轧机弹性变形-正文
在轧制过程中,金属受轧辊作用而塑性变形,工作机座(和轧辊)受金属的反作用力则产生弹性变形,使轧机的辊缝发生变化,影响轧件尺寸。因此,在设计、使用和控制轧机时,要确定轧机的弹性变形量。
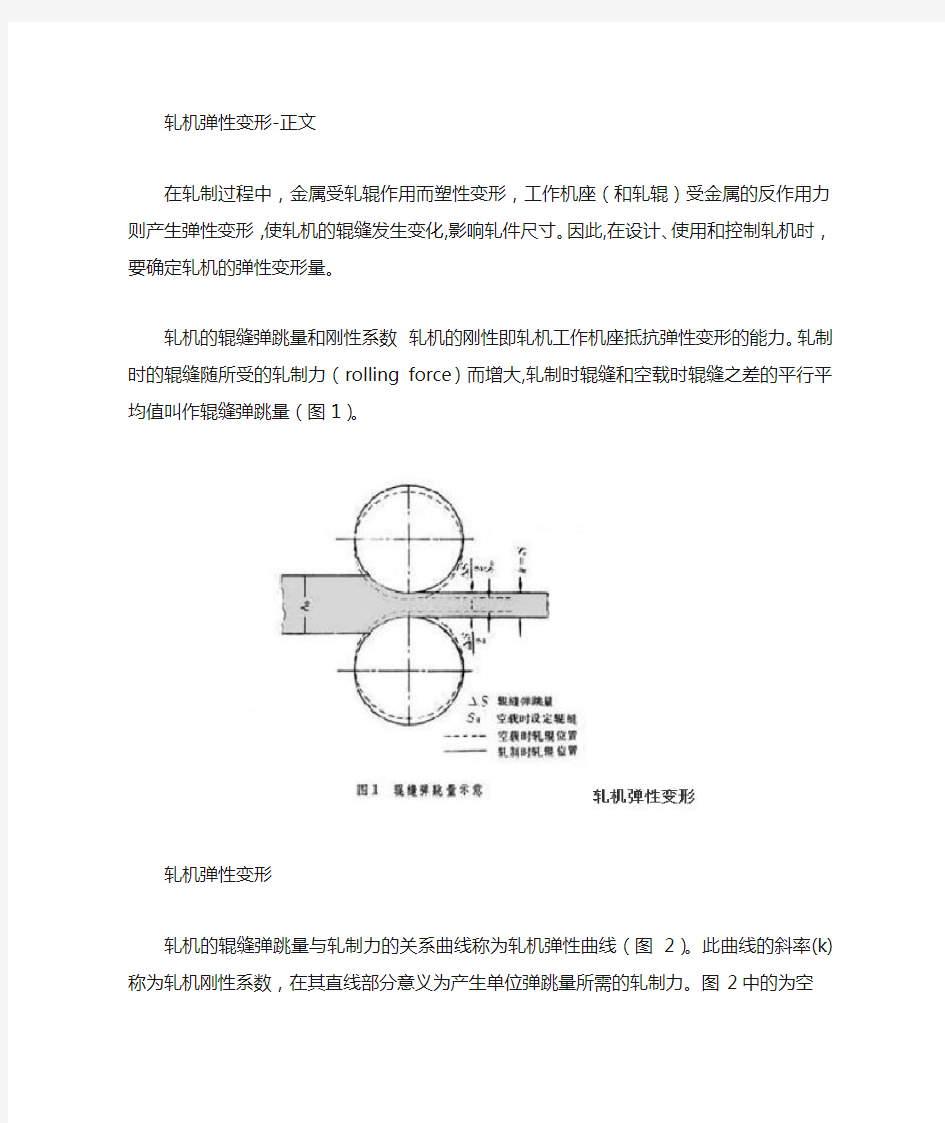
轧机的辊缝弹跳量和刚性系数轧机的刚性即轧机工作机座抵抗弹性变形的能力。轧制时的辊缝随所受的轧制力(rolling force)而增大,轧制时辊缝和空载时辊缝之差的平行平均值叫作辊缝弹跳量(图1)。
轧机弹性变形
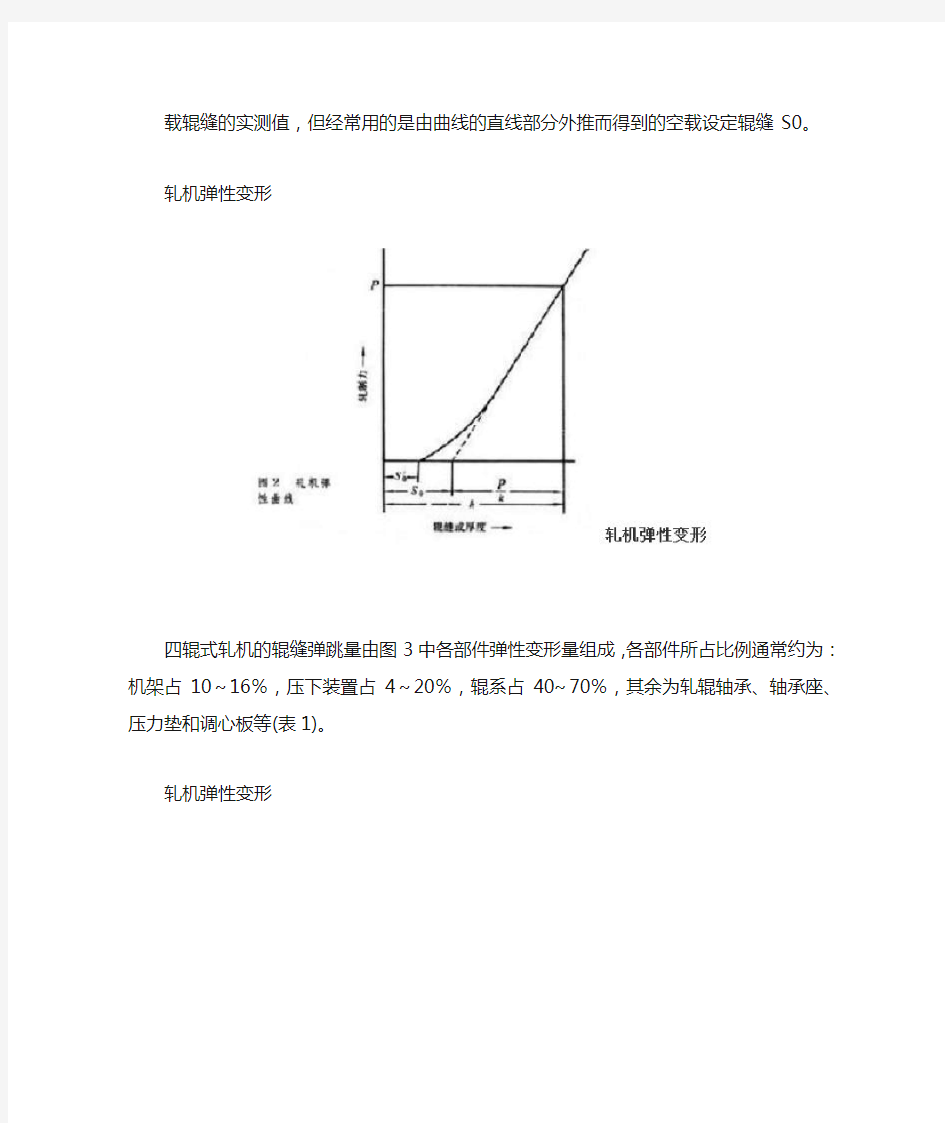
轧机的辊缝弹跳量与轧制力的关系曲线称为轧机弹性曲线(图2)。此曲线的斜率(k)称为轧机刚性系数,在其直线部分意义为产生单位弹跳量所需的轧制力。图2中的为空
载辊缝的实测值,但经常用的是由曲线的直线部分外推而得到的空载设定辊缝S0。
轧机弹性变形
四辊式轧机的辊缝弹跳量由图3中各部件弹性变形量组成,各部件所占比例通常约为:机架占10~16%,压下装置占4~20%,辊系占 40~70%,其余为轧辊轴承、轴承座、压力垫和调心板等(表1)。
轧机弹性变形
轧机弹性变形
影响轧机刚性系数的主要因素是轧机结构、尺寸,特别是辊系尺寸。轧制条件如轧制速度和板宽也有影响:前者使油膜轴承的油膜厚度变化;后者影响辊系变形。实际应用时常把轧机刚性系数定为常数,按不同轧制条件作适当修正。中国几种板带轧机刚性系数见表2。
刚性系数的测定轧机刚性系数可由理论计算确定,但通常是在轧机上实测获得。测定方法有轧板法和压下压靠法。轧板法是在设定空载辊缝下,轧制不同厚度的板坯,测定轧制力和轧制板厚,绘出轧机弹性特性曲线,求出轧机在一定条件下的刚性系数;条件不同时,按测出刚性系数的修正系数加以修正。压下压靠法比轧板法简单,是在轧机空转时,压靠轧辊,记录压下螺丝的压靠量和轧制力,以压靠量作为弹跳量,绘出轧机弹性曲线。此法可以实测出不同轧制速度下轧机的刚性系数,但由于未轧板时是工作辊面全面压靠,所以数值偏大,相当于轧板宽等于辊面宽时的刚性系数。
轧机弹跳方程板带出口厚度h,空载时设定辊缝S0,轧制力P和轧机刚性系数k之间根据
轧机弹性曲线有以下关系:
此式称为轧机弹跳方程,式中P/k即为辊缝弹跳量。
轧制状态板带轧机的轧制状态可由图4的轧机弹性曲线和轧件塑性曲线来描述。轧件塑性曲线是轧制力与压下量的关系曲线,曲线上的某点切线的斜率Q称为轧件塑性系数。图4中两曲线的交点就是该轧制条件下的轧制状态(轧制力和轧件出口厚度)。分析图4可看出,当轧机弹性曲线位置不变时,即当在一定的轧机和辊缝设定值的条件下,影响轧件厚度变化的
因素就是改变轧件塑性曲线位置的因素:①带坯厚度;②轧件变形抗力。为缩小轧件厚度波动值的有效方法是提高轧机刚性系数,亦即使轧机弹性曲线变陡。现代设计的轧机都选择较大的刚性。由于轧机尺寸的限制,不能完全依靠增大轧机刚性来改善轧件尺寸精度,因此发展出板带轧制的自动厚度控制系统(AGC)。
轧机弹性变形
AGC 按测厚方式分为两类:①用测厚仪直接测厚并通过调整设定辊缝或张力来控制厚度。通常前者用于粗调,后者用于精调。②用测厚计原理间接测厚,即根据测量的轧制力,用弹跳方程算出轧制厚度。此法没有直接测厚仪的滞后缺点,但精度稍差,一般需用测厚仪校正监
控。当出现厚度差时,辊缝调整量ΔS与厚度差Δh的关系为:
为了快速调整辊缝,现代轧机采用电-液伺服控制的液压缸代替电动压下螺丝;响应时间可在0.02秒以下,压下速度快,几乎在轧机弹跳产生的同时就给予压下补偿,保持轧机辊缝恒定,相当于轧机刚性系数为无穷大。考虑控制系统的稳定性和轧制板形等需要,可调整补偿系数,相当于改变轧机刚性系数。因为轧机具有刚性系数可变的优点,所以又称变刚性轧机。
轧机的轧辊挠度和横向刚性系数轧制时辊身中部和边部辊缝差的增量Δx 称为轧辊挠度
(图5)。
轧机弹性变
形
轧辊挠度与轧制力关系曲线的斜率表示轧机横向刚性特性,称轧机横向刚性系数,其意义是产生单位挠度所需的轧制力。轧辊挠度影响板带的横向厚度和板形(对型棒材尺寸影响很小,可忽略不计)。挠度也随轧制力增大而增加。
轧辊挠度主要由辊系的以下四部分变形组成:轧辊弯曲挠度,轧辊剪切挠度,工作辊和支撑辊之间的弹性压扁,工作辊与轧件接触弹性压扁。影响轧辊挠度的主要因素是:辊系尺寸,轧制力,轧辊凸度(原始磨削凸度、热凸度和磨损)。组成辊系挠度的四部分难于分别测定,只能用轧板法测量总的轧辊挠度,即测量轧板横断面凸度来绘出轧制力与轧辊挠度的关系曲线,求出轧机的横向刚性系数。也可用理论计算分别求出上述四部分变形,再求总和,然后同实测值比较。
为了获得良好的板带横断面尺寸精度和板形,仅用加大工作辊径和增加支撑辊径或辊数来减少挠度是有限的,需用控制辊形的方法抵偿所产生的挠曲。控制辊形的方法有两种:①用加热或控制冷却液的方法,控制轧辊的热凸度。这种方法由于热惯性等而不能迅速进行调整,难于准确控制。②机械方法。主要用液压弯辊,或在多辊轧机中抽动中间辊;此法调整迅速有效,并可与板形检测仪组成闭环控制系统。
液压弯辊,在轧辊轴承座间安装推力液压缸,调整液压力以改变弯曲力的大小,使工作辊或支撑辊产生正弯或负弯,控制辊形和板形(图6)。此种装置(主要是工作辊弯曲)已广泛用于各种板带轧机上,效果较
好。日本日立制作所近来发展出可抽动中间辊来改变挠度,控制辊形的六辊轧机(图7),即HC轧机(HighCrown Control Mill)。这种措施的优点是控制精度高,可使横向刚性系数接近无穷大,可以更有效地控制辊形和板形,现正在各种板带轧机上推广应用。日本的VC支撑轧辊等也是发展中的辊形和板形控制装置
硕士学位论文 铝合金板材19辊 六重矫直机设计研究 姓名: 申请专业:机械设计制造及其自动化指导教师: 日期:2012.11.11
太原科技大学硕士学位论文 目录
