穿孔等离子弧焊接技术研究*
中航一集团625所 朱轶峰 张 慧 董春林 邵亦陈
文摘论述了等离子弧焊接的新进展,介绍一脉一孔的等离子弧焊接工艺、正面弧光传感器、焊接质量模糊控制系统以及采用该系统进行的焊接质量控制的初步试验结果。研究表明在不锈钢等离子弧焊接过程中,采用该系统可以提高等离子弧焊接焊缝的质量。
主题词等离子弧焊一脉一孔弧光传感模糊控制
1 引言
进入21世纪,航空航天制造业对焊接技术提出了更高要求,人们在追求低成本高强度的焊接结构时对穿孔等离子弧焊接产生了新的兴趣。
等离子弧能量密度高、射流速度大、等离子流力强 [1],穿孔等离子弧焊接(K-PAW)时等离子弧穿透工件形成小孔,随着小孔的弥合形成焊缝。对于国防工业中常用金属材料如高强钢、高温合金、钛合金、不锈钢等,在中厚度(3~10mm)范围与钨极氩弧焊相比,PAW具有更佳的工艺焊接性,接头内部缺陷率降低、焊件变形减小、焊接效率提高。“单面焊接双面成形”是K-PAW的典型特征,特别适合密闭容器、小直径管焊缝等背面难于施焊的结构件焊接。
但是穿孔等离子弧焊接过程的稳定性及焊接工艺参数的再现性始终是摆在焊接科研人员面前的难题,制约着等离子弧焊接技术的工程应用。本研究通过采用优化工艺参数、脉冲焊接工艺方式以及增加质量控制的手段提高等离子弧焊接的工艺裕度、提高离子弧焊接过程的稳定性。
2 试验系统
建立一个能够满足焊接试验、参数实时采集、实时控制的完整的试验系统,是本研究课题的基础。
2.1 焊接电源
目前国内使用的等离子弧焊接电源中,以晶体管、可控硅电源为主,新型的IGBT电源还处于研究阶段,电源输出的稳定性难以保证,成为影响焊接质量稳定性的因素之一。
同时考虑到逆变电源的控制响应时间较快等因素,选用进口的等离子焊接电源及焊枪,逆变频率可达 32kHz,能够提供较好的输出特性,便于实现自动焊。
2.2 焊接夹具
自动等离子弧焊接工艺对焊接夹具的压紧均匀性、焊缝对中有一定要求,为此我们自行设计研制了具有琴键式压紧纵缝、机械对中装置的LCAW-2型纵缝和环缝自动焊机。
2.3 焊接质量模糊控制单元
利用具有内置模糊控制模块的可编程控制器,开发了外围数字接口电路,结合奔腾133计算机,再加上我们开发的模糊控制规则表,形成了质量模糊控制单元。
模糊控制系统执行机构为焊接电流控制器与焊接速度控制器。尽管影响等离子焊接焊缝成型质量的参数有很多,考虑到焊接电流和焊接速度对等离子焊接熔池的体积、温度及弧柱压力均有
收稿日期:2001-12-04
*本课题被评为2000年度国防科技进步二等奖
22
23
比较明显的影响,且信号响应惯性小,因此系统的控制对象选择为焊接电流和焊接速度两个参量,这样的控制系统响应速度快。
3 试验方案
首先通过工艺试验确定加脉冲的时间及脉冲电流的大小、维持时间,达到“一脉一孔”断续穿孔焊的效果,并与数值计算结合进行理论分析,确定工艺参数及控制模型,建立一套脉冲等离子弧焊适应控制系统。
3.1 传感器的选择
熔池小孔行为的传感方法有多种,如尾焰导电法、尾焰光电法、背面麦克风声频信号检测法,均可以准确地反映出小孔的有无,并在生产中得到一定范围的应用,但也存在相同的局限性,即传感元件需要放置在焊件背面。 正面弧光传感,体积小、结构简单、信号响应速度快、抗干扰能力强,颇具工程应用潜力。在穿孔等离子弧焊过程中,小孔的形成、闭合及尺寸变化都将改变等离子弧的物理状态和性能参数,如宏观形态、电弧弧长、能量密度、射流速度等,电弧辐射作为电弧能量传递重要方式之一,直观地表达了等离子弧能量与质量的微观输运机制。 3.2 控制方案的确定
由于焊接过程通常表现为一些复杂的非线性系统,难以建立准确的数学模型,因此已不能采用传统的控制方法进行控制。模糊控制技术是运用模糊集合理论中的推理规则,对工程技术的各种参量实施控制的一种方法。由于它基于熟练操作者的经验知识库进行控制,且不需要建立数学模型,因此在等离子焊接的过程中采用模糊控制技术对焊缝成型质量进行控制就更显其优越性。 等离子焊接的模糊控制系统主要由模糊控制器、弧光传感器及信号处理器、D/A 转换电路、A/D 转换电路、执行机构、“给定”值设定等七部分组成。
工作原理是:根据不同的焊接对象(焊接材
料和焊接厚度等)经通讯面板来 “给定”信号,并利用通讯面板监视控制过程的状态,利用弧光传感器对等离子焊接的正面弧光信号进行检测,其检测信号经过二次信号处理后通过A/D 转换器送至模糊控制器进行处理,模糊控制器的输出通过D/A 转换器送至执行机构进行驱动控制。控制信号通过控制面板输入到S7300系统,动作命令信号送至执行机构,从而形成一套完整的实时控制系统(图1)进行在线检测和控制,来控制等离子焊接的焊缝成型质量。
4 研究过程
4.1 脉冲等离子弧焊接工艺
对于穿孔等离子弧焊接,有利于熔池金属平衡的条件有两个:一是匙孔直径尽可能小;二是焊缝根部与熔池上部凝固时间与空间的偏差尽可能大。而影响匙孔直径的因素有:焊嘴的孔道比、钨极直径与钨极尖端形状、钨极内缩量、焊接电流、离子气与保护气流量等。影响焊缝根部与熔池上部凝固时间与空间的偏差的因素有:工件的冷却条件、电弧输入工件的能量控制。而控制热输入量的最有效途径就是采用脉冲焊方式。 脉冲等离子弧焊的热输入线能量公式为: ()v
T T I T I U Q b b p p ×?+?×
=
其中:I p 为脉冲电流,是保证焊透和焊缝成形的主要参数之一,T p 为脉冲持续时间,I b
图1 等离子焊接模糊控制系统的组成
24 为基值电流,直接影响焊缝的熔宽及焊缝的截面积,T b 为基值电流持续时间,T 为脉冲周期。 脉冲等离子弧焊的工艺规范参数还有通断比λt 、脉冲频率f 。通断比增大时,热输入量增加,熔宽及焊缝截面增大;通断比减小时,热输入量减少,一般所用的通断比为 0.5~1.2 之间。脉冲频率f ,对焊缝成形尺寸影响不大,脉冲频率一般随焊接速度的增加作相应的增加,以保证相邻两个脉冲所形成的熔池连续。脉冲频率过低,焊缝的连续性差,焊缝表面的鱼鳞粗糙;脉冲频率过高,则近于普通等离子弧焊,生产中一般采用f =1~5Hz 。
脉冲等离子弧焊接的特点:a.输入功率可精确控制;b.线能量减少,工件变形小,适于对热敏感材料的焊接;c.电流脉冲功能可以充分搅拌熔池,有利于氧化膜的破碎及焊缝气体的逸出;d.有效克服双弧,使焊接过程稳定。
连续穿孔焊时要求焊接全过程中匙孔持续存在,电弧输入熔池的热输入量较大,熔池根部熔宽过大;而采用“一脉一孔”的脉冲等离子弧焊接工艺,可以限制熔池根部熔宽, 提高根部基体金属对熔池的约束作用,使熔池稳定。
所谓“一脉一孔”,就是在每一个脉冲周期内,焊接电弧作用于待焊接头金属处形成的匙孔出现并闭合一次,即在峰值电流期间形成匙孔属于穿孔焊,在基值电流期间匙孔闭合属于熔化焊。其技术难点在于如何选择恰当的电流参数及合理匹配通断比(T p /T b )。
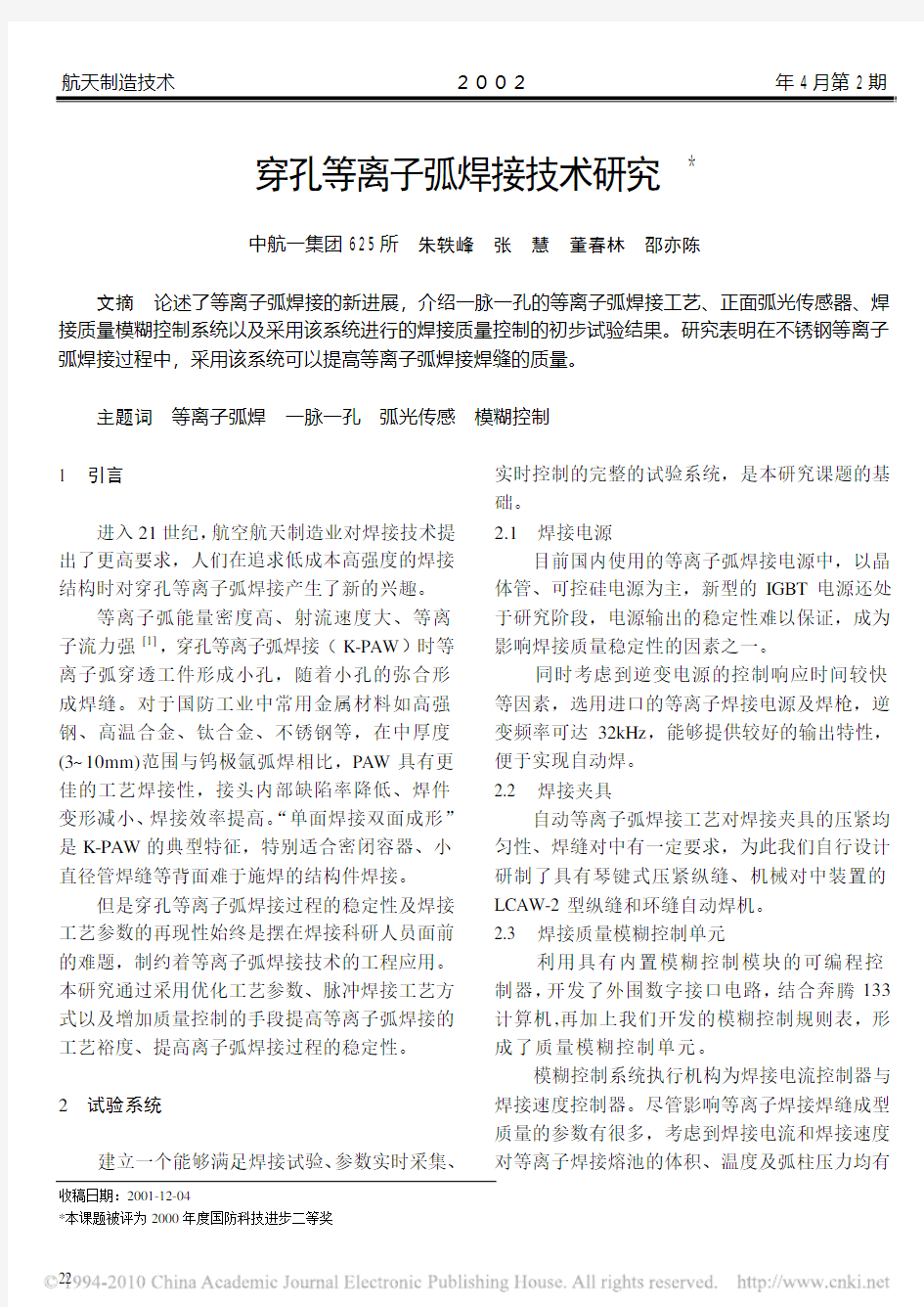
利用优化焊接参数进行了脉冲等离子弧焊接试验。图2是检测的焊接过程中匙孔的形成、闭合时同步采集的尾焰电压与焊接电流对应关系。 从图中可以看出,在穿孔型脉冲等离子弧焊接过程中,焊接电弧的尾焰电压在焊接电流峰值达到最大,说明此时匙孔径最大;在焊接电流基值尾焰电压为零,说明匙孔闭合。在每一个脉冲焊接周期内,匙孔各产生与闭合一次,实现了“一脉一孔”的脉冲等离子焊接工艺。[2] 4.2 弧光传感的研究
弧光传感器是一种接收弧光并将弧光辐射信息转化为电信号的装置。 4.2.1 弧光传感的物理模型
