的残余应力(家用电器、结构部件);检测气体传导时所存在的工作压力;检测大幅度拉伸结构件中的工作应力;通过检测应力来测量工件喷丸和轧制的效率;检测铸件的残余应力(机械工具铸铁件和汽车铸铝部件);检测焊接引起的应力(激光和电焊);研究铝合金汽车轮廓中的残余应力和应力阻抗的关系;优化切削去除的工作参数以提高机械部件的应力阻抗;检测螺旋式和叶式弹簧的残余应力;研究加上工作载荷后的临界区域(武器和航空)等很多领域都有贡献。 1.X 衍射射线分析 1.1 原理简介 X 射线衍射分析是利用晶体形成的X 射线衍射,对物质进行内部原子在空间分布状况的结构分析方法。将具有一定波长的X 射线照射到结晶性物质上时,X 射线因在结晶内遇到规则排列的原子或离子而发生散射,散射的X 射线在某些方向上相位得到加强,从而显示与结晶结构相对应的特有的衍射现象,图1为X 射线衍射的产生。衍射X 射线满足布拉格(W.L.Bragg )方程:λθn d =sin 2 式中:λ是X 射线的波长;θ是衍射角;d 是结晶面间隔;n 是整数。波长λ可用已知的X 射线衍射角测定,进而求得面间隔,即结晶内原子或离子的规则排列状态。将求出的衍射X 射线强度和面间隔与已知的表对照,即可确定试样结晶的物质结构,此即定性分析。从衍射X 射线强度的比较,可进行定量分析。本法的特点在于可以获得元素存在的化合物状态、原子间相互结合的方式,从而可进行价态分析,可用于对环境固体污染物的物相鉴定,如大气颗粒物中的风砂和土壤成分、工业排放的金属及其化合物(粉尘)、汽车排气中卤化铅的组成、水体沉积物或悬浮物中金属存在的状态等等。]1[ 图1 X 射线衍射的产生 1.2 应用——物相分析
2.测试方法 目前常用的残余应力测试方法主要有三种:一是盲孔法,二是X射线衍射法,三是磁弹性法。 盲孔法需在工件表面测量部位钻φ1.5~2mm深2mm的小孔(粘贴专用应变花),通过测读释放应变确定残余应力的大小,所测应力为孔深范围内的平均应力,同一测点无法重复测量比较; X射线衍射法可以做到无损测试,但由于X射线穿透力有限,一般只能测出几个微米范围内平均应力; 磁弹性法是近几年发展较快应用比较成熟的一种残余应力测试方法,具有方便、无损、快速、准确的特点。 对采用盲孔法和X射线衍射法检测残余应力,施工强度大,测量精度难以保证。尤其盲孔法不能对同一位置进行重复性测量,测量数据的符合性差。因此,三峡发电机组转子圆盘支架焊缝残余应力的测试采用了磁弹法技术。 残余应力的测量方法 残余应力的测量方法可以分为有损和无损两大类。 有损测试方法就是应力释放法,也可以称为机械的方法;无损方法就是物理的方法。 机械方法目前用得最多的是钻孔法(盲孔法),其次还有针对一定对象的环芯法。 物理方法中用得最多的是X射线衍射法,其他主要物理方法还有中子衍射法、磁性 法和超声法。 X射线衍射法依据X射线衍射原理,即布拉格定律。布拉格定律把宏观上可以准确测 定的衍射角同材料中的晶面间距建立确定的关系。材料中的应力所对应的弹性应变必然表征 为晶面间距的相对变化。当材料中有应力σ存在时,其晶面间距d 必然随晶面与应力相对 取向的不同而有所变化,按照布拉格定律,衍射角2θ也会相应改变。因此有可能通过测量 衍射角2θ随晶面取向不同而发生的变化来求得应力σ。从这里可以看出X射线衍射法测定 应力的原理是成熟的,经过半个多世纪的历程,在国内外,测量方法的研究深入而广泛,测 试技术和设备已经比较完善,不但可以在实验室进行研究,可且可以应用到各种实际工件, 包括大型工件的现场测量。
涂层残余应力预测解析模型:平面几何模型 热喷涂涂层:熔化的金属颗粒高速碰撞基板然后快速冷却(淬火),在几毫秒时间内冷却。形成大的拉应力。蠕变和屈服是主要的应力释放的机理。 一个典型的预测热喷涂涂层残余应力分布的数学模型。 1 模型公式 建立在平面几何的基础之上。 1.1 沉积应力 1.1.1 第一层 应变(1)σq——内(淬火)应力;E d——杨氏模量 假设每一个部位产生的应变是不相等的,并产生反作用力F(图1),于是有 (2) 可以写为(3) 在涂层形成一个很大的拉应力,同时,在基板上上产生一个对等的平衡的反作用力——压应力。 形成弯矩(banding moment)(4) 中性层δ1 (5) Composite beam stiffness
