通用RT-PCR试剂盒(M-MLV)
货号:RP1100
规格:25T/50T/100T
保存:-20℃保存,避免反复冻融,复检期为1年。
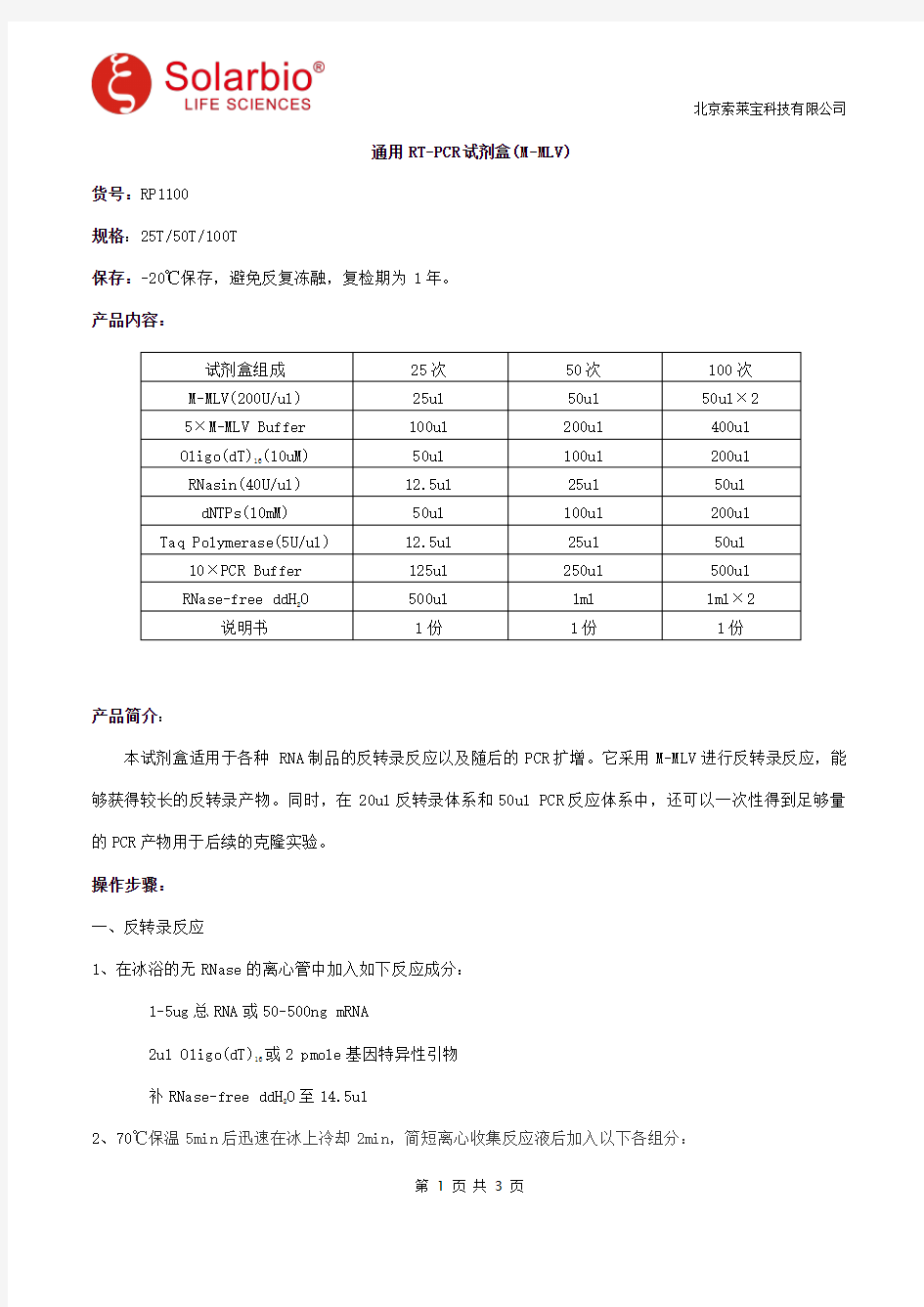
产品内容:
试剂盒组成25次50次100次
M-MLV(200U/ul)25ul50ul50ul×2
5×M-MLV Buffer100ul200ul400ul
(10uM)50ul100ul200ul Oligo(dT)
16
RNasin(40U/ul)12.5ul25ul50ul
dNTPs(10mM)50ul100ul200ul Taq Polymerase(5U/ul)12.5ul25ul50ul
10×PCR Buffer125ul250ul500ul
O500ul1ml1ml×2 RNase-free ddH
2
说明书1份1份1份
产品简介:
本试剂盒适用于各种RNA制品的反转录反应以及随后的PCR扩增。它采用M-MLV进行反转录反应,能够获得较长的反转录产物。同时,在20ul反转录体系和50ul PCR反应体系中,还可以一次性得到足够量的PCR产物用于后续的克隆实验。
操作步骤:
一、反转录反应
1、在冰浴的无RNase的离心管中加入如下反应成分:
1-5ug总RNA或50-500ng mRNA
或2pmole基因特异性引物
2ul Oligo(dT)
16
O至14.5ul
补RNase-free ddH
2
2、70℃保温5min后迅速在冰上冷却2min,简短离心收集反应液后加入以下各组分:
4ul5×M-MLV Buffer
1ul dNTPs
0.5ul RNasin
1ul M-MLV
3、42℃温浴60min,如果是用随机引物,请先将离心管置25℃温浴10min,再42℃温浴60min。
4、95℃加热5min终止反应,置冰上进行后续实验或-20℃保存。
5、用RNase-free ddH2O将反应体系稀释到50ul,取2-5ul进行PCR反应。
二、PCR反应
1、按以下各组分配制50ul PCR反应体系:
10×PCR Buffer5ul
dNTPs1ul
上游引物(用户自备10um)1ul
下游引物(用户自备10um)1ul
RT反应产物2ul
Taq Polymerase0.5ul
O x ul
ddH
2
Total Volume50ul
2、混匀后短暂离心,PCR仪扩增,琼脂糖凝胶电泳观察结果。
注意事项:
1、用于cDNA合成反应的相关试剂和耗材尽可能用DEPC进行处理,并在高压灭菌后使用。有些试剂不能高压灭菌时,首先用经过灭菌的器具、水等配制溶液后,再将溶液进行过滤除菌处理。
2、试剂盒的各组分应在-20℃保存,避免反复冻融,有效期12个月。
3、RNA样品要避免反复多次冻融,应使RNA在冰浴中处于融化状态。
注塑件常见品质问题及原因分析、解决方法 一、注塑件常见品质问题塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。14、气泡及暗泡:注塑件内部有孔隙,气泡是制品成型后内部形成体积较小或成串孔隙的缺陷,暗泡是塑胶内部产生的真空孔洞。15、表面混蚀:注塑件表面呈现无光、泛白、浊雾状外观称为混蚀。16、凹陷:注塑件表面不平整、光滑、向内产生浅坑或陷窝。17、冷料(冷胶):注塑件表面由冷胶形成的色泽、性能与本体均不同的塑料。18、顶白/顶高:注塑件表面有明显发白或高出原平面。19、白点:注塑件内有白色的粒点,粒点又叫“鱼眼”,多反映在透明制品上。20、强度不够(脆裂):注塑件的强度比预期强度低,使塑胶件不能承受预定的负裁二、常见品质(缺陷)问题产生原因1、色差:①原材料方面因素:包括色粉更换、塑胶材料牌号更改,定型剂更换。②原材料品种不同:如PP料与ABS料或PC料要求同一种色,但因材料品种不同而有轻微色差,但允许有一限度范围。③设备工艺原因:A、温度;B、压力;C熔胶时间等工艺因素影响。④环境因素:料筒未清干净,烘料斗有灰尘,模具有油污等。⑤色粉本身因素:有些色粉不受温,且制品很易受温度变化而改变。如:9278烤箱提手(A2945兰)。2、充填不足(缺胶):①模具方面:A、浇注系统设计不合理,浇注系统是熔体进入模腔的通道,对塑料件成型质量有很大关系,浇口不平行,浇口的位置不是在壁厚部位;B、模具排气结构不良;C、熔体中的杂质或冷料阻塞流道;D、模具温度未达要求。②原料方面:A、原材料含水量过大;B、原料中易挥发物超标; C、原材料中杂质或再生料过多。③注塑机方面:A、注射量不足:如用150T机生产180T产品。 B、喷嘴为异物堵塞,喷嘴孔太小; C、原料供应不足:如料筒堵塞,水口料影响下料; D、止逆阀故障; E、注射行程不够。④成型操作方面:A、模具温度过低;B、注射压力太低;C、保压时间太短;D、注射速度太慢;
