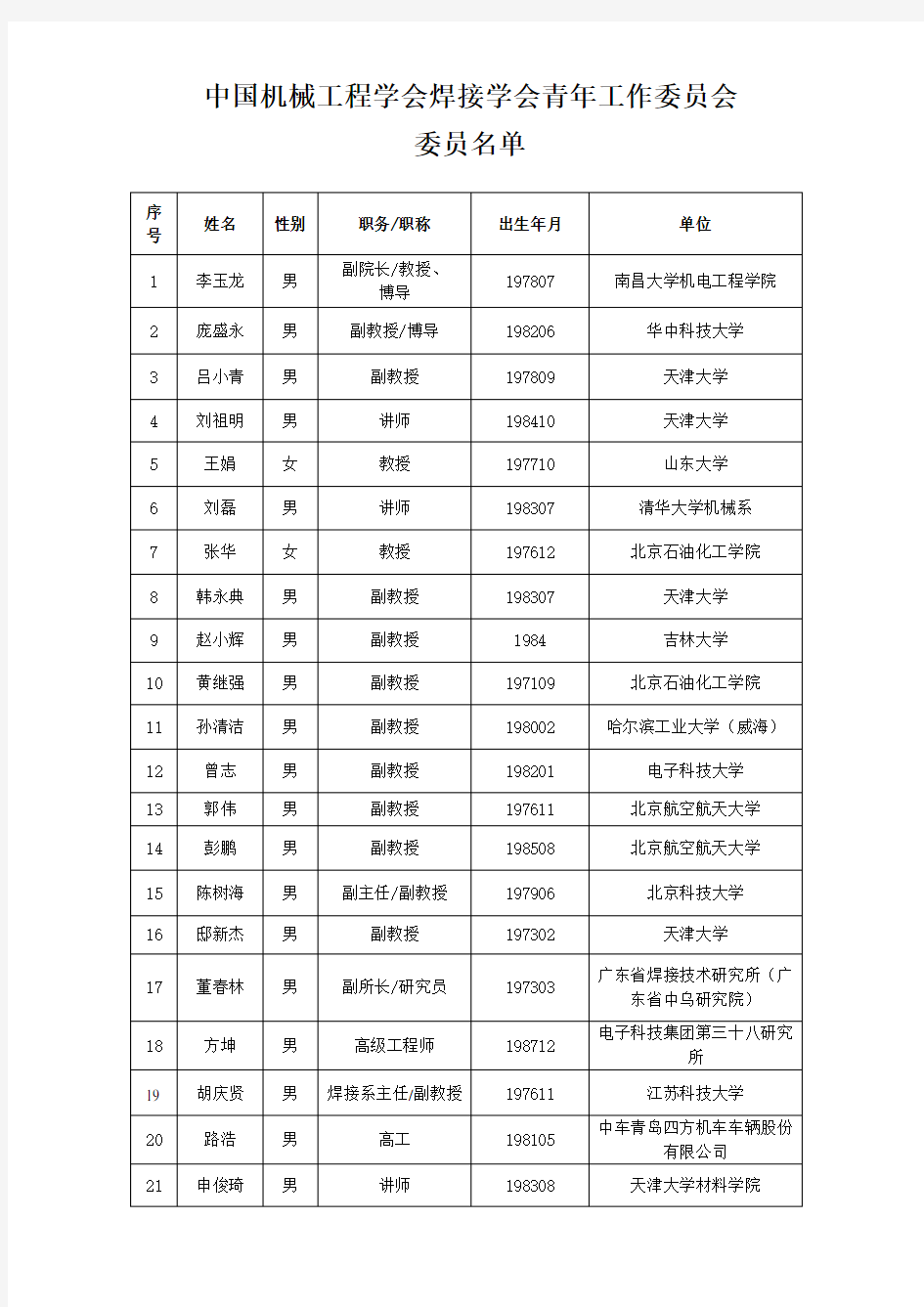
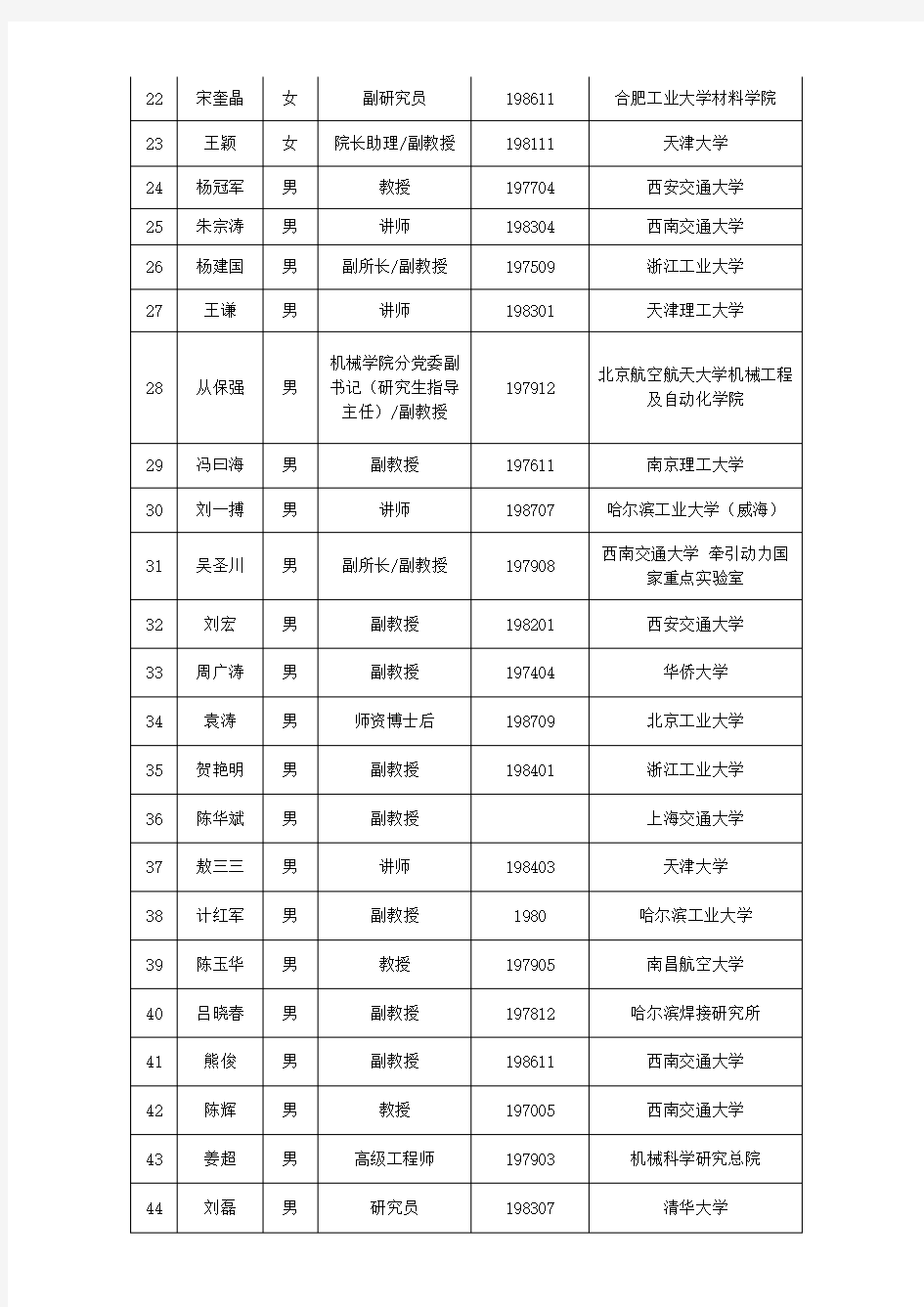
中国机械工程学会焊接学会青年工作委员会
委员名单
中国机械发展史 如果说书籍是人类精神文明进步的阶梯,那么机械无疑是人类物质文化前进的动力。作为有五千年历史的大国,中国是世界上机械发展最早的国家之一。中国的机械工程技术不但历史悠久,而且成就十分辉煌,不仅对中国的物质文化和社会经济的发展起到了重要的促进作用,而且对世界技术文明的进步做出了重大的贡献。 我国机械的发展大致可以分为三种:早期的传统机械;中期的近代机械;发展至今的现代机械。 传统机械 传统机械发展这一时期是中国机械发展的第一个时期,然而石器的使用标志着这一时期的开始。青铜器的出现,铁器的使用标志着我国传统机械的发展进入了一个新的时期。铜器纤细精巧,形成了中国古代青铜器的独特风格。已发现的中国最早的青铜器,如甘肃东乡马家窑出土的铜刀,距今已有4800年左右的历史。中国在大约40~50万年前,就已出现加工粗糙的刮削器、砍砸器和三棱形尖状器等原始工具。4~5万年前出现磨制技术,许多石器都已比较光滑。 商周时期:这一时期青铜冶铸技术达到了高潮。青铜器的出现标志着一种新的机械技术和制造工艺的诞生。到商中期已广泛使用分铸法等先进工艺,体现出机械工程的不断进步。并且这一时期机械在结构方面由简单工具发展为复合工具和较为复杂的机械。在原理方面从杠杆、尖劈等原理的利用发展为对惯性、摩擦、弹性和重力等原理的利用。在制造工艺方面经历了由石器制造工艺向铜器和其他机械
工艺的转变。这充分说明在这一时期中国传统机械技术已经形成并有了一定的发展。 春秋战国之汉代时期:这一时期铁器开始得到普遍使用,使古代机械在材料方面取得了重大突破。另外钢铁技术的产生、铸造、锻造和柔化处理等机械热加工技术在这时期都有很大的发展。标志我国传统机械的发展又进入了一个新的时期。东汉时期发明的提水翻车得到了改进和推广。同时还发明了高转筒车等灌溉工具。 (春秋时期攻击机械弩) (秦汉时期反盗机械装置—机弩)
国际焊接工程师(IWE)中期考试试题 材料部分(B卷) 答题前请认真阅读:多项选择题,每题1-3个正确答案;若超出本卷试题正确答案总数时,则从得分中扣除超出部分相应的分数。 l、生铁的含碳量最大约为: A、0.1% B、1.0% C、2.0% D、4.0% E、2.5% 2、钢在焊接时可能产生的热裂纹种类有: A、焊缝中的凝固裂纹 B、热影响区的液化裂纹 C、高强钢中的延时裂纹 D、层状撕裂 E、时效裂纹 3、低合金钢10CrMo9-10中的Cr的含量约为: A、10% B、9% C、2.25% D、1% E、0.1% 4、从一个完整的连续冷却转变图中,可以得到: A、材料的化学成份 B、奥氏体化温度 C、一定的热处理 D、—定冷却速度下材料硬度 E、以上说法都对 5、X10CrNil8-9含铬量为多少? A、0.18% B、1.8% C、4.5% D、18% E、0.45% 6、拉伸试验可以得到材料的什么? A、抗拉强度 B、硬度 C、韧性 D、合金种类 E、延伸率 7、如果在沸腾浇注钢的偏析区焊接时被熔化,会发生何种现象? A、人工时效现象 B、由于再结晶而降低韧性 C、由于不允许的硬化而产生裂纹 D、热裂纹 E、冷裂纹 8、材料的脆性转变温度(过渡温度)通常由于列哪些试验方法来确定? A、缺口冲击试验 B、横向拉伸试验 C、罗伯森试验 D、爆破试验
E、维氏硬度试验 9、在钢中,那些元素是引起时效的主要原因? A、硫 B、碳 C、氮 D、氧 E、锰 10、下列那些反应等式是铁碳相图具有的? A、S==γ+Fe3C B、S==α+Fe3C C、δ==γ+α D、S+δ==γ E、γ+δ==α 11、下列哪种元素可以与铁形成间隙固溶体? A、碳 B、锰 C、镍 D、铜 E、磷 12、铁在冶炼过程中,那种元素是有害的伴生元素? A、磷 B、碳 C、硫 D、锰 E、硅 13、材料中常见的具有面心立方晶胞的金属有: A、铝 B、铬 C、锌 D、铜 E、镍 14、对钢进行淬火处理时,下列那种说法是正确的? A、加热温度为1200℃ B、可以使钢硬化 C、使钢的抗磨蚀性提高 D、只有钢中的碳含量>0.22%时,才可淬火 E、在A3曲线以上30℃—50℃整体加热,达到临界冷却速度 15、进行那种热处理工艺时,不必加热到奥氏体区域: A、正常化退火 B、淬火 C、调质处理 D、消除应力退火 E、低温回火 16、随着钢中碳含量的增加,那些性能随着降低? A、屈服极限 B、韧性 C、焊接性 D、耐磨性 E、延伸率 17、钢的焊接接头优先用那些硬度检验? A、HBl0/3000 B、HVl0 C、HRB D、HV5 E、用Poldi锤 18、在计算结构屈强比时使用那些特征值? A、抗拉强度 B、延伸率 C、屈服强度 D、冲击韧性 E、含碳量 19、在一般的焊接条件下,直到多大含碳量碳钢还可以不予热进行焊接? A、0.022% B、0.05% C、0.22% D、1.25% E、2.06% 20、利用碳当量可以粗略估计那种对焊接较为有利的参量? A、焊后热影响区的硬度 B、需选择的预热温度 C、焊接填充材料的种类