摘要 本文根据XXX铝业有限公司,矫直铝及铝合金板材产品的参数需求,设计开发了2200六重19辊矫直机。该产品已在国内某企业的生产线上进行了调试运行,并已投入生产取得了好的经济效益。 文中介绍了矫直机及矫直技术的发展概况和种类、特点,通过研究辊式矫直机(冷矫)辊系参数的确定方法、辊式矫直机力能参数的计算方法和辊式矫直机的结构设计,完成了2200六重19辊矫直机整机结构的确定及设计,基本参数、力能参数的确定及校核,并通过有限元分析,验证了矫直过程中压下量、矫直力、矫直过程中板材的应力变化情况等。同时为公司开发设计适用于不同规格产品的矫直机,提供理论及实践依据,使以后在新设计时对设备基本参数的确定,力能参数的计算更准确、更合理,整个设备更经济实用。 此19辊六重矫直机辊系类型为平行辊等辊距辊系,设有中间辊,上、下辊系各采用了7列短支承辊,交错布置,其调整方向与工作辊轴线垂直,通过弧度支撑面及斜楔调整各列段支承辊,从而改变工作辊凸度,这是目前比较先进的机械调凸机构。上工作辊系通过压下装置实现整体上下升降,以满足反复及双向咬入矫直;通过摆动机构,实现上矫直辊系的整体倾斜调整,在纵向形成递减的压弯量,实现每个工作辊单独升降,提高矫直质量和效率。
1、绪论 1.1矫直设备在冶金行业中的用途 矫直是金属材料加工的后部工序,是应用弹塑性理论将弯曲的、断面不规则的型材变直和整形的一种机械加工方法,广泛应用于机械工业和冶金工业中。这道工序可以大幅度的提高产品的质量水平,大大改善产品在轧制、冷却和运输过程中产生的各种形状缺陷。尤其是在轧制过程中产生的缺陷。 钢板在热轧时,由于加热后的原料存在一定的内外温度差、上下表面温度差,以及轧制过程降温的不均匀性、压下控制的不尽合理等,会造成轧件延伸不均匀,其后在辊道停留产生的黑印和冷却等因素影响下,钢板往往会产生形状缺陷,如纵向弯曲、横向弯曲、边缘浪形、中间浪形等,为了保证钢板的平直度符合产品规定,对热轧后的钢板必须进行矫直。 矫直机是板带材工艺线上的主要生产设备,可以单独的用于机械加工车间,也可在连续生产线中使用。它的性能高低对成品钢板的外观质量有这决定性的作用,它的先进与否在很大程度上反映了生产厂家的技术装备水平。 1.2矫直设备的分类及特点 现代矫直设备品种及规格较多,结合本文设计的19辊矫直机,将设备按结构特征及用途分为五类。
轧机弹性变形-正文 在轧制过程中,金属受轧辊作用而塑性变形,工作机座(和轧辊)受金属的反作用力则产生弹性变形,使轧机的辊缝发生变化,影响轧件尺寸。因此,在设计、使用和控制轧机时,要确定轧机的弹性变形量。 轧机的辊缝弹跳量和刚性系数轧机的刚性即轧机工作机座抵抗弹性变形的能力。轧制时的辊缝随所受的轧制力(rolling force)而增大,轧制时辊缝和空载时辊缝之差的平行平均值叫作辊缝弹跳量(图1)。 轧机弹性变形 轧机的辊缝弹跳量与轧制力的关系曲线称为轧机弹性曲线(图2)。此曲线的斜率(k)称为轧机刚性系数,在其直线部分意义为产生单位弹跳量所需的轧制力。图2中的为空 载辊缝的实测值,但经常用的是由曲线的直线部分外推而得到的空载设定辊缝S0。 轧机弹性变形
四辊式轧机的辊缝弹跳量由图3中各部件弹性变形量组成,各部件所占比例通常约为:机架占10~16%,压下装置占4~20%,辊系占 40~70%,其余为轧辊轴承、轴承座、压力垫和调心板等(表1)。 轧机弹性变形
轧机弹性变形 影响轧机刚性系数的主要因素是轧机结构、尺寸,特别是辊系尺寸。轧制条件如轧制速度和板宽也有影响:前者使油膜轴承的油膜厚度变化;后者影响辊系变形。实际应用时常把轧机刚性系数定为常数,按不同轧制条件作适当修正。中国几种板带轧机刚性系数见表2。 刚性系数的测定轧机刚性系数可由理论计算确定,但通常是在轧机上实测获得。测定方法有轧板法和压下压靠法。轧板法是在设定空载辊缝下,轧制不同厚度的板坯,测定轧制力和轧制板厚,绘出轧机弹性特性曲线,求出轧机在一定条件下的刚性系数;条件不同时,按测出刚性系数的修正系数加以修正。压下压靠法比轧板法简单,是在轧机空转时,压靠轧辊,记录压下螺丝的压靠量和轧制力,以压靠量作为弹跳量,绘出轧机弹性曲线。此法可以实测出不同轧制速度下轧机的刚性系数,但由于未轧板时是工作辊面全面压靠,所以数值偏大,相当于轧板宽等于辊面宽时的刚性系数。 轧机弹跳方程板带出口厚度h,空载时设定辊缝S0,轧制力P和轧机刚性系数k之间根据 轧机弹性曲线有以下关系: 此式称为轧机弹跳方程,式中P/k即为辊缝弹跳量。 轧制状态板带轧机的轧制状态可由图4的轧机弹性曲线和轧件塑性曲线来描述。轧件塑性曲线是轧制力与压下量的关系曲线,曲线上的某点切线的斜率Q称为轧件塑性系数。图4中两曲线的交点就是该轧制条件下的轧制状态(轧制力和轧件出口厚度)。分析图4可看出,当轧机弹性曲线位置不变时,即当在一定的轧机和辊缝设定值的条件下,影响轧件厚度变化的
The formula between Shrapnel stress and deflection The deflection curve equation of Shrapnel is as following: ()x l EI F y x --=362 (1) The max deflection of the Shrapnel ’s endpoint A : EI F l y A 33-= (2) In which I stands for Z-axis moment of inertia of the Shrapnel ’s Section, 1232 2222 2b y y a dydZ dA I a a b b ===???-- (3) To verify the correctness of the above formula . Assume : l=10mm ;a=2mm ;b=0.2mm ;E=210GP;F=11N Result:mm 95.013-=y A The figure is the finite element result:
The deflection curve equation of Shrapnel is as following: EI F y x 2d 2 -= (1) The max deflection of the Shrapnel’s endpoint A : EI F l y A 2d -= (2) In which I stands for Z-axis moment of inertia of the Shrapnel’s Section, 1232 2222 2b y y a dydZ dA I a a b b ===???-- (3) b l y Ea F A 32d 12-= (4)