弧光传感的物理本质在于从光电器件接收的源于焊接电弧的辐射信息中获取表征熔池小孔行为的信号。
将焊接电弧看作为辐射源,光电器件的接收面看作为探测器的接收面,并分别简化为平面,这样可以将弧光传感过程简化为自辐射源(电弧)到探测器接收平面(光电器件)光能的传输与转换过程,如图3所示。
图中:L λ —— 辐射源单位面积元光谱辐射亮度;
θS —— 辐射源面积元dA S 法线n 与两面积元中心连线OO'的夹角;
d ? —— 自辐射源看接收单位面积元dA D 所张单位立体角;
θD —— 探测器接收平面单位面积元法线
n'与中心连线OO'的夹角;
r —— 中心连线 OO'之间的距离。
尾焰电压/V
焊接电压/V
焊接电流/A
采 样 点 数
图2 尾焰电压检测焊接过程匙孔的行为
图3 弧光传感过程示意图
25
传感的物理模型可表示为:
λλλθαλλλλλd L K K r S K U m m D )()(cos 212
0∫?+?????= 该式定性地表达了等离子弧的光谱辐射亮度L λ与光电器件输出电压U 0之间的关系。通常,光电器件的光谱响应特性修正因子K 2(λ)、干涉滤光镜片的主要参数等固定不变,则随着等离子弧的光谱辐射亮度L λ的升高,辐射源面积S 加大,辐射源与接收探头之间的距离r 降低,弧光传感器输出信号U 0升高。[4]
4.2.2 熔池小孔特征行为的弧光传感
穿孔等离子弧焊焊接过程包括小孔的形成、小孔尺寸的稳定保持、闭合。借助于光谱分析测试系统,研究焊接过程中当熔池小孔发生特征变化时,等离子弧发射光谱的变化规律;随后,利用研制的弧光传感系统,获取弧光辐射信号,分析其特征及特征信号形成机制。
通常恒流等离子弧焊接过程分为三个阶段:起弧、焊接、收弧。在起弧阶段,小孔建立,此时焊接电流和离子气流量不断升高;在焊接阶段,小孔保持稳定状态;在收弧阶段,小孔闭合,焊接电流和离子气流量缓降。显然,在小孔形成与闭合阶段,等离子弧辐射强度的变化必然包含着焊接规范参数的影响作用因素。
穿孔等离子弧焊所面临的主要问题在于焊接过程的不稳定性,电弧的稳定性和焊缝成形的稳定性易于受到破坏。而影响焊接过程稳定性的因
素包括焊接规范参数,及如工件散热条件的变化、材料不均质的影响、网压波动等等。实际生产时,纵缝穿孔等离子弧焊在起、收弧板上开始或结束焊接程序。因而,在焊接阶段,测试并分析小孔发生特征变化时的电弧辐射强度信号,对保证焊接质量具有更加重要的意义。
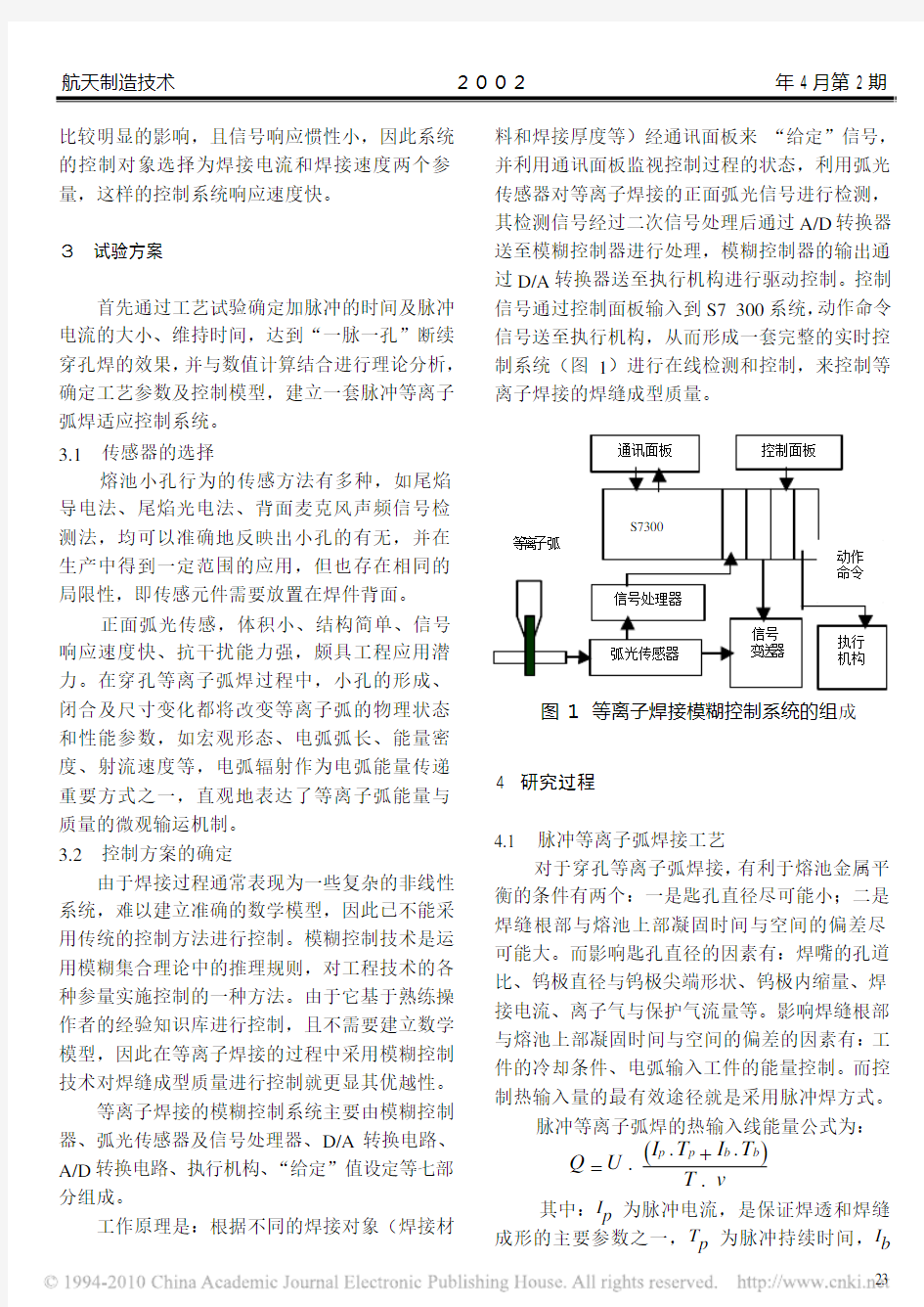
上图为4mm 厚1Cr18Ni9Ti 不锈钢平板铺焊时获得的试验结果。焊接速度为300mm/min ,离子气流量为1.4LPM ,正面保护气流量为6.0LPM ,均为工业纯氩。
在前32秒,从焊接起弧阶段进入到焊接阶段,小孔建立并保持稳定,焊接过程也比较稳定,之后小孔突然消失,间隔约5秒后,小孔再度建立。在焊接过程中并未人为改变焊接规范参数,也未调整焊枪,却出现了小孔突然闭合的现象,显示了穿孔等离子弧焊焊接过程不稳定性。小孔稳定存在时,等离子弧发射光谱辐射强度信号比较平稳,而当小孔闭合以及间隔约5秒后小孔重新建立时,光谱测试系统检测得到的谱线相对辐射强度信号发生了负脉冲式的显著跃变,与发生在焊接起弧阶段和收弧阶段的谱线辐射强度信号的负脉冲跃变特征相同。
因此,弧光信号能够定量地反映出焊接过程中小孔的变化情况,据此可以判断出熔宽的变化情况,实施焊接过程的质量控制;同时据此开发出了试验型的弧光传感器。
4.3 质量模糊控制系统的研究
由于影响等离子弧焊接质量的因素很多,且随机性很大,很难建立合适的数学模型,应用模糊控制技术进行焊接质量的实时控制就更显其必 图5显示了模糊控制器的基本结构,包括输
80
1001201400
51015202502000
40006000800010000ArII 480.6nm
ArII 488.0nm ArI 675.3nm H 656.3nm 0
5
10
15
20
25
010000
200003000040000ArI 727.3nm 0.0
0.51.01.5
2.0
时 间/ s
焊接电压/ V
尾焰电压/ V
焊接电流/ A
谱线辐射强度/a.u.
谱线辐射强度/a.u.
焊接电流
焊接电压尾焰电压
图4 不锈钢平板铺焊过程谱线强度信号
图5 模糊控制器结构框图
26 入模糊化接口、数据库、规则库、推理机、输出解模糊接口等。
本研究采用PLC 作为模糊控制器硬件,可保证控制系统具有良好的抗干扰能力。借助PLC 系统软件的平台上开发模糊控制的专用软件。 offset ——补偿因子;
“编辑隶属函数和论域”、“编辑规则表”等软件的功能是:定义隶属函数的类型,如三角形、梯形等,根据控制需要选择合适的隶属函数类型;定义输入和输出的论域,根据焊接对象选择相应的论域大小;“编辑规则表”软件的功能是编辑模糊控制的规则,最多可容纳256条语句,把经验数据变成模糊控制器认可的语句。
在厚度变化为6-4-2-4-6的试样上进行了闭环控制系统试验。无控制的条件下焊接时,6mm 处未焊透,4mm 处焊缝成形良好,2mm 处出现焊漏;采用焊接质量闭环控制系统后,在不
同的厚度都获得了良好的成形,正面和背面的焊缝成形均匀。 5 结论
5.1 试验表明,控制系统的抗干扰能力强,响应速度快。
5.2 正面弧光传感器可以反映焊接过程中熔池的穿孔情况;并用于等离子弧焊焊缝成形闭环实时控制。
5.3 “一脉一孔”的焊接工艺可以提高等离子弧焊接过程的稳定性。
参考文献
1 崔信昌. 等离子弧焊接与切割. 国防工业出版社,1980.6
2 朱轶峰. 脉冲等离子弧焊接. 第九次全国焊接学术会议,p586~588
3 张慧. 模糊控制技术在等离子焊接质量控制中的应用 第九次全国焊接学术会议,p592~594
4 董春林. 等离子弧焊小孔行为的弧光传感. 哈尔滨工业大学. 博士学位论文
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
(上接第33页)
可见磨削量大,砂轮速度大,磨削力F t 增加,砂轮砂粒间距过小,都会使磨削区温度升高,磨削热应力增加,因此从减少磨削拉应力角度来看,改善磨削加工条件是十分必要的。
4 防止磨削裂纹措施
根据磨削裂纹形成机理及各种因素对磨削裂纹的影响,采取防止磨削裂纹产生的措施应从减少磨削热和应力、提高工作磨削面断裂强度两方面着手。减少磨削热和应力方面可通过改进磨削工艺以及改进热处理工艺,提高材料热传导率实现,其中碳化物及残余奥氏体是影响材料传导率主要因素,应尽可能减少它们在组织中占的百分比。提高断裂强度可通过热处理来实现,即控制残余奥氏体含量,细化晶粒,减少马氏体微裂纹数量,防止磨削面出现网状或大条块状碳化物以及消除淬火内应力。具体方法如下。
4.1 改进热处理工艺:在保证技术要求前提下适当降低淬火加热温度,缩短保温时间,可避免大条块状碳化物或网状碳化物的析出,且可避免奥氏体粗化,减少显微裂纹,还能减少残余奥氏体量,提高工件热传导率。 4.2 改进磨削条件:选择粒度细,组织松的砂轮,保持砂轮锋利;选择小的砂轮磨削速度和砂轮进刀量;改善冷却条件,选择粘度小的冷却液。
参考文献
1 胡光之,谢希文. 钢的热处理. 西安,西北工业大学出版社, 1993