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图,并叙述此种载荷的特点及作用。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =20mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =30mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =30mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
国际焊接工程师(International Welding Engineer) 国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。 一、标准途径入学条件: 正规工科院校毕业,本科以上学历。 二、培训内容 按IIW-CANB-TC-001-1999 规程,内容为: 1 焊接基础 2 实习及演示 3 主课程: 1)焊接工艺及设备 2)材料及材料的焊接行为 3)焊接结构与设计 4)焊接生产及应用 课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。 国际焊接工程师可选途径(IWE-A) 为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。具体实施办法如下: 一、可选途径入学条件: 1 、工程类本科毕业。 2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。由 CANB 根据所提交的包含以上内容的
申请表进行入学资格审查。 二、培训内容: 全课程的培训内容含: 1 、焊接工艺及设备 2 、材料及材料的焊接行为 3 、焊接结构与设计 4 、生产及应用 在培训之前,进行书面及口头技术考核,以确定每位学员需参加培训的内容。培训时间通常为 3 周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。 三、考试及证书:全过程培训结束后,按 IWE 考试要求进行考试,经考试合格者颁发国际焊接工程师资格证书。 与高校合作对在校生的培训与资格认证 根据 IIW 的 IWE 培训规程,由 CANB 严格制定了与高校合作的培训大纲,利用业余时间,进行集中培训,经考试合格者,可获得国际焊接工程师资格证书。这种大学基础理论教育与就业前培训相结合的方法,不仅增强了学生的理论知识,而且使学生了解和掌握了焊接行业的技术规程和国际标准,提高了解决实际问题的能力,提前获得了从业资格,这样就增加了学生的就业机会,节省了在职后再取证培训的时间。 一、在校生入学条件: 正规工科院校焊接专业或相关专业的在校生,本科或本科以上学历。 二、培训内容 按 IIW-CANB-TC-001-2001 规程,内容为: 1 焊接基础(可纳入本科教学内容) 2 实习及演示 3 主课程(通过焊接生产制造的实例,突出标准和规程的应用): 1 )焊接工艺及设备 2 )材料及材料的焊接行为 3 )焊接结构与设计
中国机械简史 冯立升 中国是世界上机械发展最早的国家之一。中国的机械工程技术不但历史悠久,而且成就十分辉煌,不仅对中国的物质文化和社会经济的发展起到了重要的促进作用,而且对世界技术文明的进步做出了重大贡献。中国机械发展史可分为六个时期:①形成和积累时期,从远古到西周时期。②迅速发展和成熟时期,从春秋时期到东汉末年。⑧全面发展和鼎盛时期,从三国时期到元代中期。④缓慢发展时期,从元代后期到清代中期。⑤转变时期,从清代中后期到解放前的发展时期。⑥复兴时期,解放后的发展时期。每个时期又可分为不同的发展阶段。 (一)传统机械的形成和积累时期 这一时期是中国机械发展的第一个时期,石器的使用标志着这一时期的开始。这是一个十分漫长的时期,经历了三个发展阶段。 第一个阶段相当于旧石器时代。这一阶段的工具主要用石料和木料制作,同时也有一些骨制工具。在工艺方面以石器打制工艺为主,主要是经过敲击和初步修整使石块成石器。这一阶段后期出现了磨制的石器,使工具的形状趋于合理。当时的石器工具的种类有砍砸器、刮削器、石锤、尖状器、石球、石矛和石镞等,这时出现的其他材料的工具有木捧和磨制的骨针等。弓箭的出现表明这时的机械技术已有了一定的水平。 第二个阶段相当于新石器时代。这一阶段在石器制造方面以磨制工艺为主,同时对石器的制造有了一套完整的工艺过程。对石器的选择、切割、磨制和钻孔等都有了一定的要求。