一、弹性和塑性的概念 可变形固体在外力作用下将发生变形。根据变形的特点,固体在受力过程中的力学行为可分为两个明显不同的阶段:当外力小于某一限值(通常称之为弹性极限荷载)时,在引起变形的外力卸除后,固体能完全恢复原来的形状,这种能恢复的变形称为弹性变形,固体只产生弹性变形的阶段称为弹性阶段;当外力一旦超过弹性极限荷载时,这时再卸除荷载,固体也不能恢复原状,其中有一部分不能消失的变形被保留下来,这种保留下来的永久变形就称为塑性变形,这一阶段称为塑性阶段。 根据上述固体受力变形的特点,所谓弹性,就定义为固体在去掉外力后恢复原来形状的性质;而所谓塑性,则定义为在去掉外力后不能恢复原来形状的性质。“弹性(Elastici ty)”和“塑性(Plasticity)”是可变形固体的基本属性,两者的主要区别在于以下两个方面: 1)变形是否可恢复 .......:弹性变形是可以完全恢复的,即弹性变形过程是一个可逆的过程;塑性变形则是不可恢复的,塑性变形过程是一个不可逆的过程。 2)应力和应变之间是否一一对应 .............:在弹性阶段,应力和应变之间存在一一对应的单值函数关系,而且通常还假设是线性关系;在塑性阶段,应力和应变之间通常不存在一一对应的关系,而且是非线性关系(这种非线性称为物理非线性)。 工程中,常把脆性和韧性也作为一对概念来讲,它们之间的区别在于固体破坏时的变形大小,若变形很小就破坏,这种性质称为脆性;能够经受很大变形才破坏的,称为韧性或延性。通常,脆性固体的塑性变形能力差,而韧性固体的塑性变形能力强。 二、弹塑性力学的研究对象及其简化模型 弹塑性力学是固体力学的一个分支学科,它由弹性理论和塑性理论组成。弹性理论研究理想弹性体在弹性阶段的力学问题,塑性理论研究经过抽象处理后的可变形固体在塑性阶段的力
温度、热量与热变形的关系及计算方法研究 摘要:通过分析热变形与热量之间的关系,提出利用平均线膨胀系数,将较复杂温度分布(如移动持续热源形成的温度分布) 情况下工件热变形量的计算简化为热量含量相同且温度均布状态下工件热变形量的计算方法,并给出了计算实例。 1 引言 在机械制造、仪器仪表等行业,由温度引起的热变形是影响机器、仪器设备精度的重要因素,热变形引起的误差通常可占总误差的1/3。在精密加工中,热变形引起的误差在加工总误差中所占比例可达4 0%~70%。为提高机器设备的工作精度,通常可采用温度控制和精度补偿两种途径来减小温度对精度的影响。温度控制是对关键热源部件或关键零件的温度波动范围进行精密控制(包括环境温度控制)。实现方法包括:①采用新型结构,如机床中的复合恒温构件等;②使用降温系统控制部件温升;③采用低膨胀系数材料等。这些方法都可程度不同地降低热变形程度,但成本较高。精度补偿方法是通过建立热变形数学模型,计算出热变形量与温度的关系,采用相应的软件补偿或硬件设备进行精度补偿。精度补偿法虽然成本较低,但要求建立精确且计算简便的数学模型。目前常见的数学模型大多是以温度作为主要计算因素,当形状规则的工件处于稳定、均匀的温度场中时,热变形数学模型的计算简便性可得到较好保证,但对于处于移动持续热源温度
场中的工件,其温度分布函数的计算将变得相当复杂,甚至无法得出解析解,只能采用逼近的近似数值解法。例如:对精密丝杠进行磨削加工时,磨削热引起的丝杠热变形会导致丝杠螺距误差。在计算丝杠热变形量时,首先必须建立砂轮磨削热产生的移动持续热源在丝杠上形成的温度分布数学模型。再如:车削加工中产生的切削热形成一持续热源,使车刀产生较大热膨胀量(可达0.1mm),严重影响加工精度。计算车刀的热变形量时,首先需要建立持续热源在车刀刀杆中的温度分布模型,这就增加了计算的复杂性。 图1 双原子模型示意图 本文从温度、热量和热变形的定义出发,分析了热量与热变形的关系。利用该关系,可简化实际工程应用中的热变形数学模型,减小运算工作量。 2 热变形原理及计算公式 热变形原理相当复杂,目前只能在微观上给予定性解释。固体材料的热膨胀本质上可归结为点阵结构中各点平均距离随温度的升高 而增大。德拜(Debye)理论认为,各原子间的热振动相互牵连制约,随着温度的升高,各质点的热振动加剧,质点间的距离增大,在宏观上表现为晶体膨胀现象。用图1所示双原子模型可解释如下:在温度T0时,原子1与原子2的间距为r0,当温度升高时,原子热运动加剧,原子间势能增加,两原子间势能U(r)增大,原子间距r=r0+x0。将U(r)
第8章 弯曲变形 本章要点 【概念】平面弯曲,剪力、弯矩符号规定,纯弯曲,中性轴,曲率,挠度,转角。 剪力、弯矩与荷载集度的关系;弯曲正应力的适用条件;提高梁的弯曲强度的措施;运用叠加法求弯曲变形的前提条件;截面上正应力分布规律、切应力分布规律。 【公式】 1. 弯曲正应力 变形几何关系:y ερ = 物理关系:E y σρ = 静力关系:0N A F dA σ==?,0y A M z dA σ==?,2z z A A EI E M y dA y dA σρ ρ == =?? 中性层曲率: 1 M EI ρ = 弯曲正应力应力:,M y I σ= ,max max z M W σ= 弯曲变形的正应力强度条件:[]max max z M W σσ=≤ 2. 弯曲切应力 矩形截面梁弯曲切应力:b I S F y z z S ??=* )(τ,A F bh F S S 2323max ==τ 工字形梁弯曲切应力:d I S F y z z S ??=* )(τ,A F dh F S S ==max τ 圆形截面梁弯曲切应力:b I S F y z z S ??=* )(τ,A F S 34max =τ 弯曲切应力强度条件:[]ττ≤max