材料的等离子弧焊接 索引:穿孔型等离子弧焊接最适于焊接厚度3~8mm不锈钢、厚度12mm 以下钛合金、板厚2~6mm低碳或低合金结构钢以及铜、黄铜、镍及镍合金的对接焊缝。这一厚度范围内可不开坡口,不加填充金属,不用衬垫的条件下实现单面焊双面成形。厚度大于上述范围时可采纳V形坡口多层焊。 关键词: 高温合金, 铝及铝合金, 钛及钛合金, 银与铂, 等离子弧焊接 穿孔型等离子弧焊接最适于焊接厚度3~8mm不锈钢、厚度12mm 以下钛合金、板厚 2~6mm低碳或低合金结构钢以及铜、黄铜、镍及镍合金的对接焊缝。这一厚度范围内可不开坡口,不加填充金属,不用衬垫的条件下实现单面焊双面成形。厚度大于上述范围时可采用V形坡口多层焊。
1.高温合金的等离子弧焊接 用等离子弧焊焊接固溶强化和Al、Ti含量较低的时效强化高温合金时,能够填充焊丝也能够不加焊丝,均能够获得良好质量的焊缝。一般厚板采纳小孔型等离子弧焊,薄板采纳熔透型等离子弧焊,箔材用微束等离子弧焊。焊接电源采纳陡降外特性的直流正极性,高频引弧,焊枪的加工和装配要求精度较高,并有专门高的同心度。等离子气流和焊接电流均要求能递增和衰减操纵。 焊接时,采纳氩和氩中加适量氢气作为爱护气体和等离子气体,加入氢气能够使电弧功率增加,提高焊接速度。氢气加入量一般在5%左右,要求不大于15%。焊接时是否采纳填充焊丝依照需要确定。选用填充焊丝的牌号与钨极惰性气体爱护焊的选用原则相同。 高温合金等离子弧焊的工艺参数与焊接奥氏体不锈钢的差不多相同,应注意操纵焊接热输入。镍基高温合金小孔法自动等离子弧焊的工艺参数见表1-1。在焊接过程中应操纵焊接速度,速度过快会产生气孔,还应注意电极与压缩喷嘴的同心度。高温合金等离子弧焊接接头力学性能较高,接头强度系数一般大于90%。
穿孔等离子弧焊接技术研究* 中航一集团625所 朱轶峰 张 慧 董春林 邵亦陈 文摘论述了等离子弧焊接的新进展,介绍一脉一孔的等离子弧焊接工艺、正面弧光传感器、焊接质量模糊控制系统以及采用该系统进行的焊接质量控制的初步试验结果。研究表明在不锈钢等离子弧焊接过程中,采用该系统可以提高等离子弧焊接焊缝的质量。 主题词等离子弧焊一脉一孔弧光传感模糊控制 1 引言 进入21世纪,航空航天制造业对焊接技术提出了更高要求,人们在追求低成本高强度的焊接结构时对穿孔等离子弧焊接产生了新的兴趣。 等离子弧能量密度高、射流速度大、等离子流力强 [1],穿孔等离子弧焊接(K-PAW)时等离子弧穿透工件形成小孔,随着小孔的弥合形成焊缝。对于国防工业中常用金属材料如高强钢、高温合金、钛合金、不锈钢等,在中厚度(3~10mm)范围与钨极氩弧焊相比,PAW具有更佳的工艺焊接性,接头内部缺陷率降低、焊件变形减小、焊接效率提高。“单面焊接双面成形”是K-PAW的典型特征,特别适合密闭容器、小直径管焊缝等背面难于施焊的结构件焊接。 但是穿孔等离子弧焊接过程的稳定性及焊接工艺参数的再现性始终是摆在焊接科研人员面前的难题,制约着等离子弧焊接技术的工程应用。本研究通过采用优化工艺参数、脉冲焊接工艺方式以及增加质量控制的手段提高等离子弧焊接的工艺裕度、提高离子弧焊接过程的稳定性。 2 试验系统 建立一个能够满足焊接试验、参数实时采集、实时控制的完整的试验系统,是本研究课题的基础。 2.1 焊接电源 目前国内使用的等离子弧焊接电源中,以晶体管、可控硅电源为主,新型的IGBT电源还处于研究阶段,电源输出的稳定性难以保证,成为影响焊接质量稳定性的因素之一。 同时考虑到逆变电源的控制响应时间较快等因素,选用进口的等离子焊接电源及焊枪,逆变频率可达 32kHz,能够提供较好的输出特性,便于实现自动焊。 2.2 焊接夹具 自动等离子弧焊接工艺对焊接夹具的压紧均匀性、焊缝对中有一定要求,为此我们自行设计研制了具有琴键式压紧纵缝、机械对中装置的LCAW-2型纵缝和环缝自动焊机。 2.3 焊接质量模糊控制单元 利用具有内置模糊控制模块的可编程控制器,开发了外围数字接口电路,结合奔腾133计算机,再加上我们开发的模糊控制规则表,形成了质量模糊控制单元。 模糊控制系统执行机构为焊接电流控制器与焊接速度控制器。尽管影响等离子焊接焊缝成型质量的参数有很多,考虑到焊接电流和焊接速度对等离子焊接熔池的体积、温度及弧柱压力均有 收稿日期:2001-12-04 *本课题被评为2000年度国防科技进步二等奖 22
等离子弧焊原理及操作安全 什么是等离子弧焊?试述等离子弧的产生方法。 借助水冷喷嘴对电弧的拘束作用,获得高能量浓度的等离子弧进行焊接的方法称为等离子弧焊。 等离子弧是自由电弧压缩而成,它是通过以下三种压缩作用获得的,机械压缩效应示意图见图22。 1.机械压缩将电弧强制通过具有小孔径喷嘴的孔道,使电弧受到压缩。 2.热压缩当等离子气体(Ar、N气)以一定的速度和流量经喷嘴时,靠近电弧一侧的气体通过弧柱,吸收大量热量而电离,成为等离子弧的一个组成部分。但是靠近喷嘴内壁的气体,由于受到喷嘴强烈的冷却作用,形成一个冷气套,迫使弧柱截面进一步缩小称为热压缩。 3.磁压缩弧柱电流是一束平行的同向电流线,必然产生往内的收缩力。当电弧受到机械压缩和热压缩之后,截面缩小,因而电流密度增大,由此产生的电磁收缩力必然增大,形成磁压缩。 试述等离子弧的类型。 按电源连接方式的不同,等离子弧有非转移型、转移型和联合型三种形式见图23。
⑴非转移型等离子弧钨极接电源负端,焊件接电源正端,等离子弧体产生在钨极与喷嘴之间,在等离子气体压送下,弧柱从喷嘴中喷出,形成等离子焰。 ⑵转移型等离子弧钨极接电流负端,焊件接电流正端,等离子弧产生的钨极和焊件之间。因为转移弧能把更多的热量传递给焊件,所以金属焊接、切割几乎都是采用转移型等离子弧。 ⑶联合型等离子弧工作时非转移弧和转移弧同时并存,故称为联合型等离子弧。非转移弧起稳定电弧和补充加热的作用,转移弧直接加热焊件,使之熔化进行焊接。主要用于微束等离子弧焊和粉末堆焊。 56 试述转移型等离子弧的产生方法。 为建立转移型等离子弧,应将钨极接电源负极,喷嘴和焊件同时接正极,转移型弧示意图见图24。首先接通钨极与喷嘴之间的电路,引燃钨极与喷嘴之间的电弧,接着迅速接通钨极和焊件之间的电路,使电弧转移到钨极和焊件之间直接燃 烧,同时切断钨极和喷嘴之间的电路,转移型等离子弧就正式建立。
第4章等离子弧焊接等离子弧焊接设备
4.1 等离子弧的产生及其特性1. 等离子弧的产生 1 )等离子弧概念 等离子电弧的形成及电弧形态比较 等离子弧是通过外部拘束 使自由电弧的弧柱被强烈 压缩形成的电弧。 通常情况下的GTA和GMA 电弧,为自由电弧,除受到电弧 自身磁场拘束和周围环境的冷却拘束 外,不受其他条件束缚,电弧相同相对比较扩展,电弧能量密度和温度较低。若把自由电弧缩进到喷嘴里,喷嘴的孔径小,电弧通过时,弧柱截面积受到限制,不能自由扩展,产生了外部拘束作用,电弧在径向上被强烈压缩,形成等离子弧。
2)等离子弧的工作方式 ①转移型等离子弧。 (a)等离子弧方式 在喷嘴内电极与被加工工件间 产生等离子弧。由于电极到工件的 距离较长,引燃电弧时,首先在电极 和喷嘴内壁间引燃一个小电弧,称作“引燃弧”, 电极被加热,空间温度升高,高温气流从喷嘴孔道中流出,喷射到工件表面,在电极与工件间有了高温气层,随后在主电源较高的空载电压下,电弧能够自动的转移到电极与工件之间燃烧,称为“主弧”或“转移弧”。
②等离子焰流 在钨电极与喷嘴内壁之间引燃等离子弧。由于保护气通过电弧区被加热,流出喷嘴时带出高温等离子焰流,堆被加工工件进行加热,称作“等离子焰流”。电极与喷嘴内壁间的电弧,其电流值较小,电弧温度低,故等离子焰流的温度也明显低于电弧,指向性不如等离子弧。 等离子焰流方式 ③混合型等离子弧 当电弧引燃并形成转移电弧后仍然能保持引燃弧的存在,即形成两个电弧同时燃烧的局面,效果是转移弧的燃烧更为稳定。