这一阶段出现了大量的生产工具、如锛、斧、铲、凿、磨盘、磨棒、杵臼、钻、网坠、纺轮、犁、刀、锄、耘田器等。工具的种类不但有所增加,而且出现了不少专用工具。这时还出现了原始纺织机、制陶转轮等较复杂的机械,反映了这一阶段机械的发展水平有了显著的提高。第三个阶段大约从新石器时代末期到西周时期。从动力方面看,这一阶段已经开始使用畜力和风力作为原动力。古车和风帆的出现标志着新的动力出现。商代已经开始用牛来耕地。这一阶段已广泛使用犁来耕地。农业机械的种类更多,还出现了桔槔、辘轳等复合机械工具。在旧石器时代就已出现铜器,但没有大量使用。商代青铜工具和器械开始得到较广泛的应用,到西周时期,青铜冶铸技术达到了高潮。青铜器的出现标志着一种新的机械技术和制造工艺的诞生。青铜冶铸工艺在这一阶段经历了由低级到高级逐渐成熟的过程。从使用单面范和双面范制作小件器物,发展到用多块范、芯组成的复合范制作大型器件。商中期已广泛使用分铸法等先进工艺。这一阶段后期,陶范熔铸技术得到了进一步的发展。 总的来看,这一时期在动力方面由只利用人力发展为人力、畜力等并用。在材料方面由以石质材料为主发展为以木、铜质材料为主。在结构方面由简单工具发展为复合工具和较为复杂的机械。在原理方面从杠杆、尖劈等原理的利用发展为对惯性、摩擦、弹性和重力等原理的利用。在制造工艺方面经历了由石器制造工艺向铜器和其他机械工艺的转变。这些情况说明在这一时期中国传统机械技术已经形成并有了一定的发展。 (二) 传统机械的迅速发展和成熟时期 从春秋时期开始,我国传统机械的发展进入了一个新的时期。这一时期铁器开始得到使用,使古代机械在材料方面取得了重大突破。钢铁技术的产生和发展为制造高效生产工具提供了条件。随着钢铁技术的产生、铸造、锻造和柔化处理等机械热加工技术在这一时期得到了迅速发展。从春秋时期开始,就已用生铁来铸造多种机械,特别是农业机械。这一时期锻造工
国内机械工程类相关期刊 1. 机械设计方向:机械科学与技术、机械设计与研究、机械设计、工程设计学报、机械设计与制造、计算机辅助设计与图形学学报(EI)、工程图学学报、振动工程学报(EI)、振动与冲击(EI)、计算力学学报(EI)、应用力学学报(EI)、力学进展、地震工程与工程振动、爆炸与冲击、力学季刊、力学学报(EI)、工程力学(EI)、固体力学学报(EI)、实验力学、计算机辅助工程、机械强度、强度与环境、摩擦学学报(EI)、润滑与密封、系统仿真学报、计算机仿真、应用基础与工程科学学报、应用科学学报、科学技术与工程、轴承、机械传动 2. 机械制造方向:制造技术与机床、机床与液压、组合机床与自动化加工技术、现代制造工程、机械制造、制造业自动化、中国制造业信息化、航空精密制造技术、航空制造技术、精密制造与自动化、计算机集成制造系统CIMS(EI)、模具技术、模具工业、焊接、焊接技术、焊接学报(EI)、铸造、铸造技术、锻压技术、锻压装备与制造技术、金刚石与磨料磨具工程、中国表面工程、工具技术、塑性工程学报、机械工程材料、热加工工艺 3. 机电测控方向:机电工程、机械与电子、机电一体化、数据采集与处理、信号处理、仪器仪表学报(EI)、测试技术学报、传感技术学报、现代仪器、自动化与仪表、仪表技术与传感器、电子测量技术、电子测量与仪器学报、传感器与微系统、自动化学报(EI)、控制理论与应用(EI)、控制与决策(EI)、控制工程、测控技术、信息与控制、模式识别与人工智能(EI)、电机与控制学报(EI)、工业仪表与自动化装置、遥感技术与应用、自动化仪表、计算机测量与控制、振动测试与诊断(EI)、噪声与振动控制、计算机工程与应用、机器人(EI)、无损检测、液压与气动、计量学报、电机与控制应用 4. 专业机械方向:农业机械学报(EI)、建筑机械、矿山机械、流体机械、起重运输机械、工程机械、石油机械、石油矿场机械、重型机械、煤矿机械、化工机械、食品与机械、筑路机械与施工机械化、压缩机技术、风机技术、水泵技术、声学技术、光学技术、汽轮机技术、车用发动机、压力容器、微电机、微特电机、汽车工程、船舶工程、动力工程、热能动力工程、材料工程(EI)、材料科学与工艺(EI)、光学精密工程(EI)、工程塑料应用、应用声学、声学学报(EI)、工业安全与环保、工业工程、工业工程与管理、实验技术与管理、磁性材料及器件、中国电机工程学报(EI) 5. 军工机械方向:航空学报、航空学报英文版(SCI)、航空动力学报(EI)、航空材料学报(EI)、宇航学报(EI)、宇航材料工艺(EI)、宇航计测技术、航天控制、飞行器测控学报、空间科学学报、中国航天、中国空间科学技术、探测与控制学报、弹箭与制导学报(EI)、弹道学报(EI)、固体火箭技术(EI)、火炮发射与控制学报、飞航导弹、导弹与航天运载技术、现代防御技术、火工品、推进技术(EI)、兵工学报(EI)、火炸药学报、核技术(EI)、核技术英文版、核科学与工程、核电子学与探测技术、西北工业大学学报(EI)、中北大学学报(EI)、北京航空航天大学学报(EI)、南京航空航天大学学报(EI)、沈阳航空航天大