(6) 平衡弯矩M1,产生曲率变化,κ1-κ0 (7) 通常,κ0可以处理为零。如果涂层在凹面,则曲率是可以明确的。图1的情况。 假设双向应力相等(σx =σz),厚度方向应力可以忽略(σy =0)。 由泊松效应(Poisson effect),σz将在x方向导致一个应变。X方向的net应变可以写为 (8) 于是,x方向的应力应变关系可以表示为: (9) Effective young’s modulus value. 由于仅考虑弹性状态,因此,基板内沿着厚度方向的应力变化应该是线性的,只需要计算基板的底部和顶部的应力即可。从材料力学可以计算: (10) (11) 于是,可以得出涂层第一层中部的应力: (12) 1.1.2 第二层 考虑在基板(镀层)上冲击形成第二层,如图2所示。
不等应变的大小与前面相同。平衡应变改为: (13) 该式中,F2是作用在前面的镀层与基板构成的复合板上的,其中性层δ1如图1所示。这一层与基板具有相同的应变,E2e是等效杨氏模量: (14) 代入上式,可以得到F2的表达式: (15) F2分摊在镀层第一层和基板中。 作用在基板上的力为: (16) 同样,作用第一层镀层上的力为: (17) 显然地,F2s和F2w都是压应力。在镀层的第二层上存在与F2大小相等的拉应力。 大小相等方向相反的力对形成力矩M2: (18) 平衡弯矩M2,产生曲率变化,κ2-κ1 (19) 组合板的硬度(强度)可以写为: (20) 而且可以确定δ2为: (21)
焊接残余应力的测试 一、实验目的 1.了解ASM1.0全自动应力、应变监测记录仪的结构和工作原理。 2.掌握应力释放法的测试原理及操作技术。 二、实验原理 焊接残余应力的测量方法,按其原理可分为应力释放法、物性变化法(X 射线法、磁性法)等,应力释放法又可分为小孔法(即盲孔法)、套孔法与梳状切条法(及全释法)。本实验采用小孔法进行测量。 对板钻小孔可以评价释放的径向应变。在应力场中去一直径为d 的圆环,并在圆环上粘贴应变片,在圆环的中心处钻一直接为d 0的小孔(图1),由于钻孔使应力的平衡受到破坏,测出孔周围的应力变化,就可以用弹性力学的理论来推算出小孔处的应力。设应变片中心与圆环中的连线与x 轴的夹角为α,其释放的径向应变r ε和钻孔释放的残余应力之间的关系,可按照带孔无线板的弹性理论,同时承受双轴薄膜应力x σ和y σ(理解为主应力)的条件求解。 ()()y x r B A B A σασαεcos cos +++= 2 021? ? ? ??+-=d d E A μ ??? ??? ????? ??-??? ??++-=4 02031421d d d d E B μμ 图1 小孔法所用的应变花示意图 为了完全确定未知的双轴残余应力状态(两个主应力σ1和σ2,以及主应力方向β),必须至少在圆环上的三个不同测量方向评价释放的径向应变r ε(如采用三个应变片组成的应变花)。常用的应变花布置是?=0α、?=45α和?=90α(对应00ε、45ε和90ε)。 ()()20090452009000 902,1--2-B 41 A 4εεεεεεε σ+±+=
三、实验设备及器材 1. ASM1.0全自动应力、应变检测仪一台 2. 残余应力打孔装置一台 3. 焊接铝板一块 4. 应变片、瞬干胶水若干 四、实验方法与步骤 1.将待测部位用砂纸磨至表面光亮,用酒精进行清洗,清除待测部位表面的杂志和氧化物,直到准备粘贴应变片的部位干净为止。 2.将502速干胶均匀涂于应变片背面,迅速把应变片粘在所测位置,轻压使其与工件表面紧密结合,应变片与金属之间无气泡无脱胶现象。 3.将应变片末端引线与应变仪连接的导线焊接。注意应使所有应变片的导线长度保持一致,以免产生电阻值的差异导致测量不准。将应变仪调零,用万用表检查应变片与工件绝缘程度和阻值变化情况。 4.设置残余应力相应参数,用直径为2.0mm的砖头在应变片中心处打出深2.0mm的盲孔,记录残余应力数据。 五、实验数据记录 六、实验结果整理及分析 1. 焊接残余应力测试过程中哪些因素容易引起测量误差?如何减小误差? 1、应变片的粘贴质量。应变片粘贴不好会引起数据漂移和精度下降。