2. 等离子弧特性及用途 1)电弧静特性 与TIG电弧相比,等离子弧的静特性的特点: ①受到水冷喷嘴孔道壁的拘束,弧柱截面积小,弧柱电场强度增大,电弧电压明显提高,从大范围电流变化看,静特性曲线中平特性区不明显,上升特性区斜率增加。 等离子弧静特性变化特点 (a)等离子弧与TIG电弧静特性(b)小弧电流对等离子弧静特性影响
等离子焊接工艺 (1)焊接电流 焊接电流是根据板厚或熔透要求来选定。焊接电流过小,难于形成小孔效应:焊接电流增大,等离子弧穿透能力增大,但电流过大会造成熔池金属因小孔直径过大而坠落,难以形成合格焊缝,甚至引起双弧,损伤喷嘴并破坏焊接过程的稳定性。因此,在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能在某一个合适的范围内选择,而且这个范围与离子气的流量有关。 (2)焊接速度 焊接速度应根据等离子气流量及焊接电流来选择。其他条件一定时,如果焊接速度增大,焊接热输入减小,小孔直径随之减小,直至消失,失去小孔效应。如果焊接速度太低,母材过热,小孔扩大,熔池金属容易坠落,甚至造成焊缝凹陷、熔池泄漏现象。因此,焊接速度、离子气流量及焊接电流等这三个工艺参数应相互匹配。 (3)喷嘴离工件的距离 ·喷嘴离工件的距离过大,熔透能力降低:距离过小,易造成喷嘴被飞溅物堵塞,破坏喷嘴正常工作。喷嘴离工件的距离一般取3~8mm。与钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感。 (4)等离于气及流量 等离子气及保护气体通常根据被焊金属及电流大小来选择。大电流等离子弧焊接时,等离子气及保护气体通常采取相同的气体,否则电弧的稳定性将变差。小电流等离子弧焊接通常采用纯氩气作等离子气。这是因为氧气的电离电压较低,可保证电弧引燃容易。 离子气流量决定了等离子流力和熔透能力。等离子气的流量越大,熔透能力越大。但等离子气流量过大会使小孔直径过大而不能保证焊缝成形。因此,应根据喷嘴直径、等离子气的种类、焊接电流及焊接速度选择适当的离子气流量。利用熔人法焊接时,应适当降低等离子气流量,以减小等离子流力。 保护气体流量应根据焊接电流及等离子气流量来选择。在一定的离子气流量下,保护气体流量太大,会导致气流的紊乱,影响电弧稳定性和保护效果。而保护气体流量太小,保护效果也不好,因此,保护气体流量应与等离子气流量保持适当的比例。 小孔型焊接保护气体流量一般在15~30L/min范围内。采用较小的等离子气流量焊接时,电弧的等离子流力减小,电弧的穿透能力降低,只能熔化工件,形不成小孔,焊缝成形过程与TIG焊相似。这种方法称为熔入型等离子弧焊接,适用于薄板、多层焊的盖面焊及角焊缝的焊接。 (5)引弧及收弧
电子束焊 真空电子束焊接具有以下特点: ●电子束能焊接不同的金属及合金材料,尤其高难熔金属都能焊接 ●电子束可以精确的确定焊缝的位置,精度和重复性误差为0% 。 ●最大的穿透深度,可达15MM ●最高的深宽比大于10:1。 ●焊接直径可达400MM ●电子束焊接,其焊缝化学成份纯净, 焊接接头强度高、质量好。 ●电子束焊接所需线能量小,而焊接速度高,因此焊件的热影响区小、焊件变形小,除一般焊接外,还可以对精加工后的零部件进行焊接。 ●可焊接异种金属, 如铜和不锈钢、钢与硬质合金、铬和钼、铜铬和铜钨等。 ●真空电子束焊接不仅可以防止熔化金属受到氧、氮等有害气体的污染,而且有利于焊缝金属的除气和净化,因而特别适于活泼金属焊接。也常用于电子束焊接真空密封元件,焊后元件内部保持在真空状态 ●在真空中进行焊接,焊缝纯净、光洁,呈镜面,无氧化等缺陷。 ●电子束能量密度高达108瓦/厘米2,能把焊件金属迅速加热到很高温度,因而能熔化任何难熔金属与合金。熔深大、焊速快,热影响区极小,因此对接头性能影响小,接头基本无变形。 ●与普通焊接相比, 其焊接速率更高(尤其对于大厚件的焊接工件)。 等离子弧焊 1.1 等离子弧的产生: (1)等离子弧的概念: 自由电弧:未受到外界约束的电弧,如一般电弧焊产生的电弧。 等离子弧:受外部拘束条件的影响使孤柱受到压缩的电弧。 自由电弧弧区内的气体尚未完全电离,能量未高度集中,而等离子弧弧区内的气体完全电离,能量高度集中,能量密度很大,可达10~10W/cm2,电弧温度可高达24000~50000K(一般自由状态的钨极氩弧焊最高温度为10000~20000K,能量密度在10W/cm2以下)能迅速熔化金属材料,可用来焊接和切割。
等离子弧焊接(WP 15) 一、等离子弧焊原理及方法分类 1. 等离子弧: 是等离子体组成。自由电弧被强迫压缩后,电流密度增加,导致电弧温度升高,电离度增大,中性气体充分电离,就形成等离子弧。 2.等离子弧产生的三要素 (1)机械压缩作用: 利用水冷喷嘴孔道限制弧柱直径,提高弧柱的能量密度和温度。 (2)热收缩作用: 由于水冷喷嘴,在喷嘴内壁建立一层冷气膜,迫使弧柱导电断面进一步减小,电流密度进一步提高。这叫热收缩,也叫热压缩。 (3)磁收缩作用: 弧柱电流本身产生的磁场对弧柱再压缩作用。也叫磁收缩效应。电流密度越大,磁收缩作用越强。 3.等离子弧的特点 (1)能量集中(能量密度105~6 W/cm2TIG自由电弧<10 4W/cm2)。 (2)温度高(18000K~24000K)。 图1 自由电弧和等离子弧的比较图
4.等离子弧的三种基本形式 (1)非转移型等离子弧 钨极为负,喷嘴为正,钨极与喷嘴之间产生等离子弧。(等离子束焊接) 图2 非转移型等离子弧示意图 (2)转移型等离子弧 钨极为负,工件为正,钨极与喷嘴之间先引弧后,转移到钨极与工件之间产生等离子弧。(等离子弧焊接) 图3 转移型等离子弧示意
(3)联合型等离子弧 非转移型和转移型弧同时并存。主要用于微束等离子弧焊、粉末堆焊等方面。 图4 联合型等离子弧示意图 5.等离子弧焊基本方法 (1)小孔型等离子弧焊(穿孔、锁孔、穿透焊) 利用能量密度大和等离子流力大的特 点,将工件完全熔透并产生一个贯穿工件的 小孔,熔化金属被排挤在小孔的周围,沿着 电弧周围的熔池壁向熔池后方移动,使小孔 跟着等离子弧向前移动,形成完全熔透的焊 缝。 一般大电流等离子弧(100~300安培) 时采用该方法。 图5 小孔型等离子弧焊焊缝成形原理
等离子弧焊接及切割的安全操作技术 1.等离子弧焊接和切割用电源的空载电压较高,尤其在乎操作时,有电击妁危险。因此: (1)电源在使用时必须可靠接地。 (2)焊枪枪体或割枪枪体与手触摸部分必须可靠绝缘。 (3)可以采用较低电压引燃非转移弧后再接通较高电压的转移弧回路。 (4)如果起动开关装在手把上,必须对外露开关套上绝缘橡胶管,避免手直接接触开关。 (5)等离子弧焊接和切割用喷嘴及电极的寿命相对较短,要经常更换,更换时要保证电源处于断开状态。 2.防电弧光辐射 等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。自动操作时,可在操作者与操作区之间设置防护屏。等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。 3.防高频和射线 等离子弧焊接和切割都采用高频振荡器引弧,但高频对人体有一定的危害。引弧频率选择在20~60kHz较为合适,还要求工件接地可靠,转移