IWE参考题 (焊接工艺) 1.对于TIG焊所用的电极,下列哪种说法正确? A:在交流TIG焊中无法用纯钨极;B:常用的电极直径为Ф2.4mm C:不熔化的电极使用寿命较长;D:焊接铁素体及铬钢时电源接正极;E:交流所用电极磨削角度为45° 2.焊接时的保护可由药皮中的下列元素产生: A:有机物B:造渣剂C:石墨D:碳酸盐E:水玻璃 3.按EN440规定,G4SiL焊丝中Mn含量为: A:1%;B: 1.3%C: 1.8%D: 2.3%E: 4.4% 4.熔化极气体保护焊中,估算焊丝干伸长度的经验公式为: A:K=10d B:k=30d C:k=15δD:k=10E:k=4.4% 5.短弧特别适用于下述焊接条件: A:薄板焊;B:立向下焊C:立向上焊D:厚板平角焊E:打底焊道焊接 6.按EN499标准,药皮焊条E422MnmoRR74H10具有下列性能: A:最小抗拉强度为420N/mm2;B:在-20℃时最小冲击值为28J C:厚药皮焊条;D:适用于在PF和PG焊接位置; E:熔敷率大于160%,且可交流焊接 7.在什么条件下采用碱性药皮焊条最合适? A:要求焊缝表面光滑;B:对焊缝质量及韧性要求较高时; C:要求焊缝熔深较大;D:进行PG位置生产时;E:要求具有特别高的熔敷率时; 8.在确定埋弧焊中合金元素的烧损及过渡时,通常采用下列哪种化学成份来进行? A:构件上的接头焊缝金属;B:构件上的接头焊缝与焊丝; C:纯焊缝金属与母材;D:纯焊缝金属与焊丝;E:构件上的接头焊缝与母材. 9.按EN756-S465FBS2Ni1进行焊丝----焊剂组合埋弧焊,可获得下列性能: A:当最小延伸率为20%时,最小屈服强度为Re=460N/mm2;B:焊丝中的Mn含量为2%;
中期考试焊接工艺及设备部分B卷多项选择题,每题1—3个正确答案;若超出本卷试题正确答案总数时,则从得分中扣除超出部分相应的分数。 l、影响熔滴过渡的阻力有哪几种: A、表面张力 B、斑点压力 C、电磁收缩力 D、电弧气体的吹力 E、短路爆破力 2、根据DIN 1910-1标准,若焊接方法按焊接的目的分类可分为:过程熔化焊和压力焊 A、连接焊 B、压力焊 C、堆焊 D、熔化焊 E、手工焊 3、在气焊中下列那些气体为燃气 A、O2 B、N2 C、C2H2 D、CO+H2 E、H2 4、氧乙炔气焊时,乙炔的消耗量取决于? A、乙炔气瓶内的压力 B、焊枪号码 C、焊丝直径 D、瓶内多孔状物质多少 E、气瓶放置方式 5、焊接时的保护气体可由药皮中的下列元素产生: A、有机物H、碳酸盐(例如:CaO3) F 造渣剂D、铁合金E、石墨 6、焊接以下几种材料时,所调节的火焰是最佳的吗? A、焊接铝使用中性焰 B、焊接铜使用中性焰和钢 C、焊接黄铜使用氧气过剩焰 D、焊接钢使用乙炔过剩焰 E、焊接铸铁使用乙炔过剩焰Al和铸铁 7、常用焊接方法的标记(数字标记IS0 4063)正确的有: A、手工电弧焊(111) B、熔化极活性气体保护焊(135) C、埋弧焊(141)(12) D、药芯焊丝活性气体保护焊(136) E、等离子焊(12)(15) 8、按德国工业标准选出正确的工业气体的颜色标志: A、乙炔气(黄色) B、氮气(灰色) c、二氧化碳(灰色) D、氢气(绿色) E、氩气(红色) 9、每—种电弧焊焊接方法均要求—种带特定的静特性曲线的电源,下列的哪些说法是正确的: A、手工电弧焊——恒压特性曲线 B、熔化极气体保护焊(MSG)一—陡降特性曲线 C、埋弧焊——下降和恒压特性曲线 D、钨极惰性气体保护焊(WIG)--下降特性曲线 E、手工电弧焊——下降特性曲线 10、哪个等式是欧姆定律? A、W=V*A B、U=R*I C、Q=R*I2*t D、R=1/(r*A)(r是电导率) E、F=m*g 11、手工电弧焊时,焊条中药皮的主要作用有; A、提高电弧的导电性 B、造渣c、造气D、防止焊芯氧化E、防止产生气孔 12、如何抵消磁偏吹作用? A、重新选择焊接填充材料 B、利用电弧挺度(通过改变焊枪角度) C、选择较高的电弧电压 D、地线对称接在工件上 E、采用直流电(交流电) 13、射流过渡适用于: A、仰焊位置焊接 B、厚板的填充及盖面焊道c、立向上焊接 D、平、横焊位置的厚板角焊缝焊接F、平焊位置厚铝板的焊接 14、用纯CO2气体作为MAG焊时保护气体时具有哪些缺点? A、飞溅较大 B、焊缝性能较差(焊缝成形差) C、气体成本高 D、焊接速度太小 E、引弧困难