3. 梁的弯曲变形 梁的挠曲线近似微分方程:() ''EIw M x =- 梁的转角方程:1()dw M x dx C dx EI θ= =-+? 梁的挠度方程:12()Z M x w dx dx C x C EI ??=-++ ??? ?? 练习题 一. 单选题 1、 建立平面弯曲正应力公式z I My /=σ,需要考虑的关系有( )。查看答案 A 、平衡关系,物理关系,变形几何关系 B 、变形几何关系,物理关系,静力关系; C 、变形几何关系,平衡关系,静力关系 D 、平衡关系, 物理关系,静力关系; 2、 利用积分法求梁的变形,不需要用到下面那类条件( )来确定积分常 数。查看答案 A 、平衡条件 B 、边界条件 C 、连续性条件 D 、光滑性条件 3、 在图1悬臂梁的AC 段上,各个截面上的( )。 A .剪力相同,弯矩不同 B .剪力不同,弯矩相同 C .剪力和弯矩均相同 D .剪力和弯矩均不同 图1 图2 4、 图2悬臂梁受力,其中( )。
?设计与研究? 炉卷轧机辊系弹性变形与应用研究① 王道远1② 刘春明1 黄贞益2 吴 胜2 陈大宏2 (1:东北大学材料与冶金学院 辽宁沈阳110004; 2:安徽工业大学材料科学与工程学院 安徽马鞍山243002) 摘要 根据南钢3500炉卷轧机工艺特点,采用三维有限元法(ANSYS软件)建立炉卷轧机辊系模型,研究了轧制力、弯辊力、轧件宽度、工作辊凸度的变化对辊系的影响规律以及辊间接触应力变化规律。根据模拟计算结果,设计了新的支撑辊辊型。现场实际应用表明,辊耗从0.218kg/t下降为0.165kg/t,降低幅度为 20.67%,效果显著。 关键词 炉卷轧机 有限单元法 辊系弹性变形 辊型 中图分类号 TG333.17 文献标识码 A Research on the Roll El asti c Defor mati on and Appli cati on for SteckelM ill W ang Daoyuan1 L iu Chun m ing1 Huang Zhenyi2 W u Sheng2 Chen Dahong2 (1:School of Materials and Metallurgy,Northeastern University,Shenyang L iaoning110004; 2:School ofMechanical Engineering,Anhui University of Technol ogy,Ma′anshan243002) ABSTRACT This paper created the steckelm ill′s model by finite ele mentmethod(the ANSYS)based on the Nanjing Ir on&Steel Co.L td3500steckel m ill;it analyzed the r olls deflecti on and the contact p ressure bet w een r olls of the steckel m ill under different r olling f orce,bending force,p late width,and work r oll cr own.After the FE M cal2 culati on,the back2up r oll p r ofile has been designed.Its p ractical app licati on results indicated that the effectwas sig2 nificant and the wear of r oll decreased fr om0.218kg/t t o0.165kg/t,the deceased degree was20.67%. KE YWO R D S Steckel m ill Finite ele ment method Rolls elastic defor mati on Roll p r ofile 1 引言 南京钢铁公司3500mm炉卷轧机为新一代炉卷轧机,是我国第一台现代化宽中厚板炉卷轧机[1,2]。其特点是:粗轧、精轧道次均在同一个机架上轧制,轧辊服役时间长,轧辊承受轧制力大。这使得现场轧辊辊耗较高,同时支撑辊端部剥落严重,如图1所示。这与轧辊辊型不当,造成边部接触应力集中有关。而轧辊弹性变形是轧辊辊型理论中的重要组成部分之一。但由于弹性变形和轧制力的大小、分布相互影响,使得准确模拟轧辊弹性变形的工作一直很困难[3] 。 图1 支撑辊掉肉现象 — 1 — Total No.177 Oct ober2009 冶 金 设 备 MET ALLURGI CAL E QU I P ME NT 总第177期 2009年10月第5期 ①②基金项目:江苏省科技成果转化专项资金项目(BA2006015) 作者简介:王道远,男,1967年出生,硕士,教授级高工,毕业于东北大学材料科学与工程专业,主要从事轧制工艺、产品性能研 究工作
电功率的计算公式的变形 解读电功率的计算公式: 电功率的四个表达式:(1)定义式:P=W/t。(2)反映电学特点的普适式P=UI。 与欧姆定律结合后得到的(3)式P=I2R。(4)式P=U2/R。 电功率是反映电能消耗快慢的物理量,定义为1秒钟内消耗电能的多少,因此,用所消耗的电能除以消耗这些电能所用的时间,就得到定义式P=W/t。 经实验研究证明,电功率等于导体两端电压与通过导体电流的乘积,即P=UI。电压和电流是电路中最重要的物理量。有电压才可能有电流。电能是通过电荷有规律的运动转化成其它形式的能量的,电荷有规律的运动就形成电流。没有电流就不会消耗电能,当然也就不会有电能转化为其它形式的能量。所以,P=UI广泛应用于电功率的计算。 与欧姆定律结合得到的(3)式P=I2R、(4)式P=U2/R适用于纯电阻电路。因为,欧姆定律反映的是导体中的电流与导体两端电压和导体电阻之间的关系,是在纯电阻电路中得出的,所以,它只适用于纯电阻电路。如:白炽灯、电阻、电热器等,不适用于含电动机的电路和输变电电路的计算。由于串联电路中电流处处相等,所以在串联电路中,使用(3)式P=I2R分析和计算方便。在并联电路中,各支路两端电压相等,所以用(4)式P=U2/R分析和计算方便。通过对近几年的中考命题分析,除了含电动机电路的电功率计算外,其它全是纯电阻电路。在纯电阻电路中,四个计算公式通用,可根据具体情况选择方便的公式进行运用。 巧用电阻不变求实际功率: 由用电器铭牌上的U额、P额,求出电阻。即由P= ,解出R=;由于电 阻是不变的物理量,当求不同电压的实际功率时,可依据求得。 例1:如图所示,电源电压不变,灯L1标有“6V 3W”字样。当S、S1均闭合时,L1 正常发光,的示数是____V。若闭合S、断开S1,的示数是0.3A,则L2的实际功率为__W。 解析:当S、S1均闭合时,L2被短路,此时L1正常发光,所以电压表示数等于6V。 当闭合S,断开S1 时,灯L1、L2串联。灯L1电阻。灯L1
焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。 为了给设计人员提供一定的参考,贴几个公式: 1、单V对接焊缝横向收缩近似值及公式: y = *e^() y=收缩近似值 e= x=板厚 2、script id=text173432>双V对接焊缝横向收缩近似值及公式: y = *e^() y=收缩近似值
e= x=板厚 3、 4、
5、 6、
1、预热处理是为了防止裂纹,同时兼有一定改善接头性能的作用,但是预热也恶化劳动条件,延长生产周期,增加制造成本。过高预热温度反会使接头韧性下降。 预热温度确定取决于钢材的化学成分、焊件结构形状、约束度、环境温度和焊后热处理等。随着钢材碳当量、板厚、结构约束度增大和环境温度下降,焊前预热温度也需相应提高。焊后进行热处理的可以不预热或降低预热温度。 Q345焊接的预热温度板厚≤40mm,可不预热; 板厚>40mm,预热温度≥100度(以上为理论参考)2、焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。具体经验公式见附件! 3、低合金钢接头焊接区的清理是一项不可忽视的工作,是建立低氢环境的主要环节之一。 若直接在焊件切割边缘和切割坡口上的焊接接头,则焊前必须清理干净切割面得氧化皮盒熔化金属的毛刺,必要时可用砂轮打磨。
可变形固体在外力作用下将发生变形。根据变形的特点,固体在受力过程中的力学行为可分为两个明显不同的阶段:当外力小于某一限值(通常称之为弹性极限荷载)时,在引起变形的外力卸除后,固体能完全恢复原来的形状,这种能恢复的变形称为弹性变形,固体只产生弹性变形的阶段称为弹性阶段;当外力一旦超过弹性极限荷载时,这时再卸除荷载,固体也不能恢复原状,其中有一部分不能消失的变形被保留下来,这种保留下来的永久变形就称为塑性变形,这一阶段称为塑性阶段。 根据上述固体受力变形的特点,所谓弹性,就定义为固体在去掉外力后恢复原来形状的性质;而所谓塑性,则定义为在去掉外力后不能恢复原来形状的性质。“弹性(Elastici ty)”和“塑性(Plasticity)”是可变形固体的基本属性,两者的主要区别在于以下两个方面: 1)变形是否可恢复 .......:弹性变形是可以完全恢复的,即弹性变形过程是一个可逆的过程;塑性变形则是不可恢复的,塑性变形过程是一个不可逆的过程。 2)应力和应变之间是否一一对应 .............:在弹性阶段,应力和应变之间存在一一对应的单值函数关系,而且通常还假设是线性关系;在塑性阶段,应力和应变之间通常不存在一一对应的关系,而且是非线性关系(这种非线性称为物理非线性)。 工程中,常把脆性和韧性也作为一对概念来讲,它们之间的区别在于固体破坏时的变形大小,若变形很小就破坏,这种性质称为脆性;能够经受很大变形才破坏的,称为韧性或延性。通常,脆性固体的塑性变形能力差,而韧性固体的塑性变形能力强。 二、弹塑性力学的研究对象及其简化模型 弹塑性力学是固体力学的一个分支学科,它由弹性理论和塑性理论组成。弹性理论研究理想弹性体在弹性阶段的力学问题,塑性理论研究经过抽象处理后的可变形固体在塑性阶段的力学问题。因此,弹塑性力学就是研究经过抽象化的可变形固体,从弹性阶段到塑性阶段、直至最后破坏的整个过程的力学问题。
一、弹性与塑性的概念 可变形固体在外力作用下将发生变形。根据变形的特点,固体在受力过程中的力学行为可分为两个明显不同的阶段:当外力小于某一限值(通常称之为弹性极限荷载)时,在引起变形的外力卸除后,固体能完全恢复原来的形状,这种能恢复的变形称为弹性变形,固体只产生弹性变形的阶段称为弹性阶段;当外力一旦超过弹性极限荷载时,这时再卸除荷载,固体也不能恢复原状,其中有一部分不能消失的变形被保留下来,这种保留下来的永久变形就称为塑性变形,这一阶段称为塑性阶段。 根据上述固体受力变形的特点,所谓弹性,就定义为固体在去掉外力后恢复原来形状的性质;而所谓塑性,则定义为在去掉外力后不能恢复原来形状的性质。“弹性(Elasticity)”与“塑性(P lasticity)”就是可变形固体的基本属性,两者的主要区别在于以下两个方面: 1)变形就是否可恢复 ........:弹性变形就是可以完全恢复的,即弹性变形过程就是一个可逆的过程;塑性变形则就是不可恢复的,塑性变形过程就是一个不可逆的过程。 2)应力与应变之间就是否一一对应 ..............:在弹性阶段,应力与应变之间存在一一对应的单值函数关系,而且通常还假设就是线性关系;在塑性阶段,应力与应变之间通常不存在一一对应的关系,而且就是非线性关系(这种非线性称为物理非线性)。 工程中,常把脆性与韧性也作为一对概念来讲,它们之间的区别在于固体破坏时的变形大小,若变形很小就破坏,这种性质称为脆性;能够经受很大变形才破坏的,称为韧性或延性。通常,脆性固体的塑性变形能力差,而韧性固体的塑性变形能力强。 二、弹塑性力学的研究对象及其简化模型 弹塑性力学就是固体力学的一个分支学科,它由弹性理论与塑性理论组成。弹性理论研究理想弹性体在弹性阶段的力学问题,塑性理论研究经过抽象处理后的可变形固体在塑性阶段的力
弯曲变形的强度条件和强度计算 当梁受到一组垂直于其轴线的力即横向力或位于轴线平面内的外力偶作用时,梁的轴线由一条直线变为曲线,称为弯曲变形。如果梁的几何形状材料性能和外力都对称于梁的纵向对称面则称为对称弯曲。如果梁变形后的轴为形心主惯性平面内的平面曲线则称为平面弯曲。本课程中主要研究以对称弯曲为主的平面弯曲,如图1所示。 图1 平面弯曲 一、梁弯曲时的内力——剪力和弯矩 梁的横截面上有两个分量——剪力和弯矩,它们都随着截面位置的变化而变化,可表示为F S=F S(x)和M=M (x),称为剪力方程和弯矩方程。 为了研究方便,通常对剪力和弯矩都有正负规定:使微段梁发生顺时针转动的剪力为正,反之为负,如图2所示;使微段梁上侧受拉下侧受压的弯矩为正,反之为负,如图3所示。 图2 剪力的正负 图3 弯矩的正负 例1:试写出下图所示梁的内力方程,并画出剪力图和弯矩图。