弧引弧后,立即可靠地切断高频振荡器电源。等离子弧焊接和切割采用钍钨极时,同钨极氩弧焊一样,要注意射线的危害。 4.防灰尘和烟气 等离子弧焊接和切割过程中伴随有大量气化的金属蒸气、臭氧、氮氧化物等。尤其切割时,由于气体流量大,致使工作场地上的灰尘大量扬起,这些烟气和灰尘对操作工人的呼吸道、肺等产生严重影响。因此要求工作场地必须配罩良好的通风设备措施。切割时,在栅格工作台下方还可安置排风装置,也可以采取水中切割方法。 5.防噪声 等离子弧会产生高强度、高频率的噪声,尤其采用大功率等离子弧切割时,其噪声更大,这对操作者的听觉系统和神经系统非常有害。要求操作者必须戴耳塞,或可能的话,尽量采用自动化切割,使操作者在隔音良好的操作室内工作,也可以采取水中切割方法,利用水来吸收噪声。
目录 1.等离子焊接方法简介 (2) 1.1简介 (2) 1.2等离子电弧 (2) 1.3等离子基本焊接方法 (3) 2.等离子焊接设备及其主要功能 (3) 2.1 PHOENIX EWA 400DC-P等离子焊接电源 (3) 2.2 HP400等离子焊枪 (5) 2.3等离子焊接控制电源 (6) 2.4 RC-3型冷却水箱 (6) 2.5焊接工装 (7) 3.等离子焊接方法的主要参数 (8) 3.1焊接电流 (8) 3.2等离子气流量 (8) 3.3焊接速度 (8) 3.4喷嘴距离 (9)
3.5正面保护气流量 (9) 4.等离子焊接操作及其注意事项 (9) 5.常见故障及其解决方法 (11) 1.等离子焊接方法简介 1.1简介 等离子焊接是当今焊接中等厚度金属材料的首选方法,电流范围可达0.1~500A,适合于厚度在0.1mm~9mm的不锈钢、合金钢、钛合金、镍基合金及铝合金的焊接,采用这种焊接方法可以获得质量优良的焊缝和更快的焊接速度,从而大大提高产品的制造质量和竞争优势。 华恒公司自创立之出一直致力于等离子焊接设备的研究及生产,以及等离子焊接工艺拟订和更新,并取得了显着的成果。目前已制造出了等离子焊接电源及焊枪等整套设备,并已成功的应用到染整、食品、管道等行业的生产和制造之中,并得到了广大用户的一致好评。 下图为等离子焊接在全国各种行业中的几个应用实例: 图1 操作机等离子焊接的应用图2 边梁等离子焊接的应用1 图3边梁等离子焊接的应用2 图4 纵环缝等离子焊接的应用 1.2 等离子电弧 等离子焊接主要是获得等离子弧,等离子弧是利用等离子枪将阴极和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。
第5讲等离子弧焊及切割 等离子弧是利用等离子枪将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。等离子弧可用于焊接、喷涂、堆焊及切割。本章只介绍焊接及切割。 1 等离子弧工作原理 1.1等离子弧的形式 等离子枪按用途可分为焊枪及割枪,枪的主要组成部分及术语如图1所示。
切割用枪无保护气体2及保护气罩6。压缩喷嘴5是等离子枪的关键部件,一般需用水冷。喷嘴孔径dn及孔道长度l0是压缩喷嘴的两个主要尺寸。喷嘴内通的气体称离子气。中性的离子气在喷嘴内电离后使喷嘴内压力增加,所以喷嘴内壁与电极4之间的空间称增压室。电离了的离子气从喷嘴流出时受到孔径限制,使弧柱截面变小,该孔径对弧柱的压缩作用称机械压缩。水冷喷嘴内壁表面有一层冷气膜,电弧经过孔道时,冷气膜一方面使喷嘴与弧柱绝缘,另一方面使弧柱有效截面进一步收缩,这种收缩称热收缩。弧柱电流自身磁场对弧柱的压缩作用称磁收缩。在机械压缩与热收缩的作用下,弧柱电流密度增加,磁收缩随之增强,如电流不变,弧柱电场强度及弧压降都随电流密度增加而增加,所以等离子弧(也称压缩电弧)的电弧功率及温度明显高于自由电弧。图2a所示的对比中,等离子弧的电弧温度比自由电弧高30%,电弧功率高100%。
由于电离后的离子气仍具有流体的性质,受到压缩从喷嘴孔径喷射出的电弧带电质点的运动速度明显提高(可达300m/s),所以等离子弧具有较小的扩散角及较大的电弧挺度(图2b),这也是等离子弧最突出的优点。电弧挺度是指电弧沿电极轴线的挺直程度。 等离子弧具有的电弧力、能量密度及电弧挺度等与加工有关的物理性能取决于下列五个参数: 1)电流; 2)喷嘴孔径的几何尺寸; 3)离子气种类; 4)离子气流量; 5)保护气种类; 调整以上五个参数可使等离子弧适应不同的加工工艺。如在切割工艺中,应选择大电流、小喷嘴孔径、大离子气量及导热好的离子气,以便使等离子弧具有高度集中的热量及高的焰流速度。而在焊接工艺中,为防止焊穿工件则应选择小的离子气量及较大的喷嘴孔径。 1.2等离子弧的类型 等离子弧按电源的供电方式分为非转移型、转移型及联合型三种形式,其中非转移弧及转移弧是基本的等离子弧形式。 (1)非转移型等离子弧电弧建立在电极与喷嘴之间,离子气强迫等离子弧从喷嘴孔径喷出,也称等离子焰,见图3a。非转移弧主要用于非金属材料的焊接与切割。
安全:等离子弧焊接及切割的操作技术 等离子弧焊接及切割的安全操作技术 1.等离子弧焊接和切割用电源的空载电压较高,尤其在乎操作时,有电击妁危险。因此: (1)电源在使用时必须可靠接地。 (2)焊枪枪体或割枪枪体与手触摸部分必须可靠绝缘。 (3)可以采用较低电压引燃非转移弧后再接通较高电压的转移弧回路。 (4)如果起动开关装在手把上,必须对外露开关套上绝缘橡胶管,避免手直接接触开关。 (5)等离子弧焊接和切割用喷嘴及电极的寿命相对较短,要经常更换,更换时要保证电源处于断开状态。 2.防电弧光辐射 等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。自动操作时,可在操作者与操作区之间设置防护屏。等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。 3.防高频和射线
等离子弧焊接和切割都采用高频振荡器引弧,但高频对人体有一定的危害。引弧频率选择在20~60kHz较为合适,还要求工件接地可靠,转移弧引弧后,立即可靠地切断高频振荡器电源。等离子弧焊接和切割采用钍钨极时,同钨极氩弧焊一样,要注意射线的危害。 4.防灰尘和烟气 等离子弧焊接和切割过程中伴随有大量气化的金属蒸气、臭氧、氮氧化物等。尤其切割时,由于气体流量大,致使工作场地上的灰尘大量扬起,这些烟气和灰尘对操作工人的呼吸道、肺等产生严重影响。因此要求工作场地必须配罩良好的通风设备措施。切割时,在栅格工作台下方还可安置排风装置,也可以采取水中切割方法。 5.防噪声 等离子弧会产生高强度、高频率的噪声,尤其采用大功率等离子弧切割时,其噪声更大,这对操作者的听觉系统和神经系统非常有害。要求操作者必须戴耳塞,或可能的话,尽量采用自动化切割,使操作者在隔音良好的操作室内工作,也可以采取水中切割方法,利用水来吸收噪声。
文件编号:TP-AR-L4319 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编订:_______________ 审核:_______________ 单位:_______________ 等离子弧焊接及切割的安全操作技术(正式版)
等离子弧焊接及切割的安全操作技 术(正式版) 使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1.等离子弧焊接和切割用电源的空载电压较 高,尤其在乎操作时,有电击妁危险。因此: (1)电源在使用时必须可靠接地。 (2)焊枪枪体或割枪枪体与手触摸部分必须可靠 绝缘。 (3)可以采用较低电压引燃非转移弧后再接通较 高电压的转移弧回路。 (4)如果起动开关装在手把上,必须对外露开关 套上绝缘橡胶管,避免手直接接触开关。 (5)等离子弧焊接和切割用喷嘴及电极的寿命相