o 十一五”期间,我国机械工业延续了“十五”全面高速发展的好势头,无论是行业规模、产业结构、产品水平,还是国际竞争力都有了大幅度的提升。 一、产业规模跃居世界首位 “十一五”期间,机械工业的产业规模持续快速增长。2010年机械工业增加值占全国GDP的比重已超过9%;工业总产值从2005年的4万亿元增长到2010年的14万亿元,年均增速超过25%,在全国工业中的比重从16.6%提高到20.3%;规模以上企业已达10万多家,比“十五”末增加了近5万家,从业人员数达到1752万人,资产总额已达到10.4万亿元,比“十五”末翻了一番。2009 年,我国机械工业销售额达到1.5万亿美元,超过日本的1.2万亿美元和美国的1万亿美元,跃居世界第一,成为全球机械制造第一大国。 二、装备保障能力显著增强 “十一五”以来,在高速增长的需求拉动下,我国机械产品的水平有了长足的进步,机械产品的国内市场占有率已经由2005的80%提高到了2010的85%以上,重大技术装备自主化取得了较大突破,对国民经济各行业的保障能力明显增强。 电力装备方面: 已能基本满足国内需求,技术水平和产品产量已经进入世界前列。已可批量生产60万及100万千瓦级超临界、超超临界火力发电机组;水电设备最大单机容量已由30万千瓦升级到70万千瓦,机组效率进入世界先进水平;已具备自主生产百万千瓦级二代改进型压水堆核电站成套设备的能力,三代核电站装备的成套制造技术正在研发,并已取得重大阶段性成果;兆瓦级风电机组已实现批量生产,5MW海上风电机组已研制成功,我国已进入世界风电设备生产大国行列;1000KV特高压交流输变电设备和±800KV直流输电成套设备研制成功,综合自主化率分别达到90%以上和60%以上,我国已成为世界上首个特高压输变电设备投入工业化运行的国家。
美国焊接学会的授权焊接检验师(CWI)培训规程和实施 上海市特种设备监督检验技术研究院 顾福明 摘要:美国焊接学会(AWS)的授权焊接检验师是保证钢结构焊接质量的关键技术人员之一,上海市焊接学会为中国的焊接制造企业走向国际,在中国首先开展了焊接检验师的培训和认证服务,本文介绍了美国焊接学会焊接检验师认证的课程设置、考试方法和实施过程,并介绍了上海市焊接学会进行焊接检验师培训和考试的经验和发展情况,为提高钢结构焊接质量作出应有的贡献。 关键词:焊工检验师;美国焊接学会;资格认证 0 引言 美国焊接学会(AWS)是国际上极具影响的的具有权威性和公正性行业组织,致力于科学技术在焊接、联接和切割领域中的应用和发展,为全世界提供焊接领域的技术支持和教育,该组织所制订颁布的相关标准和检验人员资格认可证书,在全球焊接行业,有非常广泛的应用和影响。美国焊接学会提供的焊接人员资格培训认证主要有:注册焊接检验师 (CWI)、注册焊接主管 (CWS)、注册焊接教员(CWE)、焊接销售代表(CWSR)、焊接工程师和焊工认证。现在,越来越多的制造企业和检验检测机构被要求由持有CWI认证证书的焊接检验师来进 行检测,以保证进行的检测工作符合规范的要求,使设备所有者或用户更加放心。上海市焊接学会在焊接领域的培训考试一直以来得到高度重视,发展迅速,走在全国地方焊接学会的前例,为了提高这个优势,帮助所有需要发展的企业提高国际工业领域的竞争能力,上海市焊接2008年上海市焊接学会得到美国焊接学会国际部授权,在国内组织举办焊接检验技术的培训取证,即授权焊接检验师(CWI)的培训,旨在为焊接行业提供最可信赖的培训、考试和注册、认证服务。在此就开展的美国焊接学会焊接检验师(CWI)培训规程及相关上海市焊接学会实施情况进行介绍,旨在使读者对美国焊接学会现行的焊接检验师(CWI)培训规程有一个较全面的了解,以推动这项培训事业的发展。 1:CWI的培训课程设置 根据美国焊接学会的规定CWI培训内容包括三部分:(1). 焊接检验工艺学
1.按ISO2553进行焊缝图示是,在为不说明符号后面可以给处下述哪些内容? A.施焊焊工的号码 B.焊接位置 C.焊接电源种类 D.按ISO5817的评定组别 E.焊接方法 2.如采用X型对接焊取代V型对接焊: A.焊接接头性能提高 B.焊接金属耗材降低 C.焊接成本降低 D.横向收缩增大 E.收缩角度增大 3.关于焊缝许用应力的选择,下述哪些说法是正确的? A.与焊缝的接头形式有关 B.与母材本身的需用应力有关 C.环境条件对焊缝许用应力无影响 D.焊缝许用应力的选择与应力状态无关 E.焊缝许用应力的选择与焊缝质量级别无关 4.焊接结构设计方法之一是按许用应力设计,计算焊缝强度时,是否有焊缝许用应力 A.计算焊缝强度时,使用母材许用应力,并不另外有焊缝许用应力的概念 B.计算焊缝强度时,应当采用焊缝许用应力 C.焊缝许用应力始终是母材许用应力同一数值 D.焊缝许用应力不一定等于母材许用应力,数值也可以小于母材许用应力 E.焊缝许用应力不一定等于母材许用应力,数值也可以大于母材许用应力 5.图1557中所示截面的惯性矩IX为: A.592cm4 B.576cm4 C.632cm4 D.608cm4 E.620cm4 6. 下述哪些关于正应力的说法是正确的? A.正应力平行地作用于截面 B.正应力是由轴向力和弯矩产生的 C.在承受弯曲载荷的梁上不会出现弯曲拉应力和弯曲压应力 D.人们把正应力划分为拉和压应力及弯曲拉应力和弯曲压应力 E.纯剪力载荷能够产生正应力