《应力场分析与裂缝预测》教学大纲 (2004年制定,2012年第二次修改) 课程名称:应力场分析与裂缝预测 课程英文名称:Stress Field Analysis and Fracture Prediction 课内学时:32 课程学分:2 课程性质:学位课开课学期:每学年第一学期 教学方式:课堂讲授考核方式(考试/考查):考试 大纲执笔人:曾联波主讲教师:曾联波 师资队伍:曾联波、童亨茂、陈书平 一、课程内容简介 《应力场分析与裂缝预测》是地质学专业和资源勘探与地质工程专业硕士研究生的一门专门课程。讲授古、现应力场和储层裂缝的研究方法及其在油气勘探与开发中的应用,包括应力与应力场的基础概念、古构造应力场分析方法、现今地应力测量方法、裂缝的基础知识,裂缝定量预测方法、古应力场在油气勘探中的应用、现今地应力和裂缝在低渗透油气田开发中的应用。本门课程为32学时,2学分。 二、课程目的和基本要求 课程的目的是培养学生掌握古、今应力场分析与储层裂缝预测的基本理论和方法分析油田应力场分布及进行储层裂缝预测的基本能力。《应力场分析与裂缝预测》课程涉及构造地质学、地质力学、储层地质学、岩石力学、石油地质学和油气藏工程等多方面的基本知识,要求学生系统学习了大学本科地质类专业的构造地质学、固体力学、石油地质学和储层地质学等课程。 学完本课程后,应达到以下基本要求: 1.了解应力、应力场和裂缝的基本概念及基本分布特征; 2.掌握古应力场研究方法及进展,并能运用这些基本方法分析油田古应力场分布和指导油气勘探; 3.掌握现今地应力测量方法,并能运用这些方法分析低渗透油气田的地应力分布和指导油气田开发。 4. 掌握储层裂缝的研究和预测方法,并能运用这些方法研究和预测低渗透储层裂缝的分布规律。 三、课程主要内容 §1. 应力场分析和裂缝预测的基础知识(4学时) §1.1应力、应力场和裂缝的基本概念。 §1.2应力场和裂缝研究的基本内容与方法。 §1.3应力场分析和裂缝预测的研究现状与发展趋势。 §1.4应力场分析和裂缝预测的研究意义。 §2. 现今地应力测量方法(4学时) §2.1现场地应力测量方法。 §2.2岩心地应力测量方法。 §2.3测井地应力分析方法。 §2.4地应力的分布规律及影响因素 §3. 古构造应力场分析方法(6学时) §3.1古构造应力方向分析方法。
一篇关于切削加工表面残余应力研究的好文章 残余应力主要是由构件内部不均匀的塑性变形引起的。各种工程材料和构件在毛坯的制备、零件的加工、热处理和装配的过程中都会产生不同程度的残余应力。残余应力因其直观性差和不易检测等因素往往被人们忽视。残余应力严重影响构件的加工精度和尺寸稳定性、静强度、疲劳强度和腐蚀开裂。特别是在承力件和转动件上,残余应力的存在易导致突发性破坏且后果往往十分严重。因此,自20世纪50年代以来国内外技术人员花费了大量的精力研究残余应力的 产生机理、检测手段、消除方法以及残余应力对构件的影响。Guo 等通过试验的方法研究了车削和磨削产生的不同性质 的残余应力对工件疲劳强度的影响;Seo等通过试验和有限元模拟的方法揭示了在车轮制造和火车刹车过程中引起的 残余应力和火车车轮疲劳寿命之间的代数关系;Liu 等用试验的方法研究了残余应力对滚动接触疲劳强度的影响[4];董辉跃等研究了材料去除过程中残余应力的重新分布及该过 程所引起的工件变形;孙杰等基于理论计算和有限元模拟, 研究了毛坯的初始残余应力对大型整体结构件数控加工变 形的影响;Hiroyuki 等研究了不同加工参数引起的残余应力对零件疲劳强度的影响[7],并且结合正交切削模型和刀尖圆角压痕模型建立了残余应力预测模型;王立涛对于铣削加工
航空框类整体结构件时的残余应力和变形机理进行了研究,并将研究成果应用于实际生产。在机械加工过程中残余应力的存在不仅影响零件的加工精度而且影响零件的使用性能 和寿命。因此,充分了解残余应力产生的机理并掌握残余应力测量和消除方法对于充分利用残余应力的有益的一面,避免残余应力带来的危害以及改进加工工艺,延长工件的使用寿命和确保安全生产是十分有意义的。本文主要研究了切削加工过程中残余应力产生的机理,并对残余应力的测量方法以及残余应力的调整和消除手段进行了较为系统的阐述和 比较,提出了在残余应力检测和消除领域的一些建议,为进一步研究提供参考和借鉴。 残余应力的定义和分类1 残余应力的定义残余应力是指在 没有外力作用于物体时,物体内部保持平衡的应力。在没有外力的作用下,物体内部保持平衡的应力称为固有应力,残余应力是固有应力的一种。现在用一个简单的例子说明残余应力的产生。假设图1中3根弹簧在自由状态下的长度分别为L1、L2、L3,弹性常数为c。用两块刚性板将3 根弹簧连接后的长度为L,并且连接之后整个系统不受外力的影响。设连接后3根弹簧上产生的力分别为F1、F2、F3,这时的 F1、F2、F3 就相当于这个系统的残余应力且F1+F2+F3=0。 2 残余应力的分类(1)根据残余应力影响的程度把残余应力分为宏观应力和微观应力。197 3 年德国学者E.