对较短,要经常更换,更换时要保证电源处于断开状态。 2.防电弧光辐射 等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。自动操作时,可在操作者与操作区之间设置防护屏。等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。 3.防高频和射线 等离子弧焊接和切割都采用高频振荡器引弧,但高频对人体有一定的危害。引弧频率选择在20~
等离子弧焊的工艺参数 索引:等离子弧焊的几个工艺参数 关键词:焊接电流,焊接速度,喷嘴离工件的距离,等离子气及流量,引弧及收弧,接头形式和装配要求 (1)焊接电流 焊接电流是根据板厚或熔透要求来选定。焊接电流过小,难于形成小孔效应:焊接电流增大,等离子弧穿透能力增大,但电流过大会造成熔池金属因小孔直径过大而坠落,难以形成合格焊缝,甚至引起双弧,损伤喷嘴并破坏焊接过程的稳定性。因此,在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能在某一个合适的范围内选择,而且这个范围与离子气的流量有关。 (2)焊接速度 焊接速度应根据等离子气流量及焊接电流来选择。其他条件一定时,如果焊接速度增大,焊接热输入减小,小孔直径随之减小,直至消失,失去小孔效应。如果焊接速度太低,母材过热,小孔扩大,熔池金属容易坠落,甚至造成焊缝凹陷、熔池泄漏现象。因此,焊接速度、离子气流量及焊接电流等这三个工艺参数应相互匹配。 (3)喷嘴离工件的距离
·喷嘴离工件的距离过大,熔透能力降低:距离过小,易造成喷嘴被飞溅物堵塞,破坏喷嘴正常工作。喷嘴离工件的距离一般取3~8mm。与钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感。 (4)等离于气及流量 等离子气及保护气体通常根据被焊金属及电流大小来选择。大电流等离子弧焊接时,等离子气及保护气体通常采取相同的气体,否则电弧的稳定性将变差。小电流等离子弧焊接通常采用纯氩气作等离子气。这是因为氧气的电离电压较低,可保证电弧引燃容易。 离子气流量决定了等离子流力和熔透能力。等离子气的流量越大,熔透能力越大。但等离子气流量过大会使小孔直径过大而不能保证焊缝成形。因此,应根据喷嘴直径、等离子气的种类、焊接电流及焊接速度选择适当的离子气流量。利用熔人法焊接时,应适当降低等离子气流量,以减小等离子流力。 保护气体流量应根据焊接电流及等离子气流量来选择。在一定的离子气流量下,保护气体流量太大,会导致气流的紊乱,影响电弧稳定性和保护效果。而保护气体流量太小,保护效果也不好,因此,保护气体流量应与等离子气流量保持适当的比例。 小孔型焊接保护气体流量一般在15~30L/min范围内。采用较小的等离子气流量焊接时,电弧的等离子流力减小,电弧的穿透能力降低,只能熔化工件,形不成小孔,焊缝成形过程与TIG焊相似。这种方法称为熔入型等离子弧焊接,适用于薄板、多层焊的盖面焊及角焊
等离子弧焊 目录·等离子弧焊(PAW)简介 ·等离子弧焊接和切割 ·各种焊接方法及设备(等离子弧焊) ·国外焊接技术最新进展情况(等离子弧焊) ·等离子弧焊的工艺参数 ·等离子弧焊直接金属成形技术的工艺研究 ·等离子焊优点 ·合金材料的等离子弧焊 ·超薄壁管子的微束等离子弧焊 缩写abbr. :PAW. [军] Plasma-Arc Welding, 等离子弧焊 ——简明英汉词典 利用等离子弧作为热源的焊接方法(见图等离子弧焊(穿孔式))。气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。它的稳定性、发热量和温度都高於一般电弧,因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氩。根据各种工件的材料性质,也有使用氦或氩氦、氩氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”,电弧在钨极与喷嘴之间燃烧,主要用於等离子喷镀或加热非导电材料;另一种是“转移弧”,电弧由辅助电极高频引弧后,电弧燃烧在钨极与工件之间,用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材,形成焊接熔池,多用於0.8~3毫米厚的板材焊接;后一种形式的等离子弧只熔穿板材,形成钥匙孔形的熔池,多用於3~12毫米厚的板材焊接。此外,还有小电流的微束等离子弧焊,特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。 等离子弧焊(PAW)简介 ★过程特点 等离子弧焊与TIG焊十分相似,它们的电弧都是在尖头的钨电极和工件之间形成的。但是,通过在焊炬中安置电极,能将等离子弧从保护气体的气囊中分离出来,随后推动等离子通过孔型良好的铜喷管将弧压缩。通过改变孔的直径和等离子气流速度,可以实现三种操作方式: 1、微束等离子:0.1~15A 在很低的焊接电流下,材苁褂梦⑹ 壤胱踊<词乖诨〕け浠 怀 ?0mm时,柱状弧仍能保持稳定。 2、中等电流:15~200A 在较大的15~200A电流下,等离子弧的过程特点与TIG弧相似,但由于等离子被压缩过,弧更加挺直。虽然可提高等离子气流速度来增加焊接熔池的度深,但会造成在紊乱的保护气流中,混入空气和保护气体的风险。 3、小孔型等离子:大于100A
等离子焊 根据电源的要求,主电路包括2个部分:一是在切割工作模式下为割炬提供0-200 V电压、0-30A电流,或在焊接工作模式下为焊枪提供0-80V电压、0-60V电流的直流电源电路;二是为触发电路和控制电路提供+15V、-15V、+24V 和+5V 电压的直流电源电路。其中第一部分包含变压、整流、滤波、高频引弧、保护回路等几个子电路;在第二部分中包含了变压、整流、滤波、稳压等子电路,其中整流输出主要由7815、7915、7824和7805三端集成稳压器实现主电路工作时,380V三相交流电经过隔离变压器(电源变压器)由2个抽头分别得到切割抽头(148V)和焊接抽头(60V)的交流电,然后经过晶闸管可控桥式整流电路、滤波电路后得到直流电。空载时切割电压为200V,焊接电压为80V;工作时在高频引弧电路中产生250kHz/2500V的高频电压耦合到割炬或焊枪,电离空气,进行切割或焊接。当主机申请响应后输出信号使继电器闭合接通带电,接通高频回路,高频振荡器产生的高频高压信号耦合到割矩或焊枪上,从而击穿空气形成等离子弧。当切割或焊接完毕后,回路电流为零,电流传感器输出0信号,在程序的控制下电路延时几十秒后自动断开气阀;压力控制器触点断开,主接触器断电停止工作,主电路输出电压为零。 优点 由于等离子电弧具有较高的能量密度,温度及刚直性(能量密度可达10000到100000w/平方厘米,弧柱中心温度可达18000—24000K 以上,焰流速度可达300m/s以上),因此与一般电弧焊相比,等离子电弧具有下列优点: 1.能量密度大,电弧方向性强,融透能力强,在不开坡口,不加填充焊丝的情况下可一次焊透8至10mm厚的不锈钢板,与钨极氩弧焊相比,在相同的焊缝熔深情况下,等离子焊接速度要快得多。 2.焊缝质量对弧长的变化不敏感。这是由于等离子弧的形态接近圆柱形,发散角很小(约5度),且挺直性好,弧长变化对加热斑点的面积影响很小,因此容易获得均匀的焊缝形状。若按钨极氩弧焊的扩散角为90度,等离子焊扩散角为5度计算,电弧断面变化20%时,钨极氩弧焊的焊炬高度只允许变化±0.12mm,而等离子焊则可变化±1.2mm,这对保证焊缝成形和焊缝均匀性都十分有益。 3.钨极缩在水冷铜喷嘴内部,不可能与工件接触,因此可有效避免焊缝金属产生夹钨现象。另外,电弧搅动性好,熔池温度高,有利于熔池内气体的释放。 4.等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定。配