7. 在图示5种薄壁型材中, 哪些会出现扭转? A.1 B.2 C.3 D.4 E.5 8. 由于焊接技术方法原因,在DIN18800标准中,对于角焊缝厚度推荐了界限值,下述哪些关系对于角XXXXXX? A.a的最小值≥4 B.a的最大值≤0.7*t min C.a的最小值≥(t min)∧(1/2)-0.5 D.a的最大值≤0.7*t max E.a的最小值≥(t max)∧(1/2)-0.5 9.XX裂韧研究和应用中,裂纹尖端张开位移(COD)法主要用于哪些情况? A.适用弹塑性断裂力学 B.适用线弹塑性断裂力学 C.主要适用于塑性较好的中、低强度钢 D.主要适用于超高强度钢 E.可用小试样间接求得材料平衡应变断裂韧性KIC 10.用断裂力学研究焊接结构中疲劳裂纹扩展规律,其影响裂纹扩展速率(da/dN)的XXX? A.应力振幅 B.平均应力 C.裂缝长度a D.最大应力 E.疲劳强度 11.哪种结构的脆断倾向较小? A.厚壁接头 B.薄壁接头 C.在厚壁和薄壁构件之间的可以自由收缩的接头 D.在厚壁和薄壁构件之间的不能自由收缩的接头 E.具有较高C和N含量的材料 12.焊接接头的疲劳强度之所以比铆焊等其它连接的疲劳强度小,其原因是: A.焊接接头性能不均匀 B.焊接缺陷 C.焊接接头应力集中 D.焊接应力变形 E.结构整体性 13.疲劳强度用σ0表示,是什么意思? A.应力循环内最大应力σmax=0 B.应力循环内最小应力σmin=0 C.应力循环内的平均应力σm=0 D.应力循环内的最大应力与最小应力相等,即σmax=σmin
中国机械发展历史、现状与展望 田博鑫1 (1.大学机械与运载学院工业工程1101班) 摘要: 中国的机械工程技术历史悠久,成就辉煌,不仅对中国的物质文化和社会经济的发展起到了重要的促进作用,而且对世界技术文明的进步做出了重大贡献。研究该历史,可以以史为鉴,辨清现在,把握中国机械未来的发展。 关键词: 机械原理,机械设计,现代设计方法,传统设计方法,机械发展,古机械,近代机械,现代机械发展史。 Abstract: Chinese mechanical engineering technology has a long history, a brilliant achievement, important role in promoting, but also for the world technology has made significant contribution to the progress of civilization. Research on the history, can take history as a mirror, clear now, grasp the future development of Chinese machinery. ·0前言 中国是世界上机械发展最早的国家之一。传统机械方面,我国在很长一段时期都领先于世界。但到了近代特别是从18世纪初到19世纪40年代,由于经济社会等诸多原因,我国的机械行业发展停滞不前,在这100多年的时间里正是西方资产阶级政治革命和产业革命时期,机械科学技术飞速发展,远远超过了中国的水平。这样,中国机械的发展水平与西方的差距急剧拉大,到十九世纪中期已经落后西方一百多年。经过中国不懈的努力,中国机械工业已经逐步发展成为具有一定综合实力的制造业,初步确立了在国民经济中的支柱地位。。近年来,工程机械产品在不断的更新、换代、升级之时,也已经走进了国际化的轨道。无论在各行各业,国际化已经成为商品贸易的主流趋势。工程机械作为主导国民经济的工程建设的下游行业,也会将产品和技术推向世界。 ·1正文
IWE 参考题 (焊接工艺) 2. 焊接时的保护可由药皮中的下列元素产生: A:有机物 B: 造渣剂 C: 石墨 D:碳酸盐 E: 水玻璃 3.按EN440规定,G4SiL焊丝中Mn含量为: A:1% ; B:1.3% C:1.8% D:2.3% E:4.4% 4.熔化极气体保护焊中,估算焊丝干伸长度的经验公式为: A:K=10d B:k=30d C:k=15δ D:k=10
E:k=4.4% 5.短弧特别适用于下述焊接条件: A:薄板焊; B:立向下焊 C:立向上焊 D:厚板平角焊 E:打底焊道焊接 6.按EN499标准,药皮焊条E422MnMoRR74H10具有下列性能: A: 最小抗拉强度为420N/mm2; B: 在-20℃时最小冲击值为28J C:厚药皮焊条; D: 适用于在PF和PG焊接位置; E:熔敷率大于160%,且可交流焊接 7. 在什么条件下采用碱性药皮焊条最合适? A: 要求焊缝表面光滑(酸); B: 对焊缝质量及韧性要求较高时; C:要求焊缝熔深较大; D: 进行PG位置生产时; E: 要求具有特别高的熔敷率时; 8.在确定埋弧焊中合金元素的烧损及过渡时,通常采用下列哪种化学成份来进行?