1.塑料缩水就是塑料收缩的问题,很少有资料谈过.塑料收缩有四种情况:热收缩、相变收 缩、取向收缩、压缩收缩与弹性恢复。收缩过程有三部分组成:浇口凝固前的收缩、冷却收缩和脱模后收缩。 2. 缩水的主要原因:1,注射量不够2,熔体温度过高3,注射压力和保压压力过小4, 注射时间和保压时间过少5,注射速度过大6模具温度不当 3. 缩孔的主要原因:1,注射量不够2,注射压力太低3,注射速度不当4,模具温度 过低 4.注塑件缺胶、不饱模---Short Shot 原因分析 ?塑胶熔体未完全充满型腔。 ?塑胶材料流动性不好。 对策 ?制品与注塑机匹配不当,注塑机塑化能力或注射量不足。 ?料温、模温太低,塑胶在当前压力下流动困难,射胶速度太慢、保压或保压压力过低。 ?塑料熔化不充分,流动性不好,导致注射压力损失大。 ?增加浇口数,浇口位置布置要合理、多腔不平衡排布充填。 ?流道中冷料井预留不足或不当,冷料头进入型腔而阻碍塑胶之正常流动,增加冷料穴。 ?喷嘴、流道和浇口太小,流程太长,塑胶填充阻力过大。 ?模具排气不良时,空气无法排除。 5.披峰(毛边)---Burring & Flashing 原因分析 ?塑胶熔体流入分模面或镶件配合面将发生-Burring。 ?锁模力足够,但在主浇道与分流道会合处产生薄膜状多余胶料为Flash 对策 ?锁模力不足,射入型腔的高压塑胶使分模面或镶件配合面产生间隙,塑胶熔体溢进此间隙。 ?模具(固定侧)未充分接触机台喷嘴,公母模产生间隙。(没装紧) ?模温对曲轴式锁模系统的影响。 ?提高模板的强度和平行度。 ?模具导柱套摩损/模具安装板受损/拉杆(哥林柱)强度不足发生弯曲,导致分模面偏移。 ?异物附着分模面。排气槽太深。 ?型腔投影面过大/塑胶温度太高/过保压。 6. 表面缩水、缩孔(真空泡)--Sink Mark & Void & Bubble 原因分析 ?制品表面产生凹陷的现象。 ?由塑胶体积收缩产生,常见于局部肉厚区域,如加强筋或柱位与面交接区域。 ?制品局部肉厚处在冷却过程中由于体积收缩所产生的真空泡,叫缩孔(Void)。 ?塑胶熔体含有空气、水分及挥发性气体时,在注塑成型过程空气、水分及挥发性气体进入制品内部而残留的空洞叫气泡(Bubble)。 对策
rt-pcr(rt - pcr) I. Experimental apparatus and materials: 1, transfer guns: 1ml, 200 L, 20 L, 10 L, 2 L 2, suction head: 1ml, 200 L, 20 L 3, homogenate tube: 5ml 4, suction head table: put 1ml suction head one, put 20 l suction head one 5, EP tubes: 1.5ml, 0.2ml, 100 L 6, reagent bottle: 2 60ml Brown reagent bottle (wide mouth, with cover) 1 125ml white reagent bottles (with absolute ethanol) 7, 50ml, 250ml, 500ml: a 8, capacity bottle: 250ml, 500ml, 1000ml 9, test tube rack: 5ml, 1.5ml, 20 L 10, salt water bottles: 250ml, 500ml each 2 spare, one with absolute ethanol, another with DEPC water 11, aluminum lunch box: 4 12, plastic small lunch box: 1
13, large porcelain cylinder: 2 14, tin paper: a roll 15 rolls of paper: 2 rolls 16, triangle flask: with a cap, slightly larger Two, the processing and preparation of experimental equipment 1, plastic products: (including gun head, EP tube, homogenate tube, etc.) The DEPC of water from the flask into the ceramic cylinder, the plastic products by soaking them, which requires a small tip Straw DEPC into the water, and then dried overnight, high pressure, spare, before the experiment will first put the gun suction head, and a high pressure (EP tube) 2, glass products: acid soaking overnight, washed clean, dry spare foil Mongolia (DEPC blister) (wash after the first bubble 1 per thousand DEPC overnight, and then dried) 3, homogenizer: (including scissors, tweezers) first wash, and then high pressure (do not need to bubble DEPC) Three. Reagent preparation: 1, DEPC water: suck 1ml, placed in 1000ml double steamed water, with 1 per thousand DEPC water, placed in the 1000ml capacity