第十一章等离子弧焊接与切割 第一节等离子弧概述 一、等离子弧原理 等离子弧是自由电弧压缩而成的。电弧通过水冷喷嘴、限制其直径,称机械压缩。水冷内壁温度较低,紧贴喷嘴内壁的气体温度也极低,形成了一定厚度的冷气膜,冷气膜进一步迫使弧柱截面减小,称热压缩。弧柱截面的缩小,使电流密度大为提高,增强了磁收缩效应,称磁压缩。在三种压缩的作用下,等离子弧的能量集中(能量密度可达105~106W/cm2),温度高(弧柱中心温度18000~24000K),焰流速度大(可达300m/s)。这些特性使得等离子弧广泛应用于焊接、喷涂、堆焊及切割。 二、等离子弧的特点 由于等离子弧的特性,与钨极氩弧焊相比,有以下特点: (1)等离子弧能量集中、温度高,对于大多数金属在一定厚度范围内都能获得小孔效应,可以得到充分熔透、反面成形均匀的焊缝。 (2)电弧挺度好,等离子弧的扩散角仅5°左右,基本上是圆柱形,弧长变化对工件上的加热面积和电流密度影响比较小。所以,等离子弧焊弧长变化对焊缝成形的影响不明显。 (3)焊接速度比钨极氩弧焊快。 (4)能够焊接更细、更薄加工件。 (5)其设备比较复杂、费用较高,工艺参数调节匹配也比较复杂。 三、等离子弧的类型 按电源连接方式,等离子弧有非转移型、转移型和联合型三种形式。 (一)联合型等离子弧 工作时,非转移型弧和转移弧同时存在,称为联合型等离子弧。主要用于微束等离子弧焊和粉末堆焊等。 (二)非转移型等离子弧 钨极接电源负极,喷嘴接电源正极,等离子弧体产生在钨极和喷嘴之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。 (三)转移型等离子弧 钨极接电源负极,工件接电源正极,等离子弧体产生于钨极与工件之间。转移弧难以直接形成,必须先引燃非转移弧,然后才能过渡到转移弧。金属焊接、切割几乎均采用转移型弧。 四、适用范围 1、操作方式 等离子弧焊适于手工和自动两种操作,可以焊接连续或断续的焊缝。焊接时可添加或不添加填充金属。 2、被焊金属 一般TIG能焊的大多数金属,均可用等离子弧焊接,如碳钢、不锈钢、铜合金、镍及其合金、钛及其合金等。低熔点和沸点的金属如铅、锌等,不适于等离子弧焊接。 3、焊接位置 手工等离子弧焊可全位置焊接、自动等离子弧焊通常是在平焊和横焊位置上进行。 4、可焊厚度 等离子弧焊很适于焊接薄板,不开坡口,背面不加衬垫,最薄的可焊接0.01mm金属薄片。单面焊一次能焊透金属的厚度,如表11-1所列。
微束等离子弧焊工艺知识 人们通常将焊接电流在30A以下的等离子弧焊接,称为微束等离子弧焊接。由于是在小电流条件下,无论是等离子弧的形态、稳定性及其对电源,设备的要求,还是焊接工艺过程及其操作方法,都有一系列的特殊性。 (1)微束等离子弧焊的特点 微束等离子焊接是一种小电流(通常小于30A)熔人型焊接工艺,为了保持小电流时电弧的稳定,一般采用小孔径压缩喷嘴(0.6~1.2mm)及联合型电弧。即焊接时会存在两个电弧,一个是燃烧于电极与喷嘴之间的非转移弧,另一个为燃烧于电极与焊件之间的转移弧,前者起着引弧和维弧作用,使转移弧在电流小至0.5A时仍非常稳定,后者用于熔化工件。 微束等离子弧是等离子弧的一种。在产生普通等离子弧的基础上采取提高电弧稳定性措,进一步加强电弧的压缩作用,减小电流和气流,缩小电弧室的尺寸。这样,就使微小的等离子焊枪喷嘴喷射出小的等离子弧焰流,如同缝纫机针一般细小。与钨极氩弧焊相比,微束等离子弧焊接的优点是: a.可焊更薄的金属,最小可焊厚度为0.01mm b.弧长在很大的范围内变化时,也不会断弧,并能保持柱状特征,巳焊接速度快、焊缝窄、热影响区小、焊接变形小。
(2)获得微束等离子弧的三要素 获得微束等离子弧,必须满足以下三个基本条件。 ①微束等离子弧发生器是产生微束等离子弧的器件,也称为等离子枪,它是以等离子电弧室为主体组成的。产生微束等离子弧的第一要素是要有一个良好的等离子枪,要求不漏气、不漏水、不漏电,电极对中且调整更换方便,喷嘴耐用又便于更换。 电弧室由上下两体构成,中间加以绝缘。上枪体的主要功能是:夹持钨极并使之接人电源负极,以使钨极尖端能产生电弧放电的阴极斑点;将电弧放电产生在钨极区的热量及时排出;钨极应能始终保持对准下枪体的喷嘴孔径中心,且应能调整极尖的高度和更换新钨极,导人惰性压缩气体。这样,上枪体应有电、气、水三个导人孔道和一个水的出口。下枪体上安装经常更换的喷嘴,要接电源的正极,要有进出冷却水的散热系统。有的微束等离子弧焊枪上设有保护气系统,也设置在下枪体上。 ②直流电源作为微束等离子弧的电源,除了普通等离子弧的直流电源、下降伏安特性、电流可以细微调节等要求外,还有一个重要的特殊要求,即高空载电压。一般直流电源的空载电压是80~100V,微束等离子弧的电源空载电压应是120~160V,有时还要高达200V。因为微束等离子弧的电流小(<30A),电弧气体介质质点的电离、发射作用弱,为便于引弧和稳弧,就需要提高空载电压来加强场致发射作
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal. 等离子弧焊接及切割的安全操作技术正式版
等离子弧焊接及切割的安全操作技术 正式版 下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。文档可以直接使用,也可根据实际需要修订后使用。 1.等离子弧焊接和切割用电源的空载电压较高,尤其在乎操作时,有电击妁危险。因此: (1)电源在使用时必须可靠接地。 (2)焊枪枪体或割枪枪体与手触摸部分必须可靠绝缘。 (3)可以采用较低电压引燃非转移弧后再接通较高电压的转移弧回路。 (4)如果起动开关装在手把上,必须对外露开关套上绝缘橡胶管,避免手直接接触开关。 (5)等离子弧焊接和切割用喷嘴及电极
的寿命相对较短,要经常更换,更换时要保证电源处于断开状态。 2.防电弧光辐射 等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。自动操作时,可在操作者与操作区之间设置防护屏。等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。 3.防高频和射线 等离子弧焊接和切割都采用高频振荡
等离子弧切割 等离子切割适合于所有金属材料和部分非金属材料,是切割不锈钢、铝及铝合金、铜及铜合金等有色金属的有效方法。最大切割厚度可达到180~200mm。目前已用切割厚度35mm以下的低碳钢和低合金结构钢。 厚度25mm以下的碳钢板切割时,采用等离子弧切割双氧-乙炔切割快5倍左右;而对于大于25mm 的板切割时,氧-乙炔切割速度快些。 1.气体选择 等离子弧切割工作气体既是等离子弧的导电介质,同时还要排除切口中的熔融金属,因此对等离子弧的切割特性以及切割质量和速度有明显的影响。等离子弧切割在生产中通常使用的离子气体有N 2 、Ar、 N 2+H 2 、N 2 +Ar,也有用压缩空气、氧气、水蒸气或水作为产生等离子弧的介质。离子气的种类决定切割时 的弧压,弧压越高切割功率越大,切割速度及切割厚度都相应提高。但弧压越高,要求切割电源的空载电压也越高,否则难以引弧或电弧在切割过程中容易熄灭。 N 2 是一种广泛采用的切割离子气,氮气的热压缩效应比较强,携带性好,动能大,价廉易得,是一种被广泛应用的切割气体。但氮气用作离子气时,由于引弧性和稳弧性较差,需要有较高的空载电压,一般在165V以上。 氢气的携热性、导热性都很好,所需分子分解热较大,故要求更高的空载电压(350V以上)才能产生稳定的等离子弧。由于氢气等离子弧的喷嘴很易烧损,因此氢常作为一种辅助气体而被加入,特别是大厚度工件切割时加入一点氢对提高切割能力和改善切口质量有显著成效。 用工业纯氩作为切割气体,只需要用较低的空载电压(70~90V),但切割厚度仅在30mm以下,且 由于氩气费用较高,不经济,所以一般不常使用。N 2、H 2 、Ar任意两种气体混合使用,比任何一种单一