A: 构件上的接头焊缝金属; B: 构件上的接头焊缝与焊丝; C: 纯焊缝金属与母材; D: 纯焊缝金属与焊丝; E: 构件上的接头焊缝与母材. 9.按EN756-S465FBS2Ni1进行焊丝----焊剂组合埋弧焊,可获得下列性能: A: 当最小延伸率为20%时,最小屈服强度为Re=460N/mm2; B: 焊丝中的Mn含量为2%; C:焊剂杂质少且呈碱性的熔炼焊剂; D: 焊剂含氟化物--碱性; E:焊缝冲击值-50℃时为42J; 10.哪些元素使得金红石焊条再引弧容易? A: 熄弧后再引弧前焊条端部平齐; B:焊条端部的药皮渣壳具有良好的导电性; C:电流密度较高; D:电流脉冲的叠加 11.高效焊条的主要优点是什么? A: 高熔敷率; B: 焊条可搭在工件上焊接; C: 低的热输入; D: 良好的受限制位置的焊接; E:良好的焊缝机械性能. 12.埋弧焊适合于哪些焊接位置?
https://www.doczj.com/doc/0818840861.html, 中国机械工程论文题目 一、最新中国机械工程论文选题参考 1、SMART 发展之道——加速发展的全球化趋势为中国机械工程业带来发展机遇 2、强化特色力创名牌——《中国机械工程》办刊实践与思考 3、领先进入国际联机检索系统的《中国机械工程文摘》数据库 4、《中国机械工程文摘》机编主题索引分析研究 5、中国机械工程学会王瑞刚副秘书长会见美国机械工程师学会代表 6、向着国际一流的学术团体迈进——纪念中国机械工程学会铸造分会创建40周年 7、中国机械工程继续教育回顾 8、中国机械工程学会举办工业工程师"现场管理改善"培训班2005年4月开班 9、薛群基院士荣获2011年度中国机械工程学会科技成就奖 10、黄卫东理事长到沈阳与中国机械工程学会铸造分会秘书处人员进行工作研讨 11、五十年艰辛历程半世纪辉煌成就——纪念中国机械工程学会铸造分会成立50周年 12、第五次全国机械工程学会秘书长工作会议在四川省乐山市举行 13、中国机械工程学会铸造分会第八届理事会第五次会议、第九届理事会第一次会议暨第二十五次秘书长工作会议在广州召开 14、中国机械工程学会流体传动与控制分会颁发终身成就奖 15、中国机械工程学会七届四次理事会暨中国机械工程学会三个工作会议在浙江召开 16、中国机械工程学会工业炉分会常务理事工作会议在天津召开
https://www.doczj.com/doc/0818840861.html, 17、《中国机械工程》2003~2012年发文及被引情况统计分析 18、中国机械工程学会设备与维修工程分会2013年度工作计划 19、中国机械工程学会解聘、增聘物料搬运分会委员 20、中国机械工程学会机械工业自动化分会组成第5届委员会 二、中国机械工程论文题目大全 1、中国机械工程学会评选“伯乐奖” 2、中国机械工程学会十周年年会 3、中国机械工程学会流体传动与控制分会主任委员王益群教授在京会见SMC株式会社高田芳行会长 4、中国机械工程学会七届二次理事长办公会 5、中国机械工程学会机械史分会举行1992年学术年会 6、纪念中国机械工程学会成立三十五周年 7、摩擦学重在应用中国机械工程学会摩擦学分会教育培训委员会 8、中国机械工程学会表面工程分会涂料涂装专业委员会成立大会暨涂料涂装技术论坛在湖南举办 9、一湾海峡,材料为桥——中国机械工程学会材料分会海峡两岸交流纪实 10、中国机械工程学会理事长周济:中国后来居上必须并联式发展 11、以责任编辑为主线的英文摘要质量控制研究--以《中国机械工程》英文摘要为例 12、中国机械工程学会设备与维修工程分会七届四次委员会议暨第七届全国设备维修与改造学术会议、第十届全国设备润滑与液压学术会议召开 13、中国机械工程学会压力容器分会2011年度常务理事扩大会议在合肥召开 14、新世纪中国机械工程师面临的机遇与挑战
国际授权(中国)焊接企业资格认证委员会(CANBCC)获得国际焊接学 会IIW-ANBCC授权 2011-02-08 22:53:07 来源:机械工业哈尔滨焊接技术培训中心网站浏览:2034次 国际授权(中国)焊接企业资格认证委员会(CANBCC)于2010年11月13日顺利通过IIW现场评审,评审员将向IAB B组建议中国获得全部授权。此前CANBCC 于6月15日通过文件评审,获得ANBCC预授权,可以根据ISO3834标准开展企业认证活动。目前,全球范围内共有23个国家加入该体系,其中19个国家为获得全部授权,1个国家为预授权(中国),3个国家为申请国。 从1999年开始哈尔滨焊接技术培训中心和德国SLV Duisburg在中国按照ISO3834(EN729)、EN15085(DIN6700)、EN1090(DIN18800-7)和DIN4113开展企业认证以来,中德合作认证企业数量增长迅速,企业认证后业绩快速增长。截至2010年7月,认证的企业数量已经达到200余家,其中ISO3834认证企业占12%,DIN18800-7认证企业占16%,DIN4113-3认证企业占1%,EN15085-2认证企业占71%。国际认证提高了企业产品质量,提升了企业管理水平,为企业储备了具备国际资质的技术人才,增加了企业参与国际市场的竞争能力,实现了企业产品升级。 国际授权(中国)焊接培训与资格认证委员会(以下简称CANB)于2009年6月3日在上海召开第四届委员会会议,在会议上确定今后工作重点之一是建立CANBCC组织框架,尽快申请国际焊接学会对我国进行ANBCC认证,争取早日获得授权,为在中国推广国际企业认证打好基础。 2009年9月29日和30日,CANB请IIW评审专家来WTI北京国际合作基地交流ANBCC准备方面的重要步骤及相关信息;10月组织专家和秘书处工作人员召开专门会议,成立工作组,并制订工作计划,工作组目前已完成了上报申请文件;今年4月至5月正式向IIW-IAB秘书处提交了申请文件,并根据IIW相关新的规定调整了CANBCC委员会人员构成;5月28日上午召开专题报告会,宣传CANBCC 国际授权的重要意义和启动CANBCC机构进入运行状态,争取今年尽早迎接IIW评审员现场评审。 IIW评审专家由IAB B组主席提名:主任评审员为现任欧洲焊接联合会(EWF)主席Tim Jessop先生、助理评审员为来自德国GSI的Dr.Gross博士,两位评审员对申请文件进行了仔细的审阅,并提出修改意见,秘书处及时对文件进行了整改,再一次上报IIW秘书处。通过整改,IIW批准给予CANBCC预授权,并按照ISO3834标准开展企业认证活动。