注塑过程中常见问题及对策?首先说说成型的原理,注塑成型又可称为模内浇注。简单说就是一个产品模型的空壳,通过注 塑机炮筒的高温溶解使塑胶原料成液体状,同时通过螺杆的旋转增压,使塑胶液体高速填充模型空隙。冷却后,开模后即成成品。 ?经常牵涉到的成型参数:注射速度、注射压力、保压压力、保压时间、炮筒温度、模温。 注塑过程中的常见问题 气眼/气泡 黑点/黑纹/异色 料脆/脆断 烧焦/焦痕 飞边/毛边/批锋 分层起皮 流痕 欠注/缺胶 银纹/料花 缩水 熔接痕/夹水线 1成型问题-气眼/气泡 气眼是指空气被困在型腔内而使制件产生气泡的现象. ?它是由于两股熔体前锋交汇时气体无法从分型面、顶杆或排气孔中排出造成的。 ?气眼通常位于熔体最后填充的地方。 ?缺少排气口或排气口尺寸不足将导致在最后填充部位产生气眼或其他表面缺陷. ?如果制件设计薄厚不均,也非常容易造成气眼现象。 气眼可能引起的问题: ?困在型腔内气体不能被及时排出,易导致出现表面起泡,制件内部夹气,注塑不满等现象。 改进方法 2成型问题-黑点/黑纹/异色 黑点/黑纹/异色是指在制件表面存在黑色斑点,或是其它色泽条纹。 黑点/黑纹/异色的起因 材料降解: 塑胶过热分解将导致黑点或条纹。塑胶如果在封闭的料筒内、螺杆表面停留时间过长,将导致炭化降解,故而在注塑过程中产生黑点或条纹。色粉分布不均或困气烧焦也会产生黑纹或异色。 材料污染: 塑胶中存在脏的回收料、异物、其他颜色的材料或易于降解的低分子材料,都可能引起上
述现象。空气中的粉尘也容易引起制件表面的黑点。 改进方法 材料?采用无污染的原材料 ?将材料置于相对封闭的储料仓中 ?增加材料的热稳定性 模具设计?清洁顶杆和滑块. ?改进排气系统. ?清洁和抛光流道内的任何死角,保证不产生积料 ?注塑前清洁模具表面. 注塑机?选择合适的注塑机吨位 ?检查料筒内表面、螺杆表面是否刮伤积料. 工艺条件?降低料筒和喷嘴的温度. ?清洁注塑过程的各个环节. ?避免已经产生黑点/黑纹的料被重新回收利用. 3成型问题-料脆/脆断 制件料脆是指制件在某些部位出现容易开裂或折断。发脆主要是由于材料降解导致大分子断链,降低 了大分子的分子量,从而使聚合物的整体物理性能下降。 发脆原因分析 ?干燥条件不适合 ?注塑温度设置不对 ?浇口和流道系统设置不恰当 ?螺杆设计不恰当 ?熔解痕强度不高 ?使用过多的回收料 改进方法 材料?注塑前设置适当的干燥条件 塑胶如果连续干燥几天或干燥温度过高,尽管可以除去挥发分等物质,但同时也易导致材料降解,特别是 热敏性塑料。 ?减少使用回收料,增加原生料的比例. ?选用高强度的塑胶. 模具设计?增大主流道、分流道和浇口尺寸 过小的主流道、分流道或浇口尺寸容易导致过多的剪切热从而导致聚合物的分解。 注塑机?选择设计良好的螺杆,使塑化时温度分配更加均匀。如果材料温度不均,在局部容易积聚过多热量,导致材料的降解 工艺条件?降低料筒和喷嘴的温度 ?降低背压、螺杆转速和注塑速度,减少过多剪切热的产生,避免聚合物分解. ?如果是熔解痕强度不足导致的发脆,则可以通过增加熔体温度,加大注塑压力的方法,提高熔解痕强度 4成型问题- 烧焦/焦痕
RT-PCR实验方法总结大全 RT-PCR实验有三步:抽提RNA,RT,PCR。 要求: 1.做RT前必需测RNA浓度,逆转录体系对RNA量还是有一些要求,常用500ng 或1ug。 2. RT按要求做,一般不会出太大问题。 3. PCR,按常规。但如需扩长片段,则对前两步要求较高,需要有完整的cDNA 存在,不是单改变Mg2+浓度、退火温度能解决的。 1RT和PCR时的引物设计是不是一定要先知道目的基因的序列?必须 在RT时,引物设计有3种方法即a:Random 9mers;b:Oligo dT-Adaptor Primer;和c:特异的下游引物。如果用a和b方法,是扩增的所有的cDNA(理论上,还要用此产物做PCR 的模板继续扩增。 如果用c方法,那么要去那里查它的序列呢?https://www.doczj.com/doc/077087848.html,问题: 在做RT-PCR遇到一怪现象,即对同一动物不同组织扩增同一段基因,结果从一种组织中可以扩出我的目的基因,条带非常的好,而另一组织在同样的条件下却得到许多非特异性的条带,尝试其他条件同样无法得到满意的结果,百思不得其解!(注:已肯定该基因在两种组织中都表达,且内参照在两种组织都可扩增出来 从这两种组织中提取的RNA的量是不一样的,我测过吸光度,差异还很大,会不会和这有关呢?请高手指教! 解答: 1.RT-PCR有两种做法:
条件具备的话可用kit进行一步法进行;若条件不太好的话可分两步进行逆转录再PCR。但后来发现两步法的结果更加理想,条带特异性强且无拖尾现象,我推测是体系更加单一比较利于PCR的进行,当然也可能是我买的kit不太好。(promega。 2.RT-PCR应具备的条件 高质量的RNA(保留后可做5‘,3’RACE;引物的(最好产物短点;若涉及粗略定量的话还应考虑RNA的浓度或是cDNA的浓度(如果由内标分子更好,但我发现其实很不容易将RNA的浓度以及内标分子的表达量调整的完全一样;体系的均一性等。 3.RACE 我做过RACE(3’RACE是宝生物的Kit;5‘RACE是Gibico,但现在再进行另一个同源基因的3‘RACE时却怎么也P不出来,这两个基因是由同一对引物扩增出来的,其中一个已经获得了全序列(RACE的方法,而另一个基因的3’UTR 却增么也扩不出来,我推测是不是该基因的3‘UTR太长的缘故,我都快绿了,有无 RT-PCR的常用内标b-actin 和GAPDH的使用有选择性吗?比如不同的细胞,不同的刺激。 有关内参: RT-PCR内参照可以在一个管子里做(那样也是图好看一些,最好分开两管,把除了引物之外的mixture统一配,拍照后,算目的基因和内参的比值,这就是基因表达的相对浓度。 问:我曾经作过同一管的PCR,内有actin 和目的基因引物。虽然可见到两条均一条带但图片质量不理想(而且酶量、Mg2+加倍。请教mxbdna2003 ,你是如何处理同一管的PCR的各成分的浓度? 答: it should determined the amount of RNA. but it not for the quantitity of the PCR. it just was convienent to guess the amount ot the template<(for RT and PCR and bettrer for publication and editor if he don not know the preocedure much. but the amount just
一、注塑件常见品质问题 塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。14、气泡及暗泡:注塑件内部有孔隙,气泡是制品成型后内部形成体积较小或成串孔隙的缺陷,暗泡是塑胶内部产生的真空孔洞。15、表面混蚀:注塑件表面呈现无光、泛白、浊雾状外观称为混蚀。16、凹陷:注塑件表面不平整、光滑、向内产生浅坑或陷窝。17、冷料(冷胶):注塑件表面由冷胶形成的色泽、性能与本体均不同的塑料。18、顶白/顶高:注塑件表面有明显发白或高出原平面。19、白点:注塑件内有白色的粒点,粒点又叫“鱼眼”,多反映在透明制品上。20、强度不够(脆裂):注塑件的强度比预期强度低,使塑胶件不能承受预定的负裁 二、常见品质(缺陷)问题产生原因 1、色差:①原材料方面因素:包括色粉更换、塑胶材料牌号更改,定型剂更换。②原材料品种不同:如PP料与ABS料或PC料要求同一种色,但因材料品种不同而有轻微色差,但允许有一限度范围。③设备工艺原因:A、温度;B、压力;C熔胶时间等工艺因素影响。④环境因素:料筒未清干净,烘料斗有灰尘,模具有油污等。⑤色粉本身因素:有些色粉不受温,且制品很易受温度变化而改变。如:9278烤箱提手(A2945兰)。 2、充填不足(缺胶):①模具方面:A、浇注系统设计不合理,浇注系统是熔体进入模腔的通道,对塑料件成型质量有很大关系,浇口不平行,浇口的位置不是在壁厚部位;B、模具排气结构不良;C、熔体中的杂质或冷料阻塞流道;D、模具温度未达要求。②原料方面:A、原材料含水量过大; B、原料中易挥发物超标; C、原材料中杂质或再生料过多。③注塑机方面:A、注射量不足:如用150T机生产180T产品。B、喷嘴为异物堵塞,喷嘴孔太小;C、原料供应不足:如料筒堵塞,水口料影响下料; D、止逆阀故障; E、注射行程不够。④成型操作方面:A、模具温度过低;B、注射压力太低;C、保压时间太短;D、注射速度太慢;E、熔体温度太低。3、翘曲变形:①模具方面:主要是针对模具设计方面不合理原因造成,在此不作讲述。②成型操作方面:A、注射压力过高,流体方向和垂直流向方向分子取向相差较大,塑胶力图恢复
RNA制备及其鉴定 实验目的初步掌握组织总RNA制备的原理及其基本方法,掌握RNA纯度鉴 定的基本方法。 实验原理 细胞内的RNA通常与蛋白质结合,以核蛋白(RNP)的形式存在。分离制备RNA时,首先必须破碎细胞,使RNP释放到溶液中并与蛋白质分离,然后将RNA同其他的细胞成分分离开并保证RNA的完整性。本次实验我们选用了Trizol法分离提取小鼠肝组织的总RNA,Trizol法分离提取的RNA产率高、纯度好且不易降解。 评价RNA质量的标准是RNA的均一性和完整性。均一的RNA取决于有效的去除RNA提取物中的DNA、蛋白质和其他杂质;完整的RNA取决于最大限度地避免纯化过程中内源性及外源性RNA酶对RNA的降解。通常采用紫外分光光度法测定RNA的浓度和纯度,纯RNA的A260/A280=2.0,但由于所用的标本不同,此比值有一定的变化,一般在1.8~2.0之间,低于改值表明有蛋白污染,需进一步用酚/氯仿抽提。RNA的完整性可通过琼脂糖电泳法进行鉴定。完整的RNA电泳时,28S和18SrRNA经EB染色后,两条电泳条带的显色强度近似为2比1。 