解:( 1 )求支反力 = ∑C M:0 3 10 12 6= ? - - ? Ay F,kN 7 = Ay F = ∑Y:0 10= - +By Ay F F,kN 3 = By F (2)列内力方程 剪力: ? ? ? < < - < < = 6 3 kN 3 3 kN 7 ) ( S x x x F 弯矩: ? ? ? ≤ ≤ ≤ ≤ ? - ? - = 6 3 3 m kN ) 6(3 m kN 12 7 ) ( x x x x x M (3)作剪力图和弯矩图 二、梁弯曲时的正应力 在一般情况下,梁的横截面上既有弯矩又有剪力。若梁上只有弯矩没有剪力,称为纯弯曲。本讲主要讨论纯弯曲时横截面上的应力——正应力。梁横截面上的正应力大小与该点至中性轴的距离成正比,即正应力沿截面宽度均匀分布,沿高度呈线性分布,如图4所示。 图4 梁弯曲时的正应力分布图 即有y I x M z ) ( = σ(1)
轧辊弹性压扁(elastic flattening of rolls) 轧辊在轧制力的作用下与轧件接触部分产生的弹性变形。轧辊的弹性压扁大时,可以使接触弧长度(见轧辊与轧件的接触面积)以及轧件的实际压下量等重要的轧制参数都发生明显的变化。在这种情况下,轧制力的计算必须考虑轧辊的弹性压扁。以小咬入角冷轧薄板和带材是典型的例子。 设△1和△2分别表示轧件和轧辊的弹性压缩值,用轧辊连心线上读数表示。为了使轧件通过轧制获得所需的压下量△h,必须使轧辊多压下△=△1+△2的距离。此时,接触弧长将增加由理想状态下的A1B1C增大为A2B2C(见图),可以计算出考虑弹性压扁时接触弧长的水平投影L%26rsquo;为 轧辊和轧件弹性变形对 变形区长度的影响 式中R'为轧辊压扁后的半径,△1和△2可以在弹性理论中关于两圆柱体弹性压缩的一般解中得到,经简化可得: △1=2p(1-%26gamma;12)/%26pi;E1,△2=2p(1-%26gamma;22)/%26pi;E2,如果假定x1=x2,则p=2x2p%26macr; 式中%26gamma;1和%26gamma;2及E1和E2分别表示轧辊和轧件的泊松比和弹性模量,p%26macr;为平均轧制单位压力因此 x2=8p%26macr;(1-%26gamma;12/%26pi;E1 +1-%26gamma;22/%26pi;E2)R' 如果轧件的弹性变形可以忽略,即△1=0,则 x2=8p%26macr;R'(1-%26gamma; )/%26pi;E 式中%26gamma; 和E为轧辊的泊松比和弹性模量。 轧辊产生弹性压扁时接触弧的曲率半径R'不易精确计算,通常的处理办法是假定压扁后的接触弧仍保持圆弧,仅是其值比原来增大了。根据上述计算,可求出 R'=R(1+2CP/%26Delta;hB),C=8(1-%26gamma; 2)/%26pi;E 式中R为轧辊的原始半径;C为轧辊的弹性常数;P为轧制力,B为轧件宽度。这就是常见的希契科克(J.Hitchcock)公式。为了计算出轧辊产生弹性压扁时的接触弧长L'和轧辊半径R',都需要预先确定平均轧制单位压力p%26macr;或轧制力P,但要精确计算p%26macr;和p,又
第一章: 单向静拉伸试验:是应用最广泛的力学性能试验方法之一。 1)可揭示材料在静载下的力学行为(三种失效形式):即:过量弹性变形、塑性变形、断裂。 2)可标定出材料最基本力学性能指标:如:屈服强度、抗拉强度、伸长率、断面收缩率等。 拉伸力-伸长曲线 拉伸曲线: 拉伸力F -绝对伸长△L 的关系曲线。 在拉伸力的作用下,退火低碳钢的变形过程四个阶段: 1)弹性变形:O ~e 2)不均匀屈服塑性变形:A ~C 3)均匀塑性变形:C ~B 4)不均匀集中塑性变形:B ~k 5)最后发生断裂。k ~ 第二章: 弹性变形:当外力去除后,能恢复到原形状或尺寸的变形。 特点:可逆性、单值线性、同相位、变形量小 本质:都是构成材料的原子(离子)或分子从平衡位置产生可逆位移的反映。 弹性模量E :是表征材料对弹性变形的抗力,工程称材料的刚度. E 值越大,在相同应力下产生的弹性变形就越小。 弹性模量是结构材料的重要力学性能指标之一。 影响因素:1、键合方式 2、原子结构 3、晶体结构 4、化学成分 5.微观组织 6.温度 弹性模量 E 与切变模量 G 关系:(其中: ν-泊松比。) 比例极限σp :是材料弹性变形按正比关系变化的最大应力,即拉伸应力一应变曲线上开始偏离直线时的应力值。 弹性极限:材料由弹性变形过渡到弹-塑性变形时的应力,当应力超过弹性极限σe 后,便开始产生塑性变形。 (比例极限σp 和弹性极限σe 与屈服强度的概念基本相同,都表示材料对微量塑性变形的抗力,影响因素也基本相同。) 弹性比功ae :(弹性比能、应变比能)表示材料在弹性变形过程中吸收弹性变形功的能力。一般用材料开始塑性变形前单位体积吸收的最大弹性变形功表示。 物理意义:吸收弹性变形功的能力。 几何意义:应力σ -应变ε曲线上弹性阶段下的面积。 欲提高材料的弹性比功:提高σe ,或降低 E 2E G ν=(1+)