中国机械发展史 班级:机械10-2班 学号:3100644240 姓名:赵明明
中国机械发展史 摘要:机械是人类生产和生活的基本要素之一,是人类物质文明最重要的组成部分。机械的发明是人类区别其他动物的一项主要标志,机械技术在整个技术体系中占有基础和核心地位。本文简介了中国古代、近代机械产品发展和现代机械产品发展概况外,主要是总结中国现代机械工业的发展历程,重点是制造技术和产品技术的发展和进步史实。 关键字:中国;机械工业;产品发展;技术发展史 Abstract: Machinery is one of the basic elements of human production and life and is the most important part of human material civilization .Mechanical invention was the difference between a major sign of other animals, human mechanical technology in the whole system of the foundation and the core status.This article introduced the ancient Chinese, modern mechanical product development and development situation, modern mechanicalproducts ,mainly summarizes the development course of Chinese modern mechanical industry . The focus is on manufacturing technology and product technology development and progress of historical facts. Key word: China ;mechanical industry ; product development ; technograph 中国的机械工程技术不但历史悠久,而且成就十分辉煌,不仅对中国的物质文化和社会经济的发展起到了重要的促进作用,而且对世界技术文明的进步做出了重大贡献。中国是一个拥有五千年悠久历史的大国,在机械方面,中国是世界上机械发展最早的国家之一,中国在机械的很多方面都曾有过辉煌的历史,但从18世纪到19世纪中叶,这段时间内中国的机械业发展停滞,同时随着西方工业革命的发生,西方的机械发展开始远远超过中国,直到今天还存在着一定的差距。 中国机械发展主要分为三个阶段:一是传统机械发展时期,二是中国近代机械发展时期,三是中国现在机械发展时期。 一、中国传统机械发展时期 中国是世界上机械发展最早的国家之一。 中国古代金属冶机械铸技术发明时间 较早,且技术精湛。商周时期的青铜器朴质雄浑,春秋时期的青铜器纤细精巧,形成了中国古代青铜器的独特风格。甘肃东乡马家窑出土的铜刀,就已出现加工粗糙的刮削器、砍砸器和三棱形尖状器等原始工具。4~5 万年前出现磨制技术,许多石器都已比较光滑,刃部也较锋利,并有不同刀刃的区分。 中国在28000年前出现弓箭,这是机械方面最早的一项发明;公元前8000~前2800年期间出现了陶轮;农具大约出现在公元前6000~前5000年,除石斧石刀外,还有石锄、石铲、石镰、骨镰和骨耜。石斧和石刀上已有用硬质砂子磨削而成的孔。 夏代以前和夏代,先后出现了无辐条的辁和各种有辐条的车轮;殷商和西周时已有相当精致的两轮车;独木舟和筏等水上运输工具早就相继出现。春秋时期铁器和生铁冶铸技术开始出现;黑心可锻铸铁、白心可锻铸铁和锻钢的出现,加速了由铜器向铁器时代的过渡;;春秋中期以后发明了失蜡铸造法和低熔点合金铸焊技术;战国时期又有了
https://www.doczj.com/doc/0818840861.html,/aboutus/function.php 国际焊接协会官方网站 培训课程 国际焊接工程师(International Welding Engineer) 国际焊接技术员 (International Welding Technologist) 国际焊接技师(International Welding Specialist) 国际焊接技士 (International Welding Practitioner) 国际焊接质检人员(International Welding Inspection Personnel) 国际焊工(International Welder) 国际焊接工程师(International Welding Engineer) 国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。 一、标准途径入学条件: 正规工科院校毕业,本科以上学历。 二、培训内容 按IIW-CANB-TC-001-1999 规程,内容为: 1 焊接基础 2 实习及演示 3 主课程: 1)焊接工艺及设备 2)材料及材料的焊接行为 3)焊接结构与设计
4)焊接生产及应用 课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。 国际焊接工程师可选途径(IWE-A) 为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。具体实施办法如下: 一、可选途径入学条件: 1 、工程类本科毕业。 2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。由 CANB 根据所提交的包含以上内容的申请表进行入学资格审查。 二、培训内容: 全课程的培训内容含: 1 、焊接工艺及设备 2 、材料及材料的焊接行为 3 、焊接结构与设计 4 、生产及应用 在培训之前,进行书面及口头技术考核,以确定每位学员需参加培训的内容。培训时间通常为 3 周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。 三、考试及证书:全过程培训结束后,按 IWE 考试要求进行考试,经考试合格者颁发国际焊接工程师资格证书。 与高校合作对在校生的培训与资格认证