本实验中几个重要试剂的作用: Trizol试剂:Trizol的主要成分是苯酚、异硫氰酸胍、十二烷基肌氨酸钠、β-巯基乙醇、醋酸钠、柠檬酸钠。它的主要作用是1、裂解细胞,使细胞中的蛋白、核酸物质解聚得到释放。2、使蛋白质变性,有利于DNA和RNA与蛋白质的分离。3、抑制内源和外源RNase。 氯仿:氯仿的作用有多个方面,一、作为有机溶剂变性蛋白,使其沉淀并通过离心除去。二、通过变性作用抑制RNase活性;三、通过氯仿把水相里参与的苯酚抽提掉;四、作为溶剂抽提样品中的一些脂溶性杂质(比如油脂、脂溶性色素等),起到一定除杂作用。 异丙醇:异丙醇是沉淀核酸用的,作用和乙醇一样。只不过用量要比乙醇少。异丙醇是等体积,而乙醇一般需要2.5倍体积。在水相很多,离心管容积有限,加不下太多乙醇的时候一般会用异丙醇沉淀。 75%乙醇:应用无水乙醇+DEPC水制备。用乙醇洗涤沉淀,可去除所有残留的蛋白质和无机盐.RNA样品中如果含有无机盐,有可能对后续实验操作中的一些酶促反应产生抑制作用。 实验步骤按规定的操作步骤进行操作,特别注意创造一个无RNA酶的环境。实验结果 经RNA琼脂糖电泳后,紫外灯下观察RNA分离情况如下图:
注塑生产中常见的问题 1. 刚开机时产品跑披锋,生产一段时间后产品缺胶的原因及解决方案。 刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶。在生产一段时间后,逐渐提高料管温度来解决。 2. 在生产过程中,产品缺胶,有时增大射胶压力和速度都无效,为什么?解决方法? 是因为生产中熔胶不断把热量带走,造成熔胶不足,胶粘度大,流动性差,使产品缺胶。提高料管温度来解决。 3. 产品椭圆的原因及解决方法。 产品椭圆是由于入胶不均匀,造成产品四周压力不匀,使产品椭圆,采用三点入胶,使产品入胶均匀。 4. 精密产品对模具的要求。 要求模具材料刚性好,弹变形小,热涨性系数小。 5. 产品耐酸试验的目的 产品耐酸试验是为了检测产品内应力,和内应力着力点位置,以便消除产品内应力。 6. 产品中金属镶件受力易开裂的原因及解决方法。 产品中放镶件,在啤塑时由于热熔胶遇到冷镶件,会形成内应力,使产品强度下降,易开裂。在生产时,对镶件进行预热处理。 7. 模具排气点的合理性与选择方法。 模具排气点不合理,非但起不到排气效果,反而会造成产品变形或尺寸变化,所以模具排气点要合理。选择模具排气点,应在产品最后走满胶的地方和产品困气烧的地方开排气。 8. 产品易脆裂的原因及解决方法。 产品易脆裂是产品使用水口料和次料太多造成产品易脆裂,或是料在料管内停留时间过长,造成胶料老化,使产品易脆裂。增加新料的比例,减少水口料回收使用次数,一般不能超过三次,避免胶料在料管内长时间停留。 9. 加玻纤产品易出现泛纤的原因及解决方法 是由于熔胶温度低或模具温度低,射胶压力不足,造成玻纤在胶内不能与塑胶很好的结合,使纤泛出。加高熔胶温度,模具温度,增大射胶压力。 10. 进料口温度对产品的影响。 进料口温度的过高或过低,都会造成机器回料不稳定,使加料量不稳定,而影响产品的尺寸和外观。 11. 透明产品有白点的原因及解决方法。 透明产品有白点是因为产品内进入冷胶造成,或料内有灰尘造成的。提高射嘴温度,加冷料井,原料注意保存,防止灰尘进入。 12. 什么是注塑机的射出能力? 射出能力※※=射出压力(kg/cm2)×射出容积(cm3)/1000
塑胶注塑不良的分析以及处理措施 注塑成型部分 注塑定型时发生不良现象的原因 *模具的缺陷 *塑料树脂的缺陷 *不适合的成型条件 *产品设计上的问题 *对成型机性能的过大评价 *周围环境的变化 1. 破裂白化 广义的破裂包括破裂及细微破裂的Crazing。按产生的原因可以分为机械性破裂与化学应力破裂。 [1]机械性破裂(Mechanical Crack) 作用于塑料上的物理性作用力比塑料固有物性及结构上的支持力大的时候,因承受不了而产生破裂。为了防止破裂的产生,在进行产品设计时,须引起注意。设计时,选好所使用的材料与型号后,应考虑到作用于物体上的外力,设计出既可反映稳定率又可以分散作用力的结构。提高结构上的支持力时,可加大产品的厚度或加固Rib,也可设计成Round结构以分散作用力。 [2]化学应力破裂(ESC Crack) 化学应力破裂(ESC:Environmental Stress Crack)是指因化学药品的作用,塑料膨胀,从而加重了内部应力,致使总应力值高出塑料的破坏强度而产生的破裂。 化学应力破裂在成型品的装配过程中,使用润滑剂﹑洗剂等时,其所含有的一部分物质可诱发产品破裂。根据产品的脆弱结构﹑残留应力标准,是否产生破裂存在一定的差异,受温度﹑压力等的影响。因化学药品造成的破裂,其破裂面很干净,有时会产生光泽,可轻易得到确认。 为了防止因化学应力引起的破裂,工艺上应禁止使用可诱发破裂的化学药品。在用户的使用条件下,会形成问题的配件应通过改变材料等方法作到防患于未燃。引发化学应力破裂的化学药品如下:冰乙酸﹑增塑剂(DOP等)﹑酒精类﹑石蜡系列的油脂﹑酯﹑过多的硅系列脱模剂﹑汽油石油等油类﹑豆油等食用油﹑溶剂类等。 2. 熔接线 成型品表面形成细线的现象。 熔接线发生在注塑成型时熔融树脂合流的地方。熔融树脂填充凝固后,树脂互相遇合的界面显示在表面上,致使强度及外观降低。出现在具有两个以上Gate的产品中或Hole﹑厚度
