序号频次缺陷分类
1每件MI 21份/批CR 3全数MI 3全数CR 4
全数MA 全数MA 全数MA 全数
MA
全数MA
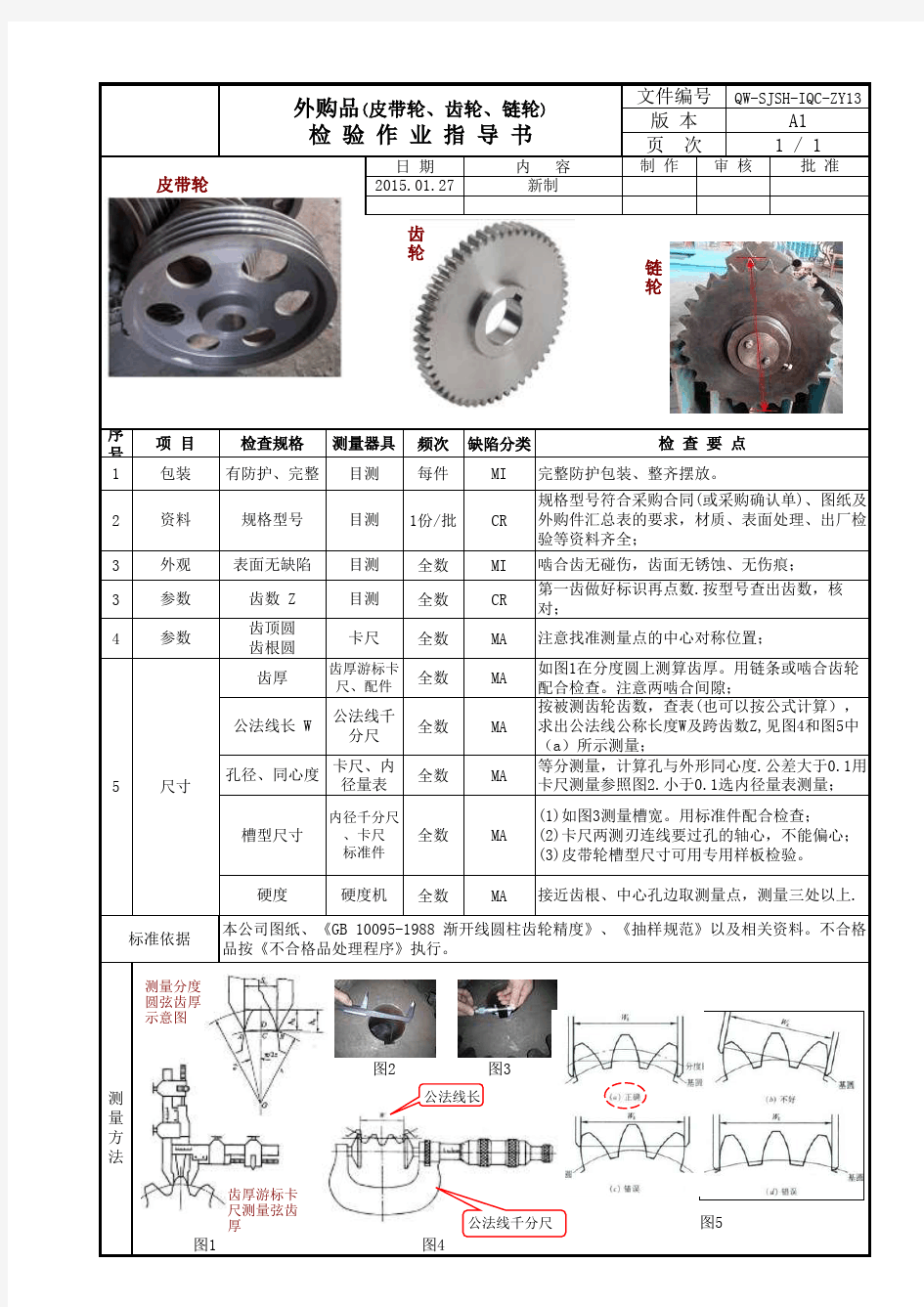
图2
图3
图5
图1图4
规格型号符合采购合同(或采购确认单)、图纸及外购件汇总表的要求,材质、表面处理、出厂检验等资料齐全;
包装有防护、完整啮合齿无碰伤,齿面无锈蚀、无伤痕;目测目测规格型号外观目测齿厚游标卡尺、配件
本公司图纸、《GB 10095-1988 渐开线圆柱齿轮精度》、《抽样规范》以及相关资料。不合格品按《不合格品处理程序》执行。
孔径、同心度
卡尺、内径量表
等分测量,计算孔与外形同心度.公差大于0.1用卡尺测量参照图2.小于0.1选内径量表测量;硬度机齿数 Z 目测公法线长 W 参数
尺寸
第一齿做好标识再点数.按型号查出齿数,核对;
全数按被测齿轮齿数,查表(也可以按公式计算),求出公法线公称长度W及跨齿数Z,见图4和图5中(a)所示测量;
公法线千分尺注意找准测量点的中心对称位置;
新制
制 作
文件编号页 次
外购品(皮带轮、齿轮、链轮)检 验 作 业 指 导 书
2015.01.27
内 容日 期审 核
内径千分尺、卡尺标准件
(1)如图3测量槽宽。用标准件配合检查;
(2)卡尺两测刃连线要过孔的轴心,不能偏心;(3)皮带轮槽型尺寸可用专用样板检验。MA
接近齿根、中心孔边取测量点,测量三处以上.
如图1在分度圆上测算齿厚。用链条或啮合齿轮配合检查。注意两啮合间隙;
QW-SJSH-IQC-ZY13
1 / 1
版 本A1批 准
测量方法
标准依据
齿厚硬度
5槽型尺寸检 查 要 点
表面无缺陷齿顶圆齿根圆资料卡尺
项 目检查规格测量器具完整防护包装、整齐摆放。
参数链轮
皮带轮
齿轮
公法线千分尺
公法线长
齿厚游标卡尺测量弦齿厚
测量分度圆弦齿厚示意图