材料表面工程结课论文—— 等离子弧堆焊 学院(系): 专业: 学生姓名: 学号: 教学老师: 完成日期:
目录 摘要................................................................................................................... - 1 - 一、堆焊简介........................................................................................................... - 1 - 1.1堆焊定义 .............................................................................................. - 1 - 1.2堆焊材料 .............................................................................................. - 1 - 1.2.1 铁基堆焊合金 ........................................................................... - 1 - 1.2.2 钴基堆焊合金 ........................................................................... - 2 - 1.2.3 镍基堆焊合金 ........................................................................... - 2 - 1.2.4 铜基堆焊合金 ........................................................................... - 2 - 1.2.5 复合堆焊合金 ........................................................................... - 2 - 1.3堆焊的常用方法 .................................................................................. - 3 - 1.3.1 手工电弧堆焊 ........................................................................... - 3 - 1.3.2 氧—乙炔火焰堆焊 ................................................................... - 3 - 1.3.3埋弧堆焊 ................................................................................... - 4 - 1.3.4钨极氩弧堆焊 ........................................................................... - 4 - 1.3.5等离子弧堆焊 ........................................................................... - 5 - 二、等离子弧堆焊简介........................................................................................... - 5 - 2.1等离子弧的产生及特点 ...................................................................... - 5 - 2.2等离子弧堆焊的原理及特点 .............................................................. - 6 - 2.2.1 等离子弧堆焊的原理 ............................................................... - 6 - 2.2.2 等离子弧堆焊的特点 ............................................................... - 7 - 2.3等离子弧堆焊的分类 .......................................................................... - 8 - 2.4粉末等离子弧堆焊 .............................................................................. - 8 - 2.4.1 自熔性合金粉末 ....................................................................... - 8 - 2.4.2 复合合金粉末 ........................................................................... - 9 - 2.5等离子弧堆焊的应用 .......................................................................... - 9 - 2.5.1 修复机械零件 ........................................................................... - 9 - 2.5.2制造双金属零件 ....................................................................... - 9 - 三、等离子弧堆焊的发展趋势............................................................................. - 10 -参考文献........................................................................................................... - 11 -