PCR和RT-PCR PCR和RT-PCR基础 PCR基础 聚合酶链式反应(PCR)过程利用模板变性,引物退火和引物延长的多个循环来扩增DNA序列。这是一个指数增长的过程,因为上一轮的扩增产物又作为下一轮扩增的模板,使其成为检测核酸的一种非常灵敏的技术。一般,经过20-30个循环得到的扩增产物就足够在溴化乙锭染色的凝胶上观察到。反应包括几个成分(表1)。模板可以为纯化的基因组或质粒DNA;由RNA转化得到的cDNA;或未经纯化的粗制生物样品,如细菌克隆或噬菌斑。引物确定了扩增产物的序列和长度。最常用的热稳定聚合酶是Taq DNA聚合酶。这种酶适用于常规扩增,但是使用其他热稳定聚合酶会改善结果。扩增反应还包括缓冲液,三磷酸脱氧核苷及镁离子。镁离子浓度影响酶的活性、引物退火、模板和PCR产物的熔点(Tm),忠实性以及引物二聚体的形成等。在随后的章节中将讨论这些成分、循环参数以及其他参与作用的因子相互间各种作用对于成功PCR的影响。 表1.反应成分 Component Final Concentration Template 10^4-10^6 copies of DNA template Primer 1 0.1-0.5μM Primer 2 0.1-0.5μM 10X Reaction buffer 1X Magnesium 1.0-3.0mM dNTP mix 200 mM each dNTP Thermostable DNA polymerase 1-4 units/100 ml reaction RT-PCR基础 RT-PCR将以RNA为模板的cDNA合成同PCR结合在一起,提供了一种分析基因表达的快速灵敏的方法。RT-PCR用于对表达信息进行检测或定量。另外,这项技术还可以用来检测基因表达差异或不必构建cDNA文库克隆cDNA。RT-PCR比其他包括Northern印迹、RNase保护分析、原位杂交及S1核酸酶
RT-PCR技术 RT-PCR简介 RT-PCR的指数扩增是一种很灵敏的技术,可以检测很低拷贝数的RNA。 RT-PCR广泛应用于遗传病的诊断,并且可以用于定量监测某种RNA的含量。(检测基因表达的方法,参见Northern Blot法。) RT-PCR有时候也会指代实时PCR(real-time PCR)。为了与逆转录PCR 相区别,通常被写作“定量PCR”(quantitative PCR)或者 RTQ-PCR(real-time quantitative PCR)。 实时PCR 实时PCR(real-time PCR),属于定量PCR(Q-PCR)的一种,以一定时间内DNA的增幅量为基础进行DNA的定量分析。 real time PCR 的定量使用萤光色素,目前有二种方法。一种是在ds DNA (双链DNA)中插入特异的萤光色素;另一种使用一种能与增幅DNA序列中特定寡核酸序列相结合的一种萤光探针(probe)。 real time PCR 与reverse transcription PCR(反转录PCR) 相结合,能用微量的RNA来找出特定 时间、细胞、组织内的特别表达的遗传基因。这两种RT PCR的组合又被称之为“定量RT-PCR(quantitative RT-PCR)” RT-PCR技术相关试剂 oligo: 多聚体,相当于mRNA引物 AMV(M-MLV):逆转录酶 dNTP:脱氧核苷酸 RNase:RNA酶抑制剂
PCR Buffer:RT-PCR缓冲液 MgCl2:2价镁离子 (一)预变性: 破坏DNA中可能存在的较难破坏的二级结构。使DNA充分变性,减少DNA 复杂结构对扩增的影响,以利于引物更好的和模板结合,特别是对于基因组来源的DNA模板,最好不要吝啬这个步骤。此外,在一些使用热启动Taq酶的反应中,还可激活Taq酶,从而使PCR反应得以顺利进行。 (二)变性--退火--延伸循环: ①模板DNA的变性:模板DNA经加热至93℃左右一定时间后,使模板DNA双链或经PCR扩增形成的双链DNA解离,使之成为单链,以便它与引物结合,为下轮反应作准备; ②模板DNA与引物的退火(复性):模板DNA经加热变性成单链后,温度降至55℃左右,引物与模板DNA单链的互补序列配对结合; ③引物的延伸:DNA模板--引物结合物在TaqDNA聚合酶的作用下,以dNTP为 反应原料,靶序列为模板,按碱基配对与半保留复制原理,合成一条新的与模板DNA 链互补的半保留复制链。 (三)PCR仪扩增循环后72度延伸10分钟 用PCR仪扩增时,(变性.退火,延伸)循环完成后,继续72度延伸了10分钟的原因: 1.延伸时间取决于待扩增DNA片段的长度。(当然是在反应体系一定的条件下)例如,使用taqDNA聚合酶,72度时的碱基掺入率为35-100bp/s,因此延伸速率为1kb/min。 2.根据延伸速率推得,扩增1kb以内的dna片段1min即可,而3-4kb 则需要3-4min,依次照推。通常在最后一轮要适当的将延伸时间延长至 4-10min,这样做是使pcr反应完全以提高扩增产量。 3.继续72度延伸了10分钟除了可以使pcr反应完全以提高扩增产量外,还有一个作用是:在用普通taq酶进行PCR扩增时在产物末端加A尾的作用,可以直接用于TA克隆的进行。 RT-PCR的注意事项