05、基本知识 怎样推导梁的应力公式、变形公式(供参考) 同学们学习下面内容后,一定要向老师回信(849896803@https://www.doczj.com/doc/0910133524.html, ),说出你对本资料的看法(收获、不懂的地方、资料有错的地方),以便考核你的平时成绩和改进我的工作。回信请注明班级和学号的后面三位数。 1 * 问题的提出 ........................................................................................................................... 1 2 下面就用统一的步骤,研究梁的应力公式和变形公式。 ................................................... 2 3 1.1梁的纯弯曲(纯弯曲:横截面上无剪力的粱段)应力公式推导 ................................. 2 4 1.2 梁弯曲的变形公式推导(仅研究纯弯曲) .................................................................... 5 5 1.3 弯曲应力公式和变形公式的简要推导 ............................................................................ 6 6 1.4 梁弯曲的正应力强度条件和刚度条件的建立 ................................................................ 7 7 2.1 梁剪切的应力公式推导 .................................................................................................... 8 8 2.2 梁弯曲的剪应力强度条件的建立 .................................................................................... 8 9 3. 轴向拉压、扭转、梁的弯曲剪切,应力公式和变形公式推导汇总表 .. (9) 1 * 问题的提出 在材料力学里,分析杆件的强度和刚度是十分重要的,它们是材料力学的核心内容。 强度条件就是工作应力不超过许用应力,即,[]σσ许用应力工作应力≤、[]ττ≤; 刚度条件就是工作变形不超过许用变形,即,[]y y 许用变形工作变形≤、[]θθ≤。 如,梁 弯曲强度条件:[]σσ≤=W M max max ;剪切强度条件:[]τρτρ≤?= b I S F z Q * max ,max 刚度条件:挠度 ?? ? ???≤l y l y max ;转角[]??≤max 这里带方括号的,是材料的某种许用值。由材料实验确定出破坏值,再除以安全系数, 即得。 显然,不等式左侧的工作应力和工作变形计算公式,是十分重要的。如果把各种应力公式和变形公式的来历搞明白,对于如何进行强度分析和刚度分析(这是材料力学的主要内容)就会得心应手。 杆件的基本变形一共四种:轴向拉压、扭转、剪切和弯曲变形。它们分别在轴向拉压杆、扭转轴、梁的各章讲授。 其对应的公式各异,但是,推导这些公式的方法却是一样的,都要从静力、几何、物理三个方面考虑,从而导出相应的《应力公式》,在导出应力公式之后,就可以十分方便地获得《变形公式》。
轧机轧制过程中的弹性变形分析 在轧制过程中,金属受轧辊作用而塑性变形,工作机座(和轧辊)受金属的反作用力则产生弹性变形,使轧机的辊缝发生变化,影响轧件尺寸。因此,在设计、使用和控制轧机时,要确定轧机的弹性变形量。 轧机的辊缝弹跳量和刚性系数轧机的刚性即轧机工作机座抵抗弹性变形的能力。轧制时的辊缝随所受的轧制力(rolling force)而增大,轧制时辊缝和空载时辊缝之差的平行平均值叫作辊缝弹跳量(图1)。 轧机的辊缝弹跳量与轧制力的关系曲线称为轧机弹性曲线(图2)。此曲线的斜率(k)称为轧机刚性系数,在其直线部分意义为产生单位弹跳量所需的轧制力。图2中的为空载辊缝的实测值,但经常用的是由曲线的直线部分外推而得到的空载设定辊缝S0。
四辊式轧机的辊缝弹跳量由图3中各部件弹性变形量组成,各部件所占比例通常约为:机架占10~16%,压下装置占4~20%,辊系占 40~70%,其余为轧辊轴承、轴承座、压力垫和调心板等(表1)。 影响轧机刚性系数的主要因素是轧机结构、尺寸,特别是辊系尺寸。轧制条件如轧制速度和板宽也有影响:前者使油膜轴承的油膜厚度变化;后者影响辊系变形。实际应用时常把轧机刚性系数定为常数,按不同轧制条件作适当修正。中国几种板带轧机刚性系数见表2。 刚性系数的测定轧机刚性系数可由理论计算确定,但通常是在轧机上实测获得。测定方法有轧板法和压下压靠法。轧板法是在设定空载辊缝下,轧制不同厚度的板坯,测定轧制力和轧制板厚,绘出轧机弹性特性曲线,求出轧机在一定条件下的刚性系数;条件不同时,按测出刚性系数的修正系数加以修正。压下压靠法比轧板法简单,是在轧机空转时,压靠轧辊,记录压下螺丝的压靠量和轧制力,以压靠量作为弹跳量,绘出轧机弹性曲线。此法可以实测出不同轧制速度下轧机的刚性系数,但由于未轧板时是工作辊面全面压靠,所以数值偏大,相当于轧板宽等于辊面宽时的刚性系数。
材料力学得基本计算公式外力偶矩计算公式(P功率,n转速) 1.弯矩、剪力与荷载集度之间得关系式 2.轴向拉压杆横截面上正应力得计算公式 (杆件横截面 轴力F N,横截面面积A,拉应力为正) 3.轴向拉压杆斜截面上得正应力与切应力计算公式(夹角 a 从x轴正方向逆时针转至外法线得方位角为正) 4.纵向变形与横向变形(拉伸前试样标距l,拉伸后试样 标距l1;拉伸前试样直径d,拉伸后试样直径d1) 5.纵向线应变与横向线应变 6.泊松比 7.胡克定律 8.受多个力作用得杆件纵向变形计算公式? 9.承受轴向分布力或变截面得杆件,纵向变形计算公式 10.轴向拉压杆得强度计算公式 11.许用应力, 脆性材料,塑性材料 12.延伸率 13.截面收缩率 14.剪切胡克定律(切变模量G,切应变g )
15.拉压弹性模量E、泊松比与切变模量G之间关系式 16.圆截面对圆心得极惯性矩(a)实心圆 (b)空心圆 17.圆轴扭转时横截面上任一点切应力计算公式(扭矩 T,所求点到圆心距离r ) 18.圆截面周边各点处最大切应力计算公式 19.扭转截面系数 ,(a)实心圆? (b)空心圆 20.薄壁圆管(壁厚δ≤R0/10 ,R0为圆管得平 均半径)扭转切应力计算公式 21.圆轴扭转角与扭矩T、杆长l、扭转刚度GHp得 关系式 22.同一材料制成得圆轴各段内得扭矩不同或各段得 直径不同(如阶梯轴)时或 23.等直圆轴强度条件 24.塑性材料;脆性材料 25.扭转圆轴得刚度条件? 或 26.受内压圆筒形薄壁容器横截面与纵截面上得应力 计算公式, 27.平面应力状态下斜截面应力得一般公式 , 28.平面应力状态得三个主应力 , , 29.主平面方位得计算公式