注塑件常见问题名称解释及解决方法缩影--------塑件因壁厚影响产生收缩而造成局部表面下陷的现象,可通过增加压力、降低速度及延长冷却时间改善。波纹--------出现在塑件表面呈水纹状的外观缺陷,特别是透明塑件,如仪尺、便条盒。可通过提升模温和料筒温度并 加快速度来改善。 废边--------在注塑过程中溢入模具合磨面缝隙间并留在产品上的剩余料,修模或用修边刀去除。 缺料--------指模腔因塑料不能充分填塞引起的外观缺陷,增加压力是最直接的方法。 变形--------塑件在出模后冷却收缩引起的歪曲现象,主要是冷却时间不够引起。 开裂--------制品受内应力、外部冲击(顶处)或环境条件(温度)影响而在其表面或外部所产生的裂纹,由其是透明产 品,可提高模温减小压力改善。 银丝--------也就是我们常说的料花,指原料在受潮或未烘干的情况下注塑导致塑件表面产生银白色丝状的缺陷。 色差---------一批塑料零件颜色与正常的标准色泽(色板)有差异。熔接痕--------模塑时产生的一种线状痕迹,是由注射时两股料流相遇时在其结合处未完全熔化而造成,有时会产生明 显的色痕,特别是碎纸机箱门和上盖。
一.成型四大要素 温度: 1.原料加温预热. 2.原料熔融温度. 3.模具温度 压力: 1.关模压力. 2.开模压力. 3.射出压力. 4.顶出压力. 时间: 1.射出时间. 2.成型时间. 3.冷却时间. 速度: 1.射出速度. 2.开模速度. 3.顶出速度. 4.关模速度. 5.螺杆速度. 二.常用塑料之特性 什么是热固性塑料 在一定温度下,经过一定时间加热,加压或加入硬化济后,发生化学反应而硬化的塑料,如: 酚醛聚脂,不饱和聚脂等. 什么是热塑性塑料? 在受热后发生物态变化,由固体软化或熔化成粘流体状态,冷却后又可硬化的塑料. 如:ABS,PS,PC,POM等 三.热固性塑料与热塑性塑料之异同
逆转录pcr rt-pcr 为反转录rcr(reverse transcription pcr )和实时pcr(real time pcr)共同的缩写。逆转录pcr,或者称反转录pcr(reverse transcription-pcr, rt-pcr),是聚合酶链式反应(pcr)的一种广泛应用的变形。在rt-pcr 中,一条rna链被逆转录成为互补dna,再以此为模板通过pcr进行dna扩增。 由一条rna单链转录为互补dna(cdna)称作“逆转录”,由依赖rna的dna聚合酶(逆转 录酶)来完成。随后,dna的另一条链通过脱氧核苷酸引物和依赖rna的dna聚合酶完成, 随每个循环倍增,即通常的pcr。原先的rna模板被rna酶 h降解,留下互补dna。 rt-pcr的指数扩增是一种很灵敏的技术,可以检测很低拷贝数的rna。rt-pcr广泛应用 于遗传病的诊断,并且可以用于定量监测某种rna的含量。(检测基因表达的方法,参见 northern blot法。) rt-pcr有时候也会指代实时pcr(real-time pcr)。为了与逆转录pcr相区别,通常被写 作“定量pcr”(quantitative pcr)或者rtq-pcr(real-time quantitative pcr)。 实时pcr 实时pcr(real-time pcr),属于定量pcr(q-pcr)的一种,以一定时间内dna的增幅量 为基础进行dna的定量分析。 real time pcr 的定量使用萤光色素,目前有二种方法。 一种是在ds dna中插入特异的萤光色素;另一种使用一种能与增幅dna序列中特定寡核酸序 列相结合的一种萤光探针(probe)。 real time pcr 与 reverse transcription pcr 相 结合,能用微量的rna来找出特定时间、细胞、组织内的特别表达的遗传基因。这两种rt pcr 的组合又被称之为“定量rt-pcr(quantitative rt-pcr)” rt-pcr技术相关试剂 oligo: 多聚体,相当于mrna引物 amv(m-mlv):逆转录酶 dntp:脱氧核苷酸 rnase:rna酶抑制剂 pcr buffer:rt-pcr缓冲液 mgcl2:2价镁离子 pcr各步骤的目的 (一)预变性: 破坏dna中可能存在的较难破坏的二级结构。使dna充分变性,减少dna 复杂结构对 扩增的影响,以利于引物更好的和模板结合,特别是对于基因组来源的dna模板,最好不要 吝 啬这个步骤。此外,在一些使用热启动taq酶的反应中,还可激活taq酶,从而使pcr 反应得以顺利进行。 (二)变性--退火--延伸循环: ①模板dna的变性:模板dna经加热至93℃左右一定时间后,使模板dna双链或经pcr 扩增形成的双链dna解离,使之成为单链,以便它与引物结合,为下轮反应作准备; ②模板dna与引物的退火(复性):模板dna经加热变性成单链后,温度降至55℃左右, 引物与模板dna单链的互补序列配对结合; ③引物的延伸:dna模板--引物结合物在taqdna聚合酶的作用下,以dntp为反应原料, 靶序列为模板,按碱基配对与半保留复制原理,合成一条新的与模板dna 链互补的半保留复 制链。 (三)pcr仪扩增循环后72度延伸10分钟 用pcr仪扩增时,(变性.退火,延伸)循环完成后,继续72度延伸了10分钟的原因:
RT—PCR原理与实验步骤 一、知识背景: 1、基因表达:DNA RNA Protein 单拷贝基因表达存在逐步放大机制,如一个蚕丝心蛋白基因 104个丝心蛋白mRNA(每个mRNA存活4d,可以合成105个丝心蛋白) 共合成109个丝心蛋白。因此单拷贝基因的mRNA表达水平对于其功能水平的调控是非常重要的。 2、PCR技术(Polymerase chain reaction):即聚合酶链式反应。 在模板、引物和四种脱氧核苷酸存在的条件下依赖于DNA聚合酶的酶促反应,其特异性由两个人工合成的引物序列决定。反应分三步: A。变性:通过加热使DNA双螺旋的氢键断裂,形成单链DNA; B.退火:将反应混合液冷却至某一温度,使引物与模板结合. C。延伸:在DNA聚合酶和dNTPs及Mg2+存在下,退火引物沿5’3’方向延伸。以上三步为一个循环,如此反复。 3、逆转录酶和RT-PCR 逆转录酶(reverse transcriptase)是存在于RNA病毒体内的依赖RNA的DNA聚合酶,至少具有以下三种活性: 1、依赖RNA的DNA聚合酶活性:以RNA为模板合成cDNA第一条链; 2、Rnase水解活性:水解RNA:DNA杂合体中的RNA; 3、依赖DNA的DNA聚合酶活性:以第一条DNA链为模板合成互补的双链cDNA。 二、RT—PCR的准备: 1。引物的设计及其原则: 1)引物的特异性决定PCR反应特异性.因此引物设计是否合理对于整个实验有着至关重要的影响。在引物设计时要充分考虑到可能存在的同源序列,同种蛋白的不同亚型,不同的mRNA剪切方式以及可能存在的hnRNA对引物的特异性的影响。尽量选择覆盖相连两个内含子的引物,或者在目的蛋白表达过程中特异存在而在其他亚型中不存在的内含子。 2) 引物设计原则的把握 引物设计原则包括: a、引物长度:一般为15~30bp ,引物太短会影响PCR的特异性,引物太长PCR的最适延伸温度会超过Taq酶的最适温度,也影响反应的特异性。 b、碱基分布:四种碱基最好应随机分布,避免嘌呤或嘧啶的聚集存在,特别是连续出现3个以上的单一碱基。GC含量(Tm值):40%~60%,PCR扩增的复性温度一般是较低Tm值减去5~10度.
RT-PCR 试剂配制 (1)O.1%DEPC水:l ml DEPC+1000 ml双蒸水,高压灭菌后用于配制RNA提取的相关试剂。如果浸泡RNA提取的相关器皿,则应在DEPC水配制后立即使用。(2)10 mg·ml-1溴乙锭:1 g溴乙锭溶于100 ml去离子水中,避光保存,溴乙锭的工作浓度为0.5μg·ml-1。 (3)5×TBE储存液:Tris 54g,硼酸 27.5g,EDTA pH8.0(固体NaOH调,先配100ml) 20ml,定容到1L。(每种药品都用蒸馏水先溶解,都比较难溶,再互溶效果好点。) 0.5×TBE工作液是5×TBE储存液稀释10倍。 (4)1%琼脂糖凝胶:0.3 g琼脂糖溶于30 ml 0.5×TBE溶液中,在微波炉中加热充分溶解琼脂糖,待溶液冷却至60℃左右,加入10 mg·ml-1溴乙锭溶液1μL(终浓度为O.5μg·ml-1),将琼脂糖溶液倒入制胶模中,在适当位置处插上梳子。凝胶的厚度一般在3-5mm之间。在室温下使胶凝固,然后点样放置于电泳槽中进行电泳。 RNA提取前的准备 1.组织保存:小鼠处死后脏器迅速冻存于液氮罐中。 2. 研钵,剪刀及镊子的处理 1) 自来水反复冲洗;2) 去污剂或者洗涤灵冲洗;3) 自来水反复冲洗;4) 用锡箔纸包裹研钵研棒等,180度干烤4-8小时,除去RNAase 3. 枪头及EP管(0.5ml,1.5ml,5ml)的处理 1) 0.1%DEPC水浸泡1~2天;2) 用镊子夹起枪头一一装入枪头盒中,用镊子夹起EP管放入饭盒中;3) 高压灭菌50min,45度烘箱烘干(需几天)。 RT-PCR方法 总RNA的提取: 1.组织匀浆:先放入液氮入碾钵内,把分装放入液氮中的一份肝脏入碾钵内,碾磨,边加液氮边碾磨。用DEPC水处理的1.5ml的EP管刮下碾钵上的肝脏,加入1ml RNAVzol混匀。裂解产物应呈澄清的透明粘稠液体。室温放置5分钟。对于多糖、蛋白等杂质丰富的组织样品,匀浆后仍会存留有不溶物质,可12,000 g 4℃离心10分钟,然后吸取上清至一新的DEPC水处理的1.5ml离心管中。 2.分离: 在装有裂解物的离心管中加入0.2倍体积的氯仿(1 ml RNAVzol加入0.2 ml氯仿),振荡器上充分振荡混匀30 秒,室温放置2-3分钟。12,000 g 4℃离心10分钟,然后吸取含总RNA的上层水相至一新的DEPC水处理的1.5ml离心管中,每毫升RNAVzol约可吸取0.5~0.55 ml。有机相和中间层含有DNA和蛋白质,应避免触及。 3.沉淀: 按每毫升最初的RNAVzol加入0.5 ml异丙醇,颠倒数次混匀,室温沉淀10分钟。12,000 g4℃离心10分钟,在管底可见RNA沉淀。弃上清,每毫升最初的RNAVzol