材料力学的基本计算公式 外力偶矩计算公式(P功率,n转速) 1.弯矩、剪力和荷载集度之间的关系式 2.轴向拉压杆横截面上正应力的计算公式(杆件横 截面轴力F N,横截面面积A,拉应力为正) 3.轴向拉压杆斜截面上的正应力与切应力计算公式(夹角 a 从x轴正方向逆时针转至外法线的方位角为正) 4.纵向变形和横向变形(拉伸前试样标距l,拉伸后试样 标距l1;拉伸前试样直径d,拉伸后试样直径d1) 5.纵向线应变和横向线应变 6.泊松比 7.胡克定律
8.受多个力作用的杆件纵向变形计算公式? 9.承受轴向分布力或变截面的杆件,纵向变形计算公式 10.轴向拉压杆的强度计算公式 11.许用应力,脆性材料,塑性材 料 12.延伸率 13.截面收缩率 14.剪切胡克定律(切变模量G,切应变g ) 15.拉压弹性模量E、泊松比和切变模量G之间关系 式 16.圆截面对圆心的极惯性矩(a)实心圆 (b)空心圆 17.圆轴扭转时横截面上任一点切应力计算公式(扭矩 T,所求点到圆心距离r)
18.圆截面周边各点处最大切应力计算公式 19.扭转截面系数,(a)实心圆 (b)空心圆 20.薄壁圆管(壁厚δ≤ R0/10 ,R0为圆管的平均半 径)扭转切应力计算公式 21.圆轴扭转角与扭矩T、杆长l、扭转刚度GH p的关 系式 22.同一材料制成的圆轴各段内的扭矩不同或各段的 直径不同(如阶梯轴)时或 23.等直圆轴强度条件 24.塑性材料;脆性材料 25.扭转圆轴的刚度条件? 或 26.受内压圆筒形薄壁容器横截面和纵截面上的应力 计算公式,
27.平面应力状态下斜截面应力的一般公式 , 28.平面应力状态的三个主应力 , , 29.主平面方位的计算公式 30.面内最大切应力 31.受扭圆轴表面某点的三个主应力,, 32.三向应力状态最大与最小正应力 , 33.三向应力状态最大切应力 34.广义胡克定律
公式及变形公式整理 路程=速度×时间s=vt 速度=路程÷时间t=s÷v 时间=路程÷速度t=s÷v 总价=单价×数量c=a×x 单价=总价÷数量a=c÷x 数量=总价÷单价x=c÷a 正方形的面积=边长×边长S=a2 正方形的周长=边长×4 C=4a 正方形的边长=周长÷4 a=C÷4 长方形的面积=长×宽S=ab 长方形的长=面积÷宽a=S÷b 长方形的宽=面积÷长b=S÷a 工作总量=工作效率×工作时间c=at 工作效率=工作总量÷工作时间a=c÷t 工作时间安=工作总量÷工作效率t=c÷a
《运算率》课前小研究1 请同学们认真自学课本P17——18页内容,认真完成下面的小研究。 1、举例说明什么是加法结合律: 2、举例说明什么是加法交换律: 3、我会运用:(用简便方法计算下面各题) 1234+700+300 287+36+13 用到的运算定律:用到的运算定律:
运算率整理 (1)加法交换率: 交换两个加数的位置,和不变,这叫加法交换率。 用字母表示:a+b=b+a (2)加法结合律: 先把前两个数相加再加第三个数,或者先把后两个数相加再加第一个数,和不变,这叫加法结合律。 用字母表示:(a+b)+c=a+(b+c) (3)减法的性质: 一个数连续减去两个数就等于这个数减去后两个数的和。用字母表示:a-(b+c)=a-b-c 一个数减去两个数的差就等于这个数减去第一个数,再加上第二个数。 用字母表示:a-(b-c)=a-b+c (4)乘法交换率: 交换两个因数的位置,积不变,这叫乘法交换率。 用字母表示:a×b=b×a (5)乘法结合律: 先把前两个数相乘再乘第三个数,或者先把后两个数相乘再乘第一个数,积不变,这叫乘法结合律。 用字母表示:(a×b)×c=a×(b×c)
第二节管材弯曲 一、材弯曲变形及最小弯曲半径 二、管材截面形状畸变及其防止 三、弯曲力矩的计算 管材弯曲工艺是随着汽车、摩托车、自行车、石油化工等行业的兴起而发展起来的,管材弯曲常用的方法按弯曲方式可分为绕弯、推弯、压弯和滚弯;按弯曲加热与否可分为冷弯和热弯;按弯曲时有无填料(或芯棒)又可分为有芯弯管和无芯弯管。 图6—19、图6—20、图6—21和图6—22分别为绕弯、推弯、压弯及滚弯装置的模具示意图。
图6—19在弯管机上有芯弯管 1—压块2—芯棒3—夹持块4—弯曲模胎5—防皱块6—管坯
图6—20 型模式冷推弯管装置 图6—21 V 形管件压弯模 1—压柱 2—导向套 3—管坯 4—弯曲型模 1—凸模 2—管坯 3—摆动凹模
图6—22三辊弯管原理 1—轴2、4、6—辊轮3—主动轴5—钢管 一、材弯曲变形及最小弯曲半径 管材弯曲时,变形区的外侧材料受切向拉伸而伸长,内侧材料受到切向压缩而缩短,由于切向应
力θσ及应变θε沿着管材断面的分布是连续的,可设想为与板材弯曲相似,外侧的拉伸区过渡到内侧的压缩区,在其交界处存在着中性层,为简化分析和计算,通常认为中性层与管材断面的中心层重合,它在断面中的位置可用曲率半径ρ表示(图6—23)。 管材的弯曲变形程度,取决于相对弯曲半径D R 和相对厚度D t (R 为管材断面中心层曲率半径,D 为管材外径,t 为管材壁厚)的数值大小,D R 和D t 值越小,表示弯曲变形程度越大(即D R 和D t 过小),弯曲中性层的外侧管壁会产生过度变薄,甚至导致破裂;最内侧管壁将增厚,甚至失稳起皱。同时,随着变形程度的增加,断面畸变(扁化)也愈加严重。因此,为保证管材的成形质量,必须控制变形程度在许可的范围内。管材弯曲的允许变形程度,称为弯曲成形极限。管材的弯曲成形极限不仅取决于材料的力学性能及弯曲方法,而且还应考虑管件的使用要求。 对于一般用途的弯曲件,只要求管材弯曲变形区外侧断面上离中性层最远的位置所产生的最大伸长应变m ax ε不致超过材料塑性所允许的极限值作为定义成形极限的条件。即以管件弯曲变形区外侧的外表层保证不裂的情况下,能弯成零件的内侧的极限弯曲半径min r ,作为管件弯曲的成形极限。min r 与材料力学性能、管件结构尺寸、弯曲加工方法等因素有关。